Глубокое анодирование | Защитные покрытия металлов
Глубоким анодированием называют процесс получения окисных пленок толщиной больше 40 мкм, отличающихся высокой твердостью, износостойкостью и хорошими электроизоляционными свойствами. С помощью таких пленок можно повысить износостойкость трущихся поверхностей деталей, например зубчатых передач, увеличить сопротивление эрозионному износу, обеспечить термостойкую электроизоляцию. Глубокое анодирование тонкостенных деталей повышает жесткость конструкции.
Глубокое анодирование часто отрицательно сказывается на механических свойствах анодированных изделий: уменьшается предел выносливости, относительное удлинение и сужение поперечного сечения. Такое влияние незначительно при малой толщине пленки и возрастает с ее увеличением. После удаления окисной пленки восстанавливаются первоначальные свойства (до анодирования).
Механические и электрические свойства толстых окисных пленок и степень их влияния на характеристики металла зависят от условий оксидирования и состава металла или сплава, подвергаемого электрохимической обработке. Роль тепловых процессов, протекающих в зоне формирования окисла, возрастает по мере наращивания толщины пленок. Это объясняется затруднением отвода тепла от поверхности металла в глубине пор, что может привести к увеличению скорости растворения пленки и растравливанию пленки и металла.
Роль тепловых процессов, протекающих в зоне формирования окисла, возрастает по мере наращивания толщины пленок. Это объясняется затруднением отвода тепла от поверхности металла в глубине пор, что может привести к увеличению скорости растворения пленки и растравливанию пленки и металла.
Институтом физической химии АН СССР исследован и разработан процесс глубокого анодирования при пониженной температуре электролита и обрабатываемых деталей. Электролиз ведут в 20%-ном растворе серной кислоты при температуре от —3 до 10° С. Для поддержания требуемой температуры применяют интенсивное перемешивание раствора очищенным сжатым воздухом или механическими мешалками и охлаждение его с помощью специальных агрегатов. Анодная плотность тока при глубоком анодировании 2—2,5 А/дм2, в случае интенсивного охлаждения ее можно повысить до 5— 10 А/дм2. Напряжение на ванне по мере увеличения толщины окисной пленки увеличивается и достигает 40— 80 В.
При оксидировании поддерживают постоянную плотность тока с помощью реостатов, включенных в цепь питания ванны. В зависимости от требуемой толщины окисной пленки изменяют скорость повышения напряжения от 22—26 до 30—36 В за 15 мин или до 45—60 В за 45 мин. При охлаждении и перемешивании электролита на алюминии и его сплавах можно получить окисные пленки толщиной 40—60 мкм, а в некоторых случаях — до 120—150 мкм. Хорошие результаты получаются, если применять циркуляцию электролита в ванне с помощью кислотоупорных насосов. Для получения пленок толщиной 200—300 мкм такого охлаждения недостаточно и приходится применять внутреннее охлаждение обрабатываемых деталей. Этот способ пригоден для деталей с внутренними неоксидируемыми полостями, через которые можно осуществить циркуляцию охлаждающего раствора.
В зависимости от требуемой толщины окисной пленки изменяют скорость повышения напряжения от 22—26 до 30—36 В за 15 мин или до 45—60 В за 45 мин. При охлаждении и перемешивании электролита на алюминии и его сплавах можно получить окисные пленки толщиной 40—60 мкм, а в некоторых случаях — до 120—150 мкм. Хорошие результаты получаются, если применять циркуляцию электролита в ванне с помощью кислотоупорных насосов. Для получения пленок толщиной 200—300 мкм такого охлаждения недостаточно и приходится применять внутреннее охлаждение обрабатываемых деталей. Этот способ пригоден для деталей с внутренними неоксидируемыми полостями, через которые можно осуществить циркуляцию охлаждающего раствора.
В качестве охлаждающих средств используют жидкие хладоагенты или воду, предварительно охлажденную до —3+0° С. Скорость циркуляции охлаждающего раствора должна быть такой, чтобы разница температур при входе и выходе из детали не превышала 1 град. Режим оксидирования устанавливают с учетом марки сплава, из которого изготовлены детали. Окисные пленки, полученные при одинаковой плотности тока и продолжительности электролиза на техническом алюминии и сплаве АВ, имеют большую толщину и твердость, чем на других деформированных сплавах. Микротвердость (кгс/мм2) окисного слоя на техническом алюминии 500—520, на сплаве АВ — 480—500, сплаве Д16 — 330—360, сплаве AJT9 — 450—480.
Окисные пленки, полученные при одинаковой плотности тока и продолжительности электролиза на техническом алюминии и сплаве АВ, имеют большую толщину и твердость, чем на других деформированных сплавах. Микротвердость (кгс/мм2) окисного слоя на техническом алюминии 500—520, на сплаве АВ — 480—500, сплаве Д16 — 330—360, сплаве AJT9 — 450—480.
Лучшие результаты по качеству пленок дает глубокое оксидирование алюминия и его сплавов с магнием и марганцем. На литейных сплавах типа силумина пробивное напряжение окисных пленок в 2—3 раза ниже, чем на деформируемых сплавах АВ, АК4, В95, АМг-5ВМ. Износостойкость деформируемых сплавов также относительно ниже.
