Что такое сварочный флюс
Часть сварочных работ необходимо выполнять в защищенной среде. Изолировать рабочую зону позволяют флюсы. Они отличаются по составу и предназначены для работы с определенными видами металлов. Правильный выбор флюса – необходимое условия для формирования качественного сварного шва.
СОДЕРЖАНИЕ
- Что такое флюс в сварке и для чего он нужен
- Условия использования и недостатки
- Как работать с флюсом
- Классификация флюсов
- Способ получения
- Химический состав
- Назначение флюсов
- Флюсы для газовой сварки
- Флюсы для автоматической сварки
Что такое флюс в сварке и для чего он нужен
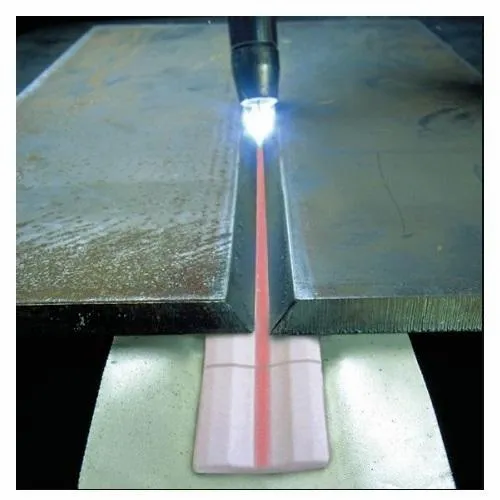
Сварочный флюс – это материал, применяемый в сварочных работах с целью изоляции зоны сварки от атмосферного воздуха. Благодаря применению материала обеспечивается стабильное горение дуги, беспроблемное формирование поверхности сварного шва, а наплавленный материал получает предопределенные свойства.
Снизить негативное воздействие таких процессов удается при помощи инертных газов или жидкости, которые изолируют рабочую зону и предотвращают попадания атмосферного воздуха к точкам соединения металлов. Неметаллические композитные соединения – флюсы – и предназначены для создания именно такой защитной среды.
Применение флюса в процессе работы дает весомые преимущества, а именно:
- Обеспечивается интенсивное плавление металлов. Такой эффект достигается как при электродуговой, так и при газовой сварке. В первом случае за счет более эффективного использования силы потребляемого тока, а во втором – за счет более высокой концентрации активного газа в рабочей зоне. Благодаря использованию флюса отпадает необходимость в обязательной разделке кромок свариваемых заготовок.
- Флюс помогает избежать угара металла – потерь расплава в результате окислительных процессов и его испарения от высокой температуры.

- Дуга при условии применения флюса горит более стабильно, что имеет критически важное значение при формировании сварных швов сложной конфигурации.
- Из-за снижения потерь электрического тока, который расходуется на прогрев рабочей поверхности, существенно повышается КПД установки.
- Присадочный материал расходуется экономно.
- Флюс частично экранирует излучение плазменной сварочной дуги, что в некоторой степени облегчает условия работы сварщика.
Условия использования и недостатки
Флюс был разработан для оптимизации и стабилизации металлургических процессов, которые протекают во время сваривания металлов. В то же время он никак не должен понижать производительность электродов, а лучше всего, если будет способствовать ее увеличению. Для этого материал должен соответствовать некоторым требованиям:
- Флюс не должен реагировать с расплавом металла или сердечником электрода.
- Сварная ванна должна быть изолированной все время, на протяжении которого выполняются сварочные работы.

Остатки флюса, которые в результате работы были связаны шлаком, должны легко удаляться. Материал, который остался незадействованным, может быть использован вторично. Как минимум, 80% всего состава.
Недостатков материала совсем немного:
- флюс стоит дорого. Его цена сопоставима со стоимостью на присадочную проволоку;
- нету возможности осмотреть шов сразу по завершению процесса. Поэтому сварные швы сложной конфигурации желательно хорошо предварительно подготовить, чтобы свести к минимуму вероятность брака.
Как работать с флюсом
- Перед начало работы в месте формирования сварного шва наносится слой флюса толщиной 4-6 см.
- В рабочую зону подносится электрод и поджигается электрическая дуга.
- Флюс имеет низкую плотность и в результате воздействия высокой температуры начинает плавиться. При этом образуется газовая среда, благодаря которой сварочная ванна будет изолирована от атмосферного воздуха.

- Расплавленный флюс характеризуется прочным поверхностным натяжением, которое препятствует интенсивному разбрызгиванию расплава металла.
- Благодаря физическим и химическим свойствам флюса значительно увеличивается сила тока. Показатель может доходить до 2000 Ампер. Что позволяет избежать неэффективных потерь материала и получить на выходе сварной шов высокого качества.
- Флюс помогает сохранить тепло внутри рабочей зоны. В результате его воздействия тепловая мощность концентрируется в рабочей зоне и плавление металла происходит быстрее.
- Все свободные места заполняются расплавом вне зависимости от текущего состояния кромок.
- Материальный баланс сварного шва претерпевает изменений в лучшую сторону. Примерно 2/3 его состава – это металл заготовок. И только треть представлена расплавом сердечника электрода.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Классификация флюсов
Флюсы отличаются многими признаками и поэтому их классификация достаточно широка. Они отличаются внешним видом, химическим составом, физическим состоянием, назначением и способом получения. К примеру, для дуговой сварки или наплавки хорошо подходят гранулированные и порошковые флюсы, которые имеют строго определенную электропроводность. Газовая сварка подразумевает работу с порошками, пастами и, собственно, газами.
Способ получения
Флюс может быть плавленым или неплавленым. Первый вариант применяется не только при сваривании металлов, но и при наплавке. Такой флюс эффективен, когда необходимо улучшить технические характеристики поверхности металла путем добавления в его состав дополнительных химических элементов. Например, наплав применяется для получения исключительно ровной поверхности или для улучшения устойчивости материала к коррозии.
Плавленые флюсы получают таким образом. Сперва компоненты измельчают и перемешивают. Затем они плавятся в электрических или пламенных печах без доступа кислорода. После этого горячие частички перемещаются через охлаждающий поток воды. В результате резкого снижения температуры они затвердевают и превращаются в гранулы. Размер частичек отличается и подбирается в зависимости от диаметра электрода: чем тоньше пруток, тем меньшего диаметра требуются гранулы.
После этого горячие частички перемещаются через охлаждающий поток воды. В результате резкого снижения температуры они затвердевают и превращаются в гранулы. Размер частичек отличается и подбирается в зависимости от диаметра электрода: чем тоньше пруток, тем меньшего диаметра требуются гранулы.
Неплавленые флюсы еще называют керамическими. Они получаются в результате тщательного перемешивания мелких частиц ферросплавов, шлаков и минералов без термической обработки. После этого частицы перемешиваются со стеклом и спекаются. Их основные достоинства:
- отличное качество сварного шва;
- возможности многократного использования частиц;
- экономный расход.
Как пример можно рассмотреть керамические сварочные флюсы серии UF. Они применяются в гражданском строительстве для создания конструкций высокой прочности из низколегированных сталей.
Химический состав
Основной компонент большей части флюсов – диоксид кремния. В некоторых видах продуктов его доля доходит до 80 процентов. Другие название материала – кремнезем. Он является кислотным оксидом и представляет собой кристаллический прозрачный минерал. Кремний препятствует образованию углерода, благодаря чему сильно снижается вероятность появления пор и трещин в сварочном шве.
Другие название материала – кремнезем. Он является кислотным оксидом и представляет собой кристаллический прозрачный минерал. Кремний препятствует образованию углерода, благодаря чему сильно снижается вероятность появления пор и трещин в сварочном шве.
Марганец по наполняемости находится на втором месте. Как компонент флюса он выступает в роли раскислителя. То есть, материал является своеобразным антиоксидантом. Во время протекания сварочного процесса марганец активно реагирует с кислородом, содержащимся в оксидах железа, а затем связывает молекулы кислорода, которые ранее взаимодействовали с кремнием. Результатом сложной химической реакции замещения является оксид марганца – нерастворимое в расплаве и легко удаляемое с поверхности соединение. Помимо этого, марганец улучшает качество соединения тем, что вступает в реакцию со свободной серой и связывает ее. Образуется сульфид, который тоже легко удаляется с поверхности шва.
Флюсы содержат еще и добавки для легирования – хром, ванадий, молибден, титан, вольфрам и другие. Они вводятся для того, чтобы восстанавливать первичный химический состав металла. Нередко эти добавки замещают собой выгоревшие примеси металла. Благодаря этому, расплав получает новые свойства. Легирующие добавки в большинстве случаев во флюсе представлены в виде ферросплавов – соединений с железом.
Они вводятся для того, чтобы восстанавливать первичный химический состав металла. Нередко эти добавки замещают собой выгоревшие примеси металла. Благодаря этому, расплав получает новые свойства. Легирующие добавки в большинстве случаев во флюсе представлены в виде ферросплавов – соединений с железом.
Назначение флюсов
Выбор флюса для выполнения определенных сварочных работ зависит от их предназначения. Они бывают:
- для низкоуглеродистой стали. В составе флюса имеется большое содержание марганца и кремния. Они применяются совместно с присадочной проволокой, выполненной из низкоуглеродистой стали, не содержащей легирующих добавок. Еще один вариант – это флюсы с небольшим содержанием (или полным отсутствием) марганца. Но в таком случае сварочный пруток подбирается с легирующими добавками;
- для соединения заготовок из низкоуглеродистой стали применяется флюс с высокой химической инертностью, показатель которой выше, чем у большинства низко углеродистых металлов.
 В результате сварной шов получается пластичным. Примером может служить флюс АН-46 для сварки стали;
В результате сварной шов получается пластичным. Примером может служить флюс АН-46 для сварки стали; - для работы с высоколегированными металлами подбираются флюсы с незначительной химической активностью. Марганец и кремний практически не применяются. Они заменяются флюоритом – плавиковым шпагатом, под воздействием которого получаются легкоплавкие шлаки. Они легко убираются с поверхности. Помимо флюоритов в таких флюсах есть алюминий и негашеная известь;
- для сваривания активных металлов лучше всего подходят солевые флюсы, произведенные на основе фторидных и хлоридных солей щелочных металлов. Они не содержат примесей кислорода, поскольку он отрицательно влияет на пластичность соединения.
Ниже представлена таблица с примерами применения конкретных марок флюсов:
| Плавленые флюсы | Неплавленые флюсы | ||
|---|---|---|---|
| АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, АН-60, ФЦ-9 | Механическая сварка и наплавка низколегированных и углеродистых сталей низколегированной и углеродистой сварочной проволокой | АНК-35 | Сварка низкоуглеродистых сталей низкоуглеродистой проволокой Св-08 и Св-08А |
| АН-8 | Электрошлаковая сварка углеродистых и низколегированных сталей; сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой. |
АНК-46 | Сварка низкоуглеродистых и низколегированных сталей |
| АН-15М, АН-18, АН-20С, АН-20П, АН-20СМ | Дуговая автоматическая сварка и наплавка высоко- и среднелегированных сталей | АНК-30, АНК-47 | Сварка швов высокой хладостойкости |
| АН-22 | Электрошлаковая сварка и дуговая автоматическая наплавка и сварка низко- и среднелегированных сталей | АНК-45 | Сварка высоколегированных сталей |
| АН-26С, АН-26П, АН-26СП | Автоматическая и полуавтоматическая сварка нержавеющих, коррозионностойких и жаропрочных сталей | АНК-40, АНК-18, АНК-19 | Наплавка низкоуглеродистой сварочной проволокой Св-08 и Св-08А; |
| АН-17М, АН-43, АН-47 | Дуговая сварка и наплавка углеродистых, низко- и среднелегированных сталей высокой и повышенной прочности | АНК-3 | В качестве добавки к флюсам марок АН-348А, ОСЦ-45, АН-60 для повышения стойкости швов к образованию пор |
Флюсы для газовой сварки
Для сваривания цветных металлов, а также инструментальной, отдельных марок тонколистовой стали и чугуна требуется создание специальных условий. Защитная среда создается с помощью инертных газов, а также путем использования порошкового или пастообразного флюса. Вещества наносятся на кромки соединяемых заготовок, прямо в сварочную ванну или же на присадочный пруток.
Защитная среда создается с помощью инертных газов, а также путем использования порошкового или пастообразного флюса. Вещества наносятся на кромки соединяемых заготовок, прямо в сварочную ванну или же на присадочный пруток.
Флюс подается в рабочую зону по-разному в зависимости от его агрегатного состояния. Сложнее всего подавать порошкообразную консистенцию. Их следует точно подавать в расплав, исключая вероятность его сдува ветром. Пасты наносятся на кромки предварительно и не нуждаются в какой-либо дополнительной опеке. Газы подаются дозировано при помощи специального оборудования – расходомеров.
Для газовой сварки флюсы подбираются под оксиды, которые образуются в процессе выполнения работ. Если они кислые, то выбираются щелочные флюсы, и наоборот. Наиболее распространенные виды флюсов и их применение:
- цветные металлы – латунь, бронза, медь – требуют использования кислых флюсов, в составе которых есть содержащие бор включения. Примером могут служить марки МБ-1 или БМ-2;
- для сваривания чугуна подбираются флюсы с включениями калия и натрия, образующими щелочную среду;
- алюминий требует использования составов с фторидами лития, натрия или калия.
 Чаще всего для выполнения такого рода работ применяется флюс серии АФ-4А.
Чаще всего для выполнения такого рода работ применяется флюс серии АФ-4А.
При работе газосварочными аппаратами флюсы для сваривания низкоуглеродистых металлов не используются. Это вызвано тем, что на поверхности расплава образуется достаточное количество легкоплавких оксидов железа.
Флюсы для автоматической сварки
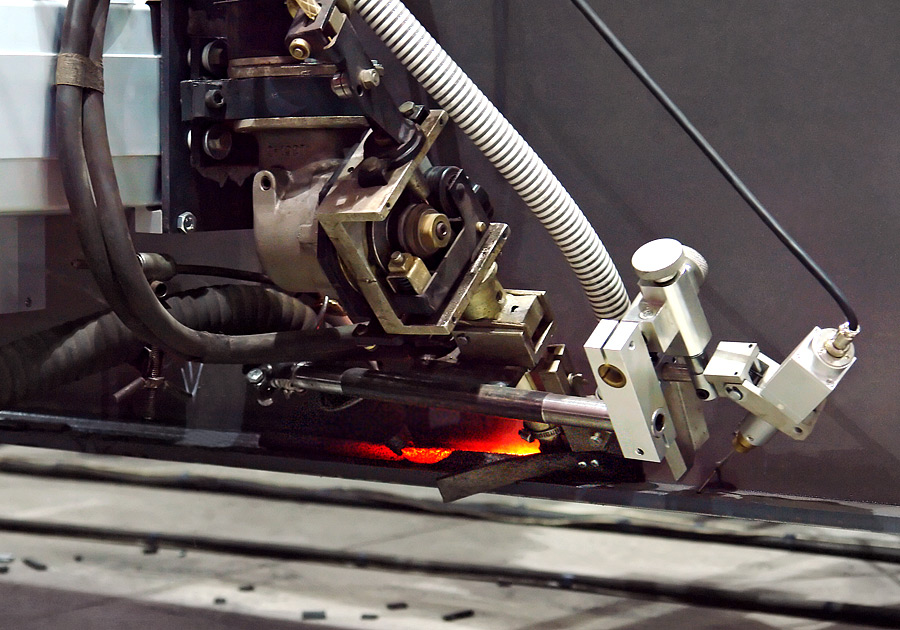
Полуавтоматы и автоматические установки часто востребованы при работе со сложными конструкциями большого размера. Большая сила тока и грамотно подобранный флюс дают операторам возможность соединять элементы большой толщины. При этом не требуется предварительная разделка кромок, что экономит время и очень важно для производственных процессов конвейерного типа. Технология востребована при изготовлении резервуаров, труб; в машино- и судостроении.
Данный способ сваривания характеризуется высокой автоматизацией процессов. В частности, автоматически поддерживается стабильность горения дуги, дозирование и подача определенного количества флюса в рабочую зону (равно как и отвод неиспользованного), регулярное обновление электрода. Чтобы в рабочей зоне было стабильное и достаточное по объему газовое облако, толщина флюса должна составлять 4-8 см, а его ширина – 5-10 см. марка выбираемого флюса зависит от характеристик соединяемого металла. Все работы ведутся в нижнем пространственном положении.
Чтобы в рабочей зоне было стабильное и достаточное по объему газовое облако, толщина флюса должна составлять 4-8 см, а его ширина – 5-10 см. марка выбираемого флюса зависит от характеристик соединяемого металла. Все работы ведутся в нижнем пространственном положении.
Что такое сварочный флюс
Оцените, пожалуйста, статью
12345
Всего оценок: 6, Средняя: 4
Сварочные флюсы классификация и особенности
Содержание
1. Для чего нужен флюс при сварке
2. Условия использования сварочных флюсов
3. Недостатки
4. Как работают флюсы
5. Сварочные флюсы — классификация
6. Химический состав флюсов для сварки
7. Виды флюсов для сварки по назначению
8. Назначение сварочного флюса — примеры
9. Флюсы для газовой сварки
Флюсы для газовой сварки
10. Флюсы для автоматической сварки
При электродуговой или газовой сварке в условиях высоких температур значительно увеличивается химическая активность обрабатываемой зоны. Металл усиленно окисляется под воздействием атмосферного воздуха, в результате шлаки и окислы попадают в него, снижая интенсивность металлургических процессов и в итоге ухудшая качество сварного шва. Для предотвращения этих процессов необходима защитная газовая или жидкая среда, которая изолирует зону сварки. Ее и создают флюсы — неметаллические композитные порошковые компоненты.
Таким образом, назначение флюсов при сварке — изоляция сварочной ванны от атмосферного воздуха, защита наплавляемого металла от интенсивных окислительных процессов, стабильное горение сварочной дуги и получение сварного шва необходимого качества.
Для чего нужен флюс при сварке
Использование флюсов обеспечивает следующие преимущества при сварке.
- Как при электродуговой, так и при газовой сварке флюс сварочный обеспечивает более интенсивное расплавление металла — (соответственно при больших токах или высокой концентрации кислорода).
 Благодаря этому нет необходимости заблаговременно разделывать кромки будущего сварного шва.
Благодаря этому нет необходимости заблаговременно разделывать кромки будущего сварного шва. - В зоне шва и на прилегающих к нему поверхностях удается избежать угара металла — его потерь на окисление и испарение.
- Горение дуги имеет более высокую стабильность, что особенно важно при сложных конфигурациях шва
- Снижаются потери энергии источника тока на нагрев металла, соответственно увеличивается его КПД.
- Оптимизируется расход присадочного материала.
- Более удобное выполнение работ для сварщика, потому что флюс экранирует некоторую часть пламени дуги.
Условия использования сварочных флюсов
Задача флюса — стабилизация металлургических процессов при сохранении необходимой производительности электродов. Для этого в процессе сварки следует соблюдать определенные условия.
- Флюс не должен вступать в химическую реакцию с металлом стержня и основным металлом.

- Зона сварной ванны должна оставаться изолированной на протяжении всего сварочного процесса.
Остатки флюса, связанные со шлаковой коркой в результате сварки, по завершении работ должны легко удаляться. При этом до 80% материла после очистки можно использовать заново.
Недостатки
Условных минусов в использовании сварочных флюсов немного.
- Высокая стоимость, которая примерно сопоставима с ценой на сварочную проволоку.
- Yевозможность сразу осмотреть сварной шов. В силу этого, особенно в конструкциях сложной формы, место сварки предварительно тщательно подготавливается.
Как работают флюсы
- Перед сваркой на места соединений наносится толстый (40-60 мм) слой флюса.
- Электрод вводится в зону сварки, происходит поджиг дуги.
- Под воздействием высоких температур (до 6000 °C) флюс с его низкой плотностью быстро плавится в газовом пузыре, изолируя сверху сварную ванну, перекрывая к ней доступ газовых, водяных паров и других химических веществ.

- Имея высокое поверхностное натяжение, таким же образом расплав флюса предотвращает интенсивное разбрызгивание металла.
- Это позволяет значительно увеличить ток дуги (до 1000-2000 Ампер) без серьезных потер материала электрода и с сохранением хорошего качества шва.
- Под воздействием флюса в зоне дуги происходит концентрация тепловой мощности — в результате плавление металла происходит быстрее.
- При этом металлом заполняются все стыки, независимо от состояния кромок.
- Изменяется материальный баланс сварного шва — 60-65% процентов в нем составляет металл свариваемых деталей, и только остальное — это металл сварочного электрода.
Сварочные флюсы — классификация
Классификация флюсов чрезвычайно широка. Их различают по внешнему виду и физическому состоянию, химическому составу, способу получения, назначению. Так, например, для наплавки или дуговой сварки, как правило, используются гранулированные или порошковые флюсы с определенными показателями электропроводности, а для газовой — газы, порошки, пасты.
По способу получения композитов
Различают флюсы плавленые и неплавленые.
Флюс сварочный плавленый широко используют не только при сварке, но при наплавке. Он демонстрирует высокую эффективность в случаях, когда поверхность металла сварного шва путем добавления дополнительных химических элементов должна получить более высокие технические характеристики — например, повышенную стойкость к коррозии или очень ровный и гладкий шов.
Наплавка под флюсом
Получают плавленые флюсы следующим способом: компоненты размалывают, смешивают, затем расплавляют в пламенных или электропечах при полном отсутствии кислорода. Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Неплавленые флюсы (керамические) для сварки изготавливаются путем перемешивания измельченных частиц шихты из ферросплавов, минералов, шлакообразующих без последующего плавления. Частицы смешиваются со стеклом и далее спекаются.
Частицы смешиваются со стеклом и далее спекаются.
В ряду их преимуществ:
- низкий расход,
- возможность многократного использования,
- высокое качество получаемого шва.
Пример — керамический сварочный флюс марки UF (UF-01, UF-02, UF-03) который используется в энергетике и гражданском строительстве для сварки металлоконструкций из низколегированных сталей повышенной прочности.
Химический состав флюсов для сварки
Химический состав — важная составляющая в характеристике флюсов. Материал должен быть химически инертен в условиях очень высоких температур. Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.
Наибольшую массовую долю (от 35…80% от общего объема) в сварочном флюсе обычно (но не во всех) составляет диоксид кремния (кремнезём) — кислотный оксид, бесцветный прозрачный кристаллический минерал. Кремний препятствует процессу образования углерода, тем самым снижая риски появления трещин и пор в металле шва.
Значительную часть составляет марганец. Как активный раскислитель, этот компонент флюсов для сварки снижает образование окислов в зоне сварочной ванны, вступая в реакцию вначале с кислородом в окислах железа, затем и с оксидом кремния. Результат сложной реакции — оксид марганца, нерастворяемый в стали и впоследствии легко удаляемый. Кроме того, марганец реагирует с вредной для металла шва серой — он связывается с ней в сульфид, который затем также удаляется с поверхности шва.
Также в ряду химических элементов флюсов — легирующие добавки — помимо кремния и марганца это молибден, хром, титан, вольфрам, ванадий и другие. Из задача — восстановить первичный химический состав металла, а в ряде случаев — путем легирования восполнить собой выгоревшие основные примеси стали и обеспечить металлу шва дополнительные специальные свойства. Обычно во флюсе они представлены соединениями с железом — ферросплавами (феррохром и т. д.).
Виды флюсов для сварки по назначению
От назначения сварочных флюсов напрямую зависит их выбор по химическому составу.
- Для сварки низкоуглеродистых сталей применяются флюсы с большим содержанием кремния и марганца в сочетании с проволокой из низкоуглеродистой стали без легирующих добавок. Второй вариант — малая доля марганца (или вообще его отсутствие) во флюсе, но легирующие добавки присутствуют в стали сварочного прутка.
