
Сварка фланцев — Svarcom

В современном мире сварка фланцев весьма распространенное явление. Фланец – это деталь круглой или квадратной формы с отверстиями для крепления отдельных частей трубо -, газо-, нефтепроводов, строительных конструкций большой длины.
Для чего предназначен фланец?
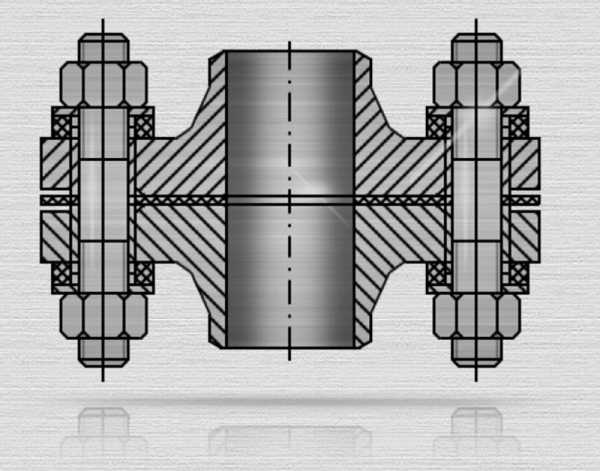
В основном фланцы предназначаются для формирования быстросъемных фланцевых соединений на трубах. В отличии от сварки такая конструкция обеспечивает возможность быстрого соединения или съема отдельных частей трубопровода, например, для проверки состоянии трубы на отдельных участках, установки кранов, датчиков, для возможности слива воды или для присоединения оборудования (тот же теплообменник). Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.

Фланцы используются в разных отраслях промышленности и коммунального хозяйства для герметичного подключения определенного участка трубопровода к различным технологическим аппаратам и устройствам с целью подвода и отвода сред, а также для стыковки между собой отдельных участков трубы.
Классификация. Типы фланцев
Фланцы в разных странах изготавливаются по стандартам, соответствующим конкретным нормам, принятым в этих странах. Это может быть ГОСТ (для Украины ДСТУ ISO 7005-2:2005 (ІSO 7005-2:1988, ІDT). Металеві фланці.)), DIN или ТУ. По форме выделяются круглые, квадратные. Можно выявить два существенных группы фланцев:
- для арматуры
- для сосудов и аппаратов.
Выделяются следующие наиболее часто применяемые виды фланцев:
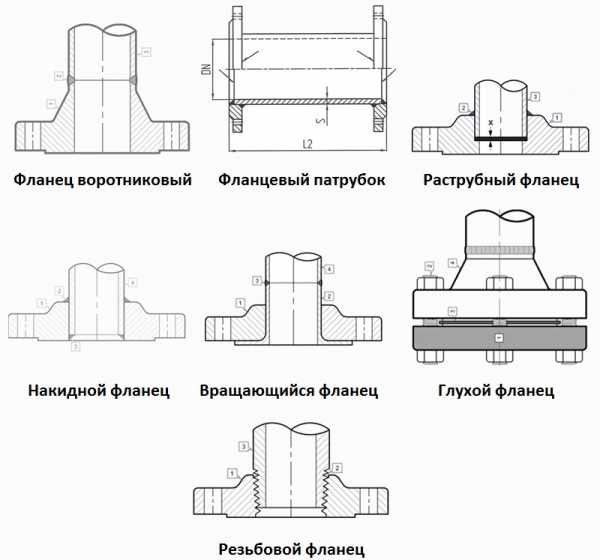
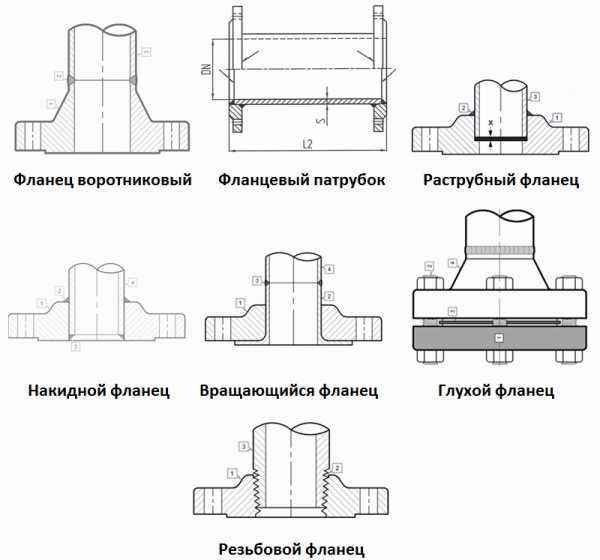
Приварной фланец воротниковый, накидной, раструбный, свободно вращающийся, резьбовой, глухой фланец. Пройдемся кратко по каждому из них.
Воротниковый фланец
Имеют характерную приварную горловину в виде конического концентратора, плавно переходящего к трубной стенке. Она обеспечивает распределение давления подаваемых веществ через конусную ступицу. Используется для трубопроводов с высоким давлением или высокими/низкими температурами. Воротниковый фланец необходимо приваривать V-образным или сплошным швом.
Фланцевый патрубок
Чаще всего применяется для второстепенных задач как подложка фланца для недорогой отбортовки.
Раструбный фланец
Предназначены для малогабаритных труб с большим давлением. Их срок службы в два больше чем у проваренных накидных фланцев. К недостаткам относится возможность разрывов, подверженность коррозии.
Сварка раструбных фланцев производится только с внешней стороны угловым швом встык, при этом необходимо чтобы остался небольшой люфт примерно в 1,6 мм чтобы компенсировать эффект теплового расширения (на картинке обозначено «Х»).
Накидной фланец
Требуют ровных краев трубы при соединении. Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.
Вращающийся фланец
Свободно вращается на трубе, не привариваются. Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Глухой фланец
Являет собой диск плоской формы с отверстиями для шпилек, болтов. Предназначены для перекрытия концевых отверстий труб, трубопроводов. В сочетании с другими фланцами, соединение такого типа является разборным. Не сваривается.
Резьбовой фланец
Приваривается редко, используется для трубопроводной арматуры, а также труб небольшого диаметра с толщиной стенки, достаточной для нарезки резьбы. В редких случаях может быть сделан уплотняющий сварной шов.
Сварка фланцев — техника
Величина зазора в стыке или как часто его называют люфт часто определяет технику сварки. В общей сложности 7/10 всех стыков «внутренний диаметр фланца-труба» требуют наличия небольшого люфта. В случае когда зазор не требуется, используется техника в лодочку, так как она минимально подвержена затеканиям расплавленного металла и при этом кромки глубоко провариваются. Если люфт превышает 1.5 мм, для хорошей свариваемости применяется техника поперечных колебательных движений электрода под углом 30° к плоскости оси трубы.
Для зазора в 4-5мм, сварка ведется угловыми швами с большими катетами равными стандартной величине плюс высота зазора.

