Простановка размеров на чертежах — нормальные линейные размеры
Размеры на чертежах берутся из набора стандартных размеров по ГОСТ 6636 — 69.
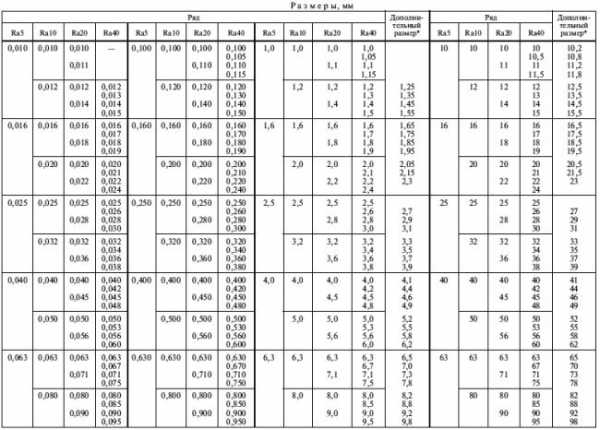
Для простановки линейных размеров — диаметров, длин, высот стандартом устанавливаются ряды, приведенные в таблице.
| Ra 20 | Ra 40 | Ra 20 | Ra 40 | Ra 20 | Ra 40 | Ra 20 | Ra 40 |
| 1,0 | 1,00 | 5,6 | 5,6 | 32 | 180 | 180 | |
| 1,05 | 6,0 | 34 | 34 | 190 | |||
| 1,1 | 1,10 | 6,3 | 6,3 | 36 | 36 | 200 | 200 |
| 1,15 | 6,7 | 38 | 210 | ||||
| 1,2 | 1,20 | 7,1 | 7,1 | 40 | 40 | 220 | 220 |
| 1,30 | 7,5 | 240 | |||||
| 1,4 | 1,40 | 8,0 | 8,0 | 45 | 45 | 250 | 250 |
| 1,50 | 8,5 | 48 | 260 | ||||
| 1,6 | 1,60 | 9,0 | 9,0 | 50 | 50 | 280 | 280 |
| 1,70 | 9,5 | 53 | 300 | ||||
| 1,8 | 1,80 | 10,0 | 10,0 | 56 | 56 | 320 | 320 |
| 1,90 | 10,5 | 60 | 340 | ||||
| 2,0 | 2,00 | 11,0 | 11,0 | 63 | 63 | 360 | 360 |
| 2,10 | 11,5 | 67 | 380 | ||||
| 2,2 | 2,20 | 12,0 | 12,0 | 71 | 71 | 400 | 400 |
| 2,40 | 13,0 | 75 | 420 | ||||
| 2,5 | 2,50 | 14,0 | 14,0 | 80 | 80 | 450 | 450 |
| 2,60 | 15,0 | 85 | 580 | ||||
| 2,8 | 2,80 | 16,0 | 16,0 | 90 | 90 | 500 | 500 |
| 3,00 | 17,0 | 95 | 530 | ||||
| 3,2 | 3,20 | 18,0 | 18,0 | 100 | 560 | 560 | |
| 3,40 | 19,0 | 105 | 600 | ||||
| 3,6 | 3,60 | 20,0 | 20,0 | 110 | 110 | 630 | 630 |
| 3,80 | 21,0 | 120 | 670 | ||||
| 4,0 | 4,00 | 22,0 | 22,0 | 125 | 125 | 710 | 710 |
| 4,20 | 130 | 750 | |||||
| 4,5 | 4,50 | 25,0 | 25,0 | 140 | 140 | 800 | 800 |
| 4,80 | 26,0 | 150 | 850 | ||||
| 5,0 | 5,00 | 28,0 | 28,0 | 160 | 160 | 900 | 900 |
| 5,30 | 30,0 | 170 | 950 |
Напечатать чертежи можно здесь.
8-art.ru
Вопрос 2 Нормальные линейные размеры — Мегаобучалка
Наибольшее количество числовых значений, применяемых в технике, приходится на долю линейных размеров, рациональный выбор которых на базе предпочтительных чисел должен проводиться с учетом обеспечения требуемого уровня взаимозаменяемости и оптимального сокращения размеров.
Если для выбора линейных размеров пользоваться ГОСТ 8032-84, то последнее требование соблюсти трудно, что объясняется следующим образом: ГОСТ 8032—84 «Предпочтительные числа и ряды предпочтительных чисел» содержит ряды чисел в одном десятичном интервале (от 1 до 10), а для других интервалов значение чисел получают умножением и делением на 10, 100 и т. д.
В связи с допущенными округлениями отдельных предпочтительных чисел использование ГОСТ 8032—84 для выбора линейных размеров (особенно посадочных) не всегда рационально. Например, конструктор, в результате расчета прочности получил значение диаметра, равное 22,2 мм. Согласно ГОСТ 8032 — 84 конструктор мог бы принять размер диаметра равным 22,4 либо 22 мм.
