Технология фрезерования пазов, канавок, уступов, и разрезания заготовок фрезой
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Фрезерование пазов
Выемку металла в детали, ограниченную фасонными или плоскими поверхностями, называют пазом. Пазы бывают прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и др. Обработка пазов является распространенной операцией на фрезерных станках различных типов и осуществляется дисковыми, концевыми и фасонными фрезами (рис. 5.23).
Сквозные прямоугольные пазы чаще всего фрезеруют дисковыми трехсторонними фрезами (рис. 5.23, а), дисковыми пазовыми или концевыми фрезами (рис. 5.23, б). При фрезеровании точных пазов ширина дисковой фрезы (диаметр концевой фрезы) должна быть меньше ширины паза, а фрезерование на заданный размер производят за несколько проходов. Обработка пазов концевыми фрезами требует правильного выбора направления вращения шпинделя станка относительно винтовых канавок фрез. Оно должно быть взаимно противоположным.
Фрезерование замкнутых пазов производят на вертикально-фрезерных станках концевыми фрезами (рис. 5.23, г). Диаметр фрез следует принимать на 1…2 мм меньше ширины паза. Врезание на заданную глубину резания осуществляют перемещением стола с заготовкой в продольном и вертикальном направлениях, затем включают продольное движение подачи стола и фрезеруют паз на необходимую длину с последующими чистовыми проходами по боковым сторонам паза.
Криволинейные пазы фрезеруют за один рабочий ход на полную их глубину. Соответственно этому условию назначают результирующее движение подачи, равное сумме векторов поперечного и продольного движения подач. Для уменьшения врезания в местах изменений направлений пазов необходимо вести обработку фрезами с минимальными вылетами и уменьшать скорости подачи.
Фрезерование пазов специальных профилей — Т-образных, типа «ласточкин хвост» — осуществляют на вертикально- или продольно-фрезерных станках за три (Т-образные пазы) или два (пазы типа «ласточкин хвост») перехода. Учитывая неблагоприятные условия работы Т-образных и одноугловых фрез, используемых при выполнении указанных операций, подача на зуб S, не должна превышать 0,03 мм/зуб; скорость резания — 20…25 м/мин.
Особенности фрезерования шпоночных пазов
Шпоночные пазы на валах подразделяют на сквозные, открытые, закрытые и полузакрытые. Они могут быть призматическими, сегментными, клиновыми и др. (соответственно сечениям шпонок). Заготовки валов удобно закреплять на столе станка в призмах. Для коротких заготовок достаточно одной призмы. При большой длине вала заготовку устанавливают на двух призмах. Правильность расположения призмы на столе станка обеспечивается с помощью шипа в основании призмы, входящего в паз стола (рис. 5.24).
Шпоночные пазы фрезеруют пазовыми дисковыми фрезами, пазовыми затылованными (ГОСТ 8543—71), шпоночными (ГОСТ 9140-78) и насадными фрезами. Пазовая или шпоночная фреза должна быть установлена в диаметральной плоскости заготовки.
Фрезерование открытых шпоночных пазов с выходом канавки по окружности, радиус которой равен радиусу фрезы, производят дисковыми фрезами. Пазы, в которых не допускается выход канавки по радиусу окружности, фрезеруют концевыми или шпоночными фрезами.
Гнезда под сегментные шпонки фрезеруют хвостовыми и насадными фрезами на горизонтально- и вертикально-фрезерных станках. Направление движения подачи — только к центру вала (рис. 5.25, а).
Для получения точных по ширине пазов обработку ведут на специальных шпоночно-фрезерных станках с маятниковой подачей (рис. 5.25, б). При этом способе фреза врезается на 0,2…0,4 мм и фрезерует паз по всей длине, затем опять врезается на ту же глубину и фрезерует паз на всю длину, но в другом направлении.
Для фрезерования шпоночных пазов рекомендуется применять шпоночные фрезы с S_= 0,02…0,04 мм/зуб при скорости резания v = 15… 20 м/мин; дисковые пазовые фрезы с S_ = 0,03… 0,06 мм/зуб при скорости резания v = 25…40 м/мин.
Операцией, аналогичной фрезерованию пазов, является фрезерование канавок на заготовках режущих инструментов. Канавки могут быть расположены на цилиндрической, конической или торцовой части заготовок. В качестве инструмента для обработки канавок применяют одноугловые или двухугловые фрезы.
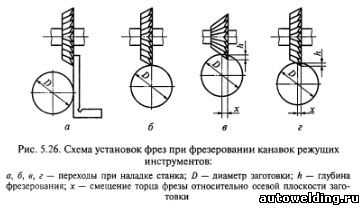
При фрезеровании угловых канавок на цилиндрической части режущего инструмента с передним углом γ= 0° одноугловыми фрезами вершины зубьев фрез должны проходить через диаметральную плоскость заготовки. Установку фрезы производят с помощью угольника (рис. 5.26, а) по центру вставленного в коническое отверстие шпинделя так, чтобы вершины зубьев фрез и центра совместились, а затем перемещают заготовку в поперечном направлении на величину, равную половине ее диаметра, или по проведенной на торце или цилиндрической поверхности заготовки риске, проходящей через ее диаметральную плоскость (рис. 5.26, б).
При обработке угловых канавок с заданным положительным значением переднего угла γ торцовая поверхность одноугловой фрезы должна находиться от диаметральной плоскости на некотором расстоянии х (рис. 5.26, в), которое можно определить по формуле
x=D/(2sinγ),
где D — диаметр заготовки, мм; γ — передний угол,°.
Вершины зубьев двухугловой фрезы при настройке на обработку угловых канавок следует установить в диаметральной плоскости с помощью одного из рассмотренных выше способов, а затем — сместить заготовку относительно фрезы на величину х (рис. 5.26, г), которая зависит от диаметра заготовки D, глубины профиля канавки h, угла рабочей фрезы 8 и переднего угла фрезы γ:
x = D/(2sin(γ+δ) — hsinδ/cosγ).
При γ= 0° x = (D/2 — /0)sinδ.
Заготовка может быть установлена и закреплена одним из следующих способов: в центрах делительной головки и задней бабки или в центрах на оправке.
Угловые фрезы также используют при фрезеровании угловых канавок на конической поверхности. Устанавливают фрезы относительно диаметральной плоскости заготовки так же, как и при фрезеровании угловых канавок на цилиндрической поверхности.
Заготовка при фрезеровании угловых канавок на конической поверхности может быть закреплена в трехкулачковом патроне, на концевой оправке, вставленной в коническое отверстие шпинделя делительной головки или в центры делительной головки и задней бабки. Последний из перечисленных способов установки заготовки используют при небольшом угле конусности.
Фрезерование уступов
Две взаимно-перпендикулярные плоскости образуют уступ. На заготовках может быть один или несколько уступов. Обработка уступов — это распространенная операция, которую и осуществляют дисковыми или концевыми фрезами, или набором дисковых фрез (рис. 5.27, а — в) на горизонтально- и вертикально-фрезерных станках так же, как и обработку пазов. Уступы, имеющие большие размеры, фрезеруют торцовыми фрезами (рис. 5.27, г).
Торцовые фрезы используют при фрезеровании заготовок с широкими уступами на горизонтально- и вертикально-фрезерных станках. Деталь с симметрично расположенными уступами обрабатывают на двухпозиционных поворотных столах. После фрезерования первого уступа деталь в приспособлении поворачивают на 180°.
Для легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют дисковые фрезы с нормальными и крупными зубьями. Фрезерование труднообрабатываемых материалов следует вести фрезами с нормальными и мелкими зубьями. При фрезеровании уступа следует брать дисковую фрезу, ширина которой на 5…6 мм больше ширины уступа. В этом случае точность размера уступа по ширине не зависит от ширины фрезы.
Разрезание заготовок
Операции полного отделения части материала от заготовки, разделения заготовок на отдельные части, а также образования одного или нескольких мерных узких пазов (прорезей, шлицов) осуществляют отрезными и прорезными фрезами. Диаметр отрезной фрезы следует выбирать по возможности минимальным. Чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость.Заготовки чаще всего устанавливают и закрепляют в тисках (рис. 5.28). Отрезку тонкого листового материала и его разрезку на полосы предпочтительнее вести при попутном фрезеровании и небольших подачах (S_= 0,01…0,08 мм/зуб). Скорости резания при отрезании отрезными и прорезными фрезами из быстрорежущей стали в зависимости от глубины фрезерования и подачи на зуб фрезы составляют: при обработке заготовок из серого чугуна v=12…65 м/мин; из ковкого чугуна — 27…75 м/мин; из стали — 24…60 м/мин.
Контроль пазов, уступов и разрезанных заготовок
Эту операцию производят измерительным инструментом (табл. 5.1).

www.autowelding.ru
Фрезы для обработки уступов и пазов
Фрезерование уступов и прямоугольных пазов производят либо дисковыми фрезами на горизонтально-фрезерных станках, либо концевыми фрезами на вертикально-фрезерных станках.Неширокие цилиндрические фрезы называют

Дисковые фрезы, имеющие зубья на цилиндрической и на одной торцовой поверхностях, называютдвухсторонними(рис. 123, в), а дисковые фрезы, имеющие зубья также и на обеих торцовых поверхностях, называюттрехсторонними(рис. 123, г). Двухсторонние и трехсторонние дисковые фрезы изготовляют с остроконечными зубьями.Для повышения производительности трехсторонние дисковые фрезы изготовляют с крупнымиразнонаправленными зубьями. На рис. 123, д показана такая фреза, у которой зубья, попеременно разнонаправленное, образуют торцовые режущие кромки через зуб.Такая форма зубьев, подобно разведенным зубьям циркульных и продольных пил по дереву, позволяет снимать большее количество стружки и лучше ее отводить.Концевые фрезыизготовляют двух типов: с цилиндрическим(рис. 124, а и б) и сконическим(рис. 124, в и г) хвостовиком. Каждый из этих типов изготовляется в двух исполнениях: с нормальным (рис. 124, а и в) и с крупным (рис. 124, б и г) зубом. Режущая часть концевых фрез изготовляется из быстрорежущей стали и приваривается к хвостовику, выполняемому из углеродистой стали.

Концевые фрезы с крупным зубом применяются для работ с большими подачами при больших глубинах фрезерования; фрезы с нормальным зубом — для обычных работ. Направление винтовых канавок надо выбирать по табл. 4. Фрезы с цилиндрическим хвостовиком изготовляют диаметром от 3 до 20мм, с коническим хвостовиком — диаметром от 16 до 50мм.На концевые фрезы в 1957 г. по предложению новаторов ленинградского Кировского завода Е. Ф. Савича, И. Д. Леонова и В. Я. Карасева выпущен государственный стандарт (ГОСТ 8237—57). По сравнению с ранее изготовлявшимися концевыми фрезами в новых фрезах уменьшено количество зубьев, увеличен угол наклона винтовой канавки до 30 — 45°, увеличена высота зуба и введен неравномерный окружной шаг зубьев. Спинка зубьев выполнена криволинейной по рис. 36, в.Фрезы новой конструкции дают повышенную производительность, хорошую чистоту обработанной поверхности и устраняют вибрацию при снятии больших стружек.
Фрезерование уступов дисковой фрезой
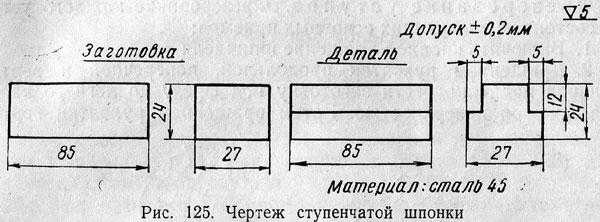
Рассмотрим пример фрезерования на горизонтально-фрезерном станке двух уступов в бруске (рис. 125, справа) для получения ступенчатой шпонки.
Выбор
фрезы. Фрезерование уступов на
горизонтально-фрезерном станке производят
обычно двухсторонней дисковой фрезой,
но в данном случае следует работать
трехсторонней фрезой, так как надо
поочередно обработать по одному уступу
с каждой стороны бруска.Выберем
для фрезерования уступа трехстороннюю
фрезу с мелкими разнонаправленными
зубьями диаметром 80 мм, шириной 10мм, с диаметром отверстия под оправку
27мм, с числом зубьев 18.Дисковая
трехсторонняя фреза выбрана по ГОСТ
9474—60. Если в кладовой имеются фрезы,
отличающиеся диаметром от рассмотренной
в данном примере, следует подобрать
фрезу подходящего диаметра, например
75ммс соответствующим числом зубьев.Обработку
будем вести на горизонтально-фрезерном
станке с закреплением заготовки в
машинных тисках.Подготовка
к работе. Установку, выверку и
закрепление тисков на столе станка
производим по известному нам способу,
после чего устанавливаем заготовку в
тиски на требуемой высоте (рис. 126).
Правильность положения (горизонтальность)
выверяем рейсмасом по разметочным
рискам, после чего накрепко зажимаем
тиски. На губки тисков надо надеть
накладки из мягкого металла (латунь,
медь, алюминий), чтобы не испортить
обработанных граней бруска.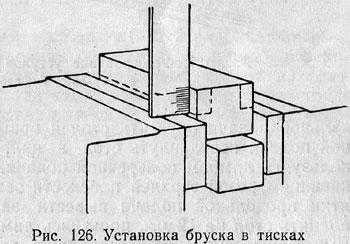
Закрепление дисковой фрезы на оправке производят так же, как и цилиндрической фрезы, соблюдая чистоту оправки, фрезы и колец.Настройка станка на режим фрезерования. По заданному режиму резания настраиваем станок. Дано: диаметр фрезыD= 80мм, ширина фрезерованияВ= 5мм, глубина резанияt= 12мм, чистота поверхности5, подача sзуб= 0,05мм/зуб, скорость резания υ = 25м/мин.По лучевой диаграмме (см. рис. 54) скорости резания υ = 25м/миниD= 80ммсоответствует n6= 100об/мин.При этом минутная подача составит:
Поставим лимб коробки скоростей на 100 об/мин, а лимб коробки подач на 80мм/мин.Таким образом, фрезерование уступа будем производить трехсторонней дисковой фрезой 80X110X27ммс разнонаправленными зубьями (материал фрезы — быстрорежущая сталь Р18) при глубине резания 12 мм, ширине фрезерования 5мм, продольной подаче 80мм/мин, или 0,05мм/зуб, и скорости резания 25м/мин; применяем охлаждение — эмульсию.Фрезерование уступов. Фрезерование каждого уступа состоит из следующих основных приемов:1. Включить кнопкой вращение шпинделя.2. Вращением рукояток продольной, поперечной и вертикальной подач подвести заготовку под фрезу до легкого касания боковой поверхностью. Затем вращением рукоятки вертикальной подачи опустить стол и вращением рукоятки поперечной подачи передвинуть стол в направлении фрезы на 5мм, пользуясь лимбом поперечной подачи. Поднять стол до легкого касания фрезой верхней плоскости заготовки. Вращением рукоятки продольной подачи вывести заготовку из-под фрезы и поднять стол на 12мм, пользуясь лимбом вертикальной подачи. Выключить вращение. Застопорить вертикальные и поперечные салазки.3. Установить кулачки механического выключения продольной подачи стола на длину фрезерования. Включить вращение, включить охлаждение, вручную подавать заготовку вращением рукоятки продольной подачи стола по направлению к вращающейся фрезе, включить механическую продольную подачу.После обработки первого уступа (рис. 127, а) передвинуть стол на расстояние, равное ширине выступа (17
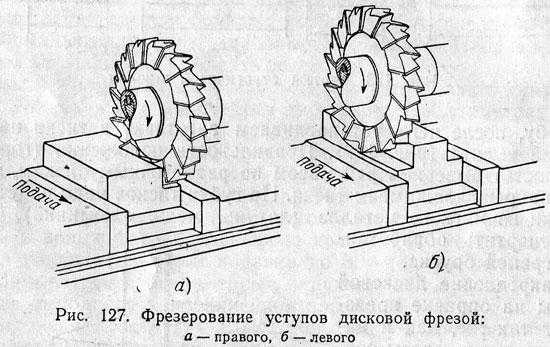
4. По окончании обработки детали, не вынимая ее из тисков, промерить штангенциркулем глубину и ширину уступа с каждой стороны по размерам чертежа с допуском ±0,2мм. Если размеры детали соответствуют чертежу и поверхность обработки получилась чистой, как требует знак5 на чертеже, вынимаем деталь из тисков и передаем мастеру на проверку.
studfiles.net
Фрезерование уступов и пазов. Инструмент — фреза дисковая.
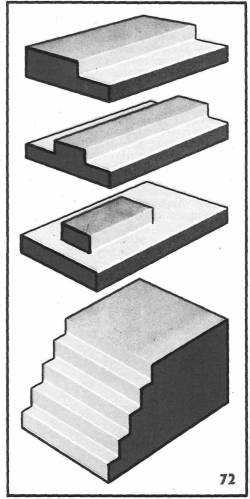
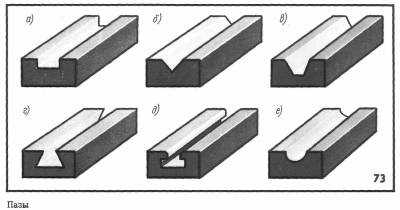
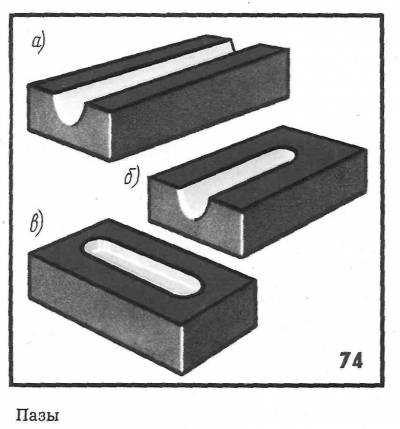
Уступом называют выемку, ограниченную двумя взаимно перпендикулярными плоскостями, образующими ступень. Деталь может иметь один, два, три и более уступов (рис. 72). Паз — выемка в детали, ограниченная плоскостями или фасонными поверхностями. В зависимости от формы выемки пазы делятся на прямоугольные, треугольные, трапецеидальные, Т-образные и фасонные (рис. 73, а, б, в, г, д, е). Пазы любого профиля могут быть сквозными (рис. 74, а), открытыми или с выходом (рис. 74, б) и закрытыми (рис. 74, в).Обработка уступов и пазов является одной из операций, выполняемых на фрезерных станках.
К обработанным фрезерованием уступам и пазам предъявляют различные технические требования в зависимости от назначения, серийности производства, точности размеров, точности расположения и шероховатости поверхности. Все эти требования оказывают влияние на выбор метода обработки.
Фрезерование уступов и пазов производят дисковыми концевыми фрезами, а также набором дисковых фрез. Кроме того, уступы можно фрезеровать торцовыми фрезами.
Фрезерование пазов и уступов дисковыми фрезами
Фреза дисковая
Дисковые фрезы предназначены для обработки плоскостей, уступов и пазов.Различают дисковые фрезы цельные и со вставными зубьями. Цельные дисковые фрезы делятся на пазовые (рис. 75, а по ГОСТ 3964 — 69), пазовые затылованные (рис. 75, г по ГОСТ 8543 — 71), трехсторонние с прямыми зубьями (рис. 75, б по ГОСТ 3755 — 69), трехсторонние с разнонаправленными мелкими и нормальными зубьями (рис. 75, в по ГОСТ 8474 — 60). Фрезы со вставными зубьями выполняются трехсторонними по ГОСТ 1669 — 69 (рис. 76). Дисковые пазовые фрезы имеют зубья только на цилиндрической части, их применяют для фрезерования неглубоких пазов. Основным типом дисковых фрез являются трехсторонние. Трехсторонняя фреза дисковая имеет зубья на цилиндрической поверхности и на обоих торцах. Их применяют для обработки уступов и более глубоких пазов. Они обеспечивают более высокий класс чистоты боковых стенок паза или уступа. Для улучшения условий резания дисковые трехсторонние фрезы снабжаются наклонными зубьями с переменно чередующимся направлением канавок, т. е. один зуб имеет правое направление канавки, а другой, смежный с ним, — левое. Поэтому такие фрезы и называют разнонаправленными. Благодаря чередующемуся наклону зубьев осевые составляющие силы резания правых и левых зубьев взаимно уравновешиваются. Эти фрезы имеют зубья и на обоих торцах. Основным недостатком дисковых трехсторонних фрез является уменьшение размера по ширине после первой же переточки по торцу. При использовании регулируемых фрез, состоящих из двух половинок одинаковой толщины с перекрывающими друг друга зубьями в разъеме, после переточки можно восстановить начальный размер. Это достигается с помощью
прокладок соответствующей толщины из медной или латунной фольги, которые помещают в разъем между фрезами.
Дисковые фрезы со вставными ножами, оснащенными пластинками твердого сплава, бывают трехсторонние по ГОСТ 5348 — 69 (рис. 77, а) и двусторонние по ГОСТ 6469 — 69 (рис. 77, б). Трехсторонние дисковые фрезы применяют для фрезерования пазов, а двусторонние — для фрезерования уступов и плоскостей.
Крепление вставных ножей 2 в корпус 1 у обоих типов фрез осуществляется при помощи осевых рифлений и клина 3 с углом 5°.
Достоинством такого способа крепления вставных ножей является возможность компенсации износа и слоя, снятого при переточке. Восстановление размера по диаметру достигается перестановкой ножей на одно или несколько рифлений, а по ширине — соответствующим выдвижением ножей. Трехсторонние фрезы имеют ножи с попеременно чередующимся наклоном с углом 10°, у двусторонних — в одном направлении с углом наклона 10° (для праворежущих и леворежущих фрез).
Применение дисковых трехсторонних фрез с пластинками твердых сплавов дает наиболее высокую производи-
тельность при обработке пазов и уступов. Дисковая фреза лучше «выдерживает» размер, чем концевая.
Выбор типа и размера дисковых фрез. Тип и размер дисковой фрезы выбирают в зависимости от размеров обрабатываемых поверхностей и материала заготовки. Для заданных условий обработки выбирается тип фрезы, материал режущей части и основные размеры — D, В, d и Z. Для фрезерования легкообрабатываемых материалов и материалов средней трудности обработки с большой глубиной фрезерования применяют фрезы с нормальным и крупным зубом. Обработку труднообрабатываемых материалов и при фрезеровании с небольшой глубиной резания рекомендуется применять фрезы с нормальным и мелким зубьями.
Диаметр фрезы следует выбирать минимально возможным, так как чем меньше диаметр фрезы, тем выше ее жесткость и виброустойчивость. Кроме того, с увеличением диаметра фрезы возрастает ее стоимость.
Как видно на рис. 78, при глубине фрезерования t и гарантированном зазоре между установочным кольцом и заготовкой в пределах (6-8) мм должно быть выполнено условие 
откуда получим выражение для выбора минимального диаметра фрезь 
где d1 — диаметр ступицы фрезы (установочного кольца).
В табл. 5 приведена зависимость диаметра ступицы фрезы d1 от диаметра d отверстия для дисковых фрез.
Наладку и настройку станка на фрезерование уступов дисковыми фрезами поясним на примере обработки уступов призмы (рис. 79, а, б). Выбор типоразмера дисковой фрезы зависит от размеров уступа, марки обрабатываемого материала, мощности электродвигателя станка и других условий.
Фрезерование уступов дисковыми фрезами, как указывалось выше, обычно производят двусторонней дисковой фрезой. Однако в нашем случае следует выбрать трехстороннюю фрезу, так как надо поочередно обработать по одному уступу с каждой стороны призмы (рис. 80, а, б). Выбираем трехстороннюю фрезу со вставными ножами по ГОСТ 5348 — 69, оснащенными пластинками твердого сплава Т15К6. Диаметр фрезы D = 100 мм, ширина В=18 мм, число зубьев z = 8. При фрезеровании пазов и уступов тиски должны быть выверены с помощью рейсмуса или индикатора со стойкой и закреплены. Установку и закрепление заготовки производим в машинных тисках с подкладкой. Закрепление дисковой фрезы на оправке производят так же, как и цилиндрической. Режимы фрезерования выбирают либо по справочникам, если они не указаны в операционных картах, либо непосредственно по операционным или инструкционным картам.
Режим фрезерования для нашего случая: В = 13 мм, t = 4 мм, sz = = 0,06 мм/зуб, v=335 м/мин. По графику (см. рис. 48) определяем число оборотов шпинделя станка — 1000 об/мин.
По графику (см. рис. 49) определяем минутную подачу — sM = = 500 мм/мин. Затем производят настройку станка на требуемое число оборотов шпинделя станка и требуемую минутную подачу.
Фрезерование каждого уступа состоит из следующих основных приемов:
1. Нажатием кнопки «Пуск» включить электродвигатель и шпиндель станка в направлении, противоположном направлению винтовой канавки фрезы. 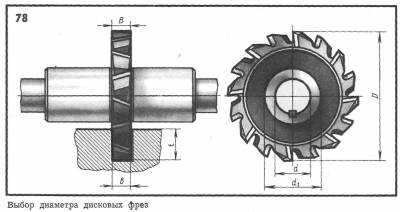
2. Подвести заготовку ручным перемещением стола рукоятками продольного, поперечного и вертикального перемещений под вращающуюся фрезу до легкого касания боковыми режущими кромками заготовки. Затем вращением рукоятки вертикальной подачи опустить стол до выхода фрезы за габариты обрабатываемой заготовки. Далее вращением рукоятки поперечной подачи передвинуть заготовку в направлении фрезы на 13 мм, пользуясь лимбом поперечной подачи. Поднять стол до легкого касания вращающейся фрезой верхней плоскости заготовки. Вращением рукоятки продольной подачи вывести заготовку из-под фрезы, выключить станок и поднять стол на 4 мм, пользуясь лимбом вертикальной подачи. Застопорить вертикальные и поперечные салазки.
3. Установить кулачки механического выключения продольной подачи стола на длину фрезерования. Включить вновь вращение шпинделя, подать вручную заготовку вращением рукоятки продольной подачи стола по направлению к вращающейся фрезе, включить механическую продольную подачу и произвести фрезерование первого уступа (см. рис. 80, а). Выключить станок, не производя перемещений стола.
Проверить размер обработанного уступа по ширине и глубине с помощью штангенциркуля. Если размер выдержан неточно, следует исправить
дефекты обработки.
4. Порядок установки фрезы относительно заготовки при обработке второго уступа (см. рис. 80, б) зависит от того, какой из размеров надо выдержать точно (размер 13 мм или размер выступа между уступами 89 мм). Так как в нашем примере задан размер 13 мм, то порядок обработки второго уступа будет точно такой же, как и первого. Если бы требовалось выдержать размер выступа по длине, то после обработки первого уступа обработку второго уступа можно проводить по одному из двух вариантов в зависимости от длины выступа. При сравнительно короткой длине выступа следует возвратить стол в исходное положение до выхода фрезы за габариты обрабатываемой заготовки. Затем переместить стол в поперечном направлении на расстояние, равное ширине выступа плюс ширина фрезы, и профрезеровать второй уступ.
Последовательность обработки по второму варианту дадим лишь в общем виде.
Так как в нашем случае ширина выступа составляет 89 мм, а ширина фрезы равна 18 мм, то для перемещения стола в поперечном направлении на расстояние, равное ширине выступа плюс ширина фрезы, т. е. на 89+18 = = 107 мм, потребовалось бы сделать свыше 17 оборотов лимба поперечной подачи (при шаге винта поперечной подачи t = 6 мм). Поэтому в таких случаях получения точного размера выступа можно достичь путем фрезерования за два перехода — предварительный и окончательный. Предварительное фрезерование можно производить по разметке, оставляя припуск по длине выступа на окончательное фрезерование в пределах 1 — 2 мм.
После предварительного фрезерования произвести измерение длины выступа и в соответствии с полученным размером, определить число делений, на которое следует повернуть лимб поперечной подачи, не нарушая установки по высоте, и произвести окончательное фрезерование второго уступа. Второй вариант обработки уступов в единичном и мелкосерийном производстве является предпочтительным.
Наладка станка на фрезерование сквозных прямоугольных пазов дисковыми фрезами. При фрезеровании уступов точность размера уступа по ширине не зависит от ширины фрезы. Необходимо выполнять лишь одно условие: ширина фрезы должна быть больше ширины уступа (по возможности не более чем на 3 — 5 мм).
При фрезеровании прямоугольных пазов ширина дисковой фрезы должна быть равна ширине фрезеруемого паза в том случае, если биение торцовых зубьев фрезы равно нулю. При наличии биения зубьев фрезы размер профрезерованного такой фрезой паза будет соответственно больше размера ширины фрезы. Это следует иметь в виду, особенно при обработке точных по ширине пазов.
Установка на глубину резания может осуществляться по разметке. Для четкого выделения линий разметки заготовку предварительно окрашивают меловым раствором и на прочерченной чертилкой рейсмуса линии кернером наносят углубления (керны). Установку на глубину резания по линии разметки осуществляют пробными проходами. При этом следят за тем, чтобы фреза срезала припуск только на половину углублений от кернера.
При наладке станка на обработку пазов очень важно правильно установить фрезу относительно обрабатываемой заготовки. В том случае, когда заготовку устанавливают в специальном приспособлении, ее положение относительно фрезы определяется самим приспособлением. 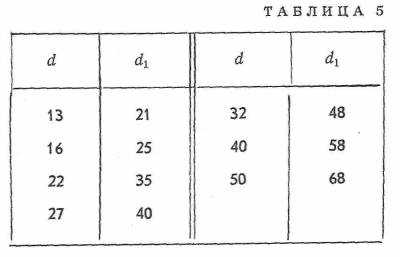
В том случае, когда обработка производится без специального приспособления, задача усложняется и решение ее зависит прежде всего от того, какие размеры должны быть выдержаны при обработке паза. Поясним это на примере. Допустим, требуется профрезеровать прямоугольный паз шириной b с размерами а и h, определяющими его положение на детали. На рис. 81 размер h отсчитывается от верхней плоскости заготовки, а на рис. 82 размер h задается от нижней опорной поверхности заготовки. 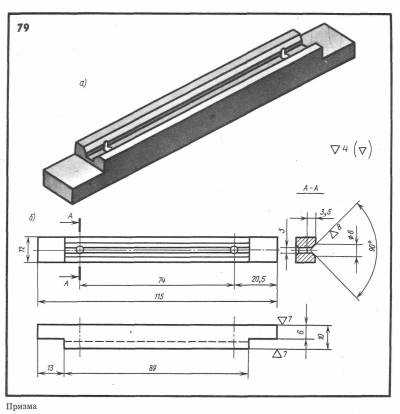
Порядок установки дисковой фрезы в первом случае (см. рис. 81) следующий. Вращающуюся фрезу подвести к боковой поверхности обрабатываемой заготовки до касания в виде следа (положение I). Затем опустить стол так, чтобы фреза оказалась выше верхней поверхности 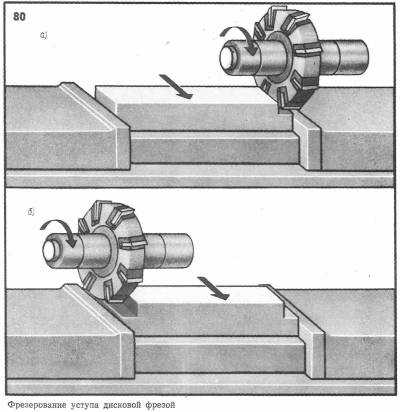
заготовки и переместить его рукояткой поперечной подачи на размер а. Затем поднять стол на высоту, при которой фреза оставит легкий след на верхней поверхности детали. Далее, надо продвинуть стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и, подняв стол на размер h, включить продольную подачу и отфрезеровать паз (положение II).
Порядок установки на размер h, заданный от основания детали (см. рис. 82). Поднять стол до соприкосновения фрезы с поверхностью стола, если деталь установлена непосредственно на столе, или до соприкосновения с опорой, если деталь установлена в приспособлении (положение I). Затем опустить стол на размер h (положение II). После этого включить вращение фрезы и переместить стол до соприкосновения фрезы с обрабатываемой заготовкой и образования слабого следа от фрезы (положение III). Продвинуть теперь стол в продольном направлении, вывести фрезу за габариты обрабатываемой заготовки и переместить стол рукояткой поперечной подачи на размер а (положение IV). Включить продольную подачу и произвести фрезерование паза. 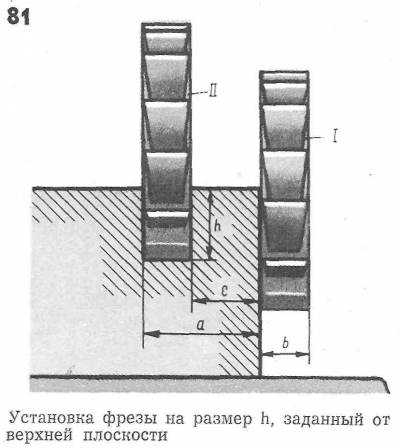
Если вместо размера а в обоих случаях был бы задан размер с, то перемещение стола в поперечном направлении следовало бы производить на величину с+В, где В — ширина фрезы.
Точную установку фрез на заданную глубину производят с помощью специальных установок или габаритов, предусмотренных в приспособлении. На рис. 83 приведены схемы установки фрез на размер с помощью установов. Габарит 1 представляет собой стальную закаленную пластинку (рис. 83, а) или угольник (рис. 83, б, в), закрепленные на корпусе приспособления. Между установом и режущей кромкой зуба фрезы прокладывают мерный щуп 2 толщиной 3 — 5 мм, во избежание соприкосновения зуба фрезы 3 с закаленной поверхностью установа. 
Если обработку одной и той же поверхности производят за два перехода (черновой и чистовой), то для установки фрезы от одного и того же габарита применяют щупы разной толщины. 
Автор — nastia19071991
mgplm.org
Пазовые фрезы по дереву. Виды инструмента и меры предосторожности при работе с ним
С появлением таких приспособлений, как фрезы пазовые по дереву, у современных мастеров появилась масса возможностей для создания настоящих шедевров. Прочитав эту статью, вы узнаете о существующих разновидностях этого инструмента и о том, для чего он используется.
Принцип действия инструмента
Фреза пазовая для ручного фрезера представляет собой стальной стержень, имеющий цилиндрическую форму. Прямой деревообрабатывающий инструмент подобного типа состоит из хвостовика, обеспечивающего надежную фиксацию инструмента в зажиме патрона, и рабочей части, на цилиндрической поверхности которой имеется несколько режущих кромок.
В процессе деревообработки пазовые фрезы раскручиваются под воздействием электродвигателя до определенных оборотов, а затем вводятся в непосредственный контакт с обрабатываемым элементом. Выборка материала производится за счет режущих кромок, расположенных в нижней части инструмента. Расширение и выравнивание паза обеспечивается благодаря наличию боковых рабочих частей.

Предназначение инструмента
Пазовые фрезы применяются для осуществления довольно широкого спектра операций, связанных с обработкой древесины. Они используются для создания пазогребневых и шиповых соединений, для выборки пазов в дверном полотне при монтаже петель, а также для производства строительных конструкций и отдельных элементов мебели.
Конечно, все это можно осуществить с помощью обыкновенного молотка и стамески. Но на это уйдет неоправданно много времени и сил. Тогда как фрезерование обеспечивает максимальную точность и высокую скорость исполнения подобных операций.

Основные разновидности пазовых фрез
В зависимости от того, какие операции способны выполнять те или иные пазовые фрезы, их можно разделить на несколько категорий, в том числе:
- фасонные;
- конструкционные;
- галтельные;
- прямые.
Для производства этого приспособления используется качественная твердосплавная инструментальная сталь особых марок. Важнейшими техническими параметрами пазовых фрез считаются общая длина, рабочая высота, диаметр хвостовика и режущей части. При подборе инструмента, необходимого для проведения определенного вида деревообрабатывающих работ необходимо учитывать параметры канавки, которую нужно сделать в торцевой части детали или в пластине.

Фреза дисковая пазовая
Эта разновидность инструмента используется для обработки всевозможных пазов и канавок изделия. Для оформления узкого паза используются тонкие дисковые пазовые фрезы. Угловые пазы получаются с помощью одно- или двухуглового инструмента. Для продления срока эксплуатации угловых фрез их вершины нужно немного закруглить. Дисковые фрезы можно условно разделить на две категории:
- цельные инструменты, которые могут быть трехсторонними с прямыми или разнонаправленными лезвиями, затылованные и просто пазовые;
- приспособления со вставными лезвиями.

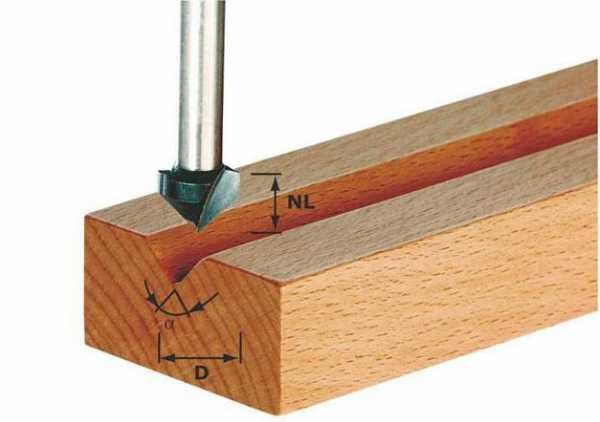
Фреза пазовая галтельная
Подобные приспособления, расширяющие базовые возможности электроинструмента, используются для получения прямых канавок с фигурным дном. На сегодняшний день выпускается две разновидности этого инструмента:
- фрезы с округлыми наконечниками, позволяющие украшать поверхность обрабатываемой доски сложными декоративными выемками;
- приспособления с V-образными торцевыми режущими кромками, позволяющие изготавливать пазы определенной глубины.
Такие фрезы применяются для декоративной обработки не только самой поверхности пластины, но и ее кромок. Стоимость подобного инструмента на порядок превышает цену прямых фрез.
Фасонные фрезы
Подобный инструмент используется в тех случаях, когда необходимо нанести на поверхность определенный рисунок. С помощью шаблонных фрез изготавливаются дверные филенки, накладки на мебель и прочие элементы интерьера. Инструмент подобного типа активно применяется для глубокой выборки и снятия прямых фасок под различными углами, для простого и сложного закругления краев, для создания сложных вогнутых профилей и кромок с закругленными краями.
Техника безопасности при использовании фрезы
Во избежание травматизма, связанного с неправильным применением фрезеровальных машин, необходимо придерживаться простейших правил безопасности. Устанавливать и менять фрезу в патроне нужно только после отключения прибора от сети. В процессе работы необходимо следить, чтобы хвостовик был полностью зажат в патроне. Недостаточно надежное удержание может стать причиной серьезных травм. На хвостовике не должно быть ржавчины, смол и маслянистых загрязнений, способных спровоцировать его выскальзывание из зажима патрона. Обрабатываемая поверхность должна быть освобождена от любых посторонних предметов. Во время работы с деревообрабатывающим инструментом не стоит забывать о таких средствах защиты, как перчатки, респиратор и очки для глаз. Это убережет вас от образующейся мелкой древесной пыли.
fb.ru
Выбор фальцев, пазов и шпунтов
Эти простые с виду элементы соединений нередко оказываются сложными в изготовлении. Неплотная подгонка, неровные края и сколы указывают на небрежность и ошибки в работе. Все, что требуется для хорошего результата, наверняка есть в вашей мастерской.
Без пазов, фальцев и шпунтов трудно представить многие столярные конструкции, начиная от простой рамки для фото до большого шкафа. Они с древнейших времен считаются фундаментом столярно-плотницкого ремесла и до сих не потеряли своего значения как стандартные элементы деталей корпусной мебели и других проектов, в которых есть полки, ящики или перегородки. Мы познакомим со всеми этапами их изготовления, что позволит вам создавать проекты с безупречными соединениями.
Какими инструментами вы пользуетесь?
Методы изготовления пазов, шпунтов и фальцев отличаются в зависимости от арсенала инструментов, которыми вы располагаете, а также от того, будет ли готовое соединение находиться на виду после окончательной сборки проекта. (Сравнить преимущества и недостатки этих методов поможет прилагаемая таблица.) Помните, что некоторые соединения можно спрятать за фасадными рамами, а более-менее ровный паз сделать ещё лучше с помощью специальных фрез (см. раздел «Фрезы для зачистки пазов уберут огрехи пильного станка»).

Имея много общего, эти выборки тем не менее различаются в зависимости от их расположения в деревянной заготовке. Фальц образует Г-образное углубление вдоль кромки или торца. Паз имеет два плечика (стенки) и расположен поперек направления волокон. У шпунта также есть две стенки, но он располагается вдоль волокон.
ПЯТЬ СПОСОБОВ ВЫБОРКИ ПАЗОВ, ШПУНТОВ И ФАЛЬЦЕВ
| ИНСТРУМЕНТ | ОЦЕНКА РЕЗУЛЬТАТА | СТОИМОСТЬ | ДРУГИЕ ВАРИАНТЫ ПРИМЕНЕНИЯ | |
| Наборный пазовый диск | Преимущества: пилит чище, чем большинство обычных дисков; точная регулировка толщины с помощью прокладок | Недостатки: оставляет треугольные борозды в углах выборки; при работе поперек волокон для предотвращения сколов требуется подпорная доска | $80-$250 | Формирование шипов, ящичных соединений, соединений вполдерева и др. |
| Регулируемый пазовый диск | Преимущества: простая и быстрая настройка; доступная цена | Недостатки: неровное дно выборки; при работе поперек волокон для предотвращения сколов требуется подпорная доска | $50-$80 | Формирование шипов, соединений вполдерева и т. п., но с невысокими требованиями к качеству |
| Комбинированный пильный диск с 40 или 50 зубьями | Преимущества: позволяет обойтись без пазового диска; при работе поперек волокон делает чистые фальцы | Недостатки: необходимость делать несколько проходов, что отнимает много времени и часто приводит к ошибкам; следы зубьев требуют зачистки; при работе поперек волокон для предотвращения сколов требуется подпорная доска | $10-$80 | Продольное и поперечное пиление в обычных операциях на пильном станке |
| Прямая фреза | Преимущества: делает чистые и прямоугольные выборки; отличная точность, когда диаметр фрезы совпадает с шириной шпунта или паза | Недостатки: глубокие выборки делаются за несколько проходов; при работе поперек волокон для предотвращения сколов требуется подпорная доска | $5-$20 за одну фрезу или $30-$100 за набор из 6-9 фрез | Выборка гнезд, фрезерование по шаблону, выравнивание грубых поверхностей |
| Фальцевая фреза | Преимущества: делает чистые фальцы при ручном фрезеровании и на фрезерном столе; настройка быстрее и проще, чем у прямой фрезы | Недостатки: глубокие фальцы делаются за несколько проходов; при работе поперек волокон для предотвращения сколов требуется подпорная доска; может отрывать края шпона с облицованных поверхностей | $10-$40 за одну фрезу или $20-$60 за комплект с несколькими подшипниками | Не предназначена для других операций |
Пильный станок работает аккуратно и быстро
Когда нужно выбрать пазы, фальцы или шпунты, все работники мастерской в первую очередь вспоминают о пильном станке. Как правило, для установки пазового диска и настройки требуется меньше времени, чем на подготовку фрезера. Кроме того, нравится то, что пильный станок быстро справляется с такой работой и на нём удобно работать с досками и щитами разной ширины и длины.
Пазовые диски бывают двух типов: наборные и регулируемые (так называемые «пьяные»). Мы предпочитаем наборные, которые делают прямоугольные чистые пропилы. Конечно, самые дорогие наборные диски режут чище, и дно выборки получается плоским, а боковые поверхности параллельными и без сколов. Однако большинство наборных дисков оставляют в нижних углах небольшие треугольные бороздки, образующиеся из-за скошенных граней зубьев на внешних дисках. Регулируемые («пьяные») диски подкупают низкой ценой и быстротой настройки, но у них есть серьёзный недостаток — дно выборки получается вогнутым, а углы не прямыми, и после работы с ними приходится прибегать к зачистке.
Вы можете также делать все три разновидности выборок комбинированным пильным диском с 40 или 50 зубьями. Выбирая паз или шпунт, сделайте сначала крайние пропилы, а затем за несколько проходов удалите материал между ними. Мелкие неровности на дне выборки можно зачистить острой стамеской или фрезой.
Таким же способом удаётся выпиливать и фальцы, но мы предпочитаем делать их с помощью двух пропилов. Сначала делается пропил, формирующий плечико фальца. Затем на продольном (параллельном) упоре закрепляется высокая накладка (150-200 мм в зависимости от ширины заготовки), регулируется вылет диска и делается второй пропил под прямым углом к первому. Чтобы избежать отдачи при заклинивании диска и выброса обрезка, убедитесь, что обрезок не окажется между диском и упором.
Как добиться хороших результатов с пильным станком
СОВЕТ 1: Настройте станок для чистого и аккуратного пиления.
Прежде чем начать работу с заготовками, убедитесь в правильности всех настроек вашего станка, чтобы распилы были чистыми и прямоугольными. Продольный упор и пазы для поперечного (углового) упора должны быть параллельны диску, а головка поперечного упора установлена точно под углом 90° к диску. Даже небольшие отклонения могут сказаться на качестве изготовления соединений и их последующей сборке.
 СОВЕТ 2: Для получения лучших результатов выберите хороший пазовый диск.
СОВЕТ 2: Для получения лучших результатов выберите хороший пазовый диск.
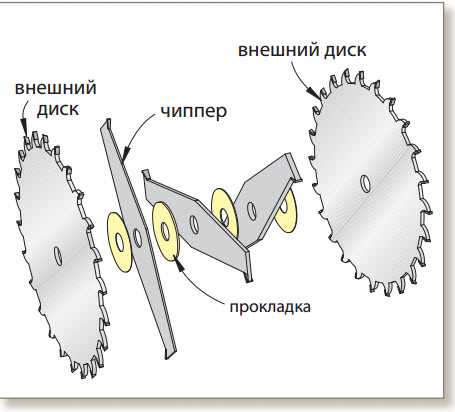
Наборные пазовые диски обычно состоят из двух внешних дисков, нескольких центральных режущих элементов (чипперов)и металлических или пластиковых шайб-прокладок (вы можете сами изготовить прокладки из бумаги или картона). Определите требуемую ширину выборки, затем установите соответствующее число чипперов между внешними дисками (см. рисунок), наденьте всю стопку на шпиндель пильного станка и затяните гайку. Не беспокойтесь, если на шпинделе не хватит места для штатного фланца, просто отложите его в сторону. Гораздо важнее, чтобы гайка была навернута целиком.
СОВЕТ 3: Делайте пробные проходы, добиваясь аккуратности.
Выпиливайте пазы и шпунты на пробных обрезках и проверяйте правильность настроек. Для изменения ширины добавляйте или вынимайте шайбы-про- кладки и чипперы. Мы предпочитаем выпиливать шпунты и пазы чуть меньшей, чем требуется, ширины (буквально на несколько долей миллиметра), а затем шлифовать вставляемую деталь по толщине, чтобы она входила плотно. Не забывайте шлифовать всю деталь одними и теми же номерами абразива, чтобы при отделке изделия не выявились различия в гладкости поверхностей. И будьте осторожны, чтобы на верхних слоях фанерного шпона не появились протёртые насквозь участки.
СОВЕТ 4: Применяйте противосколь- ный вкладыш, чтобы края выборки не получились рваными.
Вы можете самостоятельно сделать противоскольный вкладыш для своего пильного станка. Настройте пазовый диск на требуемую ширину и опустите его ниже поверхности стола. Вставьте в проем стола остроганную и выпиленную по форме проёма деревянную пластину, которая должна располагаться вровень с поверхностью стола. Надёжно прижмите пластину сверху, расположив прижим вдоль неё и чуть в стороне от диска. Включив станок, медленно поднимайте диск до высоты, примерно соответствующей глубине выборки. Выключите станок и измерьте вылет диска, затем сделайте пробный проход на обрезке.
СОВЕТ 5: Точите весь комплект, а не отдельные диски.
Твердосплавные зубья со временем становятся тупыми и требуют заточки. Всегда точите каждый диск и каждый чиппер, даже если никогда ими не пользовались, чтобы все зубья имели одинаковую высоту. Если это правило не соблюдать, некоторые чипперы будут погружаться в материал глубже.
СОВЕТ 6: Наклейте скотч, чтобы избежать сколов тонкого шпона.
При пилении листовых материалов, облицованных шпоном, всегда есть риск образования сколов. Для сохранения целостности шпона наклейте полосу малярного скотча вдоль линии распила и на задний торец заготовки, чтобы обеспечить поддержку древесных волокон. Сначала сделайте проход минимальной глубины, чтобы только надрезать шпон, затем поднимите диск и сделайте второй проход до окончательной глубины, как показано на фото.
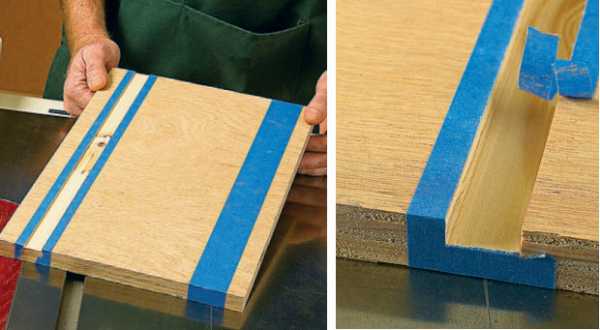
Первым проходом глубиной 1,5 мм чисто перерезан шпон (слева). После выборки паза требуемой глубины осторожно удалите скотч, чтобы избежать отрыва волокон шпона.
Уменьшайте подачу соответственно количеству удаляемого материала.
СОВЕТ 7: Пользуйтесь толкателем и подпорными досками

Левый паз в этой дубовой доске мы выпиливали, подпирая кромку заготовки обрезком, но не применяли его для правого паза. Подпорный обрезок помогает избежать сколов.
При поперечном пилении диск будет вырывать волокна в месте выхода из заготовки, если не предпринять некоторые меры. Закрепите на поперечном (угловом) упоре деревянную накладку, которая послужит подпорной доской, как показано в следующем совете, или вставляйте ненужный обрезок между заготовкой и головкой упора.
СОВЕТ 8: Продольный упор в роли ограничителя.

Делая паз или поперечный фальц, используйте продольный упор вместо ограничителя и деревянную накладку, чтобы уменьшить сколы. Наждачная бумага не дает заготовке скользить.
Для пазов и фальцев на конце заготовок используйте продольный и поперечный упоры одновременно, как показано на фото. Так как пропил не проходит заготовку насквозь, нет риска её защемления и обратного отскока. Добавьте высокую накладку для выпиливания фальцев, чтобы диск не касался продольного упора.
Для быстрого монтажа закрепите накладку на продольном упоре двухсторонним скотчем. Установите пазовый диск, толщина которого больше ширины фальца. Сделайте вырез для диска в накладке, как показано на рисунках. Затем с помощью продольного упора отрегулируйте ширину фальца и обработайте заготовку.

Универсальность фрезера позволяет добиться лучших результатов

Этот комплект позволяет делать фальцы разной ширины одной фрезой. Чем меньше подшипник, тем шире фальц, и наоборот.
Ничто не сравнится с фрезером, делающим прямоугольные и чистые пазы, шпунты и фальцы с плоским дном, в аккуратности изготовления соединений, которые будут видны в готовом изделии. Управляя фрезером с помощью рук или закрепив его в стол, вы в любом случае получите отличный результат. Фрезер особенно незаменим при выборке глухих пазов, шпунтов и фальцев (не выходящих за один или оба края детали). При работе с фрезером вы можете видеть метки начала и конца выборки, а также саму фрезу, в отличие от пильного станка, где диск закрыт сверху заготовкой, что затрудняет работу по меткам.
Фрезерование аккуратных фальцев вручную или на фрезерном столе
Для выборки фальцев почти с одинаковым успехом можно использовать фальцевую, прямую или спиральную фрезы. Фальцевые фрезы продаются по отдельности или в наборе с подшипниками разного диаметра для получения фальцев разной ширины. Держа фрезер в руках, перемещайте его вдоль внешних кромок заготовки в направлении против часовой стрелки. Для лучшей устойчивости одну из ручек фрезера следует располагать над заготовкой. Чтобы при обработке поперёк волокон древесины избежать сколов на углах, применяйте подпорную доску или остановите операцию, не доходя до угла, а затем осторожно фрезеруйте в обратном направлении, начав с угла (такой метод называется попутным фрезерованием).
При обработке листовых материалов фальцевая фреза часто оставляет рваные волокна в виде ворса на краях лицевого шпона, а не срезает их чисто. Чтобы это исправить, сначала отфрезеруйте фальц требуемой глубины и ширины, а затем удалите ворс с помощью прямоугольной шлифовальной колодки, направляя её вдоль волокон в сторону фальца. Фальцевые фрезы также отлично подходят для фрезерного стола, имеющего много преимуществ перед фрезером, который управляется вручную. Вам не нужно менять подшипники для изменения ширины фальца. Можно установить продольный упор вровень с передней стороной подшипника, чтобы выбирать фальц максимальной ширины, или сдвинуть упор вперед для выборки более узкого фальца. Когда ширина фальца контролируется только с помощью подшипника, фреза точно повторяет контуры кромки (в том числе и дефекты), и они будут копироваться в соединении.
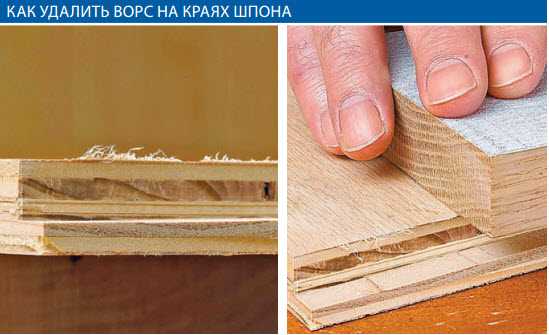
Фальцевые фрезы часто оставляют край шпона ворсистым, а не срезают его чисто, поэтому приходится применять шлифовальную колодку для удаления торчащих волокон. Если отдельные ворсинки согнутся внутрь фальца, аккуратно отшлифуйте вертикальную грань, стараясь не скруглить острое ребро.
Если у вас нет фальцевой фрезы, вы можете с успехом выбирать фальцы прямыми или спиральными фрезами. Используйте их в фрезерном столе или в сочетании с боковым упором при фрезеровании вручную. Избегайте тупых фрез, оставляющих прижоги или мшистые поверхности вместо гладких и чистых.
Реальную толщину листов не указывают на ярлыках
Листовые и плитные материалы, такие как фанера или МДФ, обычно имеют меньшую толщину, чем она обозначена на кромке или наклейках. Например 19-миллиметровая фанера часто бывает толщиной чуть более 18 мм. Что из этого следует? Если вы планируете делать пазы, шпунты или фальцы в этих материалах, прежде всего необходимо их тщательно измерить. Толщина может быть разной даже у листов из одной стопки. Всегда делайте пробные образцы из обрезков и проверяйте плотность соединений. Для таких случаев выпускаются специальные фрезы с уменьшенным диаметром.
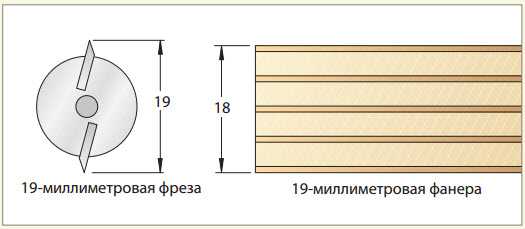
Чтобы получить по-настоящему хороший результат, применяйте прямую или спиральную фрезу, диаметр которой меньше толщины фанеры, и делайте выборки за два прохода с помощью самодельных или фабричных приспособлений.
Если вы, подобно нам, предпочитаете не фрезер, а пильный станок с наборным диском, используйте такой метод: прежде всего пометьте все шайбы-прокладки литерами (А, В, С и т. д.) с помощью несмываемого маркера или гравировки. Затем точно настройте ширину, установив соответствующие диски, чипперы и прокладки. Снимая набор со шпинделя, запишите в блокнот, какие чипперы и прокладки были установлены. В следующий раз, когда будете работать с фанерой аналогичной толщины, вы сможете собрать диск в такой же комбинации, ориентируясь на свои записи. Однако не нужно полностью им доверять. Всегда делайте для проверки пробные проходы.
Фрезы для зачистки пазов уберут огрехи пильного станка
Название этих фрез точно соответствует их назначению: они срезают неровности на дне, делая шпунт или паз идеально ровным и прямоугольным.
Вот как они применяются: сначала выпилите паз нужной ширины с помощью пильного станка, оставив припуск около 1 мм по глубине. Сделайте такие выборки на всех деталях. Теперь установите в цангу фрезу для зачистки пазов и настройте фрезер на окончательную глубину. Проведите фрезу вдоль выборки, прижимая подшипник сначала к одной стенке, а затем к другой.
Не путайте эти фрезы с похожими фрезами для гнезд, имеющими более длинную режущую часть (10-13 мм высотой), из-за которой подшипник будет расположен выше стенки 10-миллиметрового паза, и это потребует применения направляющей.

Внешние зубья наборных пазовых дисков оставляют в углах треугольные бороздки, избавиться от которых поможет фреза для зачистки пазов.

Фреза удаляет со дна слой толщиной чуть больше миллиметра, делая поверхности выборки чистыми и ровными.

Этим фрезам постоянно находится применение в нашей мастерской. Они работают чисто и подходят для шпунтов шириной 10 мм.
Используйте преимущества фрезерного стола для выборки пазов, шпунтов и фальцев
Для фрезерования этих элементов соединений мы в большинстве случаев предпочитаем использовать фрезерный стол, более безопасный по сравнению с ручным фрезером и обеспечивающий лучший контроль благодаря продольному упору, прижимам-гребёнкам, поперечному упору и системе пылеудаления.
Чтобы добиться лучших результатов, следует учитывать возможности и ограничения вашего фрезера и самих фрез. Выборка шпунта сечением 19×10 мм в дубовой доске приводит к перегрузке электродвигателя и быстрому затуплению фрезы, поэтому такую операцию следует выполнять за два прохода, каждый раз погружая фрезу на половину требуемой глубины.

Фрезы с нисходящей спиралью режут чисто, но направляют стружку вниз, а не выталкивают её. Удалите мусор с помощью компрессора и сделайте ещё один проход.
Иногда стружки и пыль скапливаются в глубине выборки или под доской, слегка приподнимая её, в результате чего на дне образуются неровности. Выполнив все проходы до окончательной глубины, удалите стружки и пыль со стола и заготовки и сделайте ещё один проход для зачистки стенок и дна выборки, не меняя настройки. Фреза с нисходящей спиралью может приподнимать заготовку при выборке шпунта или паза на фрезерном столе. Эти твердосплавные фрезы лучше всего работают при фрезеровании материала насквозь, когда стружки проваливаются в образующийся просвет.
Фрезы с восходящей спиралью, наоборот, хорошо удаляют стружки из глубины шпунта, но могут отрывать края лицевого шпона на фанере. Наш совет: применяйте фрезу с восходящей спиралью везде, где можно использовать прямую фрезу, а фрезу с нисходящей спиралью оставьте для тех случаев, когда выборка имеет открытый край или когда фреза прорезает материал насквозь.
Фрезеруя пазы и шпунты вручную, применяйте направляющие
Если шпунт или паз нужно выбрать так далеко от кромки, что это нельзя сделать на фрезерном столе с продольным упором, приходится прибегать к фрезерованию в ручном режиме. При этом у вас есть выбор между тремя вариантами: можно перемещать фрезер, прижимая край его подошвы к направляющей, или использовать копирующую фрезу и направляющую, или установить на фрезер боковой упор.
Для первого варианта закрепите в цангу прямую фрезу или фрезу с восходящей спиралью и настройте глубину фрезерования. Измерьте расстояние от края подошвы фрезера до лезвий фрезы. Зафиксируйте направляющую на таком же расстоянии от линий разметки, стараясь выровнять её как можно точнее. Включив фрезер, передвигайте его вдоль направляющей, чтобы выбрать шпунт или паз.
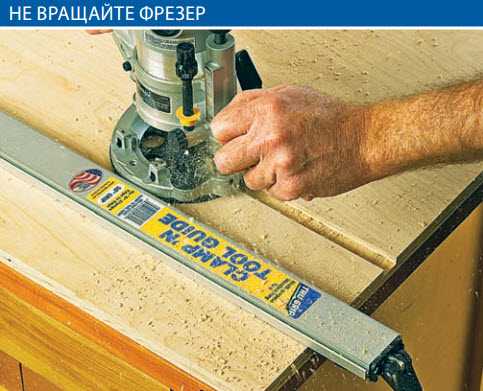
Чтобы шпунт или паз получились прямыми, подошва фрезера должна перемещаться вдоль направляющей, касаясь её одной и той же точкой.

Так как режущая часть фрезы и подшипник имеют одинаковый диаметр, вам нужно только выровнять направляющую с линией разметки, не прибегая к измерениям.
Второй вариант (с копирующей фрезой) избавляет вас от ошибки, связанной с измерением и установкой расстояния, так как подшипник фрезы, расположенный над режущей частью, движется по кромке направляющей. Вам нужно только закрепить направляющую точно по линии разметки.
Если заготовка слишком большая и её неудобно обрабатывать на фрезерном столе, используйте боковой упор, который поможет сделать паз или шпунт параллельно краю заготовки на расстоянии, обычно не превышающем 200 мм. Для этой операции лучше установить в цангу прямую фрезу или фрезу с восходящей спиралью.

Возможно, Вас заинтересует:
stroyboks.ru
инженер поможет — Фрезерование пазов в древесине
Как паз, так и врубка могут проходить насквозь, то есть через всю поверхность изделия, или не доходить до одного края либо обоих краев. Существует много методов обеспечения точности работы, но управление машиной остается более-менее одинаковым.
Выполнение проходного паза
Опустите и зафиксируйте механизм вертикального перемещения фрезера. Поставьте базу машины на заготовку, не касаясь фрезой древесины, затем включите двигатель. Равномерно подавайте машину вперед вдоль заготовки до выхода фрезы из материала на другом краю детали. Выключите двигатель и дождитесь полной остановки фрезы перед тем, как положить инструмент.
Выполнение непроходного паза
Перед включением фрезера с механизмом вертикального перемещения опустите фрезу на поверхность заготовки и установите ее точно в начало паза. Приподнимите фрезу, включите двигатель и медленно опускайте фрезу до установленной максимальной глубины. Доведите фрезу до конца намеченного паза и освободите механизм вертикального перемещения и выключите двигатель. Стамеской подровняйте концы паза. Выполнение паза параллельно кромке Большинство пазов вырезаются параллельно кромке и рядом с ней.
В комплекте с любым фрезером изготовители поставляют боковые линейки (упоры) с болтовым винтовым креплением, которые могут быть отрегулированы для установки фрезы на требуемое расстояние от края. Если они у Вас есть, то поставьте фрезер на за готовку и выровняйте режущую кромку по одной стороне паза, размеченного на поверхности. Отрегулируйте линейку так, чтобы она касалась кромки детали, и затяните ее зажимные винты. Сделайте паз, прижимая линейку к заготовке во время всей обработки.
Для более эффективной обработки закрепите на рабочей грани линейки деревянную рейку из твердых пород древесины
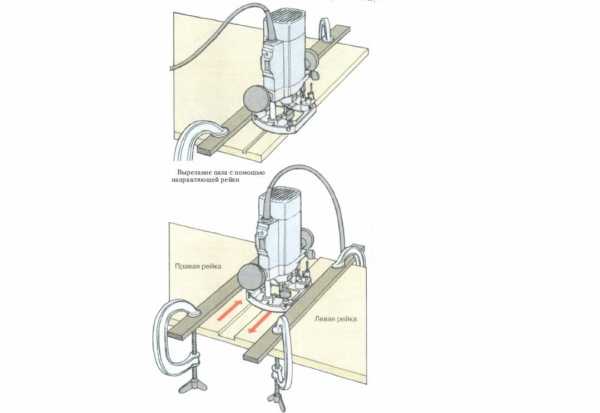
Выполнение пазов для врубки
На поверхности заготовки укрепите, например струбиннами, брусок или рейку используйте ее в качестве направляющей при вырезании паза на широкой доске. Peйкa должна быть больше доски и выходить за ее пределы с обеих сторон, чтобы фрезер надежно прижимался к направляющие на длине всего проходного паза. Для выполнения паза шире диаметра фрезы зафиксируйте две параллельные направляющие рейки, выравнивающие фрезу по обеим сторонам паза.
Всегда делайте первый проход инструментом по правой направляющей, затем переместите фрезер для прохода по левой направляющей. При этом методе вращение фрезы помогает двигать машину вдоль линейки при вырезании одностороннего ласточкина хвоста после первого прохода замените фрезу для ласточки на хвоста на прямую фрезу.
Выполнение рельефных фасок и фальцев
Монолитные панели и pамы часто делают с рельефными, закруглниями и другими фасками, чтобы украсить внешний вид, придать легкость и обезопасить острые кромки. Фалец — более функциональная деталь, например, он используется при креплении панели в раме.

Выполнение фальца прямой фрезой
Можно вырезать фальцы прямой фрезой при помощи линейки, перемещая ее вдоль кромки заготовки. Такой же метод можно использовать для выполнения фаскн со скосом фрезой для желобка V-образной формы или вогнутой фаски при помощи фрезы для круглых пазов.
Выполнение фасок
Выполнение фигурных фасок или фальцевых широких панелей осуществляется при помощи фрез для фасок с направляющими наконечниками. Потренируйтесь на обрезках древесных материалов, чтобы научиться вести инструмент лишь слегка касаясь наконечником кромки доски — это снизит трение и предотвратит обжигание древесины.
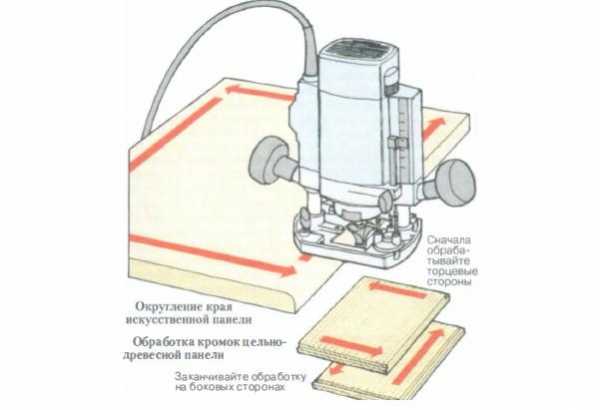
Снимайте фаски с краев искусственной панели, обрабатывая их по очереди против часовой стрелки. чтобы вращение фрезы способствовало врезанию ее в заготовку. Если панель сделана из цельной древесины, сначала обработайте торцевые кромки. а затем переходите к боковым. При этом возможные сколы на выходе фрезы из дальних концов торцевых кромок можно будет исправить проходами фрезы по боковым кромкам. При обработке только торцевых кромок прижмите к дальнему краю обрезок бруска или рейки, чтобы укрепить его.
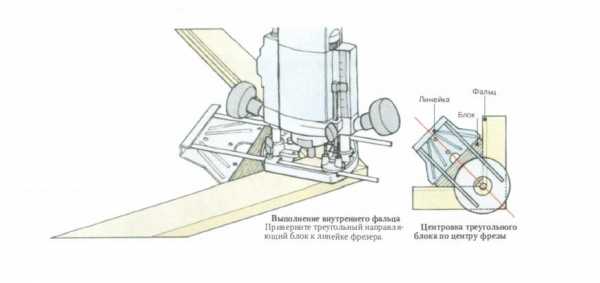
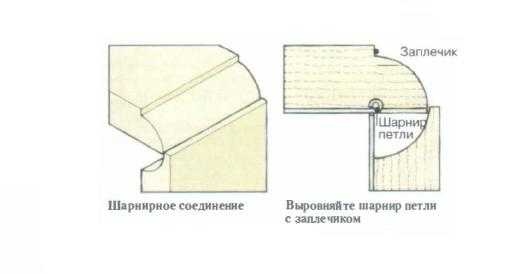
Обработка внутренних кромок рамы
Иногда удобнее обрабатывать внутренние кромки рамы уже после ее сборки. Внешние кромки обрабатываются, как описано выше, а внутренние — с помощью фрезера для внутренних кромок или деревянного блока в форме прямоугольного треугольника, прикрепленного гипотенузой к направляющей линейке. При этом важно, чтобы геометрическая вершина прямого угла (фактически она срезается) совпадала с центром фрезы. Перемещайте машину по внутренним кромкам рамы по часовой стрелке. После фрезы останутся закругленные углы, но их при желании можно сделать прямоугольными с помощью стамески.
Фрезерование окружностей и узоров
Пользуясь заводскими или самодельными шаблонами, копирами и другими приспособлениями, можно вырезать достаточно сложные узоры, ровные окружности, круги и изгибы.
Вырезание окружностей
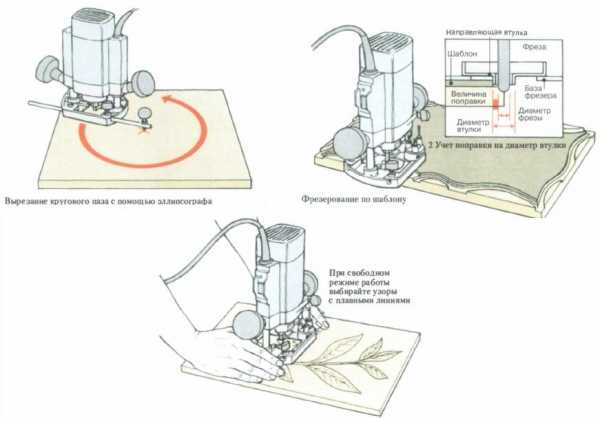
С помощью эллипсографа (стержня с центриком) можно перемещать фрезер по кругу для фрезерования круговых пазов или обработки фасок заготовок в форме диска. Эллипсограф обычно устанавливается в одном из зажимов направляющей линейки. Средний эллипсограф хорошо подходит для небольших изделий, таких, например, как разделочные доски для резки хлеба или сыра.
Для более крупномасштабных работ (к примеру, обработка кромки круглого стола) закрепите фрезер винтами или болтами на одном конце полосы фанеры, вырежьте в ней отверстие для фрезы, а на другом конце вбейте гвоздь, который будет играть роль центрика. Чтобы центрик не оставил отверстия на поверхности изделия, приклейте небольшой кусок фанеры с помощью двусторонней клейкой ленты (скотча), затем отметьте центр уже на этой накладке.
Работа с шаблоном или копиром
Работа по шаблону является быстрым и простым способом выполнения идентичных элементов, и если качество самого шаблона достаточно высокое, то каждый раз гарантирован отличный результат. С целью точного повторения формы шаблона изготовители фрезеровальных машин выпускают для них направляющие втулки.
Это просто кольцо с цилиндрическим бортиком по его внутреннему радиусу. Оно крепится на базовой плате фрезера соосно с фрезой, которая проходит сквозь отверстие этой втулки. Бортик скользит по кромке шаблона, точно повторяя его профиль. При изготовлении шаблона необходимо учитывать разницу между диаметрами бортика и самой фрезы.
Изготавливайте шаблоны из стабильного листового материала, такого, как фанера, ДСП или ДВП средней плотности. Шаблон можно крепить на изделии как с помощью гвоздей, так и двусторонним скотчем.
Свободное фрезерование
Фрезеры также используются при изготовлении различных табличек, вывесок, низкопрофильных рельефных орнаментов и узоров для нанесения резьбы на плоских древесных материалах. При свободном фрезеровании часто применяются фрезы для У-образных пазов, так как даже твердые породы древесины легко подаются под их заостренными кончиками. Прямые фрезы тоже подходят, но потребуется отрегулировать машину на небольшую глубину обработки. Поскольку важно вести инструмент достаточно плавно и непрерывно, выбирайте шрифты и узоры, способствующие такой работе.
Стандартные 6уквы лучше всего выполнять по шаблону или трафарету. Места с плотной текстурой отклоняют фрезу. Чтобы избежать неожиданного ухода фрезы с требуемого направления, держите фрезер за базу, слегка касаясь руками поверхности изделия.
Изготовление соединений с помощью фрезеров
Изготовление соединений станет намного проще, если, перевернув фрезер, закрепить его в обрабатывающем центре и превратить, например, в поперечно-строгальный станок.
Соединения с использованием фальцев и пазов
Соединения внахлест, так же как и врубка, являются вариантами одного принципа. Зафиксировав несколько компонентов на верстаке, можно изготовить любое из этих соединений прямой фрезой и с помощью направляющего бруска.
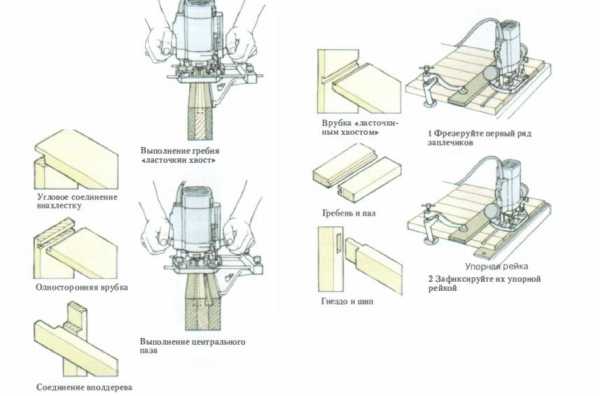
Врубка ласточкиным хвостом
Вырезание соединения врубкой ласточкиным хвостом машиной с прямой фрезой максимально просто. Фрезеруйте паз (шпунт) врубки, двигая фрезер по направляющему бруску.
Затем зажмите заготовку ответной части соединения между двух деревянных обрезков и, используя направляющую линейку, отфрезеруйте на этом компоненте обе стороны гребня, который точно совпадает с пазом.
Соединения в шпунт
Соединения в шпунт (в паз и гребень) применяются для сплачивания досочных материалов и выполняются фрезером. Для прямоугольного гребня пользуйтесь прямой фрезой как при изготовлении гребня ласточкина хвоста.
Соответствующий паз по центру второго компонента вырезайте, перемещая инструмент по опорной рейке, закрепленной на заготовке с обоих концов, чтобы обеспечить широкую ровную поверхность для опоры базы фрезера.
Соединения на шипах
Паз для шипа — короткое, глубокое непроходное гнездо. Вырезайте его описанным выше способом, помечая карандашом, где следует опускать и поднимать фрезу. Другой способ — приблизигь ограничительные блоки к одной из опорных реек, по которым перемещается база. Работайте поэтапно, постепенно увеличивая глубину фрезерования.
Для выполнения одинаковых шипов положите детали рядом и вырезайте заплечики на всех деталях одновременно, пользуясь прибитой рейкой как направляющей. Излишек заготовок древесины удалите свободном режиме.
Переверните заготовки, уприте их заплечиками в упорную рейку, закрепленную на верстаке по ширине заплечиков, и повторите фрезерование.
Соединения ласточкин хвост
Для вырезания элементов такого соединения используют специальные шаблоны и соответствующие направляющие гребенки. Более сложные копиры позволяют выполнять разнообразные соединения ласточкиным хвостом, но основная масса шаблонов разработана для изготовления простого углового соединения ласточкиным хвостом внахлестку.
Подробные инструкции по сборке шаблонов для выполнения соединений ласточкиным хвостом внахлестку даются изготовителем, но в принципе обе заготовки зажимаются в шаблоне с небольшим смещением. Ширину деталей выбирайте такой, чтобы на ней умещалось целое число шипов и пазов.
Установите в машину фрезу для ласточкина хвоста н перемещайте ее вперед и назад по очереди между зубцами гребенки шаблона. Освободите компоненты соединения из зажимов, придайте им правильное положение относительно друг друга для подготовки к сборке.

Источник: Библия работ по дереву / А. Джексон, Д. Дэй; пер. с англ. Ю.Е.Суслова.- Москва: АСТ: Кладезь, 2015. — 320 с. [ил.] — (Мастер Золотые руки).
engcrafts.com
Фрезы для выборки паза — Проектирование, изготовление, сервис дереворежущего инструмента
Фрезы для выборки паза — Проектирование, изготовление, сервис дереворежущего инструмента Sort By: по популярностипо рейтингупо новинкамот дешевых к дорогимот дорогих к дешевым-

Фреза пазовая «Гринас» 125x32x4
1,187руб. 18.6 $ -
Фреза пазовая «Гринас» 125x32x5
1,251руб. 19.6 $ -
Фреза пазовая «Гринас» 125x32x6
1,277руб. 20 $ -
Фреза пазовая «Гринас» 125x32x8
1,302руб. 20.4 $ -
Фреза пазовая «Гринас» 125x32x10
1,372руб. 21.5 $ -
Фреза пазовая «Гринас» 125x32x12
1,526руб. 23.9 $ -
Фреза пазовая «Гринас» 160x32x4
1,583руб. 24.8 $ -
Фреза пазовая «Гринас» 125x32x14
1,589руб. 24.9 $ -
Фреза пазовая «Гринас» 160x32x5
1,596руб. 25 $ -
Фреза пазовая «Гринас» 125x32x16
1,647руб. 25.8 $ -
Фреза пазовая «Гринас» 160x32x6
1,647руб. 25.8 $ -
Фреза пазовая «Гринас» 125x32x18
1,679руб. 26.3 $












grunas.ru