Фуговальные станки: формирование технологических баз
На сегодняшний день фуговальные станки широко распространены практически во всех отраслях деревообработки, особенно на небольших предприятиях. Ведь во многих случаях изготовление уникальных образцов продукции деревообработки начинается именно с фуговального станка.
В деревообработке существует определенная последовательность операций технологического процесса, связанного с изменением размеров, формы или свойств обрабатываемых заготовок. В большинстве случаев техпроцесс начинается с раскроя обрезных или необрезных досок на круглопильных станках как по длине, так и по ширине.
Затем выполняется механическая обработка пиленых заготовок, склеивание, шлифование, отделка, сборка и т.д. На стадии механической обработки пиленых заготовок, поверхность и форма которых далека от идеальной, одной из определяющих становится задача формирования чистовых технологических баз, по которым заготовка будет ориентироваться при последующей обработке.
Чаще всего технологические базы заготовки формируют на продольно-фрезерных фуговальных станках, в просторечии – фуганках. Они предназначены для плоского продольного фрезерования одной или двух смежных поверхностей заготовки для создания установочной и направляющей технологических баз. Эти станки получили название от немецкого слова «fugen» – подгонять, пригонять, соединять.
Хотя сейчас ГОСТы и носят рекомендательный характер, многие российские производители деревообрабатывающего оборудования продолжают придерживаться принятой еще в СССР буквенно-цифровой индексации станков. Фуговальные станки по этой классификации отнесены к группе строгальных. Так, например, индекс станка модели СФ4-2 расшифровывается следующим образом: строгальный фуговальный с максимальной шириной обработки 400 мм, 2-я модель.
Однако называть их строгальными неправильно в принципе, поскольку в процессе строгания предполагается образование стружки постоянной толщины, как при работе ручным рубанком, когда при его прямолинейном движении образуется длинная, завитками сливная стружка.
А в продольно-фрезерных станках, к числу которых относятся и фуговальные, припуск на обработку удаляется в ходе фрезерования (как и у электрического рубанка), когда резец совершает не поступательное, а вращательное движение, а поперечное сечение стружки напоминает стилизованную запятую.
Технологической базой считается совокупность поверхностей, линий или точек обрабатываемой детали, по отношению к которым ориентируются ее поверхности при обработке. В зависимости от назначения баз их классифицируют на установочные, направляющие и опорные. Установочная база лишает заготовку трех степеней свободы – перемещения вдоль одной оси Z и поворота вокруг осей X и Y.
Обычно это поверхность с наибольшими габаритными размерами, чаще всего пласть призматической заготовки. По установочной базе обрабатываемая деталь удерживается или перемещается при обработке. Направляющая база лишает заготовку двух степеней свободы – перемещения вдоль одной координатной оси Y и поворота вокруг оси Z.
В качестве направляющей базы выбирают наиболее протяженную поверхность, например, одну из кромок призматической заготовки. Опорная база лишает заготовку одной степени свободы – перемещения вдоль оси Х. Обычно это торцевая поверхность призматической заготовки.
Опорная база лишает заготовку одной степени свободы – перемещения вдоль оси Х. Обычно это торцевая поверхность призматической заготовки.
Созданные на заготовке технологические базы при последующей ее обработке взаимодействуют с элементами станков – столами, каретками, суппортами, направляющими линейками, упорами, имеющими собственные установочные поверхности.
По относительному движению технологических баз заготовок по установочным поверхностям базирующих элементов станка различают базирование подвижное и неподвижное. При неподвижном базировании деталь фиксируют на столе или каретке станка и обрабатывают ее, подавая на режущий инструмент либо режущий инструмент надвигается на заготовку.
При подвижном базировании технологическая база заготовки скользит по установочным поверхностям станка. Специфической особенностью фуговальных станков является то, что при работе на них технологические базы заготовок являются обрабатываемыми.
Заготовку на станке стремятся закрепить так, чтобы обеспечить ее устойчивое положение на установочных поверхностях станка. При этом желательно использовать одну и ту же базу для возможно большего числа технологических операций.
При этом желательно использовать одну и ту же базу для возможно большего числа технологических операций.
При обработке пиленых заготовок, имеющих дефекты распиловки и покоробленность, без фуговальных станков невозможно получить качественную продукцию. Например, при обработке такой заготовки на рейсмусовом станке с вальцовой подачей усилия от подающих вальцов и прижимов вызывают упругую деформацию (распрямление) заготовки.
После выхода из станка она вновь примет начальную покоробленную форму. Кроме того, наличие на ее поверхности значительных неровностей приводит к нарушению нормальной работы вальцов стола и механизма подачи, возрастают силы трения заготовки по столу, нарушается равномерность подачи, увеличивается разнотолщинность деталей и шероховатость обработки поверхностей.
Критериями качества обработки на фуговальных станках являются плоскостность и шероховатость фрезерованных поверхностей. Они зависят от целого ряда факторов: технологической схемы станка, его конструктивного исполнения, качества изготовления, наладки и размерной настройки, режимов обработки, дефектов (в том числе и формообразования) заготовки, ее деформируемости в ходе обработки.
В настоящее время в деревообработке используются фуговальные станки различных моделей, отличающихся размерами обрабатываемых заготовок, способом их базирования, типом и видом механизма подачи, числом одновременно фрезеруемых сторон заготовки и т. д. Наибольшее распространение в деревообрабатывающей промышленности получили односторонние фуговальные станки с подвижным базированием.