- Для сварки низколегированных сталей используются флюсы с высокой химической инертностью, — выше, чем для низкоуглеродистых сталей. Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
- Для сварки высоколегированных металлов применяются флюсы с минимальной химической активностью. Кремний, как и марганец, практически не используется — его заменяет флюорит (плавиковый шпат), благодаря которому образуются легко отделяемые легкоплавкие шлаки.
 Также в таких флюсах обычно содержатся оксид алюминия, негашеная известь.
Также в таких флюсах обычно содержатся оксид алюминия, негашеная известь. - Для сварки активных металлов (таких, как титан) используют солевые флюсы — как правило, это хлоридные и фторидные соли щелочных металлов. Примесь кислорода в них полностью отсутствует, поскольку она снижает пластичность шва.
Назначение сварочного флюса — примеры
| Плавленые флюсы | Неплавленые флюсы | ||
| АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, АН-60, ФЦ-9 | Механическая сварка и наплавка низколегированных и углеродистых сталей низколегированной и углеродистой сварочной проволокой | АНК-35 | Сварка низкоуглеродистых сталей низкоуглеродистой проволокой Св-08 и Св-08А |
| АН-8 | Электрошлаковая сварка углеродистых и низколегированных сталей; сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой. |
АНК-46 | Сварка низкоуглеродистых и низколегированных сталей |
| АН-15М, АН-18, АН-20С, АН-20П, АН-20СМ | Дуговая автоматическая сварка и наплавка высоко- и среднелегированных сталей | АНК-30, АНК-47 | Сварка швов высокой хладостойкости |
| АН-22 | Электрошлаковая сварка и дуговая автоматическая наплавка и сварка низко- и среднелегированных сталей | АНК-45 | Сварка высоколегированных сталей |
| АН-26С, АН-26П, АН-26СП | Автоматическая и полуавтоматическая сварка нержавеющих, коррозионностойких и жаропрочных сталей | АНК-40, АНК-18, АНК-19 | Наплавка низкоуглеродистой сварочной проволокой Св-08 и Св-08А; |
| АН-17М, АН-43 и АН-47 | Дуговая сварка и наплавка углеродистых, низко- и среднелегированных сталей высокой и повышенной прочности | АНК-3 | В качестве добавки к флюсам марок АН-348А, ОСЦ-45, АН-60 для повышения стойкости швов к образованию пор |
Флюсы для газовой сварки
Для сварки алюминия и других цветных металлов, чугуна, инструментальных сталей, отдельных марок тонколистовой стали используется защитная газовая атмосфера. Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
- на кромки соединяемых деталей;
- напрямую в сварную ванну;
- на присадочный пруток.
В зависимости от физического состояния материала флюсы для сварки подают в рабочую зону по-разному. Некоторую сложность вызывают порошкообразные композиты — их необходимо равномерно и точно вносить в расплав, не позволяя потоку газа раздувать порошок. Составы в виде паст подают на участок соединения. Для подачи газообразных флюсов используют расходомеры — с их помощью газ дозированно подается в рабочую зону.
Электромагнитный расходомер
Важный момент: для газовой сварки флюс по составу подбирают в зависимости от образующихся в ходе сварки оксидов. Если они кислые, флюсы должны быть щелочными (основными), напротив, если щелочные оксиды — выбирают кислые флюсы.
Флюсы, применяемые при газовой сварке наиболее широко:
- медь, латунь, бронза — для их сварки используют кислые флюсы с включением борсодержащих соединений (борная кислота и т.
 д.) — например, такие марки, как МБ-2 или БМ-1;
д.) — например, такие марки, как МБ-2 или БМ-1; - чугун — для его сварки обычно используются флюсы с включением различных соединений щелочных металлов — натрия и калия;
- алюминий — здесь используются составы с содержанием фторидов калия, лития и натрия, а также хлориды. В этом случае наиболее широко применяется сварочный флюс марки АФ-4А.
Флюсы для газовой сварки не используются для соединения деталей из низкоуглеродистых сталей, поскольку на поверхности расплавленного металла интенсивно скапливаются легкоплавкие оксиды железа.
Флюсы для автоматической сварки
Автоматическая и полуавтоматическая сварка наиболее широко применяется при работе с большими конструкциями. Благодаря высоким токам и флюсу возможно сваривание деталей значительной толщины, при этом — без предварительной разделки кромки. Области использования — сваривание труб, изготовление резервуаров, судостроение.
Для такого способа сварки характерно автоматическое поддержание стабильно горящей электродуги, необходимого количества флюса (с отсосом нерасплавившегося), а также непрерывное обновление расплавленного электрода. Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Выгодно купить флюс для сварки различных типов и марок вы можете в компании «Центр Метиз».
Виды, особенности, применение сварочного флюса
Чтобы улучшить качество шва, повысить КПД оборудования, снизить затраты при производстве, используют сварочный флюс. Что это такое, в какой форме бывает сварочный флюс, как его классифицируют и применяют – рассмотрим это в статье.
- Что такое флюс?
- Применение флюса
- Преимущества и недостатки флюса
- Классификация флюсов для сварки
Что такое флюс?
Сварочный флюс – вещество, подаваемое заранее в зону сварки или непосредственно при наложении шва. Это может быть порошок с гранулами от 0,25 до 4 мм или паста. Некоторые флюсы изначально поставляются в виде сыпучих средств, но перед использованием смешиваются с этанолом для образования кремообразной консистенции. Бывает сварочная проволока для полуавтоматов с полой структурой в виде трубки, внутри которой содержится флюс. Называется такая проволока порошковой. Существует самозащитная (газ не нужен) и для сварки с газом.
Это может быть порошок с гранулами от 0,25 до 4 мм или паста. Некоторые флюсы изначально поставляются в виде сыпучих средств, но перед использованием смешиваются с этанолом для образования кремообразной консистенции. Бывает сварочная проволока для полуавтоматов с полой структурой в виде трубки, внутри которой содержится флюс. Называется такая проволока порошковой. Существует самозащитная (газ не нужен) и для сварки с газом.
Под действием температуры сварочной дуги флюс плавится, выделяя плотный газ. Он защищает расплавленный металл от воздействия внешней среды. Низкая плотность гранул обеспечивает мгновенное расплавление еще когда металл не стал жидким, поэтому к моменту образования сварочной ванны образуется надежная изолированная среда. Кроме защитных функций, у флюса есть и другие преимущества, которые рассмотрены ниже.
Применение флюса при разных видах сварки
При ручной дуговой сварке покрытыми электродами флюс почти не применяется – здесь достаточно обмазки, выделяющей защитный газ. Самое широкое распространение флюс получил при полуавтоматической и автоматической сварке с применением проволоки.
Самое широкое распространение флюс получил при полуавтоматической и автоматической сварке с применением проволоки.
Используется защитный инертный газ (аргон или гелий), и применяется порошковая проволока. Газ защищает сварочную ванну все время, а порошок плавится по мере горения электрода, образуя дополнительную изоляцию. При этом снижается энергопотребление, шов получается очень ровный, практически без чешуи. После окончания сварки на поверхности шва присутствует тонкая шлаковая корка, которая легко удаляется молотком. Это наиболее дорогой способ сварки, поскольку расходуется защитный газ и порошковая проволока с флюсом. Зато соединения получаются высокого качества и подойдут для ответственных конструкций, например, для емкостей в химической промышленности.
Для полуавтоматической сварки под флюсом задействуется обычный аппарат MIG/MAG с постоянным током. Меняется только сварочная проволока и ролики.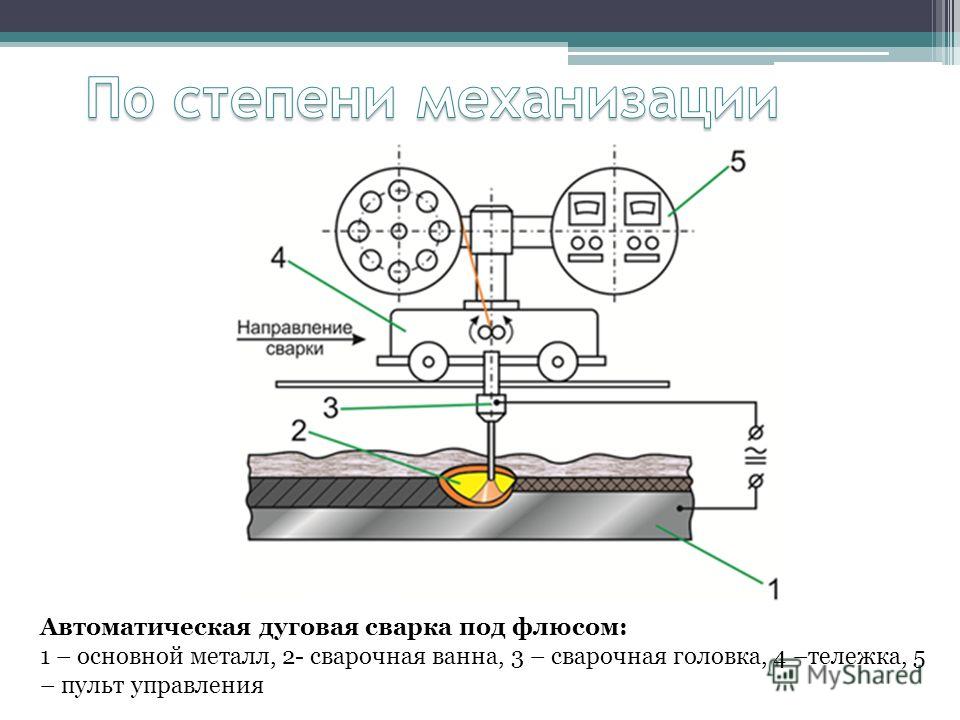 Важно правильно настроить прижим в подающем механизме, чтобы ролик не придавил полую проволоку.
Важно правильно настроить прижим в подающем механизме, чтобы ролик не придавил полую проволоку.
Автоматическая сварка под флюсом не требует защитного газа. В работе задействуются сварочные тракторы с бункером. В последний засыпаются гранулы, перемещающиеся к соплу через канал, выходящий перед горелкой. Автоматически подается присадочная проволока и сам трактор передвигается на собственных шасси. Через блок управления настраивается скорость движения каретки, скорость подачи проволоки, сварочный ток. Подача флюса выставляется на бункере вручную путем настройки пропускной способности канала, или через управление автоматическим клапаном.
После нажатия кнопки «Пуск», трактор начинает сыпать флюс на место соединения и подавать проволоку. Толщина слоя присыпки варьирует от 2 до 6 см, в зависимости от силы тока и сечения свариваемых деталей. Возбуждается электрическая дуга, горящая под слоем флюса. Яркого света почти нет, поэтому трактор не нужно закрывать ширмой, отпадает необходимость в защитной сварочной маске. Сварочные тракторы для сварки под флюсом могут двигаться по прямой или кольцу, что определяет их возможности использования в конкретных процессах.
Сварочные тракторы для сварки под флюсом могут двигаться по прямой или кольцу, что определяет их возможности использования в конкретных процессах.
При работе с ответственными изделиями из легированной стали дополнительно применяется флюс в виде пасты, который повышает защиту шва. Вещество инертно к вольфраму и газу и никак не мешает процессу.
Газовая
В газовой сварке флюсы задействуются для соединения цветных металлов между собой. По большей степени – это пайка, а не сварка. Таким образом можно соединять медь, латунь, бронзу, железо, никель. Флюсы могут быть в виде порошка или пасты. Везде предусматривается предварительное нанесение на кромки, а вещество плавится от температуры пламени.
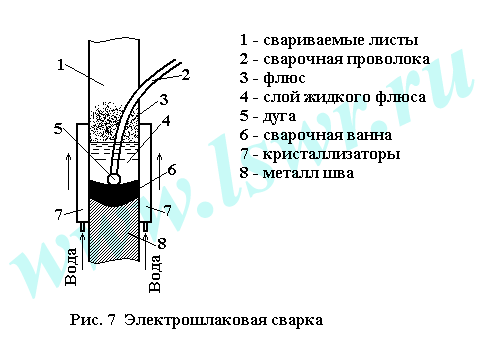
Электрошлаковая сварка
Процесс схож с применением сварочного трактора, только место соединения ограждается двумя медными ползунами. Пространство между ними засыпается флюсом и подается электрод. Медные ползуны не дают вытекать расплавленному шлаку и металлу, что позволяет наплавлять присадочный металл в больших объемах за один проход или соединять стороны с большим зазором между собой.
Медные ползуны не дают вытекать расплавленному шлаку и металлу, что позволяет наплавлять присадочный металл в больших объемах за один проход или соединять стороны с большим зазором между собой.
Преимущества и недостатки флюса
Защитная функция флюса обеспечивает отсутствие пор и трещин в сварном шве, но это не единственное преимущество вещества. Среди других:
Преимущества
- Предотвращение разбрызгивания металла. У расплавленного флюса высокое поверхностное натяжение, поэтому он не только не пропускает внешнюю среду, но и блокирует вылет капель расплавленного металла. Снижаются потери и поддерживается чистота околошовной зоны (не придется отбивать окалины с лицевой стороны изделия).
- Сохранение тепла в рабочей зоне. Гранулированный слой выступает «одеялом» для шва, что препятствует образованию трещин при резком остывании. Создаются благоприятные условия для формирования новой кристаллической решетки.
- Равномерное распределение жидкого металла. Флюс создает дополнительное давление на сварочную ванну, поэтому жидкий металл растекается по всему соединению, без пропусков. Поверхность шва ровная.
- Повышение скорости сварки. Зона стыковки надежно защищена, поэтому шов прокладывается быстрее, без потери качества.
- Компенсация выгоревших элементов. Во флюсе могут быть дополнительные присадки, легирующие основной материал. Благодаря этому не меняется его первоначальный состав, несмотря на действие высоких температур и испарительных процессов с поверхности сварочной ванны. При сварке легированных сталей флюс повышает защиту шва от коррозии.
- Снижение количества присадочного металла. При использовании флюса 70% металла в соединении – это основной материал (расплавленные кромки), и только 30% – присадочный, что сокращает затраты на сварку.
- Стабильное горение дуги. Дуга горит стабильно даже при швах сложной формы.
 Экономится время на повторные поджиги.
Экономится время на повторные поджиги.
В случае применения сварочных тракторов отпадает необходимость в газовом баллоне. Это снижает затраты и упрощает транспортировку оборудования при выездной работе. При насыпном способе подачи, электрическая дуга горит внутри слоя флюса и ветер не сдувает защитный газ, как это бывает при полуавтоматической или аргонодуговой сварке. Не нужно устанавливать ширмы и сварочные палатки при работе на открытом воздухе.
Недостатки
-
Но у применения флюса есть и недостатки, которые нужно учесть. Например, при подаче гранул из бункера, оператор не видит, что происходит в сварочной ванне. Поэтому, не может контролировать качество шва. Сложно сразу начать сварку на чистовом изделии – требуется несколько предварительных прогонов на черновых заготовках, чтобы настроить оптимальную скорость подачи проволоки, порошка и силу тока, ведь оценить шов можно только после окончания сварки и очистки места от флюса.
-
В случае использования порошковой проволоки у сварщика могут возникнуть трудности с визуальным распознаванием шлака и расплавленного металла. Если расположить свариваемые детали под неправильным углом, расплавленный шлак будет набегать на сварочную ванну, закрывая обзор. Возможны непровары или неравномерный шов по высоте, поэтому варить следует только в нижнем пространственном положении.
-
В автоматической сварке под слоем флюса труднее контролировать ширину шва. Она зависит от выставленной силы тока. Но, если под колеса трактора попадет мусор, техника начнет пробуксовывать, задерживаясь дольше на одном месте, из-за чего шов будет неравномерный. Поэтому нужно следить за чистотой не только линии стыка, но и направляющих.
-
После применения порошковой проволоки потребуется отбивание шлака, что занимает время. Если использовался гранулированный флюс, то большая его часть пригодна для повторной загрузки в бункер и дальнейшего применения, но расчистка шва тоже требует дополнительного времени.
-
Применять автоматическую сварку под флюсом можно только в нижнем пространственном положении. В противном случае гранулы будут скатываться, оголяя место соединения.
Классификация флюсов для сварки
Флюсы различаются не только по внешнему виду и размеру гранул, но и по составу, способу получения, назначению. Это определяет их применение и эффективность в конкретном случае. Рассмотрим классификацию флюсов по этим параметрам.
По составу
Большинство флюсов содержат основной компонент – диоксид кремния, который может достигать 80% в составе. Это кислотный оксид, препятствующий образованию углерода. А где нет углерода, там меньше пор и трещин.
Немаловажным компонентом выступает марганец. Он взаимодействует с кислородом, находящемся в оксидах железа. Марганец забирает его на себя, предотвращая следующие окислительные процессы.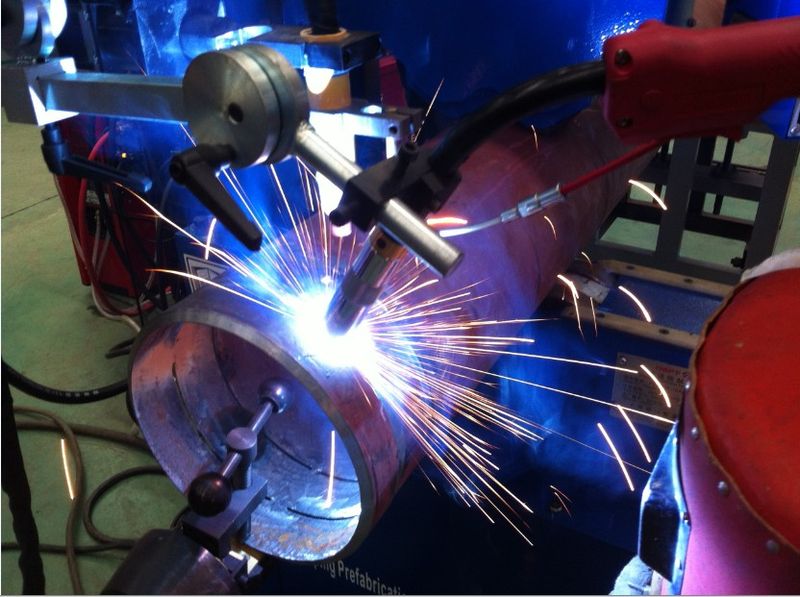 После такого химического соединения образуется оксид марганца, который мы видим как шлаковую корку. Она легко удаляется с поверхности.
После такого химического соединения образуется оксид марганца, который мы видим как шлаковую корку. Она легко удаляется с поверхности.
Порой в состав добавляют алюминий, стекло, известь, флюорит и хлоридные соли. Легирующие добавки (титан, молибден, ванадий, хром, вольфрам и пр.) восстанавливают первоначальный состав металла. Они заменяют выгоревшие вещества, повышают прочность и коррозионную стойкость места соединения.
Сами группы флюсов бывают:
- Оксидные. Свое название получили из-за наличия в составе металлических оксидов. В качестве дополнения выступает фтор. Могут быть совсем без кремния, с низким или высоким содержанием кремния. Подходит для малолегированных сталей и фтористых сплавов.
- Солеоксидные. Содержат щелочные соли и оксиды. Используются для сварки легированных сплавов.
- Солевые. В основе флюса хлориды и фториды. Применяются для сварки активных металлов.
По способу получения
Одни флюсы получаются путем плавления веществ. Предварительно компоненты перемешиваются и измельчаются. Нагрев происходит в пламенных или электрических печах. Вещество спекается в гранулы, после чего резко пропускается через холодную воду. Это обеспечивает затвердевание. Во время сварки такой флюс снова плавится, чем обеспечивает защиту шва, и образует на поверхности шлаковую корку.
Предварительно компоненты перемешиваются и измельчаются. Нагрев происходит в пламенных или электрических печах. Вещество спекается в гранулы, после чего резко пропускается через холодную воду. Это обеспечивает затвердевание. Во время сварки такой флюс снова плавится, чем обеспечивает защиту шва, и образует на поверхности шлаковую корку.
Неплавленные флюсы получают путем измельчения материалов, не подвергая их термической обработке. Возможно перемешивание со стеклом и другими материалами и последующее непродолжительное спекание. Такой флюс не плавится весь во время сварки – около 80% можно использовать повторно, собрав гранулы и вернув их в бункер трактора. Недорогой, но качественный пример такого флюса для сварки — АН348АМ. Стекловидное вещество с размером гранул 0,25-1,6 мм легко проходит через подающую трубку сварочного трактора, создает надежную защитную среду, шлаковая корка легко удаляется.
По назначению
По назначению флюсы бывают для углеродистых сталей (подходят для низколегированных), для высоколегированных и цветных металлов.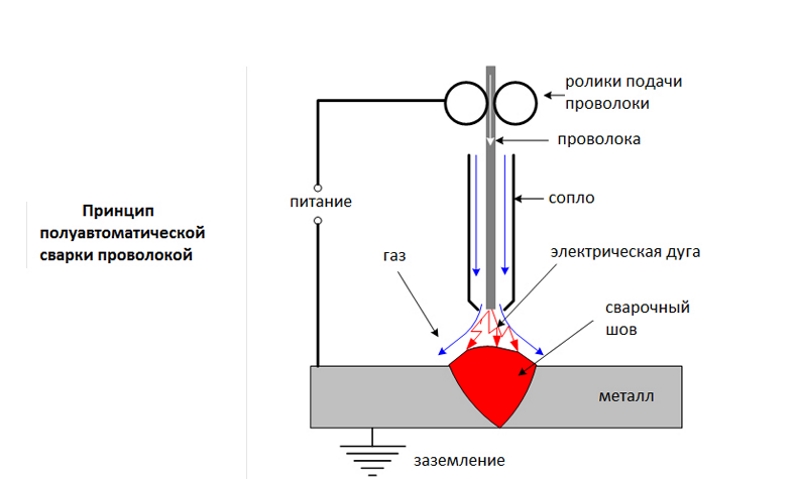 При этом важно выбирать соответствующую сварочную проволоку. Предлагаем ориентировочную таблицу применения сварочных флюсов по маркам.
При этом важно выбирать соответствующую сварочную проволоку. Предлагаем ориентировочную таблицу применения сварочных флюсов по маркам.
Плавленые флюсы
| Марка флюса | Назначение |
|---|---|
| ФЦ-9, АН-348-А, АН-348-В, ОСЦ-45, АН-348-АМ, АН-348-ВМ, ОСЦ-45М, АН-60 | Для ручной сварки и наплавки низколегированных и углеродистых сталей |
| АН-20С, АН-15М, АН-18, АН-20СМ, АН-20П | Для автоматической сварки высоколегированных сталей |
| АН-8 | Для электрошлаковой сварки низколегированных сталей |
| АН-26П, АН-26С, АН-26СП | Для полуавтоматической и автоматической сварки жаропрочных и коррозионностойких сталей |
| АН-43, АН-17М, АН-47 | Для дуговой сварки углеродистых сталей повышенной прочности |
Неплавленые флюсы
Сфера применения неплавенных флюсов следующая:
| Марка флюса | Назначение |
|---|---|
| АНК-46 | Для низколегированных и низкоуглеродистых сталей |
| АНК-35 | Для низкоуглеродистых и низколегированных сталей с применением проволоки Св-08, Св-08А |
| АНК-30, АНК-47 | Сварка швов повышенной хладостойкости |
| АНК-40, АНК-18, АНК-19 | Наплавка низкоуглеродистых сталей |
| АНК-45 | Сварка высоколегированных сталей |
| АНК-3 |
Применяется как добавка к другим видам флюса для повышения устойчивости к образованию пор.
|
В нашем интернет-магазине есть сварочные флюсы всех видов. Поможем подобрать флюс для конкретных работ и металлов, чтобы соединение было максимально качественным.
