Гайки для фланцевых соединений — Союз ДСК
Гайки для фланцевых соединений изготавливаются методом нарезки с дальнейшей механической обработкой детали из шестигранника или круга, когда берется шестигранник или круг и на токарном станке из него производятся гайки. При изготовлении гаек таким методом, процесс занимает много времени, поэтому гайки для фланцевых соединений стоят дороже обычных шестигранных гаек. На рисунке, приведенном ниже, вы можете посмотреть, как схематично выглядят такие гайки:
Гайки для фланцевых соединений:
Как видно из схематичного изображения, приведенного выше, гайки для фланцевых соединений представляют из себя шестигранную деталь с резьбой внутри. Резьба, также как и у шестигранных гаек, нарезается на токарном станке с помощью резца и может быть крупной или мелкой. Такие гайки чаще всего используются, когда фланцевая пара крепится между собой с помощью шпилек или болтов, поэтому они и получили свое название. Гайки для фланцевых соединений изготавливаются по ГОСТ 9064-75 и ОСТ 26-2038-96. Гайки по ГОСТ 9064-75 и гайки по ОСТ 26-2038-96 идентичны, их разница заключается только лишь в том, что гайки по ОСТ 26-2038-96 должны выдерживать более высокие требования, поэтому гайки по ОСТ 26-2038-96 проходят дополнительную термообработку и испытания. Благодаря тому, что эти гайки идентичны — зачастую гайки по ОСТ 26-2038-96 заменяют на гайки по ГОСТ 9064-75 тем самым упрощая и удешевляя крепежное соединение. Гайки для фланцевых соединений, в зависимости от того по какому нормативному документу они изготовлены (ГОСТ 9064-75 или ОСТ 26-2038-96), могут быть изготовлены в 3-х различных исполнениях и иметь различные параметры. Ниже Вы можете ознакомиться с исполнениями и параметрами гаек, изготовленных по данным документам.
Гайки по ГОСТ 9064-75 и гайки по ОСТ 26-2038-96 идентичны, их разница заключается только лишь в том, что гайки по ОСТ 26-2038-96 должны выдерживать более высокие требования, поэтому гайки по ОСТ 26-2038-96 проходят дополнительную термообработку и испытания. Благодаря тому, что эти гайки идентичны — зачастую гайки по ОСТ 26-2038-96 заменяют на гайки по ГОСТ 9064-75 тем самым упрощая и удешевляя крепежное соединение. Гайки для фланцевых соединений, в зависимости от того по какому нормативному документу они изготовлены (ГОСТ 9064-75 или ОСТ 26-2038-96), могут быть изготовлены в 3-х различных исполнениях и иметь различные параметры. Ниже Вы можете ознакомиться с исполнениями и параметрами гаек, изготовленных по данным документам.
Гайки по ГОСТ 9064-75
Гайки по ГОСТ 9064-75 могут быть изготовлены по двум различным типам: по типу А и типу В, а тип В, в свою очередь, может быть изготовлен в 3-х исполнениях. На рисунке, приведенном ниже можно посмотреть, как схематично выглядят данные типы и исполнения гаек по ГОСТ 9064-75:
Тип А
Тип В
Гайки по ГОСТ 9064-75 имеют диаметр от 10 мм до 160 мм. В нижеприведенной таблице вы можете посмотреть массу гаек, изготовленных по ГОСТ 9064-75:
В нижеприведенной таблице вы можете посмотреть массу гаек, изготовленных по ГОСТ 9064-75:
| Номинальный диаметр резьбы, мм | Масса, кг, гаек типов | |||
|---|---|---|---|---|
| А | Б | |||
| Исполнение 1 | Исполнение 2 | Исполнение 3 | ||
| 10 | 0,014 | — | — | — |
| 12 | 0,019 | 0,083 | — | — |
| 16 | 0,039 | 0,118 | — | — |
| 20 | 0,077 | 0,203 | 0,21 | — |
| 22 | 0,093 | 0,290 | 0,31 | — |
| 24 | 0,133 | 0,412 | 0,43 | — |
| 27 | 0,194 | 0,670 | — | — |
| 30 | 0,277 | 0,680 | 0,72 | — |
| 36 | 0,446 | 0,960 | 0,92 | — |
| 42 | 0,777 | 1,61 | 1,48 | 1,66 |
| 48 | 1,197 | 2,38 | 2,25 | 2,44 |
| 52 | 1,420 | 2,94 | 2,84 | 3,01 |
| 56 | 2,668 | 3,37 | 2,95 | 3,29 |
| 60 | 2,080 | 3,93 | 4,15 | 4,67 |
| 64 | 2,31 | 4,59 | 4,17 | 4,81 |
| 68 | 2,74 | 5,32 | — | — |
| 72 | 3,09 | 8,17 | 7,41 | 8,14 |
| 76 | 3,53 | 8,74 | 7,38 | 7,88 |
| 80 | 4,02 | 8,55 | 7,20 | 7,72 |
| 90 | 5,82 | 12,55 | 11,60 | 12,92 |
| 100 | 8,09 | 16,96 | 15,20 | 17,46 |
| 110 | 9,71 | 22,36 | 20,40 | 22,96 |
| 120 | 13,42 | 27,51 | 25,69 | 28,46 |
| 125 | 15,42 | 29,55 | — | — |
| 140 | 21,06 | 44,15 | 40,11 | 45,11 |
| 160 | 29,66 | 52,77 | 55,83 | 61,43 |
Ниже приведен пример условного обозначения гаек по ГОСТ 9064-75:
Гайка исполнения 1, с диаметром резьбы d =12 мм, с размером «под ключ» S = 19 мм, с крупным шагом резьбы, с полем допуска 6Н, класса прочности 5, без покрытия по ГОСТ 9064-75:
Гайка M12-6Н. 5(S19) ГОСТ 9064-75
5(S19) ГОСТ 9064-75
Гайки по ОСТ 26-2038-96
Гайки по ОСТ 26-2038-96 могут быть изготовлены всего в одном исполнении. На рисунке, приведенном ниже можно посмотреть, как схематично выглядят гайки по ОСТ 26-2038-96:
Гайки по ОСТ 26-2038-96 имеют диаметр от 6 мм до 48 мм. В нижеприведенных таблицах вы можете посмотреть параметры гаек, изготовленных по ОСТ 26-2038-96:
| Номинальный диаметр резьбы d | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 27 | 30 | 36 | 42 | 48 |
| Шаг резьбы P | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | |
| Размер «под ключ» S | 10 | 13 | 17 | 19 | 24 | 30 | 36 | 41 | 46 | 55 | 65 | 75 |
| Высота H | 5 | 6,5 | 8 | 10 | 13 | 16 | 19 | 22 | 24 | 29 | 34 | 38 |
| Номинальный диаметр резьбы | Теоретическая масса гайки, кг |
|---|---|
| 6 | 0,002 |
| 8 | 0,005 |
| 10 | 0,011 |
| 12 | 0,015 |
| 16 | 0,033 |
| 20 | 0,063 |
| 24 | 0,107 |
| 27 | 0,161 |
| 30 | 0,225 |
| 36 | 0,377 |
| 42 | 0,624 |
| 48 | 0,936 |
Ниже приведен пример условного обозначения гаек по ОСТ 26-2038-96:
Гайка по ОСТ 26-2038-96 с диаметром резьбы d = 12 мм с полем допуска резьбы 7Н из стали марки 35, без покрытия:
Гайка М12-7Н. 35 ОСТ 26-2038-96
35 ОСТ 26-2038-96
Гайки для фланцевых соединений (гайки для фланцев) по ГОСТ 9064-75 и ОСТ 26-2038-96 могут быть изготовлены с различными классами прочности: 5, 8, 10, 12. Чем выше класс прочности гаек, тем такие гайки тверже. Наша компания повышает класс прочности за счет закалки гаек в печи. Также, такие гайки могут быть изготовлены с различными покрытиями. Наиболее популярное покрытие таких гаек — оцинковка. Оцинкованные гайки меньше подвержены коррозии и дольше остаются в хорошем состоянии. Оцинковка может быть различной толщины, но, наша компания поставляет гайки для фланцев оцинкованные с толщиной оцинковки в двух вариантах — 6мкм и 9мкм. Оцинкованные гайки для фланцевых соединений стоят немного дороже чем черные гайки для фланцевых соединений , но они могут эксплуатироваться в более жестких условиях. Процесс оцинковки очень прост и быстр, в тоже время оцинкованные гайки для фланцев ничем не уступают гайкам с различными другими покрытиями, поэтому они получили широкое применение среди потребителей, использующих гайки во влажной среде, или среде, не защищенной от влияния погодных условий.