Электроизоляционные окисные пленки получают в 15—20%-ном растворе H2SO4 при температуре от —5 до +2° С и анодной плотности тока 5 А/дм2. Электрический режим процесса устанавливают с учетом материала, из которого изготовлены обрабатываемые детали. Для деталей из алюминия марки А7 начальное напряжение на ванне составляет 20—25 В, конечное 60—65 В, продолжительность оксидирования 75—90 мин, пробивное напряжение пленки 600—800 В. Для деталей из сплава Д16 начальное напряжение 20—25 В, конечное 60—65 В, продолжительность оксидирования 25—30 мин, пробивное напряжение пленки 380—450 В. Детали из сплава АМг оксидируют в течение 60—90 мин, начальное напряжение на ванне 20—25 В, конечное 60—70 В, пробивное напряжение 600—800 В. Детали, подвергаемые электроизоляционному оксидированию, должны иметь чистоту поверхности, соответствующую девятому классу, радиус закругления должен быть не менее 2—3 мм; уменьшение его приводит к снижению пробивного напряжения пленки.
Для деталей из сплава Д16 начальное напряжение 20—25 В, конечное 60—65 В, продолжительность оксидирования 25—30 мин, пробивное напряжение пленки 380—450 В. Детали из сплава АМг оксидируют в течение 60—90 мин, начальное напряжение на ванне 20—25 В, конечное 60—70 В, пробивное напряжение 600—800 В. Детали, подвергаемые электроизоляционному оксидированию, должны иметь чистоту поверхности, соответствующую девятому классу, радиус закругления должен быть не менее 2—3 мм; уменьшение его приводит к снижению пробивного напряжения пленки.
Глубокое анодирование — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Глубокое анодирование производят на глубину 30 мк и более. Такое анодирование придает изделию высокую твердость, термостойкость, маслоемкость, износостойкость и улучшает электроизоляционные свойства. [1]
Глубокое анодирование производят в электролите, содержащем 150 е / л серной кислоты ( уд. Режим обработки: температура электролита от — 5 до 2 С; плотность тока 30 а / дм2; начальное напряжение 23 — 24 в; конечное напряжение 70 — 75 а; время выдержки 1 ч 40 мин.
[2]
Режим обработки: температура электролита от — 5 до 2 С; плотность тока 30 а / дм2; начальное напряжение 23 — 24 в; конечное напряжение 70 — 75 а; время выдержки 1 ч 40 мин.
[2]
Глубокое анодирование поршней из алюминиевых сплавов двигателей внутреннего сгорания повышает надежность их работы ( уменьшается число заклиниваний поршней) и снижает скорость изнашивания поршневых канавок. Имеется положительный опыт использования анодированных зубчатых передач из алюминиевого сплава вместо бронзовых в часовых механизмах и анодированных цилиндров из алюминиевых сплавов вместо стальных в гидросистемах. Анодирование применяют в самолетостроении, приборостроении и — текстильном машиностроении. [3]
Процесс глубокого анодирования отличается от обычного оксидирования в растворе серной кислоты режимом работы. [4]
Что такое глубокое анодирование и как выполняется этот процесс. [5]
Например, глубокое анодирование алюминия при температуре 286 — 300 К позволяет получать защитную пленку из окисла алюминия толщиной 10 — 15 мкм. Увеличение времени пребывания металла в ванне приводит к уравновешиванию процессов растворения и окисления.
[6]
Увеличение времени пребывания металла в ванне приводит к уравновешиванию процессов растворения и окисления.
[6]
| Зависимость толщины анодной пленки h в мк от режима. [7] |
В процессе глубокого анодирования размеры деталей увеличиваются примерно на половину толщины образовавшейся анодной пленки на сторону. Поэтому при изготовлении деталей следует учитывать толщину анодных пленок. [8]
| Режим глубокого анодирования алюминия и его сплавов. [9] |
В результате глубокого анодирования поверхность алюминия покрывается оксидной пленкой темно-серого, доходящего до черного цвета, отличающейся высокой твердостью и износоустойчивостью. Толщина пленки зависит от марки материала, времени анодирования и величины конечного напряжения. [10]
В результате глубокого анодирования поверхность металла покрывается пленкой от серого до черного цвета: тем темнее, чем в сплаве больше кремния и меди.
Характерными особенностями процесса глубокого анодирования, в отличие от обычных условий, являются применение сравнительно высоких плотностей тока и напряжения на клеммах ванны при температуре электролита до — 10 С. Главной трудностью процесса является быстрый отвод джоулева тепла, возникающего на границе деталь — электролит в каналах пор формирующейся анодной пленки. [12]
Особое внимание при глубоком анодировании следует уделять качеству и надежности контактов между деталями и анодными подвесками. [13]
Как известно, процесс глубокого анодирования сопровождается изменением силы тока. По мере роста анодной пленки, которая обладает значительным электросопротивлением, сила тока во время анодирования падает и рост анодной пленки быстро прекращается.
По сравнению с режимом глубокого анодирования при постоянной плотности тока режим падающей мощности позволяет в несколько раз уменьшить продолжительность электролиза. [15]
Страницы: 1 2 3 4
Какие алюминиевые сплавы можно анодировать?
