ГОСТ 13214-79
ГОСТ 13214-79
Группа Г27
ОКП 39 2844
Дата введения 1980-07-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
РАЗРАБОТЧИКИ Л.К.Гирин, В.В.Меньшиков, К.Н.Буре
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.06.79 N 2330
3. Срок проверки — 1996 г., периодичность проверки — 5 лет
4. Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 298-73 «Центры токарных станков. Размеры, обеспечивающие взаимозаменяемость» с дополнительными типоразмерами, отражающими потребности народного хозяйства
5. ВЗАМЕН ГОСТ 13214-67
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7. ПЕРЕИЗДАНИЕ (апрель 1996 г.) с Изменениями N 1, 2, утвержденными в марте 1985 г., в ноябре 1991 г. (ИУС 6-85, 3-92)
1. Настоящий стандарт распространяется на упорные центры, применяемые при обработке деталей на металлорежущих станках, контрольных, разметочных и других работах.
Стандарт полностью соответствует международному стандарту ИСО 298-73.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 2).
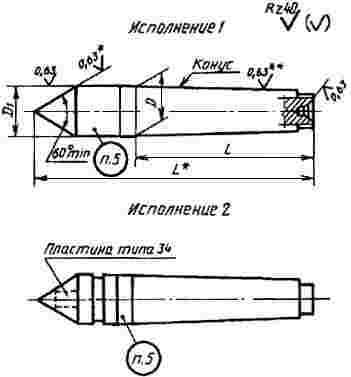
2. Центры должны изготавливаться двух исполнений:
1 — с закаленным рабочим конусом;
2 — с рабочим конусом из твердого сплава.
3. Конструкция и размеры упорных центров должны соответствовать указанным на чертеже и в таблице.
4. Рабочие конусы центров 60° исполнения 1 с конусом Морзе 6 допускается изготавливать наплавленными прутковым сормайтом по ГОСТ 21449.
Толщина наплавленного слоя не должна превышать 2,5 мм.
5. Технические требования и маркировка — по ГОСТ 13215.
3-5. (Измененная редакция, Изм. N 2).
Конструкция и размеры упорных центров
______________
* Размер для справок.
** Шероховатость рабочего конуса и конуса хвостовика для центров повышенной точности (ПТ) должна быть 0,32 мкм.
Размеры, мм
Обозначение центров | Исполнение | Конус |
| Номер пластины типа 34 | ||||
7032-0011* | 1 | Морзе | 0 | 70 | 50,0 | 9,045 | 9,2 | — |
7032-0012 | 2 | 34090 | ||||||
7032-0013* | 1 | 1 | 80 | 53,5 | 12,065 | 12,2 | — | |
7032-0014 | 2 | 34090 | ||||||
7032-0015* | 1 | 90 | — | |||||
7032-0016 | 2 | 34090 | ||||||
7032-0017* | 1 | 2 | 100 | 64,0 | 17,780 | 18,0 | — | |
7032-0018 | 2 | 34110 | ||||||
7032-0019* | 1 | 110 | — | |||||
7032-0020 | 2 | 34110 | ||||||
7032-0021* | 1 | 125 | — | |||||
7032-0022 | 2 | 34110 | ||||||
7032-0023* | 1 | 3 | 81,0 | 23,825 | 24,1 | — | ||
7032-0024 | 2 | 34130 | ||||||
7032-0025* | 1 | 140 | — | |||||
7032-0026 | 2 | 34130 | ||||||
7032-0027* | 1 | 160 | — | |||||
7032-0028 | 2 | 34130 | ||||||
7032-0029* | 1 | 4 | 102,6 | 31,267 | 31,6 | — | ||
7032-0030 | 2 | 34150 | ||||||
7032-0032 | 1 | 180 | — | |||||
7032-0033 | 2 | 34150 | ||||||
7032-0035* | 1 | 5 | 200 | 129,5 | 44,399 | 44,7 | — | |
7032-0036 | 2 | 34170 | ||||||
7032-0037 | 34190 | |||||||
7032-0039* | 1 | 220 | — | |||||
7032-0040 | 2 | 34170 | ||||||
7032-0041 | 34190 | |||||||
7032-0043* | 1 | 6 | 280 | 182,0 | 63,348 | 63,8 | — | |
7032-0044 | 2 | 34190 | ||||||
7032-0045 | 34210 | |||||||
7032-0047 | 1 | 320 | — | |||||
7032-0048 | 2 | 34190 | ||||||
7032-0049 | 34210 | |||||||
7032-0054* | 1 | Метри- | 80 | 196,0 | 80,0 | 80,4 | — | |
7032-0055* | 100 | 380 | 232,0 | 100,0 | 100,5 | |||
_______________
* Данные центры полностью соответствуют ИСО 298-73, приведенному в справочном приложении.
