Конвейер КГ-002
Гарантия
на все узлы
Наш Завод дает гарантию на все узлы в течении 2х лет (только на санпропускники). На корпус и сварные швы гарантия 10 лет. Все комплектующие и узлы Заказчик может заменить через Сервисную службу Завода, без поиска и ожидания ответа от самих заводов изготовителей. Гарантийные сроки на другое оборудование — уточняйте у менеджеров Компании.
Производство в срок
Мы гарантируем производство заказа в срок, при условии поставки комплектующих сторонними поставщиками без срывов своих сроков.
Пусконаладочные работы
Осуществляем пусконаладочные работы (ПНР) собственного оборудования в любой точке Мира.
Организация
доставки
Организовываем доставку оборудования авто, ж/д, авиа и морскими путями сообщения в любую точку Мира, включая надежную обрешетку оборудования.
Послегарантийное
обслуживание
Наша Сервисная служба осуществляет ТехОбслуживание собственного оборудования в послегарантийный период, так и в гарантийный период (на усмотрение Заказчика), в любой точке Мира.
Конструкция
| Длина секции | 1000, 1500, 2000, 2500 другие длины по запросу |
|---|---|
| Высота | стандарт 800 мм (мин 200 мм) |
| Вид исполнения | горизонтальное / поворотное / наклонное |
| Материал | нержавеющая сталь |
| Стыковка с существующим оборудованием | да |
| Дополнения (опционально) | • борты • мобильность (колеса с фиксацией) • верхний защитный кожух |
Несущий механизм
| Конвейерная лента | гигиеническая конвейерная лента / модульная лента |
|---|---|
| Материал ленты | гомогенная лента (полиуретан) / гигиеническая модульная лента |
| Ширина ленты | 150-2000 мм |
| Направляющие ленты | с низким коэффициентом трения |
| Транспортировка скоростей | зависит от производительности |
| Дополнения (опционально) |
• ножевой переход • скребок (очистка ленты) |
Электрическая часть
| Система управления |
• автоматический выключатель защиты двигателя (кнопки пуск и стоп) • частотный преобразователь (по запросу) • шкаф управления (по запросу) • кнопка «Аварийный стоп» (по запросу) • реверс (по запросу) • регулировка скорости (по запросу) |
|---|---|
| Привод |
• мотор-редукторы (сторона размещения по выбору слева / справа / снизу) • кожух двигателя (по запросу) |
| Напряжение | 220 / 380 В |
| Электрическая мощность | зависит от конечной системы по ТЗ |
Дополнительные опции
| Датчики |
• металлодетектор • маркировка • штрих-сканер • датчик габаритов • датчик распознания цвета • счетчик • датчики по ТЗ заказчика |
|---|---|
| LED освещение |
• освещение рабочего места • освещение по ТЗ |
Прочее
| Расположение системы | внутри / снаружи помещения |
|---|---|
Влажность окр. среды среды |
пониженная / стандартная / повышенная |
| Температура окр. среды | пределы зависят от ТЗ и конечной конструкции |
Характеристики
-
Материал конструкции:
нержавеющая сталь
-
Длина секции:
1000, 1500, 2000, 2500 другие длины по запросу
-
Вид исполнения:
горизонтальное / поворотное / наклонное
-
Высота конструкции:
стандарт 800 мм (мин 200 мм)
-
Стыковка с существующим оборудованием:
да
Конвейерная лента:
гигиеническая конвейерная лента / модульная лента
-
Материал ленты:
гомогенная лента / гигиеническая модульная лента
-
Ширина ленты:
150-2000 мм
-
Напряжение:
220 / 380 В
Доставка:
- Самовывоз по адресу производства 16-й км МКАД
МО, Дзержинский г, Алексеевская ул, д.
 1
1 - Доставка по Москве и Московской области.
Возможна нашим транспортом или транспортной компанией. - Доставка по России
- Деловые линии
- ПЕК
- GTD
- DPD
- ЖелДорЭкспедиция
- Доставка по СНГ по договорённости
- Доставка в дальнее зарубежье по договорённости
Оплата:
- Наличные, по факту выдаётся чек.
- Оплата по безналичному расчёту
Гомогенная цементация — определение термина
Термин и определение
использование процесса цементации для превращения малоуглеродистой стали в сталь с однородным высоким содержанием углерода.
Еще термины по предмету «Металлургия»
Область «Рыбий глаз»
область на стальной поверхности излома, имеющей характерный белый кристаллический внешний вид. (2) Дефект сварки.
(2) Дефект сварки.
Блюминговый завод
Дисперсоид
тонкие отдельные частицы относительно нерастворимых компонентов, находящиеся в микроструктуре некоторых металлических сплавов.
Похожие
- Цементация
- Гомогенность
- Гомогенный
- Гомогенный подбор
- Гомогенная атмосфера
- Гомогенная конденсация
- Гомогенная структура
- Гомогенное зарождение
- Гомогенность структуры
- Гомогенная жидкость
- Группа гомогенная
- Гомогенный переход
- Гомогенный реактор
- Гомогенность и гетерогенность
- Восстановительное науглероживание, восстановительная цементация, реставрационная цементация
- Глубина цементации (науглероживания)
- Жидкая нитро-цементация
- Гомогенный (однородный) подбор
- Гомогенная, однородная, олигополия
- Гомогенные реакции горения
Смотреть больше терминов
Повышай знания с онлайн-тренажером от Автор24!
- 📝 Напиши термин
- ✍️ Выбери определение из предложенных или загрузи свое
- 🤝 Тренажер от Автор24 поможет тебе выучить термины, с помощью удобных и приятных карточек
Приказано выжить! Часть 10 «Защитить от крупных калибров оружия» .
 Техника и вооружения 2016 05
Техника и вооружения 2016 05К вопросу о боевой живучести самолетов и эффективности авиационного стрелково-пушечного вооружения
Победный 1945 год — ужесточение требований
К началу 1945 г. ВВС КА пересмотрели требования к авиационной броне с учетом опыта боевых действий и эксплуатации самолетов на фронте, а также ужесточили приемку бронедеталей и конструкций из них. По мнению специалистов ГК НИИ ВВС, необходимо было «дополнить существующие технические условия испытаниями на живучесть обстрелом снарядами крупного калибра (на ближайшее время калибра 20 мм)». При этом не следовало снижать требования к бронестойкости.
Дело в том, что существующие в серийном производстве стали АБ-2 (КП-2) и ХД не удовлетворяли в полной мере этим обоим требованиям. Сталь АБ-2 превосходила ХД по бронестойкости (в основном за счет более высокого содержания углерода и, соответственно, более высокого предела прочности), но несколько уступала ей по живучести; сталь ХД, «будучи мягче брони АБ-2», разрушалась при прохождении через нее снаряда крупного калибра более пластично, чем АБ-2.
В первую очередь, требовалось исключить возможность разрушения брони при попадании в нее крупнокалиберных пуль и снарядов калибра 20-23 мм. На языке прочности и пластичности это означает, что более высокая пластичность броневой стали не должна достигаться ценой снижения ее прочности.
Исследования ВИАМ убедительно показывали, что увеличение содержания никеля в стали (было изучено содержание никеля до 5%) повышало ее прочность и пластичность одновременно. Все остальные элементы повышали пластичность только до определенного предела своего содержания. Так, например, сталь с содержанием хрома, равным 3%, оказалась и по прочности, и по пластичности хуже, чем сталь, имеющая 1,5% хрома.
Кроме того, повышенное содержание хрома крайне затрудняло изготовление брони ХД на металлургических заводах и ее переработку из возврата. По заключению Наркомата черной металлургии, «изготовление стали марки ХД, в связи с высоким содержанием хрома, связано с большими трудностями. По этой же причине ограничивается возможность использования отходов».
По этой же причине ограничивается возможность использования отходов».
Госплан СССР по поводу стали ХД в декабре 1944 г. указывал: «В связи с внедрением в производство авиационной броневой стали марки АБ-3 взамен стали марки АБ-2, отдел экономии и заменителей Госплана СССР считает нецелесообразным проводить работы по дальнейшей замене стали марки АБ-3 сталью марки ХД, так как эта сталь легирована дефицитным молибденом и ввиду высокого содержания хрома (2,4-2,8%) трудна в производстве».
Именно по этим причинам НКАП и ВИАМ относились крайне сдержанно к стали ХД в гомогенном варианте. По мнению броневого отдела ВИАМ,»новые возросшие требования к авиационной броне необходимо удовлетворять, не чураясь никеля, идя по пути комплексного легирования хромом, марганцем и кремнием, допуская при этом и никель, несмотря на его дефицитность». Указывалось, что «опыт США говорит в пользу сложного комплексного легирования и в этом случае расход никеля может быть минимальным».
При этом отмечалось, что «было бы в высшей мере опрометчиво поиски броневой стали, отвечающей новым возросшим требованиям, ограничить сравнительным испытаниям существующих марок броневой стали (ХД, АБ-2 и АБ-3, являющейся заменителем стали АБ-2)». Считалось целесообразным «испытать и сталь АБ-1, содержащую 4% никеля, из которой делались первые серии Ил-2, и другие детали». Делалось предположение, «что на пути комплексного легирования удастся найти более дешевую сталь, чем АБ-1, и найти очень быстро».
Обращалось внимание еще на одно обстоятельство. За годы войны единственным поставщиком тонкой авиационной брони оказался Кузнецкий металлургический комбинат, «катающий эту броню из 6-ти тонных слитков». Между тем, «старые поставщики тонкой танковой брони Кулебакский и Выксукский заводы катают из 1,5-2 тонных слитков танковую броню с большей толщиной, чем авиационная броня». Очевидно, чем больше слиток, тем труднее получить из него листовую сталь высокого качества. Таким образом, для производства авиационной брони высокой стойкости перед руководством страны и ВВС ставился вопрос «о новых дополнительных поставщиках авиационной брони, могущих катать сталь из малых слитков».
Таким образом, для производства авиационной брони высокой стойкости перед руководством страны и ВВС ставился вопрос «о новых дополнительных поставщиках авиационной брони, могущих катать сталь из малых слитков».
Ил-2 АМ-38ф с удлиненным бронекорпусом производства завода №30 (зав. №9001). Контрольные испытания, сентябрь 1945 г.
Цех сборки самолетов Ил-2 на заводе №30.
Здесь следует сказать несколько слов об авиационной броне АБ-3. Ее разработали в ВИАМе в 1944 г. с целью экономии дефицитного никеля. Постановлением Государственного Комитета обороны об экономии никеля от 31 июля 1944 г. Наркомат авиапромышленности обязывался провести сравнительные испытания броневых сталей КО-1 и АБ-3. Такие испытания состоялись, и АБ-3 рекомендовали в качестве равноценного заменителя стали АБ-2 для производства броневых деталей.
Внедрение брони АБ-3 вместо АБ-2 в валовом производстве планировалось осуществить в первом полугодии 1945 г. Техническими условиями на поставку авиационной брони в 1945 г. предусматривалось применение сталей АБ-2 и АБ-3 для гомогенных бронедеталей (в том числе и экранированных систем), а стали марки ХД(ц) — для изготовления цементованных бронедеталей.
Техническими условиями на поставку авиационной брони в 1945 г. предусматривалось применение сталей АБ-2 и АБ-3 для гомогенных бронедеталей (в том числе и экранированных систем), а стали марки ХД(ц) — для изготовления цементованных бронедеталей.
В случае применения стали АБ-2 для деталей основной брони и экрана последние подвергались изотермической закалке. Детали экранированной брони должны были иметь следующие пределы твердости: для основной брони — 2,7-3,0, для гомогенных экранов — 2,6-2,8, и цементованных экранов — 2,8- 3,1 единиц по Бринеллю.
В качестве средних значений начальных скоростей для пуль обр.1908 г. и Б-30 нормального калибра устанавливалось 848 м/с, для пуль Б-32 калибра 12,7 мм — 818 м/с, для 20-мм бронебойно-зажигательных снарядов — 781 м/с.
Детали экранированной брони требовалось испытывать обстрелом: цементованный экран толщиной 8 мм — пулей Б-32 калибра 7,62 мм с дистанции 125 м по нормали, гомогенный 8-мм экран — пулей Б-32 с дистанции 100 м под углом 25° от нормали. Основная броня обстреливалась через экран, установленный на расстоянии 25 мм от основной брони, пулей Б-32 калибра 12,7 мм с дистанции 100 м по нормали — в случае цементованного экрана, и под углом 10° — в случае гомогенного экрана. Допускалось не более 50 пулевых попаданий в экран.
Основная броня обстреливалась через экран, установленный на расстоянии 25 мм от основной брони, пулей Б-32 калибра 12,7 мм с дистанции 100 м по нормали — в случае цементованного экрана, и под углом 10° — в случае гомогенного экрана. Допускалось не более 50 пулевых попаданий в экран.
28 декабря 1944 г. ВРИД начальника УЗСиМ ГУЗ ВВС КА инженер-полковник М.А. Кувенев представил доклад генерал-лейтенанту А.А. Лапину о тактико-технических требованиях на металлическую броню на 1945 г. В первую очередь, предлагалось допустить изготовление гомогенной брони толщиной 15 мм и 8 мм только из стали марки ХД с содержанием углерода 0,25-0,34%.
«Как показал опыт Отечественной войны, броня из стали КП-2, при обстреле ее пулями крупного калибра, снарядами ЗА и авиапушек, весьма склонна к хрупким разрушениям в виде отколов и сквозных трещин», — отмечалось в докладе. Например, броня толщиной 15 мм из стали КП-2 имела совершенно неудовлетворительную живучесть, так как детали из нее раскалывались при первом же ударе пули калибра 12,7 мм. Изготовление из такой стали деталей бронезащиты Ту-2 оказалось вообще невозможным. Поэтому в течение всего 1944 г. бронедетали толщиной 15 мм выпускали из безникелевой стали ХД в гомогенном варианте (содержание углерода — 0,26-0,34%).
Изготовление из такой стали деталей бронезащиты Ту-2 оказалось вообще невозможным. Поэтому в течение всего 1944 г. бронедетали толщиной 15 мм выпускали из безникелевой стали ХД в гомогенном варианте (содержание углерода — 0,26-0,34%).
Кроме того, заводские испытания гомогенной авиаброни марки ХД толщиной 8 мм, проведенные на заводе №125 совместно с ВВС, показали полное ее соответствие действующим ТУ. При обстреле снарядами МГ-151 броня продемонстрировала отличную живучесть, «обнаружив запас тыльной прочности до 10°». Считалось целесообразным изготавливать из этой брони 8-мм детали капота мотора модифицированного Ил-2 с удлиненным бронекорпусом (Ил-2У) и Ил-10.
В отношении экранированной брони самолета Ил-10 считалось возможным предъявить одинаковые требования к экранированным системам как с гомогенным экраном (кабина стрелка), так и с цементованным экраном (за головой летчика). При этом требовалось обеспенить «полную тыльную прочность основной плиты при обстреле бронебойными снарядами МГ-151 калибра 15 мм с дистанции 200 м по нормали или со 100 м под углом 20°, и бронебойно-осколочными снарядами калибра 20 мм с дистанции 50 м по нормали». Что касается применяемых марок стали, то рекомендовалось «для основных плит экранных систем, также как и для гомогенной брони толщиной 8 и 15 мм», предусмотреть применение только марки ХД.
Что касается применяемых марок стали, то рекомендовалось «для основных плит экранных систем, также как и для гомогенной брони толщиной 8 и 15 мм», предусмотреть применение только марки ХД.
Специальные испытания экранированных систем, проведенные на заводе №207 в октябре 1944 г., «в деталях 071-072 показали, что основная плита, будучи изготовленной из стали КП-2 (Т° низкого отпуска — 280°С), раскалывается на несколько частей при обстреле пулями калибра 12,7 мм».
3 февраля 1945 г. генерал-полковник А.К. Репин обратился к заместителю наркома авиационной промышленности СССР генерал-лейтенанту А.С. Яковлеву с предложением заменить цементованную броню гомогенной для всехбронедеталей, располагаемых внутри фюзеляжа самолета, а также отработать более рациональную систему броневой защиты на истребителях, отвечающую современным требованиям.
К этому времени в ГК НИИ ВВС в ходе исследования влияния элементов конструкции самолета на стойкость авиационной брони внутри самолета выяснилось, что пули калибра 7,62 мм не пробивают практически с любых дистанций цементованную и гомогенную броню толщиной 8,5 мм, расположенную в конструкции самолета. То есть, цементованная броня в реальных условиях ее работы на самолете не имела явных преимуществ перед гомогенной броней. В то же время применяемая для бронеспинок броня толщиной 8,5 мм (как в гомогенном, так и в цементованном варианте) не обеспечивает защиту летчика в воздушном бою, так как пробивается боеприпасами калибра 13-20 мм с дистанции до 400 м в конусе ±30° от продольной оси самолета.
То есть, цементованная броня в реальных условиях ее работы на самолете не имела явных преимуществ перед гомогенной броней. В то же время применяемая для бронеспинок броня толщиной 8,5 мм (как в гомогенном, так и в цементованном варианте) не обеспечивает защиту летчика в воздушном бою, так как пробивается боеприпасами калибра 13-20 мм с дистанции до 400 м в конусе ±30° от продольной оси самолета.
Сборка Ил-2 на заводе №30.
Стапельная сборка удлиненного бронекорпуса (слева) и конвейер сборки узла «заднее удлинение» бронекорпуса самолета Ил-2.
Репин просил поручить ВИАМ и заводу №125 «отработать параметры гомогенной брони (марка стали, твердость) для указанных бронедеталей в связи с отказом от их цементации». Для этого самолетостроительным заводам следовало представить заводу №125 по два фюзеляжа Як-3, Як-9, Ла-7 и Ил-2 с хвостовым оперением и макетами расположенных внутри фюзеляжа приборов и агрегатов. Кроме этого, считалось необходимым поручить ВИАМу и заводу №125 срочно провести экспериментальные работы по изысканию рациональных защитных систем на данных самолетах, отвечающих современным требованиям.
5 февраля 1945 г. директор завода №125 Свет обратился в НИИ ВВС с просьбой дать согласие на изготовление гомогенной брони толщиной 15 и 8 мм из стали ХД (содержание углерода 0,28-0,34%). Эту сталь предполагалось выпускать вплоть до решения вопроса о принятии на вооружение новых марок стали и освоения их заводами Наркомчермета и НКАП.
Одновременно он просил включить сталь ХД-693 в программу государственных испытаний новых марок гомогенной авиаброни для всех толщин бронекорпуса Ил-2 и бронезащиты других самолетов.
В обоснование позиции завода приводились следующие сведения. При получении заказа ВВС на изготовление 15-мм бронеспинки для самолета Ту-2 оказалось, что серийная сталь КП-2 (АБ-2. — Прим, авт.) такой толщины дает расколы и трещины при обстреле пулями калибра 12,7 мм. Поэтому завод №125 перешел на гомогенную броню марки ХД, которая при полигонных испытаниях продемонстрировала полное соответствие техническим условиям ВВС. Опыт работы в течение 1944 г. показал, что сталь ХД обладает отличной живучестью, а процент некондиционных поражений не превышает среднего уровня для гомогенной брони из КП-2.
показал, что сталь ХД обладает отличной живучестью, а процент некондиционных поражений не превышает среднего уровня для гомогенной брони из КП-2.
В 1945 г. завод начал серийный выпуск удлиненных бронекорпусов самолета Ил-2У. На них толщину нижних боковых крышек капота мотора по требованию ГК НИИ ВВС увеличили с 4 до 8 мм для надежной защиты от снарядов малокалиберной зенитной артиллерии и пуль крупного калибра. Поэтому следовало выбрать для таких деталей марку стали, не дающую хрупких разрушений при обстреле снарядами и пулями калибра 12,7 и 15 мм.
Такой маркой оказалась обработанная в гомогенном виде сталь ХД. На полигонных испытаниях пяти различных плавок этой стали в указанных толщинах с содержанием углерода от 0,29 до 0,37% они не дали ни одной трещины или раскола при обстреле отечественными и немецкими пулями и снарядами калибра 12,7, 15 и 20 мм. 19 апреля 1945 г. состоялось техническое совещание по вопросу применения стали ХД-693 толщиной 8 мм в гомогенном варианте.
Констатировалось, что сталь КП-2, «специально рассчитанная на противодействие пуль калибра 7,62-7,92 мм», не удовлетворяет по стойкости против пуль крупного калибра и малокалиберных снарядов авиационных пушек и зенитных автоматов. Поэтому считалось необходимым незамедлительно начать «разработку оптимального химсостава броневой стали и технологии термической обработки бронедеталей, специально рассчитанных на противодействие калибрам 12,7мм и более, с предъявлением ее на госиспытания в 3-м кв. с.г.».
11 мая 1945 г. решение комиссии было утверждено. К тому моменту в массовое производство вместо АБ-2 была запущена авиационная броня АБ-3, которая удовлетворительно прошла государственные испытания. Во II квартале 1945 г. металлургические заводы выплавили 400 т бронестали АБ-3 и отправили ее на заводы НКАП (№207 и 125) для изготовления бронекорпусов Ил-2.
Однако исполняющий обязанности начальника 5-го отдела УЗСиМ ГУЗ ВВС инженер-майор Ершов в мае запретил военпреду завода №207 инженер-капитану Близнюку принимать детали из брони АБ-3 по существующим техническим условиям, «потребовав не предусмотренных ТУ испытаний снарядами крупного калибра».
Монтаж и отработка вооружения самолета Ил-2 на заводе №30. Хорошо виден бронедиск спереди бронекорпуса.
Сборка узла бронекорпуса Ил-2 (капот).
Промышленность отреагировала мгновенно. Уже 12 июня 1945 г. на имя главного маршала авиации А.А. Новикова ушло обращение за подписью главного конструктора самолета Ил-2 С.В. Ильюшина, начальника технического отдела НКАП А.Т. Туманова и заместителя начальника ВИАМ С.Т. Кишкина. Они отмечали, что изменения правил приемки без согласования с главным конструктором самолета и Наркоматом авиационной промышленности является беспрецедентным случаем. Главным виновником считался районный инженер 5-го отдела УЗСиМ ГУЗ ВВС инженер-майор Фридман, который «предложил взамен брони АБ-2 цементованную броню ХД в гомогенном варианте и занял резко отрицательную позицию по отношению к броне АБ-3».
По их единодушному мнению, «вопрос о новых требованиях к броне, с учетом оружия крупного калибра, должен быть рассмотрен особо, причем повышение противоснарядной живучести брони не должно идти за счет снижения ее пулестойкости». Между тем, именно этому требованию броня ХД, созданная специально как цементованная (с низким содержанием углерода при высоком — хрома), не могла отвечать в гомогенном варианте.
Между тем, именно этому требованию броня ХД, созданная специально как цементованная (с низким содержанием углерода при высоком — хрома), не могла отвечать в гомогенном варианте.
В заключение они просили маршала Новикова «решить вопрос о приемке броневых деталей из стали АБ-3 по ТУ на броню АБ-2, взамен которой и рекомендована броня АБ-3». Ответный доклад был подготовлен и 19 июня доложен командующему ВВС.
Тем временем старший военпред УЗСиМ ГУЗ ВВС КА на заводе №207 инженер-капитан И.П. Близнюк в письме от 19 июня на имя директора завода инженер-полковника В.И. Засульского предложил изготовлять гомогенные авиабронедетали толщиной 8 и 15 мм только из стали ХД. При этом он отказывался принимать изготовленную в июне из стали АБ-2 партию деталей для Ту-2 в количестве 75 комплектов. Одновременно он запретил принимать и бронекорпуса самолетов Ил-2 из стали АБ-3, которых к этому времени на заводе имелось десять комплектов. Как следует из документов, это письмо было подготовлено по распоряжению районного инженера УЗСиМ ГУЗ ВВС КА инженер-майора В. Г. Фридмана.
Г. Фридмана.
Дирекция завода №207 пыталась давить как на военное представительство на заводе, так и на руководство 5-го отдела УЗСиМ ГУЗ ВВС. Но из этого ничего не получилось. Военные «стояли насмерть», ссылаясь на указание ГК НИИ ВВС КА за № омк/079, предусматривавшее, что «гомогенная авиаброня толщиной 8 и 15 мм изготавливается только из стали марки ХД».
Для разбора конфликтной ситуации 22 июня сформировали совместную комиссию ВВС и НКАП, которая выехала на завод №207 в г. Куйбышев. В случае существенного различия химического состава стали АБ-3 требовалось «провести по существующим техническим условиям на обстрел стали АБ-2, испытания плавок опытной партии стали АБ-3». При этом считалось, что «наличие в стали титана больше 0,07% является существенным для различия в химсоставе сталей». Кроме того, требовалось провести обстрел АБ-3 боеприпасами калибра 12,7 и 20 мм.
Учитывая нездоровую атмосферу, складывающуюся вокруг бронестали АБ-3, заместитель начальника ВИАМ по научной работе д. т.н. С.Т. Кишкин 26 июня обратился непосредственно к генерал-лейтенанту А.А. Лапину. В письме он разъяснял как позицию ВИАМа, так и изложил свою личную точку зрения по вопросу содержания титана в броне АБ-3. Кишкин указывал, что «титан ни в коем случае нельзя рассматривать как элемент, могущий оказать влияние на свойства броневой стали подобное влиянию никеля». Содержание титана, когда заказывалась первая плавка стали АБ-3, оговаривалось в пределах 0,10%. Более высокий процент титана, «связывающего углерод в нерастворимые при нагреве под закалку карбиды», мог бы «понизить прокаливаемость стали, что нежелательно». Нижний предел содержания титана не оговаривался, т.е. содержание титана могло быть равным нулю. Это объяснялось тем, что при таком низком содержании титана (менее 0,10%) последний являлся чисто металлургическим фактором, причем полное раскисление стали вполне обеспечивалось и без титана. Последнее обстоятельство (наряду с появлением новых раскислителей, по качеству превосходящих титан) позволило в дальнейшем не оговаривать в ТУ раскисление титаном при поставке стали.
