ГОСТ 13214-79 Центры упорные. Конструкция
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ
ЦЕНТРЫ И ПОЛУЦЕНТРЫ УПОРНЫЕ
ГОСТ 13214-79
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
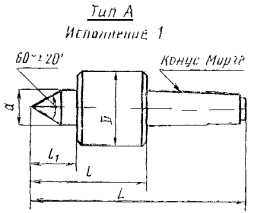
ЦЕНТРЫ УПОРНЫЕ Конструкция Thrust centres. Design |
ГОСТ |
Постановлением Государственного комитета СССР по стандартам от 28 июня 1979 г. № 2330 срок введения установлен
с 01.07.80
1. Настоящий стандарт распространяется на упорные центры, применяемые при обработке деталей на металлорежущих станках, контрольных, разметочных и других работах.
Стандарт полностью соответствует международному стандарту ИСО 298-73.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 2).
2. Центры должны изготавливаться двух исполнений:
1 — с закаленным рабочим конусом;
2 — с рабочим конусом из твердого сплава.
3. Конструкция и размеры упорных центров должны соответствовать указанным на чертеже и в таблице.
4. Рабочие конусы центров 60° исполнения 1 с конусом Морзе 6 допускается изготавливать наплавленными прутковым сормайтом по ГОСТ 21449.
Толщина наплавленного слоя не должна превышать 2,5 мм.
5. Технические требования и маркировка — по ГОСТ 13215.
3 — 5. (Измененная редакция, Изм. № 2).
______________
* Размер для справок.
** Шероховатость рабочего конуса и конуса хвостовика для центров повышенной точности (ПТ) должна быть Ra ≤ 0,32 мкм.
Размеры, мм
|
Обозначение центров |
Исполнение |
Конус |
L |
l |
D |
Номер пластины типа 34 по ГОСТ 25413 |
||
|
7032-0011* |
1 |
|
0 |
70 |
50,0 |
9,045 |
9,2 |
— |
|
7032-0012 |
2 |
34090 |
||||||
|
7032-0013* |
1 |
1 |
80 |
53,5 |
12,065 |
12,2 |
— |
|
|
7032-0014 |
2 |
34090 |
||||||
|
7032-0015* |
1 |
90 |
— |
|||||
|
7032-0016 |
2 |
|
||||||
|
7032-0017* |
1 |
2 |
100 |
64,0 |
17,780 |
18,0 |
— |
|
|
7032-0018 |
2 |
34110 |
||||||
|
7032-0019* |
1 |
110 |
— |
|||||
|
7032-0020 |
2 |
34110 |
||||||
|
7032-0021* |
1 |
125 |
— |
|||||
|
7032-0022 |
2 |
34110 |
||||||
|
7032-0023* |
1 |
3 |
125 |
81,0 |
23,825 |
24,1 |
— |
|
|
7032-0024 |
2 |
34130 |
||||||
|
7032-0025* |
1 |
140 |
— |
|||||
|
7032-0026 |
2 |
34130 |
||||||
|
7032-0027* |
1 |
160 |
— |
|||||
|
7032-0028 |
2 |
34130 |
||||||
|
7032-0029* |
1 |
4 |
102,6 |
31,267 |
31,6 |
— |
||
|
7032-0030 |
2 |
34150 |
||||||
|
7032-0032 |
1 |
180 |
— |
|||||
|
7032-0033 |
2 |
34150 |
||||||
|
7032-0035* |
1 |
5 |
200 |
129,5 |
44,399 |
44,7 |
— |
|
|
7032-0036 |
2 |
34170 |
||||||
|
7032-0037 |
34190 |
|||||||
|
7032-0039* |
1 |
220 |
— |
|||||
|
7032-0040 |
2 |
34170 |
||||||
|
7032-0041 |
34190 |
|||||||
|
7032-0043* |
1 |
6 |
280 |
182,0 |
63,348 |
63,8 |
— |
|
|
7032-0044 |
2 |
34190 |
||||||
|
7032-0045 |
34210 |
|||||||
|
7032-0047 |
1 |
320 |
— |
|||||
|
7032-0048 |
2 |
34190 |
||||||
|
7032-0049 |
34210 |
|||||||
|
7032-0054* |
1 |
Метрический |
80 |
196,0 |
80,0 |
80,4 |
— |
|
|
7032-0055* |
100 |
380 |
232,0 |
100,0 |
100,5 |
|||
______________
* Данные центры полностью соответствуют ИСО 298-73, приведенному в справочном приложении.