Пример условного обозначения упорного центра исполнения 1 нормальной точности с конусом Морзе 4:
Центр 7032-0029 Морзе 4 ГОСТ 13214-79
То же, повышенной точности:
Центр 7032-0029 Морзе 4 ПТ ГОСТ 13214-79
Пример условного обозначения упорного центра исполнения 2 повышенной точности с конусом Морзе 4 и пластиной из твердого сплава ВК8:
Центр 7032-0030 Морзе 4 ПТ ВК8 ГОСТ 13214-79
ПРИЛОЖЕНИЕ (справочное). РАЗМЕРЫ ЦЕНТРОВ, СООТВЕТСТВУЮЩИЕ ИСО 298-73
ПРИЛОЖЕНИЕ
Справочное
Элементы конструкции центров, | Элементы конструкции центров, |
Центры токарных станков с конусом Морзе N 0-6 или метрическим конусом 5%
Размеры, мм
Обозначение | Конусный хвостовик | Центр | |||
Тип | Конусность | ||||
Метрический 5% | 4 | 1:20=0,05 | 4 | 23 | 4,1 |
6 | 1:20=0,05 | 6 | 32 | 6,2 | |
Морзе | 0 | 0,6246:12=0,05205 | 9,045 | 50 | 9,2 |
1 | 0,59858:12=0,04988 | 12,065 | 53,5 | 12,2 | |
2 | 0,59941:12=0,04995 | 17,780 | 64 | 18,0 | |
3 | 0,60235:12=0,05020 | 23,825 | 81 | 24,1 | |
0,62326:12=0,05194 | 31,267 | 102,5 | 31,6 | ||
5 | 0,63151:12=0,05263 | 44,399 | 129,5 | 44,7 | |
6 | 0,62565:12=0,05214 | 63,348 | 182 | 63,8 | |
Метрический 5% | 80 | 1:20=0,05 | 80 | 196 | 80,4 |
100 | 1:20=0,05 | 100 | 232 | 100,5 | |
(Введено дополнительно, Изм. N 2).
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
Центры и полуцентры упорные: Сб. ГОСТов. —
М.: Издательство стандартов, 1996
docs.cntd.ru
ГОСТ 13214-79 — Центры упорные. Конструкция.
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ
ЦЕНТРЫ И ПОЛУЦЕНТРЫ УПОРНЫЕ
ГОСТ 13214-79
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ЦЕНТРЫ УПОРНЫЕ Конструкция Thrust centres. Design |
ГОСТ |
Постановлением Государственного комитета СССР по стандартам от 28 июня 1979 г. № 2330 срок введения установлен
с 01.07.80
1. Настоящий стандарт распространяется на упорные центры, применяемые при обработке деталей на металлорежущих станках, контрольных, разметочных и других работах.
Стандарт полностью соответствует международному стандарту ИСО 298-73.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 2).
2. Центры должны изготавливаться двух исполнений:
1 — с закаленным рабочим конусом;
2 — с рабочим конусом из твердого сплава.
3. Конструкция и размеры упорных центров должны соответствовать указанным на чертеже и в таблице.
4. Рабочие конусы центров 60° исполнения 1 с конусом Морзе 6 допускается изготавливать наплавленными прутковым сормайтом по ГОСТ 21449.
Толщина наплавленного слоя не должна превышать 2,5 мм.
5. Технические требования и маркировка — по ГОСТ 13215.
3 — 5. (Измененная редакция, Изм. № 2).

______________
* Размер для справок.
** Шероховатость рабочего конуса и конуса хвостовика для центров повышенной точности (ПТ) должна быть Ra ≤ 0,32 мкм.
Размеры, мм
|
Обозначение центров |
Исполнение |
Конус |
L |
l |
D |
Номер пластины типа 34 по ГОСТ 25413 |
||
|
7032-0011* |
1 |
Морзе |
0 |
70 |
50,0 |
9,045 |
9,2 |
— |
|
7032-0012 |
2 |
34090 |
||||||
|
7032-0013* |
1 |
1 |
80 |
53,5 |
12,065 |
12,2 |
— |
|
|
7032-0014 |
2 |
34090 |
||||||
|
7032-0015* |
1 |
90 |
— |
|||||
|
7032-0016 |
2 |
34090 |
||||||
|
7032-0017* |
1 |
2 |
100 |
64,0 |
17,780 |
18,0 |
— |
|
|
7032-0018 |
2 |
34110 |
||||||
|
7032-0019* |
1 |
110 |
— |
|||||
|
7032-0020 |
2 |
34110 |
||||||
|
7032-0021* |
1 |
125 |
— |
|||||
|
7032-0022 |
2 |
34110 |
||||||
|
7032-0023* |
1 |
3 |
125 |
81,0 |
23,825 |
24,1 |
— |
|
|
7032-0024 |
2 |
34130 |
||||||
|
7032-0025* |
1 |
140 |
— |
|||||
|
7032-0026 |
2 |
34130 |
||||||
|
7032-0027* |
1 |
160 |
— |
|||||
|
7032-0028 |
2 |
34130 |
||||||
|
7032-0029* |
1 |
4 |
102,6 |
31,267 |
31,6 |
— |
||
|
7032-0030 |
2 |
34150 |
||||||
|
7032-0032 |
1 |
180 |
— |
|||||
|
7032-0033 |
2 |
34150 |
||||||
|
7032-0035* |
1 |
5 |
200 |
129,5 |
44,399 |
44,7 |
— |
|
|
7032-0036 |
2 |
34170 |
||||||
|
7032-0037 |
34190 |
|||||||
|
7032-0039* |
1 |
220 |
— |
|||||
|
7032-0040 |
2 |
34170 |
||||||
|
7032-0041 |
34190 |
|||||||
|
7032-0043* |
1 |
6 |
280 |
182,0 |
63,348 |
63,8 |
— |
|
|
7032-0044 |
2 |
34190 |
||||||
|
7032-0045 |
34210 |
|||||||
|
7032-0047 |
1 |
320 |
— |
|||||
|
7032-0048 |
2 |
34190 |
||||||
|
7032-0049 |
34210 |
|||||||
|
7032-0054* |
1 |
Метрический |
80 |
196,0 |
80,0 |
80,4 |
— |
|
|
7032-0055* |
100 |
380 |
232,0 |
100,0 |
100,5 |
|||
______________
* Данные центры полностью соответствуют ИСО 298-73, приведенному в справочном приложении.
