Индукционные плавильные печи Плавильные комплексы
Плавильные печи в алюминиевом корпусе на редукторе
Плавильные печи на редукторе в стальном корпусе
Плавильные печи на гидравлике в стальном корпусе
Плавильные печи для цветных металлов
Индукционная печь — вид плавильных печей, в которых расплавление металла происходит за счет явления электромагнитной индукции. Наведенные токи нагревают металлическую шихту, расположенную в цилиндрическом тигле и футерованную огнеупорным материалом. В индукционных печах можно плавить все виды сталей, чугунов, а также цветные сплавы.
Преимущество индукционных плавильных печей перед другими плавильными агрегатами — это:
- интенсивное электродинамическое перемешивание расплава, благодаря которому сплав получается однородным по химическому составу и температуре по всему объему,
- высокая производительность, за счет высоких значений удельной мощности и высокого КПД (более 95-97%),
- низкий угар химических элементов сплава,
- экологичность (низкий уровень выделений пыли и газа),
- низкие капитальные затраты на подготовку и запуск печи (индукционные печи довольно компактны, их можно устанавливать даже в небольших помещениях)
- безопасность, надежность, простота управления и обслуживания, долговечность
Виду этого индукционные плавильные печи используют для получения качественных сплавов как крупные промышленные предприятия так и небольшие литейные производства.
Стандартная индукционная плавильная печь поставляется компанией «СИБТЕХЛИТ» в следующем комплекте:
- Два плавильных узла (посты), работающие попеременно;
- Конденсаторная батарея;
- Преобразователь частоты;
- Водоохлаждаемые кабели от конденсаторной батареи до поста;
- Пульт управления наклоном;
- Комплект ЗИП;
- Техническая и эксплуатационная документация на русском языке.
Кроме того плавильная печь может быть доукомплектована станцией охлаждения «закрытого типа» , разливочными ковшами и прочим необходимым оборудованием. Компания СИБТЕХЛИТ поставляет плавильные печи в следующих исполнениях:
Индукционные плавильные печи в алюминиевом корпусе с электромеханическим механизмом наклона (редуктор)
Основной составной частью электропечи является плавильный узел. Плавильный узел выполнен без использования магнитопровода и включает в себя водоохлаждаемый индуктор, жестко закрепленный внутри алюминиевого корпуса, между верхним асбестовым кольцом и подовой плитой. Корпус электропечи выполнен из алюминиевого сплава и состоит из двух симметричных частей, соединенных между собой через электрическую изоляцию, во избежание создания короткозамкнутого электрического контура. По бокам корпуса имеются фланцы, к которым крепится опорно-поворотный механизм электропечи. Опорно-поворотный механизм состоит из буксы и электромеханического привода, которые устанавливаются на бетонных опорах-фундаментах, отливаемых в месте установки электропечи. Привод поворота плавильного узла электропечи для слива металла – электромеханический и представляет собой понижающий редуктор, приводимый в действие асинхронным электродвигателем. Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте. Редуктор наклона оснащен маховиком ручного наклона плавильного на случай аварийного отключения электроэнергии. Плавильный узел имеет набивной тигель, в который сверху осуществляется загрузка шихты. Тигель может выполняться из кислых, основных, нейтральных, а также современных композиционных набивных масс.
Корпус электропечи выполнен из алюминиевого сплава и состоит из двух симметричных частей, соединенных между собой через электрическую изоляцию, во избежание создания короткозамкнутого электрического контура. По бокам корпуса имеются фланцы, к которым крепится опорно-поворотный механизм электропечи. Опорно-поворотный механизм состоит из буксы и электромеханического привода, которые устанавливаются на бетонных опорах-фундаментах, отливаемых в месте установки электропечи. Привод поворота плавильного узла электропечи для слива металла – электромеханический и представляет собой понижающий редуктор, приводимый в действие асинхронным электродвигателем. Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте. Редуктор наклона оснащен маховиком ручного наклона плавильного на случай аварийного отключения электроэнергии. Плавильный узел имеет набивной тигель, в который сверху осуществляется загрузка шихты. Тигель может выполняться из кислых, основных, нейтральных, а также современных композиционных набивных масс.
Индукционные плавильные печи в стальном корпусе с электромеханическим механизмом наклона (редуктор)
Плавильный узел размещается на сварной раме, состоящей из нижней стационарной части и верхней поворотной. Плавильный узел выполнен с использованием магнитопровода и включает в себя многосекционный водоохлаждаемый бетонированный индуктор, жестко закрепленный внутри стального корпуса между верхним асбестовым кольцом и подовой плитой. Плавильный узел имеет набивной тигель, в который сверху осуществляется заливка жидкого металла. Тигель может выполняться из кислых, основных, нейтральных, а также современных композиционных набивных масс. Контроль состояния тигля выполняется визуально или с помощью сигнализатора проедания тигля. Визуальный осмотр осуществляется после каждой плавки на предмет выявления трещин, эрозий, осыпания футеровки. Сигнализатор проедания тигля предназначен для контроля состояния футеровки тигля и изоляции индуктора. Сигнализатор подключается к электроду, представляющему из себя сетку из нержавеющей стали (закладывается во внутренней поверхности индуктора) и к расплаву с помощью электрода, который закладывается при набивке подины тигля.
Индукционные плавильные печи в стальном корпусе с гидравлическим механизмом наклона
Плавильный узел размещается на сварной раме, состоящей из нижней стационарной части и верхней поворотной. Плавильный узел выполнен с использованием магнитопровода и включает в себя многосекционный водоохлаждаемый бетонированный индуктор, жестко закрепленный внутри стального корпуса между верхним асбестовым кольцом и подовой плитой. Плавильный узел имеет набивной тигель, в который сверху осуществляется заливка жидкого металла. Тигель может выполняться из кислых, основных, нейтральных, а также современных композиционных набивных масс.
Компания СИБТЕХЛИТ поставляет индукционные плавильные печи со следующими комлектующими:
Тиристорный преобразователь частоты KGPS. Тиристорный преобразователь частоты специально создан для питания электрическим током средней частоты индукционных установок и плавки металла. ТПЧ имеет однофазный выход и необходим для работы на нагрузке, состоящей из индуктора и конденсаторной батареи, предназначенной для компенсации реактивной мощности индуктора. Система управления исполняется на одной микропроцессорной плате управления, которая включает в себя все защиты (защита от тока, перенапряжения, давления воды и т.д.) Для контроля использован интегрированный контур и цифровые технологии, в результате чего преобразователь имеет хорошие пусковые свойства, т.е. может одинаково успешно запускаться как при отсутствии загрузки, так и при полной загрузке.
Тиристорный преобразователь частоты специально создан для питания электрическим током средней частоты индукционных установок и плавки металла. ТПЧ имеет однофазный выход и необходим для работы на нагрузке, состоящей из индуктора и конденсаторной батареи, предназначенной для компенсации реактивной мощности индуктора. Система управления исполняется на одной микропроцессорной плате управления, которая включает в себя все защиты (защита от тока, перенапряжения, давления воды и т.д.) Для контроля использован интегрированный контур и цифровые технологии, в результате чего преобразователь имеет хорошие пусковые свойства, т.е. может одинаково успешно запускаться как при отсутствии загрузки, так и при полной загрузке.
Конденсаторная батарея. Электротермические конденсаторы используются для повышения коэффициента мощности индукционных электротермических установок. Конденсаторы разработаны и изготавливаются согласно новейшим технологиям и удовлетворяют требованиям международных стандартов.
Станция охлаждения закрытого типа (градирня). Для охлаждения плавильных печей, индукционных нагревателей применяются станции охлаждения закрытого типа. В плавильном комплексе станции охлаждают плавильный узел, преобразователь частоты, конденсаторную батарею. Кроме этого станции незаменимы для охлаждения другого технологического оборудования (шкафы охлаждения, устройства регулирования температуры песка, теплообменники). Станции закрытого типа могут работать с некачественной технической водой для внешнего контура (с применением фильтров). Охлаждение теплоносителя производится путем прохождения его через многослойный медный трубчатый радиатор с принудительным воздушным охлаждением с возможностью орошения испаряемой водой.
Вибротрамбовщик футеровочной массы. Пневматическая вибрационная трамбовка (вибротрамбовка) служит для уплотнения футеровочной массы в индукционных плавильных печах, при набивке набивного тигля. Вибротрамбовка имеет специальную малогабаритную конструкцию и разные насадки, благодаря чему есть возможность использовать трамбовку для набивки тигля небольших размеров. Также пневматическая вибрационная ручная трамбовка обеспечивает набивку подины в индукционных плавильных печах. Дополнительно предоставляются чертежи насадок, по которым заказчик может сделать их самостоятельно.
Вибротрамбовка имеет специальную малогабаритную конструкцию и разные насадки, благодаря чему есть возможность использовать трамбовку для набивки тигля небольших размеров. Также пневматическая вибрационная ручная трамбовка обеспечивает набивку подины в индукционных плавильных печах. Дополнительно предоставляются чертежи насадок, по которым заказчик может сделать их самостоятельно.
Сигнализатор проедания футеровки. Оборудование контролирующие состояние футеровки индукционного плавильного узла и сигнализирующее о необходимости замены футеровки. Работа сигнализатора предусматривает измерение тока через стенки тигля от индуктора к заземленному металлу. В комплект поставки включены: шкаф сигнализации и сетка, которая располагается на наружной поверхности тигля.
Межпостовой переключатель. Переключение мощности между плавильными узлами осуществляется при помощи силового переключающего устройства – электрического межпостового переключателя, который крепится к конденсаторной батарее.
Термопара серии W600. Термопара W600 — портативный беспроводной прибор для измерения температуры металла контактным способом. Прибор имеет высокую точность измерения и надёжность в эксплуатации. Его использование не требует от персонала специальных знаний и навыков. Термопара оснащена цифровым монитором с возможность сохранения результатов замера в измерительном приборе на 1000 измерений и для удобства персонала 5 дюймовым цифровым табло с высотой цифр 125мм. Прибор имеет автономный источник питания. Измерительная система включает погружной жезл, на который надевается картонный сменный блок c чувствительной головкой, в которой размещена собственно термопара, регистрирующий прибор, предназначенный для измерения и обработки генерируемой термопарой т.э.д.с., и внешний компенсационный кабель, соединяющий погружной жезл с регистрирующим прибором. Использование термопары не требует специальных навыков: достаточно лишь надеть сменный блок на жезл и погрузить его в жидкий металл. Регистрирующий прибор автоматически проверяет замкнутость измерительной цепи термопары и выдаёт на извлечение сменного блока из ванны. В данном устройстве используется новейший метод устранения помех, поэтому при использовании в среднечастотных электрических печах при проведении измерений нет необходимости выключать электричество.
Регистрирующий прибор автоматически проверяет замкнутость измерительной цепи термопары и выдаёт на извлечение сменного блока из ванны. В данном устройстве используется новейший метод устранения помех, поэтому при использовании в среднечастотных электрических печах при проведении измерений нет необходимости выключать электричество.
Электромеханическим механизмом наклона (редуктор) . Назначение механизма наклона печи заключается в обеспечении слива из печи по окончанию плавки всего ее содержимого и обеспечении наклона печи при скачивании шлака. Электромеханический привод состоит из электродвигателя, редуктора и цепной передачи.
Маслонапорная установка. Маслонапорная установка необходима для создания давления в гидроцилиндрах наклона. Наклон верхней поворотной части плавильного узла осуществляется двумя гидроцилиндрами, питаемыми от маслонапорной станции. Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте.
Шаблон для набивки тигля . Тигли в печи набивают с помощью сварного железного шаблона, наружные размеры которого соответствуют внутренним размерам тигля. Так как тигель быстрее разрушается у стыка стенки с подиной, то для основного тигля применяют железный шаблон, низ которого имеет закругление в месте перехода от стенок к дну. Когда футеровка готова, из шаблона удаляют груз и приступают к сушке и спеканию тигля. В процессе плавления садки плавиться шаблон; стенки тигля при этом спекаются на некоторую глубину. Окончательное спекание массы тигля на глубину 25-30 мм произойдет после двух-трех плавок.
Водоохлаждаемые кабели. Водоохлаждаемый кабель обеспечивает подачу и слив охлаждающей воды с индуктора печи. Предназначены для соединения конденсаторной батареи с индуктором печи. Благодаря своему гибкому исполнению водоохлаждаемые кабели обеспечивают свободный ход плавильного узла при подъеме печи в положение слива металла. Конструкция водоохлаждаемого кабеля: силовой медный кабель помещён в специальный герметичный защитный рукав. На концах водоохлаждаемого кабеля для индукционных печей находятся медные кабельные наконечники специальной формы, через которые с помощью расположенных на них штуцеров происходит подача охлаждающей воды для отвода тепла, выделяемого при работе плавильной установки.
На концах водоохлаждаемого кабеля для индукционных печей находятся медные кабельные наконечники специальной формы, через которые с помощью расположенных на них штуцеров происходит подача охлаждающей воды для отвода тепла, выделяемого при работе плавильной установки.
Индукционные плавильные печи 50–3000 кг
Индукционные плавильные тигельные печи на 50 — 3000 кг плавки, в алюминиевом корпусе, с ТПЧ и электроприводом наклона
Индукционные тигельные печи с тиристорным преобразователем предназначены для плавки черных и цветных металлов на промышленных предприятиях. Они могут использоваться для перегрева и рафинирования расплава стали и чугуна. Рекомендуемый режим работы трехсменный, но при необходимости печи хорошо работают и в одну смену. Как правило, индукционные печи этого типа поставляются с двумя плавильными узлами, для обеспечения непрерывной плавки, когда один из узлов необходимо футеровать. Индукционные тигельные печи имеют два плавильных узла, подключаемые к одному тиристорному преобразователю частоты. Имеют высокую производительность, экономичность, надежность, простоту в эксплуатации и техническом обслуживании, легко управляются. Самым лучшим считается трехсменный режим эксплуатации печей, однако, многие наши клиенты плавят металл в одну смену и всем довольны.
Имеют высокую производительность, экономичность, надежность, простоту в эксплуатации и техническом обслуживании, легко управляются. Самым лучшим считается трехсменный режим эксплуатации печей, однако, многие наши клиенты плавят металл в одну смену и всем довольны.
Конструкция индукционной тигельной печи с алюминиевым корпусом
Плавильный узел
В конструкции плавильных узлов печей данного типа отсутствуют магнитопроводы, поэтому алюминиевый корпус не защищен от магнитного поля индуктора. Для исключения замыкания наведенных токов Фуко и расплавления, немагнитный алюминиевый корпус состоит из 2 половин, которые электрически разделены друг от друга в задней и передней части с помощью изолирующих проставок. Прочный алюминиевый корпус хорошо держит нагрузки при плавке и наклонах печи при разливке металла. Однако, он не выдерживает пролива на корпус металла плавки.
Внутри корпуса расположен индуктор из прямоугольной медной трубки с подводами для охлаждающей воды и клеммами для подключения электроэнергии. Сбоку алюминиевый корпус имеет приливы для крепления опорно-поворотного устройства, которое устанавливается на бетонное основание или стальную раму.
Сбоку алюминиевый корпус имеет приливы для крепления опорно-поворотного устройства, которое устанавливается на бетонное основание или стальную раму.
Поворот печи осуществляется с помощью электродвигателя и редуктора. Плавильщик управляет поворотом печи с пульта, установленного в удобном месте. В случае отказа электропривода, можно слить металл, вращая рукоятку аварийного наклона печи.
В верхней части корпуса имеется площадка с полостью для футеровки сливного носка.
В нижней части корпуса имеется набивная подина, на которую устанавливается или набивается тигель. Контроль толщины тигля производят визуально или с помощью сигнализатора проедания тигля.
Тигли можно использовать как набивные, так и готовые. Но на большие веса плавки, тигли, как правило, набивают. Для черных металлов применяют тигли из кварца, для цветных металлов графитосодержащие. Набивка тиглей это особое искусство, от этой операции очень сильно зависит компания тигля. Это срок его эксплуатации, измеряемый в количестве плавок. Прочитать о набивке из современных материалов вы можете здесь и в Мосиндуктор — Статьи
Прочитать о набивке из современных материалов вы можете здесь и в Мосиндуктор — Статьи
Тиристорный преобразователь частоты ТПЧ
Шкаф тиристорного преобразователя частоты (ТПЧ) выполнен из листовой стали, на передней панели находятся органы управления. Шкаф не защищен от цеховой пыли, поэтому нуждается в периодической очистке. Для защиты от пыли главная плата управления помещена в коробку, которая закрывается на ключ.
При вводе в эксплуатацию тиристорный преобразователь частоты нуждается в настройке специалистами компании поставщика. Мы вводим индукционные плавильные печи в эксплуатацию только после проведения пусконаладочных работ нашей сервисной службой.
ТПЧ выполнен по схеме регулируемого выпрямителя с последующим инвертированием. Плата управления сконструирована с применением современных цифровых технологий, и отвечает не только за управление, но и за защиту силовой электроники от таких факторов как перенапряжение, замыкание индуктора, срыв инвертирования, снижение давления охлаждающей жидкости, пропадание одной фазы и т. п.
п.
По отзывам наших клиентов тиристорный преобразователь частоты данного класса очень универсальный и хорошо подходит для питания печей российского производства.
Конденсаторная батарея
Конденсаторная батарея представляет собой набор водоохлаждаемых среднечастотных электротермических конденсаторов большой емкости с металлической оболочкой. Конденсаторные банки установлены на металлическую раму и соединены между собой медными шинами. Конденсаторы размещаются в металлическом корпусе и оборудованы вводами — выводами воды и шинами для подключения электрического среднечастотного тока. На печах данного типа применяется параллельный колебательный контур. Резонанс токов приводит к тому, что токи, текущие от конденсаторов к печи в четыре раза мощнее токов идущих от генератора к конденсаторной батарее. Следите за тем, что бы охлаждаемые тоководы не проходили близко с металлическими конструкциями или металлическим полом. Невыполнение этого правила, приводит к перегоранию охлаждаемых тоководов.
Система охлаждения
Мы рекомендуем применять для охлаждения индукционных печей данного типа только двухконтурные градирни.