Ширина и высота шва зависят от размера трубы в поперечнике. Обратимся к примерам. Для внешнего шва необходимо большее количество наплавленного металла со стороны фланца. Таким образом шов немного не симметричен и его катет на трубе будет меньше. Ширина внутреннего шва в идеале должна соответствовать толщине трубы, но не более 0,7 см. Высота — от 0,5 до 1 см в зависимости от сечения трубы в поперечнике.
Сварка фланцев должна проводиться с двух сторон. Чтобы получить крепкое соединение необходимо сначала проварить с наружной, а после для уплотнения с внутренней стороны. Таким образом внутренний и наружный сварные швы очень прочно соединят две части сварного узла. Такая практика применима для плоских стальных фланцев. При этом в тех местах, где зазоры более 2,5 мм, для присадки используется электрод или сварочная проволока о 1.6-2.5 мм.
Сварка фланцев с двух сторон начинается сначала с внутренней стороны. После сравниваются неровности прихватки с внешней стороны, проводится зачистка и сварка в направлении слева- направо. Два прохода нужны только в том случае, если получается большой зазор.
Накладка сварного шва только с одной стороны применима для стальных фланцев, привариваемых встык, когда вплотную соединяются «воротник» фланца и торец трубы.

Сварка патрубков
Предварительно патрубок и фланец прихватывают с соблюдением всех углов. После сварной узел устанавливается на вращатель. Обрызгивается спреем против сварочных брызг и начинаем сварку.
Стандартно, согласно ГОСТу 16037-80 для труб с давлением от 10 до 25 кгс/см2 необходимо на фланце делать скосы .
Для приварки фланцев, патрубков рекомендуется использовать вращатели. Они дают возможность легко вращать, наклонять в нужное положение и приподнимать обрабатываемую деталь или кусок трубы. Таком образом можно без лишних усилий сваривать, шлифовать или даже красить объект
Необходимые меры предосторожности
Сварка фланцев требует внимания и соблюдения мер, способных уберечь сварщика от наиболее распространенных ошибок. Предварительно перед сваркой нужно зачистить и подготовить кромки. Соединяя воедино фланцевые соединения следите за тем, чтобы они были строго перпендикулярны к оси трубы. Допустимые отклонения могут быть до 1 % от наружного диаметра фланца, но не превышать 2 мм.
Чтобы проверить ровно ли приварен фланец (перпендикулярность, соосность) можно воспользоваться обычным или специально предназначенным угольником для фланцев.
При самостоятельной сборке узлов требуется учитывать длину болтов, толщину прокладки. Необходимо чтобы все головки болтов располагались с одной стороны, не были утоплены, а их окончания выступали на уровень трех шагов резьбы. Сварной шов и край трубы не должны быть выше уровня зеркала фланца.
Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца. Отклонения линейных размеров собранных узлов не должны превышать ±3 мм при длине до 1 м и ±1 мм на каждый последующий метр.
Контроль качества сварных швов
Для проверки качества сварного шва чаще всего используют старый добрый внешний осмотр с замерами размеров при надобности. Убедитесь в том, что видимые дефекты отсутствуют:
- трещины,
- непровары,
- кратеры более 0,5 мм,
- прожоги,
- поры,
- шлаковые включения,
- значительные отклонения высоты или ширины шва,
- подрезы и наплывы в переходной зоне от основного металла к наплавленному.
Неразрушающие методы контроля: ультразвуковой, радиографический метод. Последний обязателен для контроля допускных стыков. Иногда металлографические исследования.
blog.svarcom.net
Сварка фланцев к трубе
Сварка фланцев
 В современном мире сварка фланцев весьма распространенное явление. Фланец – это деталь круглой или квадратной формы с отверстиями для крепления отдельных частей трубо -, газо-, нефтепроводов, строительных конструкций большой длины.
В современном мире сварка фланцев весьма распространенное явление. Фланец – это деталь круглой или квадратной формы с отверстиями для крепления отдельных частей трубо -, газо-, нефтепроводов, строительных конструкций большой длины.
Для чего предназначен фланец?
В основном фланцы предназначаются для формирования быстросъемных фланцевых соединений на трубах. В отличии от сварки такая конструкция обеспечивает возможность быстрого соединения или съема отдельных частей трубопровода, например, для проверки состоянии трубы на отдельных участках, установки кранов, датчиков, для возможности слива воды или для присоединения оборудования (тот же теплообменник). Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.
Фланцы используются в разных отраслях промышленности и коммунального хозяйства для герметичного подключения определенного участка трубопровода к различным технологическим аппаратам и устройствам с целью подвода и отвода сред, а также для стыковки между собой отдельных участков трубы.