Пример условного обозначения упорного центра исполнения 1 нормальной точности с конусом Морзе 4:
Центр 7032-0029 Морзе 4 ГОСТ 13214-79
То же, повышенной точности:
Центр 7032-0029 Морзе 4 ПТ ГОСТ 13214-79
Пример условного обозначения упорного центра исполнения 2 повышенной точности с конусом Морзе 4 и пластиной из твердого сплава ВК8:
Центр 7032-0030 Морзе 4 ПТ ВК8 ГОСТ 13214-79
Справочное
|
Элементы конструкции центров, взаимосвязанные с обрабатываемой деталью |
Элементы конструкции центров, взаимосвязанные со станком |
Центры токарных станков с конусом Морзе № 0 — 6 или метрическим конусом 5 %
Размеры, мм
|
Обозначение |
Конусный хвостовик |
Центр |
|||
|
Тип |
Номер |
Конусность |
D |
hmax |
Dl |
|
Метрический 5 % |
4 |
1 : 20 = 0,05 |
4 |
23 |
4,1 |
|
6 |
1 : 20 = 0,05 |
6 |
32 |
6,2 |
|
|
Морзе |
0 |
0,6246 : 12 = 0,05205 |
9,045 |
50 |
9,2 |
|
1 |
0,59858 : 12 = 0,04988 |
12,065 |
53,5 |
12,2 |
|
|
2 |
0,59941 : 12 = 0,04995 |
17,780 |
64 |
18,0 |
|
|
3 |
0,60235 : 12 = 0,05020 |
23,825 |
81 |
24,1 |
|
|
4 |
0,62326 : 12 = 0,05194 |
31,267 |
102,5 |
31,6 |
|
|
5 |
0,63151 : 12 = 0,05263 |
44,399 |
129,5 |
44,7 |
|
|
6 |
0,62565 : 12 = 0,05214 |
63,348 |
182 |
63,8 |
|
|
Метрический 5 % |
80 |
1 : 20 = 0,05 |
80 |
196 |
80,4 |
|
100 |
1 : 20 = 0,05 |
100 |
232 |
100,5 |
|
(Введено дополнительно, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
РАЗРАБОТЧИКИ Л.К. Гирин, В.В. Меньшиков, К.Н. Буре
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.06.79 № 2330
3. Срок проверки — 1996 г., периодичность проверки - 5 лет
4. Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 298-73 «Центры токарных станков. Размеры, обеспечивающие взаимозаменяемость» с дополнительными типоразмерами, отражающими потребности народного хозяйства
5. ВЗАМЕН ГОСТ 13214-67
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7. ПЕРЕИЗДАНИЕ (апрель 1996 г.) с ИЗМЕНЕНИЯМИ № 1, 2, утвержденными в марте 1985 г., в ноябре 1991 г. (ИУС 6-85, 3-92)
snipov.net
Центр упорный — конструкция и применение, классификация, ГОСТы
Неподвижный токарный центр упорный является важным элементом оснастки токарного станка применяемого для фиксации заготовок формы тела вращения на задней бабке. Простота конструкции обеспечивает невысокую стоимость упорного центра при высокой эффективности, возможности производить высокоточную обработку деталей на малых скоростях.
Конструкция и особенности
Неподвижный упорный центр имеет простую конструкцию и состоит из конусообразной рабочей части и конического хвостовика. Для крепления заготовки необходим предварительно размеченный и подготовленный центр с соответствующей конусностью. Хвостовик, с применением переходной втулки, устанавливается в пиноль задней бабки. В рабочую часть оснастки вставляется центр заготовки. При работе на повышенных скоростях или в условиях высокой нагрузки используются центры с рабочей частью выполненной из твердых сплавов.
Центры упорные применяются в токарных станках для обточки деталей при малой скорости вращения. При необходимости обработки на более высоких скоростях (от 75 м/мин) или съёма большой толщины металла. При малых скоростях имеет место умеренный износа конуса центра и отверстия обрабатываемой детали. Путями решения данной проблемы является применение смазки и твердосплавных напаек.
Преимуществом применения упорного центра является максимально точная установка и отсутствие радиального биения заготовки. Но при этом значительно ограничена скорость резания и толщина срезаемой стружки. Поэтому данный тип оснастки чаще применяется при чистовой обработке деталей и на шлифовальных станках.
Классификация
В зависимости от материала рабочей части центры подразделяются на два исполнения:
- Исполнение 1 – закаленный конус.
- Исполнение 2 – конус из твердых сплавов.
Неподвижный центр может быть с полным конусом или со срезанным, половиной рабочей части. Последние используются при подрезании торцов, когда резцом необходимо дойти почти до оси вращения обрабатываемой детали.
В зависимости от формы фиксирующей части неподвижные центры подразделяются на оснастку:
- с рабочим конусом для фиксации деталей с центрами и без сквозных или глухих продольных отверстий;
- с грибообразной насадкой для фиксации деталей с внутренним отверстием – труб, полых валов и т. д.;
- Упорные центры выпускаются с отжимной гайкой или без неё. Наличие гайки необходимо в тех случаях, когда на центр действует высокая осевая нагрузка. Применение отжимной гайки позволяет извлечь центр из пиноли без приложения больших усилий.
Особенности эксплуатации
Существуют основные правила эксплуатации упорных центров, обеспечивающие точность обработки деталей и долговечность оснастки:
- Важную роль играет правильная установка детали. Ось конуса центра должна с высокой точностью совпадать с осью вращения заготовки. Для этого заднюю бабку сводят с передней и проверяют соосность.
- При наличии радиального биения рабочая часть шлифуется по месту с контролем формы по шаблону. Обработка рабочей части упора осуществляется электроинструментом зафиксированным в резцедержателе.