Они отличаются высокой удельной мощностью охлаждения на единицу цеховой площади. Имеют раздельные контуры охлаждения печи. Экономят дистиллированную воду и имеют большое количество реальных преимуществ перед любыми другими системами охлаждения. Подробнее>>>
Двухконтурные градирни могут устанавливаться в цеху или на улице. В зимнее время в градирни, установленные на улице, заливают антифриз и используют для охлаждения только первый контур.
Преимущества индукционных плавильных печей с алюминиевым корпусом и ТПЧ
Лучшее среди индукционных печей соотношение цена /качество и быстрая окупаемость.
Высокая производительность при низких эксплуатационных затратах.
Могут применяться для плавки черных и цветных металлов.
Простая и надежная конструкция плавильного узла и преобразователя.
Широкая номенклатура сплавов, низкий угар шихты и легирующих элементов.
Гомогенный состав и улучшенные по сравнению с другими печами свойства сплавов.
Малый уровень шума от преобразователя и печи.
Компактная конструкция, занимает мало места в цеху.
Низкие капитальные затраты по размещению плавильной печи.
Спецификация индукционных печей для плавки черных металлов
| Модель |
Объем, кг |
Мощность, кВт |
Частота, Гц |
Напря- жение питания, В |
Расход эл/эн по стали, кВт*ч/т |
Производи- тельность по стали 1600ᵒС, т/час |
Производи- тельность по чугуну 1450ᵒС, т/час |
Расход воды, т/час |
| ИПП-100/50Ч | 50 | 100 | 1000 |
380 В 50 Гц 3 фазы |
1000 | 0,1 | 0,11 | 1,8 |
| ИПП-160/100Ч | 100 | 100 | 900 | 0,11 | 0,12 | 2 | ||
| ИПП-200/150Ч | 150 | 200 | 730 | 0,18 | 0,2 | 2,5 | ||
| ИПП-250/200Ч | 200 | 250 | 670 | 0,37 | 0,4 | 3 | ||
| ИПП-300/300Ч | 300 | 500 | 670 | 0,44 | 0,5 | 4 | ||
| ИПП-500/500Ч | 500 | 500 | 650 | 0,84 | 0,89 | 7 | ||
| ИПП-630/750Ч | 750 | 630 | 630 | 0,8 | 0,9 | 7 | ||
| ИПП-800/750Ч | 750 | 800 | 590 | 1 | 1,1 | 12 | ||
| ИПП-1000/1000Ч | 1000 | 1000 | 730 | 1,1 | 1,2 | 12 | ||
| ИПП-1250/1000Ч | 1000 | 1250 | 590 | 1,3 | 1,45 | 12 | ||
| ИПП-1250/1500Ч | 1500 | 1250 | 700 | 1,5 | 1,65 | 14 | ||
| ИПП-1600/1500Ч | 1500 | 1600 | 560 | 1,8 | 2,0 | 14 | ||
| ИПП-1000/2000Ч | 2000 | 1000 | 500 | 690 | 2 | 2,2 | 18 | |
| ИПП-1600/2000Ч | 2000 | 1600 | 650 | 2,5 | 2,75 | 18 | ||
| ИПП-2000/1500Ч | 2000 | 2000 | 630 | 3 | 3,3 | 18 | ||
| ИПП-1600/3000Ч | 3000 | 1600 | 630 | 2 | 2,2 | 25 | ||
| ИПП-2000/3000Ч | 3000 | 2000 | 590 | 3 | 3,3 | 25 | ||
| ИПП-2500/3000Ч | 3000 | 2500 | 580 | 4 | 4,4 | 25 |
Примечание.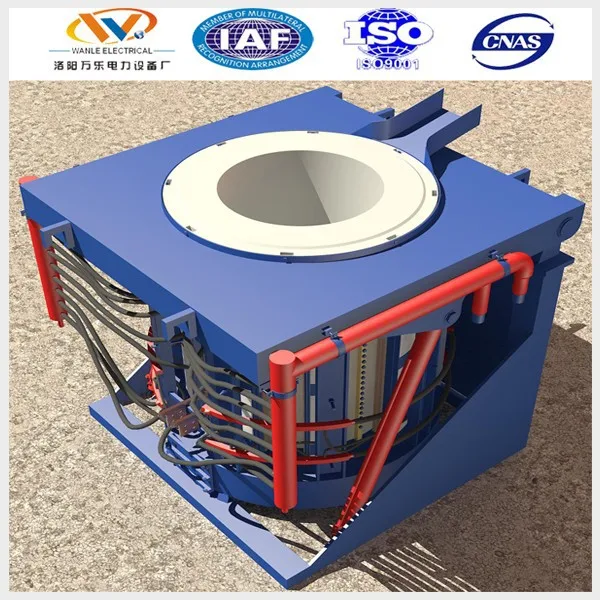 Скорость плавки и удельный расход электроэнергии показаны для режима непрерывной работы на прогретом тигле и не учитывают время загрузки, рафинирования, чистки, слива металла и т. п.
Скорость плавки и удельный расход электроэнергии показаны для режима непрерывной работы на прогретом тигле и не учитывают время загрузки, рафинирования, чистки, слива металла и т. п.
Стандартная комплектация индукционной плавильной печи
|
№ п/п |
Наименование оборудования |
Количество, шт |
| 1 | Тиристорный преобразователь частоты ТПЧ | 1 |
| 2 | Индукционный плавильный узел в сборе | 2 |
| 3 | Водоохлаждаемые тоководы | 4 |
| 4 | Распределитель воды | 1 |
| 5 | Редуктор наклона с электродвигателем | 2 |
| 6 | Конденсаторная батарея | 1 |
| 7 | Пульт дистанционного управления наклоном печи | 1 |
| 8 | Шаблон для футеровки тигля | 2 |
| 9 | Комплект технической документации | 1 |
Варианты изменения комплектации по запросу заказчика
A.
|
Поставка с одним плавильным узлом |
| B. | Поставка с 2-мя плавильными узлами на различный вес и материал плавки |
| C. | Укомплектование двухконтурной градирней для охлаждения печи |
| D. | Укомплектование свитчером-переключателем подачи тока на плавильные узлы |
| E. | Укомплектование крышкой плавильного узла для экономии тепла |
| F. | Укомплектование вибратором для качественной футеровки тигля |
| G. | Оборудование плавильных узлов сигнализатором проедания тигля |
Видео
Техобслуживание индукционной печи ИПП-250/250Ч
Отзыв о работе индукционной печи ИПП-250/250Ч
Индукционная плавильная печь ИПП-1000/1000Ч
Индукционная плавильная печь ИПП-350/500Ч
Разлив алюминия из печи на 75 кг
Полное собрание видеороликов по применению индукционного нагрева смотрите в разделе мосиндуктор-видео.
Сопутствующие товары
|
Двухконтурные градирни ДКГ |
Чиллеры ЧВ |
Многолопастные насосы Grundfos |
Индукционные плавильные печи 5-200 кг
Индукционные тигельные печи с транзисторным преобразователем предназначены для плавки от 5 до 200 кг цветных металлов и плавки от 5 до 100 кг черных металлов. Они мобильны, при необходимости легко переставляются с места на место. Индукционные печи комплектуются универсальным среднечастотным транзисторным высоковольтным преобразователем марки СЧВ. Если у вас имеются ограничения по подключаемой мощности, можно легко подобрать именно ту мощность преобразователя, которая вам необходима, с соответствующей коррекцией веса плавки.
Транзисторные индукционные нагреватели марки СЧВ могут использоваться самостоятельно для нагрева массивных деталей перед кузнечной обработкой. В том числе и в составе индукционного кузнечного нагревателя ИКН. А так же для глубокой закалки деталей в сочетании со среднечастотным закалочным трансформатором. Покупая индукционную плавильную тигельную печь вы можете быть уверены в самом разнообразном применении ее комплектующих.
В том числе и в составе индукционного кузнечного нагревателя ИКН. А так же для глубокой закалки деталей в сочетании со среднечастотным закалочным трансформатором. Покупая индукционную плавильную тигельную печь вы можете быть уверены в самом разнообразном применении ее комплектующих.
Индукционные печи для плавки 5-200 кг могут быть укомплектованы как керамическими, так и графитовыми тиглями. Причем керамические тигли применяются для плавки металлов с ферромагнитными свойствами, такими как сталь и чугун.
Графитовые тигли косвенного нагрева применяются в основном для плавки цветных металлов, таких как медь, латунь, бронза, золото, серебро. Однако графитовые тигли могут применяться для плавки стекла и кремния. Для плавки алюминия могут использоваться стальные и чугунные тигли.
Индукционные плавильные печи с транзисторным преобразователем имеют ряд существенных преимуществ:
- Высокий КПД транзисторного преобразователя, доходящий до 98%.
 Однако небольшая толщина тигля и засыпной футеровки способствует потерям тепла. И поэтому необходимо стараться производить плавку как можно быстрее. Следующую плавку желательно производить на горячем тигле.
Однако небольшая толщина тигля и засыпной футеровки способствует потерям тепла. И поэтому необходимо стараться производить плавку как можно быстрее. Следующую плавку желательно производить на горячем тигле. - Высокая производительность индукционных плавильных печей достигается за счет высокой удельной мощности на единицу веса расплава.
- Только в индукционных плавильных печах возможно получение сплавов с самыми лучшими свойствами. При плавлении, расплав интенсивно перемешивается за счет электродинамической циркуляции, чем достигается его высокая гомогенность (однородность). Стали выплавленные в индукционных плавильных печах выдерживают до образования закалочных трещин до 30 циклов закалка — отпуск. А стали, выплавленные в любых других печах не более 20 циклов.
- Индукционные печи с весом плавки 5-200 кг просты в обслуживании, их легко очищать от шлаков и налипшего металла. Применение редуктора и ручного штурвала позволяет легко производить разливку расплава.
 Они очень компактны, что позволяет размещать их на ограниченных площадях.
Они очень компактны, что позволяет размещать их на ограниченных площадях. - Замена тигля на данных печах, так же достаточно простая операция. Мы даем рекомендации нашим клиентам по подбору и замене китайских тиглей на тигли российских производителей.
- Сервисная служба компании «Мосиндуктор» производит любой ремонт индукционных плавильных печей с весом плавки от 5 до 200 кг. В том числе ремонт блока конденсаторов, ремонт транзисторного преобразователя, ремонт плавильного узла, с полной разборкой и заменой футерованной индукционной катушки.
- Несмотря на то, что индукционные плавильные печи с транзисторным преобразователем работают в звуковом диапазоне частот 1-8 кГц, звуковой фон и шум от их работы совсем незначительный. Воздействующее на человека индукционное поле, так же невелико, что обусловлено небольшой мощностью транзисторного преобразователя и его низкой рабочей частотой.
Внимание: По водоохлаждаемому тоководу от конденсаторной батареи к плавильному узлу текут резонансные токи большой величины. Во избежание перегорания тоководов, необходимо исключить их прилегание к любым металлическим элементам: пола, станины печи, корпуса преобразователя и т.п.
Во избежание перегорания тоководов, необходимо исключить их прилегание к любым металлическим элементам: пола, станины печи, корпуса преобразователя и т.п.
Индукционные плавильные печи с весом плавки 5-200 кг с транзисторным преобразователем:
| Название | Мощность, кВт | Загрузка по стали/чугуну, кг | Загрузка по меди и драг металлам, кг | Масса, кг |
| ИПП-15 | 15 | 4 | 10 | 90 |
| ИПП-25 | 25 | 8 | 20 | 120 |
| ИПП-35 | 35 | 12 | 40 | 140 |
| ИПП-45 | 45 | 18 | 70 | 215 |
| ИПП-70 | 70 | 28 | 100 | 245 |
| ИПП-90 | 90 | 45 | 120 | 285 |
| ИПП-110 | 110 | 60 | 150 | 295 |
| ИПП-160 | 160 | 100 | 200 | 335 |
Комплектность поставки индукционной плавильной печи:
— Среднечастотный высоковольтный индукционный нагреватель СЧВ — 1 шт.
— Блок водоохлаждаемой конденсаторной батареи — 1 шт.
— Плавильный узел в сборе, с устройством наклона печи — 1 шт.
— Межблочные соединительные кабели — 1 к-т.
— Водоохлаждаемые тоководы — 1 к-т.
— Инструкция по эксплуатации — 1 шт.
— Инструкция по технике безопасности — 1 шт.
Время плавки для всех индукционных печей около 1 часа. Учтите, что в комплект печи не входит система водяного охлаждения, насос и бак для воды. Самым лучшим решением для системы охлаждения является двухконтурная градирня, которую вы можете заказать и купить в компании «Мосиндуктор». Так же вы можете приобрести у нас чиллер для охлаждения транзисторного преобразователя, а печь охлаждать проточной или оборотной водой.
Компания «Мосиндуктор» уже поставила клиентам и обслуживает десятки индукционных плавильных печей данного типа по всей России. Приобретение индукционных плавильных печей с весом плавки от 5 до 200 кг являются одним из лучших вариантов начала собственного металлургического дела и расширения уже действующего.
Видео товара:
Индукционная печь ИПП-35/40М
Индукционная печь ИПП-110/160М
Многолопастные насосы Grundfos
Индукционная плавильная тигельная печь на 3 т стали
Плавка латуни без графитового тигля
Техобслуживание индукционной печи ИПП-250/250Ч
Сопутствующие товары
| Двухконтурные градирни ДКГ |
Чиллеры ЧВ |
Многолопастные насосы Grundfos |
Автор статьи директор компании «Мосиндуктор»
© 2013 Кучеров Вячеслав Васильевич
Авторские права защищены.
Гарантируется судебное преследование
за размещение статьи или ее части
на любом сайте кроме www. mosinductor.ru
mosinductor.ru
Индукционные плавильные печи Xeleron⋆ Xeleron
Индукционные плавильные печи Xeleron
В состав компании Xeleron входит подразделение, занимающееся производством промышленных индукционных плавильных электропечей. Пройдя процесс многолетнего развития, сейчас Xeleron стал комплексным предприятием производящим разнообразные продукты в области плавки и нагрева металла: среднечастотные плавильные печи, среднечастотные индукционные печи, высокочастотные плавильные печи, электродуговые печи, промышленные термические печи и оборудование индукционного нагрева, сквозного нагрева, закалки, сварки, электролиза, регулирования скорости постоянного тока, электрического контроля и т.д.
Наша цель стремится к тому, чтобы качество продукции и послепродажное обслуживание в компании Xeleron достигали максимально высоких стандартов.
Модельный ряд плавильных индукционных печей Xeleron
| Масса загрузки, кг | Потребляемая мощность, кВт | Электро- питание | Расчетное время плавки, мин |
|---|---|---|---|
| 3 | 50 | 380 В, 50 Гц | 9 |
| 5 | 50 | 380 В, 50 Гц | 15 |
| 25 | 100 | 380 В, 50 Гц | 15 |
| 50 | 100 | 380 В, 50 Гц | 30 |
| 100 | 100 | 380 В, 50 Гц | 60 |
| 150 | 150 | 380 В, 50 Гц | 45 |
| 250 | 200 | 380 В, 50 Гц | 45 |
| 350 | 300 | 380 В, 50 Гц | 55 |
| 500 | 400 | 380 В, 50 Гц | 55 |
| 750 | 500 | 380 В, 50 Гц | 60 |
| 1000 | 750 | 380 В, 50 Гц | 60 |
| 750 | 800 | 660 В, 50 Гц | 40 |
| 1000 | 1000 | 660 В, 50 Гц | 55 |
| 1500 | 1000 | 660 В, 50 Гц | 60 |
| 1500 | 1200 | 750 В, 50 Гц | 45 |
| 2000 | 1400 | 750 В, 50 Гц | 60 |
| 3000 | 2000 | 750 В, 50 Гц | 65 |
| 5000 | 2500 | 750 В, 50 Гц | 120 |
| 5000 | 3000 | 950 В, 50 Гц | 70 |
| 7000 | 4000 | 950 В, 50 Гц | 60 |
| 8000 | 4500 | 950 В, 50 Гц | 65 |
| 8000 | 5000 | 950 В, 50 Гц | 65 |
| 10000 | 5000 | 950 В, 50 Гц | 55 |
| 10000 | 6000 | 1000 В, 50 Гц | 65 |
| 15000 | 6000 | 1000 В, 50 Гц | 95 |
| 20000 | 6000 | 1000 В, 50 Гц | 125 |
| 40000 | 10000 | 1000 В, 50 Гц | 230 |
Загрузка печи указана по стали.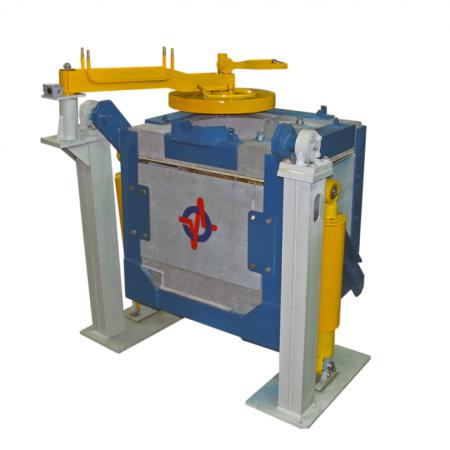 Для других металлов необходимо производить пересчет.
Для других металлов необходимо производить пересчет.
Предлагаем вам рассмотреть индукционные печи, которые используются в промышленных целях для плавки металлов.
Если требуется расплавить цветные или драгоценные металлы, то лучше использовать для этой цели индукционный нагрев, так как такой метод имеет много плюсов.
Индукционные электропечи и области их использования
Индукционные электропечи используются для расплавления металлов и нагрев в них, осуществляется посредством электромагнитного поля, которое создает электромагнитную индукцию. В расплавляемом металле за счет электромагнитного поля создаются вихревые электрические токи, которые нагревают металл до температуры плавления. Такой ток называется индуцированным или наведённым.
Плавка металла в индукционных электропечах в настоящее время получило массовое распространение благодаря высокой энергоэффективности и относительно низкой цены оборудования, по сравнению с другими типами печей.

Для нагрева и плавки руды и металлов в промышленности используются различные типы печей. По способу нагрева печи делятся на пламенные (в которых сжигается топливо) и с электрическим нагревом. Электрические печи в свою очередь подразделяются в зависимости от способа перехода электроэнергии в тепловую. А одним из ведущих методов используемых в электропечах является плавление металлов под воздействием индуктивного электромагнитного поля. Если еще более углубиться в тематику индукционного метода, то такие печи различаются по таким параметрам:
- По наименованию металла для плавки;
- По массе металла на одну загрузку;
- По потребляемой мощности электрического тока;
- По напряжению и частоте электрического тока.
Основные преимущества индукционных электропечей
Высокая степень чистоты металла в полученном изделии. В других типах плавильных печей обычно металл контактирует с теплоносителем и получает от него нежелательные примеси. В электропечах индукционного типа нагрев осуществляется электромагнитным полем всего объема загруженного в печь металла, а контакта с каким либо топливом нет.
В электропечах индукционного типа нагрев осуществляется электромагнитным полем всего объема загруженного в печь металла, а контакта с каким либо топливом нет.
Индукционные печи идеально подходят для ювелирного производства.
Большим плюсом индукционной печи для плавки металла является уменьшение содержания в расплавах черных металлов примесей серы и фосфора, которые ухудшают их качество.
КПД индукционных печей может составлять до 97 – 98%.
Высокая скорость плавления и высокая производительность индукционных печей, особенно для небольшой массы загрузки (до 200 кг). Для примера плавление в муфельной электропечи с загрузкой 100 кг осуществляется в течение нескольких часов, а в индукционной печи – около часа.
Электропечи с загрузкой до 300 кг достаточно просто размещать и эксплуатировать.
Типы плавильных индукционных печей
В группе индукционных печей для плавки металла можно выделить несколько разновидностей печей:
1. Тигельные индукционные печи. Одна из самых распространенных в металлургии типов печей.
Одна из самых распространенных в металлургии типов печей.
В конструкции таких печей нет сердечника, поэтому такие установки можно использовать для плавки любых металлов. Такие печи находят применение не только на металлургических предприятиях, но и на предприятиях других отраслей промышленности.
Ключевыми узлами тигельной индукционной печи являются:
- плавильный тигель с индуктором.
- электрическая часть, состоящая из трансформатора, преобразователя частоты и блока конденсаторов.
Достоинства индукционной тигельной печи:
- Тепловая энергия выделяется непосредственно в загруженном металлическом сырье, без каких либо промежуточных нагревательных циклов.
- Интенсивное перемешивание расплавленного металла в тигле обеспечивает быстрое плавление загруженного сырья и хорошее перемешивание многокомпонентных сплавов. Быстрое выравнивание температуры по всему объёму расплавленного металла и отсутствие местных перегревов.
- Техническая возможность создать в печи любой тип атмосферы с нужным давлением: окислительную, восстановительную или инертную.

- Высокая производительность – на предприятиях в основном применяются тигельные индукционные печи с загрузкой от 25 до 30 тонн.
- Конструкция позволяет осуществить полный слив металла из тигля, а небольшая масса футеровки индукционной печи уменьшает тепловую инерцию печи благодаря уменьшению тепла, для нагрева футеровки. А полный слив позволяет быстро переходить с одной марки металла на другую. ИТП удобны для периодического использования с большими перерывами между плавками.
- Удобство работы с тигельной индукционной печью, легкость управления и простота регулирования процесса плавки, а так же широкие возможности для автоматизации работы.
2. Канальные индукционные печи для плавки металла.
Конструктивно канальные индукционные печи очень близки к трансформаторам.
3. Вакуумные индукционные печи для плавки металла.
Такие печи применяются для удаления из расплава металла загрязняющих примесей.
В вакуумных печах индукционный нагревательный элемент представляет собой многовитковую катушку цилиндрической формы. Такой нагреватель называется индуктором. Через индуктор пропускается переменный ток, в результате этого появляется магнитное поле и возникает индукционный нагрев.
Такой нагреватель называется индуктором. Через индуктор пропускается переменный ток, в результате этого появляется магнитное поле и возникает индукционный нагрев.
Вовнутрь индуктора помещается тигель, в котором находится металл. Под воздействием вихревых токов и магнитного поля в металле резко возрастает сопротивление, что вызывает нагрев металла и в конечном счете происходит его плавка.
Мощность индукционной печи зависит от значений напряжения и частоты электрического тока. Эта зависимость прослеживается во всех типах индукционного оборудования – в аппаратах для термической обработки и в индукционных плавильных печах.
Индукционные плавильные печи для промышленного использования подразделяются на несколько типов.
- Среднечастотные установки обычно применяются в металлургии и машиностроении. В них плавят черные и цветные металлы. Для плавки цветных металлов необходимо применять графитовые тигли.
- Высокочастотные и среднечастотные установки применяются для получения высококачественного, так называемого синтетического чугуна.
 При этом печь маленькой ёмкости имеет лучшие показатели при высоких частотах, а печь большой ёмкости – при низких частотах.
При этом печь маленькой ёмкости имеет лучшие показатели при высоких частотах, а печь большой ёмкости – при низких частотах. - Установки сопротивления используются для плавки цинка, чистого алюминия и алюминиевых сплавов.
Индукционные печи широко используются на различных производствах для плавки черных и цветных металлов. В индукционных печах металл или сплав нагревают до перехода металла из твердого в жидкое состояние.
Канальные индукционные печи, имеющие самый высокий КПД применяются относительно редко — они предназначены в первую очередь для производства высококачественного чугуна или сплавов с низкой температурой плавления, а также для переплавки цветных металлов.
Для стали канальные индукционные печи не применяются, так как высокая температура плавки сильно снижает ресурс использования футеровки. Также не рекомендуется переплавлять низкосортную породу и породу с мелким помолом, а так же стружку.
Тигельные индукционные печи используются заметно чаще из-за более простого использования и более широких настроек, включая доступность прерывистого и непостоянного режима эксплуатации. Такие печи хорошо показали себя с разовой загрузкой в несколько десятков тонн и для объемов в десятки грамм.
Такие печи хорошо показали себя с разовой загрузкой в несколько десятков тонн и для объемов в десятки грамм.
В тигельных индукционных печах производится плавка легированных сталей и различных сплавов, где требуется чистый химический состав и не допустима разнородность состава в объеме.
Применение индукционных печей
Индукционная печь — это звено в индукционной установке, состоящее из каркаса, камеры для нагрева или плавки, индуктора, системы вакуумирования, механизма наклона или перемещения нагреваемых металлических заготовок в пространстве.
Индукционная тигельная печь (печь без сердечника), состоит из плавильного тигля цилиндрической формы, изготовленного из огнеупорного композита и размещенного в полости индуктора, который подключается к источнику переменного электрического тока.
Футеровка для тигля индукционной печи должна обладать следующими характеристиками:
- повышенной огнеупорностью и способностью противостоять разъедающему действию расплава металла и шлака;
- повышенной стойкостью к высоким температурам;
- повышенной прочностью к механическим воздействиям;
- минимально возможной толщиной.

Устройство индукционной печи имеет свои тонкости, которых нет в конструкциях других печей.
Передача электроэнергии к нагреваемому металлу происходит по средством электромагнитных волн.
Выделение тепла происходит только в месте нагрева, что позволяет минимизировать потери энергии образующегося тепла.
Очень высокая скорость нагрева металла, находящегося в индукторе.
Индукционные печи для плавки заметно меньше потребляют энергии, в сравнении с другими печами.
Так как нагрев происходит непосредственно помещенного в тигель металла без добавления топлива, это позволяет получать сплавы не имеющие вредных примесей и равномерные по химическому составу.
В индукционной печи можно расплавлять различные типы металлов: стали различных сортов, цветные металлы и качественный чугун.
Особенность конструкции индукционной печи – это малая масса футеровки по сравнению с массой расплавленного металла, поэтому низкий показатель расхода энергии на нагрев корпуса печи, что позволяет осуществлять плавку металла периодически, что исключено в других печах.
Индукционные печи так же обладают рядом недостатков:
- дорогая электрическая часть оборудования;
- появление «холодных» шлаков, которые затрудняют процесс очистки металла;
- низкая долговечность футеровок из-за перепадов температуры.
Использование индукционных электрических печей помогает автоматизировать процесс плавки металлов, получать высоколегированные металлы. Так же снижаются выбросы загрязняющих веществ в окружающую среду и создаются оптимальные условия для работы обслуживающего персонала.
В индукционных печах можно переплавлять отходы из легированных сталей.
Так же в печи можно плавить шихтовое железо и скрап с добавкой ферросплавов. Когда шихта начнет плавиться, на поверхность металла засыпают смесь шлаков для снижения тепловых потерь металла и уменьшения угара легирующих компонентов, а так же защищая его от газов.
При плавке в индукционных печах с раскислением, после расплавления металла и удаления плавильного шлака, добавляют шлак из битого стекла (SiO2). Для окончательного раскисления перед отведением металла в тигель добавляют алюминий, ферросилиций и ферромарганец.
Для окончательного раскисления перед отведением металла в тигель добавляют алюминий, ферросилиций и ферромарганец.
В индукционных печах раскисление осуществляется смесью из порошка извести, ферромарганца, кокса, алюминия и ферросилиция. В результате получаются качественные легированные стали с высоким содержанием титана, марганца, никеля, и алюминия. Если в этих печах применяется кислая футеровка, то получаются легированные конструкционные стали.
В индукционных печах можно получать стали с незначительными примесями углерода и безуглеродистые сплавы, так как в процессе нагрева не используется тепло от сжигания углеродного топлива.
При вакуумной индукционной плавке создается разряженная атмосфера. Это позволяет получать сплавы с малыми примесями газов, пониженным содержанием неметаллических включений и сплавы, легированные различными элементами.
Преимущества индукционных печей перед другими типами плавильных печей
Индукционные печи это не единственное приспособление для плавки металлов. Конечно, есть ещё мартеновские печи, домны и т.д. Однако индукционные печи имеют ряд сильных преимуществ перед вышеуказанными печами. В первую очередь индукционные печи можно изготовить компактными, поэтому их установка в помещении не добавит, каких либо трудностей. Во вторую очередь это высокая скорость плавления металла – печи на основе сжигания топлива для плавки металла требуют длительного разогрев, когда как индукционная нагревается заметно быстрее. КПД индукционной печи очень высокий и стремится к значению 100%.
Конечно, есть ещё мартеновские печи, домны и т.д. Однако индукционные печи имеют ряд сильных преимуществ перед вышеуказанными печами. В первую очередь индукционные печи можно изготовить компактными, поэтому их установка в помещении не добавит, каких либо трудностей. Во вторую очередь это высокая скорость плавления металла – печи на основе сжигания топлива для плавки металла требуют длительного разогрев, когда как индукционная нагревается заметно быстрее. КПД индукционной печи очень высокий и стремится к значению 100%.
По чистоте получаемого металла электрическая индукционная печь занимает лидирующее место. В других печах расплавляемый металл соприкасается с нагревательным элементом, что может привести к дополнительному загрязнению.
Индукционный ток нагревают металл изнутри без соприкосновения с нагревательным элементом, поэтому побочные элементы в расплав не попадают. Это преимущество особенно востребовано в ювелирном производстве, где чистота металла повышает ценность изделия.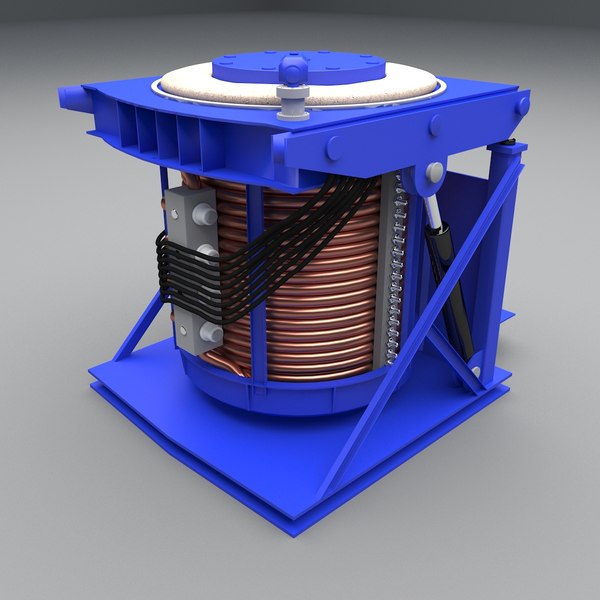
Электрические индукционные печи применяют при плавлении металлов принципиально иной способ нагрева. За счет этого получилось расширить возможности технологии плавки металлов из лома.
Индукционная печь работает на принципе выделения тепла металлом при прохождении через него электрического тока. В этом случае нагрев металла происходит не за счет тепловых волн, а за счет трансформации металла в самостоятельный источник выделения тепла.
Для получения электромагнитного поля в индукционной печи применяется индуктор. Поэтому принцип плавки носит название – индукционный нагрев. Индуктор всегда входит в состав плавильной установки.
Важное условие правильной работы индукционной печи – система охлаждения. К индукционной печи всегда подводится электроснабжение и вода для охлаждения индуктора.
Применение индукционной печи заметно повышается качество полученного металла. Под воздействием электромагнитного поля в расплаве усиливается циркуляция веществ. Это повышает однородность получаемого в результате плавки сплава.
Плавильные печи индукционного типа производят металл с повышенными показателями чистоты и однородности сплава.
Использование индукционной печи позволяет увеличить качество получаемого металла, а это дополняется еще и снижением стоимости процесса плавки. В первую очередь за счет экономии электроэнергии, это следствие высокого КПД печей подобного типа, приводящее к снижению основных затрат.
В последнее время в промышленности чаще применяют индукционные печи с высокой частотой. Но среднечастотные печи все же имеют преимущества. Они позволяют снизить потребление электрической энергии почти на 50%.
Среднечастотные индукционные печи отличаются уменьшенным временным циклом плавки (от 40 до 50 минут). Это достигается за счет повышенной мощности в таких печах. Применение таких печей расширяет технологические возможности плавки металлов. Например, для получения чугуна можно использовать металлические отходы от других производств.
Полученный чугун будет иметь высокие показатели качества. Благодаря тому, что индукционные среднечастотные печи позволяют управлять химическим составом расплавленного металла.
Благодаря тому, что индукционные среднечастотные печи позволяют управлять химическим составом расплавленного металла.
Индукционные среднечастотные печи обладают заметными преимуществами для применения этого способа плавки металла.
В настоящее время на Российских предприятиях используется порядка 20-30% различных индукционных печей. Еще 70-80% приходится на газовые и коксогазовые вагранки.
Использование на производственных предприятиях оборудования для индукционной плавки металлов позволяет повысить качество получаемого металла и снизить расходы на энергетические ресурсы.
Индукционные печи для плавки чугуна, стали и цветных металлов
Эффективная плавка на постоянной полной мощности
Возможность плавки черных и цветных металлов без перенастройки оборудования
Отсутствие помехи и реактивных токов в сеть при любой глубине регулирования мощности
Область применения
Индукционная тигельная печь ИСТ применяется в литейном производстве для открытой индукционной плавки чёрных и цветных металлов. Открытая индукционная плавка – это плавка металлов и сплавов с нагревом в атмосфере цеха, т.е. без применения защитных газов или вакуума.
Открытая индукционная плавка – это плавка металлов и сплавов с нагревом в атмосфере цеха, т.е. без применения защитных газов или вакуума.
Индукционная плавка имеет ряд преимуществ перед другими видами плавки:
– В печах ИСТ происходит перемешивание расплава за счёт электродинамических сил, вызванных взаимодействием токов индуктора и садки печи. Благодаря этому при индукционной плавке расплав имеет равномерную температуру и состав по всему объёму печи.
– Плавильные печи ИСТ обеспечивают ведение плавки в любом заданном температурном режиме и обеспечивают высокую производительность.
– Выплавка в индукционных печах характеризуется малым угаром металла.
– В качестве шихты возможно использование стружки без предварительного брикетирования.
– При индукционной плавке обеспечивается улучшение условий труда по сравнению с вагранками и дуговыми печами.
Примеры внедрения оборудования “Петра”
Участок индукционных плавильных печей ёмкостью 400 кг с произвольным переключением
Участок индукционных плавильных печей ёмкостью 400 кг с произвольным переключением
Индукционные плавильные печи ёмкостью 1 тонна с транзисторными преобразователями ПЕТРА
Индукционные плавильные печи ёмкостью 1 тонна с транзисторными преобразователями ПЕТРА
Индукционная плавильная печь
Индукционная плавильная печь
Индукционная плавильная печь 90 кг
Индукционная плавильная печь 90 кг
Энергокомплект для индукционной плавильной печи ППИ-0,09
Энергокомплект для индукционной плавильной печи ППИ-0,09
Индукционная плавильная установка ИСТ-0,45
Индукционная плавильная установка ИСТ-0,45
Индукционные плавильные установки ИСТ-0,25 с транзисторными преобразователями частоты ПЕТРА-0132
Индукционные плавильные установки ИСТ-0,25 с транзисторными преобразователями частоты ПЕТРА-0132
Индукционная плавильная установка ИСТ-0,25 с транзисторным преобразователем частоты ПЕТРА-0132
Индукционная плавильная установка ИСТ-0,25 с транзисторным преобразователем частоты ПЕТРА-0132
Транзисторный преобразователь частоты ПЕТРА для индукционной плавильной печи ИСТ-0,16
Транзисторный преобразователь частоты ПЕТРА для индукционной плавильной печи ИСТ-0,16
Индукционная плавильная печь ИСТ-0,16 с транзисторным преобразователем частоты ПЕТРА-0132
Индукционная плавильная печь ИСТ-0,16 с транзисторным преобразователем частоты ПЕТРА-0132
Индукционная плавильная печь
-
1. Станция теплообменная
Станция теплообменная -
2. Транзисторный преобразователь частоты ПЕТРА-0132 -
3. Батарея компенсирующих конденсаторов -
4. Шинопровод
-
5. Гибкие водоохлаждаемые кабели -
7. Маслостанция -
8. Плавильный узел
Описание
Индукционная печь ИСТ состоит из намотанной медной трубой катушки индуктора, которая установлена на подину из жаропрочного бетона и закреплена внутри каркаса. Каркас печи состоит из непроводящих и немагнитных материалов.
Тигель печи набивается по шаблону внутри индуктора. Набивка производится специальными футеровочными жаропрочными составами. К индуктору печи с выхода полупроводникового преобразователя частоты ПЕТРА-0132 или ПЕТРА-0141 подводится напряжение средней частоты.
Плавка происходит за счёт наведения в садке печи токов, которые возникают под воздействием электромагнитного поля индуктора. Система управления преобразователя частоты автоматически поддерживает выбранный оператором режим плавки индукционной печи.
Индукционная печь ИСТ оснащена системой контроля состояния футеровки, которая позволяет избежать пробоя расплавленного металла на индуктор печи из-за износа футеровки.
Технические характеристики
* Параметры выпускаемого оборудования могут отличаться от табличных. Запрашивайте уточнение при обращении в ООО НКВП «Петра».
| Ёмкость тигля по стали, т | Мощность преобразователя, кВт | Fинд, кГц | Uинд, В | Uпит, В | Скорость расплавления, т/ч | Удельный расход электроэнергии, кВт*ч/т | Расход воды м3/ч |
| 0,06 | 100 | 2,4 | 800 | 380×50 Гц | 0,1 | 1100 | 3,9 |
| 0,16 | 160 | 2,4 | 1000 | 380×50 Гц | 0,18 | 885 | 5,1 |
| 0,25 | 250 | 2,4 | 1600 | 380×50 Гц | 0,32 | 780 | 7,8 |
| 0,4 | 320 | 2,4 | 1600 | 380×50 Гц | 0,5 | 690 | 10,0 |
| 1,0 | 500 | 1,0 | 1600 | 380×50 Гц | 0,84 | 620 | 11,0 |
| 1,0 | 800 | 1,0 | 1600 | 570×50 Гц | 1,3 | 610 | 13,0 |
Схема размещения индукционной плавильной печи
Скачать
IGBT-Преобразователи частоты ПЕТРА для индукционного нагрева
Скачать (PDF)
Индукционная нагревательная установка ПЕТРА-0501
Скачать (PDF)
Индукционные плавильные Печи ИСТ
Скачать (PDF)
Функциональное назначение экранов панели индикации преобразователей частоты ПЕТРА
Скачать (PDF)
Пусконаладочные работы
Подготовка пусконаладочных работ начинается на этапе заключения договора. Специалисты ООО НКВП «Петра» согласовывают план размещения оборудования в производственных условиях покупателя, подвод коммуникаций (электроэнергия, вода, канализация и др.), сопряжение с оборудованием покупателя.
Специалисты ООО НКВП «Петра» согласовывают план размещения оборудования в производственных условиях покупателя, подвод коммуникаций (электроэнергия, вода, канализация и др.), сопряжение с оборудованием покупателя.
Пусконаладочные работы включают в себя: выезд специалиста к Заказчику; подключение и настройку оборудования для обеспечения технологического режима; обучение производственного и обслуживающего персонала. Стоимость работ составляет 5…10% от цены поставленного оборудования.
Срок изготовления
Срок изготовления зависит от готовности оборудования на сборочном производстве и сложности Вашего заказа. Поэтому уточняйте срок изготовления при каждом обращении к нашим менеджерам. Обычно срок поставки не превышает: для преобразователей частоты – 2-х месяцев, для индукционных установок – 3-х месяцев.
Доставка
Доставка оборудования производится самовывозом на транспорте покупателя или транспортной компанией.
Условия оплаты
Как правило, применяется поэтапная оплата по формуле: 50% — аванс, 50% — оплата перед отгрузкой оборудования. Другие формы оплаты – по согласованию с покупателем.
Другие формы оплаты – по согласованию с покупателем.
Гарантия
В случае возникновения гарантийного случая в период гарантийного обслуживания работы по ремонту оборудования производятся бесплатно. Срок действия гарантии — 12 месяцев со дня ввода в эксплуатацию. Возможны другие условия гарантии, которые предусматриваются договором поставки.
Индукционные плавильные печи (реферат) :: Рефераты по металлургии
Индукционные печи
Индукционные печи
Индукционные плавильные печи
Плавка черных металлов в индукционных печах имеет ряд
преимуществ перед плавкой в дуговых печах, поскольку исключается такой источник
загрязнения, как электроды. В индукционных печах тепло выделяется внутри
металла, а расплав
интенсивно перемешивается за счет возникающих в нем электродинамических усилий.
Поэтому во всей массе расплава поддерживается требуемая температура
при наименьшем угаре по сравнению со всеми другими типами электрических
плавильных печей. Индукционные плавильные
печи легче выполнить в вакуумном варианте, чем дуговые.
Индукционные плавильные
печи легче выполнить в вакуумном варианте, чем дуговые.
Однако важнейшее достоинство индукционных печей, обусловленное генерацией тепла внутри расплавленного металла, становится недостатком при использовании их для рафинирующей плавки. Шлаки, имеющие очень малую электропроводность, нагреваются в индукционных печах от металла и получаются со сравнительно низкой температурой, что затрудняет проведение процессов рафинирования металла. Это обусловливает использование индукционных плавильных печей преимущественно в литейных цехах. Кроме того, высокая стоимость высокочастотных питающих преобразователей сдерживает применение высокочастотных плавильных печей.
Конструкция и схема питания индукционной печи существенно зависят от наличия или отсутствия железного сердечника. Поэтому индукционные печи рассматриваются далее в соответствии с этим признаком.
Печи без железного сердечника
В индукционной плавильной печи без железного
сердечника
(рис. 153) главной частью является индуктор, выполняемый обычно из медной трубки и охлаждаемый протекающей по ней водой.
Витки индуктора располагают в один ряд. Медная трубка может быть круглого, овального или прямоугольного сечения. Зазор
между витками составляет 2—4 мм. Число витков индуктора зависит от напряжения, частоты тока и
емкости печи. Витки закрепляют на изоляционных стойках, с помощью которых
индуктор устанавливают в каркасе печи. Каркас печи должен обеспечивать достаточную жесткость
конструкции; чтобы не нагревались
его металлические части, они не должны образовывать электрически замкнутого
контура вокруг индуктора
153) главной частью является индуктор, выполняемый обычно из медной трубки и охлаждаемый протекающей по ней водой.
Витки индуктора располагают в один ряд. Медная трубка может быть круглого, овального или прямоугольного сечения. Зазор
между витками составляет 2—4 мм. Число витков индуктора зависит от напряжения, частоты тока и
емкости печи. Витки закрепляют на изоляционных стойках, с помощью которых
индуктор устанавливают в каркасе печи. Каркас печи должен обеспечивать достаточную жесткость
конструкции; чтобы не нагревались
его металлические части, они не должны образовывать электрически замкнутого
контура вокруг индуктора
Для выпуска металла из печи предусматривается возможность наклона печи, что осуществляется с помощник тельфера на малых печах или при помощи гидравлически цилиндров на крупных.
Футеровка (тигель) индукционной печи работает в очень тяжелых
условиях, так как ‘интенсивное движение металла и большие скорости изменения
температуры вызывают размывание и разрушение, поэтому, чем толще стенки
тигля, тем больше срок его службы. Стенки тигля должны быть, возможно, более
тонкими, чтобы обеспечить хорошую электромагнитную связь между индуктором
и металлом
Стенки тигля должны быть, возможно, более
тонкими, чтобы обеспечить хорошую электромагнитную связь между индуктором
и металлом
Тигель изготовляют обычно набивным с применение металлического шаблона. После набивки тигель подвергают обжигу и спеканию непосредственно в печи, шaблoн при этом расплавляется. Возможно изготовление футеровки вне печи формовкой под давлением в специальных раз борных пресс-формах с последующей установкой тигля место. Иногда на крупных печах футеровку тигля выкладывают из готовых фасонных огнеупоров. В крупных печах тигель опирается на подовую подстилку, выложенную из огнеупорных кирпичей на толстом стальном листе, образующем днище каркаса вместе с необходимыми поперечными балками.
Футеровку выполняют кислой или основной. Осново? набивочной массы
для кислой футеровки служит кварцит с высоким (не менее 95%) содержанием
кремнезема. В качестве связующей добавки используют сульфитно-целлюлозный
экстракт и борную кислоту (1,0—2,0%). Набивочная масса для основной футеровки
состоит из молотого обожженного или плавленого магнезита со связующей добавкой (патока или
водный раствор
стекла и огнеупорная глина)
в количестве 3%. Стойкость
кислой футеровки составляет 100—150 плавок для стали и 200—250 для чугуна а
основной футеровки 30—80 плавок для стали и 150 плавок для чугуна’.
Набивочная масса для основной футеровки
состоит из молотого обожженного или плавленого магнезита со связующей добавкой (патока или
водный раствор
стекла и огнеупорная глина)
в количестве 3%. Стойкость
кислой футеровки составляет 100—150 плавок для стали и 200—250 для чугуна а
основной футеровки 30—80 плавок для стали и 150 плавок для чугуна’.
Поскольку чрезмерный износ футеровки может привести к «поеданию»
стенок или днища тигля расплавленным металлом, что является очень серьезной
аварией, тс на индукционных печах обязательно предусматривается установка
датчиков (для замера активного сопротивления футеровки), сигнализирующих о
появлении в ней опасных трещин в начале просачивания жидкого
металла. На средних и крупных индукционных плавильных печах тигель закрывается
крышкой (сводом), выполняемой обычно набивной из того же огнеупорного материала,
что и тигель. Для подъема и отвода крышки в сторону применяют простые рычажные
механизмы или гидравлические цилиндры.
ВНИИЭТО разработаны индукционные печи без сердечника серии ИСТ для плавки стали, работающие на токе повышенной частоты. Емкость печей, работающих на токе частотой 2400 Гц (обеспечиваемой машинными генераторами), составляет 60, 160, 250 и 400 кг при потребляемой мощности соответственно 50, 100, 250 и 237 кВт. Печь емкостью 1 т, питаемая током частотой 1000 Гц, потребляет мощность 470 кВт. Крупные печи емкостью 2,5; 6 и 10 т потребляют мощность соответственно 1500, 1977 и 2730 кВт и питаются током частотой 500 Гц либо от машинных генераторов, либо от полупроводниковых (тиристорних) преобразователей. Продолжительность плавки в печах серии ИСТ колеблется от 50 мин (печь емкостью 60 кг) до 2 ч (печь емкостью Ют).
Таким образом, диапазон производительностей всей этой серии
печей весьма широк: от 70 кг/ч до 5 т/ч. Удельный расход электроэнергии
на расплавление
твердой завалки составляет в среднем 3600 кДж/кг (1,00 кВт-ч/кг) для малых
печей и снижается до 2300 кДж/кг (0,64 кВт-ч/кг) для крупных печей.
Для плавки чугуна специально разработаны крупные индукционные печи без сердечника серии ИЧТ, работающие на токе промышленной частоты (50 Гц). Печь ИЧТ-2,5 имеет емкость 2,5 т при потребляемой мощности 718 кВт и производительности 11 т/ч; печь ИЧТ-6 имеет емкость 6 т при потребляемой мощности 1238 кВт и производительности 2,1 т/ч. Удельный расход электроэнергии составляет в обеих печах 2160 кДж/кг (0,6 кВт-ч/кг).
В схемы питания всех этих печей включены конденсаторные батареи с целью повышения cos ср. Отсутствие дорогостоящих преобразователей значительно снижает стоимость печей, работающих на токе промышленной частоты.
Потери тепла за плавку составляют на индукционных печах такого типа примерно 20—25%, а потери в токопроводах, конденсаторных батареях и преобразователях частоты достигают 30%. Поэтому общий к. п. д. индукционных плавильных установок (особенно печей небольшой емкости), работающих на токе высокой частоты, невысок и составляет примерно 0,4, возрастая с увеличением емкости
печей до 0,6. Показатели работы крупных индукционных печей,
работающих на токе промышленной частоты, выше и их общий к. п. д. достигает
0,8.
Показатели работы крупных индукционных печей,
работающих на токе промышленной частоты, выше и их общий к. п. д. достигает
0,8.
Улучшение показателей работы индукционных плавильных установок достигается правильной подготовкой шихты и ее рациональной загрузкой, снижением потерь тепла из печи и уменьшением времени простоев на ремонт футеровки, а также максимально возможным использованием мощности преобразователя частоты. Для этой цели обычно используют один общий преобразователь для питания двух печей.
Сравнительная легкость герметизации индукционных печей обусловила
их широкое применение для вакуумной плавки качественных сталей и жаропрочных
сплавов. Принципиально вакуумная индукционная печь (ВИП) не отличается от
открытой. Она помещается в герметичный кожух с патрубком, через который
осуществляется откачка камеры. Разливку проводят также в вакууме наклоном тигля
внутри неподвижной камеры или наклоном всей камеры вместе с тиглем и
изложницей. Изложницу в этом случае подвешивают внутри вакуумной камеры на
цапфах и она сохраняет при повороте вертикальное положение. В кожухе ВИП
индуктором неизбежно наводятся токи, повышающие электрические потери печи,
поэтому для его изготовления следует использовать немагнитную сталь.
В кожухе ВИП
индуктором неизбежно наводятся токи, повышающие электрические потери печи,
поэтому для его изготовления следует использовать немагнитную сталь.
Сложной задачей при индукционной плавке в вакууме является также надежная изоляция витков индуктора, так как в вакууме возрастает опасность межвитковых пробоев. Футеровку ВИП выполняют теми же способами, что и футеровку открытых печей, но, учитывая особенности выплавляемых сплавов, для этой цели используют чистые материалы (корунд, плавленый магнезит, диоксид циркония).
Разработана серия индукционных сталеплавильных вакуумных печей
(ИСВ) емкостью 0,16; 0,6; 1,0 и 2,5 и мощностью соответственно 200, 500, 1000 и
1500 кВт. Печи работают на токе повышенной частоты 1000 Гц (за исключением печи
ИСВ—0,16, работающей на токе с’ частотой 2400 Гц). Удельный расход
электроэнергии составляет за цикл в среднем 9600 кДж/кг (2,5 кВт-ч/кг), т.е.
весьма высок за счет большого расхода электроэнергии вакуумной системой.
На рис. 154 показана серийная печь типа ИСВ-1,0-НИ, предназначенная для плавки высокачественных сталей и жаропрочных сплавов с отливкой слитка в вакууме. Рабочее давление в печи 0,13 Па. Загрузка шихты проводится через шлюзовую загрузочную камеру, в которой помещается загрузочная корзина с шихтой, а введение необходимых легирующих добавок осуществляется с помощью дозатора. В верхней части камеры предусмотрена установка пирометра для измерения температуры металла, а также гляделок для наблюдения за операциями, проводимыми в камере. После завершения плавки печь наклоняют и разливают металл в изложницы, находящиеся на тележках внутри вакуумной камеры. Изложницы извлекают из камеры после затвердевания в них металла.
Печи с железным сердечником
Плавильная индукционная печь с железным сердечником состоит из
футерованной рабочей емкости шахтного или барабанного типа, где сосредоточена
основная масса металла, железного сердечника (магнитопровода) с индуктором
и узкого канала, заполненного металлом. Если рассматривать эту печь как трансформатор
с первичной обмоткой-индуктором, то канал играет роль одновитковой вторичной
обмотки. Тепловыделение происходит в металле, находящемся в канале.
Расплавленный металл вследствие разности плотностей, а также возникающих в нем
электродинамических усилий циркулирует между каналом и шахтой печи, отдавая
тепло, находящемуся в ней металлу. Угар металла очень мал, так как нагрев до
высокой температуры происходит в канале, изолированном от окружающей среды.
Если рассматривать эту печь как трансформатор
с первичной обмоткой-индуктором, то канал играет роль одновитковой вторичной
обмотки. Тепловыделение происходит в металле, находящемся в канале.
Расплавленный металл вследствие разности плотностей, а также возникающих в нем
электродинамических усилий циркулирует между каналом и шахтой печи, отдавая
тепло, находящемуся в ней металлу. Угар металла очень мал, так как нагрев до
высокой температуры происходит в канале, изолированном от окружающей среды.
Футеровка канала (подовый камень) работает в очень тяжелых
условиях, поскольку интенсивное движение перегретого до высокой температуры
металла приводит к ее разрушению. Футеровку подового камня выполняют обычно
набивной по металлическому шаблону с последующим обжигом и спеканием
непосредственно в печи; металлический шаблон при этом расплавляется. Для
набивки используют массу на кварцитовой, магнезитовой и корундовой основах с
применением в качестве связующих добавок огнеупорной глины, молотого стекла,
борной кислоты и буры. Стойкость футеровки подового камня при плавке цветных
металлов и сплавов составляет несколько тысяч плавок. При плавке чугуна,
имеющего температуру разливки 1400—1450 °С, стойкость футеровки подового камня
обычно не превышает 500 плавок.
Стойкость футеровки подового камня при плавке цветных
металлов и сплавов составляет несколько тысяч плавок. При плавке чугуна,
имеющего температуру разливки 1400—1450 °С, стойкость футеровки подового камня
обычно не превышает 500 плавок.
Индуктор имеет обычно принудительно воздушное охлаждение, осуществляемое при помощи вентилятора; иногда витки индуктора изготовляют из трубки и охлаждают водой.
Питание плавильных печей с железным наконечником проводится током промышленной частоты с напряжением 220—1000 В через автотрансформаторы, позволяющие регулировать подводимую к печи мощность. Для повышения cos ф в схему питания включают конденсаторы.
В индукционных печах с железным
сердечником необходимо при сливе расплавленного металла часть его (20— 30 %
массы расплава) оставлять в печи с тем, чтобы канал был заполнен жидким
металлом, т. е. чтобы была замкнута вторичная обмотка. Этот остаток называют
«болото» и загрузку твердой шихты ведут порциями на поверхность расплава;
постепенно весь металл, загруженный в рабочую емкость, расплавляется. Иначе
нагреть шихту до плавления невозможно.
Иначе
нагреть шихту до плавления невозможно.
Электрическая индукционная печь, Наклонная индукционная печь Производитель
Электрическая индукционная печь предлагает лучшее решение для дилеров, желающих плавить и плавить как черные, так и цветные металлы. Помимо помощи в том, чтобы помочь вам понять, как выбрать лучшую электрическую индукционную печь для вашего применения, эта статья призвана ответить на все возможные вопросы, которые могут у вас возникнуть до приобретения машины.
- Как можно удалить примеси из металлов?
- Как плавить различные виды металлов в наши дни?
- Как сделать сплав плавлением?
- Как правильно выбрать плавильную печь?
- Как я могу снизить энергопотребление моей индукционной печи?
- Как расплавить золотую пыль?
- Как плавить металлолом?
- Как вы питаете индукционную печь?
- Как безопасно плавить металл?
- Как работает плавильная печь?
- Как работает электрическая индукционная печь?
- Насколько эффективен индукционный нагрев?
- Как быстро плавится золото?
- Насколько горячим может быть индукционный нагрев?
- Плавка вредна для окружающей среды?
- Каковы преимущества использования электрического отопления перед другими видами отопления?
- Что можно использовать в качестве тигля?
- Для чего используется индукционный нагреватель?
- Что такое принцип индукционной печи?
- В чем разница между электродуговой печью и индукционной печью?
Как можно удалить примеси с металлов?
Существует много видов металлов, но этот вопрос по-прежнему важен. Однако у разных металлов есть уникальные способы сделать их чистыми. Поэтому мы рассмотрим их один за другим. Но для начала у нас есть дистилляция, ликвация, полировка, электролиз, зонная очистка и т. д.
Однако у разных металлов есть уникальные способы сделать их чистыми. Поэтому мы рассмотрим их один за другим. Но для начала у нас есть дистилляция, ликвация, полировка, электролиз, зонная очистка и т. д.
Золото
При обнаружении в природе золотая руда сочетается с камнями и многими другими металлами, такими как свинец и серебро. Из-за этого естественного состояния золото обычно не обладает эстетическими достоинствами, которых оно заслуживает, если только оно не очищено.
Удаление примесей золота путем плавки существует уже много лет. В наши дни процесс можно сделать намного быстрее с помощью электрической индукционной печи от SuperbMelt. Но давайте подробнее рассмотрим, как этот процесс может быть завершен.
Чтобы удалить примеси из золота, поместите его в тигель, а затем поместите его в электрическую индукционную печь. Оттуда нагрейте материал до 1100 градусов по Цельсию. При этом окалина попадет на поверхность. Для достижения наилучших результатов необходимо периодически вынимать тигель из печи, а затем снимать примеси с поверхности расплавленного золота.
Прежде чем вернуть его для дальнейшего нагревания, обязательно перемешайте золото. Повторяйте этот процесс до тех пор, пока на поверхность не перестанут попадать примеси. Чтобы получить наилучшие результаты, важно каждый раз пробовать меньшие количества. Хотя процесс будет медленнее, результат будет более чем потрясающим. Также вам нужно погрузить нечистое золото в смесь соляной и азотной кислот. Этот метод хорош тем, что он растворяет руду, а затем отделяет неочищенное золото от примесей.
При этом у вас останется только золото и вода. Это должно дать вам что-то чистое более 95%. Однако этот метод не может быть эффективным на 100%, если в смеси присутствует большое количество серебра.
Серебро
Серебро встречается в руде естественным образом, но оно никогда не бывает чистым. Следовательно, необходимо применить метод очистки, чтобы очистить его и сделать его готовым к использованию. К счастью, его примеси довольно легко удалить, если использовать правильный метод и такой материал, как электрическая индукционная печь. Кроме того, необходимо соблюдать меры предосторожности, чтобы избежать возможных несчастных случаев на рабочем месте.
Кроме того, необходимо соблюдать меры предосторожности, чтобы избежать возможных несчастных случаев на рабочем месте.
Прежде чем начать, вам нужно взвесить серебро, которое вы собираетесь очистить. Поместите нечистое серебро в тигель и нагрейте до температуры не ниже 1000 градусов Цельсия. Как только вы это сделаете, вы увидите, что окалина выходит на поверхность расплавленного серебра. Все, что вам нужно сделать, это вынуть тигель из печи и удалить примеси.
Размешайте расплавленное серебро и поставьте его обратно, чтобы оно снова нагрелось. Повторяйте процесс, пока не убедитесь, что все примеси удалены. Если вы хотите очистить большое количество серебра, SuperbMelt рекомендует вам использовать их сверхмощную электрическую индукционную печь для завершения процесса. Если вы будете следовать правильным процедурам, у вас останется серебро, превышающее 9чистота 5%. Обратите внимание, что он может никогда не достичь 100% чистоты, но все, что ближе к этому, того стоит.
Медь
В SuperbMelt мы гордимся тем, что вы получаете все свои плавильные решения под одной крышей. Поэтому с нашей электрической индукционной печью вы можете удалить все примеси из меди. Однако, прежде чем приступить к работе, настоятельно рекомендуется взвесить и выяснить количество меди, которую вы пытаетесь очистить.
Поэтому с нашей электрической индукционной печью вы можете удалить все примеси из меди. Однако, прежде чем приступить к работе, настоятельно рекомендуется взвесить и выяснить количество меди, которую вы пытаетесь очистить.
Как только вы это сделаете, возьмите медь и поместите ее в тигель, а его выбросьте в печь. Включите машину и нагрейте не менее чем до 1100 градусов по Цельсию. Продолжайте помешивать при нагревании, чтобы на поверхности расплавленной меди появились примеси. Выньте тигель из индукционной печи и сколите примеси.
Верните медь и повторяйте процедуру до тех пор, пока на поверхность меди не перестанут поступать примеси. Обратите внимание, что вы получите медь с чистотой не менее 95%. Хотя 100% чистоты достичь почти невозможно, просто продолжайте повторять процедуру, чтобы получить максимально возможный уровень чистоты. Это важный фактор, который следует учитывать, потому что цена и качество материала, изготовленного из этой меди, зависят от того, насколько чистая медь.
У нас есть широкий ассортимент индукционных печей, которые можно использовать для плавки и плавки любых типов черных и цветных металлов. Поэтому вы всегда можете рассчитывать на нас независимо от предполагаемого масштаба производства. У нас есть как небольшие, компактные электрические индукционные печи, так и действительно огромные для коммерческого применения. Не стесняйтесь обращаться к нашей команде в любое время.
Несмотря на то, что мы уделяем особое внимание качественному производству и приятному использованию, мы также хотим, чтобы вы не тратили целое состояние на приобретение нашей продукции. Независимо от того, являетесь ли вы новичком или опытным пользователем, у нас есть что-то для ваших производственных нужд.
Вернуться к руководству
Как плавить различные виды металлов в наши дни?
В прошлом людям было трудно плавить различные металлы. Им приходилось использовать примитивные методы для плавки металлов, и они тратили много дней или даже месяцев, чтобы произвести достаточное количество металлов. Сегодня мир продвинулся вперед, и современные методы могут применяться для того, чтобы металлы плавились быстро и эффективно. Поскольку для их плавления требуется разное количество тепла, существуют разные, но надежные методы, которые можно использовать для плавки металлов, таких как золото, медь, серебро, платина и многих других, с использованием электрической индукционной печи от SuperbMelt.
Сегодня мир продвинулся вперед, и современные методы могут применяться для того, чтобы металлы плавились быстро и эффективно. Поскольку для их плавления требуется разное количество тепла, существуют разные, но надежные методы, которые можно использовать для плавки металлов, таких как золото, медь, серебро, платина и многих других, с использованием электрической индукционной печи от SuperbMelt.
Плавка драгоценных металлов (золота, серебра, платины)
Во-первых, давайте начнем с того, как можно плавить золото. Электрическая индукционная печь — одна из лучших машин, которые можно использовать для плавки золота. Для начала вам нужно выяснить, сколько золота вам нужно переплавить. Если у вас есть что-то более 50 кг, то вам понадобится электрическая индукционная плавильная печь большего размера.
Поместите свое золото в тигель и поместите его в индукционную печь. Включите печь и начните плавить. Убедитесь, что ваша температура достигает не менее 1100 градусов по Цельсию. Это рекомендуемая температура для достаточного нагрева и плавления золота. Вы также можете использовать этот метод для плавки золота с целью удаления примесей.
Это рекомендуемая температура для достаточного нагрева и плавления золота. Вы также можете использовать этот метод для плавки золота с целью удаления примесей.
По сравнению с другими металлами серебро имеет более низкую температуру плавления. Таким образом, вы хотите сделать много отопления, чтобы достичь чистой прибыли. Если вы пытаетесь расплавить лишь небольшое количество серебра, вам понадобится только небольшая индукционная печь. Электрический от SuperbMelt даст вам лучший опыт применения.
Мы предполагаем, что вы нагреваете без необходимости удаления примесей. Поместите серебро в тигель и поместите его в индукционную плавильную печь от одного из лучших производителей индукционных плавильных печей. Включите машину и дайте ей нагреть серебро до температуры около 1000 градусов по Цельсию. Этого достаточно, чтобы получить наилучший результат.
Вы можете использовать описанные выше процедуры для плавки меди в индукционной печи. Однако на этот раз вам нужно нагреть до температуры около 1100 градусов по Цельсию, чтобы достичь точки плавления вещества. Если вы собираетесь удалить примеси, продолжайте встряхивать во время нагревания и периодически останавливайтесь, чтобы удалить примеси, которые будут собираться поверх вещества.
Если вы собираетесь удалить примеси, продолжайте встряхивать во время нагревания и периодически останавливайтесь, чтобы удалить примеси, которые будут собираться поверх вещества.
Плавка железа и стали
Если вы собираетесь плавить железо и сталь, важно, чтобы вы нашли способ применить его в больших количествах к двум веществам. Вот почему мы всегда рекомендуем электрическую индукционную печь от SuperbMelt. Во время процесса вам необходимо надеть правильное защитное снаряжение, чтобы не пораниться в случае аварии в нагревательной камере.
Поместите железо или сталь в тигель индукционной печи и включите ее, на этот раз вы хотите нагреть до температуры 1370 градусов по Цельсию. Вы должны убедиться, что эта работа контролируется, поскольку она требует генерации очень высоких температур. Настоятельно рекомендуется иметь подходящие средства защиты, такие как перчатки и очки.
Плавка меди
Печи для плавки меди должны быть прочными, долговечными и рассчитанными на тяжелые условия эксплуатации. Такие печи должны производиться уважаемыми компаниями, которые, как известно, сосредоточены на обеспечении максимально приятного пользовательского опыта. Например, если вы собираетесь инвестировать во что-то, что будет служить вам в течение длительного времени, SuperbMelt поможет вам. Компания имеет одни из лучших медеплавильных печей в Китае. Несмотря на то, что они идеально изготовлены, они продаются по очень конкурентоспособным ценам. Вы должны проверить их.
Такие печи должны производиться уважаемыми компаниями, которые, как известно, сосредоточены на обеспечении максимально приятного пользовательского опыта. Например, если вы собираетесь инвестировать во что-то, что будет служить вам в течение длительного времени, SuperbMelt поможет вам. Компания имеет одни из лучших медеплавильных печей в Китае. Несмотря на то, что они идеально изготовлены, они продаются по очень конкурентоспособным ценам. Вы должны проверить их.
Вернуться к руководству
Как сделать сплав плавлением?
Обычно большинство сплавов получают путем смешивания металлов в расплавленном состоянии. Чтобы сделать эти сплавы, основные ингредиенты должны быть расплавлены в первую очередь. Затем добавляются другие вещества. Основная проблема, возникающая при изготовлении сплавов, заключается в том, что они имеют разные температуры плавления. Например, медь плавится при 1083 градусах Цельсия, цинк плавится при 419 градусах Цельсия, а золото плавится при 1064 градусах Цельсия. Следовательно, чтобы расплавить и сплавить их, их нужно нагреть выше их температуры плавления. Иногда бывает трудно сделать сплавы, особенно когда металл в меньшей пропорции имеет более высокую температуру плавления. Например, один легкосплавный может содержать 92% алюминия и имеет температуру плавления 660 градусов по Цельсию, и только 8% меди имеет температуру плавления 1083 градусов по Цельсию. Чтобы приготовить такой сплав, было бы нежелательно плавить небольшое количество меди, а затем добавлять почти в двенадцать раз больше веса алюминия.
Следовательно, чтобы расплавить и сплавить их, их нужно нагреть выше их температуры плавления. Иногда бывает трудно сделать сплавы, особенно когда металл в меньшей пропорции имеет более высокую температуру плавления. Например, один легкосплавный может содержать 92% алюминия и имеет температуру плавления 660 градусов по Цельсию, и только 8% меди имеет температуру плавления 1083 градусов по Цельсию. Чтобы приготовить такой сплав, было бы нежелательно плавить небольшое количество меди, а затем добавлять почти в двенадцать раз больше веса алюминия.
Если это так, то металл должен быть нагрет так сильно, чтобы убедить большое количество алюминия раствориться. Это приведет к поглощению газов, что приведет к нарушению целостности. Это низкокачественный сплав, который может не привлекать современный рынок.
Если вы имеете дело со специалистами, то точную температуру плавления сплава можно вычислить арифметически. Хотя это скорее приближение, метод всегда близок к точности. Лучшие формулы могут быть использованы для достижения идеального разрешения в конце процесса. Если вы свяжетесь с нами в SuperbMelt, мы всегда сможем помочь вам создать сплав наилучшего качества.
Если вы свяжетесь с нами в SuperbMelt, мы всегда сможем помочь вам создать сплав наилучшего качества.
Перед тем, как сделать сплав, вам нужно понять свойства металлов, которые вам нужно использовать. Это поможет вам понять, как с ними обращаться, чтобы получить идеальный сплав. SuperbMelt, у вас будет возможность поговорить с экспертами, которые работали с клиентами из всех слоев общества, включая Индию, Китай, США и т. д. Если вы посетите наш веб-сайт, вы поговорите с агентом, который ответит на все ваши вопросы о том, как для изготовления сплава различных черных и цветных металлов.
Вернуться к руководству
Как правильно выбрать плавильную печь?
Если вы хотите инвестировать в правильную плавильную печь, вам необходимо принять во внимание несколько важных факторов. Мы перечислили некоторые из них ниже, чтобы помочь вам не сбиться с пути, пока вы работаете над построением и становлением своего бизнеса.
В соответствии с Gold Вместимость
Если вы планируете купить подходящую электрическую индукционную печь, вы должны иметь в виду ее мощность. Например, есть плавильные машины, которые предназначены для плавки 5 кг металла, 10 кг металла, 30 кг и до 500 кг. Поэтому важно, чтобы вы приняли это решение в отношении масштаба производства, который вы имеете в виду.
Например, есть плавильные машины, которые предназначены для плавки 5 кг металла, 10 кг металла, 30 кг и до 500 кг. Поэтому важно, чтобы вы приняли это решение в отношении масштаба производства, который вы имеете в виду.
Тем не менее, если вы собираетесь производить крупномасштабное производство, рекомендуется рассмотреть возможность выбора индукционной печи большой мощности. Если вы не планируете делать много продукции, то можно обойтись и меньшей мощностью. Также правильно отметить, что большинство ювелиров предпочитают использовать мини-золотоплавильный завод из-за дополнительных преимуществ, которые он дает.
Согласно бизнес-модели потребителя
Ювелирным магазинам, ювелирам и мелким золотодобытчикам мы советуем рассмотреть возможность использования мини-машины для плавки золота. Помимо своего портативного размера, он обладает широким спектром дополнительных функций. Он может плавить золото очень быстро. Однако, если вам нужно что-то, что может выдержать интенсивное использование, вы можете добиться этого с помощью улучшенного наклона цепи и плавильной печи. Если вам нужно переплавить более 50 кг золота, мы в SuperbMelt рекомендуем вам рассмотреть возможность использования плавильной печи с гидравлическим наклоном. Если вам это не нравится, то вы все равно можете использовать моторную опрокидывающуюся плавильную печь.
Если вам нужно переплавить более 50 кг золота, мы в SuperbMelt рекомендуем вам рассмотреть возможность использования плавильной печи с гидравлическим наклоном. Если вам это не нравится, то вы все равно можете использовать моторную опрокидывающуюся плавильную печь.
Личный бюджет
Как деловой человек, важно, чтобы вы делали вещи в рамках своего бюджета. Убедитесь, что вы можете контролировать деньги, которые приходят и уходят из вашего бизнеса. Поэтому, когда вы пытаетесь приобрести лучшую электрическую индукционную машину, начните с правильно сформулированного бюджета. С вашим бюджетом вы сможете оценить, что бизнес может себе позволить в данный момент времени. Существует широкий ассортимент плавильных машин, но их производительность и простота применения сильно зависят от их стоимости. Однако неразумно покупать то, что может не понадобиться вашему бизнесу. Например, если что-то очень дорогое и потребляет много энергии.
Подумайте о долговечности
Для инвестора экономия означает рассмотрение долгосрочных затрат или расходов, которые может понести ваш бизнес, чтобы остаться на плаву. Например, если вашему бизнесу необходимо купить новую индукционную плавильную печь, она должна быть долговечной. Это не должно означать жертвовать качеством ради доступности. Хотя оба фактора одинаково важны, один тяжелее другого. В нашем случае мы пытаемся уберечь бизнес от дополнительных расходов в будущем, покупая достаточно прочную машину. Поэтому крайне важно потратить немного больше и получить индукционную печь, которая не будет облагать налогом бизнес из-за регулярных сбоев, на устранение которых нужны деньги.
Например, если вашему бизнесу необходимо купить новую индукционную плавильную печь, она должна быть долговечной. Это не должно означать жертвовать качеством ради доступности. Хотя оба фактора одинаково важны, один тяжелее другого. В нашем случае мы пытаемся уберечь бизнес от дополнительных расходов в будущем, покупая достаточно прочную машину. Поэтому крайне важно потратить немного больше и получить индукционную печь, которая не будет облагать налогом бизнес из-за регулярных сбоев, на устранение которых нужны деньги.
Удобство использования
Машина приносит пользу компании только в том случае, если ее легко использовать. Например, очень важно выбрать ту электрическую индукционную печь, которой люди не будут заморачиваться при использовании и предоставлении качественных услуг. В Superbmelt, хотя мы склонны сосредотачиваться на современных технологиях, мы следим за тем, чтобы наши продукты имели простые функции, которые может использовать каждый. Это связано с тем, что кривая обучения — это продолжительность, которая может занять время. Вместо того, чтобы учиться пользоваться данной машиной, производство должно продолжаться. Вот почему наша компания старается, насколько это возможно, создавать только менее сложные машины, но достаточно совершенные, чтобы удовлетворить современный спрос.
Это связано с тем, что кривая обучения — это продолжительность, которая может занять время. Вместо того, чтобы учиться пользоваться данной машиной, производство должно продолжаться. Вот почему наша компания старается, насколько это возможно, создавать только менее сложные машины, но достаточно совершенные, чтобы удовлетворить современный спрос.
Репутация компании
Сегодня многие компании заявляют, что обладают лучшими индукционными машинами для плавки и выплавки золота и многих других черных и цветных металлов. В противном случае, что касается репутации, большинство из них не стоят ваших денег. Некоторые производят некачественные машины, которые не будут соответствовать вашим потребностям. Хороший деловой человек должен покупать товары только у известных дилеров, таких как SuperbMel. Прежде чем вывести свою продукцию на рынок, они подвергают ее строгим испытаниям, чтобы убедиться, что она соответствует всем промышленным стандартам, предъявляемым современными пользователями. Чтобы узнать, хороша ли данная компания или нет, зайдите на их официальный сайт и посмотрите отзывы, оставленные их нынешними и прошлыми клиентами. Вы можете сделать то же самое, чтобы узнать больше о SuperbMelt.
Чтобы узнать, хороша ли данная компания или нет, зайдите на их официальный сайт и посмотрите отзывы, оставленные их нынешними и прошлыми клиентами. Вы можете сделать то же самое, чтобы узнать больше о SuperbMelt.
Доступное рабочее пространство
Важно, чтобы вы купили индукционную печь, которая наилучшим образом соответствует характеру вашего рабочего места. Если вы крупный золотодобытчик, то велика вероятность, что у вас неограниченное пространство. Поэтому вы можете инвестировать в большую машину, которая будет производить очищенное золото в кратчайшие сроки. С другой стороны, небольшие ювелирные магазины имеют ограниченное пространство для плавки или плавки. В таких случаях им следует только попытаться сосредоточить свое внимание на покупке индукционных печей компактной конструкции. Эти по-прежнему очень надежны, но не очень требовательны к пространству. Подумайте об этом важном аспекте, прежде чем обращаться в предпочитаемую компанию-производителя.
Стоимость обслуживания
Хорошие производители индукционных плавильных печей всегда предложат вам продукцию, которая очень удобна и с меньшей вероятностью выйдет из строя. Однако, поскольку все машины в какой-то момент ломаются, их несложно починить. К сожалению, не все компании-производители способны соответствовать этим стандартам. Это объясняет, почему вы должны быть осторожны с тем, у кого вы покупаете. Хорошие индукционные машины должны быть простыми в ремонте и не стоить больших денег. Обратите внимание, что если ваша машина время от времени нуждается в ремонте, то она не принесет вам никаких денег.
Вернуться к руководству
Как снизить энергопотребление моей индукционной печи?
Для снижения высоких показателей мощности операторам настоятельно рекомендуется оптимизировать методы технического обслуживания и эксплуатации. Им также предлагается оценить генераторные системы. Говорят, что большинство литейщиков, особенно новички, привыкли к доступной и обильной электроэнергии. Тем не менее, большинство из них не привыкли или, скорее, не готовы выдерживать высокие затраты на электроэнергию, которые почти стали обычным явлением. К счастью, есть вещи, которые можно сделать для снижения энергопотребления вашей индукционной печи. Например, вы можете внести существенные изменения в рабочие процедуры, максимизировать использование оборудования, повысить скорость зарядки, если есть такая функция, избежать переполнения, использовать клановый лом, удалять шлак намного быстрее и измерять общую температуру, используемую после каждого применения.
Говорят, что большинство литейщиков, особенно новички, привыкли к доступной и обильной электроэнергии. Тем не менее, большинство из них не привыкли или, скорее, не готовы выдерживать высокие затраты на электроэнергию, которые почти стали обычным явлением. К счастью, есть вещи, которые можно сделать для снижения энергопотребления вашей индукционной печи. Например, вы можете внести существенные изменения в рабочие процедуры, максимизировать использование оборудования, повысить скорость зарядки, если есть такая функция, избежать переполнения, использовать клановый лом, удалять шлак намного быстрее и измерять общую температуру, используемую после каждого применения.
К тому времени, как вы заливаете содержимое в печь, не то, чтобы оно уже не использовалось для плавки. На самом деле, если процесс нарезания резьбы занимает слишком много времени, вам может понадобиться повторно нагреть металл, но это огромная трата электроэнергии. Чтобы исправить это, убедитесь, что процесс прослушивания короткий. Убедитесь, что она завершена как можно скорее.
Убедитесь, что она завершена как можно скорее.
Вернуться к руководству
Как расплавить золотую пыль?
Индукционная печь представляет собой электрическую печь, в которой применяется подвод тепла посредством индукционного нагрева металла. Индукционная печь выпускается в широком диапазоне мощностей, от менее килограмма до ста тонн. Эти машины используются для плавки железа и стали, алюминия, меди и драгоценных металлов. Чтобы использовать индукционную печь для металла, вы должны найти подходящее оборудование. Это можно сделать с точки зрения количества золота, рабочего пространства, удобства использования и бюджета.
Если у вас есть нужное оборудование, но золотой песок в тигле, поместите его в печь и включите оборудование. Жизненно важно, чтобы вы нагревали до нужной температуры, чтобы превратить золото в расплавленное состояние. Во время нагревания вам необходимо убедиться, что вы продолжаете проверять свое золото, чтобы убедиться, что вы удалили все примеси (если это одна из ваших целей). Наденьте правильное защитное снаряжение, так как при нагревании золотой пыли могут произойти несчастные случаи.
Наденьте правильное защитное снаряжение, так как при нагревании золотой пыли могут произойти несчастные случаи.
Вернуться к руководству
Как плавить металлолом?
Чтобы переплавить металлолом, вы должны начать с разделения всех отходов по типам. Это очень важно, так как разные металлы плавятся при разных температурах. Обладая этими знаниями, вы сможете соответствующим образом регулировать температуру при плавке металлолома. Как только это будет сделано, обязательно поместите все металлы определенного типа в тигель, достаточно большой, чтобы вместить их все. Далее следует насыпать на кусочки тонкий слой пищевой соды.
Теперь поместите тигель в индукционную печь и включите его. Поскольку вы разделили металлы, вы будете уверены, что подберете правильную температуру для их подачи. При этом убедитесь, что вы надели перчатки, чтобы предотвратить возможные несчастные случаи.
Та же процедура будет выполняться для каждого типа металлолома, пока все они не будут переплавлены. Обратите внимание, что вы можете поговорить с экспертом, чтобы помочь, если что-то в этом фрагменте звучит недостаточно ясно.
Обратите внимание, что вы можете поговорить с экспертом, чтобы помочь, если что-то в этом фрагменте звучит недостаточно ясно.
Вернуться к руководству
Как привести в действие индукционную печь?
Индукционная печь имеет непроводящий тигель, в котором находится загрузка металла, который необходимо расплавить, и который окружен катушкой из медной проволоки. По проводу течет мощный переменный ток. Это катушка, которая создает магнитное поле, которое быстро меняет направление и проходит через металл. Большинство современных индукционных печей поставляются с выключателями питания, которые стратегически расположены так, чтобы их было легко найти. Но позиционирование может варьироваться в зависимости от выбранной вами компании-производителя. Обратите внимание, что машины имеют разные рабочие частоты, которые могут варьироваться от 50 Гц до 400 Гц для самых мощных.
Вы должны выбрать частоту в зависимости от металла, с которым вы работаете. Если вы имеете дело с большим количеством металла, рекомендуется рассмотреть возможность использования более высоких частот, так как вы выполните работу намного быстрее. В некоторых случаях, если нужно выплавить лишь небольшой объем металла, то придется использовать индукционную печь, способную генерировать очень высокие частоты.
Если вы имеете дело с большим количеством металла, рекомендуется рассмотреть возможность использования более высоких частот, так как вы выполните работу намного быстрее. В некоторых случаях, если нужно выплавить лишь небольшой объем металла, то придется использовать индукционную печь, способную генерировать очень высокие частоты.
Вернуться к руководству
Как безопасно плавить металл?
Некоторые люди хотят плавить металл дома, в то время как другие предпочитают, чтобы работа выполнялась в промышленных условиях, с довольно большими электрическими индукционными печами. В любом случае, существуют меры предосторожности, которые следует принять во внимание, чтобы обеспечить бесперебойную работу процесса подачи заявки. Чтобы работа была выполнена качественно и безопасно, убедитесь, что у вас есть хорошее рабочее место, на котором нет ничего, на что может повлиять тепло, выделяемое печью. Ваш тигель должен быть чистым и без каких-либо примесей. Прежде чем приступить к работе, вам нужно надеть правильное защитное снаряжение. Обязательно наденьте защитные перчатки, очки и комбинезон. Таким образом, ваше тело не будет доставлено в случае аварии, и расплавленный металл попадет на ваше тело. Кроме того, чтобы обеспечить безопасное завершение процесса плавки, старайтесь постоянно регулировать температуру, чтобы не тратить энергию или, скорее, производить что-то некачественное. Это означает, что вы должны быть доступны на протяжении всего процесса плавки.
Прежде чем приступить к работе, вам нужно надеть правильное защитное снаряжение. Обязательно наденьте защитные перчатки, очки и комбинезон. Таким образом, ваше тело не будет доставлено в случае аварии, и расплавленный металл попадет на ваше тело. Кроме того, чтобы обеспечить безопасное завершение процесса плавки, старайтесь постоянно регулировать температуру, чтобы не тратить энергию или, скорее, производить что-то некачественное. Это означает, что вы должны быть доступны на протяжении всего процесса плавки.
Вернуться к руководству
Как работает плавильная печь?
Плавильная печь — это машина, которая используется для нагрева металлов до их расплавления. Обычно термический процесс используется для изменения внутренних и поверхностных характеристик металлов путем осторожного повышения их температуры. Если говорить о металлах, то чаще всего это приводит к повышению пластичности за счет прочности и твердости. Для этого необходима промышленная печь, способная генерировать и поддерживать повышенные температуры, которые могли бы довести металл до его точки плавления. интегрированы в стенки основной нагревательной камеры. Это функции, которые помогают преобразовывать электрическую энергию в тепловую энергию, которая излучается через расплавляемый материал. Это мощные машины, которые бывают разных форм и конструкций. Вы можете получить меньшую или большую машину, способную плавить металлы весом до 50 кг. Если вам нужно нагреть металлы большего количества, чем 50 кг, то вместо этого рекомендуется использовать другие технологии индукционных машин.
интегрированы в стенки основной нагревательной камеры. Это функции, которые помогают преобразовывать электрическую энергию в тепловую энергию, которая излучается через расплавляемый материал. Это мощные машины, которые бывают разных форм и конструкций. Вы можете получить меньшую или большую машину, способную плавить металлы весом до 50 кг. Если вам нужно нагреть металлы большего количества, чем 50 кг, то вместо этого рекомендуется использовать другие технологии индукционных машин.
Вернуться к руководству
Как работает электрическая индукционная печь?
Индукционная печь имеет непроводящий тигель, в котором находится загрузка металла, который необходимо расплавить, и который окружен катушкой из медной проволоки. По проводу течет мощный переменный ток. Это катушка, которая создает магнитное поле, которое быстро меняет направление и проходит через металл. Большинство современных индукционных печей поставляются с выключателями питания, которые стратегически расположены так, чтобы их было легко найти. Но позиционирование может варьироваться в зависимости от выбранной вами компании-производителя. Обратите внимание, что машины имеют разные рабочие частоты, которые могут варьироваться от 50 Гц до 400 Гц для самых мощных.
Но позиционирование может варьироваться в зависимости от выбранной вами компании-производителя. Обратите внимание, что машины имеют разные рабочие частоты, которые могут варьироваться от 50 Гц до 400 Гц для самых мощных.
Вы должны выбрать частоту в зависимости от металла, с которым вы работаете. Если вы имеете дело с большим количеством металла, рекомендуется рассмотреть возможность использования более высоких частот, так как вы выполните работу намного быстрее. В некоторых случаях, если нужно выплавить лишь небольшой объем металла, то придется использовать индукционную печь, способную генерировать очень высокие частоты.
Вернуться к руководству
Насколько эффективен индукционный нагрев?
Этот метод нагревания металлов эффективен во многих случаях. Например, это гарантирует минимальные потери энергии. Если у вас есть индукционная машина и вы используете ее для плавки металлов, вам не придется платить огромные счета за электроэнергию. Вот почему компания SuperbMelt всегда настаивала на том, чтобы промышленность использовала эту машину для плавки и плавки. Еще одна причина эффективности этой машины заключается в том, что она работает очень быстро. Вы начинаете нагревать, и, прежде чем вы это узнаете, работа полностью завершена. Поэтому вы всегда будете экономить, плавя огромное количество металлов за один день. Помимо быстрой работы, индукционная печь может работать 24 часа без перерыва. Это связано с тем, что он оснащен сложной системой охлаждения, которая позволяет ему выполнять всю работу без перегрева.
Вот почему компания SuperbMelt всегда настаивала на том, чтобы промышленность использовала эту машину для плавки и плавки. Еще одна причина эффективности этой машины заключается в том, что она работает очень быстро. Вы начинаете нагревать, и, прежде чем вы это узнаете, работа полностью завершена. Поэтому вы всегда будете экономить, плавя огромное количество металлов за один день. Помимо быстрой работы, индукционная печь может работать 24 часа без перерыва. Это связано с тем, что он оснащен сложной системой охлаждения, которая позволяет ему выполнять всю работу без перегрева.
Всегда считалось, что промышленное применение должно быть таким, чтобы не выделялись вредные элементы в окружающую среду, и здесь на помощь приходит индукционная печь. С ним вы будете работать целый день, никак не вмешиваясь в окружающую среду.
Вернуться к руководству
Как быстро плавится золото?
Для плавления большинства металлов требуется очень высокая температура, и золото не является исключением. Чтобы сделать золото жидким, его придется нагреть до температуры 1084 градусов по Цельсию. Так вот, это очень высокая температура, для достижения которой вы можете так усердно работать. К счастью, с индукционной печью вы можете легко достичь этого рубежа. Теперь золото может плавиться либо быстро, либо медленно. Все зависит от машины, которую вы используете, и количества золота, которое вы плавите. Если вы используете индукционную печь, пытаясь расплавить 10 кг золота, то вы сделаете это за четыре минуты или меньше. Однако, если вы используете индукционную печь для плавки 50 кг золота, процесс займет немного больше времени. Правильно будет сказать, что тем, кто использует другие методы плавки золота, возможно, придется ждать еще дольше.
Чтобы сделать золото жидким, его придется нагреть до температуры 1084 градусов по Цельсию. Так вот, это очень высокая температура, для достижения которой вы можете так усердно работать. К счастью, с индукционной печью вы можете легко достичь этого рубежа. Теперь золото может плавиться либо быстро, либо медленно. Все зависит от машины, которую вы используете, и количества золота, которое вы плавите. Если вы используете индукционную печь, пытаясь расплавить 10 кг золота, то вы сделаете это за четыре минуты или меньше. Однако, если вы используете индукционную печь для плавки 50 кг золота, процесс займет немного больше времени. Правильно будет сказать, что тем, кто использует другие методы плавки золота, возможно, придется ждать еще дольше.
Это объясняет, почему SuperbMelt настоятельно рекомендует всегда использовать индукционную печь для плавки. Если вы не уверены в цене и других важных деталях компании, мы настоятельно рекомендуем вам посетить их официальный сайт, чтобы узнать больше.
Вернуться к руководству
Насколько горячим может быть индукционный нагрев?
Индукционный нагрев — это современный метод плавки или плавки, используемый для черных и цветных металлов. Он использовался в течение многих лет, поскольку он способен генерировать высокие температуры для нагрева металлов и перевода их в расплавленное или жидкое состояние. При этом ясно, что индукционный нагрев может быть чрезвычайно сильным, и в большинстве случаев, если в нагревательной камере происходит авария, она может быть очень разрушительной. Операторам индукционных машин настоятельно рекомендуется всегда следить за тем, чтобы у них была безопасная одежда. . В зависимости от металла, который вы нагреваете, индукционная печь может генерировать достаточно тепла, чтобы обеспечить его переход в жидкое состояние. Пользователи могут свободно регулировать температуру до наиболее предпочтительных уровней. Однако им нужно позаботиться о том, чтобы не тратить энергию впустую. Эти машины бывают разных конструкций, и пока есть адекватный источник тепла, вы всегда можете получить самые желаемые результаты.
Эти машины бывают разных конструкций, и пока есть адекватный источник тепла, вы всегда можете получить самые желаемые результаты.
Вернуться к руководству
Плавка вредна для окружающей среды?
Это хороший вопрос, но самый прямой ответ заключается в том, что это зависит от того, как выполняется процесс. Начнем с того, что плавка — это процесс нагревания металлов с целью удаления примесей. Его также можно назвать процессом нефтепереработки. Поэтому, если вы стремитесь защитить окружающую среду, что хорошо, вы должны убедиться, что используются правильные процедуры. индукционный метод. Это метод, который гарантирует, что вы не будете вмешиваться в окружающую среду, выделяя неблагоприятные элементы. Просто найдите лучшую компанию-производителя (в данном случае SuperbMelt) и заключите с ней сделку.
Очевидно, что процесс плавки не должен влиять на окружающую среду, учитывая, что за последние несколько лет дела действительно продвинулись.
Вернуться к руководству
Каковы преимущества использования электрического отопления по сравнению с другими видами отопления?
Их большой ассортимент. Во-первых, при электрическом нагреве вы будете выполнять работу намного быстрее, чем при использовании других методов. Кроме того, вы не будете вмешиваться в окружающую среду, если будете правильно использовать электрическое отопление. Однако, если вы из тех, кто оставляет печь включенной в течение длительного времени, ничего не плавя и не расплавляя, то это нехорошо. Другое преимущество электрического отопления заключается в том, что вы не будете мешать окружающей среде. Индукционные печи позволяют работать 24 часа без перерыва, поэтому за один день можно произвести больше продукции, чем при использовании других методов нагрева. Еще одно преимущество электрообогрева заключается в том, что ваша машина останется в целости и сохранности в течение длительного времени, поэтому вам не придется регулярно ее чинить.
Вернуться к руководству
Что можно использовать в качестве тигля?
Тигель — важная секция, в которой хранятся материалы для плавки в печи. Поэтому они в основном рассчитаны на то, чтобы выдерживать очень высокие температуры, которым они обычно подвергаются. Тем не менее, лучший материал, который следует использовать для изготовления тигля, должен иметь чрезвычайно высокую температуру плавления по сравнению с материалом, который вы собираетесь плавить. Кроме того, материалы должны иметь стабильную прочность, даже когда они безумно горячие. Что касается тиглей для печей, они бывают самых разных конструкций. К ним относятся глиняно-графитовые, карбидокремниевые, и этот список можно продолжить. Это несколько материалов с впечатляющим уровнем способности выдерживать очень высокие температуры. В большинстве случаев вам будет рекомендовано выбирать карбид кремния, так как он обладает дополнительным преимуществом высокой прочности, поэтому вы будете использовать его в течение очень долгого времени.
Вернуться к руководству
Для чего используется индукционный нагреватель?
Индукционный нагреватель используется для нагрева металлов и других материалов до достижения ими температуры плавления. Индукционные нагреватели бывают разных типов и конструкций. Если вам нужно его получить, обязательно начните с выяснения характера приложения, для которого оно вам нужно. Есть те, которые созданы для целей крупномасштабного плавления, а также те, которые можно использовать только для небольших приложений. Они могут полагаться на электроэнергию, а некоторые могут полагаться на гидравлические системы для выполнения необходимой вам работы.
Вернуться к руководству
Что такое принцип индукционной печи?
Принцип индукционной плавки заключается в том, что источник высокого напряжения от первичной обмотки индуцирует низкое напряжение и сильный ток в металле или вторичной обмотке. Индукционный нагрев — это просто метод передачи тепловой энергии.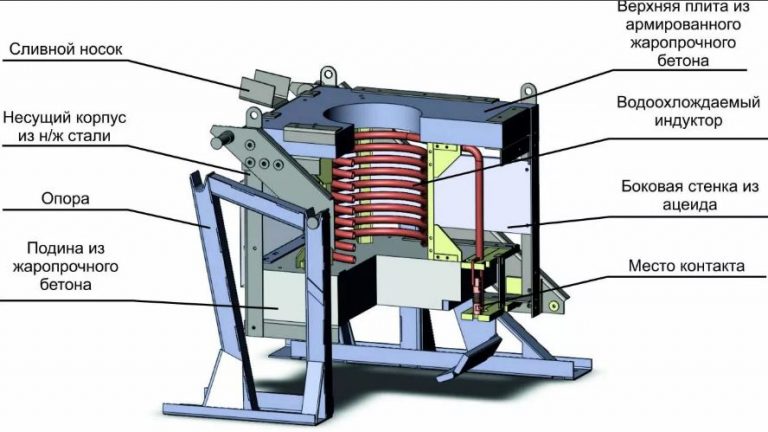 Это принцип машины, который позволяет ей работать так, как хотят пользователи. Если какая-либо из частей мешает, то машина перестает работать должным образом.
Это принцип машины, который позволяет ей работать так, как хотят пользователи. Если какая-либо из частей мешает, то машина перестает работать должным образом.
Вернуться к руководству
В чем разница между электродуговой печью и индукционной печью?
Индукционная печь очень быстро нагревается и имеет более высокий тепловой КПД. Тепло вырабатывается в печи (жидкая сталь), поэтому скорость нагрева высокая. В дуговой печи тепло дуги после очистки материала должно передаваться расплавленной стали через шлак, что является косвенным нагревом.
Вернуться к руководству
Заключение
В прошлом людям было трудно плавить различные металлы. Им приходилось использовать примитивные методы для плавки металлов, и они тратили много дней или даже месяцев, чтобы произвести достаточное количество металлов. Сегодня в мире есть передовые и современные методы, которые можно применять для обеспечения быстрой и эффективной плавки металлов. Поскольку для их плавления требуется разное количество тепла, существуют разные, но надежные методы, которые можно использовать для плавки металлов, таких как золото, медь, серебро, платина и многих других, с использованием электрической индукционной печи от SuperbMelt.
Поскольку для их плавления требуется разное количество тепла, существуют разные, но надежные методы, которые можно использовать для плавки металлов, таких как золото, медь, серебро, платина и многих других, с использованием электрической индукционной печи от SuperbMelt.
ЭЛЕКТРИЧЕСКАЯ ИНДУКЦИОННАЯ ПЕЧЬ
Описание
ЭЛЕКТРИЧЕСКАЯ ИНДУКЦИОННАЯ ПЕЧЬ
Электрическая индукционная печь представляет собой тип плавильной печи, в которой для плавления металла используется электрический ток. Индукционные печи идеально подходят для плавки и легирования широкого спектра металлов с минимальными потерями расплава, однако возможна лишь небольшая степень рафинирования металла.
ПРИНЦИП РАБОТЫ ИНДУКЦИОННОЙ ПЕЧИ
Принцип работы индукционной печи заключается в индукционном нагреве.
ИНДУКЦИОННЫЙ НАГРЕВ: Индукционный нагрев — это форма бесконтактного нагрева проводящих материалов.
Принцип индукционного нагрева в основном основан на двух хорошо известных физических явлениях:
1. Электромагнитная индукция
Электромагнитная индукция
2. Эффект Джоуля
1) ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИЯ
Передача энергии нагреваемому объекту происходит посредством электромагнитной индукции.
Любой электропроводящий материал, помещенный в переменное магнитное поле, является местом индуцированных электрических токов, называемых вихревыми токами, которые в конечном итоге приводят к джоулеву нагреву.
2) ДЖОУЛЕВЫЙ НАГРЕВ
Джоулев нагрев, также известный как омический нагрев и резистивный нагрев, представляет собой процесс, при котором при прохождении электрического тока через проводник выделяется тепло.
Произведенное тепло пропорционально квадрату тока, умноженному на электрическое сопротивление провода.
Индукционный нагрев основан на уникальных характеристиках радиочастотной (РЧ) энергии – части электромагнитного спектра ниже инфракрасной и микроволновой энергии.
Поскольку тепло передается изделию посредством электромагнитных волн, деталь никогда не вступает в прямой контакт с каким-либо пламенем, сам индуктор не нагревается, а изделие не загрязняется.
– Индукционный нагрев – это быстрый, чистый, экологически чистый нагрев.
– Индукционная катушка холодная на ощупь; тепло, которое накапливается в змеевике, постоянно охлаждается циркулирующей водой.
ХАРАКТЕРИСТИКИ ЭЛЕКТРИЧЕСКОЙ ИНДУКЦИОННОЙ ПЕЧИ
— Для производства шихты в электрической индукционной печи требуется электрическая катушка. Этот нагревательный змеевик в конечном итоге заменяется.
– Тигель, в который помещается металл, изготовлен из более прочных материалов, способных выдерживать необходимое тепло, а сама электрическая катушка охлаждается водяной системой, чтобы она не перегревалась и не плавилась.
— Размеры индукционных печей могут варьироваться: от небольшой печи, используемой для очень точных сплавов весом всего около килограмма, до гораздо более крупных печей, предназначенных для массового производства чистого металла для различных применений.
–Преимуществом индукционной печи является чистый, энергоэффективный и хорошо контролируемый процесс плавки по сравнению с большинством других способов плавки металлов.
– литейные заводы используют этот тип печи, и в настоящее время все больше чугунолитейных предприятий заменяют вагранки индукционными печами для плавки чугуна, так как первые выделяют много пыли и других загрязняющих веществ.
— Электрические индукционные печи вместимостью от менее одного килограмма до ста тонн и используются для плавки железа и стали, меди, алюминия и драгоценных металлов.
– Одним из основных недостатков использования индукционных печей в литейном производстве является отсутствие рафинирующих мощностей; шихтовые материалы должны быть очищены от продуктов окисления и иметь известный состав, а некоторые легирующие элементы могут быть потеряны в результате окисления (и должны быть повторно введены в расплав).
ПРЕИМУЩЕСТВА ЭЛЕКТРИЧЕСКОЙ ИНДУКЦИОННОЙ ПЕЧИ:
Электрические индукционные печи обладают определенными преимуществами по сравнению с другими печными системами. К ним относятся:
Более высокая доходность. Отсутствие источников горения снижает потери при окислении, которые могут иметь большое значение с экономической точки зрения.
Отсутствие источников горения снижает потери при окислении, которые могут иметь большое значение с экономической точки зрения.
Быстрый запуск. Полная мощность от источника питания доступна мгновенно, что сокращает время достижения рабочей температуры. Время холодной зарядки до выпуска обычно составляет от одного до двух часов.
Гибкость. Для запуска среднечастотного индукционного плавильного оборудования без сердечника не требуется расплавленный металл. Это облегчает многократный холодный пуск и частую замену сплава.
Естественное перемешивание. Устройства средней частоты могут оказывать сильное перемешивающее действие, что приводит к однородному расплаву.
Очиститель плавления. Отсутствие побочных продуктов сгорания означает более чистую среду плавления и отсутствие побочных продуктов сгорания систем контроля загрязнения.
Компактная установка. Высокие скорости плавки можно получить в небольших печах.
Уменьшенный огнеупор. Компактный размер по отношению к скорости плавления означает, что для индукционных печей требуется гораздо меньше огнеупоров, чем для установок, работающих на топливе. Лучшая рабочая среда. Индукционные печи намного тише, чем газовые печи, дуговые печи или вагранки. Отсутствует дымовой газ, а отработанное тепло сведено к минимуму.
Энергосбережение. Общая энергоэффективность индукционной плавки составляет от 55 до 75 процентов, что значительно выше, чем у процессов сжигания.
Электрическая индукционная печь
Низкочастотная индукционная плавильная печь мощностью 25 кВт, 1–20 кГц — Scientific Solutions
Низкочастотные индукционные нагреватели серии IHL от 1 до 20 кГц подходят для широкого спектра применений, включая глубокое проникновение тепла для полной закалки процессы, ковка стальных стержней, отпуск пресс-штампов, предварительный нагрев для сварки и плавка металлических партий более 4 фунтов. Они не ограничиваются ферромагнитными материалами, поэтому можно эффективно использовать и цветные металлы.
Они не ограничиваются ферромагнитными материалами, поэтому можно эффективно использовать и цветные металлы.
Система состоит из трех основных компонентов: источника питания, компенсирующего конденсатора/трансформатора и индукционной катушки/плавильного тигля. Наши нагреватели автоматически настраиваются на наилучшую резонансную частоту для достижения наиболее эффективных общих результатов нагрева в соответствии с требованиями наших клиентов, включая проникновение тепла, эффективность нагрева, рабочий шум и электромагнитную однородность. Двумя нашими самыми популярными низкочастотными машинами являются плавильные печи с расплавителем для заливки плитки и нагревательные печи для ковки с автоматической подачей.
Индукционный нагрев подразумевает не внешнее применение тепла, а внутреннее выделение тепла в самой заготовке. Этот процесс позволяет обойтись без длительных периодов нагрева и обеспечивает ограниченное введение тепла локально и точно по времени, таким образом достигая высокой степени эффективности и максимального использования энергии. По сравнению с традиционными методами нагрева индукционный нагрев обеспечивает максимальный уровень качества и эффективности практически в неограниченном диапазоне применений.
По сравнению с традиционными методами нагрева индукционный нагрев обеспечивает максимальный уровень качества и эффективности практически в неограниченном диапазоне применений.
Основные принципы индукционного нагрева известны и применяются в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя. В последнее время внимание к методам бережливого производства и акцент на улучшенный контроль качества привели к повторному открытию индукционной технологии, а также к разработке полностью контролируемых твердотельных индукционных источников питания. Что делает этот метод нагрева таким уникальным? В наиболее распространенных методах нагрева факел или открытое пламя воздействуют непосредственно на металлическую деталь. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов. Поскольку тепло передается продукту посредством электромагнитных волн, деталь никогда не вступает в непосредственный контакт с пламенем, сам змеевик не нагревается, а продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и контролируемым.
Поскольку тепло передается продукту посредством электромагнитных волн, деталь никогда не вступает в непосредственный контакт с пламенем, сам змеевик не нагревается, а продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и контролируемым.
КАК РАБОТАЕТ ИНДУКЦИОННЫЙ НАГРЕВ
Как именно работает индукционный нагрев? Это помогает иметь базовое понимание принципов электричества. Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в пределах магнитного поля, в ней будет индуцироваться электрический ток.
В базовой установке индукционного нагрева твердотельный ВЧ источник питания пропускает переменный ток через медную катушку, а нагреваемая деталь помещается внутрь катушки. Катушка служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индукционную катушку и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи. Эти вихревые токи текут вопреки удельному электрическому сопротивлению металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и катушкой.
Когда металлическая деталь помещается в индукционную катушку и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи. Эти вихревые токи текут вопреки удельному электрическому сопротивлению металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и катушкой.
ВАЖНЫЕ ФАКТОРЫ
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индукционной катушки, мощности источника питания и степени нагрева. изменение температуры, необходимое для применения.
МЕТАЛЛ ИЛИ ПЛАСТИК
Во-первых, индукционный нагрев напрямую работает только с проводящими материалами, обычно металлами. Пластмассы и другие непроводящие материалы часто можно нагревать косвенно, сначала нагревая проводящий металлический токоприемник, который передает тепло непроводящему материалу.
МАГНИТНЫЕ ИЛИ НЕМАГНИТНЫЕ
Магнитные материалы легче нагревать. В дополнение к теплу, индуцированному вихревыми токами, магнитные материалы также выделяют тепло благодаря так называемому эффекту гистерезиса. Во время процесса индукционного нагрева магниты естественным образом оказывают сопротивление быстро меняющимся электрическим полям, и это вызывает достаточное трение, чтобы обеспечить вторичный источник тепла. Этот эффект перестает проявляться при температурах выше точки «Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале проницаемости от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
В дополнение к теплу, индуцированному вихревыми токами, магнитные материалы также выделяют тепло благодаря так называемому эффекту гистерезиса. Во время процесса индукционного нагрева магниты естественным образом оказывают сопротивление быстро меняющимся электрическим полям, и это вызывает достаточное трение, чтобы обеспечить вторичный источник тепла. Этот эффект перестает проявляться при температурах выше точки «Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале проницаемости от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛСТАЯ ИЛИ ТОНКАЯ
При использовании проводящих материалов около 80 % нагрева приходится на поверхность или «кожу» детали; интенсивность нагрева уменьшается по мере удаления от поверхности. Таким образом, маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые детали, особенно если большие детали необходимо прогреть полностью.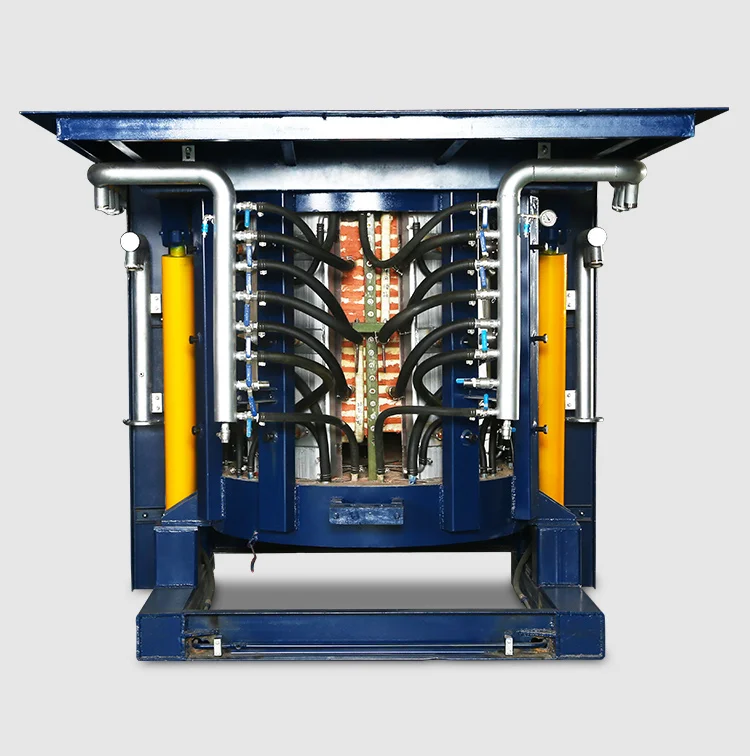 Исследования показали зависимость между глубиной проникновения нагрева и частотой переменного тока. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности/поверхности более крупных деталей. Было показано, что для глубоко проникающего тепла наиболее эффективными являются более длительные циклы нагрева с частотой от 5 до 30 кГц.
Исследования показали зависимость между глубиной проникновения нагрева и частотой переменного тока. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности/поверхности более крупных деталей. Было показано, что для глубоко проникающего тепла наиболее эффективными являются более длительные циклы нагрева с частотой от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же процесс индукции для нагрева двух одинаковых по размеру кусков стали и меди, результаты будут совершенно разными. Почему? Сталь наряду с углеродом, оловом и вольфрамом имеет высокое удельное электрическое сопротивление. Поскольку эти металлы сильно сопротивляются протеканию тока, тепло накапливается быстро. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше. Удельное сопротивление увеличивается с температурой, поэтому очень горячий кусок стали будет более восприимчив к индукционному нагреву, чем холодный.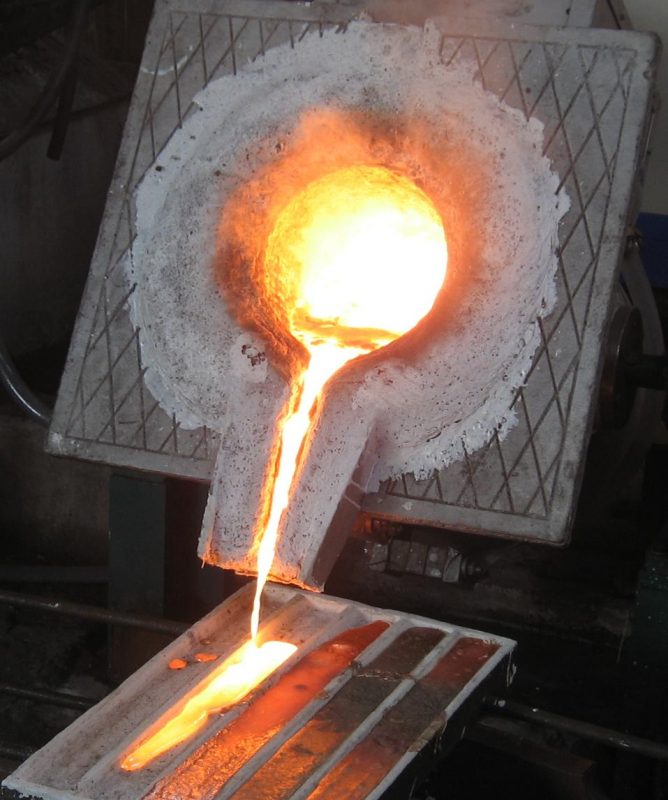
КОНСТРУКЦИЯ ИНДУКЦИОННОЙ КАТУШКИ
Внутри индукционной катушки переменное магнитное поле, необходимое для индукционного нагрева, создается за счет потока переменного тока. Таким образом, конструкция катушки является одним из наиболее важных аспектов всей системы. Хорошо спроектированная катушка обеспечивает правильную схему нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, в то же время позволяя легко вставлять и снимать деталь.