Из-за своего химического состава алюминиевые сплавы часто анодируют. Анодирование — это электрохимический процесс, при котором на поверхности куска металла, обычно алюминия, создается защитное покрытие. Покрытие из анодированного алюминия обеспечивает коррозионную стойкость и обеспечивает повышенную долговечность за счет защитного анодированного алюминия.
Анодирование позволяет получить микротонкое покрытие из оксида алюминия, полностью интегрированное с основным металлом алюминия. Слой оксида алюминия относительно прозрачен и бесцветен, но имеет высокопористую структуру, которую можно окрашивать, а затем покрывать для получения цветного металлического блеска.
Слой оксида алюминия относительно прозрачен и бесцветен, но имеет высокопористую структуру, которую можно окрашивать, а затем покрывать для получения цветного металлического блеска.
Приложения, в которых используется анодированный алюминий
Анодированный алюминий идеально подходит для широкого спектра строительных и архитектурных применений. Примечательно, что цвета анодированного алюминия никогда не откалываются, не отслаиваются и не выгорают на солнце, что делает их популярными для многих коммерческих, промышленных и потребительских приложений. Общие области применения включают строительные компоненты для экстерьера зданий, вентиляционные отверстия, оконные рамы, двери и другие конструкционные приложения.
Не все алюминиевые сплавы можно успешно анодировать. Различные алюминиевые сплавы содержат различные типы и количества легирующих металлов, которые дают покрытия с различными свойствами, некоторые из которых менее желательны.
Какие алюминиевые сплавы подходят для анодирования?
Обозначения кованого алюминиевого сплава соответствуют номерам серий Ассоциации алюминиевых сплавов от 1xxx до 7xxx в зависимости от химического состава. Алюминиевые сплавы серий 5xxx и 6xxx хорошо подходят для анодирования благодаря включению в них магния, который обеспечивает эстетически приятный цвет после анодирования алюминия.
Алюминиевый сплав серии | Факторы, которые следует учитывать при анодировании |
| Серия 1xxx | Сплавы серии 1xxx на 99% состоят из алюминия с небольшим количеством легирующих элементов. Их можно анодировать, но основная алюминиевая структура недостаточно прочна для многих применений. |
| Серия 2ххх | Серия 2xxx в основном легирована медью, что придает любому анодированному покрытию желтоватый оттенок.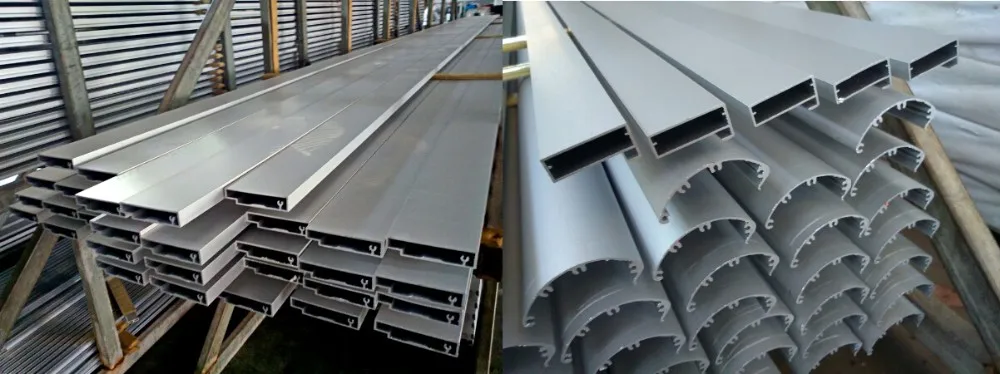 Покрытия, полученные на этих сплавах, также не обеспечивают высокого уровня защиты, характерного для других серий сплавов. Покрытия, полученные на этих сплавах, также не обеспечивают высокого уровня защиты, характерного для других серий сплавов. |
| Серия 3xxx | Алюминиевые сплавы серии 3xxx легированы марганцем. Анодирование этих сплавов дает серое или коричневое покрытие. Цвет покрытия трудно подобрать для проектов, требующих нескольких листов, поэтому лучше всего подходят окрашенные покрытия. |
| Серия 4ххх | Алюминий серии 4ххх легирован кремнием и при анодировании приобретает темно-серый цвет сажи. Покрытие обеспечивает защиту, но цвет поверхности непривлекателен. |
| Серия 5xxx | Сплавы серии 5xxx содержат магний. При анодировании эти сплавы создают прочный прозрачный оксидный слой, если легирующий магний поддерживается в пределах определенного процентного диапазона. |
| Серия 6ххх | Алюминиевые сплавы серии 6xxx содержат магний и кремний. Анодирование этих сплавов создает чистый и прочный защитный слой, что делает их особенно полезными в архитектуре. Например, Al 6063, или архитектурный алюминий, может быть анодирован для создания эстетически приятной цветной отделки для визуальных архитектурных и строительных применений, таких как оконные рамы, дверные рамы, крыши и рамки для вывесок. Например, Al 6063, или архитектурный алюминий, может быть анодирован для создания эстетически приятной цветной отделки для визуальных архитектурных и строительных применений, таких как оконные рамы, дверные рамы, крыши и рамки для вывесок. |
| Серия 7ххх | Алюминиевые сплавы серии 7ххх содержат цинк. Анодирование этих сплавов обеспечивает прозрачное покрытие с хорошей защитой, но слишком много цинка в смеси может сделать покрытие коричневым. |
Факторы для рассмотрения анодированного алюминия
По данным Совета по анодированию алюминия (AAC), единственные алюминиевые сплавы, подходящие для архитектурного анодирования, относятся к сериям 5xxx и 6xxx. Например, сплавы 5005, 5657, 6063 и 6463 имеют маркировку «Качество анодирования (AQ)». Не все сплавы в сериях 5xxx и 6xxx соответствуют квалификации AQ, хотя они все же могут быть удовлетворительно анодированы. Например, сплав 6061 не считается AQ, как и сплавы 5052, 5252 или 6101.
Поставщик высококачественного алюминия
Доверьтесь Industrial Metal Supply во всех ваших алюминиевых потребностях. Мы предлагаем широкий ассортимент алюминия, включая листы и пластины, прутки, трубы, трубы и экструдированные профили. Наши преимущества алюминия включают конкурентоспособные цены, контракты на металл и быструю обработку заказов. Позвоните или посетите один из наших шести удобных мест сегодня.
Понимание и спецификация анодирования – Корпорация OMW
Что нужно знать производителю… © 2014, Джозеф Х. Осборн.
Автор: Джозеф Х. Осборн, корпорация OMW, электронная почта: [email protected]
Анодирование, возможно, является наиболее часто используемой отделкой алюминиевых деталей. Преимущества анодирования включают в себя:
- Очень тонкое покрытие (0,0002-0,0012 дюйма для типа II) по сравнению с красками и порошковым покрытием. Толщиной покрытия часто можно пренебречь для обработанных деталей.

- Чрезвычайно прочный, твердый, устойчивый к истиранию и долговечный. Покрытие не отслаивается и не скалывается. Гораздо, намного более твердая поверхность, чем краска (тверже, чем инструментальная сталь). Покрытие держится бесконечно долго.
- Некоторые типы (например, архитектурное анодирование) имеют цвета, устойчивые к выцветанию на солнце почти в течение неопределенного времени.
- Превосходная защита от коррозии. Очень хорошо выдерживает воздействие соляного тумана и другие испытания.
- Экологически чистая отделка. Может быть легко переработан. В производстве используются простые неорганические химические вещества, оказывающие минимальное воздействие на окружающую среду
- Хороший электрический изолятор. В сочетании с другими покрытиями может применяться для селективной маскировки токов низкого напряжения.
- Недорого. Цена очень конкурентоспособна с покраской и порошковой покраской.

Анодирование представляет собой «конверсионное покрытие» и сильно отличается от красок, гальваники и других обычных покрытий на металле. В то время как краски и покрытие наносятся на поверхность алюминия, анодирование превращает внешний слой алюминия в оксид алюминия, поэтому покрытие полностью интегрируется с алюминиевой подложкой. Вот почему анодирование не трескается и не отслаивается, как краска — оно полностью интегрировано с основным металлом.
В то время как краски и покрытие наносятся на поверхность алюминия, анодирование превращает внешний слой алюминия в оксид алюминия, поэтому покрытие полностью интегрируется с алюминиевой подложкой. Вот почему анодирование не трескается и не отслаивается, как краска — оно полностью интегрировано с основным металлом.
Анодирование является конверсионным покрытием, поскольку алюминий на поверхности превращается в оксид алюминия. Точно так же, как древесный уголь на обугленном полене является неотъемлемой частью полена, слой оксида алюминия является неотъемлемой частью алюминиевой подложки.
Оксидное покрытие чаще всего создается путем помещения алюминиевой детали в ванну с серной кислотой при пропускании постоянного тока низкого напряжения через деталь к катодам на боковой стороне резервуара. Деталь действует как анод в электрической цепи, отсюда и происхождение термина «анодирование».
В большинстве случаев анодирование обрабатываемых деталей относится к двум обычно указанным типам: серное анодирование типа II (или «обычное») и серное анодирование типа III с твердым покрытием или «твердое» серное анодирование. Обозначения типа II и III взяты из общей военной спецификации MIL-A-8625 (существует также анодирование типа I, но это делается с использованием экологически небезопасной хромовой кислоты, и в наши дни это редко указывается).
Обозначения типа II и III взяты из общей военной спецификации MIL-A-8625 (существует также анодирование типа I, но это делается с использованием экологически небезопасной хромовой кислоты, и в наши дни это редко указывается).
«Твердое» анодирование типа II и типа III является очень твердым покрытием. «Жесткое» анодирование типа III выполняется при более низкой температуре, оно дороже и немного сложнее, чем анодирование типа II, но вам нужно специальное оборудование, чтобы увидеть разницу на практике. Однако тип III намного толще, чем тип II, обычно 0,002 дюйма против 0,0006 дюйма соответственно, что делает его более устойчивым к царапинам и сильному износу.