Такой станок оснащен двумя параллельными столами – передним и задним, между ними смонтирован ножевой вал, ось которого параллельна плоскостям столов. Плоскость заднего стола расположена по касательной к окружности резания ножевого вала. Передний стол может перемещаться по высоте относительно ножевого вала на величину снимаемого припуска. В начале обработки заготовка крепится на переднем столе и, скользя по его поверхности, надвигается на ножевой вал.
При этом фрезеруется передняя нижняя пласть обрабатываемой детали. Как только длина обработанной пласти заготовки будет достаточной для устойчивого ее положения на переднем столе, базирование целиком переносится на задний стол – обработанная базовая поверхность заготовки прижимается к заднему столу и скользит уже по нему. За счет этого обеспечивается плоская поверхность остальной отфрезерованной части заготовки.
За счет этого обеспечивается плоская поверхность остальной отфрезерованной части заготовки.
При необходимости одновременно создать две взаимно перпендикулярные технологические базы по пласти и кромке заготовки применяют двухсторонние фуговальные станки. Они кроме горизонтально расположенного ножевого вала дополнительно оснащены вертикальной ножевой головкой, которая установлена по ходу подачи за ножевым валом. Оси ножевого вала и головки располагаются под прямым углом. Направляющая линейка двухстороннего станка для кромки заготовки, так же как и столы станка, состоит из задней и передней линейки.
Задняя линейка находится по касательной к окружности резания вертикальной головки, а передняя – с возможностью настройки на заданную величину снимаемого припуска. Двухсторонний фуговальный станок представляет собой комбинацию из двух односторонних фуговальных станков, расположенных на единой станине.
Один из них, оснащенный ножевой головкой, развернут на 90º в вертикальной плоскости относительно станка с ножевым валом. На двухсторонних станках заготовку базируют одновременно по установочным поверхностям столов и направляющих линеек.
На двухсторонних станках заготовку базируют одновременно по установочным поверхностям столов и направляющих линеек.
Односторонние фуговальные станки с ручной подачей позволяют также осуществлять последовательно фрезерование двух смежных сторон заготовки под углом, отличным от прямого угла. Для этого используется направляющая линейка, имеющая возможность разворота на нужный угол в вертикальной плоскости.
Созданную ранее технологическую базу по пласти заготовки плотно прижимают к направляющей линейке, а ребро заготовки – к плоскости переднего стола станка. В таком положении заготовка подается кромкой на ножевой вал с переносом усилия на задний стол станка.
На фуговальных станках с ручной подачей глубина фрезерования и величины составляющих сил резания незначительны. При подаче обрабатываемой детали в зону резания к ней прикладываются усилия с таким расчетом, чтобы преодолеть горизонтальную и вертикальную составляющие силы резания, не деформируя заготовку. При этом обеспечивается ее подача на ножевой вал с требуемой скоростью.
Обычно квалифицированный станочник обрабатывает каждую деталь индивидуально, подбирая оптимальные значения глубины снимаемого слоя, усилий прижима, скорости подачи в зависимости от ее размеров, покоробленности, дефектов строения и предыдущей обработки, требований к шероховатости обработанной поверхности и т. д.
Черновую базу заготовки и направление волокон древесины к вектору скорости подачи выбирают исходя из необходимости обеспечения надежного базирования. Как правило, вогнутая поверхность заготовки должна быть обращена к плоскости переднего стола. Чем больше длина переднего стола, тем большая часть заготовки может располагаться на столе, тем лучше условия для ее базирования. Поэтому для фугования протяженных заготовок используют оборудование с длинными передними столами.
При обработке заготовок, имеющих значительную покоробленность либо глубокие дефекты поверхности черновой базы, не всегда удается выровнять поверхность за один проход. В таких случаях деталь обрабатывают за несколько рабочих проходов, контролируя после каждого качество поверхности.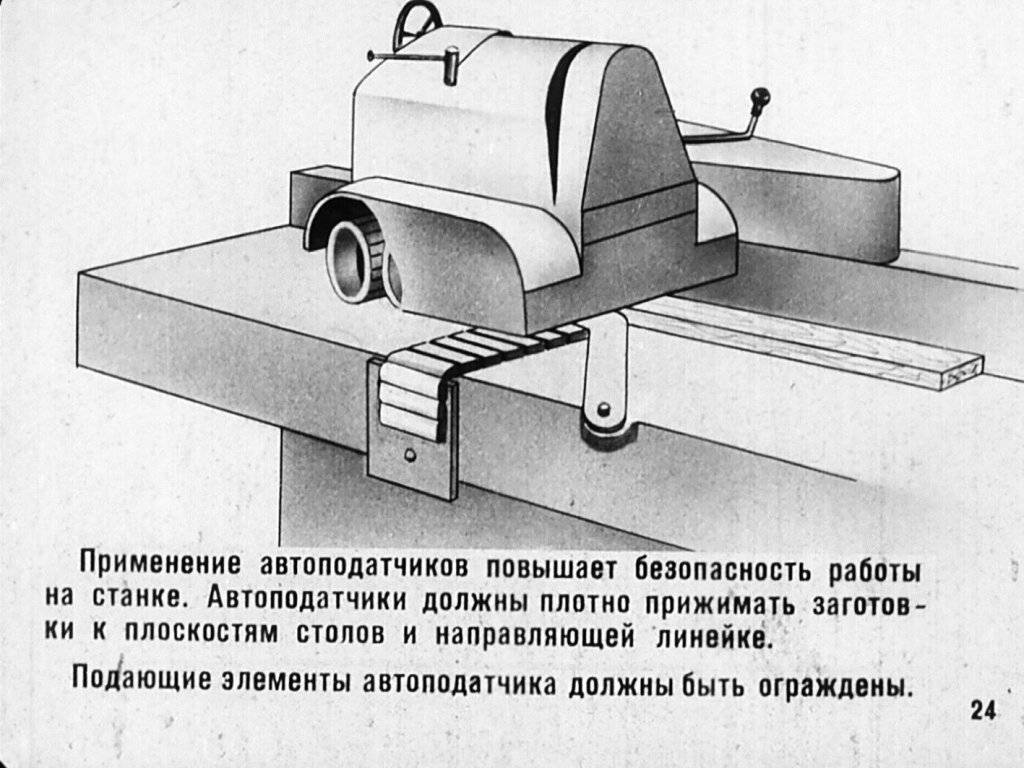
В этом случае может возникнуть ситуация, при которой с поверхности заготовки удаляется значительный по толщине припуск. Это приводит к перераспределению внутренних напряжений в древесине и короблению. Чтобы избежать этого, дефекта заготовку обрабатывают за несколько проходов с последовательным уменьшением глубины снимаемого припуска на каждом проходе.