Ответы на вопросы: виды, особенности, применение сварочного флюса
Нужно ли изменять скорость подачи проволоки при переходе на порошковую?
СкрытьПодробнее
Да, нужно увеличить скорость подачи, ведь полая трубчатая проволока будет плавиться быстрее, чем полнотелая.
Как отличить шлак от жидкого металла в сварочной ванне при использовании порошковой проволоки?
СкрытьПодробнее
Шлак красного цвета, а расплавленный металл – ярко-белого. Можно совершать небольшие продольные колебания горелкой полуавтомата, чтобы давлением дуги отогнать немного наплывающий шлак. Допустим небольшой уклон, чтобы шлак стекал самопроизвольно.
Допустим небольшой уклон, чтобы шлак стекал самопроизвольно.
Можно ли использовать флюс повторно?
СкрытьПодробнее
Флюсы на основе кремния можно применять повторно. Соберите гранулы при помощи совка и щетки и засыпьте их обратно в бункер сварочного трактора.
На что влияет размер гранул флюса?
СкрытьПодробнее
Калибр гранул зависит от толщины проволоки и силы сварочного тока. Чем больше сечение электрода, тем крупнее должен быть диаметр гранул флюса, иначе порошок будет плавиться слишком быстро.
Какова температура плавления флюса?
СкрытьПодробнее
Это зависит от размера гранул и состава. Нижняя температурная граница у большинства флюсов – 300-500 ⁰С, а верхняя – 700-800 ⁰С.
Вернуться к списку
Товары
Быстрый просмотрФлюс ESAB OK Flux 10.92 (мешок 25 кг) 432.32 руб / кг
Купить
Быстрый просмотрЭл/печь для прокалки флюса ЭПСФ 120/400.01М, НОВЭЛ 57 500 руб
Купить
Быстрый просмотрПроволока порошковая ESAB OK E71T-1 ⌀ 1,2 мм (кассета 5 кг)
483. 78 руб / кг
78 руб / кг
Купить
Быстрый просмотрКонтейнер для прокалки и хранения флюса ESAB SDF-250 (220 В, на 250 кг, 400 °C) 200 289.76 руб
Купить
Быстрый просмотрПроволока порошковая K-71TLF ⌀ 1,0 мм (кассета 15 кг) KISWEL 476.25 руб / кг
Купить
Быстрый просмотрФлюс ESAB OK Flux 10. 62 (25 кг(55lb)).
362.97 руб / кг
62 (25 кг(55lb)).
362.97 руб / кг
Купить
Быстрый просмотрМолоток сварщика ESAB Sh4 718.11 руб
Купить
Быстрый просмотрФлюс AG Flux 6000 FP (0,2 кг), Castolin 2 100 руб
Купить
Быстрый просмотрФлюс UF — N (зерно 0,3 -2,0 мм, кальциево-силикатного типа, мешок 25 кг) 226 руб / кг
Купить
Быстрый просмотрФлюс UF — 01 (зерно 0,2-1,6 мм, фторидно-основный тип, мешок 25 кг) 286 руб / кг
Купить
Быстрый просмотрПроволока порошковая ESAB Filarc PZ 6138 ⌀ 1,2 мм (кассета 16 кг)
828. 85 руб / кг
85 руб / кг
Купить
Быстрый просмотрФлюс UF — 02 (зерно 0,2-1,6 мм, алюминатно – основного типа, мешок 25 кг) 207 руб / кг
Купить
Быстрый просмотрФлюс AG Flux 6000 FX (0,125 кг), Castolin 2 100 руб
Купить
Быстрый просмотрСварочный автомат Сварог MZ 1000 (M308) 562 080 руб
Купить
Быстрый просмотрФлюс алюм. Alutin 51L (уп. 0,05 кг, жидкость), Castolin
990 руб
Alutin 51L (уп. 0,05 кг, жидкость), Castolin
990 руб
Купить
Быстрый просмотрФлюс ESAB STAINFLUX (упак. 0,5 кг) 3 550.86 руб
Купить
Быстрый просмотрФлюс ESAB OK Flux 10.71 (25 кг) 252 руб / кг
Купить
Быстрый просмотрФлюс Lincoln Electric Weld 888 (упаковка Sahara ReadyBag™ — 25 кг)
216. 44 руб / кг
44 руб / кг
Купить
Быстрый просмотрФлюс алюминиевый Castolin 190 (уп. 0,25 кг), Castolin 13 420 руб / кг
Купить
Быстрый просмотрПроволока порошковая самозащитная БАРСВЕЛД E71T-11 ⌀ 1,2 мм (кассета 5 кг) 405 руб / кг
Купить
Флюс сварочный: что это такое, разновидности
Содержание
- Флюс и его назначение
- Требования к защитному химическому составу
- Классификации флюсов для сварки
- Как действует состав
- Создание условий для использования флюса
- Сочетание флюса с проволокой
- Отдельно о флюсах для газовой сварки
- Флюсы для автоматики
При сварке металлов в зоне формирования шва создается высокая температура, увеличивающая химическую активность материалов. Заготовки начинают интенсивно окисляться, часть электрода испаряется. Это ухудшает процесс плавления и снижает качество соединения деталей по причине скопления большого количества шлаков в ванне. Для ее изоляции создан флюс сварочный. Он разработан в Академии наук, состоит из неметаллических композиций и делится на несколько марок. Каждая обладает индивидуальными свойствами.
Заготовки начинают интенсивно окисляться, часть электрода испаряется. Это ухудшает процесс плавления и снижает качество соединения деталей по причине скопления большого количества шлаков в ванне. Для ее изоляции создан флюс сварочный. Он разработан в Академии наук, состоит из неметаллических композиций и делится на несколько марок. Каждая обладает индивидуальными свойствами.
Флюс и его назначение
Обезопасить зону шва от шлаков и окисления можно, используя непрерывную подачу химически инертных и легкоплавких компонентов. Их функции выполняет защитный флюс для сварки стали. Разные его марки состоят из оксидов и солей, предназначаются для черных и цветных металлов, а также для различных сплавов.
Оксидные составы включают в себя 1-30% марганца и кремния – 5-35%. Для заготовок из активных сплавов защитное вещество включает в себя фториды и хлориды кальция, бария, натрия и других элементов.
Для высоколегированных сталей применяют защиту с содержанием оксидов с солями. В них до 15% кремнезема, 1-9% оксида марганца и фторида кальция – около 30%.
В них до 15% кремнезема, 1-9% оксида марганца и фторида кальция – около 30%.
Для начала реакции окисления металлов достаточно кислорода, содержащегося в воздухе. Оксидная пленка быстро появляется на алюминиевых деталях. Наличие слоя флюса предотвращает ее образование и обеспечивает:
- активное расплавление металла;
- избежание потерь свариваемого материала вследствие испарения;
- стабильное горение дуги;
- экранирование части пламени;
- правильный расход присадок;
- исключение возможности образования трещин и пор;
- уменьшение разбрызгивания искр.
Таковы положительные свойства средств защиты шва.
Требования к защитному химическому составу
При использовании должны соблюдаться условия:
- стабилизация процесса сварки;
- отсутствие химических реакций;
- изоляция места образования шва от воздействия окружающей среды;
- легкое удаление остатков вместе с коркой шлака.
Это возможно при правильном химическом строении заготовок и присадок.
Условия представляют некоторую сложность, но их выполнение – залог качественной сварки.
Классификации флюсов для сварки
Все виды данных веществ обладают индивидуальными параметрами. Они различаются внешним видом, химическим составом, назначением, технологией получения. Внешне они бывают:
- в виде порошка;
- кристаллов или зерен;
- паст;
- газов.
Чаще всего используются порошкообразные и гранулированные формы.
По химическому строению они сохраняют инертность при высоких температурах. По способу получения делятся на:
- плавящиеся;
- неплавящиеся.
Первые используются для улучшения антикоррозийных свойств и внешнего вида шва. Вторые – для его прочности при сварке алюминия, других цветных металлов и углеродистых сталей. По назначению – улучшают химическое строение легированных сталей и механическую прочность заготовок.
Классификации соответствует марка, устанавливаемая предприятием-производителем. Технология получения зависит от химического строения. Неплавящиеся составы имеют основу керамическую. Получают их путем измельчения компонентов с использованием шаровых мельниц.
Технология получения зависит от химического строения. Неплавящиеся составы имеют основу керамическую. Получают их путем измельчения компонентов с использованием шаровых мельниц.
Мелкие фракции имеют зерно размерами 0,25-1,0 мм, нормальные – 3-4 мм. Первые используются при сварке тонкой проволокой, не превышающей диаметра 1,5 мм. В наименование флюса входит буква М. Среди компонентов встречаются марганец, кремнезем, оксиды некоторых металлов и ферросплавы.
Они способны усиливать процесс сварки и улучшать раскисление кромок заготовок. В результате шов получается мелкозернистый с минимальным содержанием вредных примесей. Проволока используется относительно дешевая.
К недостатку неплавящихся флюсов относится пропускающая влагу упаковка.
Плавленые составы применяются при автоматической сварке. При их изготовлении используется размол компонентов, в которые входят мел, глинозем, плавиковый шпат и другие вещества. Они смешиваются и плавятся в специальных газопламенных или электродуговых печах.
В результате гранулирования смеси получают фракции разного размера, которые после застывания сушатся в барабанах, просеиваются и упаковываются.
Как действует состав
Для проведения ручной сварки порошок или гранулы насыпаются на поверхность свариваемого металла толстым слоем. При недостаточном объеме происходит непровар заготовок, образование раковин и трещин. Такой результат нежелателен, поэтому используются защитные флюсы разных марок. Для углеродистых и низколегированных сталей – АН-348 с буквами А, АМ, В, ВМ или ОСЦ-45, ФЦ-9. Автоматическая сварка ведется с использованием флюсов АН-15 или 20.
После засыпания слоя включается дуга или зажигается горелка и начинается процесс соединения деталей. Флюс постепенно добавляется в зону сварки из специального бункера по трубке. Под ним не происходит разбрызгивания жидкого металла, повышается производительность и снижается расход проволоки. Остатки защитного средства собираются обратно в бункер, застывшая корка шлака удаляется с заготовок.
Создание условий для использования флюса
Оксиды при попадании в ванну для сварки мешают процессу создания прочного шва. Флюс своими компонентами предотвращает контакт кислорода с металлом, удаляя слой окиси. Образующееся при работе облако газов помогает уменьшить расход материалов и не дает разбрызгиваться жидкой сварочной массе.
Для качественной работы нужно создать постоянно функционирующую электрическую дугу. Газы, выделяемые флюсовым веществом, стабилизируют ее горение. В такой ситуации создаются нормальные условия для сварочного процесса. Защитное вещество взаимодействует с заготовкой, улучшая внешний вид и свойства свариваемых деталей. Для организации таких условий необходимо соблюдать условия:
- флюс не вступает в реакцию со стержнем и заготовкой;
- сварная ванна остается изолированной во время процесса соединения деталей;
- остатки защитной смеси вместе с коркой шлака после работы легко удаляются со шва.
Примерно 80% удаленного флюса засыпается в бункер сварочного аппарата и используется еще раз. У данного способа имеется ряд недостатков:
У данного способа имеется ряд недостатков:
- стоимость защитной смеси сопоставима с ценой проволоки;
- шов осмотреть сразу невозможно, поэтому металл перед сваркой тщательно готовится
Если отсутствует возможность осмотра места формирования шва, можно не использовать химическую защиту.
Сочетание флюса с проволокой
Качественное соединение заготовок из низколегированных и углеродистых сталей получают с помощью сочетания проволоки и флюса. Свойства высококремнистых составов лучше, если в них присутствует марганец. Шов получается прочным, ровным, без трещин. Это объясняется малым количеством серы, переходящей из флюса в заготовку, выгоранием углерода в сварочной ванне. Проволока применяется низкоуглеродистая. Она дает меньшую пористость детали.
Качество шва зависит от состава проволоки, а вязкость – от флюса, содержащего низкое количество кремния. Такие защитные средства применяются при соединении низколегированных сталей.
При проведении сварочных работ металл взаимодействует с жидким шлаком. Происходит это на протяжении короткого времени до остывания места соединения, но энергично. Связано это с высокой температурой в месте контакта. Результат – обеднение или обогащение заготовок легирующими элементами. На этот процесс влияют:
- режим сварки;
- сила тока;
- напряжение дуги.
При соединении деталей автоматическими аппаратами эти показатели не меняются.
Отдельно о флюсах для газовой сварки
Некоторые инструментальные сплавы, тонколистовые стали, цветные металлы поддаются сварке только в газовой атмосфере. При этом процессе используются пастообразные или порошковые флюсы. Они вносятся:
- на привариваемую деталь;
- в сварочную ванну;
- на кромки заготовок.
Применяются и газообразные составы, подаваемые с помощью расходомера.
Для соединения деталей из меди, бронзы и латуни нужны кислые флюсы, содержащие борную кислоту – МБ-1 или МБ-2. Для чугуна – содержащие щелочные металлы в виде калия и натрия. Алюминий сваривается в присутствии фторидов и хлоридов натрия, лития и калия. Чаще всего применяется состав АФ-4А.
Для чугуна – содержащие щелочные металлы в виде калия и натрия. Алюминий сваривается в присутствии фторидов и хлоридов натрия, лития и калия. Чаще всего применяется состав АФ-4А.
Флюсы для автоматики
Начинающие рабочие интересуются, что такое автоматическое оборудование. Оно помогает человеку сваривать многие виды металлов. Для аккуратного выполнения заданий необходимо правильно подобрать электроды и флюсы.
Защитную смесь размещают на поверхности заготовки слоем около 80 мм толщиной и 100 мм шириной. Лишнее удаляется для повторного применения. Флюс включает в себя оксиды алюминия, кальция и магния. Часто используется марка АН-348А, КВС или К. Состав стабилизирует работу дуги и снижает выделение газов с токсичными свойствами. Применяется при изготовлении резервуаров, сваривании труб, в области кораблестроения для сварки толстых слоев металла.
Применяется при изготовлении резервуаров, сваривании труб, в области кораблестроения для сварки толстых слоев металла.
Сварочные флюсы оптимизируют труд и дают положительные результаты, перекрывающие недостатки. Грамотный выбор защитного вещества гарантирует получение качественного шва.
что это такое, условия использования и область применения
Содержание:
- Для чего нужен
- Условия использования
- Область применения
- Принцип работы
- Классификация
- Интересное видео
Флюс — что это такое для сварки? Такой вопрос могут задать или неопытные сварщики или те из них, которые никогда не прибегали к помощи этого замечательного вещества, облегчающего процесс сварки и улучшающего полученный результат. Тем не менее, на вопрос «что такое флюс в сварке», можно дать только положительный ответ. Однако, необходим его правильный выбор среди существующего многообразия.
Однако, необходим его правильный выбор среди существующего многообразия.
Для чего нужен
Химическая активность зоны, где осуществляется соединение деталей, значительно увеличивается во время сварочного процесса при появлении высоких температур. Под воздействием воздуха в металл начинают попадать шлаки и окислы, что приводит к ухудшению качества шва.
Сварочные флюсы создают защитную среду, которая изолирует от негативного влияния воздуха зону сварки. Флюс в сварке — это компоненты неметаллического характера, участвующие в процессе соединения изделий, и оказывающие на этот процесс положительное влияние.
Флюс в сварке добавляет этому процессу дополнительные преимущества:
- делает расплавление металла более интенсивным;
- отсутствует необходимость предварительной обработки кромок изделий;
- уменьшаются потери металла на испарение;
- горение дуги приобретает стабильность;
- уменьшается разбрызгиваемость металла и образование искр;
- увеличивается КПД нагрева металла за счет снижения расхода электроэнергии на этот процесс;
- расход присадочного материала уменьшается до оптимального значения.

Флюс для сварки экранирует часть пламени дуги, что для сварщика является элементом безопасности осуществляемой им работы. Таким образом, сварочный флюс — это вещество, осуществляющее защиту сварочной ванны от взаимодействия с окружающим воздухом и не дающее вытесняться из основного материала углероду.
Существуют определенные разновидности флюсов, которые обогащают металл шва соединения легирующими элементами, что приводит к его укреплению, и делает его более надежным и долговечным.
Условия использования
Флюсовая сварка должна происходить при соблюдении некоторых условий. С металлом деталей, подлежащих соединению, и металлом внутреннего стержня электрода или присадочной проволоки флюс не должен вступать в химическую реакцию.
На протяжении всего времени процесса сварки зона сварной ванны должна быть изолированной от окружающегося воздуха. Оставшиеся в шлаковой корке остатки флюса должны легко удаляться.
Область применения
Флюс сварка применяется при дуговом методе с помощью плавящихся электродов в виде проволоки, при сваривании покрытыми электродами электрическим методом. Во время сварки полуавтоматическим методом в среде инертного газа флюс располагается внутри трубочной проволоки. Также флюс находит применение при сварке угольными электродами и во время газовой сварки цветных металлов и легированных сталей.
Во время сварки полуавтоматическим методом в среде инертного газа флюс располагается внутри трубочной проволоки. Также флюс находит применение при сварке угольными электродами и во время газовой сварки цветных металлов и легированных сталей.
Использование при всех видах сварки возможно, если существует необходимость создания изоляции от окисления, улучшения токопроводимости и стабильности горения дуги, исключения попадания примесей, вызывающих появление нежелательных дефектов. Необходимо осуществлять тщательный выбор флюсов в зависимости от вида конкретных работ.
Принцип работы
Что такое сварочный флюс можно понять, разобравшись, как происходит сварка с его участием.
- Перед началом сварочного процесса на место будущего соединения наносится толстый слой флюса.
- В зону сварки вводят электрод, и происходит розжиг дуги.
- Флюс, имеющий пониженную плотность, начинает быстро расплавляться, изолируя сварную ванну от доступа воздуха.
- Вследствие высокого значения поверхностного натяжения флюса происходит предотвращение сильного разбрызгивания металла, что позволяет увеличить силу тока.

- В зоне дуги под воздействием действия флюса увеличивается значение теплоты, в результате чего процесс сварки начинает осуществляться быстрее.
- Все стыки заполняются расплавленным металлом.
Значительная часть оставшегося флюса после его очистки может вновь использоваться.
Процесс сварки с флюсом происходит по-разному в зависимости от типа сварки. При ручной сварке флюс в виде порошка насыпают на поверхность изделия слоем до 60 миллиметров. Ширина находится в диапазоне 50-100 миллиметров.
Недостаточная толщина может привести к появлению дефектов — непровару, трещинам и раковинам. При перемещении во время сварки электрода следующий слой флюса подсыпается по ходу его движения. В зависимости от гранулирования находятся необходимая высота слоя присыпки флюсом, и выбирается сила тока.
При автоматической и полуавтоматической сварке флюс поступает по специальной трубке из бункера аппарата. Затем подключается подача сварной проволоки, обладающей функцией электрода. Неиспользованная часть флюса вместе с внедренными в него шлаками, поступает в предназначенную для этого емкость. Охлажденная корка убирается с поверхности механическим способом. Для работы с автоматическим оборудованием наиболее часто применяются флюсы из категории АН, а также керамические.
Неиспользованная часть флюса вместе с внедренными в него шлаками, поступает в предназначенную для этого емкость. Охлажденная корка убирается с поверхности механическим способом. Для работы с автоматическим оборудованием наиболее часто применяются флюсы из категории АН, а также керамические.
Классификация
Флюс для сварки стали может различаться друг от друга по внешнему виду, химическому составу, физическому состоянию, областью применения и назначению. Использование флюсов регламентируется соответствующими нормативными стандартами. Так, например, в ГОСТе 8713-89 обозначены требования к электросварке железных изделий, никеля, металлоизделий из различных видов стали.
По назначению флюсы можно разделить на те, которые предназначены для сварки низкоуглеродистых сталей, низколегированных, с высокой степенью легированности, для соединения активных металлов. Для низкоуглеродистых сталей используются флюсы с большим содержанием кремния и марганца. Имеются различные варианты, касающиеся количества их содержания. Недостаток содержания марганца во флюсе может быть компенсировано использованием сварочной проволоки, которая обладает большим количеством марганца.
Недостаток содержания марганца во флюсе может быть компенсировано использованием сварочной проволоки, которая обладает большим количеством марганца.
Для соединения сталей с низкой степени легированности используются флюсы, обладающие высокой степенью химической инертности, относящиеся к оксидному виду. В зависимости от марки в них содержится 5-35 процентов оксида кремния. Для сварки высоколегированных сталей используются флюсы, обладающие невысокой химической активностью. Могут применяться флюсы смешанного типа, в состав которых входят оксиды и соли в разных пропорциях. Для таких активных металлов, как титан, применяются солевые флюсы, состоящие из смеси галогенидов.
Активность — это важная составляющая характеристик флюсов, которая обозначается в условных единицах в диапазоне от единицы до десяти. Чем больше значение, тем большую активность проявляет эта марка флюса.
По методу получения флюсы подразделяются на полученные методом сплавления, склеиванием, механическим перемешиванием, дроблением зерен. Флюсы, полученные методом склеивания, называются керамическими. Керамические флюсы можно применять для сварки поверхностей с остатками ржавчины и окислов на поверхности изделий, наличия на ней следов влаги. Керамическую смесь можно добавлять к стекловидной.
Флюсы, полученные методом склеивания, называются керамическими. Керамические флюсы можно применять для сварки поверхностей с остатками ржавчины и окислов на поверхности изделий, наличия на ней следов влаги. Керамическую смесь можно добавлять к стекловидной.
При газовой сварке и пайке рекомендуется применять флюсы, имеющие вид мелкого порошка, газа и пасты. Физическое состояние определяет то, как выглядит флюс. Он может выглядеть, как мелкий порошок, стекловидные гранулы, пемзообразные, газообразные, в виде пасты. Они могут быть прозрачными и пористыми.
Состав флюса определяется его химическими составляющими. Эти показатели являются важной характеристикой. Основной показатель — химическая инертность в условиях температур, имеющих большое значение. Кроме этого материал, из которого состоит флюс, должен гарантировать диффузию некоторых элементов в металл шва.
Во многих видах флюсов наибольшую долю составляет кремнезем, препятствующий образование углерода, что снижает появление в шве трещин и пор. В ходящий в состав флюса марганец, являющийся активным раскислителем, способствует снижению образования окислов в месте, где расположена сварочная ванна. Марганец также входит в реакцию с серой, что облегчает удаление после окончания сварки.
В ходящий в состав флюса марганец, являющийся активным раскислителем, способствует снижению образования окислов в месте, где расположена сварочная ванна. Марганец также входит в реакцию с серой, что облегчает удаление после окончания сварки.
Задача таких добавок во флюс, как молибден, вольфрам, хром, титан, заключается в восстановлении первоначального состава основного металла, а также придания ему дополнительных полезных свойств.
Интересное видео
Классификация сварочных флюсов
Чтобы качественно выполнить соединение электродуговой сваркой, необходима сила тока достаточной величины, присадочный материал для заполнения шва, и газовая среда для защиты расплавленного металла от воздействия кислорода из окружающего воздуха. Для реализации последнего условия используют сварочный флюс. Что это такое? Каков функционал этого вещества, и как он классифицируется? Где применяются флюсы для сварки?
Содержание страницы
- 1 Определение и предназначение
- 2 Функционал гранулированного средства
- 2.
 1 Изоляция
1 Изоляция - 2.2 Стабилизация
- 2.3 Легирование
- 2.4 Формирование поверхности
- 2.