Существует еще один тип анодирования, обычно называемый «архитектурным» анодированием. По сути, это то же самое, что и анодирование типа II, описанное выше, но используется окрашивание ионами металлов, которое полностью не окрашивается на солнце.
Alodine — торговое название химического конверсионного покрытия алюминия (также называемого «химическая пленка» или «химическое конверсионное покрытие»). Поскольку название немного напоминает анодирование, иногда между двумя покрытиями возникает путаница. Хотя оба являются конверсионными покрытиями, химическая пленка намного тоньше, чем анодирование, и также создается погружением, но без использования электрического тока. В отличие от анодирования, химические пленки (которые обычно можно увидеть в золотых или прозрачных версиях ROHS) обеспечивают токопроводящее покрытие и иногда используются в сочетании с маскировкой в анодированных деталях. Покрытие обеспечивает защиту от коррозии, а также является отличной базовой грунтовкой для красок. Общей военной спецификацией для химического конверсионного покрытия является MIL-DTL-5541.
Поскольку название немного напоминает анодирование, иногда между двумя покрытиями возникает путаница. Хотя оба являются конверсионными покрытиями, химическая пленка намного тоньше, чем анодирование, и также создается погружением, но без использования электрического тока. В отличие от анодирования, химические пленки (которые обычно можно увидеть в золотых или прозрачных версиях ROHS) обеспечивают токопроводящее покрытие и иногда используются в сочетании с маскировкой в анодированных деталях. Покрытие обеспечивает защиту от коррозии, а также является отличной базовой грунтовкой для красок. Общей военной спецификацией для химического конверсионного покрытия является MIL-DTL-5541.
Поскольку анодирование представляет собой конверсионное покрытие, поверхность алюминия фактически уменьшается в размерах, когда алюминий превращается в анодированный оксидный слой. Оксидный слой растет из алюминия с большей скоростью, чем алюминий удаляется, поэтому слой анодирования будет иметь тенденцию увеличивать толщину поверхностей с заданными размерами.
При описании анодирования с точки зрения конструктора-механика чрезвычайно важно понимать термины, используемые анодировщиком, поскольку они вызывают много путаницы. Толщина покрытия — фактическая толщина оксидного слоя. Это не то же самое, что нарост, который является общим термином для разницы в размерах между оксидным слоем и исходной алюминиевой поверхностью (см. рисунок выше).
Вихретоковые толщиномеры обычно используются для измерения анодированного (оксидного) слоя. Это позволит измерить толщину покрытия, но не нарост. Налипание необходимо измерять путем сравнения готовой детали с образцом без покрытия или расчетным путем.
Анодировщики обычно руководствуются эмпирическим правилом, согласно которому оксидный слой проникает в деталь на 50 % и накапливается на 50 %. Истинные проценты, согласно большинству источников, ближе к 67% и 33% для обычного анодирования Типа II и 50% и 50% для Типа III, анодирования с твердым покрытием. В любом случае, зная толщину покрытия и используя эти проценты, возможен приблизительный расчет налипания. Сильное травление перед анодированием также может уменьшить отложения за счет удаления до нескольких десятых долей алюминия до образования анодного слоя.
Сильное травление перед анодированием также может уменьшить отложения за счет удаления до нескольких десятых долей алюминия до образования анодного слоя.
При обычном анодировании типа II толщина покрытия обычно варьируется от 0,0002 дюйма до 0,0012 дюйма. Самые тонкие покрытия обычно видны при прозрачном анодировании, поскольку для правильного окрашивания анодирующим красителям требуется толщина покрытия не менее 0,0004–0,0006 дюйма. При средней толщине покрытия 0,0008 дюйма нарост обычно составляет 0,0002–0,0003 дюйма, что достаточно мало, чтобы его можно было эффективно игнорировать в большинстве обработанных и изготовленных деталей. Однако это не так. с типом III, анодированием с твердым покрытием, которое может иметь толщину покрытия до 0,004 дюйма и наплавку до 0,002 дюйма 9.0003
Даже при более тонком анодировании типа II отложения покрытия могут вызвать проблемы с соблюдением допусков, например, с очень мелкими резьбовыми отверстиями, прецизионными отверстиями под штифты и точной посадкой скольжения.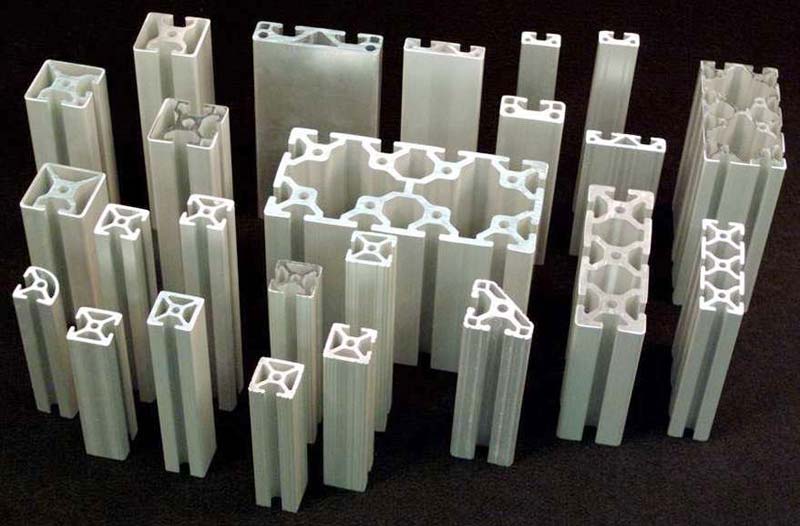
Наиболее распространенным решением этой проблемы является маскирование функций. Это делается с помощью мягких пластиковых заглушек для круглых отверстий или пластиковой ленты или окрашенного жидкого пластика для плоских участков.