Фуговальные станки с ручной подачей обеспечивают высокую точность и качество обработанной поверхности. Однако, несмотря на наличие защитных ограждений и щитков, их отличает высокая травмоопасность и низкая производительность. На фуговальных станках с механизированной подачей заготовок значительно возрастает производительность, улучшаются условия труда и безопасность работы. Механизм подачи создает тяговое усилие и одновременно прижимает заготовку к столам и направляющей линейке.
В то же время значительное усилие прижима рабочих органов механизма подачи может вызвать деформацию (распрямление) покоробленной заготовки, которая на выходе из станка вновь примет начальную форму. А потому фуговальные станки с механической подачей целесообразнее применять для надежного формирования точных технологических баз при обработке заготовок толщиной не менее 50 мм.
А потому фуговальные станки с механической подачей целесообразнее применять для надежного формирования точных технологических баз при обработке заготовок толщиной не менее 50 мм.
По способу создания тягового усилия рабочие органы механизмов подачи фуговальных станков подразделяют на вальцовые и конвейерные с фрикционными или толкающими упорами. Вальцовые механизмы обеспечивают подачу заготовки за счет сил фрикционного сцепления вращающихся подающих вальцов с верхней ее пластью.
Тяговое усилие создается за счет прижима подающих вальцов к древесине. Вальцы, как правило, прижимаются пружинами сжатия либо в блоке из нескольких вальцов, либо каждый валец индивидуально.
На односторонних фуговальных станках усилие прижима назначают из условия развития необходимого тягового усилия первым по ходу подачи вальцом. Тяговое усилие должно быть больше суммы составляющих сил резания, а также сил трения заготовки по столу. По конструктивному исполнению вальцы механизма подачи могут быть стальными рифлеными либо обрезиненными.
Рифленые вальцы, в сравнении с обрезиненными, обладают меньшим коэффициентом сцепления с древесиной, поэтому для создания тягового усилия требуется значительное усилие прижима, да и на поверхности заготовки, контактирующей с вальцом, остаются вмятины от рифления.
Однако рифленые вальцы более долговечны. В настоящее время в механизмах подачи фуговальных станков наибольшее распространение получили вальцы, выполненные из белой резины или полиуретана. Они не пачкают поверхность заготовки и обеспечивают получение необходимых тяговых характеристик при существенно меньших усилиях прижима Q. Это особенно важно при обработке покоробленных заготовок, поскольку существенные сосредоточенные усилия приводят к их распрямлению.
Точность обработки заготовки и технологические возможности по разным схемам неравноценны. Так, фрикционный валец, установленный над передним столом перед ножевым валом, обеспечивает механизированную подачу при обработке переднего конца заготовки.
Но он же может стать причиной проявления погрешности чистовой технологической базы, поскольку будет деформировать покоробленную заготовку. Схема фрикционной подачи вальцами, установленными над задним столом, лишена этого недостатка, но не может осуществлять механизированную подачу заготовки при вводе в зону резания на ножевой вал и фрезеровании ее переднего конца.
Схема фрикционной подачи вальцами, установленными над задним столом, лишена этого недостатка, но не может осуществлять механизированную подачу заготовки при вводе в зону резания на ножевой вал и фрезеровании ее переднего конца.
Схема распределенной подачи вальцами с индивидуальным прижимом в сравнении с другими схемами имеет ряд преимуществ. Здесь обеспечивается более равномерный и рациональный прижим заготовки по длине с возможностью регулирования усилия прижима каждого вальца.
