ФАРТУК 1М63, ДИП300, 163 | Zapchasti-k-stankam.ru
Уважаемые клиенты, если Вы не нашли нужных Вам позиций, обратитесь по телефону либо электронной почте.
|
Фартук в сборе |
1м63.61.001 |
|
|
Масса |
98100 с ндс |
|
Вал шестерня 6ой оси |
1м63.61.154 |
Поз.142 |
|
Масса 3,2 |
договорная |
|
Вал шестерня |
1м63.61.154/1 |
Поз.143 |
Z 12 m 4 |
Масса 5.3 |
договорная |
|
Втулка |
1м63.61.154/2 |
Поз.144 |
|
Масса 0.72 |
договорная |
|
Шестерня |
1м63.61.158 |
Поз.145 |
Z 55 m 3 |
Масса 0.78 |
договорная |
|
Вал 4 ой оси |
1м63.61.159 |
Поз.146 |
|
Масса 1.6 |
договорная |
|
Вал 8ой оси |
1м63.61.162 |
Поз.147 |
|
Масса 1.54 |
договорная |
|
Шестерня |
1м63.61.164 |
Поз.148 |
Z 63 m 3 |
Масса 2.83 |
договорная |
|
Шестерня |
1м63.61.165 |
Поз.149 |
Z 52 m 3 |
Масса 2.3 |
договорная |
|
Шестерня |
1м63.61.180 |
Поз.150 |
Z 52 m 3 |
Масса 1.33 |
договорная |
|
Шестерня |
1м63.61.181 |
Поз.151 |
Z 55 m 3 |
Масса 1.93 |
договорная |
|
Вал 7ой оси |
1м63.61.184 |
Поз.152 |
|
Масса 1.9 |
договорная |
|
Шестерня |
1м63.61.197 |
Поз.153 |
Z 26 m 3 |
Масса 0.55 |
договорная |
|
Шестерня |
1м63.61.207 |
Поз.154 |
Z 30 m 2 |
Масса 0.18 |
договорная |
|
Шестерня |
1м63.61.208 |
Поз.155 |
Z 23 m 2 |
Масса 0.435 |
договорная |
|
Шестерня |
1м63.61.228 |
Поз.156 |
Z 54 m 2 |
Масса 0.58 |
договорная |
|
Шестерня |
1м63.61.229 |
Поз.157 |
Z 22 m 3 |
Масса 0.37 |
договорная |
|
Шестерня |
1м63.61.230 |
Поз.158 |
Z 23 m 2 |
Масса 0.13 |
договорная |
|
Вал шестерня |
1м63.61.231 |
Поз.159 |
Z 23 m 2 |
Масса 0.85 |
договорная |
|
Вал |
1м63.61.232 |
Поз.160 |
|
Масса 2.05 |
договорная |
|
Втулка |
1м63.06.106 |
Поз.161 |
Бр 05 ц5с5 гост 613-79 |
Масса 0.99 |
договорная |
|
Втулка |
1м63.06.113 |
Поз.162 |
Бр 05 ц5с5 гост 613-79 |
Масса 0.35 |
договорная |
|
Колесо червячное |
1м63.06.115 |
Поз.163 |
Z 36 m 4 |
Масса 1.2 |
договорная |
|
Гайка маточная |
1м63.06.117 |
Поз.164 |
Бр 05 ц5с5 гост 613-79 |
Масса 1.0 |
11200 с ндс |
|
Втулка |
1м63.06.118 |
Поз.165 |
Бр 05 ц5с5 гост 613-79 |
Масса 0.55 |
договорная |
|
втулка |
1м63.06.119 |
Поз.166 |
Бр 05 ц5с5 гост 613-79 |
Масса 0.4 |
договорная |
|
Червяк |
1м63.06.150 |
Поз.167 |
Z 3 m 4 |
Масса 3.82 |
договорная |
|
Шестерня |
1м63.06.203 |
Поз.168 |
Z 37 m1 |
Масса 0.059 |
договорная |
|
Шестерня |
1м63.06.204 |
Поз.169 |
Z149 m 1 |
Масса 0.8 |
договорная |
|
Шестерня |
1м63.06.205 |
Поз.170 |
Z 75 m 1 |
Масса 0.618 |
договорная |
|
Шестерня |
1м63.06.231 |
Поз.171 |
|
|
договорная |
|
Шестерня |
1м63.06.253 |
Поз.172 |
Z 24 m 3 |
Масса 1.63 |
договорная |
|
Шестерня |
1м63.06.254 |
Поз.173 |
Z 66 m 3 |
Масса 3.4 |
договорная |
|
Шестерня |
1м63.06.259 |
Поз.174 |
Z 44 m 3 |
Масса 2.92 |
договорная |
|
Втулка |
1м63.06.112 |
Поз.175 |
Бр 05 ц5с5 гост 613-79 |
Масса 0.3 |
договорная |
|
Плунжерный насос |
1м63.06.179 |
Поз.176 |
|
Масса |
договорная |
|
Штифт пустотелый |
1м63.06.193 |
Поз.177 |
|
Масса 0.004 |
договорная |
|
Ролик |
1м63.06.202А |
Поз.178 |
|
Масса 0.015 |
договорная |
|
Шестерня |
1м63.71.150 |
Поз.179 |
Z 62 m 2 |
Масса 0.6 |
договорная |
|
Копир |
1м63.71.152 |
Поз.180 |
|
Масса 1.59 |
договорная |
|
Копир |
1м63.71.153 |
Поз.181 |
|
Масса 1.576 |
договорная |
|
Муфта |
1м63.71.154 |
Поз.182 |
Z 44 m 1.75 |
Масса 0.8 |
договорная |
|
Ось |
1м63.71.160 |
Поз.183 |
|
Масса 0.253 |
договорная |
|
Шестерня |
1м63.71.176 |
Поз.184 |
Z 30 m 2 |
Масса 1.1 |
договорная |
|
Шестерня |
1м63.71.179 |
Поз.185 |
Z 60/30 m 2 |
Масса 1.5 |
договорная |
|
Вал |
1м63.71.191 |
Поз.186 |
|
Масса 2.183 |
договорная |
|
Шестерня |
1м63.71.192 |
Поз.187 |
Z 61/33 m 2 |
Масса 1.4 |
договорная |
|
Шестерня |
1м63.71.193 |
Поз.188 |
Z 60 m 2 |
Масса 1.13 |
договорная |
|
Шестерня |
1м63.71.194 |
Поз.189 |
Z 33 m 3.5 |
Масса 1.025 |
договорная |
|
Шестерня |
1м63.71.195 |
Поз.190 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.196 |
Поз.191 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.197 |
Поз.192 |
|
Масса |
договорная |
|
Вал |
1м63.71.198 |
Поз.193 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.199 |
Поз.194 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.200 |
Поз.195 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.201 |
Поз.196 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.204 |
Поз.197 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.205 |
Поз.198 |
|
Масса |
договорная |
|
Вал |
1м63.71.206 |
Поз.199 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.207 |
Поз.200 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.208 |
Поз.201 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.209 |
Поз.202 |
|
Масса |
договорная |
|
Вал |
1м63.71.210 |
Поз.203 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.211 |
Поз.204 |
|
Масса |
договорная |
|
Шестерня |
1м63.71.212 |
Поз.205 |
|
Масса |
договорная |
|
Шестерня |
1м63.08.208 |
Поз.228 |
|
Масса |
договорная |
|
Шестерня |
1м63.08.209 |
Поз.229 |
|
Масса |
договорная |
|
Шестерня |
1м63.08.210 |
Поз.230 |
|
Масса |
договорная |
|
Шестерня |
1м63.08.215 |
Поз.231 |
|
Масса |
договорная |
|
Фланец |
1м63.92.032 |
Поз.232 |
|
Масса |
договорная |
|
Патрон трех кулачковый самоцентрирующийся |
1м63.92.006 |
Поз.233 |
|
Масса |
договорная |
zapchasti-k-stankam.ru
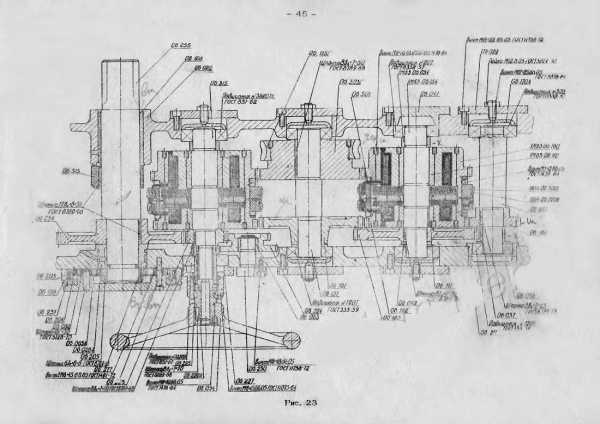
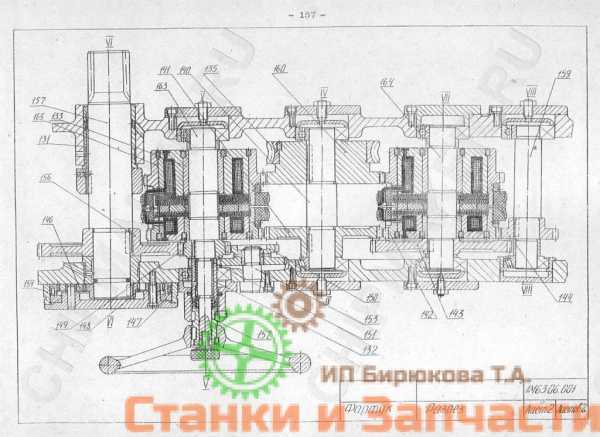
Фартук 1м63, ДИП 300 | ИП Бирюкова Т.А.
Фартук токарно винторезного станка 1м63, ДИП 300 (Рязань, Тбилиси)
Фартук 1м63, ДИП 300 предназначен для передачи перемещения каретки токарного станка за счет преобразования вращения ходового винта и ходового вала станка, Фартук 1м63 снабжен обгонной муфтой, которая позволяет включение ускоренной подачи при включенной рабочей подачи, обгонная муфта защищена от одновременного включения за счет предусмотренной электрической блокировке. Наше предприятие производит поставляет, как фартук 1м63 в сборе, так и отдельные комплектующие для его ремонта. При заказе запчастей уточните производителя своего станка Рязань или Тбилиси, если Ваша маркировка отличается от нашей просто свяжитесь с нами по телефону.
Ниже представлен полный каталог запасных частей фартука токарного станка 1М63, ДИП 300.
Фартук 1М63, ДИП 300 в сборе
Муфта обгонная фартука 1М63
Насос плунжерный фартука 1М63 (Рязань, Тбилиси)
131. Втулка 1м63.06.106
132. Втулка 1м63.06.109
133. Втулка 1М63.06.110
135. Колесо червячное фартука 1М63.06.115
136. Гайка маточная 1М63.06.117
137. Втулка 1м63.06.118
138. Втулка 1м63.06.119
139. Червячный вал 1м63.06.150
140. Вал 4-ой оси 1м63.06.151
141. Шестерня 1м63.06.161
142. Шестерня муфта 1м63.06.162
143. Шестерня 1м63.06.165
144. Шестерня 1м63.06.166
145. Шестерня 1м63.06.192
146. Шестерня 1м63.06.203
147. Шестерня 1м63.06.204
148. Шестерня 1м63.06.205
149. Шестерня 1м63.06.223
150. Шестерня 1м63.06.224
151. Шестерня 1м63.06.225
152. Муфта 1м63.06.229
153. Ось 1м63.06.230
154. Делительное кольцо 1м63.06.231
155. Шестерня втулка 1м63.06.253
156. Шестерня 1м63.06.254
157. Вал шестерня 6-ой оси 1м63.06.255
158. Шестерня 1м63.06.263
159. Вал 8-ой оси 1м63.06.298
160. Шестерня 1м63.06.303
161. Шестерня 1м63.06.310
162. Вал 9ой оси 1м63.06.335
163. Вал 5ой оси 1м63.06.336
164. Вал 7ой оси 1м63.06.337
165. Колесо зубчатое 1м63.06.338
vse-k-stankam.ru
Фартук 1М63, 163, ДИП 300 1М63.061.001. Гайка маточная.
Фартук в сборе для токарно-винторезного станка 1М63, 163, ДИП 300 Рязань и Тбилиси
Также есть в наличии и под заказ запчасти и сменные узлы для фартука этого станка:
- Муфта обгонная 1М63 (44 зуб и 66 зуб)
- Гайка маточная 1М63 (Рязань)
- Гайка маточная 1М63.06.117
- Колесо зубчатое 1М63.06.203
- Колесо зубчатое 1М63.06.205
- Колесо зубчатое 1М63.06.253
- Колесо зубчатое 1М63.61.158
- Колесо зубчатое 1М63.61.164
- Колесо зубчатое 1М63.61.180
- Червяк 1М63.06.150
- Червячная пара фартука 1М63
- Шестерня фартука 1М63
- Штифт пустотельный 163.06.193
- Колесо зубчатое 1М63.61.229
- Колесо зубчатое 1М63.61.228
- Колесо зубчатое 1М63.61.207
- Колесо зубчатое 1М63.61.197
Из особенностей конструкции фартука для токарно-винторезного станка 1М63, 163, ДИП 300, следует отметить, что скорости вращения передач фартука повышаются так же, как и скорости передач коробки подач. Вследствие этого валики фартука токарных станков монтируются на подшипниках качения, улучшается система смазки, для чего корпус фартука выполняется полностью закрытым. В некоторых конструкциях токарных станков, например в модели 1А616, 1К62 и др., для смазки механизмов фартука предусмотрен отдельный плунжерный маслонасос, установленный внутри корпуса фартука. Этот же маслонасос подает смазку под направляющие продольных салазок суппорта. В большинстве современных токарных станков механизм реверсирования движения подач, монтируемый в фартуке, выполняется с электромагнитными муфтами, что кроме удобства и простоты управления станком, создает возможность применения на станке электрокопировальных устройств. В то же время в фартуке размещается механизм, позволяющий в кинематической цепи подач блокировать электромагнитные муфты, что необходимо при нарезании торцевой архимедовой спирали, а также при черновом нарезании обычной резьбы от ходового валика. Для сокращения вспомогательного времени при обработке деталей токарные станки даже малых и средних размеров снабжаются приводами для быстрых холостых перемещений суппорта во всех направлениях. В токарных станках средних и тяжелых моделей привод быстрых перемещений суппорта располагается непосредственно на фартуке и через обгонную муфту позволяет включать быстрые перемещения суппорта, не выключая при этом его рабочей подачи. В токарных станках малых размеров с высотой центров до 250 мм привод быстрых перемещений чаще всего располагается в правой торцевой части станины. Обгонная муфта в этом случае устанавливается не в фартуке, а в коробке подач. При такой компоновке привода также не требуется выключения рабочей подачи при быстрых перемещениях суппорта. В фартуки современных токарных станков встраиваются предохранительные самовыключающиеся механизмы, которые кроме предохранения станков от поломок позволяют работать по жестким упорам.
Устройство и работа фартука. Заказать фартук для станков можно здесь.
К нижней поверхности продольных салазок суппорта прикреплен фартук — часть станка, в которой заключены механизмы для продольного и поперечного перемещения суппорта с резцом (рис.9). Эти перемещения могут совершаться механически и вручную.
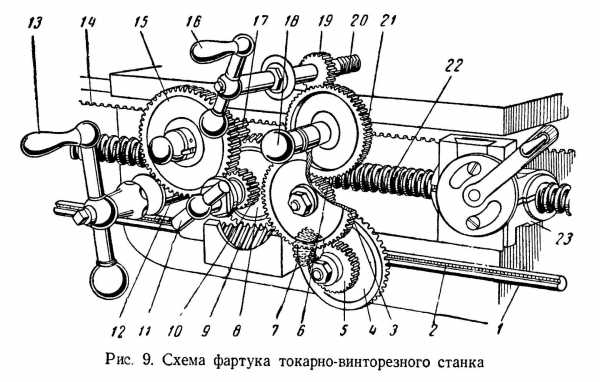
Продольная подача резца при выполнении всех токарных работ, кроме нарезания резьбы резцом, осуществляется при помощи скрепленной со станиной зубчатой рейки 14 и катящегося по ней зубчатого колеса 17. Это колесо может получать вращение либо механически — от ходового вала 1, либо вручную. Механическая продольная подача осуществляется следующим образом. В длинную шпоночную канавку 2 ходового вала 1 входит шпонка сидящего на нем червяка 9. Вращаясь, червяк приводит в движение червячное колесо 8. Для включения механической продольной подачи нужно рукояткой 11 соединить (с помощью муфты) червячное колесо с колесом 10. Последнее сообщит вращение колесу 15, а вместе с ним будет вращаться сидящее на том же валике реечное колесо 17. Это колесо катится по неподвижной рейке 14, приводя в движение фартук и суппорт с резцом вдоль станины.
Ручная продольная подача производится рукояткой 13 через колеса 12, 15, 17 и рейку 14.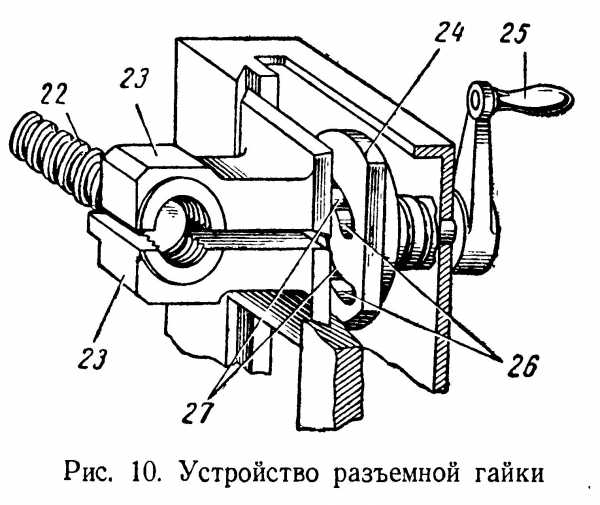 Для осуществления механической поперечной подачи рядом с червяком 9 на ходовом валу сидит коническое зубчатое колесо 7, шпонка которого также скользит в длинной шпоночной канавке 2 ходового вала 1. Вращаясь вместе с валом, колесо 7 приводит во вращение другое коническое колесо 4 и цилиндрические колеса 5, 5, 6 и 21. Посредством кнопки 18 можно колесо 21 сцепить с колесом 19. Вместе с колесом 19 приходит во вращение винт 20, осуществляя поперечную подачу резца. Для выключения поперечной подачи колесо 21 выводят из зацепления с колесом 19, пользуясь той же кнопкой 18. Ручная поперечная подача производится рукояткой 16. Для продольного перемещения суппорта с резцом при нарезании резьбы пользуются ходовым винтом 22, с которым связана разъемная гайка 23, установленная в фартуке. Устройство разъемной гайки показано на рис. 10 (нумерация позиций общая с рис. 9). При нарезании резьбы обе половины гайки 23 сближают при помощи рукоятки 25 сближаясь, они захватывают нарезку винта 22, при вращении которого фартук, а вместе с ним и суппорт с резцом получают продольное перемещение. Для сдвигания и раздвигания половин разъемной гайки на валике рукоятки 25 закреплен диск 24 с двумя спиральными прорезями 26, в которые входят пальцы 27 нижней и верхней половины гайки 23. При повороте диска 24 прорези заставляют пальцы, а следовательно, и половины гайки сближаться или раздвигаться.
Для осуществления механической поперечной подачи рядом с червяком 9 на ходовом валу сидит коническое зубчатое колесо 7, шпонка которого также скользит в длинной шпоночной канавке 2 ходового вала 1. Вращаясь вместе с валом, колесо 7 приводит во вращение другое коническое колесо 4 и цилиндрические колеса 5, 5, 6 и 21. Посредством кнопки 18 можно колесо 21 сцепить с колесом 19. Вместе с колесом 19 приходит во вращение винт 20, осуществляя поперечную подачу резца. Для выключения поперечной подачи колесо 21 выводят из зацепления с колесом 19, пользуясь той же кнопкой 18. Ручная поперечная подача производится рукояткой 16. Для продольного перемещения суппорта с резцом при нарезании резьбы пользуются ходовым винтом 22, с которым связана разъемная гайка 23, установленная в фартуке. Устройство разъемной гайки показано на рис. 10 (нумерация позиций общая с рис. 9). При нарезании резьбы обе половины гайки 23 сближают при помощи рукоятки 25 сближаясь, они захватывают нарезку винта 22, при вращении которого фартук, а вместе с ним и суппорт с резцом получают продольное перемещение. Для сдвигания и раздвигания половин разъемной гайки на валике рукоятки 25 закреплен диск 24 с двумя спиральными прорезями 26, в которые входят пальцы 27 нижней и верхней половины гайки 23. При повороте диска 24 прорези заставляют пальцы, а следовательно, и половины гайки сближаться или раздвигаться.
sar-snab.ru
Токарный станок 1М63 (Дип 300): устройство,характеристика,схемы станка

Общие сведения
Токарно винторезный станок 1М63 предназначен для обработки сравнительно небольших деталей из черных и цветных металлов быстрорежущим (Р18, Р6М5) и твердосплавным (ВК, ТК, ТТК) инструментами в индивидуальном и мелкосерийном производствах в цехах машиностроительных заводов и других отраслях промышленности. На токарном станке 1М63 осуществляется точение наружных цилиндрических и конических поверхностей, торцов, прорезания канавок и отрезку, обтачивание конических фасонных поверхностей, сверления, зенкерования и развертывание отверстий, нарезание различных резьб резцом, нарезание метрической, дюймовой резьбы метчиком и плашкой, накатывание сетчатых рифлений поверхности.
Устройство токарного станка 1М63 (Дип 300)
Устройство токарного станка 1М63
- Сменные шестерни
- Передняя бабка
- Ограждение патрона
- Фартук
- Суппорт
- Электрооборудование
- Ограждение
- Ограждение
- Задняя бабка
- Станина
- Электродвигатель
- Коробка подач
- Защитный кожух
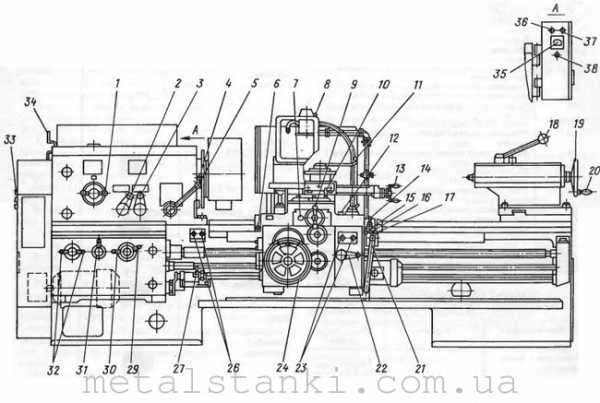
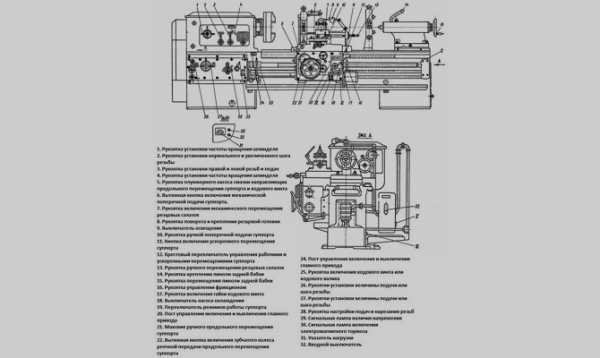
Органы управления токарного станка 1М63 (Дип 300)
1,5 Рукоятка регулировки частоты вращения об/мин шпинделя;
2. Ручка установки основного или увеличенного шага P и деления на многозаходные резьбы;
3. Ручка установки на нарезание правой и левой резьб и величины подачи;
4. Кнопка фиксации ограждения патрона;
6. Ручка включения насоса для ручной смазки направляющих суппорта;
7. Ручка включения поперечной подачи;
8. Тумблер включения освещения;
9. Рукоятка ручной поперечной подачи S суппорта;
10. Ручка включения механического поперечного перемещения верхнего суппорта;
11. Ручка включения поворота и закрепления резцедержателя;
12. Головка зажима и разжима сухаря крепления каретки;
13. Ручка ручного поперечного перемещения верхнего суппорта;
14. рукоятка включения и быстрых ходов суппорта;
15.Тумблер переключения на точении конусов и цилиндров;
16. Тумблер включения насоса подачи СОЖ;
17. Переключатель подач дистанционного управления;
18. Ручка крепления пиноли задней бабки станка;
19. Маховик осевого перемещения пиноли задней бабки;
20. Рукоятка маховика;
21, 27 Рукоятка управления фрикционом;
22. Ручка включения гайки ходового винта станка;
23, 26 Кнопочные станции включения и выключения главного привода станка;
24. Маховик продольного перемещения суппорта по направляющим станины;
29. Рукоятка настройки наладки шага резьбы и отключения ходового винта;
30.Ручка настройки величины шага P резьбы и подач;
31. Рукоятка выбора резьбы;
32. Рукоятка выбора подачи и шага нарезаемой резьбы;
33. Квадрат вала шкива для деления на многозаходные резьбы;
34. Выключатель вводной;
35. Указатель нагрузки;
36. Сигнальная лампа, показывающая включение и отключение электромагнитного тормоза;
37. Сигнальная лампа наличия напряжения;
38. Сигнальная лампа — аварийная.
www.metalstanki.com.ua
Фартук 1М63, ДИП 300 в сборе. Гайка маточная.