Классификация. Типы фланцев
Фланцы в разных странах изготавливаются по стандартам, соответствующим конкретным нормам, принятым в этих странах. Это может быть ГОСТ (для Украины ДСТУ ISO 7005-2:2005 (ІSO 7005-2:1988, ІDT). Металеві фланці.)), DIN или ТУ. По форме выделяются круглые, квадратные. Можно выявить два существенных группы фланцев:
- для арматуры
- для сосудов и аппаратов.
Выделяются следующие наиболее часто применяемые виды фланцев:
Приварной фланец воротниковый, накидной, раструбный, свободно вращающийся, резьбовой, глухой фланец. Пройдемся кратко по каждому из них.
Воротниковый фланец
Имеют характерную приварную горловину в виде конического концентратора, плавно переходящего к трубной стенке. Она обеспечивает распределение давления подаваемых веществ через конусную ступицу. Используется для трубопроводов с высоким давлением или высокими/низкими температурами. Воротниковый фланец необходимо приваривать V-образным или сплошным швом.
Фланцевый патрубок Чаще всего применяется для второстепенных задач как подложка фланца для недорогой отбортовки.
Раструбный фланец
Предназначены для малогабаритных труб с большим давлением. Их срок службы в два больше чем у проваренных накидных фланцев. К недостаткам относится возможность разрывов, подверженность коррозии.
Сварка раструбных фланцев производится только с внешней стороны угловым швом встык, при этом необходимо чтобы остался небольшой люфт примерно в 1,6 мм чтобы компенсировать эффект теплового расширения (на картинке обозначено «Х»).
Накидной фланец
Требуют ровных краев трубы при соединении. Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.
Вращающийся фланец
Свободно вращается на трубе, не привариваются. Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Глухой фланец
Являет собой диск плоской формы с отверстиями для шпилек, болтов. Предназначены для перекрытия концевых отверстий труб, трубопроводов. В сочетании с другими фланцами, соединение такого типа является разборным. Не сваривается.
Резьбовой фланец
Приваривается редко, используется для трубопроводной арматуры, а также труб небольшого диаметра с толщиной стенки, достаточной для нарезки резьбы. В редких случаях может быть сделан уплотняющий сварной шов.
Сварка фланцев — техника
Величина зазора в стыке или как часто его называют люфт часто определяет технику сварки. В общей сложности 7/10 всех стыков «внутренний диаметр фланца-труба» требуют наличия небольшого люфта. В случае когда зазор не требуется, используется техника в лодочку, так как она минимально подвержена затеканиям расплавленного металла и при этом кромки глубоко провариваются. Если люфт превышает 1.5 мм, для хорошей свариваемости применяется техника поперечных колебательных движений электрода под углом 30° к плоскости оси трубы.
Для зазора в 4-5мм, сварка ведется угловыми швами с большими катетами равными стандартной величине плюс высота зазора.

Ширина и высота шва зависят от размера трубы в поперечнике. Обратимся к примерам. Для внешнего шва необходимо большее количество наплавленного металла со стороны фланца. Таким образом шов немного не симметричен и его катет на трубе будет меньше. Ширина внутреннего шва в идеале должна соответствовать толщине трубы, но не более 0,7 см. Высота — от 0,5 до 1 см в зависимости от сечения трубы в поперечнике.
Сварка фланцев должна проводиться с двух сторон. Чтобы получить крепкое соединение необходимо сначала проварить с наружной, а после для уплотнения с внутренней стороны. Таким образом внутренний и наружный сварные швы очень прочно соединят две части сварного узла. Такая практика применима для плоских стальных фланцев. При этом в тех местах, где зазоры более 2,5 мм, для присадки используется электрод или сварочная проволока о 1.6-2.5 мм. Сварка фланцев с двух сторон начинается сначала с внутренней стороны. После сравниваются неровности прихватки с внешней стороны, проводится зачистка и сварка в направлении слева- направо. Два прохода нужны только в том случае, если получается большой зазор.
Накладка сварного шва только с одной стороны применима для стальных фланцев, привариваемых встык, когда вплотную соединяются «воротник» фланца и торец трубы.

Сварка патрубков
Предварительно патрубок и фланец прихватывают с соблюдением всех углов. После сварной узел устанавливается на вращатель. Обрызгивается спреем против сварочных брызг и начинаем сварку.
Стандартно, согласно ГОСТу 16037-80 для труб с давлением от 10 до 25 кгс/см2 необходимо на фланце делать скосы .
Для приварки фланцев, патрубков рекомендуется использовать вращатели. Они дают возможность легко вращать, наклонять в нужное положение и приподнимать обрабатываемую деталь или кусок трубы. Таком образом можно без лишних усилий сваривать, шлифовать или даже красить объект
Необходимые меры предосторожности
Сварка фланцев требует внимания и соблюдения мер, способных уберечь сварщика от наиболее распространенных ошибок. Предварительно перед сваркой нужно зачистить и подготовить кромки. Соединяя воедино фланцевые соединения следите за тем, чтобы они были строго перпендикулярны к оси трубы. Допустимые отклонения могут быть до 1 % от наружного диаметра фланца, но не превышать 2 мм.
Чтобы проверить ровно ли приварен фланец (перпендикулярность, соосность) можно воспользоваться обычным или специально предназначенным угольником для фланцев.
При самостоятельной сборке узлов требуется учитывать длину болтов, толщину прокладки. Необходимо чтобы все головки болтов располагались с одной стороны, не были утоплены, а их окончания выступали на уровень трех шагов резьбы. Сварной шов и край трубы не должны быть выше уровня зеркала фланца.
Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца. Отклонения линейных размеров собранных узлов не должны превышать ±3 мм при длине до 1 м и ±1 мм на каждый последующий метр.
Контроль качества сварных швов
Для проверки качества сварного шва чаще всего используют старый добрый внешний осмотр с замерами размеров при надобности. Убедитесь в том, что видимые дефекты отсутствуют:
- трещины,
- непровары,
- кратеры более 0,5 мм,
- прожоги,
- поры,
- шлаковые включения,
- значительные отклонения высоты или ширины шва,
- подрезы и наплывы в переходной зоне от основного металла к наплавленному.
Неразрушающие методы контроля: ультразвуковой, радиографический метод. Последний обязателен для контроля допускных стыков. Иногда металлографические исследования.
blog.svarcom.net
Фланцы для трубопроводов: применение сварки помогает соединить трубы
Фланцы широко применяются для надежного и герметичного соединения труб, валов, различных вращающихся деталей и компонентов аппаратов и машин. Самым распространенным способом установки фланца на трубу является приварной.