Такая схема позволяет снизить степень деформации обрабатываемой детали, повысить надежность прижима и равномерность подачи при обработке разнотолщинных заготовок без межторцовых разрывов как на односторонних, так и двухсторонних фуговальных станках. Подающие вальцы следует располагать под углом 2–5º к оси ножевого вала, что достигается разворотом автоподатчика или механизма подачи в плане. Это позволяет прижимать заготовку к направляющей линейке и улучшать условия ее базирования. Для этой же цели стальные подающие вальцы имеют косое рифление.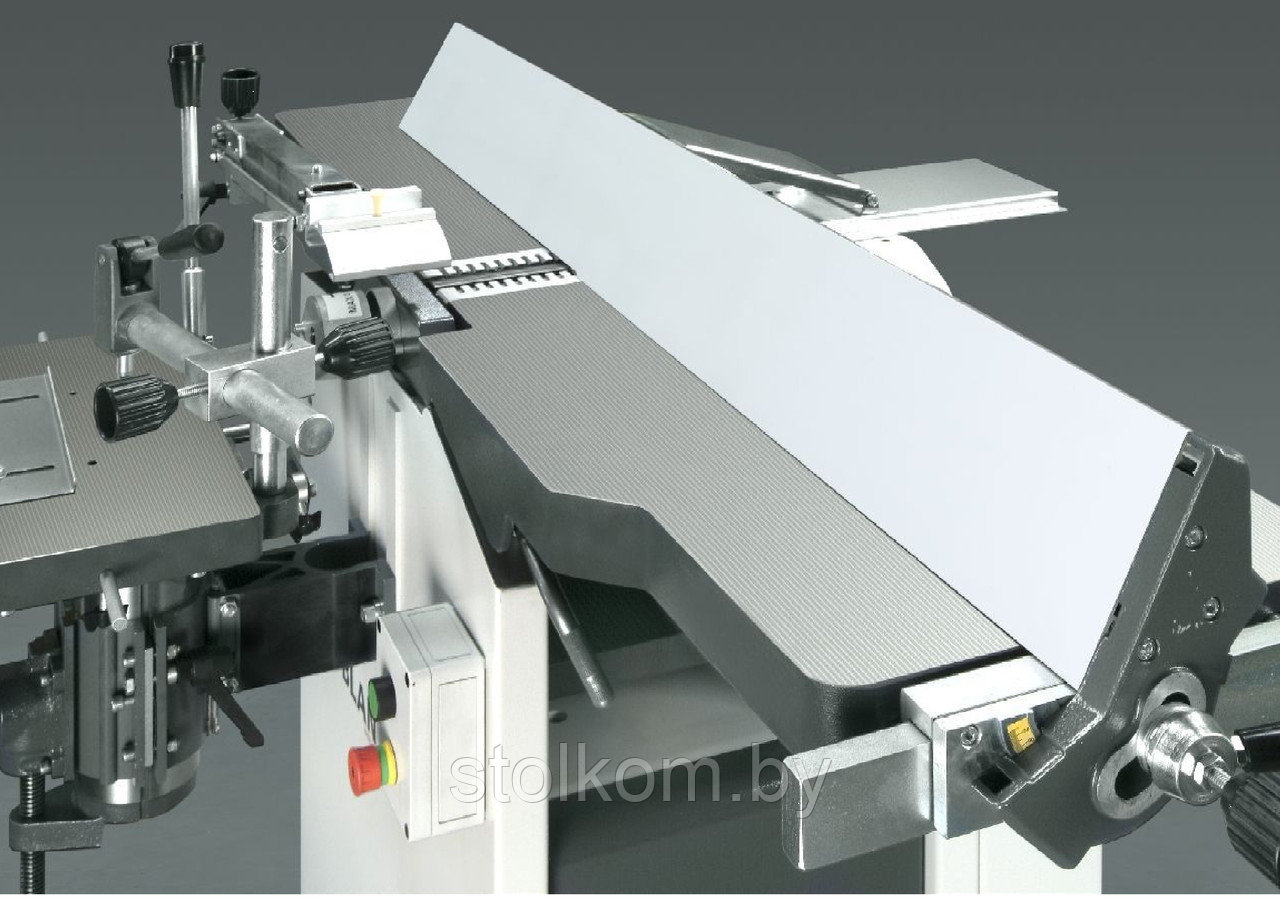
Конвейерные фрикционные подающие механизмы осуществляют подачу за счет сил сцепления подпружиненных пальцев конвейера с заготовкой. Конструктивно пальцы могут быть выполнены в виде обрезиненных или заостренных упоров и установлены на пластинчатых пружинах конвейерной цепи.
Давление каждого пальца невелико, но поскольку конвейер подает заготовки на ножевой вал одновременно многими пальцами, равномерно распределенными как по его длине, так и ширине, усилие прижима будет рассредоточенным по плоскости заготовки, создавая надежный прижим и незначительно деформируя покоробленную деталь.
Уменьшение прогиба заготовки и повышение точности фугования достигается также за счет несимметричного расположения конвейера подачи относительно оси ножевого вала. Вертикальная ось конвейера смещена в сторону заднего стола. В результате общее усилие прижима пальцев над передним столом оказывается меньшим, чем над задним.
Фрикционные конвейеры применяются для подачи заготовок только на односторонних фуговальных станках. Это можно объяснить невысокой жесткостью тяговых элементов и в целом конвейера в поперечном направлении. Обработка боковых кромок, а также узких деталей с применением подобных конвейеров не допускается.
Это можно объяснить невысокой жесткостью тяговых элементов и в целом конвейера в поперечном направлении. Обработка боковых кромок, а также узких деталей с применением подобных конвейеров не допускается.
Конвейерные толкающие механизмы подают заготовки подпружиненными выдвижными упорами, установленными на горизонтальном конвейере в плоскости переднего стола. Упоры толкают обрабатываемую деталь в задний торец и преодолевают горизонтальную составляющую суммарной силы сопротивления подаче. Усилие прижима заготовки к столам лишь незначительно превышает вертикальную составляющую силы резания и необходимо только для надежного базирования.
В этом случае практически исключается возможность распрямления покоробленной заготовки. К столу заготовка может прижиматься различными способами: подпружиненными вальцами, конвейером, вакуумом. При вакуумном прижиме в столах станка по их длине и ширине в зоне ножевого вала выполнены отверстия с вставленными в них подпружиненными шариками, несколько выступающими над поверхностями столов – пневматическими обратными клапанами. К каждому клапану подключается пневмомагистраль, соединенная с вакуумным насосом.
К каждому клапану подключается пневмомагистраль, соединенная с вакуумным насосом.