Для того чтобы однозначно решить вопрос о выборе линейных размеров и в то же время увязать их с другими параметрами изделий, на базе рядов предпочтительных чисел разработаны ряды нормальных линейных размеров
(ГОСТ 6636—69 «Основные нормы взаимозаменяемости. Нормальные линейные размеры»), которые являются обязательными для всех отраслей промышленности и установлены в диапазоне от 0,001 до 20000 мм.В диапазоне от 0,001 до 0,009 нормальные линейные размеры построены по арифметическому ряду с разностью 0,001. При этом с учетом сложившейся практики конструирования взамен некоторых предпочтительных чисел приняты их округленные значения.
Приведенные в ГОСТ 6636-69 линейные размеры делятся на линейные размеры основного применения и дополнительные линейные размеры. Линейные размеры основного применения в указанном выше интервале построены на базе рядов R5, R 10, R 20 и R40 и обозначены Ra5, Ra10, Ra20 и Ra40 (буква «а» означает, что ряд содержит округленные числа).
Дополнительные линейные размеры построены на базе ряда R80, начиная с числа 1,25. Использование их допускается в отдельных, технически обоснованных, случаях, когда не удается воспользоваться линейными размерами основного применения. Применять другие линейные размеры, кроме приведенных в ГОСТ 6636—69, не рекомендуется. Введение стандарта на нормальные линейные размеры облегчает выбор линейных размеров и предотвращает неоправданное увеличение их номенклатуры. Так, если в приведенном выше примере согласно ГОСТ 8032—84 в качестве линейного размера можно принять как размер 22,4, так и размер 22 мм, то по ГОСТ 6636—69 — только размер 22 мм, так как смежные с ним размеры (21 и 24 мм) не будут соответствовать требуемой прочности и оптимальному расходу материала.
Назначая нормальные линейные размеры, следует ряд Ra5 предпочитать ряду Ra10, ряд Ra10 — ряду Ra20, ряд Ra20 — ряду Ra40. Использование линейных размеров основного применения в первую очередь целесообразно для деталей, подверженных точной обработке, что имеет большое экономическое значение, так как способствует сокращению номенклатуры режущего и измерительного инструмента, облегчает настройку станков, ограничивает и упрощает технологическую оснастку.
В соответствии с ГОСТ 6636—69 предприятия в зависимости от характера своего производства применяют сокращенный ряд размеров, создавая ограничительные стандарты предприятия. При создании таких стандартов допускается, кроме рядов Ra5; Ra10; Ra20; Ra40 и дополнительных размеров, применение выборочных рядов, полученных путем отбора n-гочлена указанных выше рядов.
Ряды нормальных линейных размеров не распространяются на производные размеры, зависящие от принятых исходных размеров и параметров, технологические межоперационные размеры, а также размеры, регламентированные в стандартах на отдельные изделия (резьбы, подшипники качения и т. д.).
Тема №6 Выбор и обоснование параметрических рядов стандартизуемых изделий
Вопрос 1 Общие положения
Вопрос 2 Выбор номенклатуры главных и основных параметров изделий
Вопрос 3 Выбор диапазона параметрического ряда
Вопрос 4 Выбор характера градации параметрического ряда
Вопрос 1 Общие положения
Для современной промышленности характерна широкая и все увеличивающаяся номенклатура производимых изделий. Однако в ряде случаев имеет место выпуск излишне большой номенклатуры изделий, сходных по назначению и незначительно отличающихся конструктивным исполнением и размерами, что уменьшает серийность производства, затрудняет унификацию изделий, тормозит развитие специализации производства, удлиняет сроки освоения новых машин, увеличивает производственные расходы, расширяет номенклатуру запасных частей, удорожает ремонт, повышает стоимость обслуживания при эксплуатации.
Упорядочение номенклатуры и числа типоразмеров выпускаемых изделий — одна из важных задач, стоящих перед стандартизацией. Основой для рационального сокращения номенклатуры и числа типоразмеров производимых изделий являются стандарты на параметрические ряды (ряды основных параметров) этих изделий. Стандарты на ряды основных параметров, обычно называемые стандартами основных параметров, устанавливают наиболее рациональные типы и типоразмеры изделий, допускаемые к изготовлению.
Параметр продукции —это количественная характеристика свойств продукции.
Параметры изделий принято разделять на главные, основные и вспомогательные, причем главные параметры выделяются из числа основных, а вспомогательные устанавливаются только для некоторых видов изделий.
Основные параметры определяют характерные конструктивно-технологические и эксплуатационные свойства изделий и процессов. В качестве главных принимают такие основные параметры, которые отличаются стабильностью при технических усовершенствованиях, не зависят от применяемых материалов и технологии изготовления и наиболее полно характеризуют конструктивно-технологические и эксплуатационные свойства изделий и процессов.
Таким образом, основная характеристика машины или оборудования должна определяться главным параметром. В зависимости от назначения и особенности конструкции машины или оборудования может быть один или несколько главных параметров.
Например, для металлорежущих станков главными параметрами будут размеры устанавливаемой заготовки, величина перемещения рабочих органов за один рабочий цикл, размеры рабочей поверхности стола, усилие, развиваемое рабочими органами; для кузнечно-прессового оборудования — усилие, развиваемое рабочими органами, вес падающих частей, эффективная кинетическая энергия.