Если среда, в которой используются гайки для фланцевых соединений агрессивная, такая, как нефть, газ или различные кислоты, то гайки изготавливают из нержавеющих марок стали. Нержавеющие гайки для фланцевых соединений стоят значительно дороже, но в агрессивных средах они незаменимы. В зависимости от агрессивности среды можно использовать различные по качеству нержавеющие стали, тем самым понижая стоимость гаек, поэтому гайки из одних сталей зачастую значительно отличаются по цене от нержавеющих гаек из других сталей. Например, гайки по ГОСТ 9064-75 нержавеющие, изготовленные из стали 20х13, гораздо дешевле чем нержавеющие гайки по ГОСТ 9064-75, изготовленные из стали 12х18н10т.
Если Вам требуются остальные характеристики гаек для фланцевых соединений, изготовленных по ГОСТ 9064-75 и ОСТ 26-2038-96, такие как: шаг резьбы, размер под ключ и др., то вы можете посмотреть их, скачав данные нормативные документы с нашего сайта.
Пользуясь данными таблицами на нашем сайте вы всегда сможете точно рассчитать стоимость транспортных расходов т. к. в них указан вес всех существующих гаек для фланцевых соединений.
к. в них указан вес всех существующих гаек для фланцевых соединений.
Наша компания может поставлять гайки шестигранные для фланцевых соединений из различных марок стали, таких как: сталь 20, 35, 40х и 09г2с, сталь 12х18н10т, 14х17н2, 20Х13 и 10х17н13м2т и д.р.
На все гайки шестигранные для фланцевых соединений, поставляемые нашей компанией, выдаются паспорта качества.
Возможно изготовление гаек для фланцев других диаметров и из других марок стали, а также по чертежам и эскизам заказчика (нестандартные гайки).
Если у вас остались вопросы, связанные с шестигранными гайками для фланцевых соединений, то Вы можете задать их менеджерам нашей компании по электронной почте [email protected] или по телефону +7 (343) 361 2377
Гайка для фланцевых соединений ГОСТ 9064
тип А
| Номинальный диаметр резьбы, d | 10 | 12 | 16 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 |
| Размер «под ключ», S | 17 | 19 | 24 | 30 | 32 | 36 | 41 | 46 | 55 | 65 | 75 |
| Высота , m | 10 | 12 | 16 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 |
Теор. масса гайки (1шт/кг~) масса гайки (1шт/кг~) | 0, 014 | 0, 019 | 0, 039 | 0, 077 | 0, 093 | 0, 133 | 0, 194 | 0, 277 | 0, 449 | 0, 777 | 1, 197 |
| Номинальный диаметр резьбы, d | 52 | 56 | 60 | 64 | 68 | 72 | 76 | 80 | 90 | 100 | 110 | 120 | 125 | 140 | 160 |
| Размер «под ключ», S | 80 | 85 | 90 | 95 | 100 | 105 | 110 | 115 | 130 | 145 | 155 | 175 | 180 | 200 | 225 |
| Высота, m | 52 | 56 | 60 | 64 | 68 | 72 | 76 | 80 | 90 | 100 | 110 | 120 | 125 | 140 | 160 |
Теор. масса гайки (1шт/кг~) | 1, 420 | 1, 668 | 2, 080 | 2, 310 | 2, 740 | 3, 005 | 3, 530 | 4, 020 | 5, 820 | 8, 090 | 9, 710 | 13, 420 | 15 ,420 | 21 ,060 | 29, 660 |
тип Б
| Номинальный диаметр резьбы, d | 12 | 16 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 | 52 | 56 |
| Размер «под ключ», S | 13 | 17 | 22 | 27 | 27 | 32 | 32 | 36 | 41 | 46 | 55 | 55 |
| Высота головки, l0 | 10 | 12 | 12 | 12 | 16 | 18 | 20 | 20 | 25 | 25 | 30 | 35 |
| Высота гайки, l1 | 35 | 40 | 50 | 55 | 65 | 70 | 75 | 80 | 95 | 105 | 112 | 130 |
Теор. масса гайки (1шт/кг~) масса гайки (1шт/кг~) | 0, 083 | 0, 118 | 0, 203 | 0, 290 | 0, 412 | 0, 670 | 0, 680 | 0, 960 | 1, 610 | 2, 380 | 2, 940 | 3, 374 |
| Номинальный диаметр резьбы, d | 60 | 64 | 68 | 72 | 76 | 80 | 90 | 100 | 110 | 120 | 125 | 140 | 160 |
| Размер «под ключ», S | 60 | 60 | 65 | 75 | 75 | 75 | 90 | 105 | 120 | 120 | 120 | 145 | 155 |
| Высота головки, l0 | 35 | 35 | 35 | 35 | 35 | 35 | 45 | 50 | 50 | 60 | 60 | 70 | 80 |
| Высота гайки, l1 | 135 | 145 | 150 | 155 | 160 | 165 | 190 | 205 | 225 | 240 | 240 | 275 | 310 |
Теор. масса гайки (1шт/кг~) масса гайки (1шт/кг~) | 3, 929 | 4, 591 | 5, 318 | 8, 166 | 8, 741 | 8, 546 | 12, 551 | 16, 960 | 22, 359 | 27, 507 | 29, 545 | 44, 147 | 52, 773 |
Диапазон размеров: номинальный диаметр резьбы — М10, М12, М16, М20, М24, М27, М30, М36, М42, М48.
Гайка для фланцевых соединений соответствует ГОСТ 9064 и представляет собой крепежный элемент, выполненный в виде шестигранника. В соответствии с ГОСТом гайка для фланцевых соединений может также иметь колпачковую форму – шестигранное основание с колпачком.
Гайки ГОСТ 9064 предназначены для фланцевых соединений турбин – газовых и паровых, а также паровых котлов и трубопроводов. Кроме того, данные гайки применяются для соединительных частей, приборов, аппаратов, арматуры и резервуаров, эксплуатация которых осуществляется при температуре окружающей среды от 0 до 650°С.
Кроме того, данные гайки применяются для соединительных частей, приборов, аппаратов, арматуры и резервуаров, эксплуатация которых осуществляется при температуре окружающей среды от 0 до 650°С.
Конкретное место применения данных гаек зависит, в числе прочего, от их формы. Гайка типа А – шестигранный вариант для фланцевых соединений применяется для корпуса цилиндра газовой либо паровой турбины, а также паровых котлов, приборов, аппаратов и т.д. Гайка типа Б – колпачковая модель, применяется для фланцевых соединений стопорных и регулирующих клапанов паровых котлов и турбин, а также других соединений.
Материалы для изготовления гаек – различные марки стали, удовлетворяющие условиям эксплуатации элементов, с нанесением цинкового покрытия или без него, а комплектация гаек — шпильки ГОСТ 9066-75. Соответствуют классу точности C.
Размеры гаек регламентированы ГОСТом, строго соблюдаются при производстве и зависят от типа – А или Б. Гайки А имеют диаметр резьбы от 10 до 160мм, размеры под ключ от 17 до 225мм и высоту от 10 до 160мм. Гайки марки Б имеют диаметр от 12 до 160мм, размер под ключ от 13 до 155мм, высоту гайки – от 35 до 310мм, и высоту головки от 10 до 80мм.
Гайки марки Б имеют диаметр от 12 до 160мм, размер под ключ от 13 до 155мм, высоту гайки – от 35 до 310мм, и высоту головки от 10 до 80мм.