При укладке обрабатываемой детали на стол и нажатии на соответствующие шарики клапанов под ее нижней поверхностью создается разрежение. В результате под действием атмосферного давления заготовка прижимается к столу станка. Фуговальные станки, оснащенные конвейерными толкающими механизмами подачи, обеспечивают наиболее высокую точность и качество обработанной базовой поверхности. Однако сегодня они не изготавливаются отечественными станкостроителями.
На фуговальных станках с неподвижным базированием обрабатываются в большинстве случаев кромки деталей. Для работы таких станков используются различные схемы. Например, в двухсторонних кромкофуговальных станках заготовка, прижатая вальцами к рифленой гусенице конвейера, подается последним на вращающиеся ножевые головки.
В станках для фугования кромок пачек сухого шпона на неподвижную пачку надвигается каретка с двумя фуговальными головками для последовательного чернового и чистового фрезерования кромок шпона. Данные агрегаты не нашли широкого применения в промышленности и используются лишь в специализированных отраслях деревообработки.
Данные агрегаты не нашли широкого применения в промышленности и используются лишь в специализированных отраслях деревообработки.
Фуговальные станки различаются количеством органов резания, максимальной шириной обрабатываемой детали, видами и типами механизмов подачи. Как правило, для отечественных станков наибольшая ширина обработки лежит в диапазоне от 250 до 630 мм.
Односторонний фуговальный станок включает следующие основные узлы: станину, на которой установлен ножевой вал, передний и задний столы, направляющую линейку, ограждение ножевого вала, привод механизма резания, а также пульт управления со шкафом электрооборудования. Передний стол перемещается по высоте с помощью рукоятки с контролем по лимбу.
Двухсторонний фуговальный станок дополнительно оснащен вертикальной кромкофуговальной головкой с ограждением и двумя направляющими линейками – передней и задней. Станина является несущей базой станка и представляет собой жесткий литой чугунный корпус коробчатой формы.
На нем базируются практически все перечисленные узлы и механизмы. В последнее время в деревообрабатывающем станкостроении в конструкциях станков все чаще используют сварные станины из стального листа толщиной 8–10 мм, внутренние полости которых для повышения виброустойчивости частично заливают бетоном.
Внутри станины установлен электродвигатель привода ножевого вала, а также приемная воронка для сбора стружки и патрубок для подключения станка к эксгаустерной системе. Ножевой вал является механизмом резания станка.
Для повышения точности монтажа он устанавливается в расточку цельнолитого блока в двух подшипниковых опорах и приводится во вращение от электродвигателя через ременную передачу. Шкив этой передачи на ножевом валу служит одновременно и ободом ленточного или колодочного тормоза с управлением от электромагнита для экстренного торможения.
В корпусе ножевого вала выполнены пазы для клинового крепления двух, реже четырех, ножей. Диаметр ножевого вала обычно 125 мм, диаметр окружности резания – 128 мм. Частота вращения ножевого вала – 5–6 тыс. оборотов в минуту. В основании литого блока есть сквозной паз для направления стружки в приемную воронку.
Частота вращения ножевого вала – 5–6 тыс. оборотов в минуту. В основании литого блока есть сквозной паз для направления стружки в приемную воронку.
Он отделен от столов станка двумя резиновыми пластинами, ориентирующими движение стружки в паз и одновременно снижающими уровень шума. Блок ножевого вала крепят болтами на платиках станины. Все чаще в продольно-фрезерных станках используются ножевые валы с винтовым или секционным расположением режущих элементов. В том числе и неперетачиваемых твердосплавных поворотных пластинок. Это позволяет снизить шум при работе оборудования и улучшить его энергетические показатели.
Столы станка – передний и задний – представляют собой чугунные литые плиты с ребрами жесткости на внутренней стороне и шлифованные по рабочей поверхности. Размеры столов по ширине несколько превышают максимально заявленную ширину обработки и составляют 270, 412 и 650 мм. Длина переднего стола составляет, как правило, 1500 мм, что соответствует значению среднестатистической длины обрабатываемых на фуговальных станках заготовок.
Задний стол имеет длину 1000 мм, что позволяет исключить падение заготовки со станка после ее прохода по всей длине. На торцах столов, обращенных к ножевому валу, устанавливаются стальные накладки, уменьшающие зазор между валом и столами. В этих накладках иногда сверлятся ряды сквозных отверстий или пазов для снижения аэродинамического шума. В ряде конструкций зарубежных станков для увеличения длины столов применяются съемные удлинители, крепящиеся к внешним торцам столов.
Для регулирования величины снимаемого припуска (0…6 мм) при обработке в оборудовании предусмотрена возможность вертикального перемещения переднего стола относительно ножевого вала. Задний стол либо жестко крепится к станине, либо имеет регулировку по высоте до 2 мм. Это облегчает процесс сборки и наладки станка. Перемещение переднего стола по высоте осуществляется рукояткой, вращающей эксцентриковые валики, благодаря которым происходит подъем или опускание стола по принципу пантографа.
Направляющая линейка одностороннего фуговального станка представляет собой литую чугунную или профилированную алюминиевую плиту длиной около метра и шириной 150 мм. Линейка устанавливается на цилиндрической скалке шарнирно, что позволяет наклонять ее под различными углами к плоскости стола при последовательном фрезеровании двух смежных баз заготовки, как под прямым, так и тупым углами. Линейку для удобства обработки можно перемещать также и поперек столов.
Линейка устанавливается на цилиндрической скалке шарнирно, что позволяет наклонять ее под различными углами к плоскости стола при последовательном фрезеровании двух смежных баз заготовки, как под прямым, так и тупым углами. Линейку для удобства обработки можно перемещать также и поперек столов.