- 3 Классификация
- 3.1 Назначение
- 3.2 Способ изготовления
- 3.3 Структура и параметры
- 3.4 Химический состав
- 4 Обозначения
- 5 Нормативы по применению
Определение и предназначение
Сварочный флюс — это гранулированное средство, подаваемое в зону сварки, непосредственно перед проходом через данный участок плавящегося электрода и зажженной электрической дуги. Вещество похоже на крупнозернистый порошок, бывающий прозрачного, белого, желтого, зеленого или коричневого цвета.
Это средство используется для защиты сварочной ванны от взаимодействия с атмосферой, и препятствия вытеснению углерода из состава основного металла. Некоторые марки флюсов дополнительно обогащают шов укрепляющими связками в виде легирующих элементов.
Используется гранулированное вещество в:
- электродуговой сварке плавящимся электродом, где последним выступает проволока, подающейся с катушки в горелку;
- электрическом методе сваривания покрытыми электродами как дополнительное средство;
- полуавтоматической сварке в среде инертного газа, где порошок находится во внутренней части трубчатой проволоки;
- газовой сварке пропан-кислородным пламенем на легированных сталях и цветных металлах;
- электрической сварке угольными электродами.

Функционал гранулированного средства
Сварочные флюсы играют большую роль в обеспечении процесса соединения металлов. Их функции, в зависимости от состава вещества и свариваемого материала, могут заключаться в поддержании четырех действий.
Изоляция
Главной целью флюсов является создание непроницаемого газового облака, позволяющего основному и присадочному металлам беспрепятственно сплавляться в сварочной ванне. Чтобы порошок выполнял эту функцию необходима правильная дозировка вещества на линии соединения. Хорошими изоляционными газовыми свойствами обладают мелкие гранулы плотной структуры. Но возрастающая плотность укладки фракций на поверхности соединения отрицательно сказывается на формировании поверхности шва.
На изолирующую способность оказывает влияние не только размер посыпаемых частиц, но и их насыпная масса. Применяя специальные таблицы с данными можно устанавливать точную подачу стекловидного средства в сварочную зону.
Стабилизация
Кроме защитных свойств порошка, позволяющих вести сварочные работы без внешних газовых включений, флюсы создают благоприятную среду для горения электрической дуги, которая проявляется в разряде электрического тока между концом электрода и изделием. Расстояние между сторонами полюсов составляет около 5 мм. Для стабилизации горения дуги в состав гранул добавляют специальные вещества, позволяющие более устойчиво проходить электрическому разряду. Это дает возможность работать не только на постоянном, но и на переменном токе, и применять разнообразные режимы сварки.
Расстояние между сторонами полюсов составляет около 5 мм. Для стабилизации горения дуги в состав гранул добавляют специальные вещества, позволяющие более устойчиво проходить электрическому разряду. Это дает возможность работать не только на постоянном, но и на переменном токе, и применять разнообразные режимы сварки.
Легирование
Благодаря воздействию высоких температур и взаимодействию основного и присадочного металлов, создается сварочный шов. Его химический состав зависит от используемых материалов. Из-за электрической дуги некоторые полезные элементы могут выгорать или передаваться с металла шва в шлаковые массы. Чтобы этого не произошло, в некоторые флюсы добавляют легирующие вещества, обогащающие шовный металл, и препятствующие насыщению шлака кремнием и марганцем. Для большего легирования используют соответствующую присадочную проволоку.
Формирование поверхности
Когда кристаллическая решетка в расплавленном металле только начинает образовываться, все, что соприкасается с ней, оказывает влияние на вид будущего шва. Флюсы, благодаря различной степени вязкости и межфазного натяжения, имеют сильные формирующие способности, благоприятно сказывающиеся на сварочном соединении.
Флюсы, благодаря различной степени вязкости и межфазного натяжения, имеют сильные формирующие способности, благоприятно сказывающиеся на сварочном соединении.
Например, при работе на большой силе тока и толстых материалах, более практичны флюсы с долгим вязким состоянием. Такие порошки называют «длинными». Это позволяет глубоко прогретому сплаву постепенно кристаллизоваться и остыть, образуя гладкочешуйчатую структуру. Для сварки на малых токах, сильная жидкотекучесть будет мешать видеть сварочную ванну и качественно выполнять процесс, поэтому здесь применяются «короткие» флюсы, у которых вязкость быстро переходит в твердое состояние при снижении температуры.
Классификация
Классификация сварочных флюсов имеет четыре критерия, которые разделяют присадочное средство. Заключаются они в следующих пунктах:
- назначение флюса;
- способ его изготовления;
- структура и физические параметры;
- химический состав.
Назначение
В зависимости от состава и свойств гранулированного средства, оно может быть применено для обеспечения сварочных процессов в работе с углеродистыми, легированными и цветными металлами. Его используют для электродуговой, газовой и электрошлаковой сварки, а также работах с неплавящимися электродами. Некоторые классы флюсов взаимозаменяемы. Так, флюс для сварки алюминия, может быть использован и для создания соединений на легированных сталях. В его состав входят натрий, калий и литий, которые будут положительно сказываться и на других металлах. «Алюминиевый» флюс хорошо подойдет для сварки угольными электродами. Другие гранулированные смеси узко специализированны и не пригодны для широкого применения.
Его используют для электродуговой, газовой и электрошлаковой сварки, а также работах с неплавящимися электродами. Некоторые классы флюсов взаимозаменяемы. Так, флюс для сварки алюминия, может быть использован и для создания соединений на легированных сталях. В его состав входят натрий, калий и литий, которые будут положительно сказываться и на других металлах. «Алюминиевый» флюс хорошо подойдет для сварки угольными электродами. Другие гранулированные смеси узко специализированны и не пригодны для широкого применения.
Способ изготовления
В промышленности имеются три способа производства флюса:
- Плавленные. Для этого применяют электрические или угольные печи. Компоненты шихты разогревают до жидкого состояния и, сплавляясь, образуют полезную смесь. Брикеты и комки материала разбиваются до мелких частей. В готовом виде такие порошки имеют мелкодисперсную структуру серого цвета.
- Механические смеси. Это соединение нескольких видов флюса в один состав путем физического перемешивания гранул между собой.
 Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера. - Керамические. Соединение образовывается за счет скрепления порошкообразных веществ клеем, в роли которого выступает жидкое стекло. Альтернативным методом является спекание без сплавления. Компоненты шихты разогреваются до слипания в комки. После остывания они проходят процедуру измельчения. Благодаря недопущению сплавления сохраняются легирующие вещества.
Структура и параметры
Внешний вид и физическое строение порошкообразных средств для сварки может отличаться. Наиболее распространенными являются стекловидные зерна. Они имеют прозрачный цвет и круглую структуру. Отличаются более высокой насыпной массой, поэтому плотно укрывают соединение, защищая его от внешней среды.
Вторая категория флюсов создается в виде пемзообразного вещества. Это пенистые гранулы овальной или круглой формы. Цвет может варьировать от белого до коричневого. Порошок, из-за легкого веса, требует более высокого слоя присыпания соединения.
Это пенистые гранулы овальной или круглой формы. Цвет может варьировать от белого до коричневого. Порошок, из-за легкого веса, требует более высокого слоя присыпания соединения.
Химический состав
Из компонентов, входящих в состав порошкообразного вещества для присыпки сварного соединения, выделяются низкокремнистые смеси, где оксида последнего содержится меньше 35%. При этом участие марганца граничит на уровне 1%. Вторая группа — это флюсы с высоким содержанием оксида кремния, которое начинается от 35%. Третья категория называется бескислородной.
Отличаются флюсы и по степени взаимодействия с основным и присадочным металлами. Пассивные смеси только создают газовое облако, но никак не воздействуют на химический состав стали. Слаболегирующие порошки — это категория флюсов, производимая путем плавления, которые снабжают свариваемые материалы небольшим количеством кремния, марганца, и других полезных включений. Это придает шву большую прочность и ударную вязкость. Легирующие гранулированные составы обогащают металл в значительной степени, улучшая его физические и химические свойства. Швы после такой сварки лучше сопротивляются коррозии.
Швы после такой сварки лучше сопротивляются коррозии.
Обозначения
Флюс, используемый в ручной дуговой сварке, должен не мешать формированию шва, обеспечивать стабильное горение электрической дуги, и предотвращать образование дефектов в виде трещин и пор в застывающей структуре соединения. Во время плавления нижнего слоя порошка требуется минимальное выделение вредных веществ, угрожающих дыхательной системе сварщика. После окончания горения дуги, корка над швом должна легко отделяться, а гранулированное средство иметь низкую стоимость ввиду больших объемов выполняемых сварочных работ.
Все это нашло отображение в таблице обозначений типов флюса, чтобы пользователи могли легко ориентироваться и приобретать необходимое вещество для конкретного вида работ.
| Символ обозначения | Тип средства |
MS | Марганец-силикатный |
FB | Флюоритно-основной |
CS | Кальций-силикатный |
AR | Алюминатно-рутиловый |
AB | Алюминатно-освновной |
W | Другие типы |
Нормативы по применению
В зависимости от выполняемых сварочных работ определяется количество и иные факторы задействования флюса. Это происходит по следующей таблице:
Это происходит по следующей таблице:
| Сила тока, А | Высота слоя присыпки, мм | Грануляция частиц, мм |
| 200-400 | 25-35 | 0,25-1,2 |
| 600-800 | 35-40 | 0,4-1,6 |
| 1000-1200 | 45-60 | 0,8-2,5 |
В зону сварки флюс подается предварительной ручной присыпкой, либо автоматически из специального бункера. Недостатком метода считается возможность вести сварочные работы только в нижнем положении. Но для сварки труб решение нашлось в прокручивании изделия, а не головки горелки. При использовании трубчатой порошковой проволоки сварку можно проводить в любом пространственном положении.
Применение этого относительно недорогого гранулированного вещества значительно улучшает качество сварки, защищая процесс горения дуги, и содействуя образованию прочного соединения.
Как это работает: что такое флюс при сварке и какие ингредиенты флюсов используются при сварке углеродистых сталей?
Флюс представляет собой смесь различных минералов, химикатов и легирующих материалов, которые в первую очередь защищают расплавленный металл сварного шва от загрязнения кислородом, азотом и другими загрязняющими веществами в атмосфере. Добавление определенных химикатов и сплавов также помогает контролировать стабильность дуги и механические свойства.
Флюс используется в следующих процессах дуговой сварки: дуговой сварке с защитным металлом (SMAW), дуговой сварке порошковой проволокой (FCAW) и дуговой сварке под флюсом (SAW). Давайте посмотрим на эти сварочные процессы и на то, как флюс добавляется и используется для защиты зоны сварки и легирования.
Дуговая сварка металлическим электродом (SMAW) использует проволоку со сплошным сердечником в качестве материала электрода. Чтобы добавить флюс к неизолированному электроду, мы смешиваем все ингредиенты, такие как силикат натрия и калия, с сухой смесью материалов и сплавов, чтобы создать связующее вещество, которое затем добавляется к неизолированному электроду путем экструзии, чтобы получить электрод с покрытием SMAW, как показано на рис. Рисунок 1
Рисунок 1
Рисунок 1. Изображение выдавливания флюса на неизолированный электрод
Как указывалось ранее, основной функцией флюсового покрытия является защита расплавленного металла от загрязнения из атмосферы путем образования защитного газа и шлака, покройте расплавленный металл, как показано на рис. 2
Рисунок 2, Покрытый электрод SMAW
Другие функции флюса:
Простота зажигания дуги, стабильность дуги и ионизация
Контроль формы валика
Проникновение влияния
Добавление легирующих элементов в сварной шов
Контролируйте водород, чтобы уменьшить вероятность индуцированного холодного растрескивания
Помощь при удалении шлака
Контроль механических свойств сварного шва
В принципе существует три различных категории флюсовых покрытий, используемых с электродами SMAW:
флюсы на основе целлюлозы (например, E4211)
флюсы на основе рутила (например, E4913) и
- основные флюсы
(например, E4918).

Из вышеперечисленного только основные типы флюсов (Е XX18, EXX28, E XX16) классифицируются как низководородные.
Дуговая сварка с флюсовой проволокой (FCAW) использует внешнюю металлическую оболочку и сердцевину, содержащую флюс и легирующие компоненты. Процесс добавления флюса к проволоке заключается в использовании металлической полосы и пропускании ее через набор или ролики, образующие U-образную форму. Затем в полосу добавляется флюсовая смесь, и она закрывается другим U-образным валиком, чтобы получить окончательную порошковую проволоку, как показано на рис. 3
флюсовых проволок, встык, в складку или внахлест Рисунок 4
Рис. 4. Типичное поперечное сечение порошковой проволоки
Как и в случае с электродами для дуговой сварки металлическим электродом, флюс в порошковой проволоке состоит из материалов и сплавов, которые защищают расплавленный металл от загрязнения из атмосферы, создавая защитный газ и расплавленный шлак для покрытия и защиты сварного шва -GS) для защиты расплавленного металла, а те, которые этого не делают, классифицируются как самозащитные порошковые проволоки (FCAW-SS). Эти самозащитные провода содержат более сложные элементы, помогающие защитить расплавленный металл.
Эти самозащитные провода содержат более сложные элементы, помогающие защитить расплавленный металл.
Флюсы для экранированных проводов бывают двух основных типов: 1) рутиловые или диоксид титана и 2) известковые или основные типы. В принципе, основные флюсы выбирают, когда требуются улучшенные свойства металла шва.
Дуговая сварка под флюсом (SAW) использует два отдельных расходных материала: сплошной проволочный электрод и флюс. Проволока подается с бухты через питатель в сварной шов и покрывается флюсом, который подается сверху свариваемого стыка через бункер. Дуга создается под гранулированным флюсом, отсюда и название дуговой сварки под флюсом. Часть флюса расплавляется для образования шлака, который покрывает сварочную ванну и защищает расплавленный металл от загрязнения из атмосферы, в то время как остаток нерасплавленного флюса можно восстановить и использовать повторно. Процесс сварки под флюсом показан на рис. 6 9.0003
Рис. 6. Процесс дуговой сварки под флюсом
Процесс дуговой сварки под флюсом
Сплошные сварочные проволочные электроды классифицируются по составу основного металла, а флюсы изготавливаются путем сухого смешивания тщательно подобранных количеств материалов, таких как кварцевый песок, оксиды металлов и галоидные соли. Эти материалы сплавляются вместе при температуре от 1500 до 1700 градусов по Цельсию, а затем расплавленный материал охлаждается. Продукт при охлаждении измельчается и просеивается до определенных размеров частиц, образующих гранулированный флюс для сварки.
Основные флюсы для SAW изготавливаются из таких элементов, как оксиды кальция, магния, натрия, калия и марганца, карбонат кальция и фторид кальция, в то время как кремнезем и оксид алюминия входят в состав флюсов на кислотной основе.
Флюсы для сварки под флюсом можно измерить по индексу основности, который обычно используется для описания металлургических свойств сварочного флюса. Показатель основности представляет собой соотношение между основными и кислотными соединениями (оксидами и фторидами), из которых состоит флюс.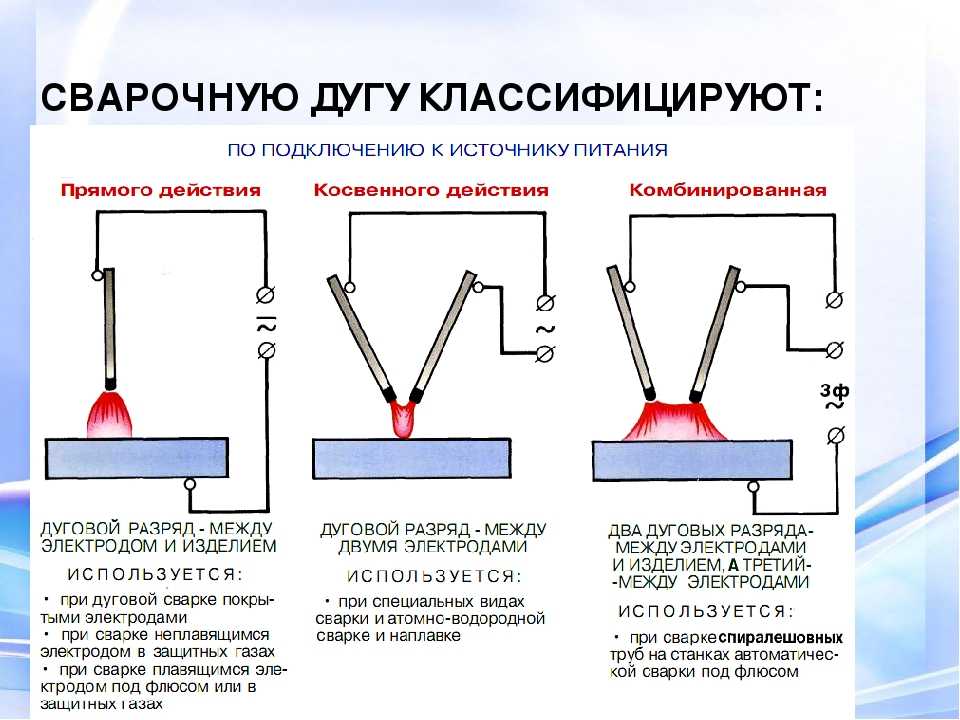
Сварочные флюсы можно разделить на три группы:
Кислотные флюсы с показателем основности <0,9
Флюсы нейтральные с показателем основности 0,9-1,2
Основные флюсы с показателем основности > 1,2
Основность оказывает значительное влияние на свойства металла сварного шва, особенно на ударную вязкость. Повышение основности снижает содержание кислорода и, следовательно, уровень включений в металле сварного шва и, таким образом, повышает ударную вязкость.
Флюсы и их поведение представляют собой сложную науку, и вышеизложенное предназначено только для ознакомления с типами флюсов и тем, как они классифицируются по процессам сварки, в которых они используются.
Билл Эклс, CSA W178.2, уровень 2, I.W.S.
PPC and Associates
Что делает флюс при сварке? Руководство для начинающих 2022
Последнее обновление
Если вы когда-либо возились со сварочным аппаратом MIG, вы знаете, что он может производить качественные и чистые сварные швы.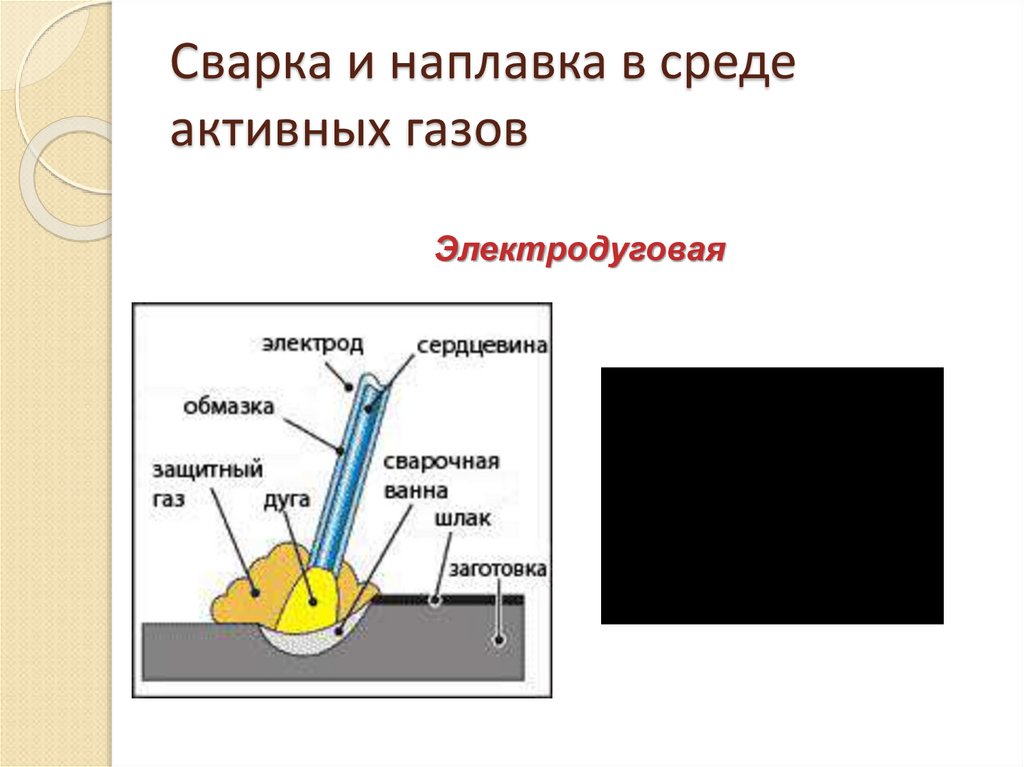 Однако не вся сварка бывает такой чистой. Процессы Stick и FCAW производят много дыма и пыли. Но почему? При сварке электродом и порошковой проволокой используется флюс.
Однако не вся сварка бывает такой чистой. Процессы Stick и FCAW производят много дыма и пыли. Но почему? При сварке электродом и порошковой проволокой используется флюс.
Итак, что делает флюс при сварке? Если можно получить хороший шов без флюса, зачем вообще его использовать? Не все процессы сварки подходят для каждого применения. Бывают случаи, когда MIG будет идеальным выбором из-за его простоты и чистоты. Но обязательно бывают случаи, когда необходимо использовать Stick или FCAW. Отчасти это связано с тем, что флюсы обладают свойствами, которые способствуют структурной сварке, в том числе обеспечивают получение более прочных сварных швов, чем MIG.
Что такое Flux?
Словарь Merriam-Webster определяет поток как «непрерывный поток». Другое определение гласит, что это «вещество, используемое для ускорения синтеза» и «скорость переноса жидкости, частиц или энергии через заданную поверхность». Таким образом, речь идет о течении, а в данном случае о переносе присадочного металла через дугу в расплавленную сварочную ванну. Флюсы используются для облегчения потока.
Флюсы используются для облегчения потока.
Флюсы изготавливаются из комбинации органических и неорганических материалов, включая, помимо прочего, хлорид аммония, смоляные кислоты, хлорид цинка, соляную кислоту и буру. Но многие флюсы также содержат легированный металлический порошок, помогающий сварным швам приобретать определенные механические свойства, такие как твердость, прочность на растяжение и т. д.
Флюсы обычно покрывают стержневые электроды и находятся в сердцевине трубчатой порошковой проволоки. Для стержневых электродов стержень из присадочного металла погружается в расплавленный флюс, который затем затвердевает.
Как работает сварка под флюсом?
Поскольку флюс наносится на стержневой электрод или присадочную проволоку электрода FCAW, он наносится одновременно с присадочным металлом.
При зажигании дуги тепло начинает плавить основной металл и электрод. По мере наплавки присадочного металла флюс также попадает в сварочную ванну. Для процессов Stick и FCAW он обеспечивает гораздо большую стабильность дуги, чем сварка без флюса. Сварка без флюса, иногда даже с MIG, может быть с брызгами и грязной сваркой. Флюс помогает «потоку» расплавленного металла оставаться в том месте, где этого хочет сварщик.
Сварка без флюса, иногда даже с MIG, может быть с брызгами и грязной сваркой. Флюс помогает «потоку» расплавленного металла оставаться в том месте, где этого хочет сварщик.
Флюс, состоящий в основном из неметаллических материалов, не вплавляется в сварной шов должным образом. Вместо этого значительная его часть испаряется, создавая атмосферу, защищающую сварной шов. Испаряясь в газ, флюс отталкивает обычные атмосферные газы, которые могут загрязнять сварной шов и мешать его форме в процессе сварки и охлаждения.
Но это еще не все. Флюс попадает в сварочную ванну, да. Большая часть газа уходит, но не вся. Остаток не может оставаться в сварном шве. Это может привести к серьезным дефектам, один из которых называется «шлаковыми включениями». Шлак возникает в результате того, что оставшийся флюс в сварочной ванне всплывает наверх. Это не случайно; это по дизайну. Шлак обеспечивает дополнительную защиту сварного шва, пока он еще находится в расплавленном состоянии. При правильной сварке флюс будет всплывать наверх, образуя шлак, который можно легко отколоть шлаковым молотком.