Обратный звонок
|
Гайка ГОСТ 9064-75 — гайки для фланцевых соединений от КМЗ Сибмаш
Область применения гайки ГОСТ 9064-75: фланцевые соединения корпусов цилиндров паровых и газовых турбин, трубопроводов и соединительных частей, паровых котлов, арматуры, приборов, аппаратов и резервуаров с температурой среды от 0° до 650°С.
Марка стали: 40Х, 35, 30ХМА, 25Х1МФ, 12Х18Н10Т, 20X13, и др. конструкционные, теплоустойчивые, хладостойкие и коррозионные стали 3, 4 категории.
Поле допуска резьбы: 6Н
Посмотреть госстандарт gost_9064-75.pdf
Гайка ГОСТ 9064-75 — описание, использование
Гайка ГОСТ 9064-75 это крепежный элемент, который применяется только в паре с винтом, болтом или шпилькой. И, разумеется, резьба гайки должна полностью по всем параметрам совпадать с резьбой винта, болта, шпильки. Очень важно, чтобы гайка в процессе эксплуатации не отвинчивалась сама. Для этого используют различные контрящие устройства или дополнительные элементы контроля – точат паз и ставят шплинт, делают капроновые вставки в шайбу, устанавливают контрящие шайбы. Если сразу за первой гайкой навинтить еще одну, то такая гайка для фланцевых соединений называется контргайкой, и будет препятствовать самоотвинчиванию первой гайки.
И, разумеется, резьба гайки должна полностью по всем параметрам совпадать с резьбой винта, болта, шпильки. Очень важно, чтобы гайка в процессе эксплуатации не отвинчивалась сама. Для этого используют различные контрящие устройства или дополнительные элементы контроля – точат паз и ставят шплинт, делают капроновые вставки в шайбу, устанавливают контрящие шайбы. Если сразу за первой гайкой навинтить еще одну, то такая гайка для фланцевых соединений называется контргайкой, и будет препятствовать самоотвинчиванию первой гайки.
Пример условного обозначения гайки ГОСТ 9064-75:
Гайка АМ12-6Н.35.III.026 ГОСТ 9064-75
Гайка типа А, диаметром резьбы d=12мм, с крупным шагом резьбы , с полем допуска 6Н, из углеродистой стали марки 35, категории III с покрытием 02, толщиной 6мкм, выполнена в полном соответствии с ГОСТ 9064-75.
Гайки для фланцевых соединений — конструкция
Гайка ГОСТ 9064-75 — геометрические параметры
Номинальный диаметр резьбы d, мм | 10 | 12 | 16 | 20 | (22) | 24 | (27) | 30 | 36 | 42 | 48 | (52) | 56 | (60) | 64 | (68) | 72 | (76) | 80 | 90 | 100 | 110 | (120) | 125 | 140 | 160 | |
Шаг резьбы, мм | крупный | 1,5 | 1,75 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 |
|
|
|
|
|
|
|
|
|
| |||||
мелкий | 1,25 | 1,5 | 2,0 | 3,0 | 4,0 | 4,0 и 6,0 | |||||||||||||||||||||
Размер «под ключ» S, мм | 17 | 19 | 24 | 30 | 32 | 36 | 41 | 46 | 55 | 65 | 75 | 60 | 35 | 90 | 95 | 100 | 105 | 110 | 115 | 130 | 145 | 155 | 175 | 180 | 200 | 225 | |
Диаметр описанной окружности e, не менее, мм | 14,6 | 21,0 | 26,7 | 33,5 | 35,6 | 40,3 | 45,9 | 51,4 | 61,7 | 73,1 | 84,5 | 90,4 | 96,0 | 102,0 | 107,5 | 113,5 | 118 | 124 | 130 | 147 | 163 | 180 | 195. | 203,5 | 229 | 263 | |
Высота m, мм | 10 | 12 | 16 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 43 | 52 | 56 | 60 | 64 | 68 | 72 | 76 | 80 | 90 | 100 | 110 | 120 | 125 | 140 | 160 | |
Предельное смещение оси отверстия относительно граней, мм | — | 0,4 | 0,5 | 0,6 | 0,7 | 0.8 | 0,87 | 1.0 | 1,15 | ||||||||||||||||||
Теоретическая масса гайки ГОСТ 9064-75 с крупным шагом резьбы, кг | 0,014 | 0,019 | 0,039 | 0,077 | 0,093 | 0,133 | 0,194 | 0,277 | 0,446 | 0,777 | 1,197 | 1,42 | 1,668 | 2,08 | 3,51 | 2,74 | 3,095 | 5,53 | 4,02 | 5,82 | 8,09 | 9,71 | 13,42 | 15,42 | 21,06 | 29,66 | |
 5
5
Размеры гаек, заключенные в скобки, применять не рекомендуется.
< Гайка ОСТ 26-2041-96 Гайка ГОСТ 15521-70 >
Болты и гайки для фланцевых соединений
Геамент Пелодия, PMP®
Геамент Пелодия, PMP®
Проектирование/Проектирование трубопроводов/Проектирование материалов трубопроводов
Опубликовано 12 сентября 2019 г.
+ Подписаться
Типы болтов
В нефтяной и химической промышленности для фланцевых соединений используются шпильки и болты с шестигранной головкой. Шпилька представляет собой стержень с резьбой с двумя тяжелыми шестигранными гайками, а шестигранный болт имеет головку с одной гайкой. Гайки и головка шестигранные.
Гайки и головка шестигранные.
Шпильки общие
Количество болтов для фланцевого соединения определяется количеством отверстий под болты во фланце, диаметр и длина болтов зависят от типа фланца и класса давления фланца.
Длина шпильки определяется стандартом ASME B16.5. Длина в дюймах равна эффективной длине резьбы, измеренной параллельно оси, от первой до первой резьбы без учета фасок (точек). Первая резьба определяется как пересечение большого диаметра резьбы с основанием вершины.
Примечания:
- Длина метрических шпилек, измеренная параллельно оси, представляет собой расстояние от каждой шпильки, включая точку.
- Чтобы можно было использовать гидравлическое натяжное оборудование, шпильки большего размера часто должны быть на один диаметр длиннее «стандартных». Эти болты должны иметь пластиковую защиту торцевой крышки.
Резьба шпилек
Резьба болтов определена в ASME B1.1 Унифицированная дюймовая резьба (форма резьбы UN и UNR). Наиболее распространена резьба симметричной формы с V-образным профилем. Прилежащий угол равен 60°. Эта форма широко используется в форме унифицированной резьбы (UN, UNC, UNF, UNRC, UNRF) в качестве резьбы ISO / метрической.
Наиболее распространена резьба симметричной формы с V-образным профилем. Прилежащий угол равен 60°. Эта форма широко используется в форме унифицированной резьбы (UN, UNC, UNF, UNRC, UNRF) в качестве резьбы ISO / метрической.
Преимущество симметричной резьбы в том, что ее легче производить и контролировать по сравнению с несимметричной резьбой. Они обычно используются в крепежных изделиях общего назначения.
Серия резьб охватывает обозначения комбинаций диаметр/шаг, которые измеряются количеством витков резьбы на дюйм (TPI) для одного диаметра.
СТАНДАРТНЫЕ ШАГИ РЕЗЬБЫ
- Серия с крупной резьбой (UNC/UNRC) является наиболее широко используемой системой резьбы и применяется в большинстве винтов, болтов и гаек. Крупная резьба используется для резьбы в материалах с низкой прочностью, таких как железо, мягкая сталь, медь и более мягкие сплавы, алюминий и т. д. Крупная резьба также более устойчива к неблагоприятным условиям и облегчает быструю сборку.

- Серия с мелкой резьбой (UNF/UNRF) обычно используется в точных приложениях и там, где требуется более высокая прочность на растяжение, чем серия с крупной резьбой.
- 8 — Серия резьбы (8UN) — это указанный метод формирования резьбы для нескольких стандартов ASTM, включая A193 B7, A193 B8/B8M и A320. Эта серия в основном используется для диаметров один дюйм и выше.