Как отмечалось выше, маскирование часто не требуется для анодирования типа II. Тем не менее, это следует отметить в распечатке при указании более толстых покрытий Типа III и при наличии мелкой резьбы или характеристик с жесткими допусками.
Заглушки из силиконовой резины, такие как эти, часто используются для маскировки отверстий с высокими допусками перед анодированием.
В то время как общая толщина покрытия может быть указана на отпечатке, большинство анодаторов не будут удостоверять точную однородную толщину покрытия. Это связано с тем, что толщина покрытия на детали будет варьироваться из-за геометрии детали, положения стеллажа и изменений электрического поля, которые неизбежно существуют в каждом резервуаре для анодирования. Обычно толщина покрытия на одной детали варьируется от 0,0001 до 0,0003. Хотя однородность толщины можно до некоторой степени контролировать путем размещения катода, стеллажа и позиционирования в резервуаре, это по-прежнему является не только наукой, но и искусством, а жесткие допуски по толщине могут быть чрезвычайно дорогими, если даже достижимыми.
Обычно толщина покрытия на одной детали варьируется от 0,0001 до 0,0003. Хотя однородность толщины можно до некоторой степени контролировать путем размещения катода, стеллажа и позиционирования в резервуаре, это по-прежнему является не только наукой, но и искусством, а жесткие допуски по толщине могут быть чрезвычайно дорогими, если даже достижимыми.
Твердое анодирование по сравнению с обычным: Поскольку твердое анодирование типа III выполняется при гораздо более низкой температуре, чем обычное анодирование типа II, и при более высоком токе и напряжении, оно требует гораздо большего энергопотребления и обычно значительно дороже.
Маскировка: Маскировка обычно требует значительного объема ручной работы, что увеличивает стоимость. Материалы для маскировки часто нельзя использовать повторно, что также увеличивает затраты.
Стеллаж: Трудно устанавливаемые детали могут увеличить стоимость. При необходимости обсудите добавление функций стеллажа с вашим анодизатором, когда это необходимо для крупносерийных и недорогих деталей.
Небольшие элементы, задерживающие химию: Небольшие отверстия, особенно глухие отверстия, а также небольшие глубокие карманы или другие закрытые элементы требуют тщательной промывки деталей и повышают трудозатраты.
Плохая спецификация: Плохо написанные или отсутствующие спецификации на чертежах означают, что на уточнение тратится больше времени, что приводит к увеличению затрат. Чем четче анодирование определено на чертеже, с четкими примечаниями о стеллажах, маскировке и других желаемых характеристиках, тем лучше.
Термин «прозрачное» анодирование на самом деле является неправильным, так как неокрашенное анодирование на самом деле не является прозрачным. «Чистое» анодирование варьируется от очень светло-серого для очень тонких покрытий (0,0001–0,0003 дюйма) до темно-оливкового цвета для толстых покрытий типа III (0,002 или выше). Очень тонкое прозрачное анодирование (иногда называемое «косметическим» прозрачным) ) покрытия имитируют внешний вид чистого алюминия (хотя покрытие на самом деле слегка сероватое), отсюда и термин «прозрачное» анодирование. Но на толстых деталях с твердым покрытием цвет совсем не прозрачный.0003
Покрытие этих деталей варьируется от 0,0003 дюйма слева до более 0,002 дюйма справа — все они неокрашены.
Анодирующий слой может быть окрашенным или неокрашенным. В спецификации 8625 Mil для обозначения этого используется термин «класс»: класс 1 — прозрачный или неокрашенный, а класс 2 — окрашенный.
Анодированные слои обычно окрашивают органическими красителями, погружая деталь в бак с горячим красителем сразу после анодирования. С помощью этого процесса можно получить большое разнообразие цветов. На сегодняшний день наиболее часто указываемым цветом является черный, за ним следуют синий, красный и золотой. Обратите внимание, что только анодирование типа II может быть окрашено в различные цвета. «Жесткое» анодирование типа III, которое довольно темное даже в неокрашенном виде, обычно остается прозрачным или окрашивается в черный цвет.
Фото: пример анодированных деталей, окрашенных в красный цвет
Покрытие этих деталей варьируется от 0,0003 дюйма слева до более 0,002 дюйма справа — все они неокрашены. Важно отметить, что цвета, полученные в результате окрашивания не так однородны, как полученные с помощью покраски или порошковой окраски. В большинстве коммерческих анодированных материалов не существует такой вещи, как цвет, соответствующий пантону, а согласованность цвета и цветового соответствия чрезвычайно сложны. Как правило, цвета задаются более широко, чем при покраске, например, для анодированной детали вы должны указать «синий», или, возможно, «светло-синий» или «темно-синий», а не «темно-синий» или «синий электрик».