Типы фланцев
В соответствии с требованиями американской системы стандартов ANSI/ASME разделяют такие основные типы фланцев:
- с шейкой для приварки Welding Neck;
- сквозные Slip-on;
- нарезные или резьбовые Threaded flanges;
- приварные внахлест (свободновращающиеся) Lap Joint;
- приварные с впадиной под сварку Socket-welding;
- фланцевые заглушки Blind flanges.
Способы приварки фланцев
Существует всего два способа сварки фланца.
- Приварка встык. При этом способе диск сваривается с трубой по всему периметру после состыковки.
- Приварка надетого на трубу приварного диска. В таком случае сварка производится по наружной и внутренней поверхности кольца.
Оба способа приварки фланца являются довольно сложными. В процессе сварки используются все типы сварочных швов: горизонтальные, вертикальные и потолочные. Сварочные работы с участием фланцевых соединений требуют высокой квалификации сварщика.
Особенности процесса сборки фланцевого соединения
Фланцевое соединение является слабым и уязвимым местом в трубопроводе.
Перекосы плоскостей при установке колец могут привести к образованию дефектов, нарушению герметичности узла и, в конечном счете, создать аварийную ситуацию на магистрали.
Поэтому, при сборке фланцевых соединений важно обеспечить:
- перпендикулярность кольца к основной трубе;
- совпадение осей болтовых отверстий относительно оси симметрии.
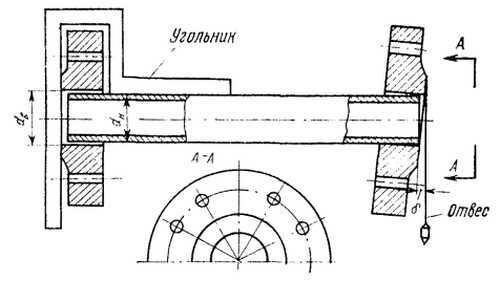
Перпендикулярность сборки фланцевых соединений контролируют при помощи специального контрольного угольника и щупа. Отсутствие смещения осей отверстий выявляется уровнем и отвесом. Допустимое отклонение от перпендикулярности кольца по отношению к трубе не должно превышать 0,2 мм на 100 мм диаметра трубы.
Смещение оси отверстий фланцев относительно оси симметрии основной трубы должно быть менее 1 мм при диаметре болтовых отверстий 18-25 мм и не более 2 мм при диаметре до 41 мм.
Фланцевые кондукторы
Для удобства установки и приварки фланцевых соединений используют специальное устройство, которое называется кондуктором. Кондуктор позволяет собирать соединения в точном соответствии с техническими условиями, указанными в чертеже.
В кондукторе для установки фланца предусмотрены универсальные приспособления, устанавливаемые на тумбах 1 и 4. Тумбу 1 перемещают по длине кондуктора в зависимости от длины собираемого изделия и крепят к раме 5 кондуктора.
Тумба 4 осуществляет возвратно-поступательное движение от цилиндра и перенастраиваемый упор для правильной настройки на полную длину собираемого элемента. Обе тумбы укомплектованы пневмоприжимами, которые прижимают фланцы к фиксаторам во время сборки. В промежутке между тумбами размещены призмы 3, регулируемые по высоте, которые служат опорами для собираемого пояса.
Сборка происходит в таком порядке: выставляют кондуктор по длине, а фиксаторы двух фланцев — на определенный радиус размещения отверстий. На стеллажах на сборочный пояс надевают фланцы. При помощи крана пояс с фланцами размещают на призмах кондуктора. После установки сборочного пояса на призмы 3 тумбу 4 перемещают до упора точной настройки.
Пояс устанавливают на одинаковом расстоянии от фиксаторов. Диски перемещают к фиксаторам и фиксируют точеными пробками (при несоответствии диаметров отверстий в фланце и фиксаторе используют переходные пробки). Затем подключают пневмоприжимы — фланец плотно прижимается к фиксатору и проводят прихватку диска к поясу. После прихватки пояс с фланцами освобождают от пневмо-прижимов и пробок; подвижную тумбу отводят назад и пояс вытаскивают портальным краном из кондуктора.
Применение приварных фланцев
Приварные фланцы широко используются в различных отраслях:
- химической промышленности;
- нефтегазовом комплексе;
- на транспорте;
- машиностроении и судостроении;
- электроэнергетике и других отраслях.
С помощью приварных фланцев происходит соединение:
- трубопроводной арматуры;
- различных резервуаров;
- приборов;
- патрубков;
- деталей машин и аппаратов.
Использование фланцевых соединений возможно в различных климатических условиях.
Контроль качества фланцевых узлов
При проверке качества фланцевых соединений возможно применение всех типов неразрушающих методов контроля:
- ультразвуковая диагностика;
- рентгенография;
- визуальный осмотр;
- дефектоскопия.
Положительные результаты достигаются и при проведении контроля в процессе сварки, соответствии расходных материалов основному металлу, использовании соответствующей сварочной проволоки.
Преимущества приварных фланцев
Фланцевые соединения представляют собой разновидность разъемного способа крепления. Применение металлических дисков позволяет, при необходимости, проводить разборку участка трубопровода для проведения регламентных работ.Сварные фланцы, в отличие от резьбовых аналогов, обеспечивают более высокую надежность соединений и являются экономически обоснованным способом присоединения труб к другим изделиям.
Установка фланцевых дисков и крепление их к трубе может осуществляться посредством:
Наиболее качественный результат обеспечивает контактная сварка. Фланцевое соединение является доступным методом монтажа. Большое разнообразие стандартов и материалов, из которых изготавливаются фланцы, позволяет подбирать оптимальные варианты для качественного разъемного соединения. Применение приварных фланцев происходит повсеместно во всех сферах промышленного производства.
Похожие статьиgoodsvarka.ru
GardenWeb
Категория: Сварочные работы
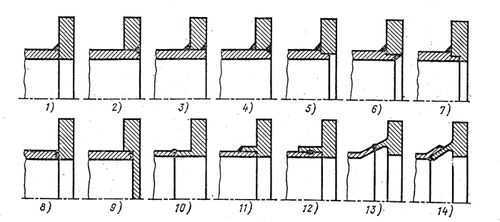
Плоские фланцы приваривают к трубам сваркой двух видов. При давлении в трубопроводе до 10 кгс/см2 фланцы приваривают без образования скоса на фланце (рис. 1, а). При давлении в трубопроводе до 25 кгс/см2 фланцы приваривают с образованием скоса на фланце, как показано на рис. 1, б.
Рис. 1. Виды приварки фланцев к трубам: а — при давлении в трубопроводе до 10 кгс/см2, б — при давлении в трубопроводе 16 и 25 кгс/см
Высота шва принимается от 5 до 10 мм, в зависимости от диаметра трубы, а расстояние от торца трубы до края фланца — на 1 мм больше.
Приваривать фланцы к патрубкам рекомендуется в приспособлении (рис. 2), предложенном инж. С. Н. Лисициным и А. Д. Бон-даренко. Приспособление состоит из нижнего неподвижного фланца 1 и верхнего 2, поворачивающегося на шарикоподшипнике.
Патрубок с прихваченным фланцем устанавливают на приспособлении, и сварщик начинает сварку. При образовании кратера он плотно опирает электрод чехольчиком обмазки в стык свариваемых деталей, держа электрод с наклоном 40—45° к горизонтальной плоскости и плавно поворачивая верхний фланец левой рукой по мере плавления электрода. Электрод остается неподвижным, а шов обрадуется при поворачивании свариваемых деталей. Сварка производится непрерывно, без обрыва дуги. Таким же способом сваривают внутренний шов.
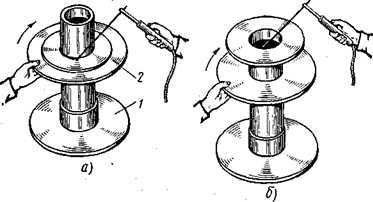
Рис. 2. Приспособление для приварки фланцев: а — приварка наружного шва, б — приварка внутреннего шва; 1 — патрубок С нижним неподвижным фланцем, 2 — верхний вращающийся на шарикоподшипнике фланец
Сварочные работы — Приварка фланцевgardenweb.ru
Варианты приварки фланца к трубе
Фланцевое соединение довольно часто используют вместо обычной сварки, а тем более на фитинг.