Фартук 1М63, ДИП 300 в сборе. Мы изготавливаем следующие виды фартуков для станков этой серии производства Рязань и Тбилиси:
Фартук 1М63.60.000 СБ
Фартук в сборе 1М63.61.001
Фартук в сборе 1М63Н
Фартук в сборе 1М63.06.001Г
Всякое производство весьма нужно для прогресса страны. Немаловажную роль осуществляют сверлильные установки. Сверхточные и проверенные устройства без каких немыслим прирост и совершенствование в промышленном разделе экономики. Пока в описываемой ветви ситуация сложилась очень унылая. Количество функционирующих предприятий изготовления механизмов низко, а современных фактически не создается по невнятным мотивам. Поэтому на современных фабриках повсеместно успешно работают агрегаты советских времен. Но минуя множество лет машины не теряют актуальности эксплуатации ввиду незыблемости и стойкости. Но запчасти этих станков разрушаются.
Покровское производство овладело разработкой запчастей агрегатов. В каталоге Вы заметите вдоволь интересующего и требуемого Вашему производству. Помимо изготавливаемые запчасти располагают превосходными признаками изнашивания и еще небольшой расценкой производственного направления рынка. Мы изготавливаем продукцию — коробка скоростей, бабка шпиндельная, резцедержатель, шайбы, шпиндель. Оснастка — люнет, ролики, гайки. А также большие технологические мощности попускают исполнять разные поручения, какие покупатели устанавливают рабочим, вне зависимости от многосложности и объема производства. Мы исконно предоставляет услуги термообработки — фрезерование, мехобработка и прочее.
Преимущества сотрудничества с нами:
- Невысокая цена
- Отгрузка ТК по России
- Покупка без посредников
- Квалифицированное содействие и помощь
- Качество и гарантия
С нами работают десятки лидирующих машиностроительных фирм России. Отменная основательность и марка сделают несомненным отбор поставщика узлов. Развернутые и основательные сведения о заводе и собираемой металлопродукции отыщите в соответствующей рубрике ресурса. Мы индивидуально разрабатываем большинство единиц каталога, посему можем дать лучшую расценку и меньшие сроки отгрузки. Полагаемся на результативное и взаимовыгодное партнерство.
stankien.ru
1м63
Назначение и устройство токарно-винторезного станка 1м63
Данный токарно-винторезный станок нормальной точности 1м63 предназначен для выполнения различных токарных работ, таких как обтачивание цилиндрических поверхностей, подрезание торцов, протачивание канавок, отрезание обработанной детали, растачивание внутренних цилиндрических поверхностей, сверление, зенкерование, развертывание, обработка конических поверхностей, а также для нарезания метрической, дюймовой и питчевой резьб. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможность прогрессивных инструментов при обработке различных матералов.
Устройство и работа основных узлов токарного станка 1м63
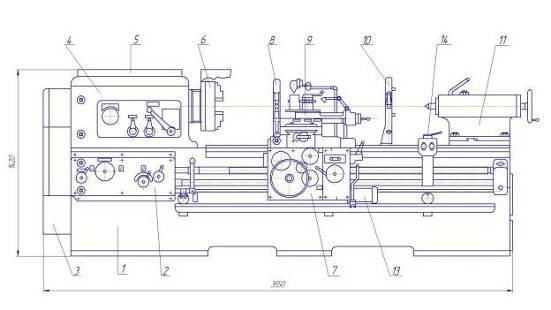
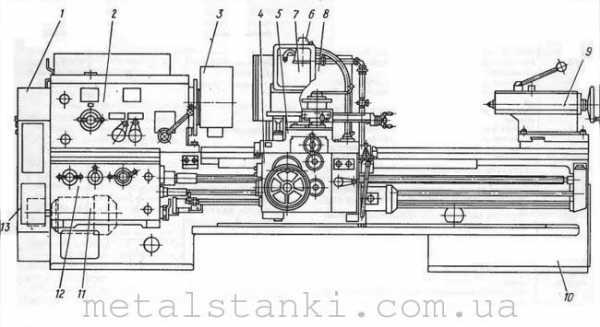
Токарный станок 1м63 состоит из следующих основных узлов:
Станины 1, коробки подач 2, гитары сменных колес 3, передней бабки 4 со шпинделем 6, электрошкафа 5, фартука 7 и суппорта 9, подвижного 8 и неподвижного 10 люнетов, задней бабки 11, электродвигателя для ускоренного перемещения суппорта 13, механизма поддержки ходового винта и вала 14.
Станина токарного станка 1м63
Станина является базовой сборочной единицей, на которой монтируются остальные сборочные единицы.
Станина цельнолитая с тумбами, имеет две призматические направляющих для каретки и две для задней бабки, из которых одна плоская. Внутри станины имеются наклонные люки (окна) для отвода стружки и охлаждающей жидкости. В правой тумбе помещается бак с эмульсией и электронасос. На левой тумбе сзади крепится электродвигатель главного привода.