Обратите внимание, что цвета, полученные с помощью органических красителей, не являются абсолютно стойкими, особенно в условиях сильного воздействия УФ-излучения. Все органически окрашенные детали со временем тускнеют. На открытом воздухе выцветание может быть драматичным.
Существует второй, менее распространенный процесс окрашивания, известный как двухэтапное электролитическое окрашивание. В этом процессе анодирующий слой аналогичен обычному анодированию типа II, но на стадии окрашивания вместо органических красителей используются неорганические металлические красители в сочетании с электрическим током. Хотя диапазон цветов гораздо более ограничен, чем у органических красителей (как правило, от светлых до очень темных, почти черных бронз), цвета чрезвычайно устойчивы к выцветанию и сохранятся на неопределенный срок даже в условиях очень сильного ультрафиолетового излучения.
Фото: две черные детали после пребывания под интенсивным прямым солнечным светом в течение примерно 8 месяцев. Обе части начинались с одинакового черного цвета. Нижняя часть использовала обычный органический черный краситель и заметно поблекла. Верхняя часть была окрашена с использованием двухэтапного электролитического процесса («архитектурное анодирование») и не выцветает.
Поскольку анодирование представляет собой конверсионное покрытие и основано на преобразовании алюминиевой подложки в оксид алюминия, любые дефекты в алюминии будут иметь заметное влияние на качество анодирования. Основное правило, которое следует помнить, заключается в том, что алюминиевая отделка должна быть однородной, чистой и полностью открытой, чтобы анодный слой сформировался должным образом.
Обычные проблемы возникают со сварными швами, экструзиями, зонами холодной или горячей обработки или плохо обработанными поверхностями.
Проблемы с материалом или механической отделкой обычно выглядят как проблемы с анодированием. Часто дефекты материала выглядят как химические пятна или полосы, когда проблема связана с материалом. GIGO (мусор на входе, мусор на выходе) лучше подходит для анодирования, чем почти любая другая отделка. Чтобы анодный слой был идеальным, алюминиевая подложка также должна быть идеальной.
Это пятно очень похоже на химическое пятно, но это не так. Это место, где установочный штифт непреднамеренно поднял листовой металл. Машинист отшлифовал лист на место, но холодная обработка изменила материал настолько, что изменился цвет анодирования.
Это темное пятно выглядит как неисправность в баке для анодирования, но на самом деле оно было вызвано слишком грязной водой в вибромассажере. Грязный носитель впитался в алюминиевую отделку, что привело к появлению пятен.
Нехарактерно, что сварные швы на раме этого велосипеда практически не изменили цвет анодирования. Тем не менее, плохое шлифование и оставшиеся пятна бондо создают поверхность, на которой видны неанодированные пятна и механические царапины.
Алюминиевые сплавы также могут влиять на анодирование. Помните, что легирующие элементы, такие как медь, не анодируются, поэтому сплавы с высоким содержанием меди, такие как 7075 или 2024, будут давать заметно другие цвета, чем сплавы с более низким содержанием меди, такие как 6061, как с окрашенными частями, так и с прозрачным анодированием. Как правило, сплавы серий 6061, 3000 и 5000 анодируются достаточно последовательно друг с другом. 7075 и 2024 будут иметь желтый оттенок при прозрачном анодировании из-за высокого содержания меди, а черный цвет будет не таким глубоким. Серия 1000, хотя и редко указывается, на самом деле анодирует лучше всех, будучи наиболее близкой к чистому алюминию.
Меньшая часть слева изготовлена из сплава 7075, а большая круглая часть изготовлена из сплава 6061. Обратите внимание на характерный желтоватый оттенок левой части, характерный для прозрачного анодирования сплавов 7075 или 2024.
Вы когда-нибудь задумывались, почему так хорошо окрашивается анодирование? Это связано с микроскопической структурой анодирующего слоя.
Оксидный или «анодный» слой, образующийся в процессе анодирования, состоит из микроскопических шестиугольных столбцов оксида с отверстиями или «порами», которые проходят почти по всей длине каждого столбца. Именно эти поры удерживают краситель
Анодный слой очень твердый – обычно между 60-70 градусами по шкале Роквелла. Этот слой также является отличным изолятором, а слой твердого покрытия толщиной 0,002 дюйма имеет напряжение пробоя 1500-2000 вольт.
Характерная гексагональная структура анодирование (гипотетически около 40 000-кратное увеличение).Обратите внимание, что шестиугольные оксидные столбцы были разрезаны, чтобы показать структуру.Реальный слой был бы намного толще, а высота столбцов в 200 или более раз превышает их диаметр.
Анодный слой растет наружу от поверхности алюминия по мере анодирования детали. Таким образом, очень острые внутренние или внешние углы на детали могут привести к образованию зазоров или пустот, особенно с толстыми анодными слоями, такими как анодирование твердого покрытия типа III. По возможности избегайте очень острых внутренних или внешних углов и оставляйте радиус не менее 0,015 дюйма (1/64 дюйма).