При каких видах сварки используется флюс?
Стержень (SMAW)Стержневые электроды покрыты флюсом. Этот процесс называется дуговой сваркой с защитным металлом, поскольку флюс «защищает» сварной шов от атмосферных газов. Он используется в трансформаторе постоянного тока, в котором используется стержневой электрододержатель, обычно называемый жалом.
Изображение предоставлено: Prowelder87, Wikimedia Commons
Дуговая сварка порошковой проволокой (FCAW)Этот процесс сварки под флюсом является разновидностью сварки MIG проволокой. Разница в том, что эта проволока содержит флюс, тогда как то, что мы обычно называем MIG, является сплошной проволокой. Сварка порошковой проволокой может быть полностью защищена флюсом (самозащитная защита) или также может использоваться защитный газ для дополнительного покрытия (двойная защита), хотя проволоки разные.
Дуговая сварка под флюсом (SAW) Автоматизированный процесс сварки под флюсом, в котором используется сплошная проволока, SAW обычно используется там, где имеются особо важные сварные швы, требующие рентгеновского или ультразвукового контроля. Разница между этим процессом и более распространенными методами Stick и FCAW заключается в том, что флюс не является частью электрода. Также дуга полностью «погружается» под легкоплавкий гранулированный флюс, который подается в зону сварки бункером на автомате. Этот флюс, хотя и легкоплавкий, также образует шлак.
Разница между этим процессом и более распространенными методами Stick и FCAW заключается в том, что флюс не является частью электрода. Также дуга полностью «погружается» под легкоплавкий гранулированный флюс, который подается в зону сварки бункером на автомате. Этот флюс, хотя и легкоплавкий, также образует шлак.
- Подробнее: Что такое дуговая сварка под флюсом и как она работает?
Часто задаваемые вопросы (FAQ)
Надежна ли сварка под флюсом?Поскольку процессы сварки с использованием флюса используются для сварки более толстых материалов, они неизбежно становятся прочнее. Stick и FCAW используются для сварки конструкционной стали и имеют гораздо большее проникновение, чем стандартная сварка MIG.
Легко ли сваривать порошковой проволокой? Хотя ни один процесс сварки не является технически простым, он может быть одним из самых быстрых в освоении процессов, особенно по сравнению со сваркой труб методом TIG или дуговой сваркой.
Несмотря на то, что Stick и FCAW можно сваривать снаружи, вы, безусловно, можете использовать их внутри помещений. Просто убедитесь, что у вас есть хорошая вентиляция, так как пары являются канцерогенными.
Заключение
В конце концов, у всего этого дыма и пыли есть цель. Просто убедитесь, что вы не вдыхаете все это. Поместите вентилятор близко (не слишком близко, иначе вы сдуете газовый щит) к тому месту, где вы свариваете флюс. Наконец, всегда удаляйте весь шлак со сварных швов!
Рекомендуемое изображение: Weldscientist, Wikimedia Commons
- Что такое флюс?
- Как работает сварка под флюсом?
- При каких видах сварки используется флюс?
- Стержень (SMAW)
- Дуговая сварка флюсом (FCAW)
- Дуговая сварка под флюсом (SAW)
- Часто задаваемые вопросы (FAQs)
- Надежна ли сварка под флюсом?
- Легко ли сваривать порошковой проволокой?
- Можно ли использовать сварку под флюсом в помещении?
- Заключение
Сварка с флюсом: процесс и советы
Дуговая сварка с флюсом (FCAW) использует трубчатую проволоку, заполненную флюсом.
Дуга зажигается между электродом из непрерывной проволоки и заготовкой.
Флюс, содержащийся в сердцевине трубчатого электрода, плавится во время сварки и защищает сварочную ванну от атмосферы. Постоянный ток, положительный электрод (DCEP) обычно используется, как и в процессе FCAW.
Существует два основных варианта процесса; самозащитный FCAW (без защитного газа) и газозащитный FCAW (с защитным газом). Разница между ними связана с различными флюсовыми агентами в расходных материалах, которые обеспечивают различные преимущества для пользователя. Обычно самозащитный FCAW используется на открытом воздухе, когда ветер может сдуть защитный газ.
Флюс в самозащитной FCAW предназначен не только для раскисления сварочной ванны, но и для обеспечения защиты сварочной ванны и капель металла от атмосферы.
Флюс в ППЦ в защитных газах обеспечивает раскисление сварочной ванны и в меньшей степени, чем в ППЦ в самозащите, обеспечивает вторичную защиту от атмосферы. Флюс предназначен для поддержки сварочной ванны при сварке вне положения. Этот вариант процесса используется для повышения производительности непозиционных сварных швов и для более глубокого проплавления.
Флюс предназначен для поддержки сварочной ванны при сварке вне положения. Этот вариант процесса используется для повышения производительности непозиционных сварных швов и для более глубокого проплавления.
Видео: Основы сварки самозащитной проволокой с флюсовой проволокой
Процесс сварки с флюсовой проволокой
Сварка под флюсом или сварка трубчатыми электродами произошли от процесса сварки MIG для улучшения действия дуги, переноса металла, свойств металла сварного шва и внешнего вида сварного шва. Это процесс дуговой сварки, при котором тепло для сварки обеспечивается дугой между непрерывно подаваемой трубчатой электродной проволокой и заготовкой.
Экранирование обеспечивается флюсом, содержащимся в трубчатой электродной проволоке, или флюсом и защитным газом, подаваемым извне. Схема процесса показана на рисунке 10-55 ниже.
Схема процесса показана на рисунке 10-55 ниже.
Порошковая сварочная проволока или электрод представляет собой полую трубку, заполненную смесью раскислителей, флюсов, металлических порошков и ферросплавов. Замыкающий шов, который выглядит как тонкая линия, является единственным видимым различием между порошковой проволокой и сплошной холоднотянутой проволокой.
Сварка порошковой проволокой может выполняться двумя способами:
- С флюсом можно использовать углекислый газ для обеспечения дополнительной защиты.
- Только флюсовая сердцевина может обеспечить весь защитный газ и шлакообразующие материалы.
Защита от углекислого газа создает глубоко проникающую дугу и обычно обеспечивает лучший сварной шов, чем это возможно без внешней газовой защиты. Хотя дуговая сварка флюсовой проволокой может применяться полуавтоматически, машинно или автоматически, этот процесс обычно применяется полуавтоматически.
При полуавтоматической сварке механизм подачи проволоки подает электродную проволоку, а источник питания поддерживает длину дуги. Сварщик манипулирует сварочным пистолетом и регулирует параметры сварки.
Сварщик манипулирует сварочным пистолетом и регулирует параметры сварки.
Дуговая сварка флюсовой проволокой также используется при машинной сварке, где, помимо подачи проволоки и поддержания длины дуги, оборудование также обеспечивает перемещение соединения.
Оператор сварки постоянно контролирует процесс сварки и корректирует параметры сварки. Автоматическая сварка используется в высокопроизводительных приложениях.
Схема процесса сварки порошковой проволокойЧитайте также : Что такое дуговая сварка?
Сварочные наконечники
- Не используйте приводные ролики с гладкой проволокой, используйте приводные ролики с накаткой
- Измените полярность электрода на отрицательную (проконсультируйтесь с производителем, MIG обычно имеет положительный электрод)
- Используйте адекватную вентиляцию
- Выступ провода от 1/2″ до 3/4″
- Перетащите пистолет (сварка слева)
- Для плоского сварного шва сваривайте под углом 90 градусов и 10 градусов назад.
 Т-образное соединение под углом 45 градусов. Соединение внахлестку под углом от 60 до 70 градусов с одним прямым сварным швом.
Т-образное соединение под углом 45 градусов. Соединение внахлестку под углом от 60 до 70 градусов с одним прямым сварным швом. - Для горизонтального наклона горелки вверх примерно на 10 градусов уменьшите параметры сварки на машине примерно на 10–15 %.
- Для вертикальной сварки (можно использовать вверх или вниз, вертикально вниз лучше для более тонких металлов, вертикально вверх для 1/4″ и выше, также уменьшите параметры на 10–15% на машине.
- Для надземной сварки старайтесь поддерживать высокую скорость перемещения, а также уменьшите параметры сварки на 10–15 % (по сравнению с плоской или горизонтальной сваркой).
- Сварить из стороны в сторону, чтобы избежать подреза
- Тщательно счищать шлак после каждого прохода
FCAW по сравнению с GMAW и SMAW
Процесс FCAW с сердечником из флюса сочетает в себе лучшие характеристики SMAW и GMAW.
Для защиты сварочной ванны используется флюс, хотя можно использовать дополнительный защитный газ. Непрерывный проволочный электрод обеспечивает высокую скорость осаждения.
Непрерывный проволочный электрод обеспечивает высокую скорость осаждения.
FCAW и GMAW
Дуговая сварка с флюсовой проволокой во многом похожа на дуговую сварку металлическим электродом в среде защитного газа (GMAW или MIG). Порошковая проволока, используемая для этого процесса, придает ей различные характеристики. Дуговая сварка с флюсовой проволокой широко используется для сварки черных металлов и особенно хороша там, где требуется высокая скорость наплавки. При больших сварочных токах дуга получается ровной и более управляемой по сравнению с использованием электродов для дуговой сварки металлическим электродом большого диаметра с углекислым газом.
Дуга и сварочная ванна хорошо видны сварщику. На поверхности наплавленного валика остается шлаковый налет, который необходимо удалить. Поскольку присадочный металл перемещается поперек дуги, образуются брызги и дым.
Флюс для расходных материалов FCAW может быть разработан для поддержки больших сварочных ванн в нерабочем положении и обеспечения более высокого провара по сравнению с использованием сплошной проволоки MIG (GMAW). Большие сварные швы могут быть выполнены за один проход электродами большего диаметра, в то время как для GMAW и SMAW потребуется несколько проходов для сварки эквивалентных размеров. Это повышает производительность и уменьшает деформацию сварного соединения.
Большие сварные швы могут быть выполнены за один проход электродами большего диаметра, в то время как для GMAW и SMAW потребуется несколько проходов для сварки эквивалентных размеров. Это повышает производительность и уменьшает деформацию сварного соединения.
FCAW против SMAW
Как и в случае SMAW, шлак необходимо удалять между проходами многопроходных сварных швов. Это может снизить производительность приложения и привести к возможным неоднородностям включений шлака. Для FCAW с защитой от газа пористость может возникнуть в результате недостаточного покрытия газом.
В процессе FCAW образуется большое количество дыма из-за высоких токов, напряжений и потока, присущих процессу. Увеличение затрат может быть связано с потребностью в вентиляционном оборудовании для надлежащего здоровья и безопасности.
FCAW сложнее и дороже, чем SMAW, потому что для этого требуется механизм подачи проволоки и сварочный пистолет. Сложность оборудования также делает процесс менее портативным, чем SMAW.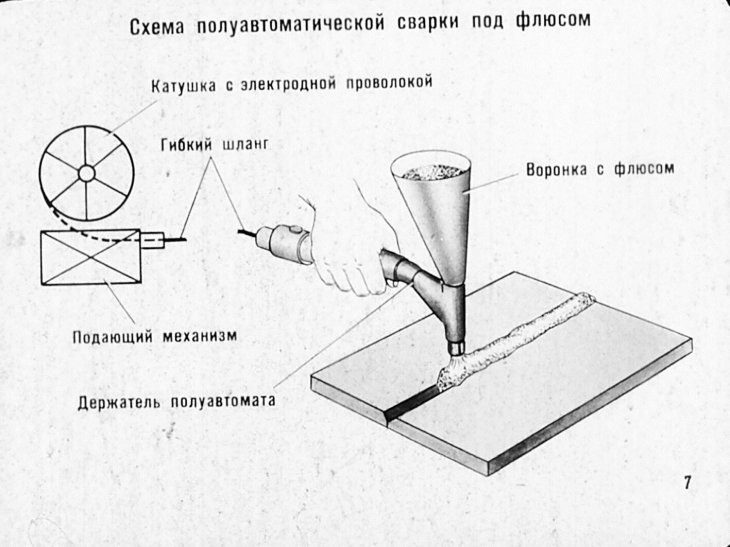
Оборудование для сварки порошковой проволокой
Versatile Miller Trailblazer 302 Сварочный аппарат/генератор с приводом от двигателя, газовый, 1-фазный, 30–225 В перем. тока, 10–325 В пост. тока Тип: (KOHLER). Поддержка Stick (SMAW), MIG (GMAW, порошковая проволока (FCAW), DC TIG (DC GTAW), AC TIG (AC GTAW), дуговая воздушная дуга (CAC-A) Резка и строжкаОборудование, используемое для сварки с флюсовой проволокой, аналогично тому, что используется для дуговой сварки металлическим электродом в среде защитного газа.
Основное оборудование для дуговой сварки состоит из:
- Источника питания
- Органы управления
- Механизм подачи проволоки
- Сварочный пистолет
- Сварочные кабели
Основное различие между электродами в газовой защите и самозащитными электродами заключается в том, что для экранированных проводов также требуется система газовой защиты.
Это также может повлиять на тип используемого сварочного пистолета. В этом процессе часто используются экстракторы дыма.
В этом процессе часто используются экстракторы дыма.
Для машин и автоматической сварки к базовому оборудованию добавляются несколько элементов, таких как следящие за швом и устройства перемещения.
Схема полуавтоматического оборудования для дуговой сварки порошковой проволокойИсточник питания
Источник питания или сварочный аппарат обеспечивает электроэнергию с надлежащим напряжением и силой тока для поддержания сварочной дуги. Большинство источников питания работают от входного напряжения 230 или 460 вольт, но также доступны машины, работающие от входного напряжения 200 или 575 вольт. Источники питания могут работать как на однофазный, так и на трехфазный ввод с частотой от 50 до 60 Гц.
Большинство источников питания, используемых для дуговой сварки с флюсовой проволокой, имеют рабочий цикл 100 процентов, что означает, что их можно использовать для непрерывной сварки. Некоторые машины, используемые для этого процесса, имеют рабочий цикл 60 процентов, что означает, что их можно использовать для сварки 6 из каждых 10 минут.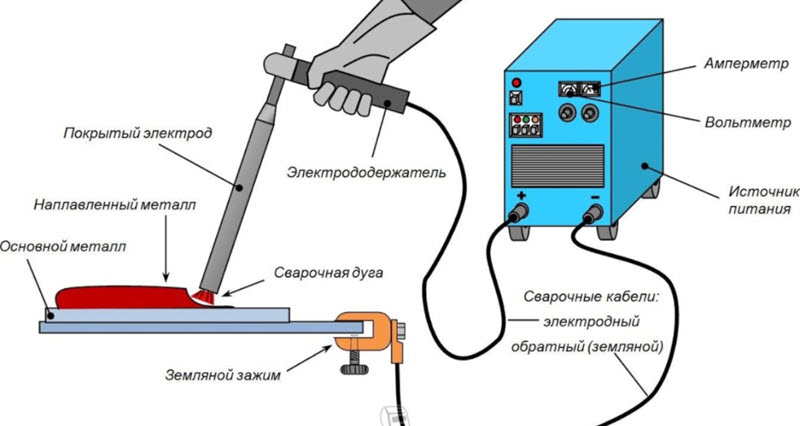
Для дуговой сварки порошковой проволокой обычно рекомендуются источники питания постоянного тока постоянного напряжения. Применяются как вращающиеся (генераторные), так и статические (одно- или трехфазные трансформаторы-выпрямители). Те же источники питания, что и при дуговой сварке металлическим газом, используются и при дуговой сварке с флюсовой проволокой.
При дуговой сварке порошковой проволокой обычно используются более высокие сварочные токи, чем при дуговой сварке металлическим газом, что иногда требует более мощного источника питания. Важно использовать источник питания, способный обеспечить максимальный уровень тока, необходимый для приложения.
Процесс постоянного тока
При дуговой сварке порошковой проволокой используется постоянный ток. Постоянный ток может быть как обратной, так и прямой полярности. Электродные проволоки с флюсовой сердцевиной предназначены для работы либо с DCEP, либо с DCEN. Провода, предназначенные для использования с внешней системой газовой защиты, обычно предназначены для использования с DCEP. Некоторые самозащитные стяжки с флюсовой сердцевиной используются с DCEP, а другие разработаны для использования с DCEN.
Некоторые самозащитные стяжки с флюсовой сердцевиной используются с DCEP, а другие разработаны для использования с DCEN.
Положительный ток электрода обеспечивает лучшее проникновение в сварной шов. Отрицательный ток электрода обеспечивает более легкое проплавление и используется для сварки более тонкого металла или металлов с плохой подгонкой. Сварной шов, созданный DCEN, шире и тоньше, чем сварной шов, полученный DCEP.
Генераторные сварочные аппараты, используемые для процесса с флюсовым сердечником, могут приводиться в действие электрическим ротором для использования в цеху или двигателем внутреннего сгорания для полевых работ. Сварочные аппараты с бензиновым или дизельным двигателем имеют двигатели жидкостного или воздушного охлаждения.
Моторные генераторы производят очень стабильную дугу, но они более шумные, более дорогие, потребляют больше энергии и требуют большего обслуживания, чем трансформаторно-выпрямительные машины.
Двигатель подачи проволоки
Двигатель подачи проволоки обеспечивает питание для подачи электрода через кабель и пистолет к работе. Существует несколько различных систем подачи проволоки. Выбор системы зависит от приложения. Большинство систем подачи проволоки, используемых для дуговой сварки порошковой проволокой, относятся к типу с постоянной скоростью, который используется с источниками питания постоянного напряжения. В механизме подачи проволоки с регулируемой скоростью используется схема измерения напряжения для поддержания желаемой длины дуги за счет изменения скорости подачи проволоки.
Существует несколько различных систем подачи проволоки. Выбор системы зависит от приложения. Большинство систем подачи проволоки, используемых для дуговой сварки порошковой проволокой, относятся к типу с постоянной скоростью, который используется с источниками питания постоянного напряжения. В механизме подачи проволоки с регулируемой скоростью используется схема измерения напряжения для поддержания желаемой длины дуги за счет изменения скорости подачи проволоки.
Изменения длины дуги увеличивают или уменьшают скорость подачи проволоки. Механизм подачи проволоки состоит из электрического ротора, соединенного с коробкой передач, содержащей приводные ролики. Коробка передач и двигатель подачи проволоки, показанные на рис. 10-57, имеют ролики подачи формы в редукторе.
Устройство подачи проволоки FCAWСварочные горелки с воздушным и водяным охлаждением
Для дуговой сварки порошковой проволокой используются горелки как с воздушным, так и с водяным охлаждением. Пушки с флюсовым сердечником с воздушным охлаждением в основном охлаждаются окружающим воздухом, но при использовании защитного газа обеспечивается дополнительный охлаждающий эффект. Пистолет с водяным охлаждением имеет каналы, позволяющие воде циркулировать вокруг контактной трубки и сопла.
Пистолет с водяным охлаждением имеет каналы, позволяющие воде циркулировать вокруг контактной трубки и сопла.
Пистолеты с флюсовым сердечником с водяным охлаждением обеспечивают более эффективное охлаждение горелки. Пистолеты с водяным охлаждением рекомендуются для использования со сварочными токами более 600 ампер и предпочтительны для многих применений, использующих 500 ампер. Сварочные горелки рассчитаны на максимальный ток для непрерывной работы.
Пистолеты с воздушным охлаждением предпочтительны для большинства применений с током менее 500 ампер, хотя также могут использоваться пистолеты с водяным охлаждением. Ружья с воздушным охлаждением легче и проще в обращении.
Защитные газы
Оборудование для защитного газа, используемое для порошковых проволок в среде защитных газов, состоит из шланга подачи газа, газового регулятора, регулирующих клапанов и шланга подачи сварочного пистолета. (как указано выше, флюсовая сердцевина может использоваться без защитного газа в зависимости от применения)
Защитные газы поставляются в жидком виде, когда они находятся в резервуарах для хранения с испарителями, или в виде газа в баллонах высокого давления. Исключением является углекислый газ. При попадании в баллоны высокого давления он существует как в жидкой, так и в газообразной форме.
Исключением является углекислый газ. При попадании в баллоны высокого давления он существует как в жидкой, так и в газообразной форме.
Основной целью защитного газа является защита дуги и сварочной ванны от загрязняющего воздействия атмосферы. Азот и кислород атмосферы при контакте с расплавленным металлом сварного шва вызывают пористость и хрупкость.
При дуговой сварке с флюсовой проволокой защита достигается за счет разложения сердечника электрода или его сочетания с окружением дуги защитным газом, подаваемым из внешнего источника. Защитный газ вытесняет воздух в зоне дуги. Сварка осуществляется под слоем защитного газа. Для дуговой сварки порошковой проволокой можно использовать как инертный, так и активный газ.
Активные газы, такие как двуокись углерода, смеси аргона и кислорода и смеси аргона и двуокиси углерода, используются почти во всех областях применения. Углекислый газ является наиболее распространенным. Выбор подходящего защитного газа для конкретного применения основывается на типе свариваемого металла, характеристиках дуги и переносе металла, доступности, стоимости газа, требованиях к механическим свойствам, проплавлении и форме наплавленного валика. Различные защитные газы кратко описаны ниже.
Различные защитные газы кратко описаны ниже.
Углекислый газ
Двуокись углерода производится из горючих газов, образующихся при сжигании природного газа, мазута или кокса. Его также получают как побочный продукт прокаливания в печах для обжига извести, при производстве аммиака и при брожении спирта, который имеет почти 100-процентную чистоту.
Углекислый газ предоставляется пользователю либо в баллонах, либо в контейнерах для насыпных грузов. Цилиндр встречается чаще. В объемной системе углекислый газ обычно отводится в виде жидкости и нагревается до газообразного состояния перед тем, как попасть в сварочную горелку. Массовая система обычно используется только при снабжении большого количества сварочных станций.
В цилиндре углекислый газ находится как в жидкой, так и в парообразной форме, при этом жидкий углекислый газ занимает примерно две трети объема цилиндра. По весу это примерно 90 процентов содержимого баллона. Над жидкостью он существует в виде парообразного газа. Когда углекислый газ вытягивается из цилиндра, он заменяется углекислым газом, который испаряется из жидкости в цилиндре, и поэтому общее давление будет отображаться на манометре.
Когда углекислый газ вытягивается из цилиндра, он заменяется углекислым газом, который испаряется из жидкости в цилиндре, и поэтому общее давление будет отображаться на манометре.
Когда давление в баллоне упадет до 200 фунтов на кв. дюйм (1379 кПа), баллон следует заменить новым баллоном. В цилиндре всегда должно быть положительное давление, чтобы предотвратить попадание влаги и других загрязняющих веществ в цилиндр. Нормальная скорость выброса баллона с CO2 составляет от 10 до 50 кубических футов в час (от 4,7 до 24 литров в минуту). Однако при сварке с использованием одного баллона максимальная скорость нагнетания составляет 25 куб. футов в час (рекомендуется 12 литров в минуту).0003
Когда давление пара падает с давления в баллоне до давления нагнетания через регулятор CO2, он поглощает большое количество тепла. Если установлен слишком высокий расход, это поглощение тепла может привести к замерзанию регулятора и расходомера, что приведет к прерыванию потока защитного газа. Когда требуется скорость потока выше 25 куб. футов в час (12 литров в минуту), обычной практикой является параллельное подключение двух баллонов с CO2 или размещение нагревателя между баллоном и газовым регулятором, регулятором давления и расходомером.
Когда требуется скорость потока выше 25 куб. футов в час (12 литров в минуту), обычной практикой является параллельное подключение двух баллонов с CO2 или размещение нагревателя между баллоном и газовым регулятором, регулятором давления и расходомером.