Для фиксации линейки в нужном положении служат рукоятки. Кромкофуговальная головка двухстороннего станка представляет собой укороченный ножевой вал диаметром 105 мм. Он установлен вертикально в двух подшипниковых корпусах, закрепленных на задней направляющей линейке. Ножевой вал головки, как и основной вал, приводится во вращение от электродвигателя через повышающую ременную передачу и имеет частоту вращения 6–7 тыс. оборотов в минуту.
Ножевые валы и кромкофуговальные головки являются собственно узлами станка, а не самостоятельным режущим инструментом. При затуплении режущего инструмента ножевые валы не демонтируются со станка, как цилиндрические фрезы, а для заточки с них снимаются только режущие элементы – плоские прямые ножи.
Направляющие линейки двухстороннего станка – передняя и задняя – служат для тех же целей, что и столы станка. Толщину снимаемого по кромке заготовки припуска регулируют с помощью рукоятки и контролируют по шкале. Станки, оснащенные механизмами подачи, могут обрабатывать заготовки толщиной от 10 до 100 мм.
Как указывалось ранее, применяемые на фуговальных станках механизмы подачи подразделяются на вальцовые и конвейерные. Российские вальцовые автоподатчики АР-2 и АР-4 предназначены для подачи деталей шириной 250 и 400 мм соответственно. Подача осуществляется либо тремя последовательно расположенными в один ряд рифлеными или обрезиненными вальцами, либо двумя такими параллельными рядами из шести вальцов.
Вальцы приводятся во вращение от двухскоростного электродвигателя через двухступенчатую ременную передачу. Это позволяет устанавливать четыре фиксированные скорости подачи – 8, 12, 16 и 24 м/мин. Автоподатчик устанавливается консольно на вертикальной колонке и для настройки на толщину обрабатываемой заготовки может перемещаться по высоте с помощью маховика.
Для обеспечения тягового усилия прижим заготовки осуществляется весом автоподатчика и регулировочными пружинами. В отличие от вальцовых автоподатчиков, конвейерный автоподатчик станка СФК6-1 позволяет плавно регулировать скорость подачи с помощью вариатора в диапазоне от 7 до 30 м/мин.
В России на выпуске фуговальных станков специализируется Курганский завод дереворежущих станков. Конструкции фуговальных станков достаточно консервативны, и в настоящее время выпускается оборудование, разработанное еще в советские времена, в основном с ручной подачей и шириной фрезерования 400 и 630 мм, соответственно моделей СФ4-2 и СФ6-2.
Сегодня на рынке деревообрабатывающего оборудования многими станкостроительными компаниями представлена широкая гамма зарубежных фуговальных станков и автоподатчиков к ним. Российские фуговальные станки хотя и не блещут дизайном и качеством отделки, но в большинстве случаев вполне удовлетворяют предъявляемым требованиям, достаточно надежны в эксплуатации и недороги.
Фуговальные станки JET
2
14
28
3
4
30
36
1,1 (0,6)
1,1 (0,75)
1,5 (0,83) кВт
2,1 (1,5)
2,1 (1,5)
176,6
74
84
123
124,5
190
37,5
38
48
50
53
61,5
12,87
28
30,5
32
32,3
38
34
39
99
118
159
166
178
203
4400
4800
5200
5500
10000
51
61
63
65
72
152х16,5х3,0
155х19х3,0
158х22х1,8
15х15х2,5
205х19х3,0
150
150 мм
200
0-3
0-3,0
1180×190
1215×182
1530х230
1700х180
1780х230
720×160
1010х120
580×110
745×115
750×114
850х104
960х102
-45-0-45
-45-0-45°
-45°-0-45°
60
100
100 мм
60 мм
760
1180
1215
1540
1677
1790
500
610
630
650
700
320
953
970
1050
1150
970
31
32
93
103
130
142
193
10000 об/мин
4800 об/мин
51 мм
65 мм
1180×190 мм
720×160 мм
580×110 мм
745×115 мм
ЦЕНА: ПО УБЫВАНИЮ ПО ВОЗРАСТАНИЮСНАЧАЛА НОВИНКИ
Артикул: 718600M
JET JET JSJ-6 HH
| Количество ножей | 14 |
| Потребляемая (выходная) мощность, кВт | 1,5 (0,83) кВт |
| Напряжение, В | 230 |
60040₽
Артикул: 10000278M
JET JSJ-6
| Количество ножей | 2 |
| Потребляемая (выходная) мощность, кВт | 1,1 (0,6) |
| Напряжение, В | 230 |
38000₽
Артикул: 10000265M
JET JJ-8HH-M
| Количество ножей | 36 |
| Потребляемая (выходная) мощность, кВт | 2,1 (1,5) |
| Напряжение, В | 230 |
174800₽
Артикул: 179127M-RUHH
JET 54 A HH
| Количество ножей | 28 |
| Потребляемая (выходная) мощность, кВт | |
| Напряжение, В | 230 |
140000₽
Артикул: 10000267M
JET JJ-8L-M
| Количество ножей | 4 |
| Потребляемая (выходная) мощность, кВт | 2,1 (1,5) |
| Напряжение, В | 230 |
136800₽
Артикул: 179127M
JET 54 A
| Количество ножей | 3 |
| Потребляемая (выходная) мощность, кВт | |
| Напряжение, В | 230 |
Артикул: 10000260M
JET JJ-8-M
| Количество ножей | 3 |
| Потребляемая (выходная) мощность, кВт | 2,1 (1,5) |
| Напряжение, В | 230 |
106400₽
Артикул: 10000282M
JET JJ-6HH OS
| Количество ножей | 30 |
| Потребляемая (выходная) мощность, кВт | 1,1 (0,75) |
| Напряжение, В | 230 |
89000₽
Артикул: 10000250LM
JET JJ-6L-M
| Количество ножей | 3 |
| Потребляемая (выходная) мощность, кВт | |
| Напряжение, В | 230 |
83600₽
Артикул: 10000281M
JET JET JJ-6OS
| Количество ножей | 3 |
| Потребляемая (выходная) мощность, кВт | 1,1 (0,75) |
| Напряжение, В | 230 |
59000₽
Фуговальные станки по дереву представляют собой вид станочного оборудования, предназначенного для фуговальных работ. С помощью установок данного вида можно быстро выполнять одностороннюю обработку прямолинейных поверхностей деталей и заготовок из древесины плоской формы. Благодаря особенностям и технологичности конструкции данной техники можно под определенным углом снимать фаски. Механизмы широко используются в деревообрабатывающей промышленности, на крупных и малых мебельных производствах. Определенные модели можно использовать в быту, в условиях мастерской. Станки отличаются высокой производительностью, качеством обработки и безопасностью обслуживания.