Шестигранные гайки
Шестигранные гайки (размерные данные) определены в ASME B18.2.2, и даже резьба болтов указана в ASME B1.1. В зависимости от спецификации заказчика гайки должны быть с обеих сторон скошенными или с шайбой с одной стороны.
Размеры вышеупомянутых гаек можно найти на странице «Тяжелые шестигранные гайки» этого веб-сайта.
Высота гайки для шпильки равна диаметру резьбового стержня
Материалы для шпилек
Размеры шпилек определены в стандарте ASME B16.5. Качество материала для шпилек определяется различными стандартами ASTM и указывается по классу.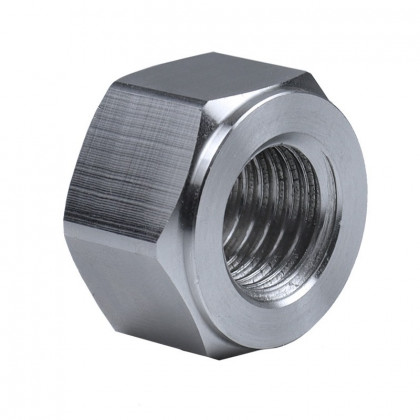 Часто используемые сорта: A193 для резьбовых стержней и A194 для гаек.
Часто используемые сорта: A193 для резьбовых стержней и A194 для гаек.
АСТМ А193 охватывает болтовые соединения из легированной и нержавеющей стали для сосудов под давлением, клапанов, фланцев и фитингов для работы при высоких температурах или высоком давлении, а также для других применений специального назначения.
ASTM A194 охватывает различные гайки из углеродистой, легированной, мартенситной и аустенитной нержавеющей стали. Эти гайки предназначены для работы под высоким давлением или при высокой температуре, или для того и другого.
Маркировка шпилек
Резьбовые стержни и гайки должны быть маркированы производителем уникальным идентификатором для идентификации производителя или дистрибьютора под частной торговой маркой, в зависимости от ситуации. Ниже приведен ряд примеров ASTM.
Марки шпилек
Ниже приведена таблица с материалами и марками для фланцев, резьбовых стержней (болтов) и гаек в зависимости от расчетной температуры, фланцев, резьбовых стержней и рекомендуемых гаек.
ПРИМЕЧАНИЯ АВТОРА…
НЕПРАВИЛЬНОЕ ФЛАНЦЕВОЕ СОЕДИНЕНИЕ — БОЛТЫ СЛИШКОМ КОРОТКИЕ!
Что ты умеешь делать?
- На рисунке показан неправильно прикрученный фланец, так как два болта слишком короткие, а гайки не полностью на болтах. Это означает, что соединение может быть не таким прочным, как должно быть. Фланцы сконструированы таким образом, что вся комбинация гайка-болт воспринимает усилия на фланце. Если гайка навинчена на болт лишь частично, соединение может быть недостаточно прочным.
- Если ваша работа включает в себя сборку оборудования, сборку фланцевых труб, болтовое крепление крышек люков или других болтовых соединений на оборудовании или сборку другого оборудования, помните, что работа не будет завершена, пока все болты не будут правильно установлены и затянуты.
- Некоторое оборудование требует специальных процедур затяжки болтов. Например, вам может понадобиться использовать динамометрический ключ, чтобы правильно затянуть болты в соответствии со спецификацией, или затянуть болты в особом порядке.
 Убедитесь, что вы следуете правильной процедуре, используете правильные инструменты и что вы должным образом обучены процедуре сборки оборудования.
Убедитесь, что вы следуете правильной процедуре, используете правильные инструменты и что вы должным образом обучены процедуре сборки оборудования. - Проверка трубопроводов и оборудования на наличие правильно закрепленных болтами фланцев в рамках проверок безопасности вашего предприятия. В качестве простого руководства болты, которые не выходят за пределы гаек, должны быть проверены заводским мастером или инженером по трубопроводам.
- Если вы обнаружите, что на вашем предприятии фланцы прикручены неправильно, сообщите об этом, чтобы их можно было отремонтировать, и убедитесь, что необходимый ремонт завершен.
- Осмотрите новое оборудование или оборудование, которое было повторно собрано после технического обслуживания, чтобы убедиться, что оно правильно собрано и правильно закреплено перед запуском.
КАКОВА ПРАВИЛЬНАЯ ДЛИНА ШПИЛЬКИ?
Как правило, можно использовать:
Свободная резьба болта над вершиной гайки равна 1/3 диаметра болта.
Все о шаровых кранах
26 февр. 2020 г.
Выбор клапанов
12 сентября 2019 г.
Другие также смотрели
Исследуйте темы
Фланцевые гайки и болты: объяснение
Фланцевые гайки и болты
Особое внимание уделяется выбору правильного фланца и прокладки, а также правильному выбору крепежом часто пренебрегают. Все элементы фланцевого узла должны быть подходящими, если необходимо получить и поддерживать соединение без утечек; Болты , шпильки и гайки являются крепежными элементами , которые позволяют это сделать. В этом разделе рассматриваются болты , шпильки, винты, гайки, шайбы, процедура болтового соединения и их значение по отношению к фланцам.
В этом разделе рассматриваются болты , шпильки, винты, гайки, шайбы, процедура болтового соединения и их значение по отношению к фланцам.
Критерии болтового соединения
Критерий болтового соединения для данного фланца определяется соответствующим стандартом. Например, фланец определенного размера и класса могут иметь следующие предварительно определенные коэффициенты:
- Необходимое количество болтов .
- Необходимая длина болта .
- Необходим болт диаметром мм.
- Необходим материал болта.
- Расположите болтов на лезвии фланца.
Требуемое количество болтов всегда будет кратным 4 напр. 4, 8, 12, 16 и т. д. По мере увеличения размера и класса фланца также увеличивается количество необходимых болтов и их диаметр.
Болты
Болты имеют цилиндрический корпус с резьбой на одном конце и головкой на другом; болты неконические хвостовики . Болты могут быть изготовлены из различных материалов, но наиболее распространенной в машиностроении является сталь . Аналогом болта является гайка, которая образует его внутренняя застежка . Другие распространенные типы крепежа включают винт (установочный винт) и шпильку типа .
Терминология болтов
Болты с шестигранными головками используются в химической и нефтегазовой промышленности; они называются шестигранными болтами или 6-гранными болтами из-за их шестигранной 6-сторонней формы . Использование 6-гранного гаечного ключа t с болтом с шестигранной головкой снижает вероятность деформации болта при приложении крутящего момента (обозначается как « Скругляющий болт ’).
Головки болтов могут иметь более 6 сторон напр. 12-гранный болт , который позволяет гаечному ключу прикреплять к головке болта дополнительные уголки ; это полезно при работе в ограниченном пространстве, где доступ к болту затруднен. Увеличение количества точек контакта , а также увеличивает величину крутящего момента , который можно приложить без скругления головки болта. 12-гранные болты часто используются в автомобильной промышленности, особенно для сборки двигателей внутреннего сгорания, где болты труднодоступны и должны быть затянуты с высоким крутящим моментом.
Совет. Вероятность скругления головки болта увеличивается по мере увеличения разницы между номером точки болта и номером точки ключа. Присоединение 12-гранного ключа к 6-гранному болту уменьшит площадь контакта между гаечным ключом и головкой болта. Это увеличивает давление, действующее на углы головки болта (давление = сила/площадь), и, таким образом, увеличивает вероятность закругления головки болта. Точно такой же принцип применяется при соединении гаечного ключа или гнезда с гайкой.
Точно такой же принцип применяется при соединении гаечного ключа или гнезда с гайкой.
6-гранная головка и гайка, 12-гранная головка и 6-гранная гайка, 12-гранная головка и 12-гранная гайка
Винт
A , но имеет винтовую резьбу по всей длине; либо без хвостовика , либо с коническим хвостовиком .Шпилька
Крепежная деталь типа имеет одну или две резьбы
и обычно имеет хвостовик между резьбами. Резьба шпильки не обязательно должны совпадать с , т.е. они могут иметь другую геометрию. При рассмотрении фланцев шпильки будут иметь одинаковую геометрию резьбы на обоих концах и иметь две сопутствующие гайки; затяжка гаек сжимает поверхности фланцев вместе, образуя уплотнение.