Фланцевое соединение
Фланец гарантирует не менее прочное и герметичное соединение, но при этом разъемное, чтопозволяет в любой момент демонтировать часть трубопровода для ремонта, например, или присоединения дополнительных секторов.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.

Сварка фланцев
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
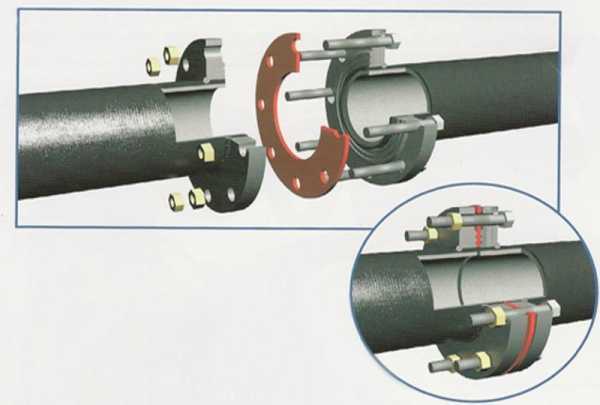
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.

Наружняя приварка фланца
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.

Внутренняя приварка фланца
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.

Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое. Обычно рекомендуется аппарат Лисицына и Бондаренко. При сварке электрод здесь остается неподвижным, а проворачивается трубопровод.
На видео процесс сварки рассматривается более подробно.
trubygid.ru
www.samsvar.ru
Приварка фланца к трубе плоская, сквозная и воротниковая
Фланцевое соединение довольно часто используют вместо обычной сварки, а тем более на фитинг.

Фланцевое соединение
Фланец гарантирует не менее прочное и герметичное соединение, но при этом разъемное, чтопозволяет в любой момент демонтировать часть трубопровода для ремонта, например, или присоединения дополнительных секторов.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.

Сварка фланцев
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.

Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.

Наружняя приварка фланца
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Приварка фланца к трубе по ГОСТ
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.

Внутренняя приварка фланца
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.

Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.

Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое. Обычно рекомендуется аппарат Лисицына и Бондаренко. При сварке электрод здесь остается неподвижным, а проворачивается трубопровод.
На видео процесс сварки рассматривается более подробно.
trubygid.ru
применение сварки помогает соединить трубы
Фланцы широко применяются для надежного и герметичного соединения труб, валов, различных вращающихся деталей и компонентов аппаратов и машин. Самым распространенным способом установки фланца на трубу является приварной.

Типы фланцев
В соответствии с требованиями американской системы стандартов ANSI/ASME разделяют такие основные типы фланцев:
- с шейкой для приварки Welding Neck;
- сквозные Slip-on;
- нарезные или резьбовые Threaded flanges;
- приварные внахлест (свободновращающиеся) Lap Joint;
- приварные с впадиной под сварку Socket-welding;
- фланцевые заглушки Blind flanges.
Способы приварки фланцев
Существует всего два способа сварки фланца.
- Приварка встык. При этом способе диск сваривается с трубой по всему периметру после состыковки.
- Приварка надетого на трубу приварного диска. В таком случае сварка производится по наружной и внутренней поверхности кольца.
Оба способа приварки фланца являются довольно сложными. В процессе сварки используются все типы сварочных швов: горизонтальные, вертикальные и потолочные.
Сварочные работы с участием фланцевых соединений требуют высокой квалификации сварщика.
Особенности процесса сборки фланцевого соединения
Фланцевое соединение является слабым и уязвимым местом в трубопроводе.
Перекосы плоскостей при установке колец могут привести к образованию дефектов, нарушению герметичности узла и, в конечном счете, создать аварийную ситуацию на магистрали.
Поэтому, при сборке фланцевых соединений важно обеспечить:
- перпендикулярность кольца к основной трубе;
- совпадение осей болтовых отверстий относительно оси симметрии.
Перпендикулярность сборки фланцевых соединений контролируют при помощи специального контрольного угольника и щупа.
Отсутствие смещения осей отверстий выявляется уровнем и отвесом.
Допустимое отклонение от перпендикулярности кольца по отношению к трубе не должно превышать 0,2 мм на 100 мм диаметра трубы.
Смещение оси отверстий фланцев относительно оси симметрии основной трубы должно быть менее 1 мм при диаметре болтовых отверстий 18-25 мм и не более 2 мм при диаметре до 41 мм.
Фланцевые кондукторы
Для удобства установки и приварки фланцевых соединений используют специальное устройство, которое называется кондуктором. Кондуктор позволяет собирать соединения в точном соответствии с техническими условиями, указанными в чертеже.
В кондукторе для установки фланца предусмотрены универсальные приспособления, устанавливаемые на тумбах 1 и 4. Тумбу 1 перемещают по длине кондуктора в зависимости от длины собираемого изделия и крепят к раме 5 кондуктора.
Тумба 4 осуществляет возвратно-поступательное движение от цилиндра и перенастраиваемый упор для правильной настройки на полную длину собираемого элемента. Обе тумбы укомплектованы пневмоприжимами, которые прижимают фланцы к фиксаторам во время сборки. В промежутке между тумбами размещены призмы 3, регулируемые по высоте, которые служат опорами для собираемого пояса.
Сборка происходит в таком порядке: выставляют кондуктор по длине, а фиксаторы двух фланцев — на определенный радиус размещения отверстий. На стеллажах на сборочный пояс надевают фланцы. При помощи крана пояс с фланцами размещают на призмах кондуктора. После установки сборочного пояса на призмы 3 тумбу 4 перемещают до упора точной настройки.
Пояс устанавливают на одинаковом расстоянии от фиксаторов. Диски перемещают к фиксаторам и фиксируют точеными пробками (при несоответствии диаметров отверстий в фланце и фиксаторе используют переходные пробки). Затем подключают пневмоприжимы — фланец плотно прижимается к фиксатору и проводят прихватку диска к поясу. После прихватки пояс с фланцами освобождают от пневмо-прижимов и пробок; подвижную тумбу отводят назад и пояс вытаскивают портальным краном из кондуктора.
Применение приварных фланцев
Приварные фланцы широко используются в различных отраслях:
- химической промышленности;
- нефтегазовом комплексе;
- на транспорте;
- машиностроении и судостроении;
- электроэнергетике и других отраслях.
С помощью приварных фланцев происходит соединение:
- трубопроводной арматуры;
- различных резервуаров;
- приборов;
- патрубков;
- деталей машин и аппаратов.
Использование фланцевых соединений возможно в различных климатических условиях.
Контроль качества фланцевых узлов
При проверке качества фланцевых соединений возможно применение всех типов неразрушающих методов контроля:
- ультразвуковая диагностика;
- рентгенография;
- визуальный осмотр;
- дефектоскопия.
Положительные результаты достигаются и при проведении контроля в процессе сварки, соответствии расходных материалов основному металлу, использовании соответствующей сварочной проволоки.
Преимущества приварных фланцев
Фланцевые соединения представляют собой разновидность разъемного способа крепления. Применение металлических дисков позволяет, при необходимости, проводить разборку участка трубопровода для проведения регламентных работ.
Сварные фланцы, в отличие от резьбовых аналогов, обеспечивают более высокую надежность соединений и являются экономически обоснованным способом присоединения труб к другим изделиям.
Установка фланцевых дисков и крепление их к трубе может осуществляться посредством:
Наиболее качественный результат обеспечивает контактная сварка.
Фланцевое соединение является доступным методом монтажа. Большое разнообразие стандартов и материалов, из которых изготавливаются фланцы, позволяет подбирать оптимальные варианты для качественного разъемного соединения. Применение приварных фланцев происходит повсеместно во всех сферах промышленного производства.
goodsvarka.ru
Фланцы стальные. Конструкция. Плюсы, минусы и применение
Как показывает практика, элементы промышленных трубопроводов недостаточно сварить вместе, или собрать посредством муфтовой резьбы. Полученные соединения будут неразборными либо очень ненадёжными. То есть оба варианта могут пользователя не устроить. Людям необходимо сформировать очень прочное соединение, обеспечивающее герметизацию труб большого диаметра, но позволяющее при необходимости разобрать его. Решить эту проблему помогут фланцы стальные.