Военная спецификация США MIL-A-8625 является наиболее распространенной спецификацией для используемого анодирования. Хотя спецификация несколько устарела, особенно в отношении воздействия некоторых процессов на окружающую среду (например, анодирование хромовой кислотой типа I), она по-прежнему используется в качестве модели для большей части анодирования, предназначенного для военной и аэрокосмической продукции. и формирует основу для многих собственных спецификаций компании.
Наиболее распространенными типами и классами анодирования, указанными в MIL-A-8625, являются:
- Сернокислотное анодирование типа II (обычное или «стандартное» анодирование)
- Сернокислотное анодирование типа III (твердое или твердое анодирование)
- Класс 1 – неокрашенный (прозрачный)
- Класс 2- Окрашенный (цветной)
Обратите внимание, что MIL-A-8625 не распространяется на архитектурное анодирование, на которое обычно распространяется система обозначений, предоставленная Алюминиевой ассоциацией (например, AA-M12-C22-A34 для архитектурного анодирования с электролитическим окрашиванием).
Например, стандартная черная деталь, обозначенная MIL-A-8625, будет обозначена на чертеже следующим образом:
«MIL-A-8625, тип II, класс 2, черный»
Поскольку анодирование включает пропуская электрический ток через анодируемую деталь, детали должны быть зажаты токопроводящими стойками или проводами. Там, где эти стойки или провода соприкасаются с деталью, на поверхности кромок деталей остаются небольшие неанодированные следы или «точки контакта». MIL-A-8625 упоминает и специально разрешает эти метки на стойках.
Метками реек можно управлять, указав на чертеже допустимые места для захвата детали. Если маркировка стойки имеет решающее значение, заранее обсудите возможные варианты установки с вашим анодировщиком.
На этой фотографии показаны несколько различных подходов к стеллажированию деталей разных размеров и форм. Детали можно соединять проводами через отверстия,
захватывается по краям или захватывается внутри полостей с помощью «пружинных» захватов. Везде, где есть контакт металла с металлом, будут небольшие неанодированные участки.
Как правило, многокомпонентные сборки должны быть анодированы перед сборкой. Поскольку детали погружаются как в сильную щелочь (гидроксид натрия), так и в серную кислоту, любые шпильки, резьбовые вставки, штифты, стойки и т. д. подвержены коррозии и вызовут проблемы в резервуарах для анодирования. Даже компоненты из нержавеющей стали могут подвергаться коррозии в резервуарах во время анодирования и могут влиять на протекание тока во время электролитических процессов. Зазоры между компонентами также могут задерживать химические вещества и вызывать проблемы из-за вытекания коррозионно-активных веществ после анодирования. Как правило, собирают после анодирования.
Поскольку тонкое «кометическое» прозрачное анодирование часто имитирует внешний вид чистого алюминия, иногда бывает трудно определить, была ли деталь анодирована. Так как анодирование является сильным изолятором, простой тест состоит в том, чтобы использовать вольтметр, установленный для измерения сопротивления. Прикоснитесь обоими щупами к металлической части — если есть высокое сопротивление, скорее всего, деталь анодирована.
Установите вольтомметр для измерения сопротивления и прикоснитесь щупами к поверхности детали, которая, как вы подозреваете, имеет чистое анодирование. Если есть высокое сопротивление, деталь, вероятно, анодирована.
Анодирование является отличным фоновым покрытием для механической или лазерной гравировки. Использование твердосплавного инструмента, т.е. небольшая фреза с фаской 90, буквы, цифры или другие символы могут быть выгравированы непосредственно через анодный слой с помощью фрезерного или фрезерного станка с ЧПУ. Алюминиевая подложка обеспечивает отличный контраст символов.
Лазерная гравировка также дает отличные результаты. Вместо того, чтобы прожигать анодный слой, лазерный гравер обесцвечивает краску в слое, что обычно обеспечивает превосходный контраст символов. Преимущество лазерной гравировки на цветном анодированном покрытии заключается в том, что на поверхность не нужно добавлять дополнительные химикаты, чтобы подчеркнуть маркировку, чего нельзя сказать о чистом алюминии, нержавеющей стали или большинстве других металлов
Пример символов, выгравированных лазером на черной анодированной детали.
Анодирование удивительно долговечно и устойчиво к коррозии. Однако, как и его алюминиевая основа, он чувствителен к сильным щелочам, таким как щелочь или гидроксид натрия. Он также может быть поврежден сильными кислотами, такими как азотная или серная. Остерегайтесь сильных щелочных чистящих средств, которые часто содержат аммиак или щелочь, а также чистящих средств для кирпичной кладки или цемента, которые могут содержать сильные кислоты. Удивительно, но анодирование довольно устойчиво к органическим растворителям. В то время как спирт или ацетон быстро удаляют чернила, например, с перманентного маркера, они не повредят и не обесцветят цветное анодирование и могут быть превосходны для очистки.
- Укажите тип анодирования, например, «Тип II анодирование» или «Тип III твердое анодирование» для обозначения типа покрытия. При желании можно включить спецификацию Mil, например, «Mil 8625, анодирование типа II». Укажите желаемый цвет, например, «черный»
Примеры правильных выносок для печати:
Анодирование типа II, черное.