Винты, болты и шпильки
Гайки
Гайки являются внутренней частью резьбового узла. Шестигранные гайки имеют резьбу, проходящую через их центральную ось, 6-сторонние и имеют нагрузочные и ненагруженные опорные поверхности. Ненесущая поверхность имеет фаску 30⁰ , и обращены в сторону от лопасти фланца . Несущая поверхность
Шестигранные гайки имеют резьбу, проходящую через их центральную ось, 6-сторонние и имеют нагрузочные и ненагруженные опорные поверхности. Ненесущая поверхность имеет фаску 30⁰ , и обращены в сторону от лопасти фланца . Несущая поверхность
Шестигранная гайка
Наконечник – в полностью затянутом состоянии застежка с наружной резьбой должна выступать через соответствующую гайку на несколько витков резьбы. Если крепежный элемент с наружной резьбой не проходит через гайку полностью, он будет подвергаться большему напряжению, чем предполагалось, и может выйти из строя. Эта плохая практика во время сборки крепежа известна как « короткие болты », это распространенный вид отказа на многих промышленных предприятиях.
Эта плохая практика во время сборки крепежа известна как « короткие болты », это распространенный вид отказа на многих промышленных предприятиях.
Шайбы
Шайбы представляют собой дисковых деталей с отверстием, просверленным через их центральную ось; они вставляются между крепежом и прикрепляемым компонентом. Есть три основных группы шайб , это простые , пружинные и стопорные типы. Из этих трех основных групп происходят многие другие варианты шайб, хотя обычно они имеют одно из следующих назначений или их комбинацию:
- Распределение нагрузки на крепежный элемент — так, чтобы края головки болта не врезались в поверхность скрепляемого изделия; это наиболее распространенное использование шайб.
- Электроизоляционная застежка от скрепляемого изделия — предотвращает гальваническую коррозию.

- Создание остаточного натяжения на крепежном элементе — усилие натяжения предотвращает ослабление крепежного элемента с течением времени (часто используется на машинах с чрезмерной вибрацией).
Шайбы могут использоваться и используются в сочетании с другими шайбами, например, при размещении плоской шайбы между пружинной шайбой и закрепляемым элементом. Также возможно, чтобы одна шайба выполняла двойную функцию , например, когда плоская шайба используется для распределения нагрузки на крепежную деталь и для электрической изоляции крепежной детали от пристегивающегося предмета. Шайбы, используемые для электроизоляции компонентов , обычно изготавливаются из материалы на полимерной основе благодаря их изоляционным свойствам.
Из трех основных обсуждаемых групп шайб плоские шайбы являются наиболее распространенным типом шайб.
Наконечник — плоские шайбы также называются плоскими шайбами . Шайбы Spring также называются шайбами Belleville . Шайбы Lock также называются шайбами звездочка .
Шайбы Spring также называются шайбами Belleville . Шайбы Lock также называются шайбами звездочка .
Процедура болтового соединения
Для низкого давления и низкотемпературного фланцы обычно затягиваются вручную с помощью ключа/гаечного ключа . Для более высоких давлений и температур , могут использоваться динамометрические ключи . Динамометрические ключи позволяют персоналу затягивать гайки с определенным крутящим моментом и, таким образом, обеспечивают получение определенного давления уплотнения; альтернативный инструмент — гидравлический натяжитель (для шпилек). Независимо от используемого инструмента для затяжки фланцы всегда должны быть на затянут крест-накрест во время сборки.
Перекрестная затяжка фланцев обеспечивает равномерную нагрузку на фланец по его уплотнительным поверхностям. Неравномерная нагрузка на поверхности может привести к перекосу/наклону фланца и/или защемлению прокладки ; любая из этих проблем повысит вероятность неправильного уплотнения фланца.
Неравномерная нагрузка на поверхности может привести к перекосу/наклону фланца и/или защемлению прокладки ; любая из этих проблем повысит вероятность неправильного уплотнения фланца.
Процедура затяжки болтов
На изображении выше показан порядок затягивания болтов для трех разных размеров фланцев; заказ называется « Процедура затяжки болтов ’.
Фланец с указанной процедурой затяжки
Выравнивание
Правильное выравнивание фланцев во время установки имеет решающее значение для обеспечения надежного уплотнения. Несоосность фланцев вызывает неравномерную нагрузку на поверхности фланцев , что снижает вероятность получения и сохранения уплотнения . Несоосность также вызывает неравномерную нагрузку на фланцевые крепления , что повышает вероятность выхода из строя самого сильно нагруженного крепежа .
Несоосность классифицируется как параллельная или угловая в зависимости от направления несоосности относительно лопаток фланца. Стандарты, такие как ASME PCC-1 , содержат рекомендации относительно процедур сборки болтовых соединений и проверок , необходимых для устранения несоосности.
Выравнивание и перекос фланцев
Дополнительные ресурсы
https://en.wikipedia.org/wiki/Flange_nut
https://en.wikipedia.org/wiki/Bolt_(крепеж)
http://blog.mutualscrew.com/ 07.07.2015/multiple-uses-of-flange-bolts
Шпилька для фланцев (ASME B16.5)
- Автор: Projectmaterials
- Опубликовано: 20 сентября 2017 г.
- 13 Комментарии
6
6 в WhatsApp
Поделиться в Telegram
Поделиться на linkedin
Поделиться на facebook
Поделиться на Twitter
Поделиться по электронной почте
Содержание
Что такое шпилька? Шпильки для фланцев состоят из стального стержня с полной резьбой и двух тяжелых шестигранных стальных гаек.
 Шпильки вставляются в отверстия фланцев и затягиваются для герметизации фланцевого соединения. Количество, длина и диаметр шпилек, необходимых для фланцевого соединения, зависят от типа, диаметра и класса фланцев (согласно таблице фланцевых болтов ASME).
Шпильки вставляются в отверстия фланцев и затягиваются для герметизации фланцевого соединения. Количество, длина и диаметр шпилек, необходимых для фланцевого соединения, зависят от типа, диаметра и класса фланцев (согласно таблице фланцевых болтов ASME). ШПИЛЬКА И ГАЙКИ
Шпилька состоит из одного стального стержня с резьбой и двух (подходящих) шестигранных тяжелых стальных гаек. Шпильки и гайки являются важными компонентами фланцевых соединений, поскольку они являются ключевыми для надлежащего уплотнения фланцевых соединений.
Шпильки доступны в различных комбинациях диаметров и длин, метрических и дюймовых, и из различных материалов, от углеродистой стали до легированных, нержавеющих и никелевых сплавов (обычные сорта: ASTM A193 B7, L7, B8, B8M, B16, сплав 20, монель, хастеллой, инконель, 17-4PH, титан и т. д.). Эти оценки обсуждаются ниже в этой статье.

Материал шестигранных стальных гаек должен соответствовать материалу резьбового стержня (как правило, материалы шпилек ASTM A193 соответствуют материалам гаек ASTM A194).
Спецификация ASME B16.5 охватывает шпильки и гайки для фланцев ASME (количество, диаметр и длина требуемых шпилек, т. е. «таблица фланцевых болтов») по диаметру фланца, классу давления и отделке поверхности (RF, FF, РТЖ).
ШПИЛЬКА (РЕЗЬБОВАЯ ШПИЛЬКА)
Шпилька представляет собой резьбовой стержень, который вставляется в отверстия сопряженных фланцев, а затем затягивается с обоих концов путем приложения определенного крутящего момента к стальным гайкам.
Длина шпильки (OAL/FTF)
Длина шпильки может быть измерена либо как общая длина (т. е. «OAL»), либо как «от первой используемой резьбы до первой используемой резьбы» (т. е. «FTF»).
Длину FTF можно рассчитать, вычитая четверть дюйма из длины OAL, и это стандартное измерение длины шпильки для трубопроводов.