Стальные фланцы позволяют получить разъемное соединение, которое считается одним из самых надежных
Конструкция
Фланцевое соединение металлических труб является сегодня одним из наиболее популярных методов сборки трубопроводов. Такое отношение к себе со стороны профессионалов рассматриваемые изделия заслужили по многим причинам. Фланцы плоские стальные приварные выглядят в виде пластин, в которых имеются отверстия. Главное из них располагается по центру пластины. Через это отверстие деталь подключается к трубе.
При этом нужно обязательно учесть следующее требование: диаметр внутреннего отверстия на кольце у фланца должен полностью совпадать со значением аналогичного показателя на трубе. Тогда при его установке и фиксации не возникнут сложности, а стыковка пройдёт качественно и быстро.
По периметру пластины есть несколько отверстий, но уже несколько меньшего диаметра. Это места под выполнение болтового соединения. Стягивают и фиксируют пластины именно болтами.
Соединению такого типа присущи как плюсы, так и минусы. Главным преимуществом является возможность его быстрого снятия и разборки. Причём для работы понадобится всего лишь соответствующего размера гаечный ключ. С другой же стороны болтовое соединение всё-таки уступает сварке по монолитности и надёжности. Использование стальных фланцев подразумевает в большинстве случаев их дополнительную герметизацию при помощи уплотнительных колец. Раньше эта задача решалась путём использования на кольце резины.

В конструкцию фланцев входят уплотнительные кольца и болты для фиксации
Под уплотнители на фланцы стальные плоские приварные с внутренней стороны даже вырезается канал или канавка. В неё укладывается герметизирующее кольцо, а потом прикручивается к другому, в быту называемому ответным.
Совет! При покупке контролируйте факт абсолютного совпадения размеров фланцев. Иначе качественно соединить их вам не удастся.
Плюсы, минусы и применение
К основным достоинствам подобных изделий эксперты относят:
- функциональность;
- возможность использовать при любых характеристиках рабочей среды и на любых трубопроводах;
- простота в монтаже;
- долговечность соединения;
- приемлемая стоимость;
- надёжность.
Из основных недостатков стоит выделить:
- на качество соединения очень серьёзно влияет соответствие пластин, а также их размеров;
- износ уплотнительных колец. Со временем эти элементы придётся заменять на новые.

Фланцевое соединение используют для монтажа трубопроводов разных типов, в том числе и тех, которые работают под высоким давлением
Используются фланцы данного типа практически повсеместно. Они востребованы при сборке гражданских центральных трубопроводов, газопроводов, бытовых систем водоснабжения, теплотрасс, промышленных систем и т.д. На этом фоне абсолютно не вызывает удивление факт наличия ГОСТа по этим изделиям.
Причём таких нормативных документов существует несколько. Действие каждого из них распространяется на своё направление. Например, вес фланцев стальных приварных плоских, их размеры и используемую марку стали указывает ГОСТ 12820-80. А вот аналогичные параметры воротниковых моделей определяет ГОСТ 12821-80. Существуют и другие государственные стандарты. Некоторые из них будут упомянуты ниже.
Разновидности
В целом, классификация стальных фланцев, выглядит следующим образом:
- литые. Это — соединительные элементы арматуры и трубопроводов, выполненных из любого материала. Температурный режим -250 ≤ T ≤ +600ًС. Рабочее давление – 1,6 ≤ P ≤ 20 мПа
- приварные плоские. Диапазон рабочих температур: -70 ≤ T ≤+300ًС. Способны выдержать давление 0,1 ≤ P ≤ 2,5 м Па;
- для стыковой сварки. Работают при температуре -250 ≤ T ≤+600ًС. Способны выдержать рабочее давление 0,1 ≤ P ≤ 20 мПа;
- фланцы стальные, оборудованные приварным кольцом. Диапазон рабочей температуры -30 ≤ T ≤ +300ًС, давление 0,1 ≤ P ≤ 3 мПа.

Каждый тип фланцев имеет свои технические характеристики, рабочую температуру и давление
Соединительные детали сварного типа надеваются при монтаже на торец трубы, а затем фиксируются сварными швами (достаточно 2-х швов). Элементы для стыковой сварки крепятся одним швом. Располагается он между воротником фланца и срезом трубы. Конструкция изделий с приварным кольцом состоит из двух частей – кольца и пластины идентичного диаметра. К трубе при этом приваривается одно кольцо, а сам фланец не теряет степени свободы, благодаря чему может прокручиваться вокруг собственной оси.
Полезно знать! Такое техническое решение ориентировано на использование в труднодоступных местах или на участках, где необходимо регулярное обслуживание трубопровода либо его ремонт.
Фланцы для соединения труб с оборудованием или сосудами классифицируются в соответствии с ГОСТ 28659 на следующие разновидности:
- восьмиугольного сечения. Температура -70 ≤ T ≤ +550ًС, давление 6,4 ≤ P ≤ 16 мПа;
- для сварки встык. Температурный диапазон -70 ≤ T ≤+540ًС, рабочее давление 0,7 ≤ P ≤ 6,5 мПа. Размеры фланцев стальных данного типа колеблются в диапазоне 40…4000 мм (имеется в виду их диаметр). ГОСТ 28759-3;
- плоские. Рабочая температура -70 ≤ T ≤ +300ًС, давление 0,3 ≤ P ≤ 1,7 мПа. Выпускаются подобные фланцы размерами, позволяющими стыковать оборудование и сосуды диаметром 400…4000 миллиметров. ГОСТ 28759-2.
Чтобы информация была наиболее полной, стоит упомянуть следующий термин – изолирующее фланцевое соединение (сокращённо ИФС). Для его обустройства могут применяться фланцевые конструкции любого типа. Использование ИФС позволяет защитить трубопроводы от электрохимической коррозии – явления, выступающего в качестве главной причины ускоренного износа систем, прокладываемых под землёй.

Плоские фланцы позволяют стыковать достаточно крупные детали — диаметром до 4000 мм
Конструктивное исполнение изолирующего фланцевого соединения представляет собой 2 стягивающихся шпильками фланца, между которыми укладывается прокладка из диэлектрического материала. Как правило, это паронит либо термостабилизированный графит. Такое исполнение препятствует распространению по трубопроводу электротока, ограничивая его на определённом участке инженерной коммуникации. ИФС способствует значительному увеличению срока службы подземных веток трубопроводов. Используется оно на протяжении 15-20 лет, по происшествию которых диэлектрическая прокладка меняется на новую. Процедура замены выполняется с помощью так называемых разгонщиков – клиновидных домкратов. Продуцируемое ими усилие разводит соседние фланцы. Современная промышленность выпускает гидравлические и ручные (механические) разгонщики. Первые развивают усилие в 15 тонн.
Характеристики и цены
Поскольку фланцы стальные подвергаются строгому нормированию, их параметры очень чётко определены. Отход предприятий-изготовителей от сортаментных размеров и технологии запрещён. Прежде чем купить необходимую партию данной продукции, требуйте сертификат от её производителя.
Главными характеристиками считаются габариты соединительных деталей. В отношении стальных фланцев даже действует специальный сертификат, в котором расписаны все их размеры. Чтобы не столкнуться в дальнейшем с неприятностями, изучите паспорт фланцев на предмет соответствия этому документу а при наличии отличий от покупки лучше воздержаться.