т.н. С.Т. Кишкин 26 июня обратился непосредственно к генерал-лейтенанту А.А. Лапину. В письме он разъяснял как позицию ВИАМа, так и изложил свою личную точку зрения по вопросу содержания титана в броне АБ-3. Кишкин указывал, что «титан ни в коем случае нельзя рассматривать как элемент, могущий оказать влияние на свойства броневой стали подобное влиянию никеля». Содержание титана, когда заказывалась первая плавка стали АБ-3, оговаривалось в пределах 0,10%. Более высокий процент титана, «связывающего углерод в нерастворимые при нагреве под закалку карбиды», мог бы «понизить прокаливаемость стали, что нежелательно». Нижний предел содержания титана не оговаривался, т.е. содержание титана могло быть равным нулю. Это объяснялось тем, что при таком низком содержании титана (менее 0,10%) последний являлся чисто металлургическим фактором, причем полное раскисление стали вполне обеспечивалось и без титана. Последнее обстоятельство (наряду с появлением новых раскислителей, по качеству превосходящих титан) позволило в дальнейшем не оговаривать в ТУ раскисление титаном при поставке стали.
Кузнецкий металлургический комбинат, «раскислявший первую плавку титаном и понимающий, что в стали АБ-3, при содержании титана меньше 0,10% титан не может быть специальным легирующим элементом, в своем паспорте (на эту первую плавку), посланным заводу №207, не указал количества остаточного титана в стали после ее раскисления».
Констатировалось, что сам по себе ферротитан — «элемент достаточно дешевый и недефицитный». Поэтому введение титана в сталь никогда не вызывало возражений со стороны Госплана СССР. В химическом составе стали марки АБ-3 возможность ее раскисления титаном предусматривалась.
Таким образом, вопрос о том раскислять сталь титаном или не раскислять, в сущности, должен был решаться заводом-поставщиком стали самостоятельно. Другое дело, что ВВС были «вправе требовать, чтобы металл был хорошо раскислен и вправе предъявлять претензии, если металл был недоброкачественно выплавлен или плохо раскислен, что может сказаться на его поведении в эксплуатации».
Штурмовик Ил-2 из состава 90-го гшап. На этой машине летал Герой Советского Союза командир эскадрильи капитан Г.Т. Береговой (впоследствии — летчик- космонавт). 1-й Прибалтийский фронт, апрель 1945 г.
Главный конвейер завода №125 по сборке бронекорпусов самолетов Ил-2. 1945 г.
Одновременно Кишкин ставил Лапина в известность о фактах, характеризующих попытки сорвать внедрение стали АБ-3 вместо АБ-2. В частности, он указывал, что районный инженер 5-го отдела УЗСиМ ГУЗ ВВС инженер-майор Фридман, «выехав на завод №207, потребовал отправки в Москву для тарировки хронографа Гольдена». По его мнению, это «является не столько безграмотностью, сколько желанием задержать испытания на заводе №207, чтобы успеть раньше провести испытания стали ХД на заводе № 125».
В письме утверждалось, что даже если «последние плавки стали АБ-3, по каким-либо показателям окажутся хуже первой плавки, но будут соответствовать ТУ на сталь АБ-2», их предлагалось «запустить в производство наряду со сталью АБ-2, одновременно поставив вопрос об улучшении технологии выплавки и разливки стали перед заводом-поставщиком».
На следующий день в адрес заместителя начальника ГК НИИ ВВС генерал-лейтенанта П.А. Лосюкова ушло письмо за подписью директора завод №207 В.И. Засульского, главного металлурга завода В.И Маханева и заместителя начальника броне-лаборатории ВИАМ Н.М. Склярова. До сведения Лосюкова доводилось, «что заводом №207 с августа 1944 г. и по настоящее время бронедетали толщиной 15 и 8 мм изготавливаются только из стали АБ-2». Всего за это время изготовили 1885 комплектов (13195 деталей) бронедеталей толщиной 8 мм для самолетов Ил-10 и 150 комплектов (450 деталей) бронедеталей толщиной 15 мм для Ту-2. Еще 75 комплектов брони (225 деталей) для Ту-2 завод изготовил, но они не прошли военную приемку.
Отмечалось: «За это время никаких показателей как технологических, так и полигонных, сколько-нибудь достаточных для требования перехода на другую марку стали, обнаружено не было. Процент технологического брака составил менее 1%». Других видов брака (хрупких разрушений и пр.) также не имелось.
По мнению специалистов завода №207 и ВИАМ, никаких оснований для замены стали КП-2 сталью марки ХД из опыта производства деталей толщиной 8 и 15 мм не имелось. Внимание Лосюкова обращалось на меньшую твердость стали ХД по сравнению со сталью КП-2, а следовательно, — и пулестойкость.
В период с 25 июня по 8 июля на заводе №207 НКАП провели сравнительные полигонные испытания опытно-валовых плавок стали АБ-3 и серийных плавок стали АБ-3 и ХД. Они проводились «на картах, вырезанных из разных плавок, разных марок сталей и на толщинах от 4 до 8 мм». Все карты испытали на полигоне обстрелом пулями Б-32 калибра 7,62 мм с определением углов предела тыльной прочности с дистанции обстрела, соответствующей ударной скорости пули 750 м/с. Кроме того, карты толщиной 8 мм испытывались обстрелами осколочно-зажигательными снарядами калибра 20 мм немецкой пушки МГ-151. Дистанция обстрела составляла 100 м, карты проходили термическую обработку при температуре низкого отпуска 275‘С.
Обе марки стали (АБ-2 и АБ-3) на всех толщинах и термически обработанные по установленным режимам полностью отвечали требованиям ТУ при обстреле их пулями калибра 7,62 мм и на толщине 8 мм имели значительный запас пулестойкости (около 10°). Сталь марки ХД на толщине 8 мм также удовлетворяла заданным требованиям против пуль калибра 7,62 мм, однако запаса пулестойкости не имела.
При обстреле карт толщиной 8 мм из сталей АБ-2 и АБ-3, обработанных с температурой отпуска 260°С, установили, что они выдерживают обстрел осколочно-зажигательными снарядами МГ-151 калибра 20 мм с дистанции 100 м по нормали. При этом «с тыльной стороны карт образуются отдулины, которые свидетельствуют о значительном запасе пластических свойств этих сталей». То есть, полностью подтвердились результаты аналогичных испытаний стали марки АБ-3, проведенных в 1944 г.
Карты из стали «марки АБ-2 толщиной 8 мм, обработанные с отпуском на 215’С, при обстреле из осколочно-зажигательными снарядами калибра 20 мм давали вязкие разрывы с отколами больших пятачков с тыльной стороны карты».
Кроме того, с целью проверки стали марки АБ-3 на живучесть при обстреле ее пулями калибра 12,7 мм и осколочно-зажигательными снарядами калибра 20 мм осуществили испытания карт размером 500×300 мм для пуль калибра 12,7 мм и 500×500 мм — для снарядов калибра 20 мм. Во всех случаях хрупких разрушений брони не наблюдалось.
Делались следующие выводы:
«1. Сталь марки АБ-3, проверенная на 3-х плавках 1945 г. и на одной плавке в 1944 г., является вполне равноценным заменителем стали АБ-2.
2. Сталь марки ХД обладает хорошим запасом вязкости, но последняя достигается за счет снижения стойкости против пуль калибра 7,62 мм.
3. В валовом производстве штампуемых бронедеталей толщиной 4-8 мм из сталей марок АБ-2 и АБ-3 более целесообразным является низкий отпуск при температуре 260-280″, обеспечивающий при сохранении существующей пулестойкости достаточный запас вязких свойств и исключающий хрупкие разрушения при поражении брони снарядами 03 калибра 20 мм».
Сборка бронекорпусов самолетов Ил-2 на заводе №207, г. Куйбышев.
Камера горячей сушки бронекорпусов самолета Ил-2 (на два бронекорпуса). Температура сушки — 70-80°С. Завод №125, 1945 г.
Считалось необходимым поставить вопрос о целесообразности проведения испытаний на живучесть не в условиях предела сквозного пробития, а в условиях предела тыльной прочности, «исключающих отрывы кусков и вязких разрушений карт малых размеров». Отмечалось, что «такое уточнение метода испытаний на живучесть полностью согласуется и самой сущностью работы брони, поскольку вопросы сохранения конструктивной целостности детали на самолете имеют смысл только в условиях ее непробития».
Предлагался следующий порядок испытаний. Проверка качества брони должна была производиться путем обстрела карт размерами 800×800 мм пулями Б-32 калибра 7,62 мм и осколочно-зажигательными снарядами калибра 20 мм с дистанции 100 м: три попадания 20-мм снарядами — по нормали, пять попаданий пулями Б-32 — под углами 20, 35, 45, 60‘ Затем следовало провести индивидуальные испытания бронедеталей толщиной 4-8 мм в соответствии с ТУ, за исключением деталей толщиной 8 мм, для которых угол обстрела устанавливался 20° к нормали вместо 25° Для испытания брони толщиной более 8 мм требовалось «разработать условия испытаний более мощным снарядом, чем снаряд 03 ШВАК и МГ -151-20 мм, сохраняя в основном обстрел пулями Б-32 калибра 12,7 мм».
10 июля заместитель начальника ВИАМ по научной работе С.Т. Кишкин в очередной раз направил генерал-лейтенанту А.А. Лапину письмо, в котором информировал его о прекращении приемки деталей толщиной 8 и 15 мм из брони АБ-2 военной приемкой на заводе N9207 и ставил в известность, что «никакого запрещения изготавливать указанные детали из стали АБ-2 со стороны НИИ ВВС КА нет и не было», а действия военпреда являлись незаконными.
Только 24 июля из ГК НИИ ВВС на имя начальника ГУЗ ВВС КА генерал-лейтенанта Н.П. Селезнева ушло письмо, в котором отмечалось, что указаний о замене стали АБ-2 гомогенной сталью ХД для всех заводов ГК НИИ ВВС КА не давал. Отдел ГК НИИ ВВС письмом от 22 февраля 1945 г. «временно разрешил только заводу №125 НКАП и только впредь до освоения в производстве стали марки АБ-3 изготовлять бронедетали толщиной 8 и 15 мм гомогенной брони ХД». Сталь АБ-3 к тому моменту уже была запущена в валовое производство и удовлетворяла требованиям ВВС КА как заменительАБ-2.
Учитывая эти обстоятельства, Лагутин просил Селезнева отменить решение старшего военпреда на заводе №207 инженер-капитана Близнюка о запрещении изготовления бронедеталей толщиной 8 и 15 мм из стали АБ-2. Применение стали марки ХД для изготовления этих бронедеталей требовалось запретить, поскольку последняя обладала пониженной пулестойкостью по сравнению с АБ-2 и АБ-3. Впредь все гомогенные бронедетали должны были изготавливаться только из апробированных сталей АБ-2 и АБ-3.
Казалось бы, инцидент был исчерпан. Но как показали дальнейшие события, вопрос о целесообразности замены стали марок АБ-2 и АБ-3 сталью ХД был вновь поставлен на повестку дня. В обращении к начальнику ГУЗ ВВС КА генерал-лейтенанту Селезневу от 9 октября 1945 г. ГК НИИ ВВС подтверждал свою позицию по использованию брони марки ХД в гомогенном варианте.
Отмечалось, что «…сталь ХД в гомогенном варианте была временно допущена в производство для бронедеталей толщиной 8 и 15 мм и только на заводе № 125 НКАП. .., так как последний по производственным условиям не в состоянии был осуществить необходимый режим термообработки деталей из стали АБ-2 толщиной 8 и 15 мм. В настоящее время в связи с ужесточением требований к качеству авиаброни ГК НИИ ВВС КА настаивает на своем решении от 25.7.45г. об изготовлении авиабронедеталей только из апробированных сталей АБ-2 и АБ-3…».
.., так как последний по производственным условиям не в состоянии был осуществить необходимый режим термообработки деталей из стали АБ-2 толщиной 8 и 15 мм. В настоящее время в связи с ужесточением требований к качеству авиаброни ГК НИИ ВВС КА настаивает на своем решении от 25.7.45г. об изготовлении авиабронедеталей только из апробированных сталей АБ-2 и АБ-3…».
Тем временем на Кузнецком металлургическом комбинате (КМК) НКЧМ были проведены заводские испытания противоснарядной авиационной брони марки АК-5, разработанной специалистами местного броневого бюро. Она относилась к типу хромомолибденовых сталей с пониженным содержанием хрома — до 1,3-1,7% вместо 2,3-2,7% в стали ХД-693.
Как следует из заключения ГК НИИ ВВС от 19 октября 1945 г., в основу композиции стали АК-5 положено требование обеспечения в первую очередь, так называемой, живучести брони при обстреле ее пулями калибра 12,7 мм и снарядами калибра 20 мм. То есть броня не должна была давать при обстреле хрупких поражений. По сравнению с броневой сталью АБ-3, где в основу требования положена бронестойкость, а не живучесть, содержание основного элемента, определяющего твердость брони — углерода, было значительно снижено: вместо 0,35-0,41% в стали АБ-3 содержание углерода в стали АК-5 довели до 0,28-0,34%.
По сравнению с броневой сталью АБ-3, где в основу требования положена бронестойкость, а не живучесть, содержание основного элемента, определяющего твердость брони — углерода, было значительно снижено: вместо 0,35-0,41% в стали АБ-3 содержание углерода в стали АК-5 довели до 0,28-0,34%.
По сравнению с АБ-3 предложенная композиция стали АК-5 определяла ее пониженную твердость после окончательной термической обработки, следовательно, и уменьшенную ее пулестойкость. Твердость стали марки АК-5 после низкого отпуска колебалась в пределах 2,8-3,0 единицы (по Бринеллю).
Испытания пулями Б-32 калибра 7,62 мм не выявили заметной разницы между сталью АК-5 и серийной ХД. Предел тыльной прочности сталей этих марок был ниже на 2,5-5’ по сравнению с АБ-2. Специалисты КМК предложили слегка откорректировать сдаточные углы для валовых плавок стали АК-5, которые «должны быть увеличены относительно существующих ТУ на 5 V.
С этим не согласились в 1-м отделе ГК НИИ ВВС. «Точку зрения, высказанную авторами стали АК-5, нельзя считать правильной, поскольку основным требованием к броне, в особенности к авиационной, остается все же бронестойкость», — указывалось в заключении к отчету по испытаниям. Ведущий инженер 1-го отдела ГК НИИ ВВС инженер-майор К.И. Шлямин считал, что проводить государственные испытания предложенной КМК броневой стали марки АК-5 нецелесообразно. При этом предлагалось включить сталь АК-5 «в программу сравнительных испытаний разных марок сталей, намеченных на зав. №207 в ноябре месяце 1945 г.»
«Точку зрения, высказанную авторами стали АК-5, нельзя считать правильной, поскольку основным требованием к броне, в особенности к авиационной, остается все же бронестойкость», — указывалось в заключении к отчету по испытаниям. Ведущий инженер 1-го отдела ГК НИИ ВВС инженер-майор К.И. Шлямин считал, что проводить государственные испытания предложенной КМК броневой стали марки АК-5 нецелесообразно. При этом предлагалось включить сталь АК-5 «в программу сравнительных испытаний разных марок сталей, намеченных на зав. №207 в ноябре месяце 1945 г.»
Началась борьба за создание эффективной противоснарядной авиационной брони. В течение трех послевоенных лет были отработаны и приняты на вооружение броневые стали типа ВК-2, ВК-2/5, ВК-2/5Ц (цементованная), обеспечивающие вполне надежную защиту от пуль калибра 12,7 мм и снарядов калибра 20 мм, а также специальные немагнитные броневые стали типа АБА-1 АБНМ-1 (аустенитная).
Таким образом, неверное понимание вопросов взаимодействия брони и боеприпасов и неучет влияния на эти процессы эффекта экранирования брони деталями конструкции самолета привели к необходимости проведения многочисленных экспериментальных работ, не имеющих практического применения в боевых самолетах. К тому же такие исследования проводились разными организациями по своим методикам, с использованием патронов разных партий и оружия с различной степенью изношенности стволов, бронедеталей разных марок, различного химического состава и термической обработки, что не обеспечивало сопоставимости полученных результатов. Приходилось перепроверять друг друга, затрачивая на эту работу много сил и ресурсов, и главное, времени.
К тому же такие исследования проводились разными организациями по своим методикам, с использованием патронов разных партий и оружия с различной степенью изношенности стволов, бронедеталей разных марок, различного химического состава и термической обработки, что не обеспечивало сопоставимости полученных результатов. Приходилось перепроверять друг друга, затрачивая на эту работу много сил и ресурсов, и главное, времени.
М. Павлов, И. Павлов
прочность, рикошетоспособность. Навесная танковая броня Из чего сделана броня танка
Жанна Фриске, решил, что надо, пусть и вкратце, обрисовать как оно было на самом деле, во всяком случае с позиции имеющейся у меня информации. Надо отметить, что по моим наблюдениям, часто недостаток заклёпочников и вообще технарей — неспособность обобщать, анализировать видеть, так сказать, тенденции и общую картину. Попытаюсь в меру сил это исправить. При этом постараюсь вопрос изложить кратко, ибо время-деньги…
Попытаюсь в меру сил это исправить. При этом постараюсь вопрос изложить кратко, ибо время-деньги…
Итак — для начала необходимо понимать, что к моменту появления танков, да и вообще бронированных наземных машин в целом уже полвека шло интенсивнейшее развитие корабельной бронезащиты, традиционного состязания брони и снаряда. И все, что потом выдавалось как новинки на танках и бронемашинах — экранирование, рациональные углы наклона брони, поверхностная цементация, баллистические колпачки на снарядах (они же «макаровские») и не только это. Даже композитная броня, на своем уровне технологий, само собой, появилась на кораблях чуть ли не за полвека до появления первых, экспериментальных, бронемашин.
Другое дело, что полноценные броненосные корабли практически сразу начали с брони толщиной в 10 см, для защиты от массивных снарядов тогдашней корабельной и береговой артиллерии, и данная толщина в дальнейшем только росла. Конечно были и слабобронированные корабли, где толщина брони была меньше — скажем на некоторых крейсерах рубежа веков, ЕМНИП — около 40 мм — такая броня обеспечивала защиту от орудий противоминоносного калибра, крупных осколков снарядов и т. п.
п.
А вот первые бронемашины, колесные, на шасси автомобилей, просто технически не могли нести ничего, кроме плохонького противопульного бронирования, 4-5 мм, которое обеспечивало защиту только от обычных винтовочных пуль на дальних и частично средних дистанциях. Несмотря на это повсеместно все стороны пытались в меру возможностей применить рациональные углы бронирования. В ходе ПМВ бронирование бронемашин росло, примерно достигнув 8 мм, что обеспечивало уже практическую неуязвимость от винтовочных и пулеметных обычных пуль, но «состязание брони и снаряда» не стояло на месте и к тому времени появились и широко применялись пули бронебойные, со стальным сердечником, способные пробивать такую броню на близких дистанциях.
Не были тогдашние военные дураками и в оценке противостояния бронированных машин друг-другу. Уже первые серийные броневики частично получали пушечное вооружение, в том числе и для борьбы с бронетехникой противника. Но одна из сторон конфликта, Центральные державы, уделяли бронемашинам достаточно мало внимания, прежде всего в силу ограниченных возможностей и спорной эффективности их в условиях позиционной войны. Потому данное направление не получило особого развития — для своеобразных «истребителей бронеавтомобилей» — русских, французских, британских — попросту не нашлось достойных целей… А ведь, скажем, 47-мм орудие Гочкисс стальной гранатой пробивало у среза ствола 88-мм котельного железа, что в пересчете на броневую сталь дает до 25-30 мм бронепробиваемости…..
Потому данное направление не получило особого развития — для своеобразных «истребителей бронеавтомобилей» — русских, французских, британских — попросту не нашлось достойных целей… А ведь, скажем, 47-мм орудие Гочкисс стальной гранатой пробивало у среза ствола 88-мм котельного железа, что в пересчете на броневую сталь дает до 25-30 мм бронепробиваемости…..
Само собой, броневой корпус из тонких листов собирался на болтах и заклепках — смысла в сварке, технологии относительно новой, столь тонких броневых деталей не было, не говоря уже о литье.
В 1916-м году появляются первые танки, британские, ожидаемо созданные выходцами с Флота. Они получают вполне адекватное противопульное бронирование, превосходящее в целом по этому параметру бронеавтомобили и смешанное, пушечно пулеметное вооружение части машин. Практически сразу за ними свои танки, скорее все же штурмовые САУ, выпускают французы. И везде, где возможно, прежде всего — это лоб машины — мы видим относительно рациональные углы бронирования. А борта танков, после неоднократных неудачных попыток применять подобное и там, и по сей день у большинства машин вполне себе вертикальные. Причем за два года у британских машин лоб корпуса вырос с 12 до 16 мм, что обеспечивало полноценную защиту от бронебойных винтовочно-пулеметных пуль. А у французского Сэн-Шамона наклонные лобовые бронедетали вообще были 17 мм… Не пробьешь не из винтовки, не из пулемета, не из траншейной 37-мм пушки, включая, например, автоматическую МаклЁнку или длинноствольную Бетлехем Стил…
А борта танков, после неоднократных неудачных попыток применять подобное и там, и по сей день у большинства машин вполне себе вертикальные. Причем за два года у британских машин лоб корпуса вырос с 12 до 16 мм, что обеспечивало полноценную защиту от бронебойных винтовочно-пулеметных пуль. А у французского Сэн-Шамона наклонные лобовые бронедетали вообще были 17 мм… Не пробьешь не из винтовки, не из пулемета, не из траншейной 37-мм пушки, включая, например, автоматическую МаклЁнку или длинноствольную Бетлехем Стил…
Ну а дальше появляется Рено FT-17 — первый, по сути, танк в современном понимании. Если британские «легкие» «Гончие» все также представляли из себя собранные из 14-мм катанных бронелистов на заклепках и болтах бронекоробки, то у Рено мы видим технологический прорыв — литьё. Прототип этого танка должен был иметь не только литую башню, но и цельнолитую лобовую бронедеталь. К сожалению, технологические трудности привели к тому, что корпус пришлось делать из катаных листов, как и часть башен. Играла тут роль и меньшая стойкость литой стали по сравнению с катаными листами, так башня того же Рено имеет толщину брони 16 мм в варианте с клепаной башней и 22 — с литой, при примерно одинаковой пулестойкости. Также, именно сложностью раскроя и изготовления сложноизогнутых поверхностей объясняется некоторая угловатость и рубленность обводов многих танков периода…
Играла тут роль и меньшая стойкость литой стали по сравнению с катаными листами, так башня того же Рено имеет толщину брони 16 мм в варианте с клепаной башней и 22 — с литой, при примерно одинаковой пулестойкости. Также, именно сложностью раскроя и изготовления сложноизогнутых поверхностей объясняется некоторая угловатость и рубленность обводов многих танков периода…
К тому времени немцы опомнились сначала от пренебрежения новинкой, а потом от шока от успешного её применения. Они первые столкнулись с необходимостью поражать подобные машины, и сделали из этого выводы… Тут мы не будем касаться средств ПТО, это тема для иной статьи, но именно на основании своих выводов, как я уже писал, немецкий А7V имел лобовое бронирование в 30 мм под некоторым углом, что с полным основанием позволяет его считать первым танком с противоснарядным (на тот момент) бронированием — такая броня держала, за неимением бронебойных, гранаты и картечные стаканы «на удар». А в 1919-м предполагалось появление французского FCM 1C и его развития Char 2C , которые вообще имели полноценное круговое противоснарядное бронирование даже по меркам начала ВМВ. … И там уже полноценно предполагалось применять литье, ставшее визитной карточкой французского танкостроения на долгие годы.
… И там уже полноценно предполагалось применять литье, ставшее визитной карточкой французского танкостроения на долгие годы.
Продлись война еще некоторое время — мы бы увидели появление танков противоснарядного бронирования у всех основных воюющих сторон, как и полноценных средств ПТО. Но не сложилось. Потому такая быстрая, практически взрывная эволюция вдруг относительно резко затормозила. Не было ни средств, ни особой необходимости вкладываться в разработку новых более защищенных машин — для танковых держав-победителей полноценных противников в мире не осталось, с теми, кто остался, разобрались бы и имеющимися средствами. А проигравшие хоть и пытались втайне клепать что-то, но прекрасно понимали, что шансов у них нет и лезть дальше экспериментов нет никакого смысла… По той же самой причине не появлялось не только танков, но и ПТО — у победителей не было в нем необходимости, у проигравших — возможностей… Все ограничивались экспериментами. Французы почивали на лаврах победителей и не видели достойного противника для многотысячной орды Рено, британцы ограничивались мелкосерийными и экспериментальными машинами, преимущественно для колоний. Действительно, не имея серьезных противников, можно было позволить себе продолжать выпускать себе относительно простые и дешевые танки с противопульным бронированием — ведь нецивилизованный противник — всяческие рифы, китайцы, иракцы, пуштуны и т.п. — максимум что смогут им противопоставить — винтовки с обычными, небронебойными пулями….