Для фланцев разного диаметра и номинальных характеристик требуются шпильки разной длины и диаметра.
Шаг резьбы шпильки и серия резьбы
Шпилька имеет резьбу в соответствии со спецификациями, установленными ASME B1.1.
Термин «шаг резьбы» относится к крутизне угла резьбы, который измеряется в витках на дюйм.Наиболее часто используемой резьбой является резьба с симметричным шагом резьбы и V-образным профилем (угол 60 градусов), поскольку изготовителю ее легче проверить по сравнению с несимметричными типами.
Серия резьбы относится к комбинациям диаметра и шага, измеряется числом витков на дюйм («TPI») для одного диаметра:
- Серия крупной резьбы (UNC/UNRC) : UNC является наиболее распространенной. тип для винтов, болтов и гаек. Крупная резьба используется для резьбы в материалах с низкой прочностью, таких как железо, мягкая сталь, медь и более мягкие сплавы, алюминий и т. д. Крупная резьба также более устойчива к неблагоприятным условиям и облегчает быструю сборку
- Серия с мелкой резьбой (UNF/UNRF): UNF широко используется для точных работ и когда требуется более высокая прочность на растяжение (по сравнению с серией с крупной резьбой)
- Серия с 8 резьбами (8UN) метод для нескольких стандартов ASTM, включая A193 B7, A193 B8/B8M и A320.
 Эта серия широко используется для диаметров от одного дюйма и выше.
Эта серия широко используется для диаметров от одного дюйма и выше.
Шпильки, указанные в спецификациях ASTM A193 или A320, используют 8UN для всех диаметров 1 дюйм и выше, что означает, что для этих размеров имеется 8 витков резьбы на дюйм. Для любого другого сорта материала покупатель должен указать шаг резьбы, если он не указан применимой нормой ASTM.
.
ГАЙКИ ДЛЯ ШПИЛЬКИ
Для крепления шпильки необходимо прикрутить две тяжелые шестигранные стальные гайки к противоположным концам стержня.
Шпилька и стальные гайки идеально соединяются благодаря трению, существующему между соответствующими резьбами, легкому растяжению болта и сжатию двух соединяемых частей.
В прошлом стальные гайки имели квадратную головку. В настоящее время гайки с шестигранной головкой (с 6 сторонами вместо 4) полностью заменили прежнюю форму, поскольку они обеспечивают более быстрое и эффективное завинчивание шпильки.
Гайки для нефтехимической промышленности затягиваются с определенным крутящим моментом с помощью специальных динамометрических ключей.
 Механическая прочность материала стальной гайки должна быть совместима с прочностью сопряженного болта.
Механическая прочность материала стальной гайки должна быть совместима с прочностью сопряженного болта.Размеры и вес тяжелых стальных гаек для шпилек указаны в спецификации ASME B18.2.2.
ШПИЛЬКА VS БОЛТ
Распространенный вопрос: в чем разница между шпилькой и болтом?
Ответ заключается в том, что шпилька представляет собой металлический стержень или стержень с резьбой с обеих сторон (как показано на изображении выше) и требует наличия двух тяжелых шестигранных гаек для зазубривания; Болт — это застежка со «встроенной» головной гайкой с одной стороны, для которой требуется одна гайка с зазубринами.
Шпилька и болт (шпилька на левом изображении, болт на правом изображении)МАТЕРИАЛЫ ДЛЯ ШПИЛЬКИ
Наиболее распространенными материалами для шпилек (для фланцев) являются ASTM A193 (марка B7, B8, B8M , B8T), ASTM A453 (класс 660), ASTM A320 (класс L7, L7M) и ASTM A182 (дуплексное и супердуплексное болтовое соединение).
 Для агрессивных жидкостей и сред шпильки могут быть покрыты ксиланом, ксиларом и другими материалами.
Для агрессивных жидкостей и сред шпильки могут быть покрыты ксиланом, ксиларом и другими материалами.ШПИЛЬКИ ASTM A193 (ВЫСОКОТЕМП.)
ASTM A193 относится к материалам шпилек из легированной и нержавеющей стали для работы при высоких температурах или высоком давлении.
Шпильки ASTM A193 доступны с национальным крупным шагом резьбы (UNC), обычно используемым в традиционных приложениях, что означает, что имеется 8 витков резьбы на дюйм («резьба на дюйм») для стержней диаметром более 1 дюйма. B7 является наиболее распространенным классом спецификации для шпилек.
Резьбовой шпилькаНаиболее распространенные материалы для шпилек, подпадающие под действие ASTM A193:
- ASTM A193 B5
- ASTM A193 B6
- ASTM A193 B7: Alloy steel, AISI 4140/4142 quenched and tempered
- ASTM A193 B7M
- ASTM A193 B16
- ASTM A193 B8: Class 1 Stainless steel, AISI 304 , обработанный карбидным раствором.
- ASTM A193 B8A
- ASTM A193 B8M: Нержавеющая сталь класса 1, AISI 316, обработанная раствором карбида.

- ASTM A193 B8MA
- ASTM A193 B8T (SS 321)
- ASTM A193 B8cl2: класс 2 Нержавеющая сталь, AISI 304, обработанная карбидным раствором, закаленная
- ASTM A193 B8TCL2
- ASTM A193 B8MCL2: класс 2 нержавеющая сталь, AISI 316, раствор карбида, Chemical Composition
6666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666н. Стипендийный состав
ASTM A193. AISI 4140)
 030%
030%ASTM A193 Шпильки: механические свойства
| ASTM A193 | Размер | Мин.0659 RA % min | Max HBW | Max HRC | |||
|---|---|---|---|---|---|---|---|
| ASTM A193 grade B7 | Up to 2-1/2 | 125 | 105 | 16 | 50 | 321 | 35 |
| 2-5/8 – 4 | 115 | 95 | 16 | 50 | |||
| 4-1/8 – 7 | 100 | 75 | 18 | 50 | |||
| АСТМ А193 grade B8 Class 1 | All | 75 | 30 | 30 | 50 | 223 | 35 |
| ASTM A193 grade B8M Class 1 | All | 75 | 30 | 30 | 50 | 223 | 96 |
| ASTM A193 grade B8 Class 2 | Up to 3/4 | 125 | 100 | 12 | 35 | 321 | 35 |
| 7/8 – 1 | 115 | 80 | 15 | 35 | |||
| 1-1/8 – 1-1/4 | 105 | 65 | 20 | 35 | |||
| 1- 3/8 – 1-1/2 | 100 | 50 | 28 | 45 | |||
| ASTM A193 grade B8M Class 2 | Up to 3/4 | 110 | 95 | 15 | 45 | 321 | 35 |
| 7/8 – 1 | 100 | 80 | 20 | 45 | |||
| 1-1/8 – 1-1/4 | 95 | 65 | 25 | 45 | |||
| 1-3/8 – 1- 1/2 | 90 | 50 | 30 | 45 |
Материал, выбранный для резьбовой шпильки и шестигранной гайки, должен быть совместимым. Материалы для комплектов болтовых соединений должны выбираться в зависимости от рабочих температур процесса, как показано в таблице ниже:
Материалы для комплектов болтовых соединений должны выбираться в зависимости от рабочих температур процесса, как показано в таблице ниже:
Шпильки также могут производиться с «двойной сертификацией», т. е. они соответствуют нескольким наборам стандартов ASTM (шпильки A193 B7 могут соответствовать требованиям A320 L7; шпильки B8 и B8m также обычно соответствуют как A193, так и A320) .
ШПИЛЬКИ ASTM A453 (ВЫСОКОТЕМП.)
Спецификация ASTM A453 охватывает стандарты для класса прочности 660 (классы A, B, C и D), класса 651 (классы A и B), класса 662 (классы A и D). B) и марки 665 (классы A и B) болтовых материалов с десятью классами предела текучести в диапазоне от 50 до 120 KSI [от 345 до 827 МПа], для использования в условиях высоких температур, таких как крепежные детали, сосуды под давлением и фланцы. .
Болтовые материалы в соответствии с ASTM A453 представляют собой катаные, кованые или горячепрессованные стержни, а также болты, гайки, винты, шайбы, шпильки и шпильки.