Чрезмерный расход также может привести к вытягиванию жидкости из цилиндра. Углекислый газ является наиболее широко используемым защитным газом для дуговой сварки порошковой проволокой. Большинство активных газов нельзя использовать для защиты, но двуокись углерода дает несколько преимуществ при сварке стали. Это глубокое проникновение и низкая стоимость. Углекислый газ способствует глобулярному переносу. Защитный газ двуокиси углерода распадается на такие компоненты, как окись углерода и кислород. Поскольку двуокись углерода является окисляющим газом, в сердцевину электродной проволоки добавляются раскисляющие элементы для удаления кислорода. Оксиды, образованные раскисляющими элементами, всплывают на поверхность сварного шва и становятся частью шлакового покрытия. Часть углекислого газа распадается на углерод и кислород. Если содержание углерода в сварочной ванне ниже примерно 0,05%, защита от диоксида углерода приведет к увеличению содержания углерода в металле сварного шва. Углерод, который может снизить коррозионную стойкость некоторых нержавеющих сталей, представляет собой проблему для применения в критических условиях коррозии. Дополнительный углерод также может снизить ударную вязкость и пластичность некоторых низколегированных сталей. Если содержание углерода в металле сварного шва превышает примерно 0,10%, защита от диоксида углерода будет снижать содержание углерода. Эта потеря углерода может быть связана с образованием моноксида углерода, который может улавливаться в сварном шве в качестве элементов, раскисляющих пористость в сердцевине флюса, уменьшая эффект образования моноксида углерода. Смеси аргона и диоксида углерода.
Часть углекислого газа распадается на углерод и кислород. Если содержание углерода в сварочной ванне ниже примерно 0,05%, защита от диоксида углерода приведет к увеличению содержания углерода в металле сварного шва. Углерод, который может снизить коррозионную стойкость некоторых нержавеющих сталей, представляет собой проблему для применения в критических условиях коррозии. Дополнительный углерод также может снизить ударную вязкость и пластичность некоторых низколегированных сталей. Если содержание углерода в металле сварного шва превышает примерно 0,10%, защита от диоксида углерода будет снижать содержание углерода. Эта потеря углерода может быть связана с образованием моноксида углерода, который может улавливаться в сварном шве в качестве элементов, раскисляющих пористость в сердцевине флюса, уменьшая эффект образования моноксида углерода. Смеси аргона и диоксида углерода.
Аргон и двуокись углерода
иногда смешивают для использования при дуговой сварке с флюсовой проволокой. Высокий процент газообразного аргона в смеси способствует более высокой эффективности осаждения из-за образования меньшего количества брызг. Наиболее часто используемая газовая смесь при дуговой сварке порошковой проволокой представляет собой смесь 75% аргона и 25% углекислого газа. Газовая смесь создает мелкозернистый перенос металла, который приближается к распылению. Это также снижает количество происходящего окисления по сравнению с чистым углекислым газом. Сварной шов, наплавленный в среде аргон-диоксид углерода, обычно имеет более высокие предел прочности и предел текучести. Смеси аргона и углекислого газа часто используются для сварки в нерабочем положении, что позволяет добиться лучших характеристик дуги. Эти смеси часто используются для обработки низколегированных сталей и нержавеющих сталей. Электроды, предназначенные для использования с CO2, могут вызвать чрезмерное накопление марганца, кремния и других раскисляющих элементов, если они используются со смесями защитного газа, содержащими высокий процент аргона.
Высокий процент газообразного аргона в смеси способствует более высокой эффективности осаждения из-за образования меньшего количества брызг. Наиболее часто используемая газовая смесь при дуговой сварке порошковой проволокой представляет собой смесь 75% аргона и 25% углекислого газа. Газовая смесь создает мелкозернистый перенос металла, который приближается к распылению. Это также снижает количество происходящего окисления по сравнению с чистым углекислым газом. Сварной шов, наплавленный в среде аргон-диоксид углерода, обычно имеет более высокие предел прочности и предел текучести. Смеси аргона и углекислого газа часто используются для сварки в нерабочем положении, что позволяет добиться лучших характеристик дуги. Эти смеси часто используются для обработки низколегированных сталей и нержавеющих сталей. Электроды, предназначенные для использования с CO2, могут вызвать чрезмерное накопление марганца, кремния и других раскисляющих элементов, если они используются со смесями защитного газа, содержащими высокий процент аргона.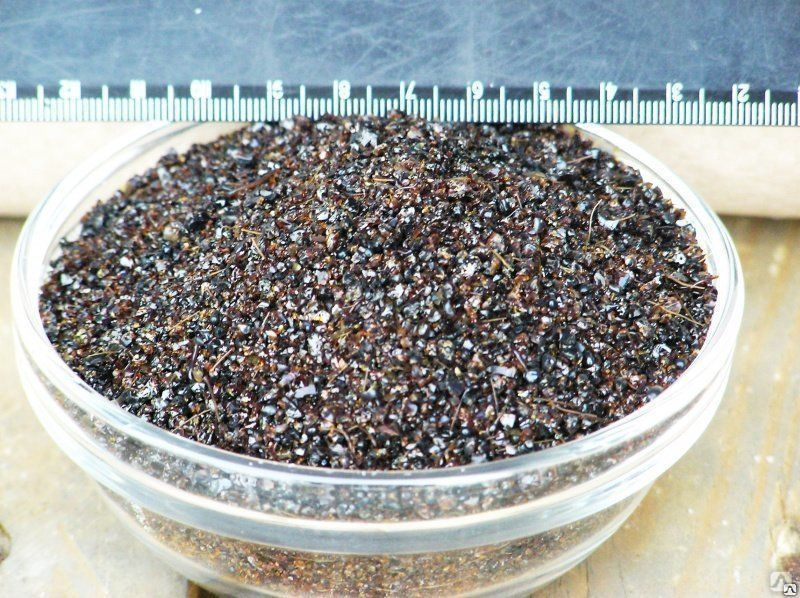 Это повлияет на механические свойства сварного шва.
Это повлияет на механические свойства сварного шва.
Смеси аргона и кислорода
Смеси аргона и кислорода, содержащие 1 или 2 процента кислорода, используются для некоторых применений. Смеси аргон-кислород, как правило, способствуют распылению, что снижает количество образующихся брызг. Основным применением этих смесей является сварка нержавеющей стали, где углекислый газ может вызвать проблемы с коррозией.
Электроды
Поперечное сечение проволоки с флюсовым сердечником — рис. 10-58Электроды, используемые для дуговой сварки с флюсовой проволокой, обеспечивают присадочный металл в сварочной ванне и экран для дуги.
Для нормальных типов электродов требуется экранирование. Защитный газ предназначен для защиты от атмосферы дуги и расплавленной сварочной ванны.
Химический состав электродной проволоки и флюсовой сердцевины в сочетании с защитным газом будет определять состав металла сварного шва и механические свойства сварного шва.
Электроды для дуговой сварки с флюсовой проволокой состоят из металлического экрана, окружающего сердечник из флюса и/или легирующих соединений, как показано на рис. 10-58.
10-58.
Сердечники электродов из углеродистой стали и низколегированных сплавов содержат в основном флюсовые соединения.
Некоторые сердечники электродов из низколегированной стали содержат большое количество легирующих соединений с низким содержанием флюса. Большинство электродов из низколегированной стали требуют газовой защиты.
Оболочка составляет приблизительно от 75 до 90 процентов веса электрода. Самозащитные электроды содержат больше флюса, чем электроды с газовой защитой.
Соединения, содержащиеся в электроде, выполняют в основном те же функции, что и покрытие покрытого электрода, используемого при дуговой сварке защищенным металлом.
Эти функции:
- Для образования шлакового покрытия, которое плавает на поверхности металла сварного шва и защищает его во время затвердевания.
- Для предоставления раскислителей и поглотителей, которые помогают очищать и производить твердый металл сварного шва.
- Стабилизаторы дуги, обеспечивающие ровную сварочную дугу и сводящие к минимуму разбрызгивание.

- Для добавления в металл сварного шва легирующих элементов, повышающих прочность и улучшающих другие свойства металла шва.
- Для подачи защитного газа. Для экранированных проводов требуется внешняя подача защитного газа в дополнение к газу, производимому сердечником электрода.
Система классификации трубчатых проволочных электродов
Система классификации, используемая для трубчатых проволочных электродов, используемых при сварке с флюсовым сердечником, была разработана Американским обществом сварщиков. Углеродистые и низколегированные стали классифицируются по следующим признакам:
- Механические свойства металла шва.
- Положение сварки.
- Химический состав металла шва.
- Тип сварочного тока.
- Независимо от того, используется ли защитный газ CO2.
Примером классификации электродов из углеродистой стали является E70T-4, где:
- Буква «E» указывает на электрод.
- Вторая цифра или «7» указывает на минимальную прочность на растяжение в единицах 10 000 фунтов на квадратный дюйм (69 МПа).

- Третья цифра или «0» указывает позиции сварки. «0» указывает на плоское и горизонтальное положения, а «1» указывает на все положения. 4 . «Т» обозначает трубчатую или порошковую проволоку. 5 . Суффикс «4» указывает на возможности производительности и удобства использования, как показано в таблице 10-13. Когда используется классификация «G», не указываются конкретные требования к производительности и удобству использования. Эта классификация предназначена для электродов, не охваченных другой классификацией. Требования к химическому составу наплавленного металла для электродов из углеродистой стали приведены в таблице 10-14. Для однопроходных электродов не предъявляются требования к химическому составу, поскольку проверка химического состава неразбавленного металла сварного шва не дает истинных результатов обычного химического состава однопроходного сварного шва. .
Электроды из углеродистой флюсовой стали
Требования к механическим свойствам порошковых электродов из углеродистой стали — Таблица 10-12.process.jpg.29b8afac43254a45d56857d2b647a5c4.jpg) Эксплуатационные характеристики и эксплуатационные характеристики порошковых электродов из углеродистой стали — Таблица 10-13. Требования к химическому составу порошковых электродов из углеродистой стали — Таблица 10-14
Эксплуатационные характеристики и эксплуатационные характеристики порошковых электродов из углеродистой стали — Таблица 10-13. Требования к химическому составу порошковых электродов из углеродистой стали — Таблица 10-14Классификация электродов из низколегированной стали, используемых при сварке с флюсовым сердечником, аналогична классификации электродов из углеродистой стали. Примером классификации низколегированной стали является E81T1-NI2, где:
- Буква «E» указывает на электрод.
- Вторая цифра или «8» указывает на минимальное сопротивление растяжению в единицах измерения 10 000 фунтов на кв. дюйм (69 МПа). В данном случае это 80 000 фунтов на квадратный дюйм (552 МПа). Требования к механическим свойствам электродов из низколегированной стали приведены в таблице 10-15. Требования к ударной вязкости приведены в таблице 10-16.
- Третья цифра или «1» указывает на возможности положения электрода при сварке. «1» указывает на все положения, а «0» — только на плоское и горизонтальное положение.

- Буква «T» указывает на трубчатый электрод или электрод с флюсовой сердцевиной, используемый при дуговой сварке с флюсовой проволокой.
- Пятая цифра или «1» описывает удобство использования и рабочие характеристики электрода. Эти цифры такие же, как и в классификации электродов из углеродистой стали, но только EXXT1-X, EXXT4-X, EXXT5-X и EXXT8-X используются в классификации электродов с порошковой сердцевиной из низколегированной стали.
- 6 . Суффикс или «Ni2» говорит о химическом составе наплавленного металла, как показано в таблице 10-17 ниже.
а. Единичные значения являются максимальными, если не указано иное
б. Только для самозащитных электродов
в. Чтобы соответствовать требованиям к сплавам группы G, наплавка должна быть минимальной, как указано в таблице только для одного из элементы
Чтобы соответствовать требованиям к сплавам группы G, наплавка должна быть минимальной, как указано в таблице только для одного из элементы
д. Классификация E80TI-W также содержит 0,30–0,75% меди
Электроды из нержавеющей стали
Система классификации электродов из нержавеющей стали, используемых при сварке с флюсовой проволокой, основана на химическом составе металла сварного шва и типе защиты. используемые во время сварочных работ. Примером классификации электродов из нержавеющей стали является E308T-1, где:
- Буква «E» указывает на электрод.
- Цифры между буквами «Е» и «Т» обозначают химический состав сварного шва, как показано в таблице 10-18 ниже.
- Буква «Т» обозначает трубчатую или порошковую электродную проволоку.
- Суффикс «1» указывает на тип используемого экранирования, как показано в таблице 10-19 ниже.
 Эти кабели обычно изготавливаются из меди. Кабель состоит из сотен жил, которые заключены в изолированную оболочку из натурального или синтетического каучука. Кабель, соединяющий источник питания со сварочной горелкой, называется выводом электрода.
Эти кабели обычно изготавливаются из меди. Кабель состоит из сотен жил, которые заключены в изолированную оболочку из натурального или синтетического каучука. Кабель, соединяющий источник питания со сварочной горелкой, называется выводом электрода.При полуавтоматической сварке этот кабель часто является частью кабельной сборки, которая также включает в себя шланг для защитного газа и канал, через который проходит электродная проволока. При машинной или автоматической сварке провод электрода обычно раздельный. Кабель, соединяющий изделие с источником питания, называется рабочим проводом. Рабочие выводы обычно соединяются с работой зажимами, зажимами или болтом.
Размер используемых сварочных кабелей зависит от выходной мощности аппарата для сварки с флюсовым сердечником, рабочего цикла аппарата и расстояния между сварочным аппаратом и объектом. Размеры кабелей варьируются от наименьшего AWG № 8 до AWG № 4/0 с номинальной силой тока от 75 ампер.
В Таблице 10-20 показаны рекомендуемые размеры кабелей для использования с различными сварочными токами и длинами кабелей. Слишком маленький кабель может сильно нагреться во время сварки.
Слишком маленький кабель может сильно нагреться во время сварки.
Основными преимуществами сварки с флюсовой сердцевиной являются снижение стоимости и более высокая скорость наплавки по сравнению с SMAW или сплошной проволокой GMAW.
Стоимость электродов с флюсовой сердцевиной меньше, потому что легирующие добавки находятся во флюсе, а не в стальной присадочной проволоке, как в твердых электродах.
Сварка порошковой проволокой идеальна, когда важен внешний вид валика и не требуется механическая обработка сварного шва. Сварка порошковой проволокой без защиты от углекислого газа может использоваться для большинства конструкций из мягкой стали.
Полученные сварные швы имеют более высокую прочность, но меньшую пластичность, чем те, для которых используется защита от углекислого газа. С защитой от углекислого газа меньше пористость и больше проплавление сварного шва. Процесс с порошковой сердцевиной имеет повышенные допуски по окалине и грязи.
При сварке с флюсовой проволокой разбрызгивание меньше, чем при сварке MIG сплошной проволокой. Он имеет высокую скорость осаждения, и часто используются более высокие скорости перемещения. Используя электродную проволоку малого диаметра, сварку можно выполнять во всех положениях. Некоторые порошковые проволоки не нуждаются во внешнем подводе защитного газа, что упрощает оборудование.
Электродная проволока подается непрерывно, поэтому на замену электродов уходит очень мало времени. Наносится более высокий процент присадочного металла по сравнению с дуговой сваркой защитным металлом. Наконец, достигается лучший провар, чем при дуговой сварке защищенным металлом.
Недостатки: чувствительность к условиям сварки
Сводка недостатков сварки с флюсовой сердцевиной:
- Необходимо удалять шлак
- Больше дыма и дыма, чем у GMAW и SAW
- Брызги Провод FCAW
- дороже
- Оборудование более дорогое и сложное, чем для SMAW
Большинство электродов из низколегированных или мягких сталей с порошковой проволокой более чувствительны к изменениям условий сварки, чем электроды для сварки SMAW.
Эта чувствительность, называемая допуском по напряжению, может быть снижена при использовании защитного газа или при увеличении содержания шлакообразующих компонентов в материале сердечника.
Для поддержания постоянного напряжения дуги необходимы источник питания с постоянным потенциалом и механизм подачи электродов с постоянной скоростью.
Поиск и устранение неисправностей FCAW
При поиске и устранении неисправностей сварных швов с флюсовой проволокой обязательно ознакомьтесь со следующими указаниями производителя (находится внутри панели оборудования) (подробно описано ниже):
- Скорость подачи проволоки
- Скорость перемещения
- Контактный наконечник до рабочего расстояния
- Полярность питателя
- Рабочий угол и угол перемещения
- Слишком низкая подача проволоки и ток (более высокие скорости = более высокий ток, более низкие скорости, более низкий ток: если скорость слишком низкая, вы не получите полного охвата, узкий шов и много брызг.

Видео по поиску и устранению неисправностей FCAW
Сварка FCAW, созданная при низкой скорости проволокиНизкая скорость подачи проволоки при сварке FCAW привела к трудно удаляемому шлаку и большому количеству брызг. Если скорость провода слишком высока, провод будет продолжать обламываться. Чтобы зафиксировать увеличение напряжения или уменьшение скорости провода.
Сварной шов FCAW создан при высокой скорости подачи проволокиСлишком низкая скорость перемещения : в результате получается широкий выпуклый сварной шов. Шлак не покрывает должным образом.
Сварка FCAW с низкой скоростью перемещения Скорость перемещения выше рекомендуемой : получается узкий выпуклый валик сварного шва. Сравните скорость движения слишком потока вверху и скорость обгона лужи внизу.
Сравните скорость движения слишком потока вверху и скорость обгона лужи внизу.
Контактный наконечник до рабочего расстояния : Проверьте правильное расстояние для вашей проволоки. Слишком короткое расстояние приводит к недостаточному покрытию из-за неправильного предварительного нагрева флюса внутри проволоки. Шлак не покрывает весь шов, из-за чего шлак выглядит темным в центре шва.
Если расстояние слишком большое, сварной шов будет немного затупленным. Проволока выглядит так, как будто цепляется за сварной шов, из-за чего подача неравномерна, что приводит к ряби в сварном шве.
Расстояние от наконечника до рабочего места слишком большое (вверху) и слишком короткое (внизу). Проверьте указания производителя на правильное расстояние (обычно от 1/2″ до 5/8″) Полярность : каждый провод имеет рекомендуемую полярность. Иногда отрицательный постоянный ток используется, когда необходим положительный постоянный ток. Вызывает брызги и небольшой сварной шов.
Вызывает брызги и небольшой сварной шов.
Уголки электродов : Для флюсовой сердцевины помните, что вы тащите шлак. Поэтому убедитесь, что вы перетаскиваете электрод, чтобы шлак образовался за сварным швом. Он легче расплавленной лужи и всплывет наверх. Если вы нажмете на нее, вы можете получить шлаковые включения в сварном шве.
Проверьте рабочий угол и угол перемещения : При сварке на плоской поверхности угол может составлять 90 градусов. Для соединения внахлестку или Т-образного соединения вы должны быть под углом 45 градусов к суставу и от 5 до 10 градусов для сопротивления.
MIG, TIG, дуговая сварка, сварка с флюсовой проволокой
перейти к содержаниюСварка — это широкая область с десятками сварочных процессов, каждый из которых используется тогда, когда он лучше всего подходит. Вы можете увидеть все, от лазера и сопротивления до холодной сварки в профессиональных приложениях.
Но четырьмя наиболее известными и наиболее широко используемыми сварочными процессами являются MIG, TIG, порошковая проволока и сварка электродами. Это ручные, но они также могут быть автоматизированы.
В этой статье эти четыре процесса обсуждаются с точки зрения любителя и начинающего сварщика. Вы узнаете, что они из себя представляют, как они работают, их преимущества и недостатки, а также когда использовать каждый из них.
Некоторые основные сведения о сварке
Прежде чем мы начнем, давайте вкратце рассмотрим некоторые основы. Для соединения металлов используются различные виды сварки. Все четыре процесса сварки, которые мы объясним в этой статье, являются процессами дуговой сварки. Они используют электрическую дугу и электрическое сопротивление для расплавления основного и присадочного металлов и создания сварочного соединения.
Они используют электрическую дугу и электрическое сопротивление для расплавления основного и присадочного металлов и создания сварочного соединения.
Любой процесс дуговой сварки требует защиты сварочной ванны от таких элементов атмосферы, как азот и водород. Эти атмосферные элементы вызывают пористость и растрескивание, если они попадают в сварочную ванну. Кроме того, защитный газ изменяет поведение дуги и перенос присадочного металла в соединение.
MIG и TIG используют защитный газ, в то время как процессы дуговой сварки электродом и порошковой проволокой выполняются без газа. В сварке с флюсовой проволокой используется флюс, который при горении выделяет защитный газ, создавая изолированную атмосферу вокруг сварочной ванны. MIG и TIG не образуют шлака, в то время как дуговая сварка электродом и порошковой проволокой оставляет шлак в виде остатка сгоревшего флюса.
Для запуска любого из этих процессов необходима замкнутая электрическая цепь. Заземляющий зажим должен быть прикреплен к свариваемой металлической детали, в то время как держатель горелки/электрода замыкает электрическую цепь при контакте с металлической деталью.
Заземляющий зажим должен быть прикреплен к свариваемой металлической детали, в то время как держатель горелки/электрода замыкает электрическую цепь при контакте с металлической деталью.
При сварке электричество протекает одним из двух способов:
- DCEN (Отрицательный электрод постоянного тока) — Провод электрода присоединяется к отрицательной клемме сварочного аппарата. Провод зажима заземления подключается к положительной клемме. Электричество движется от отрицательного к положительному. Электричество начинает свой путь в сварочном аппарате, сначала проходит через электрод, его притягивает положительный заземляющий зажим, прикрепленный к металлической части, и, наконец, дуга совершает скачок от отрицательного электрода к положительной металлической части.
- DCEP (Положительный электрод постоянного тока) — Провод электрода присоединяется к положительному выводу сварочного аппарата. Провод заземления подключается к минусу.
 Электричество перемещается от отрицательного к положительному по закону физики, поэтому здесь нет никаких изменений. Ток начинается в сварочном аппарате, сначала проходит через заземляющий зажим, входит в металлическую деталь, и когда положительный электрод касается металла, ток переходит от металла к электроду, вызывая образование дуги.
Электричество перемещается от отрицательного к положительному по закону физики, поэтому здесь нет никаких изменений. Ток начинается в сварочном аппарате, сначала проходит через заземляющий зажим, входит в металлическую деталь, и когда положительный электрод касается металла, ток переходит от металла к электроду, вызывая образование дуги.
Сопротивление потоку электрического тока вызывает плавление металла, но есть существенная разница, если мы используем DCEP, DCEN или AC (переключение между DCEN и DCEP много раз в секунду).
Если эти основы не имеют для вас особого смысла сейчас, не волнуйтесь, потому что, как только мы применим их к конкретным процессам сварки, все встанет на свои места.
MIG или процесс сварки металлов в среде инертного газа
источник: книга Ларри Джеффуса «Принципы и способы сварки»
MIG или GMAW (дуговая сварка металлическим газом) — самый простой для изучения процесс сварки. Его используют как любители, так и профессионалы.
Вкратце: в процессе сварки MIG используется система подачи проволоки, а подаваемая проволока действует как присадочный металл и электрод. Этот процесс требует защитного газа, поддерживает несколько режимов переноса металла, может сваривать толстые или тонкие материалы и обеспечивает хорошее наплавление металла и скорость сварки.
MIG — один из наиболее широко используемых процессов в сварочной промышленности. Он не оставляет шлака, но требует защитного газа. Газ обычно представляет собой смесь аргона и СО2, но это может быть и чистый аргон для лучшего качества дуги, или чистый СО2 при сварке с ограниченным бюджетом.