Передняя бабка токарного станка 1м63
Передняя бабка установлена на левой головной части станины. Все зубчатые колеса кинематической цепи смонтированы на валах и шпинделе, изготовлены из хромистой стали, закалены и прошлифованы. Валы установлены на подшипниках качения. Шпиндель со сквозным отверстием и внутренними конусами имеет две опоры. Передняя опора – двухрядный подшипник с короткими цилиндрическими роликами. Задняя опора – радиально-упорный подшипник, работающий в паре с упорным шарикоподшипником. Изменение частоты вращения шпинделя достигается перемещением блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку. Прямое и обратное вращение шпинделя осуществляется фрикционной механической муфтой, а торможение – электромагнитной муфтой.
Задняя бабка токарного станка 1м63
Задняя бабка перемещается по направляющим станины на четырех радиальных шарикоподшипниках, установленных в мостике. На направляющих станины бабка закрепляется при помощи двух планок четырьмя болтами. Поперечное смещение корпуса бабки относительно мостика производится с помощью двух винтов и гайки, установленной в мостике. Перемещение пиноли производится маховичком.
Суппорт токарного станка 1м63
Суппорт крестовой конструкции имеет продольное перемещение по призматическим направляющим станины и поперечное по направляющим каретки. Перемещение можно осуществлять вручную и механическим приводом. Имеется механизм для быстрого перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцовой головкой.
Фартук токарного станка 1м63
Фартук закрытого типа со съемной передней стенкой (крышкой). Движение суппорту передается через фартук от ходового винта или ходового вала. Механизм фартука снабжен четырьмя электромагнитными муфтами, что позволило сосредоточить управление на одной рукоятке, причем направления включения рукоятки совпадают с направлением движения подачи. В эту же рукоятку встроена кнопка быстрого хода суппорта. Благодаря наличию в фартуке обгонной муфты включение быстрого хода возможно при включенной подаче.
Коробка подач токарного станка 1м63
Коробка подач имеет две продольные расточки, в которых на подшипниках качения смонтированы валы. Зубчатые колеса изготовлены из хромистой стали и закалены. Коррегированные зубчатые колеса дают возможность нарезания двух типов резьб, метрической и дюймовой, без перестановки сменных зубчатых колес. При перестановке сменных зубчатых колес имеется возможность нарезания еще двух типов резьб – модульной и питчевой.
Сменные зубчатые колеса токарного станка 1м63
Расположенные на стенке корпуса передней бабки сменные зубчатые колеса позволяют осуществлять подачу и нарезание метрической, дюймовой, модульной и питчевой резьб в соответствии с паспортными данными.
Люнеты токарного станка 1м63
Для обработки нежестких деталей диаметром от 20 до 150 мм станок оснащен подвижным и неподвижным люнетами. Люнеты снабжены сменными роликами и сухарями, устанавливаемыми в зависимости от условия работы.
Охлаждение токарного станка 1м63
От электронасоса, установленного в правой тумбе станины, охлаждающая жидкость через трубопровод и шланг подается к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда возвращается в бак электронасоса. Очистку корыт и бака необходимо производить не реже одного раза в месяц.
Особенности конструкции токарного станка 1м63
Жесткость, виброустойчивость и температурная стабильность технологической системы позволяют получать необходимую точность обработки.
Двух призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности.
Частота обратного вращения шпинделя в 1,3 раза выше чем прямого, что сокращает время обработки резьб.
Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте.
Точение коротких конусов производится механической подачей резцовых салазок, развёрнутых на нужный угол.
Коробка подач обладает высокой жесткостью кинематической цепи, все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы.
Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.

xn--80aezpj.net
1М63 – какие умения проявит этот токарно-винторезный станок? + видео
Токарно-винторезный станок 1М63 всего через пару лет отметит свое пятидесятилетие. Но даже сейчас он пользуется огромной популярностью на территории постсоветского пространства. Рассмотрим все особенности этого оборудования и уделим внимание ремонту, ведь о нем ничего не сказано даже в паспорте агрегата.
1 Как устроен такой станок?
Из названия становится ясно, что такие машины совмещают в себе несколько типов задач, и поэтому их можно назвать универсальными. Агрегаты этой группы предназначены для выполнения ряда токарных работ, в том числе точение конуса, нарезание различных типов резьбы, растачивание, сверление и т. д. На таком оборудовании обрабатывают детали средних и крупных размеров. Оно пользуется спросом как в условиях единичного, так и мелкосерийного производства, так что это незаменимый агрегат частных мастерских.
В далеком 1968 году модель 1М63 пришла на смену станку 163 и пользуется спросом почти полвека благодаря своим достоинствам. К ним относится надежность и долговечность, высокое качество и точность обработки, простота обслуживания и безопасность. Обсудим составные части и чем примечательна его электрическая схема. И хотя о многом расскажет паспорт оборудования, мы попробуем сделать это понятнее.
К основным элементам этого типа станка относится станина, электрооборудование, задняя и передняя бабка, коробка подач и защитные элементы. Среди последних следует отметить ограждение патрона и защитный кожух. Также составными частями модели 1М63 можно назвать сменные шестерни, фартук, суппорт и электродвигатель. Управление агрегатом идет посредством специальных ручек, кнопок, тумблеров и переключателей. А вот оценить работоспособность можно взглянув на сигнальные лампы, показывающие наличие напряжения в сети, состояние электромагнитного тормоза и аварийный индикатор. В комплектацию также входит подвижный люнет и трехкулачковый патрон диаметром 400 мм.