Материалы должны соответствовать указанному содержанию углерода, марганца, фосфора, серы, кремния, никеля, хрома, молибдена, вольфрама, титана, ниобия, алюминия, ванадия, бора и меди.
В соответствии с ASTM A453 материалы должны быть подвергнуты испытаниям на растяжение, сопротивление разрыву и твердость. Материалы должны соответствовать требованиям по пределу текучести, прочности на растяжение, относительному удлинению, сужению площади, твердости по Бринеллю и твердости по Роквеллу.
Также приведены требования к отверждению и обработке на твердый раствор для каждого класса материалов. The most common grades under ASTM A453 are:
- ASTM A453 660A
- ASTM A453 660B
- ASTM A453 660C
- ASTM A453 660D
ASTM A453 Химический состав
| ЭЛЕМЕНТ | ASTM A453 Марка 660 | ASTM A453 Grade 651 | ASTM A453 Grade 662 | ASTM A453 Grade 665 | ASTM A453 Grade 668 |
| % | % | % | % | % | |
| Carbon | 0. 08 max 08 max | 0.28-0.35 | 0.08 max | 0.08 max | 0.08 max |
| Manganese | 2.00 max | 0.75-1.5 | 0.40-1.00 | 1.25-2.00 | 2.00 max |
| Phosphorus, max | 0.040 max | 0.040 max | 0.040 max | 0.040 max | 0.040 max |
| Sulfur , max | 0.030 max | 0.030 max | 0.030 max | 0.030 max | 0.030 max |
| Silicon | 1.00 max | 0.30-0.80 | 0.40-1.00 | 0.1-0.80 | 1.00 max |
| Nickel | 24.0-27.0 | 8.0-11.0 | 24.0-28.0 | 24.0-28.0 | 17.5-21.5 |
| Chromium | 13.5-16.0 | 18.0-21.0 | 12.0-15.0 | 12.0-15.0 | 13.5-16.0 |
| Molybdenum | 1. 00-1.50 00-1.50 | 1.00-1.75 | 2.0-3.50 | 1.25-2.25 | 1.50 max |
| Tungsten | … | 1.00-1.75 | … | … | … |
| Titanium | 1.9-2.35 | 0.1-0.35 | 1.80-2.10 | 2.70-3.30 | 2.20-2.80 |
| Columbium * | … | 0.25-0.6 | … | … | … |
| Aluminum | 0.35 max | 0.35 max | 0.25 max | 0.50 max | |
| Vanadium | 0.10-0.50 | … | … | 0.50 max | |
| Boron | 0.001-0.010 | 0.001-0.010 | 0.01-0.07 | 0.001-0.010 | |
| Copper | 0.50 max | 0.50 max | 0.25 max | … |
ASTM A453 Stud Bolts: Mechanical Properties
| ASTM A453 Grade | Класс | Растяжение, МПа | Предел текучести, МПа | Удлин. %, min %, min | RA %, min |
| ASTM A453 Grade 660 | A, B , & C | 895 min | 585 min | 15 | 18 |
| D | 895 мин | 725 мин | 15 | 18 | |
| ASTM A453 Grade 651 | A | 690 min | 485 min | 18 | 35 |
| 415 min | |||||
| B | 655 min | 415 min | 18 | 35 | |
| 345 min | |||||
| ASTM A453 Grade 662 | A | 895 min | 585 min | 15 | 18 |
| B | 860 min | 550 min | 15 | 18 | |
| ASTM A453 Grade 665 | A | 1170 min | 830 min | 12 | 15 |
| B | 1070 мин. 0670 0670 | 858 min | 15 | 18 |
ASTM A453 Stud Bolts: Heat Treatments Requirements
| ASTM A453 | Class | Solutiona Treatment | Hardening Treatment |
| 660 | A | 1650 +/- 25 °F [900 +/-14 °C], выдержка 2 ч, мин и охлаждение жидкостью | 1325 +/- 25 °F [720 +/- 14 °C] 16 ч, воздушное охлаждение |
| B | 1800 +/- 25 °F [980 +/-14 °C], выдержка 1 ч, мин и охлаждение жидкостью | 1325 +/- 25 °F [720 +/- 14 °C] 16 ч, охлаждение на воздухе | |
| C | 1800 +/- 25 °F [980 +/-14 °C], выдержка 1 ч, мин и охлаждение маслом | 1425 +/- 25 °F [775 +/- 14 °C] выдержка 16 часов, охлаждение на воздухе, затем 1200 +/- 25 °F [650 +/- 14 °C], выдержка 16 часов, охлаждение на воздухе | |
| D | 1650 +/- 25 °F [900 + /-14 °C], выдержка не менее 2 ч и охлаждение жидкостью OR | 1325 +/- 25 °F [720 +/- 14 °C], выдержка 16 часов, охлаждение на воздухе, затем 1200 +/- 25 °F [650 +/- 14 °C], выдержка 16 часов, охлаждение на воздухе при необходимости достижение свойств, второй возраст: 1200 +/- 25 °F [650 +/- 14 °C], выдержка 16 часов, охлаждение на воздухе | |
| 1800 +/- 25 °F [980 +/-14 °C], выдержка 1 ч, мин и закалка в жидкости | |||
| 651 | A | горячая/холодная обработка при 1200 °F[650] мин с уменьшением площади поперечного сечения не менее 15%, отжиг для снятия напряжений при 1200 °С F [650 °C] мин или 4 ч, мин | |
| B | горяче-холодная обработка при 1200 °F [650] мин с уменьшением площади поперечного сечения не менее 15%, отжиг для снятия напряжения при 1350 °F [730 °C] мин или 4 часа, мин | ||
| 662 | A | 1800 +/- 25 °F [980 +/-14 °C], выдержка 1 ч, мин и охлаждение жидкостью | 1350–1400 °F [730–760 °C], выдержка 20 часов, охлаждение в печи до 650 +/- 14 °C, выдержка 20 часов, охлаждение на воздухе |
| B | 1950 +/- 25 °F [1065 +/-14 °C ], выдержка 2 ч, мин и охлаждение жидкостью | от 1350 до 1400 °F [от 730 до 760 °C], выдержка 20 часов, охлаждение в печи до 1200 +/- 25 °F [650 +/- 14 °C], выдержка 20 часов, охлаждение на воздухе | |
| 665 | A | 1800 +/- 25 °F [980 +/-14 °C], выдержка 3 ч, мин. и охлаждение жидкостью и охлаждение жидкостью | 1350–1400 °F [730–760 °C], выдержка 20 ч, охлаждение в печи до 1200 +/- 25 °F [650 +/- 14 °C], выдержка 20 часов, охлаждение на воздухе |
| B | 2000 +/- 25 °F [1095 +/-14 °C], выдержка 3 часа , мин. и жидкостная закалка | от 1350 до 1400 °F [от 730 до 760 °C], выдержка 20 ч, охлаждение в печи до 1200 +/- 25 °F [650 +/- 14 °C], выдержка 20 ч, охлаждение на воздухе | |
| 668 | A | 1650 +/- 25 °F [900 +/-14 °C], выдержка 2 ч, мин и охлаждение жидкостью | 1325 +/- 20 °F [7 — 14 °C] 16 часов, охлаждение на воздухе |
| B | 1800 +/- 25 °F [980 +/-14 °C], выдержка 1 час, мин и охлаждение жидкостью | 1325 +/- 25 °F [720 +/- 14 °C] 16 ч, воздушное охлаждение |
Шпильки A453: время до разрыва и удлинение
| Марка | Class | Test Temperature | Stress, Min | Time to Rupture | Elongation | |
| Deg F [ Deg C ] | Ksi | Mpa | Min, h* | Min % | ||
| 660 | A, B & C | 1200 [650] | 56 | 385 | 100 | 5 |
| 651 | A & B | 1200 [650] | 40 | 275 | 100 | 5 |
| 662 | A & B | 1200 [650] | 55 | 380 | 100 | 5 |
| 665 | A | 1200 [650] | 75 | 515 | 100 | 3 |
| B | 1200 [650] | 70 | 485 | 100 | 5 | |
ШПИЛЬКИ ASTM A320 (НИЗКОТЕМПЕРАТУРНЫЕ)
Каждый сплав согласно ASTM A320 должен соответствовать предписанным химическим требованиям. Материал, представленный образцами для растяжения, должен соответствовать определенным требованиям в отношении прочности на растяжение, предела текучести, относительного удлинения и твердости. Материал шпильки должен соответствовать предписанным требованиям к поглощению энергии удара и заданной температуре испытания.