Как это работает
источник изображения: https://www.weldingsuppliesfromioc.com/blog/stick-vs-mig-vs-tig-what-process-is-right-for-you/ Сварочный аппарат имеет внутри себя систему подачи проволоки, которая подает проволоку с катушки через специальные приводы и через кабель в горелку МИГ. Проволока электрически горячая и действует как электрод и присадочный металл. Для дуговой сварки металлическим газом требуется DCEP, и если вы случайно используете DCEN, дуга будет нестабильной, что приведет к образованию выпуклых швов.
Для дуговой сварки металлическим газом требуется DCEP, и если вы случайно используете DCEN, дуга будет нестабильной, что приведет к образованию выпуклых швов.
Помимо проволоки горелка MIG также подает защитный газ для защиты сварочной ванны. Газовый баллон соединяется со сварочным аппаратом через газовый шланг. Газ высвобождается, как только вы нажимаете курок на горелке MIG, так что кончик горелки MIG подает проволоку и защитный газ в соединение.
Сварка МИГ в основном используется для сварки стали, но вы также можете сваривать алюминий с помощью шпульного пистолета или специального вкладыша для обычного пистолета МИГ. Для сварки алюминия требуется защитный газ 100% чистого аргона.
Недостатки
Одним из недостатков сварки MIG является то, что ее нельзя использовать в ветреную погоду. Ветер может легко сдуть защитный газ и подвергнуть сварочную ванну воздействию атмосферы, вызывая в процессе сварки дефекты. В таких условиях предпочтительнее дуговая сварка под флюсом и электродуговая сварка.
Проволока, используемая при сварке MIG, не содержит достаточного количества присадок для эффективной борьбы с грязью, маслом, ржавчиной и другими загрязнениями. Вот почему этот процесс сварки требует предварительной очистки металла до блеска, если это возможно. Проволока ER70S-6 содержит дополнительные раскислители и может помочь при сварке более грязного или ржавого металла. Тем не менее, сварка MIG не предназначена для сварки грязного металла.
Лучшее в сварке MIG
Процесс сварки MIG можно освоить за две недели, а затем усовершенствовать. Сварные швы просты в укладке, а методы проталкивания/вытягивания определяют результаты. Проталкивание пистолета перед лужей обеспечивает меньшее проникновение, в то время как вытягивание/перетаскивание пистолета от наплавленного металла приводит к более глубокому проникновению.
Несмотря на то, что при сварке MIG образуются брызги, их гораздо меньше, чем при сварке флюсом и дуговой сваркой. Сварные швы, полученные с помощью MIG, отличаются высокой прочностью и великолепным внешним видом, практически не требуя очистки после сварки. Благодаря непрерывной подаче проволоки и защитному газу сварка MIG позволяет производить длинные сварные швы с минимальным временем простоя, в отличие от сварки TIG и дуговой сварки, которые требуют постоянных перерывов.
Благодаря непрерывной подаче проволоки и защитному газу сварка MIG позволяет производить длинные сварные швы с минимальным временем простоя, в отличие от сварки TIG и дуговой сварки, которые требуют постоянных перерывов.
Процесс сварки порошковой проволокой или FCAW (дуговая сварка порошковой проволокой)
Процесс сварки порошковой проволокой аналогичен MIG, но с некоторыми важными отличиями. Этот процесс отлично подходит для любителей и профессионалов, как и сварка MIG, но есть много причин, по которым вы хотели бы использовать один вместо другого.
Вкратце: В процессе сварки порошковой проволокой используется система подачи проволоки, как и в MIG. Проволока действует как электрод, присадочный металл и содержит флюс в своей сердцевине. Флюс в полости в центре порошковой проволоки вступает в реакцию со сварочной дугой, образуя защитный газ. Поэтому проволока называется самозащитной порошковой проволокой. FCAW оставляет после себя шлак, производит больше тепла, чем MIG, и не подходит для самых тонких материалов.
Как это работает
Почти любой сварочный аппарат MIG может использовать процесс FCAW, но не каждый аппарат FCAW может выполнять сварку MIG. Вот почему специализированные сварочные аппараты, предназначенные только для сварки FCAW, иногда называют «механизмами подачи проволоки».
Проволока подается изнутри аппарата через приводы с накаткой в горелку MIG. Проволока электрически горячая, и при контакте с металлической деталью она запускает дугу, которая плавит металл и проволоку, сжигая при этом флюс. В отличие от MIG, FCAW должен использовать полярность DCEN.
Сгоревший флюс выделяет газы и защитные соединения в сварочную ванну, защищая ее от атмосферы и загрязнений, таких как ржавчина, масло и жир. Порошковая проволока образует шлак, который остается поверх готовых сварных швов, и его необходимо удалить отбойным молотком. Порошковая проволока может иметь различные системы шлака, такие как рутиловая и основная, каждая из которых имеет свои плюсы и минусы.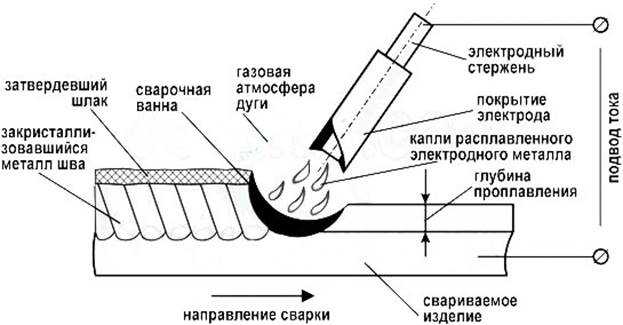
FCAW в основном используется для сварки стали и нержавеющей стали, а также для сварки чугуна и твердых сплавов. С ним нельзя сваривать алюминий и другие цветные металлы.
Недостатки
Этот процесс дает значительно больше дыма, чем MIG или сварка электродом, что затрудняет просмотр сварочной ванны. Кроме того, это требует усиленной вентиляции при сварке в помещении.
Из-за более высокой тепловложения, чем MIG, FCAW не рекомендуется для сварки тоньше 20 калибра. Его легко прожечь, тем более что сварочную ванну трудно увидеть.
Сварные швы, выполненные методом FCAW, выглядят не так хорошо, как при сварке MIG, и часто требуют зачистки после сварки. Кроме того, удаление шлака между проходами еще больше увеличивает время, необходимое для завершения соединения.
Преимущества сварки FCAW
Отсутствие необходимости в баллоне с защитным газом делает FCAW дешевле в эксплуатации, чем MIG, и делает его более портативным. Он позволяет проводить сварку на открытом воздухе при сильном ветре благодаря защите от шлака, которую нельзя сдуть, как защитный газ.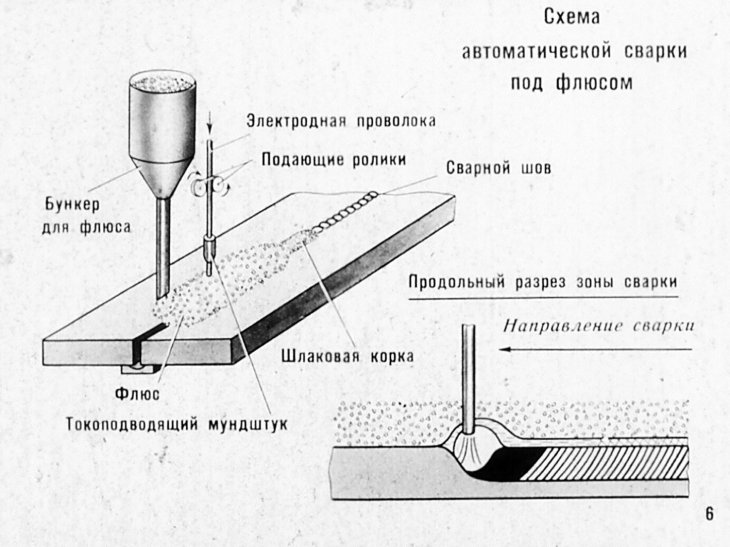
Этот процесс обеспечивает более высокую скорость наплавки проволоки, большее проникновение и соединение более толстых материалов. Добавление соединений во флюс для проволоки позволяет FCAW сваривать более грязный металл, чем MIG. В то время как чистый металл всегда предпочтительнее при сварке, FCAW лучше справляется с загрязнениями благодаря раскисляющим и очищающим элементам, добавленным в порошковую проволоку.
Порошковую проволоку можно легко отломить рукой на конце сварочной горелки, в отличие от сплошной проволоки MIG, для которой требуются кусачки. Для сварочной горелки MIG не требуется сопло, поскольку нет необходимости направлять защитный газ в сварочную ванну. Снятие насадки облегчает сварку труднодоступных мест и улучшает обзор сварочного шва.
Сварка TIG или вольфрамовым электродом в среде инертного газа
источник: книга Ларри Джеффуса «Принципы и способы сварки»
В отличие от MIG или Flux core, в процессе сварки TIG оператор вручную подает присадочную проволоку в сварочную ванну. Этот процесс является защитным газом, как и MIG, и обеспечивает самое высокое качество сварки среди всех процессов ручной сварки.
Этот процесс является защитным газом, как и MIG, и обеспечивает самое высокое качество сварки среди всех процессов ручной сварки.
TIG или GTAW (дуговая сварка вольфрамовым электродом в среде защитного газа), которую старожилы также называют heliarc, является самым сложным процессом для изучения. Сварщикам, выполняющим сварку TIG, обычно платят больше, и этот процесс используется, когда качество сварки и эстетика имеют первостепенное значение.
Кратко: процесс сварки TIG выполняется в среде защитного газа, проволока подается вручную. Он использует нерасходуемый вольфрамовый электрод и работает с выходом постоянного и переменного тока. Сварка TIG медленнее, чем другие процессы, и требует больших навыков. Он производит самые чистые и красивые сварные швы и соединяет самый широкий спектр металлов.
Как это работает
0003
Горелка TIG состоит из нескольких элементов, но наиболее важными из них являются вольфрамовый электрод и чаша. Вольфрамовый электрод немного выступает из чашки и запускает дугу одним из трех способов: запуск с нуля, запуск подъемом и запуск высокочастотной (ВЧ) дуги. HF является самым чистым методом, поскольку дуга переходит от вольфрама к металлической детали без какого-либо физического контакта, что позволяет избежать загрязнения сварочной ванны.
Вольфрамовый электрод немного выступает из чашки и запускает дугу одним из трех способов: запуск с нуля, запуск подъемом и запуск высокочастотной (ВЧ) дуги. HF является самым чистым методом, поскольку дуга переходит от вольфрама к металлической детали без какого-либо физического контакта, что позволяет избежать загрязнения сварочной ванны.
Вольфрамовые электроды различаются по химическому составу, а именно по процентному содержанию основного оксида. Каждый тип вольфрама предназначен для конкретных случаев использования. Форма наконечника вольфрамового электрода напрямую влияет на форму дуги и получаемый сварной шов. Таким образом, есть много переменных, когда речь идет только о вольфрамовом электроде.
Процесс сварки TIG выполняется с использованием DCEN, DCEP или AC, в зависимости от желаемых результатов, используемого вольфрама и свариваемого металла. Переменный ток используется для сварки алюминия, потому что части DCEN и DCEP волны переменного тока переключаются много раз в секунду и обеспечивают очищающее действие (DCEP) и проникновение (DCEN).
Итак, часть ДКЭП волны переменного тока очищает оксид алюминия, а ДКЭН обеспечивает необходимое проникновение. Это связано с тем, что DCEN концентрирует тепло на свариваемом металле, а DCEP фокусирует его на вольфрамовом электроде. Однако при TIG на постоянном токе большая часть сварки выполняется на DCEN, а не на DCEP, потому что это приведет к слипанию вольфрама.
Чаша на сварочной горелке концентрирует защитный газ над сварочной ванной и зоной термического влияния (ЗТВ). Газ подается либо через сварочный аппарат TIG, либо непосредственно в горелку TIG, а наиболее распространенным защитным газом для TIG является чистый аргон.
Концентрированное тепло расплавит основной металл, когда вы зажжете дугу, а защитный газ защитит его от атмосферы. Если требуется присадочный материал, вы будете подавать присадочный стержень другой рукой, опуская его в сварочную ванну и избегая контакта между проволокой и электродом.
Недостатки
Требующий использования другой руки и часто одновременного нажатия ногой на педаль для управления выходной силой тока, процесс сварки TIG сложен в освоении. Кроме того, узкая штифтовая дуга, обеспечиваемая вольфрамовым электродом, выделяет много энергии на небольшой площади, что затрудняет контроль перегрева и коробления металла.
Кроме того, узкая штифтовая дуга, обеспечиваемая вольфрамовым электродом, выделяет много энергии на небольшой площади, что затрудняет контроль перегрева и коробления металла.
Благодаря чувствительному характеру сварки TIG свариваемая поверхность должна быть на 100 % чистой. Не может быть ржавчины, масла, краски или жира. Это увеличивает время завершения соединения за счет добавления дополнительных работ на этапе предварительной сварки.
Процесс сварки TIG значительно медленнее, чем процесс сварки MIG и порошковой проволокой, поскольку присадочный стержень подается вручную, а скорость осаждения присадочного металла ниже.
Лучшие качества сварки TIG
Концентрированная дуга позволяет выполнять более точные сварные швы. Это также приводит к узкой ЗТВ, что облегчает сварку более тонких металлов, но это все еще требует большого мастерства для управления подводом тепла.
Фото с сайта whatispiping.com
Не нужно беспокоиться о шлаке, так как TIG — это процесс, защищенный газом. Кроме того, нет дыма, искр или расплавленного металла, летающих вокруг, как при сварке с флюсовым сердечником и сварке MIG. Это позволяет вам иметь максимальную видимость дуги и сварочной ванны, что еще больше повышает качество критических сварных швов.
Кроме того, нет дыма, искр или расплавленного металла, летающих вокруг, как при сварке с флюсовым сердечником и сварке MIG. Это позволяет вам иметь максимальную видимость дуги и сварочной ванны, что еще больше повышает качество критических сварных швов.
Дуговая сварка вольфрамовым электродом идеально подходит для сварки экзотических и разнородных металлов. Вот почему TIG сваривает больше металлов, чем любой другой метод сварки, что делает его наиболее универсальным процессом сварки. Сварные швы, полученные методом TIG, чище, прочнее и качественнее, чем сварка MIG, флюсовая проволока или дуговая сварка.
Процесс сварки электродом или SMAW (дуговая сварка защищенным металлом)
источник: книга Ларри Джеффуса «Принципы и способы сварки»
Для сварки электродом используется тот же источник питания, что и для сварки TIG, поэтому большинство сварщиков TIG также могут сваривать электродом. Однако этот процесс не имеет ничего общего с TIG. Это грязнее, но быстрее и намного дешевле в эксплуатации, что делает его одним из самых популярных методов сварки как среди любителей, так и среди профессионалов.
Сварка электродами проще, чем TIG, но сложнее, чем MIG и сварка с флюсовой сердцевиной. Настройка сварочного аппарата проста, но к сварке нужно привыкнуть, потому что вам нужно поддерживать дугу, пока горит стержень.
Вкратце: Стержневой сварочный электрод плавится во время сварки и действует как присадочный металл и источник шлакового/защитного действия, не требуя защитного газа. Это очень прочный метод сварки, способный сваривать более грязный металл и отлично работающий на открытом воздухе. Он в основном используется для сварки мягкой стали и не подходит для более тонких металлов.
Как это работает
Процесс SMAW расплавляет электрод с покрытием и соединяет металлы, нагревая их дугой, образующейся между кончиком электрода и свариваемой деталью. Существует множество различных сварочных электродов, и они различаются по типу покрытия (флюса) и металлического сердечника наполнителя. Все электроды имеют разные варианты использования, но, как правило, E6010, E6011, E6012, E6013 и E7018 используются для сварки большинством любителей.
Сварка электродом осуществляется с помощью DCEN, DCEP или переменного тока. В настоящее время, большую часть времени, DC является предпочтительным методом. Полярность будет зависеть от сварочного стержня и требуемого провара. DCEP обычно обеспечивает более стабильную дугу при сварке электродом, но DCEN отлично подходит для сварки более тонких материалов или если вы не хотите вводить максимальное количество тепла в металл.
Недостатки
SMAW не дает очень хороших сварных швов, и на свариваемую деталь попадает много брызг и капель расплава. Таким образом, требуется дополнительная работа по шлифовке/шлифовке всего и улучшению внешнего вида соединения после сварки.
Удаление шлака зачисткой и проволочной щеткой также замедляет процесс, особенно когда требуется многопроходная сварка. Некоторые электроды имеют легко отделяемый шлак, как электрод E6012, но другие требуют больше усилий.
Этот метод сварки медленный и требует от вас остановок, так как ваш сварочный пруток часто расходуется. Это усложняет сварку, потому что вам нужно связать сварные швы и продолжить с того места, на котором вы остановились.
Это усложняет сварку, потому что вам нужно связать сварные швы и продолжить с того места, на котором вы остановились.
Лучшее в сварке SMAW
Сварочные аппараты SMAW более доступны по цене, чем аппараты для сварки MIG и TIG. Кроме того, отсутствие необходимости покупать или арендовать баллон с защитным газом и сам защитный газ делает электродуговую сварку очень экономичным методом.
Использование шлаковой системы для защиты от атмосферы делает этот процесс отличным для работы на открытом воздухе. Кроме того, он гораздо более устойчив к ржавчине и другим загрязнениям, но всегда лучше очистить металл перед сваркой.
Вывод
Об этих четырех процессах дуговой сварки можно сказать гораздо больше. Так много переменных, таких как тип металла, выбор электрода и проволоки, настройки сварочного аппарата и другие, играют жизненно важную роль в достижении надлежащего провара и получении красивых сварных швов.
Эта статья представляет собой общий обзор самых популярных методов ручной дуговой сварки, чтобы помочь вам понять их различия, плюсы и минусы.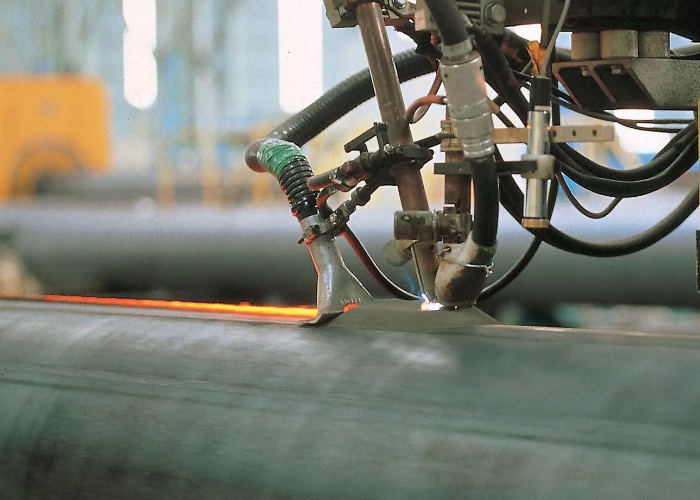 Для полного новичка, вероятно, лучше всего начать с MIG, а затем попробовать сварку под флюсом, электродом и, наконец, сварку TIG. Однако не все одинаковы, и многие люди начинают с TIG в качестве первого процесса сварки.
Для полного новичка, вероятно, лучше всего начать с MIG, а затем попробовать сварку под флюсом, электродом и, наконец, сварку TIG. Однако не все одинаковы, и многие люди начинают с TIG в качестве первого процесса сварки.
К счастью, сегодня существует множество доступных многофункциональных сварочных аппаратов, которые новичок может использовать для изучения всех четырех процессов. YesWelder MIG 205DS — наша самая популярная модель, которая выполняет все описанные здесь процессы и предлагает функции, подходящие для начинающих, но с достаточной мощностью, чтобы удовлетворить большинство сварочных задач.
7 комментариев
Назад к YesWelder
Сварка MIG и MAG – есть ли разница?
Как сварить нержавеющую сталь TIG
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердить аккаунт»,»spending_card»:»Карта правил расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Полное руководство по дуговой сварке порошковой проволокой (FCAW)
Вы думаете о карьере в области промышленной сварки или технологий сварки? Если вы хотите войти в сварочную отрасль в качестве способного техника или просто хотите обновить свои навыки, программа технологии сварочного производства поможет вам достичь этих профессиональных целей.
Сварка требует определенного набора навыков, знаний, опыта и таланта. Хотя существует множество сварочных процессов, Дуговая сварка порошковой проволокой (FCAW) является особенно популярным методом, используемым во всем мире. В приведенном ниже списке вы найдете все, что вам нужно знать о процессе дуговой сварки с флюсовой проволокой.
Содержание
Дуговая сварка с флюсовой проволокой или FCAW, как ее обычно называют, является одним из наиболее продуктивных процессов ручной или полуавтоматической сварки.
Впервые представленная в 1950-х годах в качестве альтернативы ручной дуговой сварке металлическим электродом или электродуговой сварке, дуговая сварка с флюсовой проволокой с тех пор стала предпочтительным сварочным механизмом для различных областей применения в различных отраслях промышленности.
Как работает дуговая сварка порошковой проволокой
- Подайте заявку на получение степени в области профессионального строительства в NEIT!
Загрузка…
включают использование электрода с непрерывной подачей проволоки, источника сварочного тока постоянного напряжения и того же оборудования, которое используется для сварки металлов в активном газе (сварка MAG). Дуговая сварка флюсовой проволокой выполняется с защитным газом или без него и является более производительной и экономичной, чем сварка MAG.
Дуговая сварка флюсовой проволокой выполняется с защитным газом или без него и является более производительной и экономичной, чем сварка MAG.
FCAW использует тепло, создаваемое электрической дугой, для сплавления основного металла в области сварного соединения. В нем используется полый или трубчатый электрод, заполненный флюсом (также называемым порошковой проволокой), который защищает сварочную ванну, образуя газ.
Благодаря проникающим свойствам порошковых проволок и высокой скорости наплавки процесс FCAW широко используется при сварке на открытом воздухе или при сварке загрязненных материалов. Дуговая сварка с флюсовой проволокой не требует внешнего защитного газа для защиты сварного шва от атмосферных воздействий.
Использование FCAW для толстых материалов приводит к образованию «шлака». Позже вы можете обточить его, чтобы придать ему чистый и отполированный вид.
Дуговая сварка порошковой проволокой (FCAW) Применение и методы
Процесс дуговой сварки порошковой проволокой происходит двумя способами. Он в основном делится на два типа в зависимости от метода экранирования:
Он в основном делится на два типа в зависимости от метода экранирования:
Метод 1: FCAW с использованием внешнего защитного газа
Метод «сварки с двойным экраном» включает использование двуокиси углерода с флюсом для обеспечения дополнительной защиты. Наиболее распространенные защитные газы включают двуокись углерода и смеси аргона (75%) и двуокиси углерода (25%).
Защитный углекислый газ, подаваемый извне с помощью газового баллона высокого давления, защищает сварочную ванну от окисления. Защищает металл и шлак, образовавшийся в результате плавки флюса.
Этот процесс обычно применяется, когда требуется сварка более толстых металлов или материалов. Цилиндрический электрод с непрерывной подачей обеспечивает высокую скорость наплавки и повышенную производительность (по сравнению со сплошной проволокой или стержневым электродом).
Возможно, единственным недостатком этого процесса является то, что сильный ветер может нарушить защиту от углекислого газа и повлиять на качество сварки в суровых условиях окружающей среды.
Метод 2: FCAW с опорой на флюсовую сердцевину для защиты зоны сварки
Этот метод основан на газообразной защите и шлаке, образованном электродом с флюсовой сердцевиной, чтобы покрыть и защитить расплавленный материал или металл в сварном шве. Сердечник присадочной проволоки состоит из агентов, которые создают защитные газы, когда их сжигает тепло сварочной дуги.