- Используйте смазку для уменьшения износа центра.
- Сила зажима должна быть достаточной для удержания детали и свободного поворота.
- Обработка в неподвижном фиксаторе рекомендуется в качестве финишной, в том числе для устранения последствий радиального биения, образуемого в процесс съёма металла во вращающемся центре.
Действующие ГОСТы
Основные параметры упорных центров определяет ГОСТ 13214-79. Конструкцию и размеры полуцентров регулирует ГОСТ 2576-79.
mekkain.ru
ГОСТ 13214-79 Центры упорные. Конструкция
БЗ 5—95
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ
СОЮЗА ССР
ЦЕНТРЫ И ПОЛУЦЕНТРЫ УПОРНЫЕ
ГОСТ 2575—79, ГОСТ 2576—79,
ГОСТ 13214—79, ГОСТ 13215—79
Издание официальное
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ УПОРНЫЕ Конструкция Thrust centres. Design
ГОСТ
13214—79
ОКП 39 2844
Постановлением Государственного комитета СССР по стандартам от 28 июня 1979 г. № 2330 срок введения установлен
с 01.07.80
1. Настоящий стандарт распространяется на упорные центры’, применяемые при обработке деталей на металлорежущих станках, контрольных, разметочных и других работах.
Стандарт полностью соответствует международному стандарту ИСО 298-73.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 2).
2. Центры должны изготавливаться двух исполнений:
1 — с закаленным рабочим конусом;
2 — с рабочим конусом из твердого сплава.
3. Конструкция и размеры упорных центров должны соответствовать указанным на чертеже и в таблице.
4. Рабочие конусы центров 60s исполнения 1 с конусом Морзе 6 допускается изготавливать наплавленными прутковым сормайтом по ГОСТ 21449.
Толщина наплавленного слоя не должна превышать 2,5 мм.
5. Технические требования и маркировка — по ГОСТ 13215.
3—5. (Измененная редакция, Изм. № 2).
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1979 © ИПК Издательство стандартов, 1996 Переиздание с изменениями
Исполнение /
Uw)
Пластина типа J4
* Размер для справок.
** Шероховатость рабочего конуса и конуса хвостовика для центров повышенной точности (ПТ) должна быть Ra < 0,32 мкм.
Размеры, мм
|
Обозначение центров |
Испол нение |
Конус |
L |
/ |
D |
£>1 И9 |
Номер пластины типа 34 по ПОСТ 25413 | |
|
7032-0011* |
1 |
Морзе |
0 |
70 |
50,0 |
9,045 |
9,2 |
— |
|
7032-0012 |
2 |
34090 | ||||||
|
7032-0013* |
1 |
1 |
80 |
53,5 |
12,065 |
12,2 |
— | |
|
7032-0014 |
2 |
34090 | ||||||
|
7032-0015* |
1 |
90 |
— | |||||
|
7032-0016 |
2 |
34090 | ||||||
|
7032-0017* |
1 |
2 |
100 |
64,0 |
17,780 |
18,0 |
— | |
|
7032-0018 |
2 |
34110 | ||||||
|
7032-0019* |
1 |
110 |
— | |||||
|
7032-0020 |
2 |
34110 | ||||||
|
7032-0021* |
1 |
125 |
— | |||||
|
7032-0022 |
2 |
34110 | ||||||
Продолжение
|
Обозначение центров |
Испол нение |
Конус |
L |
/ |
D |
* Ь9 |
Номер пластины типа 34 по ГОСТ 25413 | |
|
7032-0023* |
1 |
125 |
— | |||||
|
7032-0024 |
2 |
34130 | ||||||
|
7032-0025* |
1 |
140 |
81,0 |
23,825 |
24,1 |
— | ||
|
7032-0026 |
2 |
3 |
34130 | |||||
|
7032-0027* |
1 |
— | ||||||
|
7032-0028 |
2 |
160 |
34130 | |||||
|
7032-0029* |
1 |
— | ||||||
|
7032-0030 |
2 |
4 |
34150 | |||||
|
7032-0032 |
1 |
180 |
102,6 |
31,267 |
31,6 |
— | ||
|
7032-0033 |
2 |
34150 | ||||||
|
7032-0035*^ |
1 |
— | ||||||
|
7032-0036 |
2 |
Морзе |
200 |
34170 | ||||
|
7032-0037 |
129,5 |
44,399 |
44,7 |
34190 | ||||
|
7032-0039* |
1 |
5 |
— | |||||
|
7032-0040 |
2 |
220 |
34170 | |||||
|
7032-0041 |
34190 | |||||||
|
7032-0043* |
1 |
— | ||||||
|
7032-0044 |
2 |
280 |
34190 | |||||
|
7032-0045 |
182,0 |
63,348 |
63,8 |
34210 | ||||
|
7032-0047 |
1 |
6 |
— | |||||
|
7032-0048 |
2 |
320 |
34190 | |||||
|
7032-0049 |
34210 | |||||||
|
7032-0054* |
1 |
Мет- |
80 |
196,0 |
80,0 |
80,4 | ||
|
7032-0055* |
риче- ский |
100 |
380 |
232,0 |
100,0 |
100,5 |
— | |
• Данные центры полностью соответствуют ИСО 298—73, приведенному в справочном приложении.
Пример условного обозначения упорного центра исполнения 1 нормальной точности с конусом Морзе 4:
Центр 7032-0029 Морзе 4 ГОСТ 13214—79 То же, повышенной точности:
Центр 7032-0029 Морзе 4 ПТ ГОСТ 13214—79 Пример условного обозначения упорного центра исполнения 2 повышенной точности с конусом Морзе 4 и пластиной из твердого сплава ВК8:
Центр 7032-0030 Морзе 4 ПТ ВК8 ГОСТ 13214—79
ПРИЛОЖЕНИЕ
Справочное
РАЗМЕРЫ ЦЕНТРОВ, СООТВЕТСТВУЮЩИЕ ИСО 298—73
Элементы конструкции центров. Элементы конструкции центров,
взаимосвязанные с обрабатываемой взаимосвязанные со станком
деталью
Центры токарных станков с конусом Морзе № 0—6 или метрическим
конусом 5 %
Размеры, мм
|
Обозначение |
Конусный хвостовик |
Центр | |||
|
Тип |
Номер |
Конусность |
D |
/1 max |
£>1 |
|
Метрический |
4 |
1 : 20 — 0,05 |
4 |
23 |
4,1 |
|
5 % |
6 |
1 : 20 — 0,05 |
6 |
32 |
6,2 |
|
Морзе |
0 |
0,6246: 12 — 0,05205 |
9,045 |
50 |
9,2 |
|
1 |
0,59858 : 12 — 0,04988 |
12,065 |
53,5 |
12,2 | |
|
2 |
0,59941 : 12 — 0,04995 |
17,780 |
64 |
18,0 | |
|
3 |
0,60235 : 12 — 0,05020 |
23,825 |
81 |
24,1 | |
|
4 |
0,62326 : 12-0,05194 |
31,267 |
102,5 |
31,6 | |
|
5 |
0,63151 : 12 — 0,05263 |
44,399 |
129,5 |
44,7 | |
|
6 |
0,62565.12-0,05214 |
63,348 |
182 |
63,8 | |
|
Метрический |
80 |
1 : 20-0,05 |
80 |
196 |
80,4 |
|
5 % |
100 |
1 : 20-0,05 |
100 |
232 |
100,5 |
(Введено дополнительно, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
РАЗРАБОТЧИКИ Л.К. Гирин, В.В. Меньшиков, К.Н. Буре
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.06.79 № 2330
3. Срок проверки — 1996 г., периодичность проверки — 5 лет
4. Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 298—73 «Центры токарных станков. Размеры, обеспечивающие взаимозаменяемость» с дополнительными типоразмерами, отражающими потребности народного хозяйства
5. ВЗАМЕН ГОСТ 13214—67
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7. ПЕРЕИЗДАНИЕ (апрель 1996 г.) с ИЗМЕНЕНИЯМИ № 1, 2, утвержденными в марте 1985 г., в ноябре 1991 г. (ИУС 6—85, 3—92)
Обозначения НТД, на который дана ссылка
Номер пункта
ГОСТ 13215—79 ГОСТ 21449—75 ГОСТ 25413—82
5
4
3
allgosts.ru
ГОСТ 2575-79 Центры упорные с отжимной гайкой. Конструкция (с Изменениями N 1, 2), ГОСТ от 28 июня 1979 года №2575-79
ГОСТ 2575-79*
Группа Г27
ОКП 39 2844
Дата введения 1980-07-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
РАЗРАБОТЧИКИ Л.К.Гирин, В.В.Меньшиков, К.Н.Буре
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.06.79 N 2330
3. Срок проверки — 1996 г., периодичность проверки — 5 лет
4. ВЗАМЕН ГОСТ 2575-67
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
________________
* На территории Российской Федерации действует ГОСТ 16093-2004, здесь и далее;
** На территории Российской Федерации действует ГОСТ 24705-2004, здесь и далее. — Примечание изготовителя базы данных.
6. ПЕРЕИЗДАНИЕ (апрель 1996 г.) с Изменениями N 1, 2, утвержденными в марте 1985 г., в ноябре 1991 г. (ИУС 6-85, 3-92)
1. Настоящий стандарт распространяется на упорные центры с отжимной гайкой, применяемые при обработке деталей на металлорежущих станках, контрольных, разметочных и других работах.
Стандарт полностью соответствует международному стандарту ИСО 298-73.
Требования настоящего стандарта являются обязательными.
2. Центры должны изготавливаться двух исполнений:
1 — с закаленным рабочим корпусом;
2 — с рабочим конусом из твердого сплава.
3. Конструкция и размеры упорных центров с отжимной гайкой должны соответствовать указанным на чертеже и в таблице.
4. Рабочие конусы центров 60° исполнения 1 с конусом Морзе 6 и метрическими конусами допускается изготавливать наплавленными прутковым сормайтом по ГОСТ 21449.
Толщина наплавленного слоя не должна превышать для центров с конусом Морзе 6 — 2,5 мм, для центров с метрическими конусами — 3 мм.
5. Технические требования и маркировка — по ГОСТ 13215.
1-5. (Измененная редакция, Изм. N 1, 2).
6. Конструкция и размеры центров и гаек указаны в приложении.
Конструкция и размеры упорных центров с отжимной гайкой
Пример условного обозначения упорного центра с отжимной гайкой исполнения 1 нормальной точности с конусом Морзе 4:
Центр 7032-0109 — Морзе 4 ГОСТ 2575-79
То же, повышенной точности:
Центр 7032-0109 Морзе 4 ПТ ГОСТ 2575-79
Пример условного обозначения упорного центра с отжимной гайкой исполнения 2 повышенной точности с конусом Морзе 4 и пластиной из твердого сплава ВК8:
Центр 7032-0110 Морзе 4 ПТ ВК8 ГОСТ 2575-79
Размеры, мм
Обозначение центров | Испол- | Конус |
| Номер пластины | ||||||||
7032-0101 | 1 | Морзе | 0 | 78 | 50,0 | 9,045 | 9,2 | 21,9 | — | 19 | — | — |
7032-0102 | 2 | 5 | 34090 | |||||||||
7032-0103 | 1 | 1 | 90 | 53,5 | 12,065 | 12,2 | 27,7 | — | 24 | — | ||
7032-0104 | 2 | 5 | 34090 | |||||||||
7032-0105 | 1 | 2 | 112 | 64,0 | 17,780 | 18,0 | 34,6 | — | 30 | — | ||
7032-0106 | 2 | 7 | 34110 | |||||||||
7032-0107 | 1 | 3 | 138 | 81,0 | 23,825 | 24,1 | 47,3 | — | 41 | — | ||
7032-0108 | 2 | 11 | 34130 | |||||||||
7032-0109 | 1 | 4 | 175 | 102,5 | 31,267 | 31,6 | 63,5 | — | 55 | — | ||
7032-0110 | 2 | 14 | 34150 | |||||||||
7032-0112 | 1 | 5 | 217 | 129,5 | 44,399 | 44,7 | 80,9 | — | 70 | — | ||
7032-0113 | 2 | 18 | 34170 | |||||||||
7032-0114 | 22 | 34190 | ||||||||||
7032-0116 | 1 | 6 | 290 | 182,0 | 63,348 | 63,8 | 109,7 | — | 95 | — | ||
7032-0117 | 2 | 22 | 34190 | |||||||||
7032-0118 | 32 | 34210 | ||||||||||
7032-0120 | 1 | Метри- | 80 | 340 | 196,0 | 80 | 80,4 | 120,0 | — | — | 10 | — |
7032-0122 | 100 | 400 | 232,0 | 100 | 100,5 | 135,0 | 12 | |||||
7032-0124 | 120 | 462 | 268,0 | 120 | 120,6 | 160,0 | ||||||
ПРИЛОЖЕНИЕ (обязательное). Конструкция и размеры деталей центров с отжимной гайкой
ПРИЛОЖЕНИЕ
Обязательное
Черт.1. Центр
1. Центр (черт.1, табл.1)
______________
* Размер для справок.
** Шероховатость рабочего конуса и конуса хвостовика для центров повышенной точности (ПТ) должна быть 0,32 мкм.
Черт.1
Пример условного обозначения упорного центра исполнения 1 нормальной точности с конусом Морзе 4:
Центр 7032-0109/001 Морзе 4 ГОСТ 2575-79
То же, повышенной точности:
Центр 7032-0109/001 Морзе 4 ПТ ГОСТ 2575-79
Пример условного обозначения упорного центра исполнения 2 повышенной точности с конусом Морзе 4 и пластиной из твердого сплава ВК8:
Центр 7032-0110/001 Морзе 4 ПТ ВК8 ГОСТ 2575-79
1.1. Резьба метрическая — по ГОСТ 24705. Поле допуска резьбы — 6g по ГОСТ 16093
1, 1.1. (Измененная редакция, Изм. N 1, 2).
Таблица 1
Размеры, мм
Обозначение центров | Испол- | Конус |
| Номер пластины типа 34 | |||||||
7032-0101/001 | 1 | Морзе | 0 | 78 | 50,0 | 6 | 53 | 9,045 | 9,2 | М12х1,5 | — |
7032-0102/001 | 2 | 34090 | |||||||||
7032-0103/001 | 1 | 1 | 90 | 53,5 | 57 | 12,065 | 12,2 | М16х1,5 | — | ||
7032-0104/001 | 2 | 34090 | |||||||||
7032-0105/001 | 1 | 2 | 112 | 64,0 | 8 | 69 | 17,780 | 18,0 | М20х1,5 | — | |
7032-0106/001 | 2 | 34110 | |||||||||
7032-0107/001 | 1 | 3 | 138 | 81,0 | 10 | 86 | 23,825 | 24,1 | М27х1,5 | — | |
7032-0108/001 | 2 | 34130 | |||||||||
7032-0109/001 | 1 | 4 | 175 | 102,5 | 12 | 109 | 31,267 | 31,6 | М36х1,5 | — | |
7032-0110/001 | 2 | 34150 | |||||||||
7032-0112/001 | 1 | 5 | 217 | 129,5 | 14 | 136 | 44,399 | 44,7 | М48х1,5 | — | |
7032-0113/001 | 2 | 34170 | |||||||||
7032-0114/001 | 34190 | ||||||||||
7032-0116/001 | 1 | 6 | 290 | 182,0 | 16 | 190 | 63,348 | 63,8 | М68х2,0 | — | |
7032-0117/001 | 2 | 34190 | |||||||||
7032-0118/001 | 34210 | ||||||||||
7032-0120/001 | 1 | Метри- | 80 | 340 | 196,0 | 204 | 80 | 80,4 | М85х2,0 | — | |
7032-0122/001 | 100 | 400 | 232,0 | 18 | 242 | 100 | 100,5 | М105х2,0 | |||
7032-0124/001 | 120 | 462 | 268,0 | 20 | 280 | 120 | 120,6 | М125х2,0 | |||
Черт.2. Гайка для центров с конусом Морзе и с метрическим конусом
2. Гайка (черт.2, табл.2) для центров с конусом Морзе
3. Гайка для центров с метрическим конусом (черт.2, табл.2)
Черт.2
Таблица 2
Размеры, мм
Обозначение гаек | |||||||||
7032-0101/002 | М12х1,5 | 21,9 | 18 | 13 | 10 | 3 | 2,5 | — | 19 |
7032-0102/002 | |||||||||
7032-0103/002 | М16х1,5 | 27,7 | 23 | 17 | 24 | ||||
7032-0104/002 | |||||||||
7032-0105/002 | М20х1,5 | 34,6 | 29 | 21 | 12 | 4 | 30 | ||
7032-0106/002 | |||||||||
7032-0107/002 | М27х1,5 | 47,3 | 39 | 29 | 15 | 5 | 41 | ||
7032-0108/002 | |||||||||
7032-0109/002 | М36х1,5 | 63,5 | 53 | 37 | 18 | 7 | 3,0 | 55 | |
7032-0110/002 | |||||||||
7032-0111/002 | |||||||||
7032-0112/002 | М48х1,5 | 80,9 | 67 | 50 | 21 | 6 | 70 | ||
7032-0113/002 | |||||||||
7032-0114/002 | |||||||||
7032-0115/002 | |||||||||
7032-0116/002 | М68х2 | 109,7 | 90 | 70 | 25 | 7 | 4,0 | 95 | |
7032-0117/002 | |||||||||
7032-0118/002 | |||||||||
7032-0119/002 | |||||||||
7032-0120/002 | М85х2 | 120 | 100 | 90 | 22 | 10 | 5,0 | 10 | — |
7032-0121/002 | |||||||||
7032-0122/002 | М105х2 | 135 | 120 | 110 | 25 | 12 | |||
7032-0123/002 | |||||||||
7032-0124/002 | М125х2 | 160 | 140 | 130 | 30 | ||||
7032-0125/002 |
Пример условного обозначения гайки диаметром M12х1,5:
Гайка 7031-0101/002 ГОСТ 2575-79
2.1. Резьба метрическая — по ГОСТ 24705. Поле допуска резьбы — 6Н по ГОСТ 16093.