Поскольку одними главными параметрами нельзя достаточно полно охарактеризовать промышленное изделие, то наряду с главными параметрами, для характеристики изделий используются и основные параметры, К их числу относятся:
— для металлорежущих станков — размеры, определяющие взаимозаменяемость технологической оснастки, число оборотов или двойных ходов в минуту, конструктивный вес станка;
— для кузнечно-прессового оборудования – размеры, определяющие взаимозаменяемость технологической оснастки, число оборотов или двойных ходов в минуту, скорость перемещения рабочих органов.
К числу основных параметров также относятся: удельные расходы электрической энергии, топлива и смазки.
Основные параметры могут быть объединены в группы, которые установлены на основе анализа большого числа параметрических стандартов машин различного функционального назначения.
В свою очередь, главные и основные параметры в зависимости от вида стандартизуемых объектов могут классифицироваться по своему назначению на размерные, эксплуатационные, энергетические; производительности массы и др.
Таблица 6.1 – Классификация параметров по назначению
| Параметры | Характеристика параметров |
| Размерные | Размеры устанавливаемых заготовок, величина перемещения органов за один рабочий цикл; размеры, определяющие взаимозаменяемость; размеры, характеризующие возможность использования машин. |
| Эксплуатационные | Параметры, характеризующие объем изделия или его рабочих органов; параметры, определяющие возможность использования машин |
| Энергетические | Мощность, расход электроэнергии, топлива, пара |
| Силовые | Усилие, развиваемое рабочими органами, крутящий момент, допускаемая нагрузка |
Продолжение таблицы 6.1
| Параметры | Характеристика параметров |
| Параметры, характеризующие производительность | Производительность |
| Весовые | Масса изделия |
megaobuchalka.ru
ГОСТ 6636-69 — Основные нормы взаимозаменяемости. Нормальные линейные размеры.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
НОРМАЛЬНЫЕ ЛИНЕЙНЫЕ РАЗМЕРЫ
ГОСТ 6636-69
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Основные нормы взаимозаменяемости. Нормальные линейные размеры Basic norms of interchangeability. |
ГОСТ |
Срок введения с 01.01.70
1. Настоящий стандарт устанавливает ряды нормальных линейных размеров в диапазоне от 0,001 до 100000 мм, предназначенные для применения в машиностроении и рекомендуемые для использования в других отраслях промышленности.
Стандарт не распространяется на технологические межоперационные размеры, связанные с расчетной зависимостью с принятыми значениями других параметров; на размеры, установленные в стандартах на конкретные изделия; на оптимальные размеры, замена которых нормальными линейными размерами приведет к снижению качества продукции.
2. Размеры в диапазоне от 0,001 до 0,009 мм должны соответствовать указанным ниже:
0,001; 0,002; 0,003; 0,004; 0,005; 0,006; 0,007; 0,008; 0,009 мм.
3. Размеры в диапазоне от 0,01 до 100000 мм должны соответствовать указанным в таблице.
Примечание. Соответствие рядов нормальных линейных размеров рядам предпочтительных чисел по ГОСТ 8032-84 приведено в приложении.
1-3. (Измененная редакция, Изм. № 2).
4. При выборе размеров предпочтение должно отдаваться рядам с более крупной градацией (ряд Ra 5 следует предпочитать ряду Ra 10; ряд Ra 10 — ряду Ra 20; ряд Ra 20 — ряду Ra 40).
Дополнительные размеры, приведенные в таблице, допускаются применять лишь в отдельных, технически обоснованных случаях.
Размеры, мм
|
Ряд |
Дополнительный размер* |
|||
|
Ra5 |
Ra10 |
Ra20 |
Ra40 |
|
|
0,010 |
0,010 |
0,010
0,011 |
|
|
|
0,012 |
0,012
0,014 |
0,012 0,013 0,014 0,015 |
|
|
|
0,016 |
0,016 |
0,016
0,018 |
0,0016 0,017 0,018 0,019 |
|
|
0,020 |
0,020
0,022 |
0,020 0,021 0,022 0,024 |
|
|
|
0,025 |
0,025 |
0,025
0,028 |
0,025 0,026 0,028 0,030 |
|
|
0,032 |
0,032
0,036 |
0,032 0,034 0,036 0,038 |
|
|
|
0,040 |
0,040 |
0,040
0,045 |
0,040 0,042 0,045 0,048 |
|
|
0,050 |
0,050
0,056 |