Этот тип сварки широко используется в тяжелых наружных работах, независимо от погодных условий. Самым большим преимуществом здесь является то, что вам не нужен внешний защитный газ, так как ветреные условия не мешают процессу сварки, что делает его идеальным для внешних (наружных) применений.
Оборудование, необходимое для сварки FCA
Основное оборудование, необходимое для дуговой сварки порошковой проволокой, включает:
- Источник питания: Источник питания или сварочный аппарат обеспечивает подачу напряжения и силы тока, которые помогают поддерживать сварочную дугу.

- Сварочная горелка: Для этого типа сварки использовались горелки как с воздушным, так и с водяным охлаждением. Пистолетами с воздушным охлаждением легче маневрировать, но пистолеты с водяным охлаждением обладают более высокой степенью эффективности.
- Сварочные кабели: Соединительные кабели (обычно из меди) помогают подключить сварочную горелку к источнику питания.
- Устройство подачи проволоки: Двигатель подачи проволоки приводит в движение электрод через кабель и сварочную горелку и имеет электрический ротор, соединенный с коробкой передач, содержащей приводные ролики.
- Оборудование для защитного газа: Хотя дуговая сварка порошковой проволокой может выполняться без защитного газа, в некоторых случаях вам может понадобиться шланг подачи газа, регулятор, регулирующие клапаны и шланг подачи.
Электроды для дуговой сварки с порошковой проволокой
Электроды — это то, что отличает дуговую сварку с флюсовой проволокой от сварки MIG. В то время как в последнем в качестве присадочного материала или присадочного металла используется сплошная проволока, в первом используется электродная проволока с полым центром, заполненным флюсом. Электродные проволоки заполняются флюсом, защищая сварной шов от коррозии или загрязнения природными элементами.
Какие металлы можно сваривать FCAW?
FCAW является одним из самых популярных процессов сварки из-за его гибкости и универсальности. Такие металлы, как чугун, нержавеющая сталь, углеродистая сталь, сплавы с высоким содержанием никеля и низколегированные стали, можно легко сваривать с помощью гибкого процесса FCAW.
Каковы преимущества и недостатки FCAW?
Преимущества
Процесс дуговой сварки с флюсовой проволокой находит применение в таких отраслях, как строительство, ремонт тяжелого оборудования, монтаж металлоконструкций, судостроение и т. д. Основная причина этого заключается в том, что, в отличие от большинства других сварочных процессов, FCAW работает со всеми видами материалов, даже если они загрязнены (за исключением работы с загрязняющими веществами, такими как масла, вода и краска).
Может также растворять прокатную окалину и ржавчину.
Вот некоторые из наиболее значительных преимуществ дуговой сварки с флюсовой проволокой и факторы, которые делают ее незаменимой в современном мире:
- Этот метод сварки имеет более высокую скорость наплавки (в час) по сравнению с другими методами.
- Процесс сварки с флюсовым сердечником отлично подходит для сварки грязных, ржавых или загрязненных металлов.
- Этот процесс сварки идеально подходит для всех положений сварки и сварки на открытом воздухе благодаря защите от флюса.
- Процесс дуговой сварки с флюсовой проволокой довольно прост в освоении и освоении.
- Этот метод сварки не требует высокой ловкости рук (как при сварке ВИГ).
- FCAW требует очень небольшого (дополнительного) оборудования, что делает метод сварки удобным.
- FCAW обеспечивает лучшую механическую стабильность, прочные сварные соединения и меньшее количество дефектов сварки.
- Идеально подходит для таких металлов, как нержавеющая сталь, углеродистая сталь, сплавы с высоким содержанием никеля и низколегированные стали.
Недостатки
Несмотря на то, что процесс FCAW обеспечивает высокое осаждение, защиту от ветра и других атмосферных явлений, а также множество других преимуществ, существует несколько ограничений, о которых вам следует знать.
- Поскольку процесс сварки FCAW [процесс не полностью автоматизирован, может наблюдаться неточность из-за ручных или механических ошибок
- Работа вблизи токсичных паров или дыма может быть опасной, и, следовательно, этот тип сварки должен помещение, которое хорошо проветривается.
- Стоимость проволоки FCAW (электродной проволоки) больше, чем стоимость сплошной электродной проволоки.
- Удаление шлака необходимо для получения гладкой, законченной поверхности сварного шва.
- Метод сварки FCAW предполагает использование дорогостоящего оборудования (по сравнению с другими процессами сварки).
Распространенные проблемы и устранение неполадок
Такие факторы, как угол наклона электрода, скорость подачи проволоки, напряжение дуги, удлинение электрода и скорость перемещения, могут доказать разницу между идеальным качеством сварного шва и дефектным. Вот некоторые из наиболее распространенных проблем, с которыми вы, вероятно, столкнетесь при работе со сварным швом с флюсовой проволокой, и способы их решения или предотвращения:
- Обычные проблемы с подачей проволоки, такие как гнездование птиц или обратное возгорание, могут привести к запутыванию или гашению дуги в процессе сварки. Лучше всего обеспечить соответствующую скорость подачи проволоки и расстояние менее 1,25 дюйма между заготовкой и контактным наконечником.
- Неправильное натяжение приводного ролика также может привести к запутыванию или сплющиванию проволоки. Вы можете использовать U-образные или V-образные канавки в механизме подачи проволоки, а затем установить правильное натяжение.
- Шлаковые включения могут препятствовать полному проплавлению сварного шва из-за неправильной скорости перемещения, тепловложения или угла перемещения. Всегда очищайте сварочные работы между проходами и соблюдайте соответствующие методы тепловложения и перемещения.
- Когда газ от нагретого электрода из порошковой проволоки застревает в металле, это может привести к пористости. Убедитесь, что вы избегаете чрезмерного напряжения и удалите грязь, пыль, краску, масло, ржавчину или влагу, накопившиеся на основном металле.
Различия между FCAW, GMAW и SMAW
FCAW по сравнению с GMAW
Металлическая сварка в среде инертного газа (MIG), GMAW или газовая дуговая сварка металлическим электродом предполагает использование непрерывного электрода из сплошной проволоки вместе с защитным газом.
Дуговая сварка металлическим газом — это распространенный сварочный процесс, используемый в автомобилестроении, промышленном производстве, строительстве и аэрокосмической отрасли. Поскольку при этом типе сварки используется внешний газ, ветер может помешать процессу. GMAW находит свое применение как полуавтоматическая или полностью автоматическая технология сварки.
Хотя FCAW очень похож на GMAW, самое большое отличие состоит в том, что он не требует наличия внешнего защитного газа. Он вращается вокруг непрерывного процесса подачи проволоки. Существует два отдельных процесса, связанных с дуговой сваркой с флюсовой проволокой, один из которых включает использование защитного газа.
Другой основан на самозащитных веществах (образующихся при разложении флюса в сварочной проволоке).
FCAW и SMAW
Дуговая сварка защитным металлом SMAW, также называемая «сварка стержнем», представляет собой метод сварки, используемый для всех черных металлов. Покрытие электрода способствует раскислению зоны сварки. При этом образуется защитный газ, который защищает зону сварки от атмосферных загрязнений.
SMAW находит свое применение как в помещении, так и на открытом воздухе для сварки низколегированных и высоколегированных сталей, никелевых сплавов, углеродистой стали и чугуна (например, FCAW). Как и дуговая сварка с флюсовой проволокой, SMAW также создает слой, который впоследствии можно отколоть.
Дуговая сварка порошковой проволокой представляет собой полуавтоматический или ручной метод сварки, который редко используется внутри помещений. Обычно используется на открытом воздухе или на загрязненных материалах. В этом случае электрическая дуга сплавляет основной материал со сплошным присадочным металлическим электродом. Защитный газ, предлагаемый флюсом, помогает защитить сварочную ванну от атмосферных воздействий.
10 советов по улучшению качества FCAW
Несмотря на то, что метод дуговой сварки с флюсовой проволокой является жизнеспособным и удобным уже несколько лет, это не означает, что в этом процессе нет своих подводных камней. Как отмечалось выше, вы можете столкнуться с определенными проблемами, связанными с площадью сварочной дуги, электродной проволокой, сварочным оборудованием, стабильностью дуги, длиной дуги, защитой, напряжением и т. д.
Вот несколько советов от профессионалов, которые помогут сделать сварное соединение максимально качественным и без осложнений —
- Нанесите спрей от брызг, чтобы расплавленный металл не испачкал поверхность.
- Избегайте обратного прожига, обеспечив соответствующую скорость подачи проволоки и расстояние между горелкой MIG и заготовкой.
- Всегда используйте в механизме подачи проволоки приводные ролики с V-образными или U-образными канавками, чтобы предотвратить запутывание проволоки.
- Убедитесь, что в сварном шве достаточно места для нескольких проходов.
- Поддерживайте постоянную скорость движения, чтобы избежать нежелательных включений шлака.
- Используйте отбойный молоток или проволочную щетку, чтобы избавиться от шлака, прежде чем переходить к следующему проходу сварки.
- Поддерживайте надлежащий подвод тепла, напряжения и скорость подачи присадочной проволоки, чтобы избежать чрезмерного или не идеального проплавления.
- Предотвратите пористость при сварке, удалив жир, ржавчину, покрытие, масло, грязь, краску или влагу с основного металла перед началом сварки.
- Лучше всего использовать присадочный металл с добавлением раскислителей для предотвращения загрязнения сварных швов.
- Следите за правильным вылетом или удлинением электрода после выполнения описанного выше шага.
Изучение FCAW с помощью программы сварки NEIT
Технологический институт Новой Англии, одна из лучших школ сварки в Род-Айленде, предлагает научного сотрудника в области технологий сварки, который фокусируется на развитии практических навыков сварки. Обеспечивая идеальное сочетание теоретического и практического обучения, эта программа поможет вам понять концепции и передовой опыт, применяемые в сварочной отрасли.
Если вы заинтересованы в анализе, проектировании, изготовлении и испытании сварных металлических конструкций или изделий, эта программа для вас!
В дополнение к популярным сварочным процессам, таким как дуговая сварка с флюсовой проволокой (FCAW), GMAW, SMAW, GTAW, кислородно-ацетиленовая и воздушно-угольная дуговая резка, а также установка трубопроводов, вы также узнаете о применении важных периферийных предметов, таких как:
- Процедуры и политика промышленной безопасности OSHA
- Metallurgy
- Structural design
- CADD
- Destructive and non-destructive testing
- Engineering blueprint reading and interpretation
- Precision measurement
- Materials and manufacturing processes
- Robotic Control Systems
- Workplace Связь
- Базовая математика в колледже с лабораторией
- Техническая математика
- Физика и лаборатория
По окончании учебы вы сможете начать свою карьеру в сварочной отрасли в качестве техника-сварщика начального уровня с солидным опытом проектирования, сварки и производства. Программа получения степени младшего специалиста NEIT помогает студентам после успешного окончания учебы сделать следующее:
- Примените свои знания для анализа, проектирования, изготовления и испытаний сварных металлических конструкций и изделий.
- Быстро адаптируйтесь к новым приложениям математики, науки, техники и технологий.
- Думайте нестандартно и применяйте творческий подход к проектированию сварных металлических конструкций и изделий.
- Выявление, анализ и устранение сложных технических проблем в любом сварочном процессе.
- Работайте с самоотверженностью и полной приверженностью качеству, своевременности и постоянному совершенствованию.
- Используйте компьютер как средство проектирования, решения проблем и профессионального общения.
Нет недостатка в возможностях для квалифицированных и высококвалифицированных выпускников сварочных технологий. По мере накопления опыта в отрасли и оттачивания навыков вы сможете занимать любую из следующих должностей в области сварочных технологий или смежных областях:
- Welding engineering technician
- Production welder
- Aluminum welder
- Fabrication welder
- Fitter
- Maintenance welder
- Sub arc operator
- Welding industry salesman
- Industrial engineering technician
- Техник по контролю качества
- Разработчик/техник CADD
- Техник по испытанию материалов
- Судовой слесарь
- Слесарь-слесарь по металлоконструкциям
Эта комплексная программа является отличным выбором для взрослых учащихся, тех, кто хочет сменить профессию, или даже для профессионалов отрасли, желающих повысить квалификацию в области сварочных технологий.
Узнайте, как NEIT может помочь вам приобрести необходимые навыки и способности, чтобы добиться успеха в сварочной отрасли.
Запросите дополнительную информацию о нашей программе здесь. Вы также можете позвонить нам, чтобы поговорить с нашей командой сегодня!
Какие существуют 4 типа сварки?
Несмотря на то, что при сварке используются различные типы и методы (в широком смысле), вот четыре наиболее распространенных:
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) или сварка в среде инертного газа (MIG)
- Дуговая сварка порошковой проволокой (самозащитная FCAW)
- Дуговая сварка в защитном металле (SMAW)
Прочтите эту статью, чтобы узнать больше о каждом из этих процессов и их применении.
Для чего используется сварка FCAW?
Дуговая сварка с флюсовой проволокой (FCAW) в основном используется для сварки толстых материалов и металлов. К ним относятся чугун, углеродистая сталь, нержавеющая сталь, сплавы с высоким содержанием никеля и низколегированные стали для таких видов деятельности, как судостроение, строительство мостов, монтаж металлоконструкций и ремонт тяжелого оборудования в широком спектре отраслей тяжелой промышленности, включая строительство.
Трубчатый электрод с непрерывной подачей помогает увеличить скорость наплавки и повысить производительность. Дуговая сварка флюсовой проволокой обычно используется для сварки загрязненных или грязных материалов благодаря ее самозащитным свойствам.
Под флюсом — Производительность сварки
Благодаря возможности сварки при больших токах и высокой скорости наплавки дуговая сварка под флюсом (SAW) может предложить компаниям более высокую производительность и потенциально конкурентное преимущество. Даже выполнение SAW с использованием одной сплошной проволоки в режиме прямого положительного электрода (DCEP), самой простой конфигурации, может обеспечить заметное повышение производительности по сравнению со многими полуавтоматическими процессами сварки.
Еще одним преимуществом процесса SAW является его гибкость. Компании могут сбалансировать свои производственные потребности с требуемыми механическими свойствами и качеством сварки, изменяя процедуры, оборудование, проволоку и флюсы — существуют решения для широкого спектра капиталовложений.
Существует несколько методов повышения производительности сварки. Часто эти выгоды исходят от:
- Сокращение времени горения дуги: Увеличение скорости перемещения, уменьшение количества проходов или сочетание того и другого упрощает выполнение большего количества сварных швов за меньшее время. Увеличенная скорость осаждения обеспечивает такое же преимущество.
- Уменьшение или устранение дугогасительных работ: Устранение причин искривления может уменьшить потребность в выпуклости сварного шва перед сваркой или в правке после сварки. Снижение риска прожога сводит к минимуму время, затрачиваемое на доработку. Минимизация времени, затрачиваемого на удаление легкой окалины/ржавчины перед сваркой и удаление шлака между проходами, также идеально. Пересмотр существующего сварного соединения, настройки оборудования и выбора присадочного металла и флюса может помочь сократить время цикла сварки и исключить действия по отключению дуги, что еще больше увеличит преимущества процесса SAW.
Конструкция соединения напрямую влияет на количество сварных проходов, необходимых при сварке под флюсом, и, следовательно, на продолжительность сварки. Уменьшение поперечного сечения соединения обычно сокращает необходимое время горения дуги.
При полуавтоматической сварке часто необходимо использовать более широкие швы для обеспечения полного сплавления шва. Это часто не требуется для процесса SAW; он способен к большему проникновению и лучшему сплавлению боковых стенок. Некоторые компании могут выбрать сварку с узкими разделками для сварки под флюсом. Тем не менее, даже небольшое уменьшение прилежащего угла соединения может значительно повысить производительность.
В тех случаях, когда возможен доступ к обеим сторонам соединения (особенно на толстых материалах), двухсторонний шов с разделкой кромок обеспечивает меньшее общее поперечное сечение, чем односторонний шов с тем же прилежащим углом. Глубокое проникновение в шов в процессе сварки под флюсом часто позволяет избежать обратного выдалбливания, сохраняя при этом надлежащее плавление. Некоторые правила сварки могут потребовать повторной аттестации процедуры сварки, чтобы исключить обратную строжку. Тем не менее, экономия может окупиться. Двусторонняя сварка также может сбалансировать некоторые усадочные напряжения, возникающие во время сварки, чтобы минимизировать общую деформацию
Наконец, использование флюса в проектах с дугой под флюсом можно использовать при сварке тонких материалов с одной стороны с использованием соединения с квадратной канавкой. Использование медной подложки, наполненной сварочным флюсом или специально разработанной подложкой, может обеспечить полное проплавление шва и постоянный, привлекательный профиль обратной стороны валика даже при использовании высоких токов и скоростей перемещения.
Как и в других процессах с проволочной подачей, полярность DCEP во время процесса SAW обеспечивает оптимальное проплавление, в то время как отрицательная полярность электрода постоянного тока (DCEN) увеличивает скорость наплавки за счет проплавления. Использование современного источника переменного тока прямоугольной формы с переменным балансом позволяет регулировать между этими двумя крайностями (и с помощью некоторого оборудования, не прерывая сварку).
Вместо разделения 50/50 обычного переменного тока эти источники питания можно настроить таким образом, чтобы различное количество цикла переменного тока могло быть потрачено на DCEP или DCEN — например, 80 процентов DCEP и 20 процентов DCEN — и при этом поддерживать дугу. стабильность благодаря быстрой смене полярности переменного тока прямоугольной формы. Эта возможность особенно удобна для компаний, занимающихся сваркой как толстых, так и тонких материалов, поскольку она обеспечивает гибкость, позволяющую сбалансировать потребности как в проваре, так и в скорости наплавки.
Однако использование прямоугольного переменного тока с переменным балансом необходимо сочетать с правильной конструкцией соединения. Например, толстый сварной шов с квадратной разделкой, который требует глубокого провара, но минимального наплавления, может не иметь преимуществ переменного тока.
Конфигурация горелки Конфигурация двухпроводной горелки использует один источник питания и одну специальную горелку, которые одновременно подают две проволоки в одну сварочную ванну. Эта конфигурация требует относительно небольших капиталовложений в специализированную горелку, устройство для выпрямления проволоки и контактные наконечники. Более высокая плотность тока проводов меньшего размера, используемых здесь (обычно до 3/32 дюйма), часто увеличивает наплавку по сравнению с одиночной проволокой при соответствующем токе, помогая поддерживать тепловложение и консистенцию получаемых сварных швов.
И наоборот, конфигурации тандемных горелок требуют более высоких капитальных вложений, поскольку для них требуются два источника питания, по крайней мере один из которых должен обеспечивать возможность работы на переменном токе. По сравнению с двухпроводными горелками возможность использования еще более высоких токов (от более крупных проводов) повышает скорость наплавки и обеспечивает более высокую скорость перемещения, а возможность регулировать угол наклона каждого провода, силу тока и напряжение обеспечивает большую общую гибкость. В то время как использование ведущей дуги постоянного тока/дуговой дуги переменного тока является наиболее распространенной конфигурацией, использование конфигурации переменного/переменного тока улучшает осаждение, когда проникновение ведущей дуги постоянного тока не требуется.
Для обоих вариантов важно, чтобы системы дуги и/или рабочего движения могли справляться с увеличением скорости перемещения, чтобы получить все преимущества производительности. Также имейте в виду, что добавление дополнительных проводов усложняет приложение, которым необходимо управлять.
Выбор флюсаФлюс является определяющим компонентом процесса SAW, и правильный выбор имеет решающее значение. Флюс выполняет гораздо больше задач, чем просто защита сварного шва от атмосферы; во многих случаях повышение производительности является основной целью при составлении рецептуры.
Состав флюса влияет на его допустимую токовую нагрузку — максимальный ток, при котором можно получить высококачественные профили сварного шва и максимально возможную скорость наплавки. Состав флюса также влияет на выделение шлака, поскольку некоторые из них лучше подходят для данной конструкции соединения, например, для сварки с узкими разделками. Например, флюсы, которые хорошо выделяются при низких скоростях перемещения, таких как 16 дюймов в минуту, могут плохо выделяться при высоких скоростях перемещения.
Флюсы для процесса SAW доступны в активных и нейтральных типах. В отличие от нейтральных флюсов активные флюсы вносят значительный вклад в состав марганца и кремния сварного шва. Эти элементы помогают очистить сварной шов и могут помочь сохранить прочность на растяжение при сварке при более высоких входных температурах или сильном разбавлении. Активные флюсы способствуют плавному смачиванию сварных швов и обеспечивают хорошее отделение шлака при сварке на высоких скоростях или при ржавом, чешуйчатом или грязном основном металле, снижая риск некачественных сварных швов и требуя времени на пред- и послесварочную очистку.
Однако активные флюсы, как правило, следует использовать только для одно- или двухпроходной сварки, так как чрезмерное легирование, возникающее при больших многопроходных сварных швах, может способствовать получению хрупких, чувствительных к растрескиванию сварных швов. Вместо этого в этих приложениях используются нейтральные флюсы для получения хорошего качества сварки.
Эмпирическое правило для нейтральных флюсов: Выбирайте флюс с наименьшим индексом основности, обеспечивающим приемлемые механические свойства. Низкоосновные флюсы улучшают общие рабочие характеристики, особенно при использовании высокопроизводительных (горячих и быстрых) параметров. Высокоосновные флюсы, как правило, обеспечивают повышенную ударную вязкость в большинстве условий, но не всегда при высоких тепловложениях. Проконсультируйтесь с производителем флюса, чтобы сделать правильный выбор для данного применения.
Дуговая сварка под флюсом хорошо подходит для различных применений, таких как строительство железных дорог, судостроение и соединение сосудов под давлением. Выбор проволоки Рынок проволоки под пилой весьма разнообразен. Каждый сплав/классификация имеет сильные и слабые стороны. Как и в случае с выбором флюса, выбор наиболее производительной проволоки может быть уравновешивающим действием.
Важно понимать влияние химического состава проволоки и подвода тепла на механические свойства сварного шва, чтобы добиться наилучшего качества, избежать простоев на доработку и достичь оптимальной производительности. По сравнению с другими процессами SAW обычно может работать и поддерживать механические свойства сварного шва при более высоких тепловложениях, но есть ограничения.
Содержание сплава в некоторых проволоках делает их более подходящими для высокотемпературной сварки. Точно так же содержание марганца и кремния в проволоке может помочь флюсу при очистке сварного шва, когда подготовка основного металла не идеальна. Всегда знайте правильные параметры сварки для используемой проволоки и флюса.
Металлопорошковая проволока позволяет повысить производительность. Конструкция этих проволок может обеспечить более высокую скорость наплавки и более высокую скорость перемещения, а также более широкое и мелкое проплавление по сравнению со сплошной проволокой, сваренной при том же токе.
Способность этих проволок достигать высоких скоростей перемещения может быть использована для снижения тепловложения и минимизации деформации сварного шва. Более низкая тепловая энергия также может в некоторых случаях улучшить механические свойства. Кроме того, эти проволоки могут помочь свести к минимуму риск прожога и последующей доработки, а иногда могут устранить необходимость сварки MIG с горячим проходом. Во многих случаях проволокой с металлическим сердечником можно сваривать относительно тонкие материалы или соединения с далеко не идеальной посадкой, но при этом использовать высокоточные и производительные параметры сварки.
Обратите внимание, что проволока с металлическим сердечником может не подходить для толстых квадратных соединений или соединений с узкими канавками, а также не дает максимальных преимуществ при использовании переменного тока. Наконец, использование барабанной упаковки (обычно более 600 фунтов) вместо рулонов (обычно от 55 до 60 фунтов) может сократить частоту переналадки и общее время, что позволит увеличить производительность в долгосрочной перспективе.