Действительно, не имея серьезных противников, можно было позволить себе продолжать выпускать себе относительно простые и дешевые танки с противопульным бронированием — ведь нецивилизованный противник — всяческие рифы, китайцы, иракцы, пуштуны и т.п. — максимум что смогут им противопоставить — винтовки с обычными, небронебойными пулями….
Плюс появился спрос на такие машины у стран третьего мира с претензиями. Для них танк, даже одиночный, становился практически козырным тузом против не имеющих подобного оружия вероятных противников-соседей. Эту нишу в 20-х занимали прежде всего легкие Рено… Да что говорить — даже танкетка при грамотном применении была супероружием….
Попасть в эту пусть и не особо широкую, но все же серебряную реку, пыталась и британская фирма Виккерс со своим «шеститонным» проектом, разработанным в конце 20-х. Это была чисто коммерческая машина, относительно простая и дешевая, рассчитанная на продажу таким вот государствам, которые наскребли серебра или валюты на взвод-другой таких машин, а то и вообще на одиночные танки… Само собой, исходя из первоначального предназначения, танк был бронирован противопульно, 13 мм, максимум против винтовочной бронебойной пули. В ролике Актера Озвучания, как жемчужина в куче навоза, есть золотые слова про эту машину: «Индивидуальный террор». И действительно, самый яркий пример, пожалуй — боливийские пушечные Виккерсы в боях при «7 километр на Савеедру» и Нанаве безнаказанно подавляли пулеметные гнезда и ДЗОТы из «железного дерева» quebracho, и им практически не могли нанести никакого вреда…
В ролике Актера Озвучания, как жемчужина в куче навоза, есть золотые слова про эту машину: «Индивидуальный террор». И действительно, самый яркий пример, пожалуй — боливийские пушечные Виккерсы в боях при «7 километр на Савеедру» и Нанаве безнаказанно подавляли пулеметные гнезда и ДЗОТы из «железного дерева» quebracho, и им практически не могли нанести никакого вреда…
Ну а крупные игроки не спешили обзаводиться танками противоснарядного бронирования прежде всего потому, что не видели в этом необходимости. Все три крупнейших на начало 30-х танковых державы воевать друг с другом не предполагали. Ну а мелкие нейтралы и аутсайдеры — немцы потихоньку работали прежде всего над средствами ПТО. Причем было два направления, — классические ПТО 37-47 мм и автоматическое оружие калибром от.50 и до 20 мм… Причем многими именно второй путь расценивался как более перспективным. Но не будем отвлекаться…
И только обнаружив, что второстепенные державы начинают потихоньку обзаводиться тем или иным ПТО, прежде всего французы начинают работы над полноценными противоснарядно-бронированными танками — в отличии от британцев и американцев их не защищал флот и водные просторы, а все соседи потихоньку обзаводились оружием, способным с полукилометра в один ствол выбить взвод Реношек за минуту… Причем в тот период, когда в СССР, да и в Великобритании, действительно весело и с уханьем продолжали клепать противопульные коробушки, причем в первом случае еще и в каком-то диком количестве. Хотя после ознакомления с 37-мм противотанковой пушкой, тем более после получения на нее полного пакета техдокументации и лицензии на производство от дружественной Германии можно было задуматься… Британцев понять можно — над всякими легкими Мк-№ с пулеметами принято смеяться, но на самом деле это предельно дешевые колониальные танки, предназначенные «папуасов гонять». А вот с кем собирался воевать СССР — загадка….
Хотя после ознакомления с 37-мм противотанковой пушкой, тем более после получения на нее полного пакета техдокументации и лицензии на производство от дружественной Германии можно было задуматься… Британцев понять можно — над всякими легкими Мк-№ с пулеметами принято смеяться, но на самом деле это предельно дешевые колониальные танки, предназначенные «папуасов гонять». А вот с кем собирался воевать СССР — загадка….
Тут походя коснемся серии танков Кристи, они же советские БТ и британские «крейсерские». Уолтер Кристи конечно велик, но его машины ИМХО можно скорее рассматривать как рекордные или гоночные, но никак не боевые… Показательно, что американские военные это дарование так и не оценили… И опять же тысячи этих танков, произведенные в СССР…
Испанская война показывает, что даже одиночное ПТО вмиг обесценило любые танки противопульного бронирования, как за двадцать лет то этого полностью перевернул пехотную тактику пулемет. Почему это не поняли еще в начале 30-х страны разработчики тех самых орудий?
Немцев тут рассматривать несколько неверно — ограниченные Версалем они довольно долго прозябали исключительно теорией, хотя результат на выходе получился относительно неплох. Самое главное — в машины изначально закладывался значительный резерв модернизации, что позволило «четверке» из середины 30-х провоевать без кардинальных изменений до конца войны… Кстати, 30-мм броня немецких машин раннего периода — это не столько противоосколочное, сколько противокрупнокалибернопулеметное бронирование. Тем более что при высоком уровне металлургии катаная броня немецких машин была высококачественной и цементированной, превосходя как катаную гомогенную, так и литую, а в производстве широко применялась сварка… Сварка, особенно в шип, действительно сильно повышала эффективность бронирования, но имела смысл только при достаточной толщине листов…
Самое главное — в машины изначально закладывался значительный резерв модернизации, что позволило «четверке» из середины 30-х провоевать без кардинальных изменений до конца войны… Кстати, 30-мм броня немецких машин раннего периода — это не столько противоосколочное, сколько противокрупнокалибернопулеметное бронирование. Тем более что при высоком уровне металлургии катаная броня немецких машин была высококачественной и цементированной, превосходя как катаную гомогенную, так и литую, а в производстве широко применялась сварка… Сварка, особенно в шип, действительно сильно повышала эффективность бронирования, но имела смысл только при достаточной толщине листов…
Ну а после Испании спохватились и в СССР, и в Британии. Результат нам всем известен. Но надо понимать, что Т-34 — это танк, рассчитанный на неуязвимость по отношению не к 37-мм ПТО, а к 20-25 мм, военные хотели увеличения брони до 60-мм, и только советский КВ с его литыми и сварными деталями и аналогичная британская Матильда II с их 75-мм, наряду со средними и тяжелыми французскими машинами — действительно полноценные танки противоснарядного бронирования. Причем все прекрасно понимали, что это «якобы неуязвимое» бронирование — мера временная, ответом на это вскоре станут более мощные ПТО, и военные, зачастую еще до начала реального боевого применения хотели еще более толстой бронезащиты…
Причем все прекрасно понимали, что это «якобы неуязвимое» бронирование — мера временная, ответом на это вскоре станут более мощные ПТО, и военные, зачастую еще до начала реального боевого применения хотели еще более толстой бронезащиты…
Танк Т-34Э с экранами дополнительной брони
Навесная танковая броня
Навесная броня — дополнительное бронирование танков. Может быть в виде бронелистов, штамповок, отливок, траков и т.д, навешиваемых с помощью крепёжных устройств (винтов, болтов, шпилек, заводских креплений) на корпус или башню с целью повышения их защищённости. Схожим типом защиты является экранирование. К наиболее современной навесной броне можно отнести Динамическую защиту . Принцип действия динамической защиты состоит в том, что контейнеры со взрывчаткой, установленные поверх обычной брони танка, взрываются навстречу проникающему в эту броню снаряду. Само по себе доп.бронирование могло осуществляться кустарным методом силами экипажа, в полевой ремонтной мастерской или в заводских условиях (быть официально принятым на вооружение).
Цель навесной танковой брони — детонация некоторых типов снарядов (кумулятивных например) с целью уменьшения или избегания повреждений основного корпуса. Для эффективного применения противо кумулятивные экраны устанавливаются на определённом, довольно большом расстоянии от танка.
Другая причина установки навесных бронелистов — способ усилить бронирование машины, без капитальной модернизации. Относительно легко можно было увеличить бронирование той или иной части корпуса танка, доведя бронирование до нужной суммарной толщины. Аналогично навесной броне так же использовалась наварная броня, например на технике Ferdinand , где лоб корпуса защищал добавочный бронелист весом 4500 кг, крепившийся на 12 болтах. От навесных листов возможен рикошет снаряда.
Т-34-85 с сетчатыми экранами (прозванными кроватями) в Берлине. Конец Второй Мировой войны.
Взаимодействие со снарядами
Навесная броня по разному взаимодействует с разными типами снарядов. Танковые боеприпасы в игре
Описание взаимодействия снарядов и навесной брони в порядке уменьшения её эффективности:
Кумулятивные снаряды Навесная броня наиболее эффективно защищает от действия кумулятивных снарядов . Струя расплава, вырывающаяся из снаряда, с легкостью пробивает навесную броню, но рассеивается между оной и основной броней, не нанося танку никаких повреждений. Особенно эффективно кумулятивной струе противостоят боковые экраны навесной листовой брони и динамическая защита.
Струя расплава, вырывающаяся из снаряда, с легкостью пробивает навесную броню, но рассеивается между оной и основной броней, не нанося танку никаких повреждений. Особенно эффективно кумулятивной струе противостоят боковые экраны навесной листовой брони и динамическая защита.
Осколочно-фугасные снаряды Навесные листы брони так же эффективно останавливают ОФ снаряды . Они взрываются на ней, нанося намного меньший ущерб основной броне. Обычно после попадания достаточно крупного ОФ снаряда , в отличии от попадания кумулятивного , навесные листы отлетают. Потому эффективность навесной брони против ОФ снарядов немного ниже, чем против кумулятивных .
Каморные бронебойные снаряды Эффективность защиты от каморных снарядов навесной броней очень неоднозначна. В зависимости от толщины листа и взрывателя снаряд может взорваться, а может и не взорваться. Если снаряд взрывается, то повреждений не наносится танку, почти не наносится навесной броне. Если же снаряд не взрывается на навесной броне, то она только немного уменьшает его скорость, а значит и бронепробитие каморным снарядом основного листа, что, обычно, играет небольшую роль.
Если же снаряд не взрывается на навесной броне, то она только немного уменьшает его скорость, а значит и бронепробитие каморным снарядом основного листа, что, обычно, играет небольшую роль.
Бронебойные, подкалиберные снаряды Эффект навесной брони, оказываемый на снаряды, которые не реагируют на касание с броней, например подкалиберные и бронебойные (пустые) заключается в небольшом их замедлении и, возможно, изменения траектории полета снаряда. Эффект навесных листов на такие снаряды наименьший.
PZ.IVH c навесными экранами брони
Тактика применения
Основная тактика игры на технике с навесной броней ни чем не отличается от обычной техники. Если противник использует кумулятивные снаряды , то стоит подставлять под удар именно навесные элементы, которые находятся на бортах, а не лобовую броню. Однако, это правило обычно НЕ действует, если против вас например СУ-122 . Снаряды с побитием 160 мм могут пробить экранированный борт танков Panther и Tiger , не говоря уже про танки PzKpfw III и PzKpfw IV . Пробитие основной брони будет, если после пробития экрана пробития струе хватит (и если основная броня довольно тонкая). Но 5-мм боковые листы могут подорвать ранние советские снаряды с взрывателем МД-5 (он может разорваться между доп.бронёй и основной).
Пробитие основной брони будет, если после пробития экрана пробития струе хватит (и если основная броня довольно тонкая). Но 5-мм боковые листы могут подорвать ранние советские снаряды с взрывателем МД-5 (он может разорваться между доп.бронёй и основной).
Принцип навесного бокового экрана — рассеивать кумулятивную струю (снижая её пробитие). В случае с осколочно-фугасными — после первого выстрела вы потеряете навесную броню и, возможно, гусеницы или ствол. Навесная броня берёт удар осколков на себя (которые и так обычно не обладают обычно сильным пробитием), после чего для пробития основной брони осколкам может уже не хватить.
Динамическая защита и боковые экраны защитят от кумулятивных снарядов и фугасов, но почти не помогут от других снарядов. Т.к эта защита в основном разрабатывалась против кумулятивных снарядов. Т.е является узкоспециализированной защитой. Динамическая защита детонирует даже при поражении её пулями. Мощные кумулятивные ПТУРы всё же могут преодолевать динамическую защиту (если остаточного пробития хватит для пробития основной брони).
Борьба с навесной броней
Исходя из взаимодействия со снарядами, есть два способа борьбы с навесной бронёй.
M60A1 RISE (P) c навесной защитой — блоками динамической защиты (ДЗ)
1. Использовать снаряды, которые не реагируют на навесную броню. Такими снарядами являются Бронебойные и подкалиберные . Возможно использование каморных снарядов, но в зависимости от толщины пробития навесной брони(которая зависит от самой навесной брони и угла атаки) такие снаряды могут повести себя по разному. Это значит, что при угле атаки в 10 градусов снаряд может не взорваться на навесной броне, но при угле атаки в 50 градусов — может взорваться на ней.
2. Сбить навесные бронелисты осколочно-фугасным снарядом. Почти все танки имеют осколочно-фугасные снаряды в боекомплекте. Один из них можно единоразово использовать, чтобы сбить навесную броню с противника. Повреждений противнику от выстрела ОФ снарядом не нанесется, но навесная броня, скорее всего, отлетит. Такой способ борьбы с навесными листами наиболее приемлем для техники, обладающей достаточной скорострельностью.
Такой способ борьбы с навесными листами наиболее приемлем для техники, обладающей достаточной скорострельностью.
3. Сбить динамическую защиту выстрелами из пулемёта, после чего уже посылать в открытое место кумулятив. Динамическая защита очень чувствительна, т.к настроена на реагирование при попадании кумулятивного снаряда (а по сути любого крупного снаряда, в том числе и пуль). Но мощные кумулятивные ПТУРы всё же могут преодолевать динамическую защиту (если остаточного пробития хватит для пробития основной брони).
Способы, помогающие понять, каким снарядом пользуется противник
1. Большинство противников (но не все) знают, что стрелять по навесной броне кумулятивными или осколочно-фугасными снарядами не нужно. Но для того, чтобы сменить снаряд на нужный, например бронебойный или подкалиберный , противнику всё-равно нужно сделать отстрел заряженного снаряда. Попробуем узнать, какой снаряд заряжен у противника.
2. Одним из способов узнать, каким снарядом стреляет противник — посмотреть на эффект, от попадания снаряда.
- Осколочно-фугасный снаряд — при попадании в землю(локацию)большой взрыв. Если попадание по танку — отлетает навесная броня, оборудование, часто повреждается гусеница и ствол.
- Кумулятивный снаряд — при попадании в землю(локацию)средний взрыв. При попадании в танк не может повредиться модуль, находящийся на большом расстоянии от места попадания. Чаще всего противники используют кумулятивные снаряды при стрельбе на большие расстояния, т.к. бронепробитие кумулятивного снаряда не зависит от расстояния.
- Каморный снаряд — при попадании в землю(локацию)небольшой взрыв. При попадании в танк наносятся повреждения не только модулям на линии полета снаряда, а соседние модули/экипаж от взрыва камора.
- Бронебойный, подкалиберный снаряд — при попадании в землю(локацию) отсутствует взрыв, только клубы дыма. Такие снаряды противники чаще всего используют, пытаясь уничтожить сильнобронированную технику, или просто пробить толстую броню.

3. Вы всегда можете спросить у союзников в чате, каким снарядом пользуется тот или иной игрок в бою.
4. Можно посмотреть/выучить типы снарядов, доступные противнику на этом уровне. Это позволит исключить возможность, к примеру, наличия у них кумулятивных снарядов.
5. Если противник не может потушиться, отремонтироваться — скорее всего у него не исследованы основные модификации техники. Скорее всего у него так же не открыты снаряды из 3-4 уровня модификаций.
6. Некоторая техника, использующая в основном Осколочно-фугасные, кумулятивные снаряды.
| Осколочно-фугасные | Кумулятивные |
|---|---|
| Sturmhaubitze 42 Ausf. G | Sturmgeschütz III Ausf. A |
| КВ-2 (1939) | Pz.IV C |
| ИСУ-152 | Pz.IV E |
| СУ-122 | Pz.IV F1 |
| M4A3 (105) | и многие другие машины. |
История применения
Во время Второй Мировой Войны остро встал вопрос увеличения защиты бронетехники. Как известно, мощность противотанковых орудий росла гораздо быстрее, чем бронезащита танков, появлялись новые индивидуальные средства ПТО (реактивные гранатомёты, магнитные мины и гранаты и т.д.), поэтому бронирование, вполне достаточное на сегодняшний день, уже завтра могло оказаться слишком слабым. В условиях боевых действий невозможно полное снятие с вооружения устаревших типов танков и замена их новыми. Разработка же модификаций существующих машин занимает время, в то время как хорошее бронирование нужно постоянно. Из-за этого наряду с разработкой новых танков, проводилось усиление бронирования уже существующих типов техники.
Первыми это поняли немецкие военные почти сразу после начала кампании против СССР. Большинство немецких танков имели недостаточное бронирование и малую мощь орудий. Т-34 и КВ-1 были настоящим испытанием для немецких танкистов, ведь для их поражения требовалось гораздо больше времени и снарядов. Соответственно, и самим немцам нужно было дольше находиться под обстрелом.
Как известно, мощность противотанковых орудий росла гораздо быстрее, чем бронезащита танков, появлялись новые индивидуальные средства ПТО (реактивные гранатомёты, магнитные мины и гранаты и т.д.), поэтому бронирование, вполне достаточное на сегодняшний день, уже завтра могло оказаться слишком слабым. В условиях боевых действий невозможно полное снятие с вооружения устаревших типов танков и замена их новыми. Разработка же модификаций существующих машин занимает время, в то время как хорошее бронирование нужно постоянно. Из-за этого наряду с разработкой новых танков, проводилось усиление бронирования уже существующих типов техники.
Первыми это поняли немецкие военные почти сразу после начала кампании против СССР. Большинство немецких танков имели недостаточное бронирование и малую мощь орудий. Т-34 и КВ-1 были настоящим испытанием для немецких танкистов, ведь для их поражения требовалось гораздо больше времени и снарядов. Соответственно, и самим немцам нужно было дольше находиться под обстрелом. Потребовалось срочное усиление бронезащиты танков и, немцы первыми массово стали в заводских условиях экранировать свои танки боковыми листами тонкой брони, против, как они думали советских кумулятивных снарядов (которыми Красная армия не располагала). А от обычных снарядов такая экранировка была почти бесполезна. С этого момента началась гонка за броне защищённостью во Второй Мировой войне. Все армии и отдельные танкисты старались усилить свои машины.
Потребовалось срочное усиление бронезащиты танков и, немцы первыми массово стали в заводских условиях экранировать свои танки боковыми листами тонкой брони, против, как они думали советских кумулятивных снарядов (которыми Красная армия не располагала). А от обычных снарядов такая экранировка была почти бесполезна. С этого момента началась гонка за броне защищённостью во Второй Мировой войне. Все армии и отдельные танкисты старались усилить свои машины.
После войны эта эволюция дополнительной брони выросла в Динамическую навесную броню и усовершенствование применения противо кумулятивных экранов. Все эти элементы применяются до сих пор и модернизируются.
Дополнительное бронирование выполнялось в нескольких случаях:
- когда требовалось срочно усилить броню.
- для доведения танка или САУ требуемым показателям на уровне бронезащиты на уровне новой модификации.
- когда дополнительное бронирование само по себе являлось конструктивным решением против конкретного типа оружия или боеприпаса (например, противокумулятивный экран).
- когда полное перевооружение частей новыми типами техники было или невозможно, или слишком дорого
Существует несколько видов и методов установки навесной танковой брони:
- Навешивание дополнительных бронелистов поверх основных
Наиболее распространённый метод доп.бронирования, получивший широкое распространение во время войны.
На немецкой технике дополнительные листы привинчивались болтами (часто на определённом расстоянии от основной брони). Такое крепление можно объяснить двояко — с одной стороны в месте сваривания ухудшались свойства броневой стали, а с другой стороны немецкая броня вообще очень плохо сваривалась. Но для непостоянной защиты, призванной выдержать атаку и спасти танк, это было не критично.
Кустарное увеличение брони сначала не приветствовалось германским начальством в начале Второй Мировой войны, но уже 28 сентября 1941 года на заседании у Гитлера рассматривался вопрос о срочном усилении бронезащиты танков и САУ. В итоге, появились модификации техники с более толстой бронёй, а старые машины начали постепенно оснащать в полевых мастерских бронелистами на болтах. А позже и в заводских условиях.
В итоге, появились модификации техники с более толстой бронёй, а старые машины начали постепенно оснащать в полевых мастерских бронелистами на болтах. А позже и в заводских условиях.
В советской армии тоже прибегали к дополнительному бронированию с помощью крепления дополнительных бронелистов. Надо отметить, что на советские танки дополнительное бронирование как правило приваривали электросваркой, а не привинчивали болтами.
Союзники часто ставили дополнительные плиты на болтах, но не отказывались и от сварки.
- Навешивание фрагментов гусеницы
Hetzer, слабый борт которого дополнительно защищён катком.
Почти любая танковая гусеница сделана из довольно прочной стали и если её фрагмент навесить на броню — получается хорошая защита. Немцы обвешивали гусеницами свои танки особенно активно, так как навесные траки считались штатным средством усиления защиты и располагались в наиболее поражаемых местах. Навешивались где только возможно не только гусеницы, но и опорные катки. Защитные траки цепляли даже на тяжелобронированные танки «Королевские Тигры» .
Защитные траки цепляли даже на тяжелобронированные танки «Королевские Тигры» .
Не брезговали обвешиванием танками фрагментами гусениц и Союзники. Многие и многие американские Шерманы были увешаны траками и опорными катками в поиске защиты как от танков противника, так и от индивидуальных средств ПТО.
В советской армии траки стали навешивать только под конец войны. Например, на СУ-100 фрагмент гусеницы официально полагалось крепить на лобовом листе.
- Фальшборты (разнесённое экранирование)
Ходовая является наиболее уязвимым местом, поэтому для её защиты использовали фальшборты. Фальшборта применяли для защиты от подкалиберных сердечников, кумулятивных снарядов, гранат и разновидностей фаустпатронов. Фальшборта первоначально защищали ходовую, а затем стали прикрывать и остальные части танка. Принцип действия заключался в том, что ходовая сбоку прикрывалась стальным листом. При ударе о защитный лист у подкалиберного снаряда или бронебойной пули могла измениться траектория или уменьшиться энергия. В итоге, удар по ходовой получался ослабленным или под невыгодным углом атаки.
В итоге, удар по ходовой получался ослабленным или под невыгодным углом атаки.
Американские танки редко экранировались фальшбортами, в отличие от английских. Например, у английских Матильд и Черчиллей экранирование ходовой предусматривалось конструктивно. Однако, кроме дополнительной защиты появлялись и дополнительные проблемы. Нередко в холодное время года между экранами и опорными катками забившаяся грязь замерзала и делала танк неподвижным. Экранированная ходовая требовала тщательного ухода на Европейском ТВД.
В СССР ходовая экранировалась у довоенных Т-35 . В 1942 пытались экранировать и Т-34 . На заводе №112 экранировали почти 60 Т-34 . Затем танки свели в отдельную бригаду и в экспериментальном порядке отправили на передовую. Однако, Т-34 подверглись обстрелу не подкалиберными и кумулятивными снарядами, а обычными бронебойными. Проявить себя экраны естественно не смогли, к тому же бригада понесла большие потери, из-за чего от экранов решили отказаться.
Появление в германской армии всевозможных разновидностей фаустпатронов заставило снова обратиться к экранам. Повторно к экранированию советских танков прибегли лишь когда советская армия втянулась в упорные городские бои. В тесных улицах танки превратились в лёгкую добычу фаустников и несли неоправданно высокие потери. Перед тем как войти в город на танки монтировали специальные сеточные экраны. Имеет место расхожее мнение будто иногда устанавливали даже кроватные сетки. Документальных подтверждений этому нет, зато известно, что имелись штатные специально разработанные сеточные экраны. Нередко ставилось трофейное экранирование, которое было в избытке. Курчатовым разрабатывались стержневые экраны, но дальше экспериментов дело не пошло.
Повторно к экранированию советских танков прибегли лишь когда советская армия втянулась в упорные городские бои. В тесных улицах танки превратились в лёгкую добычу фаустников и несли неоправданно высокие потери. Перед тем как войти в город на танки монтировали специальные сеточные экраны. Имеет место расхожее мнение будто иногда устанавливали даже кроватные сетки. Документальных подтверждений этому нет, зато известно, что имелись штатные специально разработанные сеточные экраны. Нередко ставилось трофейное экранирование, которое было в избытке. Курчатовым разрабатывались стержневые экраны, но дальше экспериментов дело не пошло.
Наиболее популярным экранирование было в немецкой армии. Прикрывались не только ходовая, но и вся боковая проекция, включая башню. Экранированию подвергались в основном лёгкие (Pz III) и средние танки и САУ. При этом из-за экранов танкистам становилось очень неудобно пользоваться многочисленными бортовыми эвакуационно-посадочными люками.
Применение немцами экранов происходило довольно таки невразумительно и хаотично. Например, листовые экраны неплохо предохраняли от бронебойных сердечников и кумулятивных снарядов. Но от них почему-то отказались в пользу чисто противо кумулятивной сетки. А ведь угроза получить в борт подкалиберный не уменьшилась. Не исключено, что перейти на сетки вынудил дефицит броневой стали, который начал особо остро ощущаться с середины 1944.