0,050 0,053 0,056 0,060 |
|
|
|
0,063 |
0,063 |
0,063
0,071 |
0,063 0,067 0,071 0,075 |
|
|
0,080 |
0,080
0,090 |
0,080 0,085 0,090 0,095 |
|
|
|
0,100 |
0,100 |
0,100
0,110 |
0,100 0,105 0,110 0,115 |
|
|
0,120 |
0,120
0,140 |
0,120 0,130 0,140 0,150 |
|
|
|
0,160 |
0,160 |
0,160
0,180 |
0,160 0,170 0,180 0,190 |
|
|
0,200 |
0,200
0,220 |
0,200 0,210 0,220 0,240 |
|
|
|
0,250 |
0,250 |
0,250
0,280 |
0,250 0,260 0,280 0,300 |
|
|
0,320 |
0,320
0,360 |
0,320 0,340 0,360 0,380 |
|
|
|
0,400 |
0,400 |
0,400
0,450 |
0,400 0,420 0,450 0,480 |
|
|
0,500 |
0,500
0,560 |
0,500 0,530 0,560 0,600 |
|
|
|
0,630 |
0,630 |
0,630
0,710 |
0,630 0,670 0,710 0,750 |
|
|
0,800 |
0,800
0,900 |
0,800 0,850 0,900 0,950 |
|
|
|
1,0 |
1,0 |
1,0
1,1 |
1,0 1,05 1,1 1,15 |
|
|
1,2 |
1,2
1,4 |
1,2 1,3 1,4 1,5 |
1,25 1,35 1,45 1,55 |
|
|
1,6 |
1,6 |
1,6
1,8 |
1,6 1,7 1,8 1,9 |
1,65 1,75 1,85 |
|
2,0 |
2,0
2,2 |
2,0 2,1 2,2 2,4 |
1,95 2,05 2,15 2,3 |
|
|
2,5 |
2,5 |
2,5
2,8 |
2,5 2,6 2,8 3,0 |
2,7 2,9 3,1 |
|
3,2 |
3,2
3,6 |
3,2 3,4 3,6 3,8 |
3,3 3,5 3,7 3,9 |
|
|
4,0 |
4,0 |
4,0
4,5 |
4,0 4,2 4,5 4,8 |
4,1 4,4 4,6 4,9 |
|
5,0 |
5,0
5,6 |
5,0 5,3 5,6 6,0 |
5,2 5,5 5,8 6,2 |
|
|
6,3 |
6,3 |
6,3
7,1 |
6,3 6,7 7,1 7,5 |
6,5 7,0 7,3 7,8 |
|
8,0 |
8,0
9,0 |
8,0 8,5 9,0 9,5 |
8,2 8,8 9,2 9,8 |
|
|
10 |
10 |
10
11 |
10 10,5 11 11,5 |
10,2 10,8 11,2 11,8 |
|
12 |
12
14 |
12 13 14 15 |
12,5 13,5 14,5 15,5 |
|
|
16 |
16 |
16
18 |
16 17 18 19 |
16,5 17,5 18,5 19,5 |
|
20 |
20
22 |
20 21 22 24 |
20,5 21,5 23 |
|
|
25 |
25 |
25
28 |
25 26 28 30 |
27 29
31 |
|
32 |
32
36 |
32 34 36 38 |
33 35 37 39 |
|
|
40 |
40 |
40
45 |
40 42 45 48 |
41 44 46 49 |
|
50 |
50
56 |
50 53 56 60 |
52 55 58 62 |
|
|
93 |
63 |
63
71 |
63 67 71 75 |
65 70 73 78 |
|
89 |
80
90 |
80 85 90 95 |
82 88 92 98 |
|
|
100 |
100 |
100
110 |
100 105 110
120 |
102 108 112 115 118 |
|
125 |
125
140 |
125 130 140 150 |
135 145 155 |
|
|
160 |
160 |
160
180 |
160 170 180 190 |
165 175 185 195 |
|
200 |
200
220 |
200 210 220 240 |
205 215 230 |
|
|
250 |
250 |
250
280 |
250 260 280 300 |
270 290 310 315 |
|
320 |
320
360 |
320 340 360 380 |
330 350 370 390 |
|
|
400 |
400 |
400
450 |
400 420 450 480 |
410 440 460 490 |
|
500 |
500
560 |
500 530 560 600 |
515 545 580 615 |
|
|
630 |
630 |
630
710 |
630 670 710 750 |
650 690 730 775 |
|
800 |
800
900 |
800 850 900 950 |
825 875 925 975 |
|
|
1000 |
1000 |
1000
1120 |
1000 1060 1120 1180 |
1030 1090 1150 1220 |
|
1250 |
1250
1400 |
1250 1320 1400 1500 |
1280 1360 1450 1550 |
|
|
1600 |
1600 |
1600
1800 |
1600 1700 1800 1900 |
1650 1750 1850 1950 |
|
2000 |
2000
2240 |
2000 2120 2240 2360 |
2060 2180 2300 2430 |
|
|
2500 |
2500 |
2500
2800 |
2500 2650 2800 3000 |
2580 2720 2900 3070 |
|
3150 |
3150
3550 |
3150 3350 3550 3750 |
3250 3450 3650 3870 |
|
|
4000 |
4000 |
4000
4500 |
4000 4250 4500 4750 |
4120 4370 4620 4870 |
|
5000 |
5000
5600 |
5000 5300 5600 6000 |
5150 5450 5800 6150 |
|
|
6300 |
6300 |
6300
7100 |
6300 6700 7100 7500 |
6500 6900 7300 7750 |
|
8000 |
8000
9000 |
8000 8500 9000 9500 |
8250 8750 9250 9750 |
|
|
10000 |
10000 |
10000
11200 |
10000 10600 11200 11800 |
10300 10900 11500 12200 |
|
12500 |
12500
14000 |
12500 13200 14000 15000 |
12800 13600 14500 15500 |
|
|
16000 |
16000 |
16000
1800 |
16000 17000 18000 19000 |
16500 17500 18500 19500 |
|
2000 |
20000 |
20000 |
|
|
|
25000 |
25000 |
25000
28000 |
25000 26500 28000 30000 |
25800 27200 29000 30700 |
|
31500 |
31500
35500 |
31500 33500 35500 37500 |
32500 34500 36500 38700 |
|
|
40000 |
40000 |
40000
45000 |
40000 42500 45000 47500 |
41200 43700 46200 48700 |
|
50000 |
50000
56000 |
50000 53000 56000 60000 |
51500 54500 58000 61500 |
|
|
63000 |
63000 |
63000 |
63000 67000 71000 75000 |
65000 69000 73000 77500 |
|
80000 |
71000 |
80000 85000 90000 95000 |
82500 87500 92500 97500 |
|
|
100000 |
100000 |
100000 |
100000 |
|
__________
* Для размеров свыше 1000 мм допускается также применять числа из ряда R160 по ГОСТ 8032-84.