Фланцы должны быть изготовлены согласно ГОСТу и иметь все необходимые сертификаты, подтверждающие их качество
Следует помнить о необходимости полной идентичности соединений друг другу по вешнему и внутреннему диаметру. Также обращайте внимание на уровень рабочего давления, которое фланец выдерживает длительное время.
Полезная информация! Измеряют данный показатель в барах и обозначают символами PN. Цена фланцев является величиной производной от этой характеристики, а также от условного диаметра (ДУ).
Например, приобрести соединители с PN 16 и ДУ 50 мм можно за небольшие деньги – от 3 до 5 долларов. Но за модель с ДУ 150 миллиметров придётся заплатить 11-13 долларов.
Ценовые отличия присущи также различным типам фланцев. Так, купить приварные встык стальные фланцы можно тоже недорого – за 2-4 у.е., если рассматривается деталь с внутренним сечением 50 мм. А воротниковая модель с идентичными характеристиками обойдётся уже в 5-6 долларов.
Размеры и тип стальных фланцев определяют их вес. Понятно, что вес воротниковых изделий больше этого показателя стальных плоских соединителей. Впрочем, весовые параметры не всегда находятся в центре внимания покупателя, поскольку на особенности эксплуатации и сферу применения фланцев они не оказывают.
В число наиболее ответственных характеристик входит марка стали, применённой для изготовления детали. В промышленности чаще всего встречаются фланцы стальные, произведённые из нержавейки. Этот факт вполне очевиден и вместе с тем оправдан. Ведь подобной продукции из нержавеющей стали присуща большая надёжность и долговечность по сравнению соединительными элементами из обычной легированной стали. Но и продаются они по цене почти в два раза большей. Здесь нужно заранее расставить для себя приоритеты. А при выборе необходимо руководствоваться сделанными выводами.
trubamaster.ru
Фланец приварной с впадиной под сварку | Фланцевое соединение
Фланец приварной с впадиной под сварку
Фланец приварной с впадиной под сварку – это тип трубных фланцев, разработанных для использования при малых диаметрах и высоком давлении. Он похож на свободный фланец, однако имеет больший предел ограниченной выносливости. Так как отверстие больше наружного диаметра трубы, следовательно, труба входит во фланец.
Размер
Фланец приварной с впадиной под сварку: 3/8″~3″
DN10~DN80
Давление
Американская серия: CLASS 150, CLASS 300, CLASS 400, CLASS 600, CLASS 900, CLASS 1500
Европейская серия: PN 6,PN 10,PN 16,PN 25, PN 40,PN 63,PN 100
Типы уплотнительных поверхностей фланцев
Американская серия: плоская поверхность(FF), с выступающим ободком (RF), с шипом (T), с пазом (G), с впадиной, разг. «мама»(F),с выступом, разг. «папа»(M), фланец с канавкой под уплотнительное кольцо (RJ)
Европейская серия: тип A(плоская поверхность), тип B (с выступающим ободком), тип C(с шипом), тип D (с пазом), тип E (с центрирующим выступом), тип F (с выемкой), тип G(с выемкой под уплотнительное кольцо), тип H(с пазом под стальную прокладку).
Материалы
Углеродистая сталь : ASTM/ASME A105, ASTM/ASME A516 Класс 55-60-65-70
Легированная сталь : ASTM/ASME A182 F1-F12-F11-F22-F5-F9-F91-F911-F92
Нержавеющая сталь : ASTM/ASME A182 F304-F304H-F304L-F304N-F304LN F316-F316H-F316L-F316N-F316LN F321-F321H F347-F347H, ASTM/ASME A182 F51-F52-F53-F54-F55-F60-F61
Низкотемпературная сталь : ASTM/ASME A522, ASTM/ASME A707 Класс L1-L2-L3-L4-L5-L6-L7-L8
Высокопрочная сталь : ASTM/ASME A694 F42-F46-F48-F50-F52-F56-F60-F65-F70
Стандарты
ASME B16.5-2013
EN 1092-1-2007, EN 1759-1-2004
ISO 7005-1-1992
GB/T 9112-2010, GB/T 9117-2010
HG/T 20592-2009, HG/T 20615-2009
SH/T 3406-2013
GOST- AFNOR- BS- DIN
Производственный процесс
Горячая штамповка, механическая обработка.
Область применения
Резьбовые фланцы применяются в таких промышленностях как энергетика, нефтегазовая промышленность, химическая промышленность, кораблестроение, отопительные системы, бумажное производство, металлургия и т.д.
Компания «Ahad» является одним из ведущих производителей и поставщиков фланцев приварных с впадиной под сварку в Китае. Наши промышленные фланцы уже получили сертификаты ISO 9000, Директива 97/23/ЕС Системы и установки, оборудование, работающее под давлением (сокращенное название — PED), AD2000 Merkblatt W0 и API. Они широко используются во многих странах , например : в Италии , Германии , Испании , Франции , России , США , Бразилии , Иране , Индии и так далее .
Если вы заинтересовались нашими фланцами приварными с впадиной под сварку или другой продукцией, пожалуйста, свяжитесь с нами любым удобным для Вас способом.
www.etwinternational.ru
Фланец приварной | Типы исполнения, применение, виды, размеры, нормы ГОСТ – на промышленном портале Myfta.Ru
 Фланец представляет собой кольцо плоской или прямоугольной формы, по которому равномерно расположены отверстия, предназначенные для шпилек или болтов.
Фланец представляет собой кольцо плоской или прямоугольной формы, по которому равномерно расположены отверстия, предназначенные для шпилек или болтов.
Шпильки и болты необходимы для герметичной и прочной стыковки друг с другом различных участков трубопроводной арматуры.
Эти детали соединяют также участки трубопровода с машинами, аппаратами и ёмкостями, соединяют валы и другие вращающиеся детали, образуя при этом, так называемое, фланцевое соединение.
Используются эти изделия парно или комплектом. Их применение описано ГОСТ ом 12815-80.
В зависимости от рабочего давления устанавливаются соответствующие модели или их соединения.
Выделяют 9 типов исполнений:
- использование воротниковых фланцев с соединительными выступами или приварных встык стальных с выступами соединительными;
- с впадинами или приварных встык с впадинами стальных;
- с впадинами или приварных встык с шипами стальных;
- с шипами или приварных встык с шипами стальных;
- с пазами или приварных встык с пазами стальных;
- под линзовые прокладки или под линзовые прокладки приварных встык стальных;
- использование воротниковых фланцев под прокладки с овальными сечениями или под прокладки с овальными сечениями приварных встык стальных;
- использование воротниковых с шипами под фторопластовые прокладки или с шипами под фторопластовые прокладки приварных встык стальных;
- использование воротниковых с пазами под фторопластовые прокладки или с пазами под фторопластовые прокладки приварных встык стальных.
К материалам, из которых изготавливается фланцевое соединение, предъявляются высокие требования, так как от них зависит, насколько прочен и герметичен будет трубопровод.
Фланец различают по видам: приварной или плоский, воротниковый, свободный или на свободном кольце.
Фланец приварной стальной или плоский является самым распространенным при монтажных работах трубопровода. По своей сути, он представляет собой обруч, надеваемый на конец трубопровода, при этом диаметр его внутренней части превышает внешний диаметр трубы. Такая деталь соединяет стальные трубопроводы и их соединительные части. Она применяется в энергетической, нефтегазовой, химической промышленности, в кораблестроении, в отопительных системах, в бумажном производстве, в металлургии и т. д.В свою очередь такая деталь на свободном кольце (свободная) нужна для монтажа труб в труднодоступных местах.
Фланец воротниковый или приварной встык с помощью имеющегося конического выступа приваривается к участку трубопровода. Название воротниковый он получил за способ присоединяться к торцу трубы подобно опоясывающему «воротнику».
 По способу креплений выделяют фланец воротниковый приварной встык и приварной плоский.
По способу креплений выделяют фланец воротниковый приварной встык и приварной плоский.Стальные воротниковые модели изготавливают способом холодной штамповки. Наивысшую герметичность при соединении стыков дает воротниковый приварной встык фланец. Таким образом обеспечивается самое качественное сжатие уплотнения. Изготавливается он с уплотнительной поверхностью в исполнении 1-9 и присоединительным размером по ГОСТу 12815–80.
Фланцевые кольца изготавливаются с уплотнительной поверхностью в исполнении 1, 2 и 3. Регламентация присоединительных размеров соответствует ГОСТу 12815-80. Однако в некоторых случаях по техническим условиям возможно применение колец в исполнении 4, 5, 8 и 9.
Размеры фланца стального приварного
Существует государственный стандарт на приварные плоские стальные фланцы соединительных частей для трубопровода, а также для соединения арматуры, соединительных составляющих автомобилей, патрубков резервуаров и аппаратов, различных приборов. По ГОСТу 12820-80 на условно-принятое давление Py от 0,1 до 2,5 МПа (от 1 до 25 кгс/см кв.) и температуру от 205 до 575 К (от 70 до +300°С).
myfta.ru