2, 2.1. (Измененная редакция, Изм. N 1, 2).
2.2. (Исключен, Изм. N 1).
2.3. Покрытие — Хим. Окс. прм. (обозначение покрытия — по ГОСТ 9.306).
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
Центры и полуцентры упорные: Сб. ГОСТов. —
М.: Издательство стандартов, 1996
docs.cntd.ru
Центры станочные (Центр вращающийся ГОСТ 8742-75 и Центр упорный ГОСТ 13214-79)
Для обеспечения нормальной функциональности токарного оборудования ему необходима определенная оснастка. В некоторых случаях фиксация заготовки на станке производится при помощи патрона, однако он не применяется при обработке изделий с большой величиной центрового отверстия.
В этом случае используются специальные станочные центры, позволяющие производить обработку металла с высокой точностью. Стоит учитывать, что в центр заготовка помещается лишь после ее зацентровки.
Виды и назначения станочных центров
Согласно нормативной документации выделяется два основных вида центров:
- Упорный (ГОСТ 13214-79) – у этого центра наконечник и хвостовик имеют практически равный диаметр. Наконечник изготавливается из твердого сплава или закаленной стали.
- Вращающийся (ГОСТ 8742-75) – отличается тем, что наконечник имеет больший диаметр и усеченный рабочий конус. Существуют центры с двумя типами наконечников: с центрированным валиком и с насадкой под него. Данное устройство может применяться для фиксации деталей вращения с полыми торцевыми отверстиями.
Если существует необходимость в обработке деталей на высоких скоростях со значительной толщиной удаляемого слоя, используется вращающийся задний центр. Если же оси вращения заготовок и шпинделей отличаются, рекомендуется использовать при обработке специальную конусную установку.
Станочные вращающиеся центры
Вращающийся центр согласно ГОСТ 8742-75 используется для обработки деталей типа тел вращения на металлорежущем оборудовании с ЧПУ или ручным управлением. Данный тип оснастки позволяет зажимать обрабатываемую деталь с максимальным диаметром для резания на высокой скорости с минимальным биением.
Существует два варианта вращающихся центров:
- исполнение 1 – центровой валик обладает конусом 60;
- исполнение 2 – центровой валик отличается конусом 60, который к тому же проточен под конус 30.
В зависимости от режима резания металла угол конуса может быть 60 или 90 градусов.
Станочные упорные центры
Для обеспечения наиболее точной установки при обработке заготовки применяют упорные центры, однако они отличаются ограниченностью в режимах резания. При работе с этой оснасткой в центровое отверстие необходимо закладывать смазку.
Обычно упорные центры устанавливают на шлифовальное оборудование, где обеспечивается подпружиненный тип прижима. При использовании центра на оборудовании токарного типа прижим должен дозироваться, чтобы обеспечить легкое проворачивание заготовки вместе с отсутствием радиального люфта.
Упорные центры изготавливаются из закаленной стали высокого качества и шлифуются, что обеспечивает надежность и точность при обработке заготовок. Чтобы увеличить долговечность и износостойкость, рабочий конус оснащают твердым сплавом.
www.linkormet.ru
ГОСТ 13214-79 — Центры упорные. Конструкция
ГОСТ 13214-79
Группа Г27
ОКП 39 2844
Дата введения 1980-07-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
РАЗРАБОТЧИКИ Л.К.Гирин, В.В.Меньшиков, К.Н.Буре
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.06.79 N 2330
3. Срок проверки — 1996 г., периодичность проверки — 5 лет
4. Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 298-73 «Центры токарных станков. Размеры, обеспечивающие взаимозаменяемость» с дополнительными типоразмерами, отражающими потребности народного хозяйства
5. ВЗАМЕН ГОСТ 13214-67
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 13215-79 | 5 |
ГОСТ 21449-75 | 4 |
ГОСТ 25413-82 | 3 |
7. ПЕРЕИЗДАНИЕ (апрель 1996 г.) с Изменениями N 1, 2, утвержденными в марте 1985 г., в ноябре 1991 г. (ИУС 6-85, 3-92)
1. Настоящий стандарт распространяется на упорные центры, применяемые при обработке деталей на металлорежущих станках, контрольных, разметочных и других работах.