Материал, представленный образцами для растяжения, должен соответствовать определенным требованиям в отношении прочности на растяжение, предела текучести, относительного удлинения и твердости. Материал шпильки должен соответствовать предписанным требованиям к поглощению энергии удара и заданной температуре испытания.
В соответствии со спецификацией ASTM A320 производители должны провести как минимум следующие механические испытания материала: испытание на удар, испытание на растяжение и испытание на твердость.
Наиболее распространенные материалы шпилек согласно ASTM A320 перечислены ниже (низкотемпературная работа):
- ASTM A320 L7: легированная сталь, AISI 4140/4142 Закаленная и отпущенная сталь, AISI 4340 Закалка и отпуск
- ASTM A320 B8 Класс 1: Нержавеющая сталь, AISI 304, обработанная карбидным раствором
- ASTM A320 B8A
- ASTM A320 B8T
- ASTM A320 B8TA
- ASTM A320 B8C
- ASTM A320 B8M: ASTINALDELEL, AISI 316, CARBIDE ROSE ARDENTED ASTMAME .
- ASTM A320 B8Mcl2: Нержавеющая сталь, AISI 316, обработанный карбидным раствором, деформационно упрочненный
 , AISI 304, обработанный карбидным раствором, деформационно упрочненный
, AISI 304, обработанный карбидным раствором, деформационно упрочненныйASTM A320 Шпильки: механические свойства
| ASTM A320 Grade | Диаметр | Растяжение, KSI, MIN | Доходность, KSI, MIN | IMPACT 20-F-FF @ TEMP | , %, MIN, МИН, МИН, Мин. | |
|---|---|---|---|---|---|---|
| ASTM A320 Grade L7 | Up to 2 1 ⁄ 2 | 125 | 105 | -150° F | 16 | 50 |
| ASTM A320 Grade L43 | Up to 4 | 125 | 105 | -150° F | 16 | 50 |
| ASTM A320 Grade B8 Class 1 | All | 75 | 30 | N/A | 30 | 50 |
| ASTM A320 Grade B8M Class 1 | All | 75 | 30 | N/A | 30 | 50 |
| ASTM A320 Grade B8 Class 2 | Up to 3 ⁄ 4 | 125 | 100 | N/A | 12 | 35 |
| 7 ⁄ 8 – 1 | 115 | 80 | N/A | 15 | 35 | |
| 1 1 ⁄ 8 – 1 1 ⁄ 4 | 105 | 65 | N/A | 20 | 35 | |
| 1 3 ⁄ 8 – 1 1 ⁄ 2 | 100 | 50 | Н/Д | 28 | 45 | |
| ASTM A320 Grade B8M Class 2 | Up to 3 ⁄ 4 | 110 | 95 | N/A | 15 | 45 |
| 7 ⁄ 8 – 1 | 100 | 80 | N/A | 20 | 45 | |
| 1 1 ⁄ 8 – 1 1 ⁄ 4 | 95 | 65 | N/A | 25 | 45 | |
| 1 3 ⁄ 8 – 1 1 ⁄ 2 | 90 | 50 | N/A | 30 | 45 |
ASTM A182 STUD BOLTS (Duplex and Super Duplex)
Duplex Steel Bolts
Chemical Composition:
| C | Mn | Si | P | S | Cr | Mo | Ni | N | |
|---|---|---|---|---|---|---|---|---|---|
| Duplex 2205 (S31803) | 0. 03 03 max | 2.0 max | 1.0 max | 0.03 max | 0.02 max | min: 21.0 max: 23.0 | min: 2.5 max: 3.5 | min: 4.5 max: 6.5 | min: 0.08 max: 0.20 |
| Duplex 2205 (S32205) | 0.03 max | 2.0 max | 1.0 max | 0.03 max | 0.02 max | min: 22.0 max: 23.0 | min: 3.0 max: 3.5 | min: 4.5 max: 6.5 | min: 0.14 max: 0.20 |
Mechanical Properties:
| Grade | Tensile Strength ksi (min) | Yield Strength 0.2% ksi (min) | Elongation % | Hardness (HB) MAX |
|---|---|---|---|---|
| 2205 | 90 | 65 | 25 | 217 |
Physical Properties:
| Density lb m /in 3 | Electrical Resistivity mW•in | Thermal Conductivity (BTU/ ЧСС • FT • ° F) | HEAT емкость BTU/LB M • ° F | Электрика Устойчивости (в X 10 -6 ) 06679 | 882 -6 ) 06679 |
|---|---|---|---|---|---|
| 82 -6 )6679 | 82 -6 )) 27,6 | 8. 7 7 | 0.112 | ||
| at 212°F | 26.1 | 9.2 | 0.119 | 35.4 | |
| at 392°F | 25.4 | 9.8 | 0.127 | 37.4 | |
| at 572°F | 24.9 | 10.4 | 0.134 | 39.4 |
Super Duplex Bolts
Chemical Composition:
| C | Cr | Ni | Mo | N | Others |
| 0.02 | 25 | 7 | 4 | 0.27 | S=0.001 |
Механические свойства:
| Предел прочности при растяжении, ksi | 16 мин. |
| 0,2% Предел текучести при смещении 0,2%, тыс.фунтов/кв.дюйм | 80 мин. |
| 0,1% Предел текучести при смещении 0,2%, тысяч фунтов на кв. дюйм | 91 мин. |
| Удлинение на 2 дюйма, % | 15 мин. |
| Твердость по Роквеллу C | 32 макс. |
| Энергия удара, фут-фунт. | 74 мин. |
Физические свойства:
| Плотность | фунтов/дюйм0658 | Modulus of Elasticity | psi x 10 6 | 29 |
| The coefficient of Thermal Expansion | x10 -6 /°F | 7.2 | ||
| 68-212°F/°F | ||||
| Thermal Conductivity | Btu/h ft °F | 8.7 | ||
| Heat Capacity | Btu/lb/°F | 0. 12 12 | ||
| Electrical Resistivity | W-in x 10 -6 | 31,5 |
ШПИЛЬКИ С ПОКРЫТИЕМ
Шпильки могут иметь покрытие для повышения коррозионной стойкости. Наиболее распространенные типы покрытий для болт-шпильки перечислены ниже:
- Электро-цинк. Алюминиевое покрытие
- Серебряное покрытие
- Цинк/никель от электроодезирования
- DacRomet
- Geomet
также доступны ксилан и ксилар. Болты имеют множество преимуществ:
- Меньшее трение по сравнению с болтами без покрытия (CoF всего 0,02)
- Повышенная износостойкость болта даже при экстремальных давлениях.
- Сильная коррозионная и химическая стойкость в самых сложных условиях
- Повышенная устойчивость к неблагоприятным погодным условиям (таким как экстремальный солнечный свет, воздействие соленой воды на химические вещества)
- Более широкий рабочий диапазон температур (от -420° до +550 °F, т.
 е. от -250° до 285°C).
е. от -250° до 285°C). - Цветовая маркировка для облегчения отслеживания
- Гибкость: ксилановые покрытия легко и многократно изгибаются и не ломаются
- Обрабатываемость: на шпильки можно наносить несколько ксилановых покрытий
- Сильная адгезия к болтовым материалам
ВЫБОР ШПИЛЬКИ И ГАЙКИ (ЭКСПЛУАТАЦИЯ В ОТНОШЕНИИ Сорта)
Материал, используемый для шпилек, зависит от множества факторов, основными из которых являются материал фланцев и конструкция трубопровода. Температура:
