Прямые пазовые фрезы
Набор прямых пазовых фрез по деревуГлавной особенностью прямых пазовых фрез является наличие прямых ножей, а также количество зубьев, равное двум (хотя в некоторых случаях оно может меняться до 1 или 3, в зависимости от типа инструмента и производителя). Кроме того, попадаются модели укомплектованный врезным зубом, позволяющим работать с заготовкой сверху.
С помощью таких режущих инструментов можно выполнять большую часть разных работ, связанных с обработкой заготовок (порядка 80%). А именно — создание пазов, вести обработку кромки, проводить раскрой или сращивание, создавать уступы. Инструменты различаются по длине рабочей части и диаметром (хвостовики могут иметь 6, 8 и 12 мм).
Прямая пазовая фреза по дереву
Данный вариант фрезы предназначен для обработки разных деревянных заготовок. С ее помощью можно создавать пазы и другие виды отверстий (или проводить обработку кромок), не только массива — изделие легко работает даже с МДФ или фанерой, также допускается применение с таким материалом как пластик.
Этот вариант фрезы может применяться, как на специальных станках, так и с ручными фрезерами. И в любом случае обработка проходит быстро и четко.
Фреза пазовая, хвостовик 8 мм
Если требуется более универсальный инструмент, который можно использовать в разных рабочих случаях, то лучшим решением станет фреза, имеющая 8 миллиметровый хвостовик. Кроме того, данный вариант хорошо используется с разными моделями фрезеров — как маломощными «домашнего использования», так и профессиональными, предназначенными для решения серьезных заадач производства. Модели также отличаются разными техническими характеристиками, среди которых количество зубьев, диаметр и некоторые другие параметры. В нашем магазине представлены модели от разных производителей.
Пазовая фреза для фрезера
Ручные фрезеры привлекательны тем, что позволяют работать в разных направлениях и не имеют стандартных ограничений, присущих станкам. Однако их мощность чуть ниже. Тем не менее пазовые фрезы для ручного оборудования также пользуются заслуженной популярностью. В нашем магазине можно приобрести (или заказать) изделия, разработанные такими компаниями, как Энкор, Procut, WPW и CMT, Димар, Арден.
В нашем магазине можно приобрести (или заказать) изделия, разработанные такими компаниями, как Энкор, Procut, WPW и CMT, Димар, Арден.
Купить пазовую фрезу
Обратившись в наш интернет-магазин «FREZA.RU», можно заказать пазовые фрезы от любого производителя. Мы предлагаем только самый качественный товар и обладаем рядом преимуществ:
- Обеспечиваем быструю обработку заказа и его доставку в любую точку РФ;
- Имеем два открытых магазина в Санкт-Петербурге и Москве;
- Опытные специалисты помогут подобрать оптимальные варианты фрез в зависимости от потребностей.
Просто позвоните, если остались вопросы или возникла необходимость заказать качественные фрезы.
Пазовые фрезы Энкор
Если понадобились фрезы, относящиеся к бюджетному сегменту, то лучшим вариантом станет фирма Энкор. Все изделия китайского производства, что делает их более дешевыми, но инструменты имеют достаточно высокое качество. В результате это один из лучших вариантов в тех случаях, когда необходимо приобрести недорогие модели для разовой работы. Также они хорошо подходят для тех, кто только изучает особенности работы фрезеровочных станков (новичков).
В результате это один из лучших вариантов в тех случаях, когда необходимо приобрести недорогие модели для разовой работы. Также они хорошо подходят для тех, кто только изучает особенности работы фрезеровочных станков (новичков).
Пазовая фреза CMT
В случае, если требуется качественная и надежная фреза, способная выдержать продолжительную обработку твердых пород дерева, то лучшим выбором станет итальянский производитель СMT. Эти изделия предназначаются уже для профессионалов, изготовлены из материалов высокого качества и обладают справедливой ценой. Именно их чаще всего приобретают для больших мебельных производств.
Фрезерование пазов шпоночных, канавок, уступов, приспособления для обработки паза на валу концевой фрезой, отрезание дисковыми фрезами
Фрезерование пазов
Для обработки пазов фрезерованием подбирают инструмент, форма которого соответствует форме будущего паза: как правило, это фасонные, концевые, дисковые фрезы (рис. 1).
Рис. 1. Схемы фрезерования прямоугольных и фасонных пазов:
1. Схемы фрезерования прямоугольных и фасонных пазов:
а – дисковые трехсторонние фрезы; б – дисковые пазовые или концевые фрезы; г – концевые фрезы; Dr – направление вращения фрезы
Точность при фрезеровании пазов имеет немаловажное значение – пазы являются важным соединительным элементом при различных способах крепления деталей в узлах машин и механизмов. Пазы-выемки могут иметь различную форму (плоскую, фасонную, сквозную, замкнутую, внутреннюю и др.), а также в сечении представлять собой:
- прямоугольник;
- сегмент;
- «ласточкин хвост»;
- Т-образную геометрическую фигуру и др.
Вертикальные фрезерные станки относятся к категории универсальных, обладающих широкими возможностями обработки поверхностей плоской и фасонной формы. Замкнутые пазы на станках этого типа обрабатываются с применением концевых фрез с цилиндрическим или коническим хвостовиком, в зависимости от патрона станка.
Наиболее простая форма пазов – сквозная прямоугольная. Для их обработки лучше использовать дисковые пазовые и трехсторонние (рис. 1, а), а также концевые фрезы (рис. 1, б). Точность резания обеспечивается за счет правильного подбора ширины дисковой фрезы (диаметра концевой фрезы). Фрезерование проводится в несколько проходов, указанные параметры инструментов не должны превышать размеров паза. Следует учитывать, что для осуществления резания необходимо, чтобы винтовые канавки концевой фрезы имели направление, противоположное направлению ее вращения.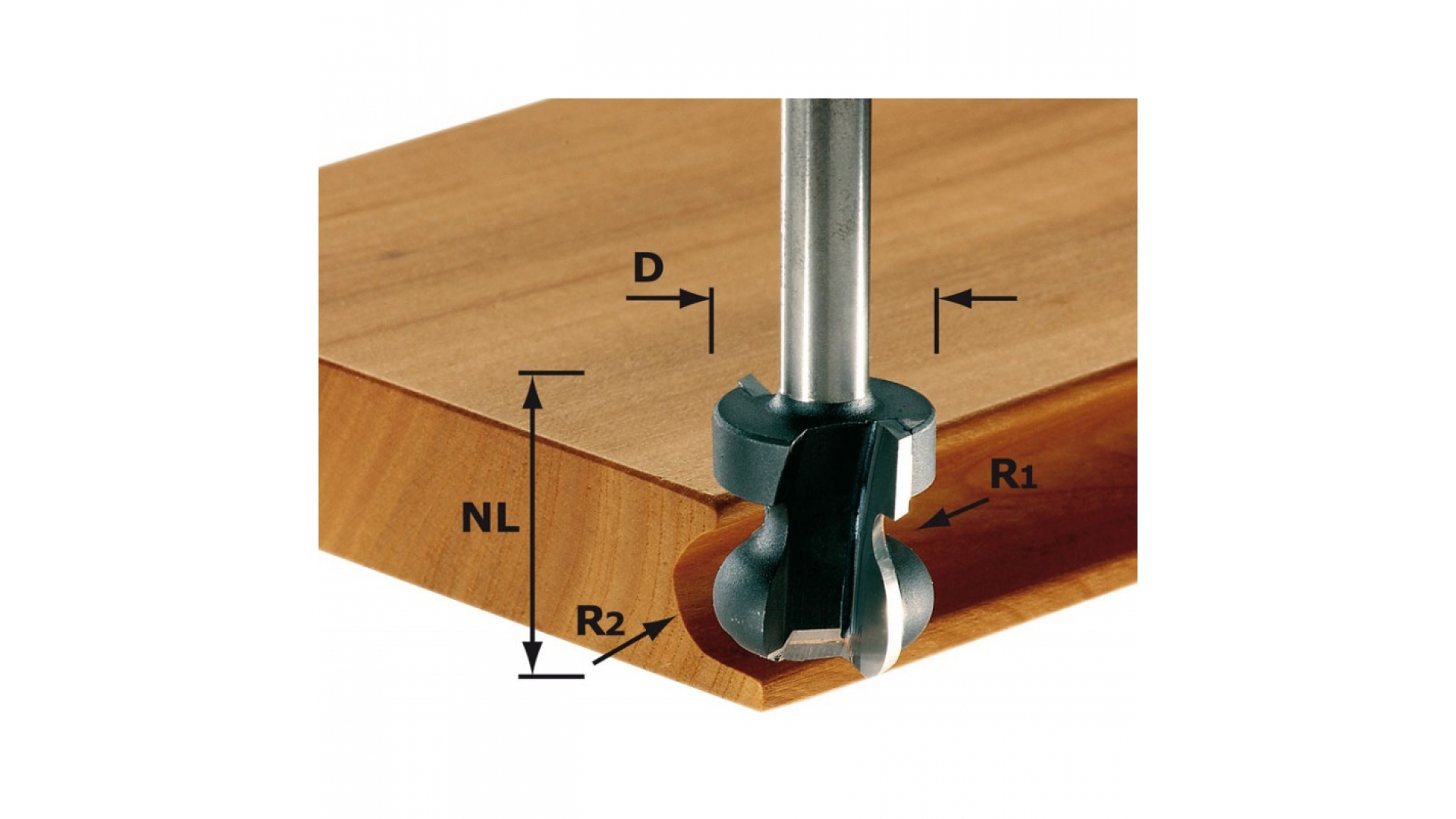
Криволинейные профили пазов обрабатывают за один проход фрезы, регулируя направление движения рабочего стола станка в соответствии с вырезаемым профилем. Для повышения точности обработки следует выбирать минимальную скорость подачи, работая при максимальной глубине посадки инструмента.
Пазы со специальным профилем «Т-образным» и «ласточкин хвост» обрабатываются на вертикальных и горизонтальных фрезерных станках. Для обработки применяют фасонные фрезы соответствующего профиля (Т-образные и угловые). Скорость подачи инструмента при этом невелика – не более 0,03 мм/зуб, при скорости резания от 20 до 25 м/мин. В первом случае для обработки достаточно трех проходов инструмента, во втором – двух.
Обработка канавок
Особую сложность представляют собой операции фрезерования угловых канавок при изготовлении режущего инструмента. В каждом отдельном случае – при расположении канавок в торце, на цилиндрической или конической части заготовок – следует выбирать специальную конфигурацию фрез (одно- или двухугловых).
Перед фрезерованием канавок, расположенных на цилиндрической части заготовки с передним углом γ= 0°, положение одноугловой фрезы выставляют по угольнику (рис. 2, а). Вершины зубьев фрезы должны касаться наружной диаметральной поверхности заготовки. После этого вершины зубьев инструмента смещают в поперечном направлении на расстояние, равное половине диаметра заготовки. Можно предварительно отметить на торце заготовки эту линию, находящуюся на вертикальной плоскости, проходящей через центральную ось заготовки (рис. 2, б).
Рис. 2. Схема установок фрез при фрезеровании канавок режущих инструментов:
а, б, в, г – переходы при наладке станка; D – диаметр заготовки; h – глубина фрезерования; x – смещение торца фрезы относительно осевой плоскости заготовки
Если предстоит обработка угловых канавок с передним углом γ˃0, торец одноугловой фрезы располагают на удалении x от диаметральной плоскости (рис. 2, в). Искомое удаление определяется по формуле, где D – диаметр заготовки:
2, в). Искомое удаление определяется по формуле, где D – диаметр заготовки:
x = D/(2sinγ),
где D – диаметр заготовки
При обработке угловых канавок двухугловой фрезой, инструмент устанавливают по угольнику аналогично вышеизложенному, затем смещают вершины его зубьев на расстояние x (рис. 2, г), формула которого:
x = D/(2sin(γ+δ) — hsinδ/cosγ),
где D – диаметр заготовки, h — глубина канавки, δ – угол рабочей фрезы, γ – передний угол фрезы. Для нулевого значения γ формула выглядит:
x = (D/2 — /0)sinδ
Для осуществления обработки двухугловой фрезой используют закрепление заготовки:
- на оправке – в центрах станка, с использованием делительной головки;
- непосредственно в центрах станка, с использованием делительной головки.
Таким же образом, при помощи двухугловых фрез нарезаются канавки на конической поверхности заготовок. Для закрепления заготовок используют трехкулачковые патроны. Возможно также крепление заготовок, установленных в оправке, в делительной головке шпинделя станка, или в центрах делительной головки и задней бабки (если задана небольшая конусность).
Для закрепления заготовок используют трехкулачковые патроны. Возможно также крепление заготовок, установленных в оправке, в делительной головке шпинделя станка, или в центрах делительной головки и задней бабки (если задана небольшая конусность).
Обработка шпоночных пазов
Для нарезки шпоночных пазов (сквозных, открытых, полузакрытых или закрытых) заготовки устанавливаются в призмах (в зависимости от длины детали выбираются одна или две призмы для крепления). В конструкции основания призмы предусмотрен специальный шип, который фиксирует призму в пазу стола станка (рис. 3). Форма пазов может быть различной, в соответствии с формой шпонок, в том числе:
- призматической;
- клиновой;
- сегментной и пр.
Рис. 3. Установка призмы на столе станка
Открытые пазы, расположенные по окружности, удобно нарезать с помощью дисковых фрез. Радиус дисковой фрезы подбирается в соответствии с радиусом вырезаемой канавки-паза.
Радиус дисковой фрезы подбирается в соответствии с радиусом вырезаемой канавки-паза.
При расположении паза вдоль оси детали используют пазовые затылованные, концевые (шпоночные) фрезы. При необходимости нарезания сегментных пазов работы ведутся при помощи концевых и насадных фрез, с использованием вертикальных и горизонтальных фрезерных станков. Движение заготовки – продольное, фрезы – радиальное, по направлению к центру детали (рис. 4).
Рис. 4. Фрезерование шпоночных пазов:
а – дисковыми фрезами с вертикальным или поперечным движение подачи; б – шпоночными фрезами с маятниковым движением подачи; Dr– направление движения резания; h – глубина фрезерования; Da – диаметр концевой фрезы; t- припуск, снимаемый за один проход инструмента
Расстояние S, преодолеваемое шпоночной фрезой, должно быть не более чем 0,02-0,04 мм/зуб при скорости V не более 15-20 м/мин Для дисковых пазовых фрез, соответственно, 0,03-0,06 мм/зуб и 25-40 м/мин.
Точное фрезерование шпоночных пазов может быть получено с использованием шпоночно-фрезерных станков. Глубина фрезерования при обработке на таком специальном оборудовании составляет от 0,2 до 0,4 мм. Обработка паза ведется в два прохода при одинаковой глубине резания, в прямом и обратном направлении. Такой способ фрезерования получил название маятникового.
Как фрезеровать уступы
Формирование уступов на заготовках различных деталей может успешно выполняться на вертикальных и горизонтальных фрезерных станках. Технологической картой изготовления деталей могут быть предусмотрено использование различных видов фрез, в зависимости от требуемой формы и размеров детали, площади ее поверхности. При значительных размерах обрабатываемой поверхности предпочтение отдается торцовым фрезам (рис. 5, г). В остальных случаях применяют дисковые, а также концевые фрезы. Для одновременной обработки двух уступов на одной детали используют комплект из дисковых фрез, установленных на одной цилиндрической оправке (рис.
Дисковую фрезу необходимо подбирать таким образом, чтобы ширина обрабатываемого уступа была меньше ширины фрезы на 5-6 мм, это облегчит обработку и обеспечит расчетную точность поверхности.
Рис. 5. Схема обработки уступов:
а – дисковыми фрезами; б – концевыми фрезами; в – набором фрез; г – торцовыми фрезами; Dr– направление движения резания
Дисковую фрезу с крупными (или нормальными) зубьями используют для фрезерования материалов, легко поддающихся обработке. В этом случае можно задавать большую глубину резания. Детали из труднообрабатываемых материалов фрезеруют с использованием инструмента с мелкими или нормальными зубьями.
В случаях, когда два уступа расположены на детали симметрично, их можно обработать поочередно, используя станки с двухпозиционными поворотными столами. Для этого, обработав первый уступ, стол разворачивают вместе с закрепленной на нем деталью на 180°и обрабатывают следующий уступ.
Отрезка заготовок. Нарезание глубоких пазов
Отрезку частей заготовок и нарезание глубоких пазов проводят с использованием отрезных (прорезных) фрез. При выполнении этих операций следует помнить, что выбор тонкой фрезы большого диаметра может привести к искривлению и нарушению формы отрезаемой заготовки. Это связано с уменьшенной жесткостью фрезы, поэтому при подборе отрезного (прорезного) инструмента следует отдавать предпочтение инструменту с минимально возможным диаметром. Учитывается при этом и скорость резания, различная для разрезания заготовок из различных материалов. Так, для резки стальных деталей скорость резания составляет от 24 до 60м/мин, для серого чугуна – от 12 до 65 м/мин, для ковкого чугуна – от 27 до 75 м/мин.
Крепят детали при разрезании, как правило, в тисках. Листовой металл разрезают с использованием подачи S от 0,01 до 0,08 мм/зуб. Материал фрезы – быстрорежущая сталь.
Рис. 6. Разрезание заготовок:
6. Разрезание заготовок:
Dr– направление движения резания
Контроль пазов, успутов и разрезанных заготовок
Эту операцию производят следующим измерительным инструментом:
|
Вид обрабатываемой поверхности |
Режущий инструмент |
Станок |
Приспособление |
Измерительный инструмент |
|
Сквозные прямоугольные пазы |
Дисковая трехсторонняя фреза |
Горизонтально-фрезерный |
Тиски |
Штангенциркуль, рейсмас, индикатор, измерительная линейка, шаблон |
|
Концевая фреза |
Вертикально-фрезерный |
|||
|
Шпоночные пазы |
Дисковая трехсторонняя фреза |
Горизонтально-фрезерный |
Специальные тиски, призмы, прихваты |
Штангенциркуль, рейсмас, шаблон, угольник |
|
Шпоночная фреза |
Вертикально- и горизонтально-фрезерный |
|||
|
Уступ с одной или с двух сторон |
Дисковая двух- и трехсторонняя фреза |
Горизонтально-фрезерный |
Тиски |
Штангенциркуль, рейсмас, измерительная линейка, |
|
Вертикально-фрезерный |
||||
|
Разрезание заготовок |
Дисковая отрезная фреза |
Горизонтально-фрезерный |
Тиски |
Рейсмас, измерительная линейка, штангенциркуль, угольник |
Trex Hideaway Groove Cutter
Магазин Trex Store
Артикул: TRXHIDBIT
Быстрый идентификатор: Q1114
61,97 $
Поставляется за 8,95 $ или бесплатно с $ 99 Заказ
В наличии
Обычно отправляется со склада в тот же день/на следующий рабочий день
Наша политика возврата
Наша цель — обеспечить максимальное качество обслуживания клиентов. Предлагая вам продукцию высшего качества и дружелюбное обслуживание клиентов. Мы понимаем, что иногда вы можете получить продукт, который не соответствует вашим ожиданиям. Мы здесь, чтобы помочь.
Предлагая вам продукцию высшего качества и дружелюбное обслуживание клиентов. Мы понимаем, что иногда вы можете получить продукт, который не соответствует вашим ожиданиям. Мы здесь, чтобы помочь.
Если вы не полностью удовлетворены своей покупкой, вы можете вернуть новый товар в течение 90 024 календарных дней с момента получения товара. При этом вы получите возмещение стоимости покупки; без учета доставки, при получении и осмотре товара.
Возможны некоторые исключения.
Пожалуйста, ознакомьтесь с нашей полной политикой возврата.
Особенности
- Фреза с 3-лепестковыми твердосплавными наконечниками для повышенной прочности
- Диаметр хвостовика 1/4 дюйма
- Работает со скрытым креплением Hideaway
- Используется исключительно с нерифлеными досками Trex для настила
- Прорезает паз в прямоугольном профиле кромки, почти идентичный пазу в рифленых досках Trex
Описание
Trex Hideaway Groo ве Каттер Фреза с тремя лопастями, предназначенная для работы со скрытой системой крепления Trex Hideaway. Твердосплавное полотно вырезает канавку в прямоугольном профиле кромки, почти идентичную канавке в досках Trex с рифленой кромкой. Рез производится с нижней стороны доски в местах пересечения палубной доски и опорных лаг, а также по всей кромке доски. Процесс установки позволяет получить чистую поверхность настила без креплений. Фреза для канавок работает с террасными досками Trex Transcend, Trex Enhance и Trex Select.
Твердосплавное полотно вырезает канавку в прямоугольном профиле кромки, почти идентичную канавке в досках Trex с рифленой кромкой. Рез производится с нижней стороны доски в местах пересечения палубной доски и опорных лаг, а также по всей кромке доски. Процесс установки позволяет получить чистую поверхность настила без креплений. Фреза для канавок работает с террасными досками Trex Transcend, Trex Enhance и Trex Select.
Для установки традиционных террасных досок с квадратными краями используются стандартные винты и дюбели. Используя Trex Groove Cutter, вырежьте канавки на нижней стороне доски, чтобы они идеально подошли к универсальным скрытым застежкам Trex Hideaway.
Технические характеристики
| Производитель | Trex |
| Номер детали производителя | ROUTERBIT |
| Бренд | Trex |
| Подбренд | Hideaway |
| UPC | 652835044225 |
| Совместимые материалы | Trex Transcend, Trex Enhance и Trex Select Non — Рифленые террасные доски |
| Совместимые инструменты | Ручной фрезер |
| Материал | Нержавеющая сталь с твердосплавным лезвием |
| Количество в упаковке | 1 |
| Комплект поставки | (1) Фреза для канавок |
| Рекомендуемое применение | Фреза для пазов для настила без канавок |
| Возвратный | Да |
| Диаметр хвостовика, дюймы 900 56 | . 25 25 |
Вес и размеры
| Вес ( фунтов) | .5 |
Видео
Информация и руководства
Установка Trex Hideaway Инструкции | |
Техническое руководство Trex | |
Руководство по установке Trex — настил и перила |
Фреза «ласточкин хвост» — Spira Manufacturing
Получить предложение- Характеристики продукта
- Информация о приложении
- Доступные Варианты
| Спиральные прокладки | Рекомендуемые монтажные размеры | Размеры фрезы «ласточкин хвост» | ||||||
| Резак P/N | Использование на прокладке P/N* | L +. 002” -.000” 002” -.000” | G +.007” -.005” | W +.000” -.002” 900 56 | n +.000” -.002” | г +.005” -.003” | v +.000” -.002” | Диаметр хвостовика |
| GC-1-02-C | -02 | 0,023 дюйма | 0,046 дюйма | 0,033 дюйма | 0,024 дюйма 9 0056 | 0,046 дюйма | 0,027 дюйма | 0,1875 дюйма |
| GC-1-03-C | -03 | 0,035 дюйма | 0,063 дюйма | 0,045 дюйма | 0,037 дюйма 90 056 | 0,063 дюйма | 0,035 дюйма | 0,1875 дюйма |
| GC-1-04B-C | -04 | 0,046 дюйма | 0,094 дюйма | 0,060 дюйма | 0,046 дюйма | 0,094 дюйма | 0,050 дюйма | 0,1875 дюйма |
| GC-1-.070-C | -.070 | 0,053 дюйма | 0,094 дюйма | 0,067 дюйма | 0,054 дюйма | 0,094 дюйма | 0,055 дюйма | 0,1875 дюйма |
| GC-1-05B-C | -05 | 0,059 дюйма | 0,109 дюйма | 0,075 дюйма | 0,060 дюйма | 0,109 дюйма | 0,063 дюйма | 0,1875 дюйма |
| GC-1-06-C | -06 | 0,070 дюйма | 0,125 дюйма | 0,090 дюйма | 0,072 дюйма | 9 0055 0,125 дюйма0,076 дюйма | 0,1875 дюйма | |
GC-1-. 103-C 103-C | -.103 | 0,077 дюйма | 0,141 дюйма | 0,099 дюйма | 0,078 дюйма | 0,141 дюйма | 0,085 дюйма | 0. 1875” |
| GC-1-07B-C | -07 | 0,082 дюйма | 0,156 дюйма | 0,105 дюйма | 0,080 дюйма | 0,156 дюйма | 0,095 дюйма | 0,1875 дюйма |
| GC-1-08-C | -08 | 0,094 дюйма | 0,171 дюйма | 0,121 дюйма | 0,097 дюйма | 9 0055 0,171 дюйма0,101 дюйма | 0,1875” | |
| GC-1-.139-C | -.139 | 0,104 дюйма | 0,187 дюйма | 0,134 дюйма | 0,114 дюйма 900 56 | 0,187 дюйма | 0,106 дюйма | 0,1875 дюйма |
| GC-1-09-C | -09 | 0,105 дюйма | 0,187 дюйма | 0,136 дюйма | 0,106 дюйма | 9 0055 0,187 дюйма0,120 дюйма | 0,1875 дюйма | |
| GC-1-11-C | -11 | 0,128 дюйма | 0,234 дюйма | 0,165 дюйма | 0,130 дюйма | 0,234 дюйма | 0,145 дюйма | 0,1875 дюйма |
| GC-1-12-C | -12 | 0,140 дюйма | 0,250 дюйма | 0,181 дюйма | 0,148 дюйма | 9 0055 0,250 дюйма0,145 дюйма | 0,375 дюйма | |
| GC-1-16B-C | -16 | 0,185 дюйма | 0,343 дюйма | 0,240 дюйма | 0,185 дюйма | 0,343 дюйма | 0,230 дюйма | 0,375 дюйма |
| GC-1-20-C | -20 | 0,234” | 0,422” | 0,300” | 0,234” | 0,406” | 0,270” | 0,5 дюйма |
| GC-1-24-C | -24 | 0,280 дюйма | 0,500 дюйма | 0,364 дюйма | 0,281 дюйма | 9 0055 0,500 дюйма0,334 дюйма | 0,5 дюйма | |
| GC-1-32-C | -32 | 0,375 дюйма | 0,656 дюйма | 0,485 дюйма | 0,378 дюйма | 9 0055 0,656 дюйма0,438 дюйма | 0,6875” | |
| Фрезы для канавок с несколькими уплотнениями “D” | ||||||||
| DGC-1-04-C | -0421 | 0,046” | 0,187” | 0,138” | 0,052” | 0,187 дюйма | 0,118 дюйма | 0,1875 дюйма |
| DGC-1-06-C | -0632 | 0,070” | 0,250” | 0,180” | 0,075” | 0,250 дюйма | 0,160 дюйма | 0,375 дюйма |
| ДГК-1-08Б-С | -0842 | 0,094 дюйма | 0,313 дюйма | 0,240 дюйма | 0,087 дюйма | 0,313 дюйма | 0,23 0” | 0,375” |
| DGC-1-12-C | -1263 | 0,140” | 0,500” | 0,367” | 0,146” | 0,500 дюйма | 0,337 дюйма | 0,5 дюйма |
| DGC-1-16-C | -1684 | 0,188” | 0,625” | 0,485” | 0,193” | 0,625 дюйма | 0,455 дюйма | 0,625 дюйма |
* Номера штрихов резака соответствуют всем номерам штрихов Spira-Shield, Ultra Quick Shield, Quick-Shield, Flexi-Shield, Enduro-Shield и
«D» Multi-Seal.