Пример условного обозначения упорного центра исполнения 1 нормальной точности с конусом Морзе 4:
Центр 7032-0029 Морзе 4 ГОСТ 13214-79
То же, повышенной точности:
Центр 7032-0029 Морзе 4 ПТ ГОСТ 13214-79
Пример условного обозначения упорного центра исполнения 2 повышенной точности с конусом Морзе 4 и пластиной из твердого сплава ВК8:
Центр 7032-0030 Морзе 4 ПТ ВК8 ГОСТ 13214-79
Справочное
|
Элементы конструкции центров, взаимосвязанные с обрабатываемой деталью |
Элементы конструкции центров, взаимосвязанные со станком |
Центры токарных станков с конусом Морзе № 0 — 6 или метрическим конусом 5 %
Размеры, мм
|
Обозначение |
Конусный хвостовик |
Центр |
|||
|
Тип |
Номер |
Конусность |
D |
hmax |
Dl |
|
Метрический 5 % |
4 |
1 : 20 = 0,05 |
4 |
23 |
4,1 |
|
6 |
1 : 20 = 0,05 |
6 |
32 |
6,2 |
|
|
Морзе |
0 |
0,6246 : 12 = 0,05205 |
9,045 |
50 |
9,2 |
|
1 |
0,59858 : 12 = 0,04988 |
12,065 |
53,5 |
12,2 |
|
|
2 |
0,59941 : 12 = 0,04995 |
17,780 |
64 |
18,0 |
|
|
3 |
0,60235 : 12 = 0,05020 |
23,825 |
81 |
24,1 |
|
|
4 |
0,62326 : 12 = 0,05194 |
31,267 |
102,5 |
31,6 |
|
|
5 |
0,63151 : 12 = 0,05263 |
44,399 |
129,5 |
44,7 |
|
|
6 |
0,62565 : 12 = 0,05214 |
63,348 |
182 |
63,8 |
|
|
Метрический 5 % |
80 |
1 : 20 = 0,05 |
80 |
196 |
80,4 |
|
100 |
1 : 20 = 0,05 |
100 |
232 |
100,5 |
|
(Введено дополнительно, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
РАЗРАБОТЧИКИ Л.К. Гирин, В.В. Меньшиков, К.Н. Буре
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.06.79 № 2330
3. Срок проверки — 1996 г., периодичность проверки - 5 лет
4. Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 298-73 «Центры токарных станков. Размеры, обеспечивающие взаимозаменяемость» с дополнительными типоразмерами, отражающими потребности народного хозяйства
5. ВЗАМЕН ГОСТ 13214-67
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7. ПЕРЕИЗДАНИЕ (апрель 1996 г.) с ИЗМЕНЕНИЯМИ № 1, 2, утвержденными в марте 1985 г., в ноябре 1991 г. (ИУС 6-85, 3-92)
files.stroyinf.ru
ГОСТ 8742-75 Центры станочные вращающиеся. Типы и основные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
ГОСТ 8742-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ Типы и основные размеры Machine tool rotary centres Types and basic dimensions | ГОСТ Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г № 2915 срок действия установлен
с 01.01.1978 г.
до 01.01.1983 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на вращающиеся центры для токарных станков, в том числе для станков с числовым программным управлением (ЧПУ).
(Измененная редакция, Изм. № 2)
2. Центры должны изготавливаться двух типов:
А — с постоянным центровым валиком;
Б — с насадкой на центровой валик.
3. Основные размеры вращающихся центров должны соответствовать указанным на чертеже и в таблице.
Примечание. Чертеж не определяет конструкцию центров.
(Измененная редакция, Изм. № 2)
мм
Конус Морзе | Серия | d | D | L | l | D1 | l1 | ||
1-й ряд | 2-й ряд | 1-й ряд | 2-й ряд | ||||||
Не более | Не менее | ||||||||
2 | Нормальная | 22 | 56 | 160 | 90 | 56 | 24 | ||
3 | 25 | 63 | 180 | 185 | 94 | 99 | 63 | 26 | |
4 | 28 | 71 | 210 | 225 | 101 | 116 | 71 | 30 | |
5 | 32 | 80 | 240 | 260 | 104 | 124 | 80 | 34 | |
4 | Усиленная | 36 | 75 | 220 | 235 | 111 | 126 | 75 | 36 |
5 | 40 | 90 | 250 | 275 | 114 | 139 | 90 | 45 | |
6 | 56 | 125 | 340 | 360 | 150 | 170 | 125 | 56 | |
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности.
Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ)
(Измененная редакция, Изм. № 2)
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1-4-Н ГОСТ 8742-75
то же, усиленной серии:
Центр А-1-4-У ГОСТ 8742-75
То же, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
То же, для станков с числовым программным управлением:
Центр А-1-4-Н ЧПУ ГОСТ 8742-75
То же, усиленной серии для станков с числовым программным управлением:
Центр А-1-4-У ЧПУ ГОСТ 8742-75
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
Центр А-1-4-НП ЧПУ ГОСТ 8742-75
(Измененная редакция, Изм. № 1, 2)
4. Центровой валик центров типа А на длине l1 должен иметь твердость не менее HRCэ 59.
5. Насадка центров типа Б должна иметь твердость по наружному конусу не менее HRCэ 59.
(Измененная редакция, Изм. № 2)
6. Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее HRCэ 51,5.
(Измененная редакция, Изм. № 2)
7. Твердость конуса Морзе хвостовика должна быть не менее HRCэ 46,5.
(Измененная редакция, Изм. № 2)
8. Конусы Морзе — по СТ СЭВ 147-75.
9. Радиальное биение конуса центрового валика центра не должно быть более;
для нормальной серии…………………………………………………………………… 0,0112 мм
для нормальной серии повышенной точности………………………………… 0,006 мм
для усиленной серии……………………………………………………………………… 0,016 мм
10. При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии…………………………………………………………………… 0,0,30 мм
для нормальной серии повышенной точности………………………………… 0,016 мм
для усиленной серии……………………………………………………………………… 0,040 мм
www.opengost.ru
Центры станочные вращающиеся: ГОСТ, описание и типы
Центры станочные вращающиеся предназначаются для создания дополнительной опоры при обработке на токарных станках заготовок большой длины. Применяются на обычных и на станках металлорежущих с программным управлением. С их помощью появляется возможность качественной обработки резанием деталей с недостаточной жёсткостью или с длиной, превышающей поперечные размеры более чем в 5 раз.
Это один из видов высокоточной технологической оснастки, расширяющий технические возможности и увеличивающий производительность токарного оборудования. Такие приспособления позволяют повысить скорость резания и существенно уменьшить при этом биения обрабатываемой детали, что в конечном счёте положительно сказывается на качестве продукции.
Вращающиеся центры для токарного станка состоят из вала и конусовидной части. Именно эта часть выполняет функцию центрирования. Технологическая оснастка изготавливается на инструментальном производстве из качественных конструкционных материалов, чаще всего из легированной стали. Шарикоподшипник, входящий в состав вращающегося центра, увеличивает КПД оборудования и уменьшает нагрев оснастки.
Корпуса вращающихся станочных центров отшлифованы и термообработаны. Все элементы конструкции изготавливаются с высокой точностью. Используются качественные подшипники со значительным ресурсом работы (порядка 2000 часов и более). Вращающиеся центры, в отличие от упорных, рассчитаны на значительные величины радиальных нагрузок, имеют продолжительный срок эксплуатации.
Типы токарных центров
Отечественными производителями изготавливают центры вращающиеся в соответствии с требованиями ГОСТ 8742-75. Согласно этому нормативному документу они могут иметь два типа конструкции:
- с постоянными центровыми валиками (тип А)
- с насадками на центровые валики (тип Б)
Применение быстросъёмных насадок типа Б позволяет использовать один и тот же вращающийся центр для токарного станка при обработке деталей, несущественно отличающихся по продольному размеру.
Насадки обоих типов производят в 2 модификациях – с центровым валиком с конусом 60° или с центровым валиком с конусом 60°, расточенным дополнительно под конус 30°. Таким образом, стандартом регламентированы 4 основных комбинации параметров. Кроме того, различаются центры станочные вращающиеся по жёсткости конструкции (стандартная, повышенная), по точности изготовления.
Размеры вращающихся центров
Таблица основных размеров вращающихся центров.
|
Центры вращающиеся станочные ГОСТ 8742-75 Тип А — с постоянным центровым валиком Тип Б — с насадкой на центровой валик |
||||||||||
|
Центр вращающийся тип-исполнение-конус морзе-серия |
||||||||||
|
Центр вращающийся А-1-2-Н |
Центр вращающийся А-2-2-Н |
Центр вращающийся Б-2-Н |
||||||||
|
Центр вращающийся А-1-3-Н |
Центр вращающийся А-2-3-Н |
Центр вращающийся Б-3-Н |
||||||||
|
Центр вращающийся А-1-4-Н |
Центр вращающийся А-2-4-Н |
Центр вращающийся Б-4-Н |
||||||||
|
Центр вращающийся А-1-5-Н |
Центр вращающийся А-2-5-Н |
Центр вращающийся Б-5-Н |
||||||||
|
Центр вращающийся А-1-4-У |
Центр вращающийся А-2-4-У |
Центр вращающийся Б-4-У |
||||||||
|
Центр вращающийся А-1-5-У |
Центр вращающийся А-2-5-У |
Центр вращающийся Б-5-У |
||||||||
|
Центр вращающийся А-1-6-У |
Центр вращающийся А-2-6-У |
Центр вращающийся Б-6-У |
||||||||
Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке. Это важно при обработке фасонных изделий сложной конфигурации.
Стандартом и техническими условиями детально регламентируются конструкция и размеры вращающихся токарных центров. Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства.
mekkain.ru