Элементы станка 1М63
Рекомендуем ознакомиться
А вот неподвижный люнет 1М63, четырехкулачковый патрон диаметром 500 мм, а также конусная линейка, резьбоуказатель и резцедержатель можно приобрести за дополнительную плату. В паспорте станка приведена схема расположения всех элементов и указаны их габариты.
Суппорт движется в продольном и поперечном направлении. При этом перемещение элемента делается как вручную, так и посредством механического привода. Машина укомплектована специальным устройством, ускоряющим движение суппорта. Коробка подач выполняет одну из самых главных функций – отвечает за точение различных заготовок и нарезание резьбы. Ее шестеренный механизм состоит из приводов ходового винта и вала, а также механизма выбора вида работ. А вот передача крутящего момента от элементов коробки скоростей на коробку подач происходит посредством гитары. При бесступенчатом изменении частоты вращения за передачу крутящего момента отвечает фрикционный вал 1М63.
Электрическая схема модели 1М63 состоит из главного привода, вращение которого обеспечивается благодаря асинхронному электродвигателю. При нажатии соответствующей кнопки на пульте замыкается контакт конечного выключателя, пускатель одновременно с реле времени получает питание и двигатель начинает свою работу. Также схема предполагает наличие привода охлаждения. На фартуке агрегата расположен переключатель, который отвечает за запуск и отключение мотора.
2 Какую информацию почерпнуть из маркировки?
Прежде чем рассматривать характеристики, которыми обладает токарно-винторезный станок модели 1М63, скажем пару слов о расшифровке цифровых и буквенных обозначений модели. Единая система условных обозначений станков была принята в далеком 1937 году. Символ, занимающий первую позицию, в нашем случае «1», обозначает номер группы, а именно – токарный тип. Далее следует поколение машины либо обозначение завода изготовителя. Эта информация зашифрована в букве «М». А вот то, что агрегат относится к винторезной подгруппе, можно понять по символу «6», занимающему третью позицию. По последней цифре можно определить высоту центров, расположенных над станиной. В нашем случае она составляет 315 мм.

Токарно-винторезный станок
Однако на этом маркировка может не заканчиваться, существуют различные модификации модели 1М63, уделим немного внимания и им. Если в станине агрегата предусмотрена выемка, то после основного обозначения модели будет стоять еще буква «Г». Обозначения Ф1, Ф2 и Ф3 говорят, что устройство оснащено системой цифровой индикации УЦИ, позиционной системой числового управления или контурной системой ЧПУ соответственно.
По индивидуальному заказу изготавливаются машины с механическим приводом верхнего суппорта и обозначаются они символами «А» и «М». Если речь идет о мощном быстроходном оборудовании либо агрегатах повышенной точности, тогда завершать модель будут символы «Б» и «П» соответственно. Станки, оснащенные копировальным устройством, обозначаются заглавной буквой «К». Увидев на последней позиции символ «Д» можно определить, что агрегат был собран на Тбилисском станкостроительном заводе им. Кирова.
3 Неисправности и ремонт – стоит ли пробовать самому?
А теперь о том, чего нет в паспорте, а именно о ремонтных работах. Если на оборудование распространяется гарантия, то не нужно пытаться наладить его самостоятельно, в этом случае лучше довериться специалистам. То же самое, если у вас нет соответствующих навыков в этой сфере, потому что капитальный ремонт предполагает полную разборку станка, промывку всех его деталей и замену вышедших из строя элементов новыми.

Ремонт токарно-винторезного оборудования
Наиболее уязвимыми частями станины выступают направляющие, часто они нуждаются в шлифовке. В суппортной группе чаще всего восстановлению подлежат резцедержатель и направляющие. Если двигатель агрегата не отвечает, то, вероятно, вышла из строя схема. Зачистите контакты и при необходимости замените проводки. Ремонт задней бабки заключается в шабровке плиты и корпуса, а также расточке отверстий. Если добрались до коробки скоростей, то обязательно замените все изношенные детали новыми. Также не подлежит ремонту и часто нуждается в полной замене неподвижный люнет 1М63.
4 Станок в цифрах – пару слов о характеристиках
Открыв паспорт станка, вы можете ознакомиться с показателями этого агрегата, но и тут мы уделим им немного внимания. Длина станка составляет 5250 мм, а высота и ширина – 1550 и 1780 мм соответственно. Весит же этот агрегат почти 6 тонн, при этом он может обрабатывать детали массой до 3,5 тонн.
Паспорт агрегата 1М63
Величина подач составляет 0,06–1,4 мм/об, 0,024–0,518 и 0,019–0,434 мм/об для продольных, поперечных и резцовых салазок соответственно. Шаг метрической резьбы колеблется в пределах от 1 до 224 мм. Для дюймовых он составляет 28–0,25 ниток/дюйм, а модульных и питчевых – до 56 модулей и от 112 питч соответственно. Ускоренное перемещение суппорта равно для поперечного 2 м/мин, а продольного – 5,2 м/мин. Агрегат оснащен главным приводом мощностью 15 кВт. Максимальный диаметр заготовки колеблется в пределах от 350 до 700 мм в зависимости от расположения детали. Длина обрабатываемого элемента может достигать 3 м. Если желаете узнать еще больше об этом типе оборудования, то кроме паспорта с указанием характеристик и комплектации загляните и в ГОСТ.
tutmet.ru