С помощью установок данного вида можно быстро выполнять одностороннюю обработку прямолинейных поверхностей деталей и заготовок из древесины плоской формы. Благодаря особенностям и технологичности конструкции данной техники можно под определенным углом снимать фаски. Механизмы широко используются в деревообрабатывающей промышленности, на крупных и малых мебельных производствах. Определенные модели можно использовать в быту, в условиях мастерской. Станки отличаются высокой производительностью, качеством обработки и безопасностью обслуживания.
Устройства, выставленные в каталоге, являются механизмами узкого профиля, рассчитанные на выполнение четко поставленных в техническом задании операций. Благодаря своей конструкции, мощности электродвигателя на машинах данного класса осуществляются деревообрабатывающие операции с высокой точностью. Наличие на рабочем столе параллельных упоров позволяет работать с заготовками большой длины. В ряде моделей имеются специальные устройства в виде штурвала для регулировки высоты подающей части стола. Наличие подпружиненного поворотного устройства создает необходимую защиту ножевого вала. В моделях станков, представленных в каталоге, имеются на оснащении системы параллельного позиционирования. Модульные режущие валы обеспечивают высокую точность и чистоту строгания.
Наличие подпружиненного поворотного устройства создает необходимую защиту ножевого вала. В моделях станков, представленных в каталоге, имеются на оснащении системы параллельного позиционирования. Модульные режущие валы обеспечивают высокую точность и чистоту строгания.
Машины оснащаются экономичными электродвигателями, различной выходной мощностью. На промышленных изделиях устанавливаются двигатели мощностью 2,2 и 3,0 кВт. Модели для бытового применения и работы в мастерских оборудованы двигателями в 1,2 – 1,7 кВт. Питание электроустановки осуществляется от электросети напряжением 220В. Агрегаты обладают значительной частотой вращения режущего вала, которая составляет 5000-5500 об/мин. На некоторых механизмах режущий вал вращается с удвоенной скоростью – 9000 об/мин. Максимально допустимая ширина деревянной заготовки или детали составляет 250 мм. Угол наклона упора на установках 0-450. Отличаются агрегаты и скоростью подачи.
На все модели распространяется гарантийное обслуживание и действие сертификатов соответствия.
Фуганки JETотличаются надежностью функционирования, высокими показателями производительности и простотой эксплуатации, что позволяет успешно задействовать их в работе столярных цехов и деревообрабатывающего производства.
Предлагаемое нашим предприятием фуговальное оборудование представлено моделями любительского и профессионального класса:
Фуговальный станок JJ-6 — новинка любительской серии. Конструкция станка состоит из двух частей. В нижней части (тумбе-подставке), располагается однофазный асинхронный мотор и кожух сбора стружки с патрубком для подключения к вытяжной установке, а верхняя часть состоит из чугунного основания со строгальным валом и регулируемых по высоте чугунных рабочих столов с защитным кожухом и упором заготовки.
- Глубина строгания зависит от степени перемещения подающего (переднего) стола.
- Упор заготовки оснащен механизмом для корректировки наклона,
- фиксация выбранного положения производится с помощью резьбового зажима.

- Ножевой вал укомплектован тремя ножами, допускающими повторную заточку.

Модели 54A, 54A-HH, 60А, 60-НН являются примером высокоточного профессионального оборудования, отличающегося универсальностью и простотой настройки. Станки с максимальной шириной обработки от 150-200 мм оснащены идеально ровными чугунными рабочими столами, фуговальным упором и механизмом его регулировки по углу и вылету, что дает превосходное качество строгания Произведенные настройки столов и упора могут сохранятся на протяжении длительного времени. Лезвия трехножевого строгального вала могут подвергаться многократной заточке. Предусмотрена также возможность замены стандартного вала на более совершенный и продуктивный вал helical, состоящий из расположенных в несколько рядов по спирали 27 твердосплавных режущих вставок.
Базовая комплектация станков включает фуговальный упор, ограждение ножевого вала и комплект установленных на валу ножей.
Powermatic PJ-1696, Powermatic PJ-1696HH – высококлассные профессиональные агрегаты допускающие обработку заготовок до 400 мм, предназначенные для использования в промышленных цехах.
Станки оснащены мощным трёхфазным двигателем, габаритными рабочими столами из чугунного литья и большим набором штатно предусмотренных регулировок. Сбоку от основного имеется отдельный стол для выборки четверти глубиной до 19 мм. Фуговальный упор с простой корректировкой угла установки регулируется по наклону и вылету.