Например, листовые экраны неплохо предохраняли от бронебойных сердечников и кумулятивных снарядов. Но от них почему-то отказались в пользу чисто противо кумулятивной сетки. А ведь угроза получить в борт подкалиберный не уменьшилась. Не исключено, что перейти на сетки вынудил дефицит броневой стали, который начал особо остро ощущаться с середины 1944.
- Мешки и ящики с песком, брёвна
Этот способ использовался всеми армиями. Мешки являлись экстренной и кратковременной мерой, так как ткань легко повреждалась в бою осколками и пулями – песок высыпался. Чаще мешками обкладывали танки стоявшие в обороне. Снарядные ящики выглядели предпочтительнее, поскольку наполнялись не только песком, но и гравием. Мешки могли защитить от кумулятивных фаустпатронов, гранат, снарядов, а ящики с гравием и от бронебойных. Такая защита никогда не размещалась над моторным отделением, чтобы песок не попал из пробитого мешка на механизмы.
Брёвна могли служить как для дополнительной защиты, так и для самовытаскивания.
- Бетон
Бетон в качестве дополнительной защиты применялся в основном немецкими и американскими танкистами. Бетонные заготовки отливались обычно в полевых условиях и крепились в наиболее угрожаемые места.
В советских войсках к бетону тяготели в первой половине войны, когда имелись серьёзные проблемы с качеством и количеством броневой стали. В СССР изучался вариант замены брони бетоном, но дальше прототипов эти разработки не ушли.
M48 Patton «Magah » с ДЗ «Блэйзер»
- Динамическая защита (ДЗ)
Первые образцы динамической защиты были разработаны в СССР в конце 1950-х годов НИИ стали под руководством академика Богдана Войцеховского. Но они не были внедрены в СССР из-за попадания учёного в опалу в 1970-х — 1980-х гг. Кроме того некоторые сомневались в таком способе защиты — они не понимали как можно самим навешивать взрывчатку на танк (а ведь танк часто использовался как средство передвижения пехоты). По ряду причин, таких, как достаточный уровень защиты советской бронетехники к моменту создания динамической защиты, её производство не начиналось до середины 80-х годов. А ещё в середине 60-х годов аналогичные разработки провели в ФРГ инженер-исследователь Манфред Хельд (Manfred Held) — концерн MBB-Schrobenhausen. Впервые динамическая защита, созданная на основе германского опыта, была установлена на танках Израиля во время Ливанской войны 1982 года. ДЗ применяется до сих пор во многих армиях мира, и уже прошла 4 поколения совершенствования.
А ещё в середине 60-х годов аналогичные разработки провели в ФРГ инженер-исследователь Манфред Хельд (Manfred Held) — концерн MBB-Schrobenhausen. Впервые динамическая защита, созданная на основе германского опыта, была установлена на танках Израиля во время Ливанской войны 1982 года. ДЗ применяется до сих пор во многих армиях мира, и уже прошла 4 поколения совершенствования.
Бронирование современных отечественных танков
А. Тарасенко
Многослойная комбинированная броня
В 50-е годы стало ясно, что
дальнейшее повышение защищенности танков не возможно только за счет повышения
характеристик броневых стальных сплавов. Особенно это касалось защиты от
кумулятивных боеприпасов. Идея использования малоплотные наполнители для защиты
от кумулятивных боеприпасов возникло еще во времена Великой Отечественной
войны, пробивное действие кумулятивной струи сравнительно невелико в грунтах,
особенно это справедливо для песка. Поэтому можно стальную броню заменить слоем
песка, зажатого между двумя тонкими листами железа.
В 1957 г. во ВНИИ-100 была проведена НИР по оценке противо-кумулятивной стойкости всех отечественных танков, как серийного производства, так и опытных образцов. Оценка защиты танков проводилась исходя из расчета их обстрела отечественным невращающимся кумулятивным 85-мм снарядом (по своей бронепробиваемости он превосхо-дил зару-бежные кумулятивным снаряды калибра 90 мм) под различными курсовыми углами, предусматривавшими-ся действовавшими в то время ТТТ. Результаты этой НИР легли в основу разработки ТТТ по защите танков от кумулятивных средств поражения. Выполненные в НИР расчеты показали, что наиболее мощной броневой защитой обладал опытный тяжелый танк «Объект 279» и средний танк «Объект 907».
Их защита обеспечивала непробитие кумулятивным 85-мм
снарядом со стальной воронкой в пределах курсовых углов: по корпусу ±60″,
башне — + 90″. Для обеспечения защиты от снаряда данного типа остальных
танков требовалось утолщение брони, которое приводило к значительному увеличе-нию
их боевой массы: Т-55 на
7700
кг, «Объект 430» на
3680 кг, Т-10 на
8300 кг и «Объект 770» на
3500 кг.
Увеличение толщины брони для обеспечения противокумулятив-ной стойкости танков и соответственно их массы на указанные выше величины были неприемлемы. Решение проблемы по уменьшению массы брони специалисты филиала ВНИИ-100 видели в использовании в соста-ве брони стеклопластика и легких сплавов на основе алюминия и титана, а также их комбинации со стальной броней.
В составе комбинированной
брони алюминиевые и титановые сплавы впервые были использованы в конструкции
броневой защи-ты танковой башни, в которой специально предусмотренная внут-ренняя
полость заполнялась алюминиевым сплавом. С этой целью был разработан
специальный алюминиевый литейный сплав АБК11, не подвергаемый после литья
термической обработке (из-за невоз-можности обеспечения критической скорости
охлаждения при за-калке алюминиевого сплава в комбинированной системе со
сталью). Вариант «сталь + алюминий» обеспечивал при равной противокуму-лятивной
стойкости уменьшение массы брони в два раза по сравне-нию с обычной стальной.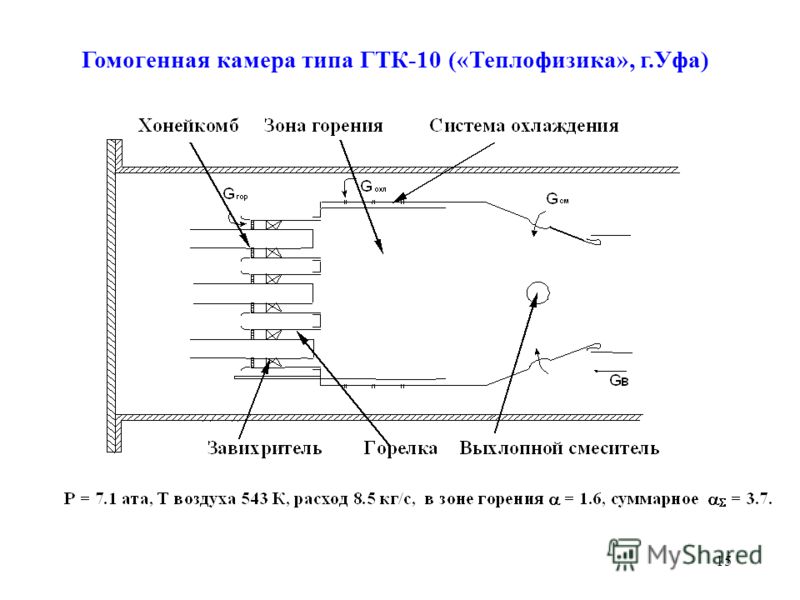
В 1959 г. для танка Т-55 были спроектированы носовая часть корпуса и башня с двухслойной броневой защитой «сталь+алюминиевый сплав». Однако в процессе испытаний таких комбини-рованных преград выяснилось, что двухслойная броня не облада-ла достаточной живучестью при многократных попаданиях броне-бойно-подкалиберных снарядов — утрачивалась взаимная опора слоев. Поэтому в дальнейшем были проведены испытания трех-слойных броневых преград «сталь+алюминий+сталь», «титан+алюминий+титан». Выигрыш по массе несколько сократился, но все равно оставался достаточно значительным: комбинированная бро-ня «титан+алюминий+титан» по сравнению с монолитной сталь-ной броней при одинаковом уровне броневой защиты при обстреле 115-мм кумулятивными и подкалиберными снарядами обеспечива-ла сокращение массы на 40%, сочетание «сталь+алюминий+сталь» давало 33% экономии массы.
Т-64
В техническом проекте (апрель 1961 г) танка «изделие 432» изначально рассматривались два варианта наполнителя:
· Стальная броневая отливка с ультрафорфоровыми вставками с исходной базовой толщиной по горизонтали равной 420 мм с эквивалентной противокумулятивной защитой равной 450 мм;
· литая башня, состоящая из сталь-ной броневой основы, алюминиевой противокумулятивной рубашки (заливаемой после отливки стального корпуса) и наружной стальной бронировки и алюминия. Суммарная максимальная толщина стенок этой башни равна ~500 мм и эквивалентна противокумулятивной защите в ~460 мм.
Суммарная максимальная толщина стенок этой башни равна ~500 мм и эквивалентна противокумулятивной защите в ~460 мм.
Оба варианта башен давали более чем одну тонну экономии веса по сравнению с цельностальной башней равной стойкости. На серийные танки Т-64 устанавливалась башня с алюминиевым наполнителем.
Оба варианта башен давали более чем одну тонну
экономии веса по сравнению с цельностальной башней равной стойкости. На
серийные танки «изделие 432» устанавливалась башня с алюминиевым наполнителем. В
ходе накопления опыта выявился ряд недостатков башни, в первую очередь
связанные с ее большими габаритами толщин лобового бронирования. В дальнейшем в
конструкции бронезащиты башни на танке
Т-64А в период 1967-1970 года применялись стальные вставки, после которых
окончательно пришли к рассматриваемому изначально варианту башни с ультрафорфоровыми вставками (шарами),
обеспечивающую заданную стойкость при меньшем габарите. В 1961-1962 гг.
основные работы по созданию комбинирован-ной брони развернулись на Ждановском
(Мариупольском) метал-лургическом заводе, на котором происходила отладка
технологии двухслойных отливок, проводились обстрелы различных вариантов
броневых преград. Были отлиты и прошли испытания 85-мм кумуля-тивными и 100-мм
бронебойными снарядами образцы («сектора»)
Были отлиты и прошли испытания 85-мм кумуля-тивными и 100-мм
бронебойными снарядами образцы («сектора»)
комбинированной брони «сталь+алюминий+сталь». Для устранения «выдавли-вания» алюминиевых вставок из тела башни необходимо было использование специ-альных перемычек, препятствовавших «выдавливанию» алюминия из полостей стальной башни.Танк Т-64 стал первым в мире серийным танком, имеющим принципиально новую защиту, адекватную новым средствам поражения. До появления танка «Объект 432» все бронированные машины име-ли монолитную или состав-ную броню.
Фрагмент чертежа башни танка объект 434 с указанием толщин стальных преград и наполнителя
Подробнее про броневую защиту Т-64 в материале — Защищенность танков второго послевоенного поколения Т-64 (Т-64А), «Чифтейн Мк5Р» и М60
Применение алюминиевого сплава АБК11 в конструкции броневой защиты верхней лобовой части корпуса (А) и передней части башни (Б)
опытного среднего танка «Объект 432». Броневая
конструкция обеспечивала защиту от воздействия кумулятивного боеприпаса.
Броневая
конструкция обеспечивала защиту от воздействия кумулятивного боеприпаса.
Верхний лобовой лист корпуса «изделия 432» установлен под углом 68 ° к вертикали, комбинированный, общей толщиной 220 мм. Он состоит из наружного броневого листа толщи-ной 80 мм и внутреннего листа стеклопластика толщиной 140 мм. В результате расчетная стойкость от кумулятивных боеприпасов составляла 450 мм. Передняя крыша корпуса выполнена из брони толщиной 45 мм и имела отвороты — «скулы» расположенные под углом 78 ° 30 к вертикали. Применение стеклопластика выбранной толщины, обеспечило и надежную (с превышением ТТТ) противорадиационную защиту. Отсутствие в техническом проекте тыльной плиты после слоя стеклопластика показывает сложный поиск правильных технических решений создания оптимальной трехпреградной преграды, которые сложились позднее.
В
дальнейшем от такой конструкции отказались в пользу более простой конструкции
без «скул», обладавшей большей стойкостью от кумулятивных боеприпасов. Применение комбинированной брони на танке Т-64А для верхней лобовой детали (80 мм стали+
105 мм стеклопластика +
20 мм стали) и башни со
стальными вставками (1967-1970), а в дальнейшем с наполнителем из керамических
шаров (горизон-тальная толщина
450
мм) позволило обеспечить защиту от БПС (с
бронепробиваемостью 120 мм/60° с дальности
2 км) на дальности
0,5 км и от КС (пробивающих
450 мм) при увеличении массы
брони на 2 т по сравнению с танком Т-62.
Применение комбинированной брони на танке Т-64А для верхней лобовой детали (80 мм стали+
105 мм стеклопластика +
20 мм стали) и башни со
стальными вставками (1967-1970), а в дальнейшем с наполнителем из керамических
шаров (горизон-тальная толщина
450
мм) позволило обеспечить защиту от БПС (с
бронепробиваемостью 120 мм/60° с дальности
2 км) на дальности
0,5 км и от КС (пробивающих
450 мм) при увеличении массы
брони на 2 т по сравнению с танком Т-62.
Схема технологического процесса отливки башни «объекта 432» с полостями под алюминиевый наполнитель. При обстреле башня с ком-бинированной броней обеспечивала полную защиту от 85-мм и 100-мм кумулятивных снарядов, 100-мм бронебойных тупоголовых снарядов и 115-мм подкапиберных снарядов при курсовых углах обстре-ла ±40°, а также защиту от 115-мм кумулятивного снаряда при курсовом угле обстрела ±35°.
В качестве наполнителей
испытывались высокопрочный бетон, стекло, диабаз, керамика (фарфор,
ультрафарфор, уралит) и раз-личные стеклопластики. Из испытанных материалов
лучшими характеристиками обладали вкладыши из высокопрочного ультрафарфора
(удельная струегасящая способность в 2—2,5 раза выше, чем у броневой стали) и
стеклопластик АГ-4С. Эти материалы и были ре-комендованы для применения в качестве
наполнителей в составе комбинированных броневых преград. Выигрыш по массе при
ис-пользовании комбинированных броневых преград по сравнению с монолитными
стальными составлял 20-25%.
Из испытанных материалов
лучшими характеристиками обладали вкладыши из высокопрочного ультрафарфора
(удельная струегасящая способность в 2—2,5 раза выше, чем у броневой стали) и
стеклопластик АГ-4С. Эти материалы и были ре-комендованы для применения в качестве
наполнителей в составе комбинированных броневых преград. Выигрыш по массе при
ис-пользовании комбинированных броневых преград по сравнению с монолитными
стальными составлял 20-25%.
Т-64А
В процессе
совершенствования комбинированной защиты от башни с применением алюминиевого
наполнителя отказались. Одновремен-но с отработкой конструкции башни с наполни-телем
из ультрафарфора в филиале ВНИИ-100 по предложению В.В. Иерусалимского была раз-работана
конструкция башни с применением вы-сокотвердых вставок из стали,
предназначавших-ся для изготовления снарядов. Эти вставки, под-вергнутые
термической обработке по методу дифференциальной изотермической закалки, имели
особо твердую сердцевину и относитель-но менее твердые, но более пластичные
наруж-ные поверхностные слои.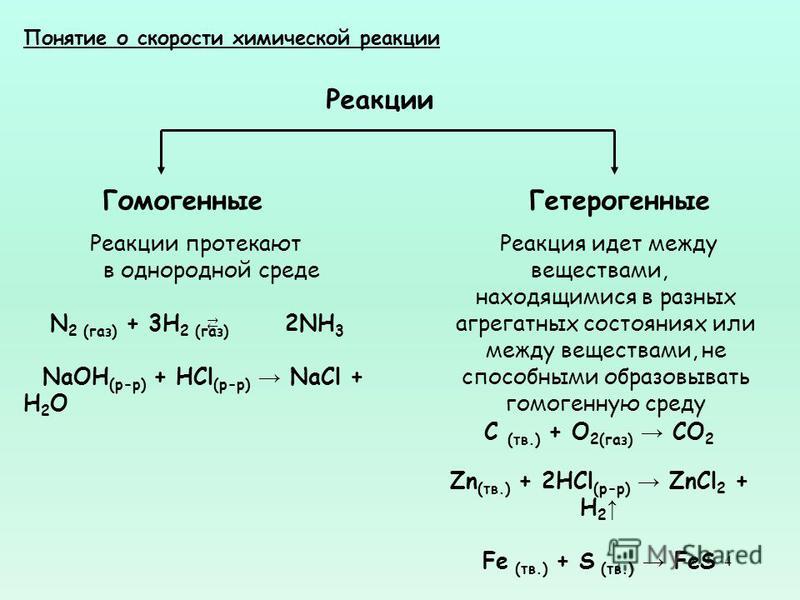 Изготовленная опыт-ная башня с высокотвердыми
вставками пока-зала при обстреле даже лучшие результаты по стойкости, чем с
залитыми керамическими ша-рами.
Изготовленная опыт-ная башня с высокотвердыми
вставками пока-зала при обстреле даже лучшие результаты по стойкости, чем с
залитыми керамическими ша-рами.
Недостатком башни с высокотвердыми вставками являлась недостаточная живучесть сварного соединения между подпорным листом и опорой башни, которое при ударе бронебойно-подкалиберного снаряда разрушалось без пробития.
В процессе изготовления опытной партии ба-шен с высокотвердыми вставками, оказалось, не-возможно обеспечить минимально необходимую ударную вязкость (высокотвердые вставки из-готовленной партии при снарядном обстреле дали повышенное хрупкое разрушение и проби-тие). От дальнейших работ в этом направлении отказались.
(1967-1970 гг)
В 1975 году на вооружение
была принята башня с корундовым наполнителем разработанная ВНИИТМ (в
производстве с
1970 г).
Бронирование башни — 115 сталь литая броневая,
140 мм ультрафарфоровые шары
и тыльная стенка
135 мм
стали угол наклона 30 градусов. Технология отливки башен с керамическим наполнителем была отрабо-тана в результате
совместной работы ВНИИ-100, харьковского завода №75, Южно-Уральского за-вода
радиокерамики, ВПТИ-12 и НИИБТ. С использовани-ем опыта работы над комби-нированной
броней корпуса этого танка в 1961-1964 гг. конструкторскими бюро заво-дов ЛКЗ и
ЧТЗ совместно с ВНИИ-100 и его московским филиалом были разработаны варианты
корпусов с комби-нированной броней для тан-ков с управляемым ракетным
вооружением: «Объект 287», «Объект 288», «Объект 772» и «Объект 775».
С использовани-ем опыта работы над комби-нированной
броней корпуса этого танка в 1961-1964 гг. конструкторскими бюро заво-дов ЛКЗ и
ЧТЗ совместно с ВНИИ-100 и его московским филиалом были разработаны варианты
корпусов с комби-нированной броней для тан-ков с управляемым ракетным
вооружением: «Объект 287», «Объект 288», «Объект 772» и «Объект 775».
Корундовый шар
Башня с корундовыми шарами. Габарит лобовой защиты 400…475 мм. Корма башни -70 мм.
Впоследствии броневая защита Харьковских танков совершенствовалась, в том числе и по направлению применения более совершенных материалов преград, так с конца 70-х на Т-64Б применялись стали типа БТК-1Ш изготовленные путем электрошлакового переплава. В среднем стойкость равнотолщинного листа полученная ЭШП на 10…15 процентов больше броневых сталей повышенной твердости. В ходе серийного производства до 1987-го года совершенствовалась и башня.
Т-72 «Урал»
Бронирование ВЛД Т-72
«Урал» было аналогично бронированию Т-64.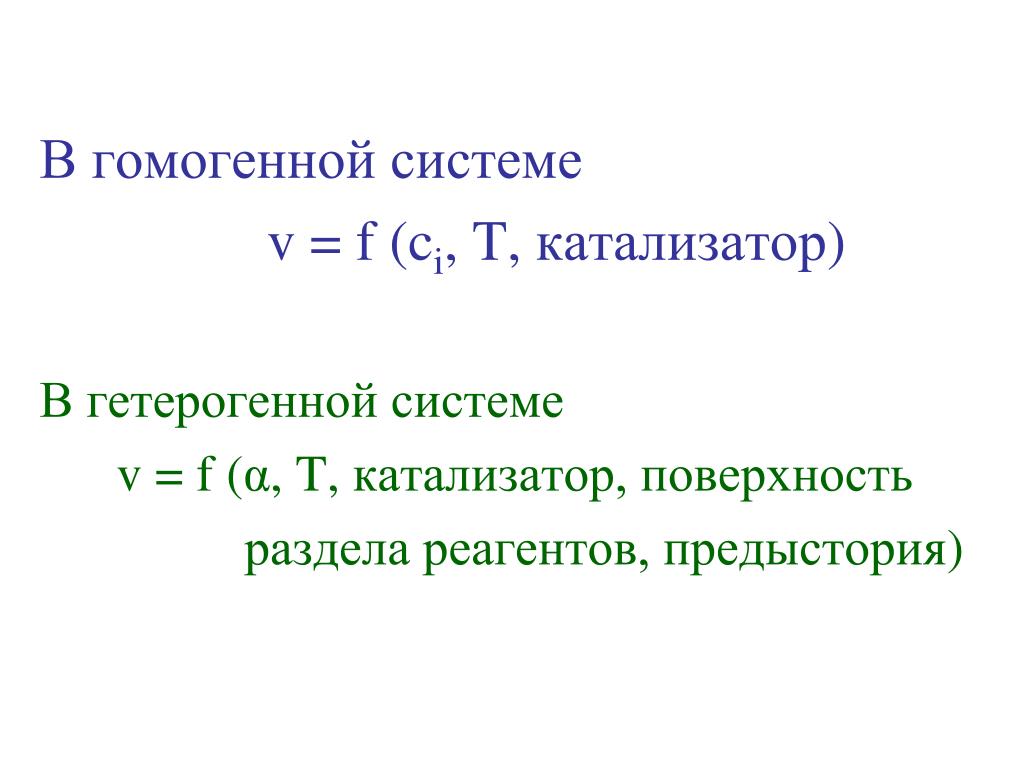 На первых сериях танка применялись башни непосредственно переделанные
из башен Т-64. В последствии применялась монолитная башня из литой броневой
стали, с габаритом 400-
410 мм.
Монолитные башни обеспечивали удовлетворительную стойкость против 100-
105 мм бронебойных
подкалиберных снарядов
(БПС)
, но
противокумулятивная стойкость указанных башен по защите от снарядов тех же
калибров уступала башням с комбинированным наполнителем.
На первых сериях танка применялись башни непосредственно переделанные
из башен Т-64. В последствии применялась монолитная башня из литой броневой
стали, с габаритом 400-
410 мм.
Монолитные башни обеспечивали удовлетворительную стойкость против 100-
105 мм бронебойных
подкалиберных снарядов
(БПС)
, но
противокумулятивная стойкость указанных башен по защите от снарядов тех же
калибров уступала башням с комбинированным наполнителем.
Монолитная башня из литой броневой стали Т-72,
также применялась на экспортном варианте танка Т-72М
Т-72А
Была усилена броня лобовой детали корпуса. Это было достигнуто за счет перераспределения толщины стальных броневых листов с целью увеличения толщины тыльного листа. Таким образом толщины ВЛД составили 60 мм стали, 105 мм СТБ и тыльный лист толщиной 50 мм. При этом габарит бронировании остался прежний.
Большие
изменения претерпело бронирование башни. В серийном производстве в качестве
наполнителя применялись стержни из неметаллических формовочных материалов,
скрепленных перед заливкой с помощью металлической арматуры (т.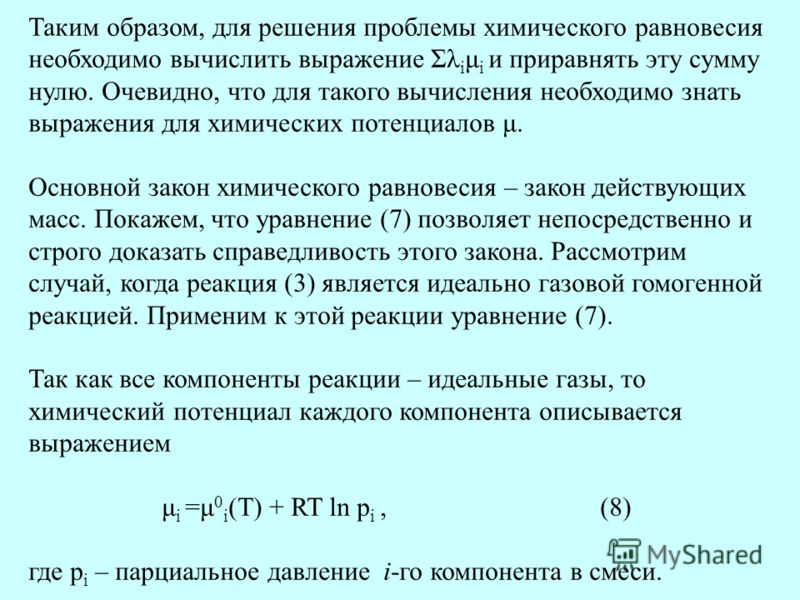 н. песчаные
стержни).
н. песчаные
стержни).
Башня Т-72А с песчаными стержнями,
Также применялась на экспортных вариантах танка Т-72М1
фото http://www.tank-net.com
В 1976-м году на УВЗ были попытки производства башен применявшихся на Т-64А с облицованными корундовыми шарами, но освоить подобную технологию там не удалось. Это требовало новых производственных мощностей и освоения новых технологий, которые не были созданы. Причиной этому было желание снизить стоимость Т-72А, которые также массово поставлялись в зарубежные страны. Таким образом, стойкость башни от БПС танка Т-64А превосходила стойкость Т-72 на 10%, а противокумулятивная стойкость была выше на 15…20%.