Стандарт полностью соответствует международному стандарту ИСО 298-73.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 2).
2. Центры должны изготавливаться двух исполнений:
1 — с закаленным рабочим конусом;
2 — с рабочим конусом из твердого сплава.
3. Конструкция и размеры упорных центров должны соответствовать указанным на чертеже и в таблице.
4. Рабочие конусы центров 60° исполнения 1 с конусом Морзе 6 допускается изготавливать наплавленными прутковым сормайтом по ГОСТ 21449.
Толщина наплавленного слоя не должна превышать 2,5 мм.
5. Технические требования и маркировка — по ГОСТ 13215.
3-5. (Измененная редакция, Изм. N 2).
Конструкция и размеры упорных центров
______________
* Размер для справок.
** Шероховатость рабочего конуса и конуса хвостовика для центров повышенной точности (ПТ) должна быть 0,32 мкм.
Размеры, мм
Обозначение центров | Исполнение | Конус |
| Номер пластины типа 34 | ||||
7032-0011* | 1 | Морзе | 0 | 70 | 50,0 | 9,045 | 9,2 | — |
7032-0012 | 2 | 34090 | ||||||
7032-0013* | 1 | 1 | 80 | 53,5 | 12,065 | 12,2 | — | |
7032-0014 | 2 | 34090 | ||||||
7032-0015* | 1 | 90 | — | |||||
7032-0016 | 2 | 34090 | ||||||
7032-0017* | 1 | 2 | 100 | 64,0 | 17,780 | 18,0 | — | |
7032-0018 | 2 | 34110 | ||||||
7032-0019* | 1 | 110 | — | |||||
7032-0020 | 2 | 34110 | ||||||
7032-0021* | 1 | 125 | — | |||||
7032-0022 | 2 | 34110 | ||||||
7032-0023* | 1 | 3 | 81,0 | 23,825 | 24,1 | — | ||
7032-0024 | 2 | 34130 | ||||||
7032-0025* | 1 | 140 | — | |||||
7032-0026 | 2 | 34130 | ||||||
7032-0027* | 1 | 160 | — | |||||
7032-0028 | 2 | 34130 | ||||||
7032-0029* | 1 | 4 | 102,6 | 31,267 | 31,6 | — | ||
7032-0030 | 2 | 34150 | ||||||
7032-0032 | 1 | 180 | — | |||||
7032-0033 | 2 | 34150 | ||||||
7032-0035* | 1 | 5 | 200 | 129,5 | 44,399 | 44,7 | — | |
7032-0036 | 2 | 34170 | ||||||
7032-0037 | 34190 | |||||||
7032-0039* | 1 | 220 | — | |||||
7032-0040 | 2 | 34170 | ||||||
7032-0041 | 34190 | |||||||
7032-0043* | 1 | 6 | 280 | 182,0 | 63,348 | 63,8 | — | |
7032-0044 | 2 | 34190 | ||||||
7032-0045 | 34210 | |||||||
7032-0047 | 1 | 320 | — | |||||
7032-0048 | 2 | 34190 | ||||||
7032-0049 | 34210 | |||||||
7032-0054* | 1 | Метри- | 80 | 196,0 | 80,0 | 80,4 | — | |
7032-0055* | 100 | 380 | 232,0 | 100,0 | 100,5 | |||
_______________
* Данные центры полностью соответствуют ИСО 298-73, приведенному в справочном приложении.
Пример условного обозначения упорного центра исполнения 1 нормальной точности с конусом Морзе 4:
Центр 7032-0029 Морзе 4 ГОСТ 13214-79
То же, повышенной точности:
Центр 7032-0029 Морзе 4 ПТ ГОСТ 13214-79
Пример условного обозначения упорного центра исполнения 2 повышенной точности с конусом Морзе 4 и пластиной из твердого сплава ВК8:
Центр 7032-0030 Морзе 4 ПТ ВК8 ГОСТ 13214-79
ПРИЛОЖЕНИЕ (справочное). РАЗМЕРЫ ЦЕНТРОВ, СООТВЕТСТВУЮЩИЕ ИСО 298-73
ПРИЛОЖЕНИЕ
Справочное
Элементы конструкции центров, | Элементы конструкции центров, |
Центры токарных станков с конусом Морзе N 0-6 или метрическим конусом 5%
Размеры, мм
Обозначение | Конусный хвостовик | Центр | |||
Тип | Номер | Конусность | |||
Метрический 5% | 4 | 1:20=0,05 | 4 | 23 | 4,1 |
6 | 1:20=0,05 | 6 | 32 | 6,2 | |
Морзе | 0 | 0,6246:12=0,05205 | 9,045 | 50 | 9,2 |
1 | 0,59858:12=0,04988 | 12,065 | 53,5 | 12,2 | |
2 | 0,59941:12=0,04995 | 17,780 | 64 | 18,0 | |
3 | 0,60235:12=0,05020 | 23,825 | 81 | 24,1 | |
4 | 0,62326:12=0,05194 | 31,267 | 102,5 | 31,6 | |
5 | 0,63151:12=0,05263 | 44,399 | 129,5 | 44,7 | |
6 | 0,62565:12=0,05214 | 63,348 | 182 | 63,8 | |
Метрический 5% | 80 | 1:20=0,05 | 80 | 196 | 80,4 |
100 | 1:20=0,05 | 100 | 232 | 100,5 | |
(Введено дополнительно, Изм. N 2).
mvesta.ru