(Измененная редакция, Изм. № 2).
5. Кроме основных рядов, указанных в таблице, допускается применять производные ряды, получаемые путем отбора каждого второго, третьего или n-го ряда одного и того же ряда по таблице.
6. Из основных рядов допускается составлять ряды, которые в различных диапазонах ряда имеют неодинаковые знаменатели прогрессии.
ПРИЛОЖЕНИЕ
Справочное
Соответствие рядов нормальных линейных размеров рядам предпочтительных чисел по ГОСТ 8032-84
|
Размеры, мм |
Обозначение рядов нормальных размеров |
|||
|
Ra5 |
Ra10 |
Ra20 |
Ra40 |
|
|
Соответствующие ряды (R) предпочтительных чисел и ряды (R¢) и (R¢¢) округленных предпочтительных чисел |
||||
|
0,01 . . . 1000 |
R5 |
R¢10* |
R¢20** |
R¢40 |
|
1000 . . . 100000 |
R5 |
R10 |
R20 |
R40 |
_________
* Кроме размеров 0,012; 0,12; 1,2 и 12 мм относящихся к ряду R¢¢10.
** Кроме размеров 0,012; 0,12; 1,2 и 12 мм, относящихся к ряду R¢¢20.
Примечание. Дополнительные размеры, приведенные в настоящем стандарте, соответствуют числам из ряда R80 по ГОСТ 8032-84 (в диапазоне размеров до 500 мм с отдельными округлениями).
(Измененная редакция, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.В. Высоцкий, канд. техн. наук; М.А. Палей (руководитель темы), канд. техн. наук; Л.Б. Свичар
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.07.82 г. № 2766
3. Срок проверки — 1997 г.; периодичность проверки — 10 лет
4. ВЗАМЕН ГОСТ 6636-60
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, |
Номер пункта, |
|
ГОСТ 8032-84 |
5; табл; 8; 9 |
6. ПЕРЕИЗДАНИЕ (июль 1991 г.) с изменениями № 1, 2, утвержденными в июле 1981 г., октябре 1988 г. (ИУС 9-81, 1-89)
snipov.net
ГОСТ 6636-69 — Основные нормы взаимозаменяемости. Нормальные линейные размеры
ГОСТ 6636-69
Группа Г02
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
Нормальные линейные размеры
Basic norms of interchangeability. Standard linear dimensions
МКС 17.040
21.020
Дата введения 1970-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.07.82 N 2766
3. ВЗАМЕН ГОСТ 6636-60
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8032-84 | 3, приложение |
5. ИЗДАНИЕ (июль 2004 г.) с Изменениями N 1, 2, утвержденными в июле 1981 г., октябре 1988 г. (ИУС 9-81, 1-89)
1. Настоящий стандарт устанавливает ряды нормальных линейных размеров в диапазоне от 0,001 до 100000 мм, предназначенные для применения в машиностроении и рекомендуемые для использования в других отраслях промышленности.
Стандарт не распространяется на технологические межоперационные размеры, связанные расчетной зависимостью с принятыми значениями других параметров; на размеры, установленные в стандартах на конкретные изделия; на оптимальные размеры, замена которых нормальными линейными размерами приведет к снижению качества продукции.
2. Размеры в диапазоне от 0,001 до 0,009 мм должны соответствовать указанным ниже:
0,001; 0,002; 0,003; 0,004; 0,005; 0,006; 0,007; 0,008; 0,009 мм.
3. Размеры в диапазоне от 0,01 до 100000 мм должны соответствовать указанным в таблице.
Примечание. Соответствие рядов нормальных линейных размеров рядам предпочтительных чисел по ГОСТ 8032 приведено в приложении.

______________
* Для размеров свыше 1000 мм допускается также применять числа из ряда R160 по ГОСТ 8032.
1-3. (Измененная редакция, Изм. N 2).
4. При выборе размеров предпочтение должно отдаваться рядам с более крупной градацией (ряд Ra5 следует предпочитать ряду Ra10; ряд Ra10 — ряду Ra20; ряд Ra20 — ряду Ra40).
Дополнительные размеры, приведенные в таблице, допускается применять лишь в отдельных, технически обоснованных случаях.
Как перекрасить мдф? Прежде чем приступить необходимо знать несколько правил покраски.
5. Кроме основных рядов, указанных в таблице, допускается применять производные ряды, получаемые путем отбора каждого второго, третьего или n-го члена одного и того же ряда по таблице.
6. Из основных рядов допускается составлять ряды, которые в различных диапазонах ряда имеют неодинаковые знаменатели прогрессии.
ПРИЛОЖЕНИЕ
Справочное
Размеры, мм | Обозначение рядов нормальных размеров | ||||
Ra5 | Ra10 | Ra20 | Ra40 | ||
Соответствующие ряды (R) предпочтительных чисел и ряды (R’) и (R») округленных предпочтительных чисел | |||||
0,01 … 1000 | R5 | R’10* | R’20** | R’40 | |
1000… 100000 | R5 | R10 | R20 | R40 | |
_____________
* Кроме размеров 0,012; 0,12; 1,2 и 12 мм относящихся к ряду R»10.
** Кроме размеров 0,012; 0,12; 1,2 и 12 мм, относящихся к ряду R»20.
Примечание. Дополнительные размеры, приведенные в настоящем стандарте, соответствуют числам из ряда R80 по ГОСТ 8032 (в диапазоне размеров до 500 мм с отдельными округлениями).
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 2).
zaoreduktor.ru
3 — Журнал лаб_работ ДМ(2014)
Министерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Московский государственный технический университет имени Н.Э. Баумана» (MГТУ им. Н.Э. Баумана)
––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––
Утвержден редсоветом МГТУ
Ж У Р Н А Л
лабораторных работ по курсу
“Детали машин” “Детали машин и основы конструирования”
“Основы конструирования деталей и узлов машин” “Основы проектирования машин”
Фамилия студента________________________________________
Факультет_______________________________________________
Группа__________________________________________________
–––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––––
Проверил________________ | “ | ” ______________201 г. |
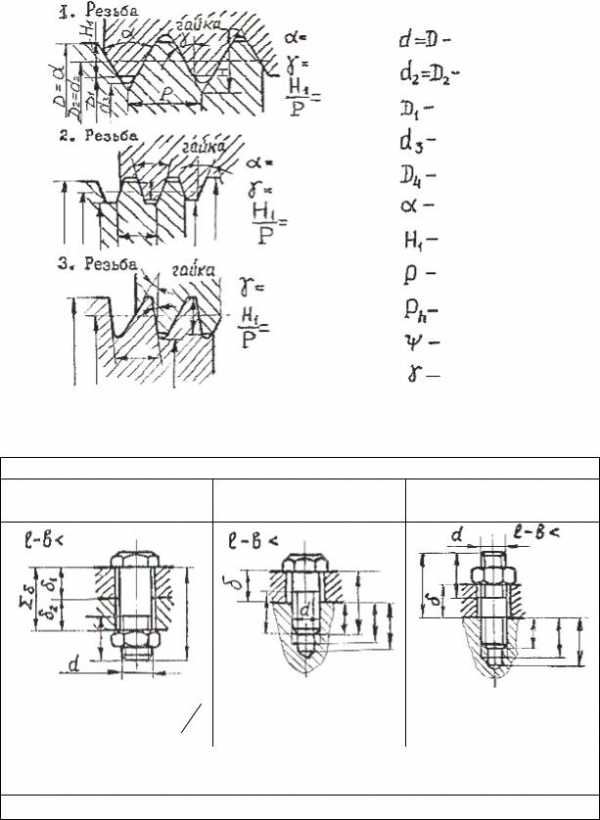
Ра б о т а № 1. ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
ИВЫБОР СПОСОБОВ СТОПОРЕНИЯ
I. Основные параметры резьбы. Типы резьб
II. Основные типы затягиваемых резьбовых соединений и требо– вания к длине ненарезанной части винта, шпильки (l-b)
Соединение
винтом с гайкой | винтом | шпилькой с гайкой | |
(болтом) | |||
|
|
Глубина | l1 | d | сталь | чугун | сплавылегкие сталь | чугун | сплавылегкие | ||
завинчивания |
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
| ||
Глубина нарезки |
|
|
| l2 | = | l1 | + (2…2,5)P | ||
Глубина сверления |
|
|
| l3 | = l1 | + (3…4)P | |||
d – номинальный диаметр винта, шпильки; P – шаг резьбы
3
III. Формы головок винтов (классификация и примеры)
IV. Формы гаек (наименование, примеры, условия применения)
V. Способы стопорения
А. Дополнительным трением (перечислить и дать не менее двух эскизов)
4
Б. Дополнительными деталями (перечислить и дать не менее двух эскизов)
В. Наглухо (перечислить)
VI. Определение размеров соединения винтом
Дано: толщина листа δ = | мм. |
|
Подобрать винт М по ГОСТ | для соединения | |
листа с корпусной деталью из |
| |
Соединение застопорить |
| по ГОСТ |
Изобразить соединение. Поставить на эскизе размеры: | ||
δ, d, l, b, l1, l2, l3, S в мм. |
| |
Эскиз к пункту VI |
| Эскиз к пункту VII |
| ||
|
|
|
5
| Обозначение раз- | Расчеты и зна- | |
Наименование размера | мера и формула | чения размера | |