Лобовая деталь Т-72А с перераспределением толщин
и увеличенным защищающим тыльным слоем.
При увеличении толщины тыльного листа трехслойная преграда увеличивается стойкость.
Это является следствием того, что по тыльной броне действует деформированный снаряд, частично разрушившийся в первом стальном слое
и потерявший не только скорость, но и первоначальную
форму головной части.
Вес трехслойной брони, необходимый для достижения уровня стойкости эквива-лентной по весу стальной брони, снижается при уменьшении толщины
лицевой броне-вой плиты до 100- 130 мм (по направлению обстрела) и соответствующем увеличе-нии толщины тыльной брони.
Средний стеклотекстолитовый слой слабо влияет на противоснарядную стойкость трехслойной преграды (И.И. Терехин, НИИ СТали) .
Лобовая деталь ПТ-91М (аналогичная Т-72А)
Т-80Б
Усиление защиты Т-80Б осуществлялось за счет применения катаной брони повышенной твердости типа БТК-1 для деталей корпуса. Лобовая деталь корпуса имела оптимальное соотношение толщин трехпреградной брони аналогичное предложенному для Т-72А.
В
1969 г.
коллективом авторов трех предприятий была предложена новая противоснарядная
броня марки БТК-1 повышенной твердости (dотп = 3,05-
3,25 мм), со-держащая в
своем составе 4,5% никеля и добавки меди, молибдена и ванадия. В 70-е годы был
проведен комплекс исследо-вательских и производственных работ по стали БТК-1,
который дал возможность приступить к внедрению ее в производство танков.
Результаты испытании штампованых бортов толщиной 80 мм из стали БТК-1 показали, что они равноценны по стойкости серийным бортам толщиной 85 мм. Данный тип стальной брони применялся при изготовлении корпусов танков Т-80Б и Т-64А(Б). Также БТК-1 применяется в конструкции пакета наполнителя в башне танков Т-80У (УД), Т-72Б. Броня БТК-1 имеет повышенную противоснарядную стой-кость против подкалиберных снарядов под углами обстрела 68-70 (на 5-10% больше по сравнению с серийной броней). С увеличением толщины разни-ца между стойкостью брони БТК-1 и серийной броней средней твердости, как прави-ло, увеличивается.
При разработке танка были попытки создать литую башню из стали повышенной твердости, которые не увенчались успехом. В результате была выбрана конструкция башни из литой брони средней твердости с песчаным стержнем по типу башни танка Т-72А причем толщины брони башни Т-80Б были увеличены, такие башни были приняты для серийного производства с 1977-го года.
Дальнейшее усиление бронирования танка Т-80Б достигнуто в Т-80БВ,
принятом на вооружение в
1985
г. Броневая защита лобовой части корпуса и башни этого
танка принципиально такая же, как на танке Т-80Б, но состоит из усиленной
комбинированной брони, и из навесной динамической защиты «Контакт-1». В ходе
перехода на серийное производство танка Т-80У на некоторых танках Т-80БВ
последних серий (объект 219РБ) устанавливались башни по типу Т-80У, но со
старым СУО и комплексом управляемого вооружения «Кобра».
Броневая защита лобовой части корпуса и башни этого
танка принципиально такая же, как на танке Т-80Б, но состоит из усиленной
комбинированной брони, и из навесной динамической защиты «Контакт-1». В ходе
перехода на серийное производство танка Т-80У на некоторых танках Т-80БВ
последних серий (объект 219РБ) устанавливались башни по типу Т-80У, но со
старым СУО и комплексом управляемого вооружения «Кобра».
Танки Т-64,
Т-64А, Т-72А и Т-80Б можно условно
по критериям технологии производства и уровню стойкости отнести к первому
поколению реализации комбинированного бронирования на отечественных танков.
Этот период имеет рамки в пределах середины 60-х — начала 80-х годов.
Бронирование танков указанных выше в целом обеспечивало высокую стойкость от
наиболее распространенных противотанковых средств (ПТС) указанного периода. В
частности стойкость от бронебойных снарядов типа (БПС) и оперенных бронебойных
подкалиберных снарядов с составным сердечником типа (ОБПС). Примером могут
служить снаряды типа БПС L28A1, L52A1, L15A4 и ОБПС типа M735 и БМ22. Причем
отработка защиты отечественных танков велась именно с учетом обеспечения
стойкости от ОБПС с составной активной частью БМ22.
Причем
отработка защиты отечественных танков велась именно с учетом обеспечения
стойкости от ОБПС с составной активной частью БМ22.
Но коррективы в данную ситуацию внесли данные, полученные в результате обстрела указанных танков полученными в качестве трофеев в ходе арабо-израильской войны 1982 года ОБПС типа М111 с моноблочным твердосплавным сердечником на основе вольфрама и высокоэффективным демпфирующим баллистическим наконечником.
Одним из выводов специальной комиссии по определению противоснарядной стойкости отечественных танков было то, что М111 имеет преимущества перед отечественными 125 мм снарядом БМ22 по дальности пробития под углом 68 ° комбинированной брони ВЛД серийных отечественных танков. Это дает основание полагать, что снаряд М111 отрабатывался преимущественно для поражения ВЛД танка Т72 с учетом особенностей ее конструкции, в то время как снаряд БМ22 отрабатывался по монолитной броне под углом 60 градусов.
В ответ на это по завершении ОКР «Отражение» на танки
вышеуказанных типов в ходе капитального ремонта на ремзаводах МО СССР на танках
с 1984 года осуществлялось дополнительное усиление верхней лобовой детали. В
частности на Т-72А устанавливалась дополнительная плита толщиной
16 мм, что обеспечивало эквивалентную
стойкость
405 мм
от ОБПС М111 при скорости предела кондиционного поражения 1428 м/с.
В
частности на Т-72А устанавливалась дополнительная плита толщиной
16 мм, что обеспечивало эквивалентную
стойкость
405 мм
от ОБПС М111 при скорости предела кондиционного поражения 1428 м/с.
Не в меньшей степени оказали влияние боевые действия в 1982 году на Ближнем Востоке и на противокомулятивную защиту танков. С июня 1982 г. По январь 1983 г. В ходе выполнения ОКР «Контакт-1» под руководством Д.А. Рототаева (НИИ Стали) проводилась работа по установке динамической защиты (ДЗ) на отечественные танки. Стимулом для этого послужила продемонстрированная в ходе боевых действий эффективность израильской ДЗ типа «Блайзер». Стоит напомнить, что ДЗ разрабатывалась в СССР уже в 50-х годах, но по ряду причин на танки не устанавливалась. Подобнее эти вопросы рассмотрены в статье ДИНАМИЧЕСКАЯ ЗАЩИТА. ИЗРАИЛЬСКИЙ ЩИТ КОВАЛСЯ В… СССР? .
Таким образом, с 1984-го года
для совершенствования защиты танков
Т-64А, Т-72А и Т-80Б были приняты меры в рамках ОКР «Отражение» и
«Контакт-1», которые обеспечили их защищенность от наиболее распространенных
ПТС зарубежных стран. В ходе серийного производства танки Т-80БВ, Т-64БВ уже
учитывали эти решения и дополнительными приварными плитами не оснащались.
В ходе серийного производства танки Т-80БВ, Т-64БВ уже
учитывали эти решения и дополнительными приварными плитами не оснащались.
Уровень трехпреградной (сталь + стеклотекстолит + сталь) броневой защиты танков Т-64А, Т-72А и Т-80Б обеспечивался подбором оптимальных толщин и твердости материалов лицевой и тыльной стальных преград. К примеру, повышение твердости стального лицевого слоя ведет к снижению противокумулятив-ной стойкости комбинированных преград, установленных под большими конструктивны-ми углами (68°). Это происходит вследствие снижения расхода кумулятивной струи на внедрение в лицевой слой и, следовательно, увеличения ее доли, участвующей в углублении кавер-ны.
Но указанные меры были лишь решениями по
модернизации, в танках, производство которых началось с 1985-го года, таких как
Т-80У, Т-72Б и Т-80УД были применены новые решения, которые условно могут их
отнести ко второму поколению реализации комбинированного бронирования. В
конструкции ВЛД стала применяться конструкция с дополнительным внутренним слоем
(или слоями) между неметаллическим наполнителем. Причем внутренний слой
изготавливался из стали повышенной твердости.
Увеличение твердости внутреннего
слоя стальных комбинирован-ных преград, расположенных под большими углами,
ведет к повышению противокумулятивной стойкости преград. Для малых углов
твердость среднего слоя существенного влияния не имеет.
Причем внутренний слой
изготавливался из стали повышенной твердости.
Увеличение твердости внутреннего
слоя стальных комбинирован-ных преград, расположенных под большими углами,
ведет к повышению противокумулятивной стойкости преград. Для малых углов
твердость среднего слоя существенного влияния не имеет.
(сталь+СТБ+сталь+СТБ+сталь).
На танках Т-64БВ нового выпуска дополнительное бронирование ВЛД корпуса не устанавливалось, так как новая конструкция уже была
адаптирована для защиты от БПС нового поколения — три слоя стальной брони, между которыми размещены два слоя стеклопластика, общей толщиной 205 мм (60+35+30+35+45).
При меньшей общей толщине, ВЛД новой конструкции по стойкости (без учета ДЗ) против БПС превосходила ВЛД старой конструкции с дополнительным 30-мм листом.
Схожая структура ВЛД применялась и на Т-80БВ.
Существовало два направления в создании новых комбинированных преград.
Первое разработанное в
Сибирском филиале академии наук СССР (институт гидродинамики им. Лаврентьева, В. В. Рубцов, И. И.
Терехин
). Это направление представляло собой коробчатую (плиты
коробчатого типа, залитые пенаполиуретаном) или ячеистую структуру. Ячеистая
преграда обладает повышенными противокумулятивными свойствами. Ее прин-цип
противодействия заключается в том, что за счет явлений, происходящих на границе
раздела двух сред, часть кинетической энергии кумулятив-ной струи,
первоначально перешедшей в головную ударную волну, трансформируется в
кинетическую энергию среды, которая повторно взаимодействует с кумулятивной
струей.
Лаврентьева, В. В. Рубцов, И. И.
Терехин
). Это направление представляло собой коробчатую (плиты
коробчатого типа, залитые пенаполиуретаном) или ячеистую структуру. Ячеистая
преграда обладает повышенными противокумулятивными свойствами. Ее прин-цип
противодействия заключается в том, что за счет явлений, происходящих на границе
раздела двух сред, часть кинетической энергии кумулятив-ной струи,
первоначально перешедшей в головную ударную волну, трансформируется в
кинетическую энергию среды, которая повторно взаимодействует с кумулятивной
струей.
Второе
предложенное НИИ Стали (Л. Н. Аникина, М. И. Маресев, И.И. Терехин). При пробитии
кумулятивной струей комбинированной преграды (стальная плита — наполнитель —
тонкая стальная пластина) происходит куполообразное выпучивание тонкой
пластины, вершина выпуклости движется в направлении, нормальном к тыльной
поверх-ности стальной плиты. Указанное движение продолжается после пробития
тонкой пла-стины в течение всего времени прохождения струи за составную
преграду. При оптимально выбранных геометрических параметрах указанных
составных преград после их пробивания головной частью кумулятивной струи
происходят дополнительные соударения ее частиц с кромкой пробоины в тонкой
пластине, приводящие к снижению пробивной способности струи. В качестве
наполнителей исследовалась резина, полиуретан, керамика.
При оптимально выбранных геометрических параметрах указанных
составных преград после их пробивания головной частью кумулятивной струи
происходят дополнительные соударения ее частиц с кромкой пробоины в тонкой
пластине, приводящие к снижению пробивной способности струи. В качестве
наполнителей исследовалась резина, полиуретан, керамика.
Данный тип брони аналогичен по своим принципам Британской броне « Burlington », которая применялась на западных танках начала 80-х годов.
Дальнейшее развитие конструкции и технологии изготовления литых башен заключалось в том, что комбинированная броня лобовых и бортовых частей башни образовывалась за счет открытой сверху полости, в которую монтировался сложный наполнитель, закрываемый сверху приварными крышками (заглушками). Башни такой конструкции применяются на более поздних модификациях танков Т-72 и Т-80 (Т-72Б, Т-80У и Т-80УД).
На Т-72Б применялись башни с наполнителем в виде
плоскопараллельных пластин (отражающих листов) и вставок из стали повышенной
твердости.
На Т-80У с наполнителем из ячеистых литых блоков (ячеистая отливка), заливаемых полимером (полиэфируретан), и стальных вставок.
Т-72Б
Бронирование башни танка Т-72 относится к «полуактивному» типу. В передней части башни расположены две полости, расположенные под углом 54-55 градусов к продольной оси орудия. В каждой полости пакет из 20 30-мм блоков, каждый из которых состоит из 3 слоев, склеенных вместе. Слои блока: 21-мм броневая плита, 6-мм слой резины, 3-мм металлическая плита. К броневой плите каждого блока приварены 3 тонкие металлические пластинки, обеспечивающие расстояние между блоками 22 мм. Обе полости имеют 45-мм броневую плиту, расположенную между пакетом и внутренней стенкой полости. Общий вес содержимого двух полостей 781 кг.
Внешний вид пакета бронирования танка Т-72 с отражающими листами
И вставками стальной брони БТК-1
Фото пакета J. Warford. Journal of military ordnance. May 2002,
Принцип действия пакетов с отражающими листами
Бронирование ВЛД корпуса
Т-72Б первых модификаций состояло из составной брони из стали средней и
повышенной твердости прирост стойкости и эквивалентное ему снижение
бронебойного действия боепри-паса обеспечивается за счет расхода струи на
разделе сред. Стальная наборная преграда
является одним из простейших конструктивных решений противоснарядного защитного
устройства. Такая комбинированная броня из нескольких сталь-ных плит,
обеспечивала 20%-ный выи-грыш в массе по сравнению с гомогенной броней может
при тех же габаритных размерах.
Стальная наборная преграда
является одним из простейших конструктивных решений противоснарядного защитного
устройства. Такая комбинированная броня из нескольких сталь-ных плит,
обеспечивала 20%-ный выи-грыш в массе по сравнению с гомогенной броней может
при тех же габаритных размерах.
В дальнейшем применялся более сложный вариант бронирования с использованием «отражающих листов» по принципу функционирования аналогичных пакету, применяемому в башне танка.
На башне и корпусе Т-72Б
устанавливался ДЗ «Контакт-1». Причем контейнеры установлены непосредственно на
башню без предания им угла обеспечивающего максимально эффективную работу ДЗ.
В результате этого эффективность ДЗ установленной на
башне была значительно снижена. Возможным объяснением
служит то, что при проведении государственных испытаний Т-72АВ в 1983-ем году
испытываемый танк был поражен
по
причине наличия участков, не перекрытых контейнерами ДЗ и конструкторы пытались
добиться лучшего перекрытия башни.
Начиная с 1988 года ВЛД и башня была усилена комплексом ДЗ «Контакт- V » обеспечивающего защиту не только от кумулятивных ПТС а и от ОБПС.
Структура брони с отражающими листами представляет собой преграду, состоящую из 3-х слоев: плиты, прокладки и тонкой пластины.
Проникание кумулятивной струи в броню с «отражающими» листами
Рентгеновский снимок демонстрирует боковые смещения частиц струи
И характер деформирования пластины
Струя, проникая в плиту,
создает напряжения, приводящие сначала к местному вспучиванию тыльной
поверхности (а), а затем к ее разрушению (б). При этом происходит значительное
вспучивание прокладки и тонкого листа. Когда струя пробивает прокладку и тонкую
пластину, последняя уже начала движение в сторону от тыльной поверхности плиты
(в). Поскольку между направлением движения струи и тонкой пластины имеется
некоторый угол, то в какой-то момент времени пластина начинает набегать на
струю, разрушая ее. Эффект от использования «отражающих» листов может достигать
40% в сравнении с монолитной броней той же массы.
Эффект от использования «отражающих» листов может достигать
40% в сравнении с монолитной броней той же массы.
Т-80У, Т-80УД
При совершенствовании броневой защиты танков 219М (А) и 476, 478 рассматривались различные варианты преград особенностью которых было использование энергии самой кумулятивной струи для ее разрушения. Это были наполнители коробчатого и ячеистого типа.
В принятом варианте состоит из ячеистых литых блоков, заливаемых полимером, со стальными вставками. Бронирование корпуса обеспечивается оптимальным соотношением толщин стеклотекстолитового наполнителя и стальных платин высокой твердости.
Башня Т-80У (Т-80УД) имеет
толщину наружной стенки 85…60 мм, тыльной — до
190 мм. В открытые сверху полости,
в монтировался сложный наполнитель, который состоял из ячеистых литых блоков,
заливаемых полимером (ПУМ) установленного в два ряда и разделенных стальной
плитой
20 мм.
За пакетом установлена плита БТК-1 толщиной
80 мм.
На
наружной поверхности лба башни в пределах курсового угла + 35 установлены
цельные
V
-образные блоки
динамической защиты «Контакт-5». На
ранних вариантах Т-80УД и Т-80У устанавливался НКДЗ «Контакт-1».
На
ранних вариантах Т-80УД и Т-80У устанавливался НКДЗ «Контакт-1».
Подробнее про историю создания танка Т-80У смотрите в фильме — Видео про танк Т-80У (объект 219А)
Бронирование ВЛД многопреградное. С начала 80-х годов было испытано несколько вариантов конструкции.
Принцип действия пакетов с «ячеистым наполнителем»
Этот тип брони реализует способ так называемых «полуактивных» систем защиты, в которых для защиты используется энергия самого средства поражения.
Способ предложен институтом гидродинамики Сибирского отделения АН СССР и заключается в следующем.
Схема действия яче-истой противокумулятивной защиты:
1 — кумулятивная струя; 2- жидкость; 3 — металли-ческая стенка; 4 — ударная волна сжатия;
5 — вторичная волна сжатия; 6 — схлопывание каверны
Схема одинарных ячеек: а -цилиндрическая, б — сферическая
Стальная броня с полеуретановомы (полеэфируретановым) наполнителем
Результаты исследований
образцов ячеистых преград в различном кон-структивном и технологическом
исполнении были подтверждены натурными испытаниями при обстреле кумулятивными
снарядами. Результаты показали, что применение ячеистого слоя вместо
стеклопластика позволяет уменьшить габаритные размеры преграды на 15%, а массу
— на 30%. По сравнению с монолитной сталью может быть достигнуто уменьшение
массы слоя до 60% при сохранении близкого к ней габарита.
Результаты показали, что применение ячеистого слоя вместо
стеклопластика позволяет уменьшить габаритные размеры преграды на 15%, а массу
— на 30%. По сравнению с монолитной сталью может быть достигнуто уменьшение
массы слоя до 60% при сохранении близкого к ней габарита.
Принцип действия брони «откольного» типа.
В тыльной части ячеистых блоков также находятся
заполненные полимерным материалом полости. Принцип действия этого типа брони
примерно таков же, как и ячеистой брони. Здесь также для защиты используется
энергия кумулятивной струи. Когда кумулятивная струя, двигаясь, выходит на
свободную тыльную поверхность преграды, элементы преграды у свободной тыльной
поверхности под действием ударной волны начинают двигаться в направлении
движения струи. Если же создать условия, при которых материал преграды будет
двигаться на струю, то энергия летящих от свободной поверхности элементов
преграды будет расходоваться на разрушение самой струи. А такие условия можно
создать изготовлением на тыльной поверхности преграды полусферических или
параболических полостей.
Некоторые варианты верхней лобовой детали танка Т-64А, Т-80, вариант Т-80УД (Т-80У), Т-84 и разработка новой модульной ВЛД Т-80У (КБТМ)
Наполнитель башни Т-64А с керамическими шарами и варианты пакета Т-80УД —
ячеистая отливка (наполнитель из ячеистых литых блоков, заливаемых полимером)
и металлокерамический пакет
Дальнейшие
совершенствование конструкции было
связанны с переходом на башни со сварной основой. Разработки, направленные на
увеличение динамических прочностных характеристик литых броневых сталей с целью
повышения противоснарядной стойкости, дали существенно меньший эффект, чем аналогичные
разработки по катаной броне. В частности в 80-е годы были разработаны и готовы
к серийному производству новые стали повышенной твердости: СК-2Ш, СК-3Ш. Таким
образом, применение башен с основой из проката позволило без увеличения массы
повысить защитный эквивалент по основе башни. Такие разработки предприняли НИИ
Стали совместно с конструкторскими бюро, башня с основой из проката для танка
Т-72Б обладала несколько увеличенным (на
180 л. )
внутренним объемом
,
рост массы составил до
400 кг по сравнению с
серийной литой башней танка Т-72Б.
)
внутренним объемом
,
рост массы составил до
400 кг по сравнению с
серийной литой башней танка Т-72Б.
Вар и ант башни усовершенствованного Т-72, Т-80УД со сварной основой
и металлокерамическим пакетом, серийно не применялась
Пакет наполнителя башни выполнялся с применением керамических материалов и стали повышенной твердости или из пакета на основе стальных пластин с «отражающими» листами. Прорабатывались варианты башен с съемным модульным бронированием для лобовых и бортовых частей.
Т-90С/А
Применительно к башням танков одним из существенных
резервов усиления их противоснарядной защиты или снижения массы стальной основы
башни при сохранении существующего уровня противоснарядной защиты является
повышение стойкости применяемой для башен стальной брони. Основа башни Т-90С/А
изготовлена из стальной брони средней
твердости , которая существенно (на 10-15%) превосходит по противоснарядной
стойкости литую броню средней твердости.
Таким образом, при одинаковой массе башня, выполненная из катаной брони, может иметь более высокую противоснарядную стойкость, чем башня из литой брони и, кроме того, в случае применения для башни катаной брони возможно дальнейшее повышение ее противоснарядной стойкости.
Дополнительным преимуществом башни из проката
является возможность обеспечения более высокой точности ее изготовления, так
как при изготовлении литой броневой основы башни, как правило, не
обеспечивается необходимое качество литья и точность отливки по геометрическим
размерам и массе, что вызывает необходимость проведения трудоемких и немеханизированных
работ по устранению дефектов литья, подгонки размеров и массы отливки, включая
подгонку полостей под наполнители. Реализация преимуществ конструкции башни из
проката в сравнении с литой башней возможна только тогда, когда ее противоснарядная
стойкость и живучесть в местах расположения соединений деталей из катаной брони
отвечает общим требованиям по противоснарядной стойкости и живучести башни в
целом. Сварные соединения башни Т-90С/А выполнены с перекрытием полностью или
частично стыков деталей и сварных швов со стороны снарядного обстрела.
Сварные соединения башни Т-90С/А выполнены с перекрытием полностью или
частично стыков деталей и сварных швов со стороны снарядного обстрела.
Толщина брони бортовых стенок — 70 мм, лобовые броневые стенки имеют толщину 65- 150 мм крыша башни выполнена сварной из отдельных деталей, что снижает жесткость конструкции при фугасном воздействии. На наружной поверхности лба башни установлены V -образные блоки динамической защиты.
Варианты башен с сварной основой Т-90А и Т-80УД (с модульной броней)
Другие материалы по броне:
Использованы материалы:
Отечественные бронированные машины. XX век: Научное издание: / Солянкин А.Г, Желтов И.Г., Кудряшов К.Н. /
Том 3. Отечественные бронированные машины. 1946-1965 гг.- М.: ООО «Издательство “Цейхгауз”», 2010.
М.В. Павлова и И.В. Павлова «Отечественные бронированные машины 1945-1965» — ТиВ №3 2009
Теория и конструкция танка.
— Т. 10. Кн. 2. Комплексная защита / Под ред. д.т.н., проф. П
.
П
.
Исакова
. —
М
.:
Машиностроение
, 1990.
д.т.н., проф. П
.
П
.
Исакова
. —
М
.:
Машиностроение
, 1990.
J. Warford. The first look at Soviet special armor. Journal of military ordnance. May 2002.
Для любой военной техники существуют три основные характеристики — подвижность, огневая мощь и защита. Сегодня мы поговорим о защите, о том, как современные основные боевые танки могут уверенно и успешно противостоять угрозам, которые встречают на поле боя. Начнем с самого главного и важного — с брони.
Когда снаряд почти победил броню
Вплоть до 60-х годов прошлого столетия основным материалом для брони являлась сталь средней и высокой твердости. Нужно улучшить защиту танка? Увеличиваем толщину стальных листов, располагаем их под рациональными углами наклона, делаем верхние слои брони тверже или создаем такую компоновку танка, чтобы иметь возможность сделать во лбу боевой машины максимально толстую броню.
Однако к середине 50-х годов прошлого столетия появились новые типы бронебойных кумулятивных снарядов, характеризующиеся чрезвычайно высокими показателями пробития. Настолько высокими, что эти снаряды не держала броня ни средних, ни тяжелых танков того времени. А ведь на подходе были еще противотанковые управляемые ракеты (или, сокращенно, ПТУР), чье пробитие достигало значений в 300-400 миллиметров стали. Да и обычные бронебойные или подкалиберные снаряды не отставали — их показатели пробития стремительно возрастали.