Ножевой вал helical может быть предусмотрен в качестве дополнительной опции, как в случае с Powermatic PJ-1696, или входить в штатную комплектацию как у Powermatic PJ-1696HH.
Технический потенциал рассматриваемых моделей рассчитан на интенсивную эксплуатацию в условиях повышенной нагрузки.
Модели PowermaticPJ-1285, PowermaticPJ-1285 HH относятся к фуговальным станкам, обладающим массивной жесткой классической конструкцией с полным диапазоном
Фуганки
ФуганкиПоиск по категориям
- Абразивы и шлифовальные материалы
- Клеи
- Аксессуары для воздуха
- Воздушные компрессоры
- Автомобильное оборудование
- Ленточнопильные станки по дереву
- Ленточные пилы по металлу
- Книги, чертежи и DVD
- Расточные станки
- Колесики
- Зажимы
- Комбинация токарно-фрезерных станков
- Подрядчик, Дом и Магазин
- Столовые приборы
- Режущие инструменты
- Сверлильные станки
- Сверление и растачивание
- Аксессуары для сбора пыли
- Пылесборники
- Крепеж
- Отделка
- Подарки
- Оружейное дело и стрельба
- Ручной инструмент
- Оборудование
- Приспособления и приспособления
- Фуганки
- Токарные станки
- Принадлежности для мастеров
- Аксессуары для машин
- Транспортировка материалов
- Измерительные инструменты
- Металлообрабатывающие станки-Разное
- Фрезерные станки
- Мобильные основания и стойки
- Двигатели, переключатели и электрооборудование
- Гвоздезабиватели и степлеры
- Запчасти
- Строгальные станки
- Пневматические инструменты
- Электроинструменты
- Прессы
- Фрезы
- Оборудование для обеспечения безопасности
- Пескоструйные аппараты
- Сандерс
- Пилы
- Охранное оборудование
- Формовочные фрезы
- Формирователи
- Машины для обработки листового металла
- Магазин аксессуаров
- Аксессуары Саут-Бенд
- Настольные пилы
- Ящики для инструментов
- Инструменты
- Тиски
- Принадлежности для сварки
- Колеса
- Изделия из дерева
- Деревообрабатывающие станки — Разное
- Верстаки
×
{{bucket.
 label}}
label}}$ {{bucket.label === ‘Цена’ ? option.label[0].slice(0, option.label[0].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?! \d))/g , «$&,») : option.label}} {{option.label[0].slice(option.label[0].indexOf(‘.’)+1)}} {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? ‘ to ‘ : Bucket.label === ‘Цена’ ? ‘+’ : » }} $ {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? option.label[1].slice(0, option.label[1].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?! \d))/g , «$&,») : »}} {{option.label[1].slice(option.label[1].indexOf(‘.’)+1)}}
Показать больше…
{{result. values.instock === ‘true’ ? «Готово к отправке»: «Еще в пути»}}
{{результат.значения.название}}
parseFloat(result.values.price.replace(‘,’,»))) || (result.values.outlet === ‘true’ && parseFloat(result.values.msrp.replace(‘,’,»)) > parseFloat(result.values.price.replace(‘,’,»)) )»> $ {{result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,»)) > parseFloat(result.values.price.replace(‘,’, »)) ? result.values.catalogprice.slice(0, result.values.catalogprice.indexOf(‘.’)) : result.values.msrp.slice(0, result.values.msrp.indexOf(‘.’))}} {{ result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,»)) > parseFloat(result.values.price.replace(‘,’,») ) ? result.values.catalogprice.slice(result.values.catalogprice.indexOf(‘.’)+1) : result.values.msrp.slice(result.values.msrp.indexOf(‘.’)+1)}} $ {{result.
values.instock === ‘true’ ? «Готово к отправке»: «Еще в пути»}}
{{результат.значения.название}}
parseFloat(result.values.price.replace(‘,’,»))) || (result.values.outlet === ‘true’ && parseFloat(result.values.msrp.replace(‘,’,»)) > parseFloat(result.values.price.replace(‘,’,»)) )»> $ {{result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,»)) > parseFloat(result.values.price.replace(‘,’, »)) ? result.values.catalogprice.slice(0, result.values.catalogprice.indexOf(‘.’)) : result.values.msrp.slice(0, result.values.msrp.indexOf(‘.’))}} {{ result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,»)) > parseFloat(result.values.price.replace(‘,’,») ) ? result.values.catalogprice.slice(result.values.catalogprice.indexOf(‘.’)+1) : result.values.msrp.slice(result.values.msrp.indexOf(‘.’)+1)}} $ {{result. values.price.slice(0, result.values.price.indexOf(‘.’))}} {{result.values.price.slice(result.values.price.indexOf( ‘.’)+1)}}
values.price.slice(0, result.values.price.indexOf(‘.’))}} {{result.values.price.slice(result.values.price.indexOf( ‘.’)+1)}}
JX|6 Quadtec: I фуганок | Classic Machinery
Предыдущий
Следующий
Фуговальные станки
Laguna JX|6 QuadTec I оснащена очень полезными функциями, которые делают соединение более безопасным и приятным.
Характеристики:
- Параллелограмм Стол Регулировки – Регулировка глубины стола осуществляется по дуге, чтобы поддерживать одинаковое расстояние до ножевого вала на всем протяжении его хода
- Emergency «Knee-Stop» — новый коленный упор использует стержень длиной с тело на уровне колена для отключения фуганка JX. Эта важная функция безопасности позволяет оператору станка быстро останавливать станок в любом положении вдоль передней части станка, не отрывая руки от заготовки 9.