| для его определ. | в мм | |
Толщина шайбы по ГОСТ | S |
|
|
Шаг резьбы по ГОСТ | P |
|
|
Необходимая глубина завинчи- | l’1 = ( | )d |
|
вания |
| ||
Необходимая длина винта | l’ = δ + l’1 +S |
| |
Длина винта по ГОСТ | l |
|
|
Длина нарезанной части винта |
|
|
|
по ГОСТ | b |
|
|
Фактическая глубина завинчив. | l1 = l – δ — S |
|
|
Необходимая глубина нарезки | l’2 = l1 + (2…2,5)P |
| |
Глубина нарезки по ряду Ra40 | l2 |
|
|
Необходимая глубина сверления | l’3 = l1 + (3,5…4)P |
| |
Глубина сверления по ряду Ra40 | l3 |
|
|
VII. Определение размеров соединения болтом
Подобрать болт М по ГОСТ 7817-80 для соединения двух деталей
с толщинами δ1 = | мм, δ2 = | мм. Гайку по ГОСТ |
| ||
застопорить | по ГОСТ | . Изобразить соедине- | |||
ние. Поставить на эскизе размеры: d, d1, δ1, δ2, S, m, l3, l, l2, f, h в мм. | |||||
|
|
|
|
| |
|
|
| Обозначение раз- | Расчеты и зна- | |
Наименование размера |
| мера и формула для | чения размера | ||
|
|
| его определ. | в мм | |
Диаметр стержня болта по ГОСТ |
| d1 |
|
| |
Толщина шайбы по ГОСТ |
| S |
|
| |
Высота гайки по ГОСТ |
|
| m |
|
|
Запас резьбы |
|
| a’ (0,2…0,3)d |
| |
Длина выступа по ГОСТ |
| l3 |
|
| |
Необходимая длина болта |
| l’=δ1+δ2+S+m+a’+l3 |
| ||
Длина болта по ГОСТ |
|
| l |
|
|
Размер (l — l2)по ГОСТ |
|
| l — l2 |
|
|
Длина гладкой части болта |
| l2 |
|
| |
Фаска по ГОСТ |
|
| f |
|
|
Длины поверхностей смятия |
| δ1 |
|
| |
| h= l2-δ1 -f |
|
| ||
|
|
|
|
| |
* Эскизы к пунктам VI и VII расположить на предыдущей странице.
6
Определение отношения σЭКВ σ | р | по результатам эксперимента | |||||||||
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| |
Сила затяжки и моменты |
|
|
|
|
|
|
|
|
| Напряжения | |
Fзат. = | Н | σ | р | = | 4 Fзат. | = | |||||
|
|
|
|
| π d32 |
|
| ||||
ТР = | Н·м | τ | кр | = | ТР | 103 |
| = | |||
|
| 0,2 d33 |
| ||||||||
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
| ||||
Тзав. = | Н·м | σЭКВ = |
|
| σр2 +3 τкр2 = | ||||||
|
| σЭКВ σ | р |
| = |
|
| ||||
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
Статистическая обработка результатов n испытаний с учетом данных, полученных предыдущими группами
| № опыта |
| 1 | 2 |
| 3 |
| 4 | 5 | 6 |
| 7 |
|
| 8 | 9 | 10 | 11 | 12 | ||
Xi = σЭКВ ⁄ σр |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
Среднее значение |
| отношения |
|
|
| x = | 1 | ∑xi | = |
|
|
|
| ||||||||
|
|
|
|
|
|
|
|
|
| n |
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Среднее квадратическое отклонение |
| Sx = |
| 1 |
|
| ∑(xi − x)2 = | ||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
|
|
|
|
|
|
| n −1 | ||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
| Определение Fзат ⁄ Fкл |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
| при затягивании болта ключем |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||
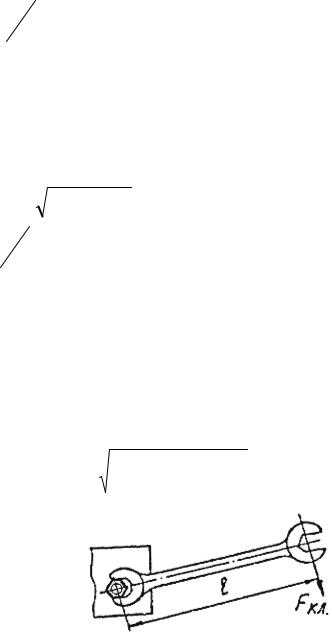
| при l = 14d = 14·____ = | мм |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
| Fзат , Н | Fкл=Тзав ⁄ | l. Н | Fзат ⁄ | Fкл |
|
|
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Схема затягивания болта ключем
Заключение

Проверил________________ | “ | ” ______________201 г. |
Р а б о т а № 4. ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ ПОДАТЛИВОСТИ ЗАТЯНУТОГО БОЛТОВОГО СОЕДИНЕНИЯ
Примечание:
1.Принять a = S
2.Размеры l1, l2, D, h2, h3 –
указаны на испытательной установке ДМ-30
Описание установки: 1.