Настолько высокими, что эти снаряды не держала броня ни средних, ни тяжелых танков того времени. А ведь на подходе были еще противотанковые управляемые ракеты (или, сокращенно, ПТУР), чье пробитие достигало значений в 300-400 миллиметров стали. Да и обычные бронебойные или подкалиберные снаряды не отставали — их показатели пробития стремительно возрастали.
При всех своих преимуществах Т-54 и Т-55 к концу 50-х- началу 60-х годов не обладали достаточным уровнем защищенности.
На первый взгляд решение проблемы казалось простым — снова увеличивать толщину брони. Но, наращивая миллиметры стали, боевая техника получает и тонны лишней массы. А это напрямую влияет на подвижность танка, его надежность, простоту обслуживания и стоимость изготовления. Потому к вопросу увеличения защиты танка потребовалось подойти с другой стороны.
Противоснарядный бутерброд
Рассуждая в таком ключе, конструкторы пришли к закономерному выводу — нужно найти некий материал или комбинацию материалов, которые обеспечили бы надежную защиту от кумулятивной струи при относительно малой массе.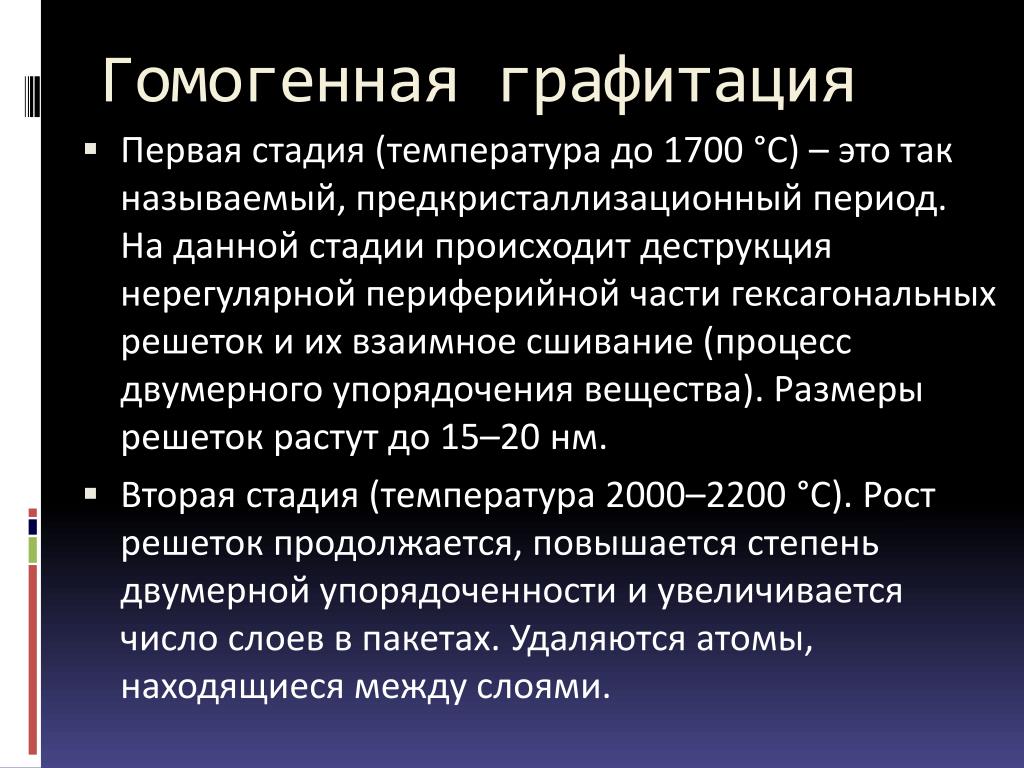
Дальше всего разработки в этом направлении продвинулись в Советском Союзе, где в конце 50-х начали экспериментировать со стеклопластиком и с легкими сплавами на основе титана или алюминия. Использование этих материалов в сочетании со сталью средней твердости давало неплохой выигрыш в массе брони. Результаты всех этих изысканий воплотились в первом основном боевом танке с комбинированной броней — Т-64.
Его верхняя лобовая деталь представляла собой «бутерброд» из 80-мм листа стали, двух листов стеклотекстолита общей толщиной 105 мм и еще одного 20-мм листа стали снизу. Лобовая броня танка была расположена под углом наклона в 68°, что в итоге давало ещё более солидную толщину брони. Башня Т-64 для своего времени также была защищена на отлично — будучи отлитой из стали, она имела во лбу пустоты справа и слева от орудия, которые заполнялись алюминиевым сплавом.
Керамика против вольфрама
Через некоторое время конструкторы открыли для себя преимущества керамики. Обладая в 2-3 раза меньшей плотностью, чем сталь, керамика превосходно противостоит проникновению как кумулятивной струи, так и сердечника оперенного подкалиберного снаряда.
Обладая в 2-3 раза меньшей плотностью, чем сталь, керамика превосходно противостоит проникновению как кумулятивной струи, так и сердечника оперенного подкалиберного снаряда.
В Советском Союзе комбинированная броня с использованием керамики появилась в начале 70-х годов прошлого столетия на основном боевом танке Т-64А, где в башне вместо алюминиевого сплава в качестве наполнителя использовались шары из корунда, залитые сталью.
Схема бронирования башни Т-64А. Круглые элементы — это те самые шары из корунда, которыми заполнялись ниши во лбу башни слева и справа от орудия.
Но не только Советский Союз использованил керамику. В 60-х годах в Англии была создана комбинированная броня «Чобхэм», представляющая собой пакет из множества слоев стали, керамики, полимеров и связующих материалов. При своей высокой стоимости «Чобхэм» показывал превосходную стойкость против кумулятивных снарядов и удовлетворительную стойкость против оперенных подкалиберных снарядов с вольфрамовыми сердечниками. В дальнейшем броня «Чобхэм» и ее модификации были внедрены на новейшие западные основные боевые танки: американский М1 «Абрамс», немецкий «Леопард-2» и британский «Челленджер».
В дальнейшем броня «Чобхэм» и ее модификации были внедрены на новейшие западные основные боевые танки: американский М1 «Абрамс», немецкий «Леопард-2» и британский «Челленджер».
Отдельного упоминания стоит так называемая «урановая броня» — дальнейшее развитие брони «Чобхэм», которую усилили плитами из обедненного урана. Этот материал характеризуется очень высокой плотностью и твердостью, выше, чем у стали. Также обедненный уран наравне со сплавами вольфрама используется для изготовления сердечников современных бронебойных оперенных подкалиберных снарядов. При этом его стойкость против кумулятивных и кинетических бронебойных снарядов на единицу массы выше, чем у катаной гомогенной стали. Этим и обусловлено использование плит из обедненного урана в лобовой броне башни танков М1 «Абрамс» в модификации М1А1НА (где HA — Heavy Armor).
Полуактивная броня
Еще одно интересное направление развития комбинированной брони — использование пакетов стальных пластин и инертного наполнителя. Как они устроены? Представьте пакет, состоящий из достаточно толстой стальной пластины, слоя инертного наполнителя и еще одной стальной пластины, но потоньше. И таких пакетов 20 штук, причем они размещены на некотором расстоянии друг от друга. Именно так выглядит наполнитель для башни танка Т-72Б, называемый пакетом «отражающих листов».
Как они устроены? Представьте пакет, состоящий из достаточно толстой стальной пластины, слоя инертного наполнителя и еще одной стальной пластины, но потоньше. И таких пакетов 20 штук, причем они размещены на некотором расстоянии друг от друга. Именно так выглядит наполнитель для башни танка Т-72Б, называемый пакетом «отражающих листов».
Как такая броня работает? Когда кумулятивная струя пробивает основную стальную пластину, в инертном наполнителе возникает высокое давление, он вспучивается и раздвигает стальные пластины спереди и сзади от него в стороны. Края отверстий, пробитых кумулятивной струей в стальных пластинах, загибаются, деформируют струю и мешают дальнейшему ее прохождению вперед.
Ниша для комбинированной брони башни Т-72Б, в которой располагаются те самые пакеты «отражающих листов».
Еще один вид полуактивной комбинированной брони — броня с ячеистым наполнителем. Она состоит из блоков ячеек, заполненных жидким или квазижидким веществом. Кумулятивная струя, пробивая такую ячейку, создает ударную волну. Волна, сталкиваясь со стенками ячейки, отражается в обратную сторону, заставляя жидкость или квазижидкое вещество противодействовать кумулятивной струе, вызывая ее торможение и разрушение. Подобный тип брони используется на основном боевом танке Т-80У.
Волна, сталкиваясь со стенками ячейки, отражается в обратную сторону, заставляя жидкость или квазижидкое вещество противодействовать кумулятивной струе, вызывая ее торможение и разрушение. Подобный тип брони используется на основном боевом танке Т-80У.
На этом, пожалуй, можно завершить рассмотрение основных типов комбинированной брони современной бронетехники. Теперь пора рассказать о «второй шкуре» основных боевых танков — о динамической защите.
Защищаем танк с помощью взрывчатки
Первые эксперименты с динамической защитой начались еще в середине ХХ века, но в силу множества причин впервые такой тип защиты (сокращенно называемый ДЗ) был применен в бою значительно позже.
Как работает динамическая защита? Представьте себе контейнер, содержащий один или несколько зарядов взрывчатого вещества и металлические метательные пластины. Пробивая этот контейнер, кумулятивная струя вызывает детонацию взрывчатки, которая заставляет метательные пластины двигаться навстречу снаряду. При этом пластины пересекают траекторию кумулятивной струи, которая вынуждена пробивать их раз за разом. К тому же, из-за метательных пластин кумулятивная струя приобретает зигзагообразную форму, деформируется и разрушается.
При этом пластины пересекают траекторию кумулятивной струи, которая вынуждена пробивать их раз за разом. К тому же, из-за метательных пластин кумулятивная струя приобретает зигзагообразную форму, деформируется и разрушается.
По вышеописанному принципу работали первые модели динамической защиты: израильский «Блейзер» и советский «Контакт-1». Однако такая ДЗ была неспособна противостоять оперенным подкалиберным снарядам — эти типы снарядов, проходя через взрывчатое вещество, не вызывали его детонацию. Потому лучшие умы в оборонных конструкторских бюро начали работу над новым типом универсальной динамической защиты, которая могла бы одинаково хорошо бороться и с кумулятивными, и с подкалиберными снарядами.
Т-64БВ, оснащенный динамической защитой «Контакт-1».
Образцом такой защиты стала советская ДЗ «Контакт-5». Ее характерной особенностью является то, что крышка контейнера динамической защиты выполнена из достаточно толстого стального листа. Пробивая его, оперенный подкалиберный снаряд создает большое количество осколков, которые, двигаясь с высокой скоростью, и вызывают детонацию взрывчатки. И дальше все происходит так же, как и на первых образцах ДЗ — взрыв и толстая метательная пластина разрушают подкалиберный снаряд и существенно снижают его пробитие.
И дальше все происходит так же, как и на первых образцах ДЗ — взрыв и толстая метательная пластина разрушают подкалиберный снаряд и существенно снижают его пробитие.
Схематическое устройство универсальной динамической защиты.
Еще один интересный пример динамической защиты — ДЗ «Нож». Она представляет собой контейнеры, вмещающие множество маленьких кумулятивных зарядов. Проходя через один из таких контейнеров, кумулятивная струя или сердечник оперенного подкалиберного снаряда вызывают детонацию зарядов, которые создают множество маленьких кумулятивных струй. Эти мелкие струи, воздействуя на атакующую кумулятивную струю или оперенный подкалиберный снаряд противника, разрушают их и разбивают на отдельные фрагменты.
Лучшая защита — это нападение
«А почему бы нам не сделать систему, которая отстреливала бы снаряды, летящие в танк, еще на подлете?» Наверно именно так примерно 60 лет назад в недрах конструкторских бюро зародилась идея о создании КАЗ — комплекса активной защиты.
Комплекс активной защиты — это набор, состоящий из средств обнаружения, системы управления и системы поражения. Когда снаряд или ПТУР подлетает к танку, он обнаруживается при помощи датчиков или радиолокационной системы и происходит отстрел специального боеприпаса, который при помощи силы взрыва, осколков или кумулятивной струи повреждает или полностью разрушает снаряд или противотанковую ракету.
Принцип действия комплекса активной защиты.
Наиболее активно разработки комплексов активной защиты вел Советский Союз. Начиная с 1958 года, было создано несколько КАЗ различного типа. Однако на вооружение один из комплексов активной защиты поступил лишь в 1983 году. Это был КАЗ «Дрозд», который устанавливался на Т-55АД. Впоследствии для более современных основных боевых танков был создан комплекс активной защиты «Арена». А относительно недавно российские конструкторы разработали КАЗ «Афганит», предназначенный для новейших танков и тяжелых БМП на платформе «Армата».
Подобные комплексы создавались и создаются за рубежом. Например, в Израиле. Так как для танков «Меркава» вопрос защиты от ПТУРов и РПГ стоит особенно остро, то именно «Меркавы» из западных ОБТ стали первыми массово оснащаться комплексами активной защиты «Трофи». Также израильтянами был создан КАЗ Iron Fist, который подходит не только для танков, но и для бронетранспортеров и прочей легкой бронетехники.
Дымовые завесы и комплексы оптико-электронного противодействия
Если комплекс активной защиты просто уничтожает подлетающие к танку управляемые противотанковые ракеты, то комплекс оптико-электронного противодействия (или сокращенно КОЭП) действует намного тоньше. Примером такого КОЭП может служить «Штора», устанавливаемая на Т-90, БМП-3 и последних модификациях Т-80. Как же она работает?
Немалая часть современных противотанковых управляемых ракет наводится по лазерному лучу. И когда такой ракетой целятся по танку — датчики КОЭП регистрируют то, что машину облучают лазером, и подают соответствующий сигнал экипажу. В случае необходимости КОЭП также может автоматически отстрелить в нужном направлении дымовую гранату, которая скроет танк в видимом и инфракрасном спектре электромагнитных волн. Также, получив сигнал об облучении лазером, экипаж танка может нажать на нужную кнопку — и КОЭП сам развернет башню танка в том направлении, откуда по нему целятся ракетой с лазерным наведением. Все, что остается сделать наводчику и командиру боевой машины, — обнаружить и уничтожить угрозу.
В случае необходимости КОЭП также может автоматически отстрелить в нужном направлении дымовую гранату, которая скроет танк в видимом и инфракрасном спектре электромагнитных волн. Также, получив сигнал об облучении лазером, экипаж танка может нажать на нужную кнопку — и КОЭП сам развернет башню танка в том направлении, откуда по нему целятся ракетой с лазерным наведением. Все, что остается сделать наводчику и командиру боевой машины, — обнаружить и уничтожить угрозу.
Но, помимо лазерного луча, множество противотанковых ракет используют для наведения трассер. То есть, в самой ракете в задней части находится источник яркого света определенной частоты. Этот свет улавливает система наведения ПТУРа и корректирует полет ракеты так, чтобы она шла точно в цель. И тут в дело вступают прожекторные установки КОЭП (в игре их можно наблюдать на Т-90). Они могут излучать свет той же частоты, что и трассер противотанковой ракеты, таким образом «обманывая» систему наведения и уводя ракету от танка подальше.
Эти «красные глаза» Т-90 и есть прожекторы КОЭП «Штора».
Экраны и решетки
И последний элемент защиты современной бронетехники, о котором мы расскажем сегодня, — это всевозможные противокумулятивные экраны, решетки и модули дополнительной брони.
Противокумулятивный экран устроен достаточно просто — это преграда из стали, резины или иного материала, установленная на определенном расстоянии от основной брони танка или ББМ. Такие экраны можно наблюдать как на танках Второй мировой войны, так и на более современных образцах бронетехники. Принцип их действия прост: попадая в экран, кумулятивный снаряд преждевременно срабатывает, а кумулятивная струя преодолевает некоторое расстояние в воздухе и достигает основной брони танка существенно ослабленной.
Несколько иначе действуют противокумулятивные решетки. Они изготовлены в виде пластин, развернутых ребром к направлению, откуда может исходить угроза для танка. При столкновении кумулятивного снаряда с элементами решетки последние деформируют корпус снаряда, воронку кумулятивной боевой части и/или взрыватель, тем самым не давая снаряду сработать, а кумулятивной струе появиться.
Противокумулятивные решетки особенно часто устанавливают на легкую бронетехнику — БТР, БМП или истребители танков.
И в завершение — несколько слов про навесную модульную броню. Сама ее идея не нова — еще 70 и более лет назад экипажи добавляли немного защиты там, где ее не хватало. Раньше для этого использовались доски, мешки с песком, листы брони с подбитых вражеских танков или даже бетон. Сегодня же применяются современные полимеры, керамика и прочие материалы, показывающие высокий уровень защиты при малой массе. Кроме того, современная модульная броня сконструирована и изготовлена так, чтобы ее монтаж и демонтаж происходил максимально быстро. Один из примеров такой защиты — навесная броня MEXAS, используемая на танках «Леопард-1» и «Леопард-2», бронетранспортерах М113 и М1126 «Страйкер» и на многих других образцах боевой техники.
На этом все.
Используйте броню правильно, не подставляйте слабые места своих танков под снаряды противника и удачи в боях!
Индустрия танковой брони.
Советские достижения предвоенного периодаИсточник: t34inform.ru
В ожидании войны
Проблемы с танковым производством в Советском Союзе 20-30-х годов, связанные прежде всего с неготовностью промышленности, отчасти объяснялись отставанием броневой отрасли. К началу 1932 года только два предприятия из запланированных четырех могли выплавлять и прокатывать броню. Это были ижорский и мариупольский заводы. По причине чрезмерно высоких требований к скорости производства (это было приметой того времени) данные заводы хронически отставали от планов. Так, на одном из старейших предприятий страны, ижорском заводе в городе Колпино, за год смогли освоить только 38% плана, а в Мариуполе на заводе имени Ильича – всего одну четверть. Во многом это было связано с производством сложной цементированной гетерогенной брони, которую в нашей стране умели делать еще с 1910 года. Подобный сорт брони требовался для противостояния остроголовым снарядам и пулям, чего обычная гомогенная средней и низкой твердости не обеспечивала. На то время цементированная броня делилась на два сорта: низкоотпущенная односторонне цементированная с достаточной твердой тыльной стороной и во втором варианте — с тыльной стороной средней твердости. В основном для производства подобных «бутербродов» требовалась хромомолибденовая и хромоникельмолибденовая сталь, требовавшая дефицитных импортных ферросплавных присадок. Основным легирующим элементом этих сталей являлся хром (1,5–2,5%), способствующий интенсивному науглероживанию и достижению высокой твердости цементированного слоя после закалки. Попытка использования для цементированной стали взамен импортного хрома отечественного марганца и кремния дали отрицательный результат. При легировании марганцем выявилось, что сталь склонна к росту зерна при температуре цементации (920–950 градусов Цельсия), особенно при длительных выдержках, необходимых для цементации на большую глубину. Исправление перегретого при цементации науглероженного слоя представляло значительные трудности и было связано с необходимостью применения многократной перекристаллизации, что вызывало значительное обезуглероживание цементированного слоя и поводки листов, а также экономически было нерентабельно. Тем не менее, до начала 30-х годов цементированная броня находила применение как в авиации, так и в танкостроении. В самолетах бронелисты толщиной до 13 мм были цементированные, как танковая броня до 30 мм. Были также разработки пулестойкой 20-мм цементированной брони, которые дальше экспериментальных разработок не пошли. Такая броня однозначно должна была быть массовой, что требовало просто гигантских ресурсов на освоение производства.
Выплавка брони для Т-34 в военное время на заводе №183. Источник: t34inform.ru
Несмотря на такие сложности с производством цементированной брони, из неё практически полностью изготавливался корпус танка Т-28. Но постепенно отечественная промышленность отказывалась от технологий цементирования бронелистов, во многом по причине крайне высокого брака. Учитывая планы производства, которые требовали правительство и профильные наркоматы, это было совсем неудивительно. Первым на новую броню перешел ижорский завод, освоив выплавку высокотвердой хромо-кремнисто-марганцовистой брони «ПИ». В Мариуполе освоили гетерогенную марганцевистую «МИ». Страна постепенно переходила на собственный опыт проектирования брони. До этого времени он основывался на иностранных технологиях (преимущественно британских). Отказ от цементирования брони заставил при неизменной бронестойкости делать листы толще. Так, вместо 10- и 13-мм цементированной брони корпус Т-26 приходилось варить из 15-мм листов ижорской стали «ПИ». В этом случае танк тяжелел на 800 килограммов. Надо отметить, что переход с дорогой цементированной стали на относительно низкозатратные технологии гомогенной брони оказались очень кстати в военное время. Если бы этого не произошло в предвоенные годы, освоение выплавки и проката дорогостоящих сортов брони было бы маловероятно с учетом эвакуации предприятий в 1941-1942 годах.
С предвоенных лет главную роль в поиске и исследованиях новых типов брони играл «Броневой институт» ЦНИИ-48, который сейчас известен как НИЦ «Курчатовский институт» — ЦНИИ КМ «Прометей». Коллектив инженеров и ученых ЦНИИ-48 определял магистральные направления отечественной индустрии брони. В последнее десятилетие перед войной серьезным вызовом стало появление за рубежом бронебойной артиллерии калибров от 20 до 50 мм. Это заставило разработчиков искать новые рецептуры варки танковой брони.
Рождение 8С
Заменить цементированную броню, устойчивую к остроголовым снарядам и пулям на легкой и средней бронетехнике, можно только высокотвердой сталью. И это с успехом освоили отечественные металлурги. Из брони высокой твердости толщиной 8 и 10 мм изготавливали корпуса бронеавтомобилей БА-10, легких танков Т-60 (толщина брони 15 мм, лобовой — 35 мм), Т-26 (толщина брони 15 мм) и, конечно, средних танков Т-34 (толщина брони 45 мм). У немцев также в приоритете была высокотвердая броня. Фактически вся броня (начиная с касок пехотинцев и заканчивая авиационными защитными конструкциями) со временем стала высокой твердости, заменив цементированную. Пожалуй, только тяжелые КВ могли себе позволить броню средней твердости, но за это пришлось расплачиваться большей толщиной листов и конечной массой танка.
Настоящим венцом творчества отечественных металлургов стала бронесталь 8С, основа противоснарядной защиты танка Т-34. Надо отметить, что производство брони 8С в предвоенные годы и период Великой Отечественной войны представляло собой два серьезно различающихся процесса. Даже для предвоенной промышленности Советского Союза производство 8С было сложными и дорогим процессом. Успешно его освоить смогли лишь в Мариуполе. Химический состав 8С: С – 0,22-0,28%, Mn – 1,0-1,5%, Si — 1,1-1,6%, Cr – 0,7-1,0%, Ni – 1,0-1,5%, Mo – 0,15-0,25%, P – менее 0,035% и S – менее 0,03%. Для выплавки требовались мартеновские печи емкостью до 180 тонн, разливающие будущую броню в относительно небольшие изложницы по 7,4 тонны каждая. Раскисление жидкого сплава (удаление лишнего кислорода) в печи производилось затратным диффузным способом с применением углерода или кремния. Готовый слиток из изложницы доставали и прокатывали с последующим медленным охлаждением. В дальнейшем будущую броню снова нагревали до 650-680 градусов и охлаждали на воздухе: это был высокий отпуск, призванный придать стали пластичность и снизить хрупкость. Только после этого можно было подвергать листы стали механической обработке, так как последующая закалка и низкий отпуск при 250 градусах делали её слишком твердой. Фактически после финальной процедуры закалки с 8С сложно было что-то сделать, кроме как сварить из нее корпус. Но и здесь были фундаментальные трудности. Значительные внутренние сварочные напряжения, возникающие вследствие низкой пластичности металла брони 8С, особенно при невысоком ее качестве, приводящие к образованию трещин, которые часто увеличивались с течением времени. Трещины вокруг швов могли образовываться даже через 100 дней после изготовления танка. Это стало настоящим бичом танкостроения Советского Союза в годы войны. А в довоенный период самым действенным способом предотвращения образования трещин при сварке брони 8С являлось применение предварительного местного подогрева зоны сварки до температуры 250-280 градусов. Для этой цели в ЦНИИ-48 были разработаны специальные индукторы.
«Завод имени Ильича. Разливка стали». Автор Н. К. Бендрик, 1937 год. Источник: pinterest.com
Источник: t34inform.ru
8С не являлась единственной маркой стали для изготовления брони Т-34. Где была возможность, ее меняли на другие, более дешевые сорта. В предвоенное время в ЦНИИ-48 разработали конструкционную броню 2П, производство которой серьезно экономило электроэнергию и упрощало прокат листов. Химический состав 2П: С – 0,23-0,29%, Mn – 1,2-1,6%, Si — 1,2-1,6%, Cr – менее 0,3%, Ni – менее 0,5%, Mo – 0,15-0,25%, P – менее 0,035% и S – менее 0,03%. Как видно, основная экономия заключалась в дефицитных никеле и хроме. В то же время для 2П оставались неизменными очень жесткие допуски по наличию фосфора и серы, что, конечно, было сложнодостижимым, особенно в военное время. Несмотря на все упрощения, конструкционная броня из стали 2П все же подвергалась термической обработке – закалке и высокому отпуску, что существенно загружало термическое оборудование, необходимое для термической обработки более ответственных броневых деталей танков, а также значительно увеличивало цикл производства. В ходе войны специалисты ЦНИИ-48 сумели разработать технологии получения аналогичных сталей, производство которых освобождало ресурсы под основную броню 8С.
Продолжение следует…
Современные бронешлемы. Защитные структуры и технологии изготовления
Индивидуальная защитная экипировка бойца на поле боя используется уже не одну тысячу лет, и её компоненты хорошо известны историкам и археологам, изучены до малейших подробностей. Испокон веку важнейшей частью боевой защиты считается бронешлем (БШ).В этой статье рассмотрены некоторые аспекты современных материалов и конструкций БШ.
Конструкция и геометрическая форма БШ менялись со временем в соответствии с постоянным совершенствованием оружия и средств поражения, от которых надо было защитить человека. Однако материал, из которого изготавливали корпус БШ – его главную конструктивную часть, практически не менялся на протяжении многих веков. Этим материалом был гомогенный тонкий листовой металл – сначала медь и бронза, потом железо и сталь.
До начала 1980-х годов во всех армиях мира использовались только стальные БШ.
Главнейшая задача БШ, сформулированная военными ведущих мировых держав, состоит в защите головы бойца от самого массового на поле боя фактора поражения – осколков естественного дробления осколочно-фугасных снарядов, мин и гранат, а также в защите черепа от ударных нагрузок.
В середине XX века, когда были проанализированы результаты Первой и Второй мировых войн и последующих локальных конфликтов (в Корее и Вьетнаме), стало очевидно, что стальной гомогенный БШ не обеспечивает защиту головы бойца от наиболее массовой части спектра осколочного потока поражения на современном поле боя. Уровень его противоосколочной стойкости (ПОС) был весьма низок и не превышал V50% = 300–350 м/с для осколка массой 1 г (50%-я вероятность непробития корпуса БШ). Надо сказать, что сделать защиту с более высокой ПОС можно только за счёт увеличения толщины корпуса БШ, что сразу приведёт к существенному увеличению носимой на голове массы. Так, например, чтобы поднять ПОС стального БШ с V50% = 300 м/с до V50% = 600 м/с, надо почти удвоить толщину корпуса с 1,6 до 2,5 мм, что при физической плотности стали рст = 7,85 г/см3 приведёт к увеличению массы корпуса БШ с 1500 до 2350 г. Это недопустимо, т. к. существуют медико-технические ограничения по величине допустимой носимой массы БШ, которые предписывают максимальный предел для общевойскового БШ в 1600 г: медики опытно-экспериментальным путём установили, что при превышении этого ограничения человек может получить тяжёлую травму шейного участка позвоночника.
Таким образом, на рубеже 1960–1970-х годов появилась задача создания низкоплотных полимерных материалов, обладающих соизмеримым с высокопрочной сталью пределом прочности, которые смогли бы заменить стальной листовой прокат в производстве БШ, позволив значительно повысить ПОС корпуса БШ без увеличения его массы. Кроме того, полимерные материалы благодаря их физико-механическим свойствам лучше, чем гомогенная высокоуглеродистая сталь, поглощают и рассеивают ударно-волновую энергию взаимодействия средства поражения с защитной структурой преграды.
Такой материал, названный параарамидным волокном, был впервые разработан американской фирмой Dupont и имел такой же предел прочности, как у конструкционной стали, и физическую плотность рар.= 1,43 г/см3, т. е. был более чем в 5 раз легче стали. Из параарамидного волокна сделали нить линейной плотности 110 текс (масса нити в граммах на 1000 м длины), которой была присвоена торговая марка Kevlar®29, и соткали полотно удельной массой 255 г/м2. Из этой ткани была изготовлена квазигомогенная многослойная тканево-полимерная структура, которая при эквивалентной массе с гомогенной монолитной сталью показала вдвое более высокую ПОС и существенно меньший динамический прогиб композиции при взаимодействии с имитатором стандартного осколка и пистолетной пулей калибра 9 мм.
Первый в мире тканево-полимерный шлем появился в США. Его разработала Натикская научно-исследовательская лаборатория армии США в конце 1970-х годов. В начале 1980-х он был принят на вооружение сухопутных войск. Шлем получил название PASGT (Personnel Armor System, Ground Troops – система индивидуальной бронезащиты сухопутных войск). Он был выполнен из ткани на основе волокна Kevlar®29 и связующего – фенольной или PVB-смолы, имел массу 1,4–1,9 кг (3,1–4,2 фунта) и 5 типоразмеров – XS, S, M, L, XL. Уровень ПОС шлема определялся военным стандартом MIL-STD-662E, полицейским NIJ 0106 и составлял V50% = 600 м/с по стандартному осколку STANAG 2920, что примерно соответствует уровню в V50%= 570–580 м/с по стальному шарику массой 1,03 г, которым испытываются все российские шлемы. Противоударные характеристики регламентированы стандартом MIL-h54099A.
Технология изготовления таких шлемов достаточно проста. Ткань, пропитанную полимерным связующим, проще говоря смолой, укладывают в несколько слоёв в форму. Полученную заготовку прессуют при определенной температуре, связующее полимеризуется, твердеет. От прессованной оболочки обрезают облой, устанавливают подтулейное устройство – и шлем готов. Так как ткань, пропитанную смолой, называют препрегом, то и технология изготовления шлемов получила название препреговой. Основное преимущество этой технологии – простота и малая зависимость конечного результата от точности соблюдения режимов прессования. Поэтому достаточно быстро шлемы, аналогичные PASGT, начали выпускаться во многих странах. За 30 лет произведено несколько миллионов штук шлемов типа PASGT, он принят в качестве основного в НАТО и до сих пор используется Армией США. В армиях многих стран по всему миру используется или сам этот шлем, или его аналоги. Количество фирм – производителей шлемов типа PASGT перевалило за несколько сотен. Соответственно и разброс характеристик этих шлемов как по массовым, так и по защитным характеристикам достаточно велик.
Хотя в целом шлем удовлетворял требованиям военных, работы по его совершенствованию были начаты уже в конце 1990-х годов. Работы эти были инициированы началом реализации во многих странах мира программ по оснащению бойца будущего столетия. Эти программы рассматривают бойца и его экипировку как единую систему, которая, взаимодействуя с другими системами, должна максимально эффективно выполнять боевую задачу. Средства защиты, и шлем в частности, принимаются программой как элемент, который кроме выполнения защитных функций должен комплексироваться с другими элементами системы. Практически все программы «Боец будущего» рассматривают шлем как платформу для установки приборов ночного видения, связи, навигации, дисплеев для самоконтроля и информационных функций, что неминуемо приводит к увеличению массы, нагружающей голову.
Поэтому еще в 1996 году МО США выдвинуло двухгодичную программу SEP (Soldier Enhancement Program – Программа повышения боевых возможностей солдата), в рамках которой должна была быть разработана и испытана каска с более лёгкой основой. В качестве цели была поставлена задача снизить вес шлема на 25%.
Однако реализовать эти цели зарубежным разработчикам удается с большим трудом. Основная причина кроется как раз в созданной и эксплуатируемой ими технологии. Уже давно стало ясно, что баллистическая ткань наиболее эффективно работает, когда её отдельные нити имеют возможность при упругой деформации растягиваться, достигая предела текучести, что происходит при максимальных нагрузках на материал. Ткань сама по себе уже ограничивает эластичность нитей, и от типа плетения стойкость ткани может существенно меняться. Если же ткань пропитать смачивающим клеевым составом и превратить в жёсткий композит, то баллистические характеристики такого композита будут хуже, чем у эквивалентного по массе ничем не связанного тканевого пакета.
Тем не менее, применяя новые, более эффективные, чем Kevlar®29, материалы, зарубежным разработчикам удалось на 10–15% и снизить массу шлема, и поднять его ПОС. Так, применение нового усовершенствованного арамидного волокна Kevlar® KM2 и изготовление из него нитей более низкой линейной плотности (44 и 67 текс) позволило снизить вес шлема на 8–10%. Дальнейшие исследования по снижению веса привели к разработке и принятию на вооружение армии США в 2002 году новой, также арамидной каски АСН (Advanced Combat Helmet – улучшенный боевой шлем), имеющей ещё меньший вес. Правда, снижение веса каски обеспечивалось в основном уменьшением на 8% площади защиты, но разработчикам удалось увеличить на 6% её ПОС.
Усиленно работает над проблемой снижения массы шлема и разработчик первого шлема PASGT – Натикская лаборатория. Она исследует два новых материала, которые могут решить проблему снижения веса. Один из них – известный материал Zylon. С помощью этого материала фирме удалось получить шлем массой всего 800 г (1,79 фунта). Однако этот материал оказался нестойким к воздействию солнечного света, воды и потому непригодным для использования в шлемах. Сейчас фирма исследует новый материал на основе волокна М5, разработанного фирмой Magellan Systems Int. Расчёты показывают, что при том же уровне защиты применение материала М5 позволит уменьшить массу шлема на 35%. Однако пока американский солдат воюет в шлеме массой не меньше 1,3–1,5 кг, ПОС которого не превышает 680–700 м/с по STANAG-2920.
Россия значительно позже многих зарубежных стран начала думать о замене стальной каски CLU-68 на тканево-полимерную, хотя работы по созданию такой каски начались в НИИ Стали в инициативном порядке ещё в середине 1980-х годов. Разработчики института начали осваивать принципиально другую технологию – технологию термо-пластичного прессования квазигомогенных многослойных плёночных структур, или, как её часто сейчас называют,– «плёночную» технологию. Суть её проста: слои баллистической ткани прокладываются тонкой термопластичной плёнкой. Затем пакет закладывается в пресс-форму, нагревается, прессуется и охлаждается. Плёнка расплавляется и соединяет слои ткани. После охлаждения получается жёсткая гомогенная оболочка корпуса шлема. По расчётам разработчиков, плёнка, размягчаясь, не смачивает нити ткани, оставляя им практически полную свободу предельной упругой деформации, а значит, стойкость такой композиции должна быть выше, чем у эквивалентного по массе препрега. Практика показала, что расчёт был верен. Правда, чтобы прийти к желаемому результату, институту потребовалось почти 10 лет. Именно столько шла отработка промышленной высокопроизводительной технологии получения шлемов требуемого качества. Зато у разработчиков появилось широкое поле для оптимизации композиции. Варьируя набор тканей в лицевых и тыльных слоях, меняя толщину и материал плёночного связующего, можно было подобрать наиболее оптимальный вариант для заданных условий. В 1999 году первый серийный шлем, произведённый в НИИ Стали под индексом 6Б7, поступил в российские вооружённые силы. По характеристикам он сразу же превзошёл свой зарубежный аналог: масса – не более 1,3–1,35 кг, противоосколочная стойкость – 560 м/с, что соответствует 600–610 м/с по STANAG. К 2005 году НИИ Стали разработал и сдал на вооружение еще 3 модели шлемов – 6Б26, 6Б27 и 6Б28. Все они были и до сих пор являются рекордсменами по массе и стойкости. Путём оптимизации состава пакета НИИ Стали удалось создать шлем массой не более 1,1 кг с ПОС выше 700 м/с (по STANAG – 730–740 м/с), причём не в опытном экземпляре, а в серийном производстве. Это прототип конструкции общевойскового БШ второго поколения.
В жизни за всё надо платить. Естественно, столь высокие характеристики шлема были достигнуты соответствующей ценой. Так, жёсткие требования предъявляются к качеству используемой баллистической ткани: при малейшем отклонении от паспортных характеристик ткань отправляется в брак. Технология допускает использование в пакетах только цельных кусков, тогда как в препреговой технологии можно использовать пакеты, набранные из кусков баллистической ткани. Это приводит к увеличению расхода дорогостоящей ткани и, соответственно, стоимости конечного продукта. Сам процесс прессования тоже требует большего времени, чем в препреговой технологии, поскольку контролируемый нагрев заготовки и её охлаждение происходят непосредственно в прессовой оснастке. Правда, своими последними работами разработчики НИИ Стали показали, что резервы в оптимизации этой технологии есть, и немалые. Найдены решения по сокращению цикла нагрева и охлаждения заготовки. Не следует забывать ещё ряд важных моментов. Поскольку плёночная технология не использует вредных смол, она на порядок экологически чище, что проявляется как в производстве, так и при эксплуатации шлема. Да и для организации крупносерийного производства плёночная технология прогрессивнее препреговой, поскольку позволяет автоматизировать процесс сборки тканево-полимерных пакетов для прессования, тогда как в препреговой технологии эта операция выполняется вручную.
Таким образом, и зарубежная, и отечественная конструкции тканево-полимерного БШ используют в качестве защитной структуры многослойную квазигомогенную композицию на основе высокопрочной арамидной ткани и полимерного термореактивного или термопластичного связующего, которое скрепляет слои ткани по всей толщине структуры и заставляет корпус БШ работать как сплошная высокопрочная упругая оболочка – «полимерная броня».
Очень важно отметить тот факт, что сплошная гомогенная оболочка корпуса БШ позволяет оптимально использовать физико-механические свойства материалов структуры, то есть рассеивать ударную волну, образованную импульсом проникающего высокоскоростного средства поражения, и формируемую ей волну упругой деформации композитного материала, обеспечивая допустимые значения величины динамического прогиба оболочки. А ведь именно величина динамического прогиба оболочки корпуса БШ при непробитии защитной структуры является определяющим фактором запреградного контузионного воздействия на голову человека. Поэтому максимально допустимая величина динамического прогиба оболочки всегда определяется в ходе государственных испытаний образцов БШ с помощью рентгеноимпульсной установки в реальном масштабе времени.
Кроме технологии плёночного термопласта, используемой для создания гомогенных сплошных оболочек корпусов БШ, в России была разработана «смешанная» технология, сочетающая элементы препреговой технологии и «сухие» слоистые тканевые арамидные пакеты. При этом наружные тканевые слои защитной структуры пропитываются полимерным термореактивным связующим, а внутренние слои остаются сухими. Разработчики этой структуры (ЗАО ЦВМ «Армоком») назвали её дискретно-тканевой структурой (ДТС).
Начиная с 2000 года российские ВС заказывают тканево-полимерные БШ, изготавливаемые и по плёночной технологии, и по технологии ДТС – примерно в равных количествах. Только в 2010–2011 гг. их было произведено и поставлено в армию около 70 000 штук. Причём боевые защитные и эксплуатационные характеристики гомогенного и дискретно-тканевого БШ абсолютно одинаковы, цена обоих образцов единая. В чём же различие?
А различие БШ как раз и кроется в составе структуры полимерной защитной композиции, получаемой в результате альтернативных технологических процессов прессования оболочек корпуса. В случае использования плёночного термопласта, как уже было отмечено, получается гомогенная сплошная структура оболочки, и процесс взаимодействия средства поражения с такой преградой в общем случае соответствует классической теории прочности и упругости материалов. Корпус БШ, полученный по технологии ДТС, имеет выраженную гетерогенную структуру, в состав которой входят две внешние относительно твёрдые и тонкие оболочки, придающие жёсткость всей конструкции, и сухой слоистый пакет арамидной ткани, расположенный между оболочками. Такая структура называется разнесённой, т. к. более высокоплотные слои находятся на расстоянии друг от друга, а между ними располагается низкоплотный материал. Разнесённая схема защитной структуры имеет свои преимущества, например более эффективное поглощение и рассеивание ударной волны за счёт наличия границ раздела между разноплотными слоями материалов композиции. Но это преимущество достигается большей толщиной комбинированного корпуса БШ с ДТС – до 15 мм, в то время как толщина гомогенного плёночного корпуса в самой массивной подтулейной зоне не превышает 8 мм.
Кроме этого преимущества, больше никаких защитных выгод технология ДТС не даёт, не говоря уже об относительно низкой производительности изготовления таких конструкций, прежде всего за счёт большой доли ручного труда, применяемого при сборке тканевого пакета. Вместе с тем ДТС имеет один существенный недостаток – слишком малую толщину жёстко-упругой внутренней оболочки корпуса БШ, задача которой состоит в том, чтобы за счёт поглощения энергии упругой деформации сухого тканевого пакета сократить величину динамического прогиба полимерной композиции. Но поскольку сухой тканевый пакет не связан с тонким упругим подпором из препрега, то и вся энергия упругой деформации пакета приходится на локальную зону поражения тонкой препреговой оболочки, а не распределяется равномерно послойно по всей толщине структуры, как у гомогенного тканево-полимерного корпуса. В этом случае, если в эквивалентных условиях сравнивать значения динамического прогиба двух технологически разных БШ – гомогенного и ДТС, то оказывается, что для ДТС величина динамического прогиба больше, чем у гомогенного плёночного термопласта.
Вопрос «Какая из технологий более предпочтительна и прогрессивна?» находится в компетенции заказчика, который на этапе государственных испытаний детально определил все ТТХ обоих БШ, каждого в отдельности, и допустил в серийное производство оба образца.
Пока идёт серийное производство тканево-полимерных БШ первого поколения, можно было бы и не заострять внимание на технологических аспектах производства различных образцов, тем более что производство ведётся по действующей рабочей конструкторской документации литеры «О1», утверждённой заказчиком. Однако при создании боевой экипировки второго поколения заказчик выдвинул требование разработки единой конструкции, а значит, и защитной структуры общевойскового БШ.
Становятся злободневными «отложенные» заказчиком вопросы: «Какая структура полимерной защитной композиции отвечает современным требованиям по противоосколочной и противопульной стойкостям в максимальной степени? Какая структура обеспечивает наиболее приемлемые значения запреградного контузионного воздействия?». Совершенно очевидно, что ответы заказчику помогут получить только комплексные сравнительные испытания различных БШ, в том числе и зарубежного производства, в первую очередь медико-биологические исследования результатов динамического воздействия средств поражения на корпус БШ и голову человека. Не ответив на эти вопросы, нельзя принять выверенное и обоснованное решение в области боевой экипировки на длительную перспективу.
Дмитрий Купрюнин, Александр Егоров, Евгений Чистяков
Катаная гомогенная броня | Military Wiki
Катаная гомогенная броня ( RHA ) — тип стали, которая используется для бронирования транспортных средств.
Содержимое
- 1 Состав
- 2 История
- 3 Текущее использование
- 4 Технические характеристики
- 5 См. также
- 6 Каталожные номера
- 7 Внешние ссылки
Состав
Бронированная сталь должна быть твердой, но непроницаемой для ударов, чтобы противостоять высокоскоростным металлическим снарядам. Сталь с такими характеристиками получают путем обработки литых стальных заготовок соответствующего размера и последующей прокатки их в листы требуемой толщины. Горячая прокатка гомогенизирует зернистую структуру стали, удаляя дефекты, которые снижают прочность стали. Прокатка также удлиняет зернистую структуру стали с образованием длинных линий, что позволяет напряжению, которому подвергается сталь под нагрузкой, проходить по всему металлу, а не концентрироваться в одной области.
RHA называют гомогенной броней, потому что ее структура и состав однородны по всему сечению. Противоположностью однородной стальной пластине является стальная пластина с лицевой закалкой, в которой поверхность стали отличается от основы. Поверхность стали, которая начинается как пластина RHA, закаливается в процессе термообработки.
История
С момента изобретения танков до Второй мировой войны толщина брони танков увеличивалась, чтобы противостоять увеличивающимся размерам и мощности противотанковых орудий. Танк с достаточной броней мог противостоять самым большим противотанковым орудиям, использовавшимся в то время.
RHA широко использовалась в этот период (в сочетании с другими пластинчатыми сплавами и броней из литой стали), а мощность противотанкового орудия измерялась толщиной RHA, которую оно могло пробить. Этот стандартный тест по-прежнему используется, несмотря на современное использование многих других типов брони, некоторые из которых не включают сталь или даже какие-либо металлы.
RHA широко использовался в качестве основной брони до окончания Второй мировой войны, во время которой появилось новое поколение противотанковых снарядов с кумулятивными зарядами вместо тяжелых высокоскоростных снарядов. RHA был неэффективен против них и вышел из употребления.
Текущее использование
После Второй мировой войны из-за снижения эффективности против нового оружия (в основном кумулятивных зарядов и усовершенствованных пенетраторов с кинетической энергией) RHA была заменена композитной броней, которая включает воздушные пространства и такие материалы, как керамика или пластик. помимо стали, и взрывоопасной реактивной брони.
Для испытаний и калибровки противотанковых орудий термин RHAe (эквивалент катаной гомогенной брони) используется при оценке либо пробивной способности снаряда, либо защитной способности типа брони, которая может или не может быть стальным. Из-за различий в форме брони, качестве, материале и характеристиках в каждом конкретном случае полезность RHAe при сравнении различной брони является лишь приблизительной.
В настоящее время основная конструкция большинства бронированных машин состоит из RHA, что придает им общую прочность и выносливость.
Технические характеристики
Для текущего использования в армии США RHA производится несколькими производителями в соответствии с военным стандартом MIL-DTL-12560 [1] . Другой стандарт — MIL-DTL-46177; [2] , однако этот стандарт был деактивирован, и все новые конструкции должны использовать MIL-DTL-12560. MIL-DTL-46177 RHA похож на стальной сплав SAE 4340. [3]
См. также
- Наклонная броня
- Композитная броня
- Реактивная броня
- Броня автомобиля
- Решетчатая броня
Каталожные номера
- ↑ MIL-DTL-12560J (24 июля 2009 г.). «Броневая плита, стальная, кованая, однородная (для использования в боевых машинах и для испытаний боеприпасов)».
 https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=9666. Проверено 10 октября 2011 г. .
https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=9666. Проверено 10 октября 2011 г. . - ↑ MIL-DTL-46177C (1998-10-24). «Броня, стальные пластины и листы, кованые, однородные (толщиной от 1/8 до менее 1/4 дюйма)». https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=25251. Проверено 10 октября 2011 г. .
- ↑ TVP (14 июля 2006 г.). «Информация о материалах для MIL-A-46100» . Форум металлургии и металлургии . Форумы Eng-Tips, Tecumseh Group, Inc. с. 6. http://www.eng-tips.com/viewthread.cfm?qid=159941&page=6. Проверено 4 июля 2010 г.
Внешние ссылки
- Библиография танковой брони
- «Толстолистовая сталь для национальной обороны» (PDF) . Коутсвилл, Пенсильвания: ISG Plate (International Steel Group). Сентябрь 2003 г. Архивировано из оригинала 20 марта 2006 г. http://web.archive.org/web/20060320134139/http://www.intlsteel.com/PDFs/armor.pdf. Проверено 3 июля 2010 г. Интернет-архив Wayback Machine изменил ссылку 10 мая 2009 г. Содержит составы сплавов броневых сталей военного назначения.
На этой странице используется лицензионный контент Creative Commons из Википедии (просмотреть авторов).
Катаная гомогенная броня | Military Wiki
Катаная гомогенная броня ( RHA ) — тип стали, которая используется для бронирования транспортных средств.
Содержимое
- 1 Состав
- 2 История
- 3 Текущее использование
- 4 Технические характеристики
- 5 См. также
- 6 Ссылки
- 7 Внешние ссылки
Состав
Бронированная сталь должна быть твердой, но непроницаемой для ударов, чтобы противостоять высокоскоростным металлическим снарядам. Сталь с такими характеристиками получают путем обработки литых стальных заготовок соответствующего размера и последующей прокатки их в листы требуемой толщины. Горячая прокатка гомогенизирует зернистую структуру стали, удаляя дефекты, которые снижают прочность стали. Прокатка также удлиняет структуру зерна в стали с образованием длинных линий, что позволяет напряжению, которому подвергается сталь под нагрузкой, проходить по всему металлу, а не концентрироваться в одной области.
RHA называют гомогенной броней, потому что ее структура и состав однородны по всему сечению. Противоположностью однородной стальной пластине является стальная пластина с лицевой закалкой, в которой поверхность стали отличается от основы. Поверхность стали, которая начинается как пластина RHA, закаливается в процессе термообработки.
История
С момента изобретения танков до Второй мировой войны толщина брони танков увеличивалась, чтобы противостоять увеличивающимся размерам и мощности противотанковых орудий. Танк с достаточной броней мог противостоять самым большим противотанковым орудиям, использовавшимся в то время.
RHA широко использовалась в этот период (в сочетании с другими пластинчатыми сплавами и броней из литой стали), а мощность противотанкового орудия измерялась толщиной RHA, которую оно могло пробить. Этот стандартный тест по-прежнему используется, несмотря на современное использование многих других типов брони, некоторые из которых не включают сталь или даже какие-либо металлы.
RHA широко использовался в качестве основной брони до окончания Второй мировой войны, во время которой появилось новое поколение противотанковых снарядов с кумулятивными зарядами вместо тяжелых высокоскоростных снарядов. RHA был неэффективен против них и вышел из употребления.
Текущее использование
После Второй мировой войны из-за снижения эффективности против нового оружия (в основном кумулятивных зарядов и усовершенствованных пенетраторов с кинетической энергией) RHA была заменена композитной броней, которая включает воздушные пространства и такие материалы, как керамика или пластик. помимо стали, и взрывоопасной реактивной брони.
Для испытаний и калибровки противотанковых орудий термин RHAe (эквивалент катаной гомогенной брони) используется при оценке либо пробивной способности снаряда, либо защитной способности типа брони, которая может или не может быть стальным. Из-за различий в форме брони, качестве, материале и характеристиках в каждом конкретном случае полезность RHAe при сравнении различной брони является лишь приблизительной.
В настоящее время основная конструкция большинства бронированных машин состоит из RHA, что придает им общую прочность и выносливость.
Технические характеристики
Для текущего использования в армии США RHA производится несколькими производителями в соответствии с военным стандартом MIL-DTL-12560 [1] . Другой стандарт — MIL-DTL-46177; [2] , однако этот стандарт был деактивирован, и все новые конструкции должны использовать MIL-DTL-12560. MIL-DTL-46177 RHA похож на стальной сплав SAE 4340. [3]
См. также
- Наклонная броня
- Композитная броня
- Реактивная броня
- Броня автомобиля
- Решетчатая броня
Каталожные номера
- ↑ MIL-DTL-12560J (24 июля 2009 г.). «Броневая плита, стальная, кованая, однородная (для использования в боевых машинах и для испытаний боеприпасов)». https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=9666. Проверено 10 октября 2011 г. .
- ↑ MIL-DTL-46177C (1998-10-24). «Броня, стальные пластины и листы, кованые, однородные (толщиной от 1/8 до менее 1/4 дюйма)». https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=25251. Проверено 10 октября 2011 г. .
- ↑ TVP (14 июля 2006 г.). «Информация о материалах для MIL-A-46100» . Форум металлургии и металлургии . Форумы Eng-Tips, Tecumseh Group, Inc. с. 6. http://www.eng-tips.com/viewthread.cfm?qid=159941&page=6. Проверено 4 июля 2010 г.
Внешние ссылки
- Библиография танковой брони
- «Толстолистовая сталь для национальной обороны» (PDF) . Коутсвилл, Пенсильвания: ISG Plate (International Steel Group). Сентябрь 2003 г. Архивировано из оригинала 20 марта 2006 г. http://web.archive.org/web/20060320134139/http://www.intlsteel.com/PDFs/armor.pdf. Проверено 3 июля 2010 г. Интернет-архив Wayback Machine изменил ссылку 10 мая 2009 г. Содержит составы сплавов броневых сталей военного назначения.
На этой странице используется лицензионный контент Creative Commons из Википедии (просмотреть авторов).
Катаная гомогенная броня | Military Wiki
Катаная гомогенная броня ( RHA ) — тип стали, которая используется для бронирования транспортных средств.
Содержимое
- 1 Состав
- 2 История
- 3 Текущее использование
- 4 Технические характеристики
- 5 См. также
- 6 Ссылки
- 7 Внешние ссылки
Состав
Бронированная сталь должна быть твердой, но непроницаемой для ударов, чтобы противостоять высокоскоростным металлическим снарядам. Сталь с такими характеристиками получают путем обработки литых стальных заготовок соответствующего размера и последующей прокатки их в листы требуемой толщины. Горячая прокатка гомогенизирует зернистую структуру стали, удаляя дефекты, которые снижают прочность стали. Прокатка также удлиняет структуру зерна в стали с образованием длинных линий, что позволяет напряжению, которому подвергается сталь под нагрузкой, проходить по всему металлу, а не концентрироваться в одной области.
RHA называют гомогенной броней, потому что ее структура и состав однородны по всему сечению. Противоположностью однородной стальной пластине является стальная пластина с лицевой закалкой, в которой поверхность стали отличается от основы. Поверхность стали, которая начинается как пластина RHA, закаливается в процессе термообработки.
История
С момента изобретения танков до Второй мировой войны толщина брони танков увеличивалась, чтобы противостоять увеличивающимся размерам и мощности противотанковых орудий. Танк с достаточной броней мог противостоять самым большим противотанковым орудиям, использовавшимся в то время.
RHA широко использовалась в этот период (в сочетании с другими пластинчатыми сплавами и броней из литой стали), а мощность противотанкового орудия измерялась толщиной RHA, которую оно могло пробить. Этот стандартный тест по-прежнему используется, несмотря на современное использование многих других типов брони, некоторые из которых не включают сталь или даже какие-либо металлы.
RHA широко использовался в качестве основной брони до окончания Второй мировой войны, во время которой появилось новое поколение противотанковых снарядов с кумулятивными зарядами вместо тяжелых высокоскоростных снарядов. RHA был неэффективен против них и вышел из употребления.
Текущее использование
После Второй мировой войны из-за снижения эффективности против нового оружия (в основном кумулятивных зарядов и усовершенствованных пенетраторов с кинетической энергией) RHA была заменена композитной броней, которая включает воздушные пространства и такие материалы, как керамика или пластик. помимо стали, и взрывоопасной реактивной брони.
Для испытаний и калибровки противотанковых орудий термин RHAe (эквивалент катаной гомогенной брони) используется при оценке либо пробивной способности снаряда, либо защитной способности типа брони, которая может или не может быть стальным. Из-за различий в форме брони, качестве, материале и характеристиках в каждом конкретном случае полезность RHAe при сравнении различной брони является лишь приблизительной.
В настоящее время основная конструкция большинства бронированных машин состоит из RHA, что придает им общую прочность и выносливость.
Технические характеристики
Для текущего использования в армии США RHA производится несколькими производителями в соответствии с военным стандартом MIL-DTL-12560 [1] . Другой стандарт — MIL-DTL-46177; [2] , однако этот стандарт был деактивирован, и все новые конструкции должны использовать MIL-DTL-12560. MIL-DTL-46177 RHA похож на стальной сплав SAE 4340. [3]
См. также
- Наклонная броня
- Композитная броня
- Реактивная броня
- Броня автомобиля
- Решетчатая броня
Каталожные номера
- ↑ MIL-DTL-12560J (24 июля 2009 г.). «Броневая плита, стальная, кованая, однородная (для использования в боевых машинах и для испытаний боеприпасов)». https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=9666. Проверено 10 октября 2011 г. .
- ↑ MIL-DTL-46177C (1998-10-24). «Броня, стальные пластины и листы, кованые, однородные (толщиной от 1/8 до менее 1/4 дюйма)». https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=25251. Проверено 10 октября 2011 г. .
- ↑ TVP (14 июля 2006 г.). «Информация о материалах для MIL-A-46100» . Форум металлургии и металлургии . Форумы Eng-Tips, Tecumseh Group, Inc. с. 6. http://www.eng-tips.com/viewthread.cfm?qid=159941&page=6. Проверено 4 июля 2010 г.
Внешние ссылки
- Библиография танковой брони
- «Толстолистовая сталь для национальной обороны» (PDF) . Коутсвилл, Пенсильвания: ISG Plate (International Steel Group). Сентябрь 2003 г. Архивировано из оригинала 20 марта 2006 г. http://web.archive.org/web/20060320134139/http://www.intlsteel.com/PDFs/armor.pdf. Проверено 3 июля 2010 г. Интернет-архив Wayback Machine изменил ссылку 10 мая 2009 г. Содержит составы сплавов броневых сталей военного назначения.
На этой странице используется лицензионный контент Creative Commons из Википедии (просмотреть авторов).
Катаная гомогенная броня | Military Wiki
Катаная гомогенная броня ( RHA ) — тип стали, которая используется для бронирования транспортных средств.
Содержимое
- 1 Состав
- 2 История
- 3 Текущее использование
- 4 Технические характеристики
- 5 См. также
- 6 Ссылки
- 7 Внешние ссылки
Состав
Бронированная сталь должна быть твердой, но непроницаемой для ударов, чтобы противостоять высокоскоростным металлическим снарядам. Сталь с такими характеристиками получают путем обработки литых стальных заготовок соответствующего размера и последующей прокатки их в листы требуемой толщины. Горячая прокатка гомогенизирует зернистую структуру стали, удаляя дефекты, которые снижают прочность стали. Прокатка также удлиняет структуру зерна в стали с образованием длинных линий, что позволяет напряжению, которому подвергается сталь под нагрузкой, проходить по всему металлу, а не концентрироваться в одной области.
RHA называют гомогенной броней, потому что ее структура и состав однородны по всему сечению. Противоположностью однородной стальной пластине является стальная пластина с лицевой закалкой, в которой поверхность стали отличается от основы. Поверхность стали, которая начинается как пластина RHA, закаливается в процессе термообработки.
История
С момента изобретения танков до Второй мировой войны толщина брони танков увеличивалась, чтобы противостоять увеличивающимся размерам и мощности противотанковых орудий. Танк с достаточной броней мог противостоять самым большим противотанковым орудиям, использовавшимся в то время.
RHA широко использовалась в этот период (в сочетании с другими пластинчатыми сплавами и броней из литой стали), а мощность противотанкового орудия измерялась толщиной RHA, которую оно могло пробить. Этот стандартный тест по-прежнему используется, несмотря на современное использование многих других типов брони, некоторые из которых не включают сталь или даже какие-либо металлы.
RHA широко использовался в качестве основной брони до окончания Второй мировой войны, во время которой появилось новое поколение противотанковых снарядов с кумулятивными зарядами вместо тяжелых высокоскоростных снарядов. RHA был неэффективен против них и вышел из употребления.
Текущее использование
После Второй мировой войны из-за снижения эффективности против нового оружия (в основном кумулятивных зарядов и усовершенствованных пенетраторов с кинетической энергией) RHA была заменена композитной броней, которая включает воздушные пространства и такие материалы, как керамика или пластик. помимо стали, и взрывоопасной реактивной брони.
Для испытаний и калибровки противотанковых орудий термин RHAe (эквивалент катаной гомогенной брони) используется при оценке либо пробивной способности снаряда, либо защитной способности типа брони, которая может или не может быть стальным. Из-за различий в форме брони, качестве, материале и характеристиках в каждом конкретном случае полезность RHAe при сравнении различной брони является лишь приблизительной.
В настоящее время основная конструкция большинства бронированных машин состоит из RHA, что придает им общую прочность и выносливость.
Технические характеристики
Для текущего использования в армии США RHA производится несколькими производителями в соответствии с военным стандартом MIL-DTL-12560 [1] . Другой стандарт — MIL-DTL-46177; [2] , однако этот стандарт был деактивирован, и все новые конструкции должны использовать MIL-DTL-12560. MIL-DTL-46177 RHA похож на стальной сплав SAE 4340. [3]
См. также
- Наклонная броня
- Композитная броня
- Реактивная броня
- Броня автомобиля
- Решетчатая броня
Каталожные номера
- ↑ MIL-DTL-12560J (24 июля 2009 г.). «Броневая плита, стальная, кованая, однородная (для использования в боевых машинах и для испытаний боеприпасов)». https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=9666. Проверено 10 октября 2011 г. .
- ↑ MIL-DTL-46177C (1998-10-24). «Броня, стальные пластины и листы, кованые, однородные (толщиной от 1/8 до менее 1/4 дюйма)». https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=25251. Проверено 10 октября 2011 г. .
- ↑ TVP (14 июля 2006 г.). «Информация о материалах для MIL-A-46100» . Форум металлургии и металлургии . Форумы Eng-Tips, Tecumseh Group, Inc. с. 6. http://www.eng-tips.com/viewthread.cfm?qid=159941&page=6. Проверено 4 июля 2010 г.
Внешние ссылки
- Библиография танковой брони
- «Толстолистовая сталь для национальной обороны» (PDF) . Коутсвилл, Пенсильвания: ISG Plate (International Steel Group). Сентябрь 2003 г. Архивировано из оригинала 20 марта 2006 г. http://web.archive.org/web/20060320134139/http://www.intlsteel.com/PDFs/armor.pdf. Проверено 3 июля 2010 г. Интернет-архив Wayback Machine изменил ссылку 10 мая 2009 г. Содержит составы сплавов броневых сталей военного назначения.
На этой странице используется лицензионный контент Creative Commons из Википедии (просмотреть авторов).
Катаная гомогенная броня | Military Wiki
Катаная гомогенная броня ( RHA ) — тип стали, которая используется для бронирования транспортных средств.
Содержимое
- 1 Состав
- 2 История
- 3 Текущее использование
- 4 Технические характеристики
- 5 См. также
- 6 Ссылки
- 7 Внешние ссылки
Состав
Бронированная сталь должна быть твердой, но непроницаемой для ударов, чтобы противостоять высокоскоростным металлическим снарядам. Сталь с такими характеристиками получают путем обработки литых стальных заготовок соответствующего размера и последующей прокатки их в листы требуемой толщины. Горячая прокатка гомогенизирует зернистую структуру стали, удаляя дефекты, которые снижают прочность стали. Прокатка также удлиняет структуру зерна в стали с образованием длинных линий, что позволяет напряжению, которому подвергается сталь под нагрузкой, проходить по всему металлу, а не концентрироваться в одной области.
RHA называют гомогенной броней, потому что ее структура и состав однородны по всему сечению. Противоположностью однородной стальной пластине является стальная пластина с лицевой закалкой, в которой поверхность стали отличается от основы. Поверхность стали, которая начинается как пластина RHA, закаливается в процессе термообработки.
История
С момента изобретения танков до Второй мировой войны толщина брони танков увеличивалась, чтобы противостоять увеличивающимся размерам и мощности противотанковых орудий. Танк с достаточной броней мог противостоять самым большим противотанковым орудиям, использовавшимся в то время.
RHA широко использовалась в этот период (в сочетании с другими пластинчатыми сплавами и броней из литой стали), а мощность противотанкового орудия измерялась толщиной RHA, которую оно могло пробить. Этот стандартный тест по-прежнему используется, несмотря на современное использование многих других типов брони, некоторые из которых не включают сталь или даже какие-либо металлы.
RHA широко использовался в качестве основной брони до окончания Второй мировой войны, во время которой появилось новое поколение противотанковых снарядов с кумулятивными зарядами вместо тяжелых высокоскоростных снарядов. RHA был неэффективен против них и вышел из употребления.
Текущее использование
После Второй мировой войны из-за снижения эффективности против нового оружия (в основном кумулятивных зарядов и усовершенствованных пенетраторов с кинетической энергией) RHA была заменена композитной броней, которая включает воздушные пространства и такие материалы, как керамика или пластик. помимо стали, и взрывоопасной реактивной брони.
Для испытаний и калибровки противотанковых орудий термин RHAe (эквивалент катаной гомогенной брони) используется при оценке либо пробивной способности снаряда, либо защитной способности типа брони, которая может или не может быть стальным. Из-за различий в форме брони, качестве, материале и характеристиках в каждом конкретном случае полезность RHAe при сравнении различной брони является лишь приблизительной.
В настоящее время основная конструкция большинства бронированных машин состоит из RHA, что придает им общую прочность и выносливость.
Технические характеристики
Для текущего использования в армии США RHA производится несколькими производителями в соответствии с военным стандартом MIL-DTL-12560 [1] . Другой стандарт — MIL-DTL-46177; [2] , однако этот стандарт был деактивирован, и все новые конструкции должны использовать MIL-DTL-12560. MIL-DTL-46177 RHA похож на стальной сплав SAE 4340. [3]
См. также
- Наклонная броня
- Композитная броня
- Реактивная броня
- Броня автомобиля
- Решетчатая броня
Каталожные номера
- ↑ MIL-DTL-12560J (24 июля 2009 г.). «Броневая плита, стальная, кованая, однородная (для использования в боевых машинах и для испытаний боеприпасов)». https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=9666. Проверено 10 октября 2011 г. .
- ↑ MIL-DTL-46177C (1998-10-24). «Броня, стальные пластины и листы, кованые, однородные (толщиной от 1/8 до менее 1/4 дюйма)». https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=25251. Проверено 10 октября 2011 г. .
- ↑ TVP (14 июля 2006 г.). «Информация о материалах для MIL-A-46100» . Форум металлургии и металлургии . Форумы Eng-Tips, Tecumseh Group, Inc. с. 6. http://www.eng-tips.com/viewthread.cfm?qid=159941&page=6. Проверено 4 июля 2010 г.
Внешние ссылки
- Библиография танковой брони
- «Толстолистовая сталь для национальной обороны» (PDF) . Коутсвилл, Пенсильвания: ISG Plate (International Steel Group). Сентябрь 2003 г. Архивировано из оригинала 20 марта 2006 г. http://web.archive.org/web/20060320134139/http://www.intlsteel.com/PDFs/armor.pdf. Проверено 3 июля 2010 г. Интернет-архив Wayback Machine изменил ссылку 10 мая 2009 г. Содержит составы сплавов броневых сталей военного назначения.
На этой странице используется лицензионный контент Creative Commons из Википедии (просмотреть авторов).
Armox® 370T класс 1 — катаная гомогенная броневая сталь
Armox® 370T класс 1 — катаная гомогенная броневая сталь — SSABКатаная гомогенная броня для автомобилей.
Deutsch EnglishEnglish (США)Español (España)Suomi Français (Français)Italiano 한국어Polski Português (Brasil)Svenska Türkçe 中文
Получить техническое описание по электронной почте
Закрыть
Получить техническое описание по электронной почте
Адрес электронной почты компании
AfghanistanAlbaniaAlgeriaAngolaArgentinaArmeniaAustraliaAustriaAzerbaijanBahrainBangladeshBelarusBelgiumBeninBhutanBoliviaBosnia and HerzegovinaBotswanaBrazilBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCentral African RepublicChadChileChinaColombiaCongoCongo, the Democratic Republic of theCosta RicaCôte D’ivoireCroatiaCyprusCzech RepublicDenmarkDominican RepublicEcuadorEgyptEl SalvadorEritreaEstoniaEthiopiaFaroe IslandsFijiFinlandFranceGabonGambiaGeorgiaGermanyGhanaGreeceGreenlandGuatemalaGuineaGuinea-BissauHondurasHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsraelItalyJapanJordanKazakhstanKenyaKorea, Democratic People’s Republic ofKorea, Republic ofKosovoKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacedonia, The Former Yugoslav RepublicMadagascarMalawiMalaysiaMaliMauritaniaMexicoMoldova, Republic ofMonacoMongoliaMontenegroMoroccoMozambiqueMyanmarNamibiaNepalNetherlandsNew Zeal andNicaragua NigerNigeriaNorwayOmanPakistanPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalQatarRomaniaRussian FederationSamoaSaudi ArabiaSenegalSerbiaSierra LeoneSingaporeSlovakiaSloveniaSouth AfricaSpainSri LankaSudanSurinameSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTogoTongaTunisiaTurkeyTurkmenistanUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUzbekistanVenezuela, Bolivarian Republic ofViet NamYemenZambiaZimbabweCountry
Пожалуйста, ознакомьтесь с заявлением о конфиденциальности SSAB для получения дополнительной информации о том, как мы обрабатываем персональные данные.
Общее описание продукта
Катаная гомогенная броня для транспортных средств.
Armox® 370T Class 1 представляет собой катаную гомогенную бронеплиту (RHA), которая сочетает в себе хорошую стойкость к пробиванию с превосходной ударной вязкостью.
Преимущества Armox® 370T Class 1:
- Лидирующая на рынке стальная защита
- Улучшенные свойства мастерской
- Оптимизированные решения
- Экспертиза баллистической защиты от SSAB
Armox® 370T Class 1 не предназначен для дальнейшей термообработки.
Механические свойства
Скрыть/показать определенные столбцы Править
Выберите столбцы для отображения
| Толщина (мм) | Твердость (HBW) | Предел текучести R p0,2 (мин МПа) | Прочность на растяжение R м (МПа) | Удлинение A 5 (мин. %) | Удлинение A 50 (мин. %) |
|---|---|---|---|---|---|
| 3,0 — 3,9 | 380 — 430 | 1000 | 1150 — 1350 | 8 | 8 |
| 4,0 — 5,9 | 380 — 430 | 1000 | 1150 — 1350 | 10 | 10 |
| 6,0 — 19,9 | 380 — 430 | 1000 | 1150 — 1350 | 10 | 12 |
| 20,0 — 39,9 | 340 — 390 | 900 | 1050 — 1250 | 11 | 13 |
| 40,0 — 59,9 | 300 — 350 | 850 | 950 — 1150 | 12 | 14 |
| 60,0 — 100,0 | 300 — 350 | — | — | — | — |
Сравнить параметры
Выберите один параметр для сравнения.
0579 (МПа)
Удлинение A 5
(мин. %)
Удлинение A 50
(мин. %)
Сравнение
62 Толщина
(мм)
3,0 — 3,9
Твердость
(HBW)
380 — 430
Предел текучести R p0,2
(мин, МПа)
1000
Прочность на растяжение R м
(МПа)
1150 — 1350
Удлинение A 5
(мин. %)
8
Удлинение A 50
(мин. %)
8
Расширять Крах
Толщина
(мм)
4,0 — 5,9
Твердость
(HBW)
380 — 430
Предел текучести R p0,2
(мин, МПа)
1000
Прочность на растяжение R м
(МПа)
1150 — 1350
Удлинение A 5
(мин. %)
10
Удлинение A 50
(мин. %)
10
Расширять Крах
Толщина
(мм)
6,0 — 19,9
Твердость
(HBW)
380 — 430
Предел текучести R p0,2
(мин, МПа)
1000
Прочность на растяжение R м
(МПа)
1150 — 1350
Удлинение A 5
(мин. %)
10
Удлинение A 50
(мин. %)
12
Расширять Крах
Толщина
(мм)
20,0 — 39,9
Твердость
(HBW)
340 — 390
Предел текучести R p0,2
(мин, МПа)
900
Прочность на растяжение R м
(МПа)
1050 — 1250
Удлинение A 5
(мин. %)
11
Удлинение A 50
(мин. %)
13
Расширять Крах
Толщина
(мм)
40,0 — 59,9
Твердость
(HBW)
300 — 350
Предел текучести R p0,2
(мин, МПа)
850
Прочность на растяжение R м
(МПа)
950 — 1150
Удлинение A 5
(мин. %)
12
Удлинение A 50
(мин. %)
14
Расширять Крах
Толщина
(мм)
60,0 — 100,0
Твердость
(HBW)
300 — 350
Предел текучести R p0,2
(мин, МПа)
—
Прочность на растяжение R м
(МПа)
—
Удлинение A 5
(мин. %)
—
Удлинение A 50
(мин. %)
—
Расширять Крах
Механические испытания
Испытание на твердость по Бринеллю в соответствии с EN ISO 6506-1 для каждой индивидуальной термообработки.
Испытание на удар по Шарпи в соответствии с EN ISO 148 для каждой плавки и толщины от 6 мм.
Испытание на растяжение в соответствии с EN ISO 6892 для каждой плавки и толщины менее 60 мм.
Ультразвуковой контроль
Согласно EN ISO 10160 класс E 3 S 3 для толщины до 80 мм и E 1 S 2 для > 80 мм.
Ударные свойства
Скрыть/показать определенные столбцы Править
Выберите столбцы для отображения
| Толщина (мм) | Минимальная энергия удара для поперечных испытаний, Образец для испытаний по Шарпи V 10×10 мм 1) |
|---|---|
| 3,0 — 19,9 | 20 Дж / -40 °С |
| 20,0 — 100,0 | 40 Дж / -40 °С |
Сравнить параметры
Выберите один параметр для сравнения
Минимальная энергия удара для поперечного испытания,
Испытательный образец Шарпи V 10×10 мм 1)
Сравнение
Толщина
(мм)
3,0 — 19,9
Минимальная энергия удара для поперечных испытаний, образец
Charpy V 10×10 мм для испытаний 1)
20 Дж / -40 °С
Толщина
(мм)
20,0 — 100,0
Минимальная энергия удара для поперечных испытаний,
Образец для испытаний по Шарпи V 10×10 мм 1)
40 Дж / -40 °С
1) Среднее значение трех испытаний. Поперек направления прокатки. Одно значение мин. 70% от указанного среднего.
Для пластин толщиной менее 12 мм используются образцы Шарпи-V меньшего размера. Тогда указанное минимальное значение пропорционально поперечному сечению образца.
Химический состав (ковшовый анализ)
Скрыть/показать определенные столбцы Править
Выберите столбцы для отображения
| C *) (макс. %) | Si *) (макс. %) | Mn *) (макс. %) | P (макс. %) | S (макс. %) | Cr *) (макс. %) | Ni *) (макс. %) | Mo *) (макс. %) | B *) (макс. %) |
|---|---|---|---|---|---|---|---|---|
| 0,32 | 0,40 | 1,20 | 0,010 | 0,003 | 1,0 | 1,80 | 0,70 | 0,005 |
Сравнить параметры
Выберите один параметр для сравнения0572 (max %)
Cr *)
(max %)
Ni *)
(max %)
Mo *)
(max %)
B *)
( макс. %)
Сравнение
C *)
(макс. %)
0,32
Si *)
(макс. %)
0,40
Mn *)
(макс. %)
1,20
P
(макс. %)
0,010
S
(макс. %)
0,003
Cr *)
(макс. %)
1,0
Ni *)
(макс. %)
1,80
Mo *)
(макс. %)
0,70
B *)
(макс. %)
0,005
Расширять Крах
Сталь мелкозернистая. * ) Преднамеренные легирующие элементы.
Допуски
Более подробная информация приведена в брошюре SSAB Armox® Guarantees или на сайте www.ssab.com.
Толщина
Скрыть/показать определенные столбцы Править
Выберите столбцы для отображения
| Толщина (мм) | Допуск (мм) |
|---|---|
| 3,0 — 12,9 | — 0,0/+0,8 |
| 13. 0 — 19.9 | — 0,0 / + 1,0 |
| 20,0 — 39,9 | — 0,0/+ 1,2 |
| 40,0 — 59,9 | — 0,0/+ 1,6 |
| 60,0 — 79,9 | — 0,0 / + 2,0 |
| 80,0 — 100,0 | — 0,0/+2,4 |
Сравнить параметры
Выберите один параметр для сравнения
Допуск
(мм)
Сравнение
Толщина (мм)
3,0 — 12,9
Допуск
(мм)
— 0,0/+0,8
Толщина (мм)
13,0 — 19,9
Допуск
(мм)
— 0,0 / + 1,0
Толщина (мм)
20,0 — 39,9
Допуск
(мм)
— 0,0/+ 1,2
Толщина (мм)
40,0 — 59,9
Допуск
(мм)
— 0,0/+ 1,6
Толщина (мм)
60,0 — 79.