2.
3.
4.
5. Электрическая схема измерительного моста:
6.
7.
8.
9.
10.
11.
12.
13.
14.
9

I. Размеры элементов соединения, мм
|
|
|
|
| Болт |
|
|
|
|
| Гайка |
|
|
| Детали |
|
| |||||||
| d |
| d3 |
|
| dC |
|
| l1 |
|
| l2 |
| H |
| S |
|
| d0 | D | h2 | h3 |
| |
| 16 |
| 13,546 |
| 12 |
|
| 42 |
|
| 24 |
| 12 | 24 |
| 16,5 | 50 | 30 | 30 |
| ||||
|
| II. Экспериментальное определение коэффициента χ |
|
| ||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
Соединение |
|
| № |
|
|
|
|
|
|
| Силы, Н |
|
|
|
|
| χ | |||||||
опыта |
| Fзат |
|
|
| F |
|
| Fб |
|
| |||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
| без |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
прокладки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| с |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
прокладкой |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
| F = F +χ F | ; |
| χ = | Fб −Fзат | = | ––––––––––– |
|
|
|
|
| ||||||||||||
|
|
|
|
|
|
|
| |||||||||||||||||
| б |
| зат |
|
|
|
|
|
|
| F |
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
III. Расчет податливости болта | IV. Расчет податливости деталей | |||||||||||||||||||||||
|
| Расчетная схема |
|
|
|
|
|
|
| Расчетная схема |
|
| ||||||||||||
λб = | 1 | ∑i | li | = | λ∂ = | 1 | ∑i | li | = | ||
|
| ||||||||||
E |
| A | |||||||||
| б | 1 |
|
| E∂ 1 | A∂i | |||||
|
|
| i |
|
|
|
|
|
| ||
V. Определение коэффициента расчетным путем и заключение по работе
χ = λ∂λ+∂λб =
Проверил________________ | “ | ” ______________201 г. |
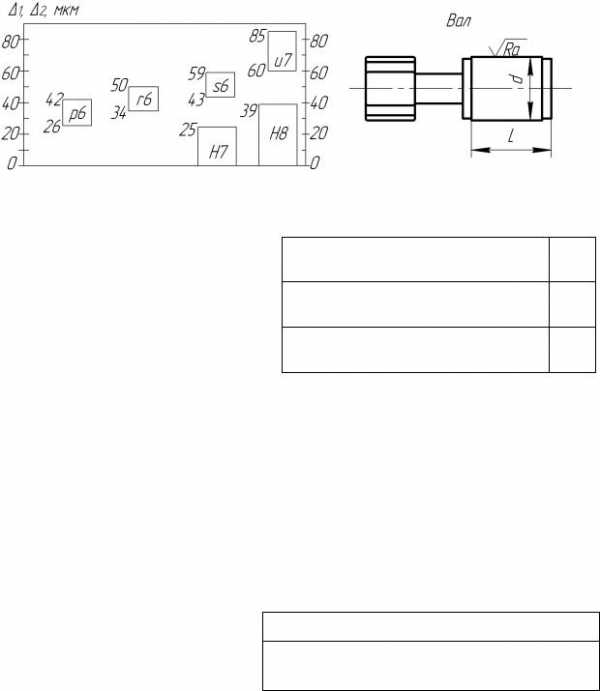
Р а б о т а № 5. ЭКСПЕРИМЕНТАЛЬНАЯ ПРОВЕРКА МЕТОДИКИ РАСЧЕТА СОЕДИНЕНИЯ С НАТЯГОМ
I. Характеристика соединения
Рис. 1. Эскиз деталей соединения
Результаты измерений
Номинальный диаметр |
| ||
вала | d, мм |
| |
Диаметр отверстия в | 0 | ||
вале | d1, мм | ||
| |||
Наружный диаметр |
| ||
втулки | d2, мм |
| |
Отклонения размеров вала и втулки от номинальных размеров
№ изме- |
| Отклонения размеров | |||||
| рения |
| вала, |
|
| втулки, | |
|
| мкм |
|
| мкм | ||
|
|
|
|
| |||
1 |
|
|
|
|
|
| |
2 |
|
|
|
|
|
| |
3 |
|
|
|
|
|
| |
4 |
|
|
|
|
|
| |
5 |
|
|
|
|
|
| |
6 |
|
|
|
|
|
| |
Среднее |
| 1= |
|
| 2= |
| |
значение |
|
|
|
| |||
|
|
|
| ||||
| Измеренный натяг в |
|
| ||||
| соединении | N ,мкм |
| ||||
| N = 1 – | 2 = | – | = |
| ||
Длина посадочной части вала и втулки L, мм
Среднее арифметическое отклонение профиля вала Ra1, мкм
Среднее арифметическое отклонение профиля втулки Ra2, мкм
Рис.2. Поля допусков стандартных цилиндрических посадок
Посадки, рекомендуемые стандартом
Посадка данного соединения:
Названия приборов для замера отклонений:
1.Вала – __________________________
2.Отверстия втулки – ______________
________________________________
11
studfiles.net