Индукционные катушки обычно изготавливаются из медных трубок – чрезвычайно хороших проводников тепла и электричества – диаметром от 1/8″ до 3/16″; более крупные медные змеевики изготавливаются для таких применений, как нагрев полосового металла и нагрев труб. Индукционные катушки обычно охлаждаются циркулирующей водой и чаще всего изготавливаются на заказ в соответствии с формой и размером нагреваемой детали. Таким образом, катушки могут иметь один или несколько витков; иметь винтовую, круглую или квадратную форму; или быть выполнены как внутренние (часть внутри катушки) или внешние (часть рядом с катушкой). Существует пропорциональная зависимость между величиной протекающего тока и расстоянием между катушкой и деталью. Размещение детали близко к катушке увеличивает протекание тока и количество тепла, индуцированного в детали. Это соотношение называется эффективностью связи катушки.
Существует пропорциональная зависимость между величиной протекающего тока и расстоянием между катушкой и деталью. Размещение детали близко к катушке увеличивает протекание тока и количество тепла, индуцированного в детали. Это соотношение называется эффективностью связи катушки.
Плавильные печи | Электрические дуговые и индукционные печи
В современном мире большая часть металла, выплавляемого из руды или вторичных отходов, производится с использованием плавильных печей , которые используют электричество в качестве источника энергии. Среди них электродуговые печи , позволяющие переплавлять различные легированные отходы, а также осуществлять плавку на угольной шихте, требующей полного окисления примесей. В прямоугольной дуговой печи предполагается, что электрический ток преобразуется в тепловую энергию за счет огневой дуги, возникающей в пространстве между электродами и расплавляемым металлом. В наше время 9Дуговая печь 0072 представляет собой полностью автоматизированную и высокомеханизированную систему, в которой подготовка к следующей плавке требует минимум времени.
В отличие от электропечей предыдущего типа, одним из преимуществ индукционной плавильной печи является отсутствие электрической дуги, благодаря чему можно получать сплавы с низким содержанием углерода, газов и др. примеси. Внедрение новейших технологий в такие подразделения помогает организовать в процессе плавки с соблюдением ряда важных условий, которые необходимы для получения сплава высокого качества. К основным факторам, определяющим этот процесс, относятся высокая температура, возможность создания в плавильном пространстве индукционных печей кислой, нейтральной атмосферы или даже плавка в среде, близкой к вакууму.
Где обычно используются электрические плавильные печи ?
Оборудование данного типа устанавливается на литейных производствах, участках точного литья и ремонтных мастерских.
Для эффективной работы дуговой или индукционной плавильной печи необходимо наличие трехфазного электрического тока и специальных трансформаторов, способных преобразовывать переменный ток в постоянный и обеспечивать его соответствующую частоту.
Электропечь индукционная предназначена для литья чугуна и стальных сплавов высшего качества. Он также плавит цветные металлы и сплавы, такие как медь, бронза, латунь и алюминий. Высокий уровень температуры создает возможность для обработки тугоплавких металлов.
Одним из вариантов является использование солнечного света в качестве источника энергии для плавки металла. Использование солнечных печей в промышленных целях может быть эффективным даже в открытом космосе.
Электродуговые печи работают на трехфазном электрическом токе. Плавка металла в дуговой печи происходит путем образования электрической дуги между графитированными электродами и расплавляемой шихтой. Такое оборудование называется прямоугольной дуговой печью . Также имеется электродуговых печи непрямого действия, при котором дуга находится на некотором расстоянии от нагретого металла.
Основным элементом таких плавильных печей является металлический кожух, внутренние стенки которого облицованы огнеупорным материалом. Для загрузки шихты в дуговую печь используется съемная конструкция, которую необходимо поднять и отложить в сторону. В корпусе также имеется сливное отверстие с желобом, по которому расплавленный металл сливается в ковш. Для наклона корпуса в сторону рабочего окна или выходного отверстия используется специальная люлька с электрическим или гидравлическим приводом.
Для загрузки шихты в дуговую печь используется съемная конструкция, которую необходимо поднять и отложить в сторону. В корпусе также имеется сливное отверстие с желобом, по которому расплавленный металл сливается в ковш. Для наклона корпуса в сторону рабочего окна или выходного отверстия используется специальная люлька с электрическим или гидравлическим приводом.
Электроэнергия подводится от трансформаторов к корпусу дуговой печи по медным шинам. Во время работы используются угольные или графитовые электроды. Длина дуги в печи регулируется автоматически. Отработанные электроды постоянно заменяются новыми. Процесс плавки происходит в ограниченном пространстве, стены которого облицованы. Все большее распространение получают трехфазные печи, в которых дуги возникают между тремя электродами и обрабатываемым металлом.
В качестве одного из альтернативных источников энергии для газовых плавильных печей может быть использован новый вид топлива, который получают подземной газификацией угля. Производство этого синтез-газа, содержание горючей фракции в котором составляет более 90 %, происходит путем вдувания кислородной смеси в угольные месторождения, не подлежащие разработке обычным способом.
Производство этого синтез-газа, содержание горючей фракции в котором составляет более 90 %, происходит путем вдувания кислородной смеси в угольные месторождения, не подлежащие разработке обычным способом.
Плавка металла в дуговой печи
При плавке металла в электродуговых печах следует учитывать как его физические, так и химические свойства. Каждый металл имеет свою температуру перехода из твердого состояния в жидкое, при которой начинается непосредственно процесс плавления . Для ее ускорения в электроплавильных печах применяют различные виды окислителей.
Что обычно является основным компонентом шихты при выплавке металла в дуговой печи ?
Основу шихты составляет стальной лом, к которому добавляют железорудные окатыши.
Переработка стали в электродуговых печах требует соответствующего качества материала. Лом, закладываемый в плавильные печи данного типа, должен соответствовать следующим характеристикам:
- Иметь минимум примесей цветных металлов;
- Быть не сильно окисленным, без ржавчины;
- Содержат не более 0,05% фосфора.

В настоящее время увеличивается доля использования в электродуговых печах таких первичных продуктов переработки железных руд, как губчатое железо и металлизированные окатыши.
Также можно использовать электрические отопительные и отопительные печи , с помощью которых можно поддерживать комфортную температуру в собственном доме. Системы, воспроизводящие соответствующую влажную атмосферу в бане или сауне, должны работать и как печь , и как кондиционер .
Современные индукционные печи: конструктивные особенности
Конструкция электрической индукционной печи предусматривает наличие плавильного и так называемого индукционного печных агрегатов . Катушка индуктора, по которой выплавляется металл в индукционных печах , изготовлена из меди. Наклон корпуса регулируется с помощью плунжеров, которые работают на гидравлике.
Нагрев шихты осуществляется в индукционных печах путем создания переменного магнитного потока в индукционных печах агрегатов . При этом вихревые токи вызывают постоянное движение жидкого металла внутри плавильной печи, что способствует однородности массы. Тигли 9Индукционные печи 0072 изготавливаются с кислой или основной футеровкой в зависимости от того, какой металл предполагается в ней выплавлять.
При этом вихревые токи вызывают постоянное движение жидкого металла внутри плавильной печи, что способствует однородности массы. Тигли 9Индукционные печи 0072 изготавливаются с кислой или основной футеровкой в зависимости от того, какой металл предполагается в ней выплавлять.
В чем основное преимущество индукционной плавильной печи ?
Благодаря отсутствию электрической дуги возможно производство стали, которая будет содержать минимум углерода и газов.
Обычно рабочая индукционная печь используется для выплавки стали и сплавов из легированных отходов. Другой вариант предполагает использование чистого железа и ферросплавов. Кроме того, 9Электроиндукционная печь 0072 может использоваться для плавки цветных металлов, таких как медь и алюминий.
В помещении, где постоянно работают плавильные печи , может быть довольно жарко. Поэтому для безопасности и комфорта персонала, обслуживающего рабочую индукционную печь , воздухоохладитель является необходимым элементом. При этом печь и кондиционер должны функционировать одновременно.
При этом печь и кондиционер должны функционировать одновременно.
Факторы, влияющие на процесс плавки металлов
К факторам, влияющим на процесс плавки металла, относятся температура, давление, наличие различных примесей, шлаков и окислителей. Индукционная плавильная печь предназначена для плавки как черных (железо и его сплавы), так и цветных (медь, латунь, алюминий) металлов. Способность создавать высокую температуру благоприятна для выплавки тугоплавких металлов. Основная масса стали выплавляется в дуговой печи . Таблица дает возможность сравнить температуры плавления наиболее распространенных металлов при атмосферном давлении.
Металл | Температура, °С |
Алюминий | 660,4 |
Железо | 1539 |
Медь | 1084,5 |
Олово | 231,9 |
Чугун | 11:00-13:00 |
Сталь | 1300-1500 |
Использование вакуума в электродуговых и индукционных печах позволяет производить выплавку тугоплавких металлов и получение специальных коррозионностойких и жаропрочных сплавов. Вакуумная дуговая печь предполагает, что электрическая дуга горит при пониженном давлении, а температура составляет 3700 °С. Дуговые электропечи этого типа требуют постоянного тока, что обеспечивает стабильность горения электродов. Это в первую очередь прямолинейная дуговая печь , в которой функцию катода выполняет электрод, а расплавляемая шихта — анод.
Вакуумная дуговая печь предполагает, что электрическая дуга горит при пониженном давлении, а температура составляет 3700 °С. Дуговые электропечи этого типа требуют постоянного тока, что обеспечивает стабильность горения электродов. Это в первую очередь прямолинейная дуговая печь , в которой функцию катода выполняет электрод, а расплавляемая шихта — анод.
Выплавка стали в электродуговых печах осуществляется одним из двух основных способов:
- Использование легированных элементов и свежей шихты с полным их окислением;
- процесс плавки легированные фрагменты без окислителей или с добавкой газообразного кислорода.
При использовании второго способа предполагается кратковременная вдувка кислородной смеси в плавильное пространство печи.
Преимущества использования индукционной плавильной печиИндукционная плавильная печь позволяет получать сплавы высокого качества. К достоинствам агрегатов с индукционными печами агрегатов относятся:
- Плавка без электрической дуги с минимальным прожиганием металла;
- Электродинамическая циркуляция жидкого металла, способствующая получению однородной массы;
- Небольшой размер плавильных печей этого типа, благодаря чему можно проводить плавку в закрытой камере в условиях вакуума или с использованием инертного газа.

Катушки индукционной печи нуждаются в охлаждении, поэтому необходимо использовать как печь , так и кондиционер . Холодная вода подается по гибкому кабелю.
Наряду с промышленным оборудованием электричество является источником энергии для отопительных и тепловых печей . Если вы решили обустроить небольшую теплицу, ее также можно отапливать электричеством.
Индукционные плавильные печи | Otto Junker
Home Карьера News Otto Junker Worldwide Скачать Связаться с
- News
- Energy Award 2014
- Press
- Events
- Ott0007
- Продукты и технологии
- Литье из высококачественной стали / механическая обработка
- Ферритные и мартенситные стальные литейные материалы
- Аустенитные стальные литейные материалы
- Медные, неферритные аустенитные 7
- -ферритные аустенитные
900 - JUNKERALLOY Сплавы на основе никеля
- Литейные материалы из жаропрочной стали
- Механическая обработка
- Литье из высококачественной стали / механическая обработка
- Печи для чугуна / стали
- Среднечастотные индукционные печи
- Вакуумные индукционные печи
- Канальные индукционные раздаточные печи
- Разливочные устройства для чугуна
- Литейные печи для литья под низким давлением обеспечение плазменными печами-ковшами
- Плазменный нагрев промежуточного ковша
- Плазменный реактор
- Технология ковшовой разливки
- Печи/растения для сплавов на алюминиевой и алюминиевой основе
- Электролиз
- Foundry and Casthouse
- Зарядные машины для материалов для сырья
- Skgime Machines
- Multichamber Plingting (Recycling)
- Hearthpe-Malthpe.
 частотные безтигельные индукционные печи
частотные безтигельные индукционные печи - Печи-аккумуляторы для алюминия и алюминиевых сплавов
- Рафинирование и дозирование алюминиевых сплавов
- Технология заливки ковата
- Удерживающие и заливные печи
- Система отмывания с расплавленным металлом
- Камерные печи для гомогенизации
- Система обработки заготовки
- Экстразионный завод
- Конвекционные нагреватели для обогрева лисовых оборотов Орллеты.
- Индукционный нагреватель заготовок для нагрева заготовок перед экструдированием
- Системы закалки
- Погрузочно-разгрузочное оборудование — Магазины
- Подъемно-транспортное оборудование — конвейерные системы
- Пила для холодной и горячей прокатки
- Прокатный стан
- Камерные печи для снятия напряжения и гомогенизации прокатных слябов
- Толкательные печи для предварительного нагрева и гомогенизации слябов повторный нагрев и гомогенизация слябов перед горячей прокаткой
- Непрерывные флотационные печи для термообработки алюминиевой полосы
- Горизонтальные линии термообработки (HHT) и печи старения толстого листа
- Камерные печи и холодильные камеры для термообработки рулонов алюминиевой ленты
- Камерные печи и холодильные камеры для термообработки рулонов алюминиевой фольги
- Загрузочные машины
- Фасонное литье
- Линии термообработки для литья в песчаные формы Тепловая обработка системы обработки литых колес
- системы термообработки головок цилиндров и блоков цилиндров
- системы термообработки компонентов подвески
- Линия процесса заготовки
- Предварительные печи для оборудования для формирования.

- Канальные индукционные печи для плавки
- Канальные индукционные печи
- Среднечастотные безтигельные индукционные печи
- Вакуумные индукционные печи
- Печи для сплавов
- Литейные печи для литья под низким давлением с вертикальной заливкой кристаллизатора
- Литейные печи со встроенным вертикальным кристаллизатором
- Концепция печей для производства медной катанки стружка
- Печи для хранения и разливки непрерывного литья заготовок
- Хранение меди во вращающейся печи
- Печи с шахтными подами для вертикальной непрерывной разливки
- Цех литья заготовок из меди и медных сплавов
- Горизонтальное непрерывное литье специальных сплавов на основе меди
- Линия по производству прецизионных труб
- Печи-ковши
- Машина для литья под низким давлением
- Экструзионная установка
- Печи с роликовым подом для отжига меди и сплавов на основе меди
- Прокатный стан
- Линия непрерывной обработки полосы для обезжиривания, отжига и травления с горизонтальной печью
- Линия непрерывной обработки полосы для обезжиривания, отжига и травления с вертикальной печью
- Система высокотемпературной обработки полосы
- Линия непрерывной обработки полосы для обезжиривания и травления
- Линия непрерывной обработки полосы для обезжиривания
- Линия непрерывной обработки полосы для травления и пассивации
- Щеточные машины для обезжиривания и отделки полос
- Линии горячего лужения
- Системы соединения полос, устройство для соединения с проушиной, устройство для сшивания
- Намоточное оборудование, ножницы, накопители полосы, домкрат для рулонов, транспортировка рулонов
- Программное обеспечение и технологии автоматизации
- Камерные печи для отжига рулонов
- Линия непрерывной обработки (печь с роликовым подом) для отжига рулонов
- Загрузочные машины
- 7
- Предварительные печи для оборудования для формирования.
- Печи для магния
- Печи для кремния
- Печи для цинка
- Среднечастотные безтигельные индукционные печи
- Vacuum induction furnaces
- Channel-type induction furnace for melting (zinc)
- Channel-type induction furnaces for holding and pouring
- Strip galvanizing
- Batch galvanizing in an induction furnace
- Plants for tin
- Product запрос
- Технология-лексикон АЛЮМИНИЙ
- Технология-лексикон МЕДЬ
- Термообработка плоских медных изделий
- Installation & Commissioning
- Service
- Maintenance and inspections
- Spare parts
- Modernizations and Changes
- Repairs
- Training courses
- History
- Corporate директивы
- Философия
- Фонд ОТТО ЮНКЕР / Рейнско-Вестфальский технический университет Ахен
- Исследования и разработки
- Management
- Карьера
- Управление материалами
- Otto Junker Gmbh
- Metallurgical Metallurgical Equipment
 gmanker.
gmanker.- Publications
- Индукционные расплавленные печи
- Термопроцессорные заводы
- Для чугуна / Стальная . индукционные раздаточные печи
- Разливочные устройства для чугуна
- Литейные печи для литья под низким давлением
- Накопительные печи для чугуна
- Batch galvanizing
- Quality assurance with the plasma ladle furnances
- Plasma tundish heating
- Plasma reactor
- Ladle pouring machine
- in the field of Electrolysis
- in the field литейного производства
- Среднечастотные безтигельные индукционные печи
- Печи для хранения алюминия и алюминиевых сплавов
- Рафинирование и дозирование алюминиевых сплавов
- Channel-type induction furnaces for melting
- Channel-type induction furnaces
- Vacuum induction furnaces
- Medium-frequency coreless induction furnaces
- Alloy furnaces
- Casting furnaces для литья под низким давлением с вертикальной заливкой кристаллизатора
- Литейные печи со встроенным вертикальным кристаллизатором
- Концепция печей для производства медной катанки
- Непрерывная плавка стружки
- Автоматическая плавка сырой стружки
- Печи складские и разливочные для непрерывной разливки
- Хранение меди во вращающейся печи медный сплав
- Горизонтальное непрерывное литье специальных сплавов на основе меди
- Линия для производства прецизионных труб
- Печи-ковши
- Машина для литья матрицы с низким давлением
- Meduim-Cervense Corleper Induction Induction Wervace
- Индукционная печь
- Индукционная индукционная печи для мела для мела)
- .

- Канальные индукционные печи для выдержки и разливки
- Ленточное цинкование
- Порционное цинкование в индукционной печи
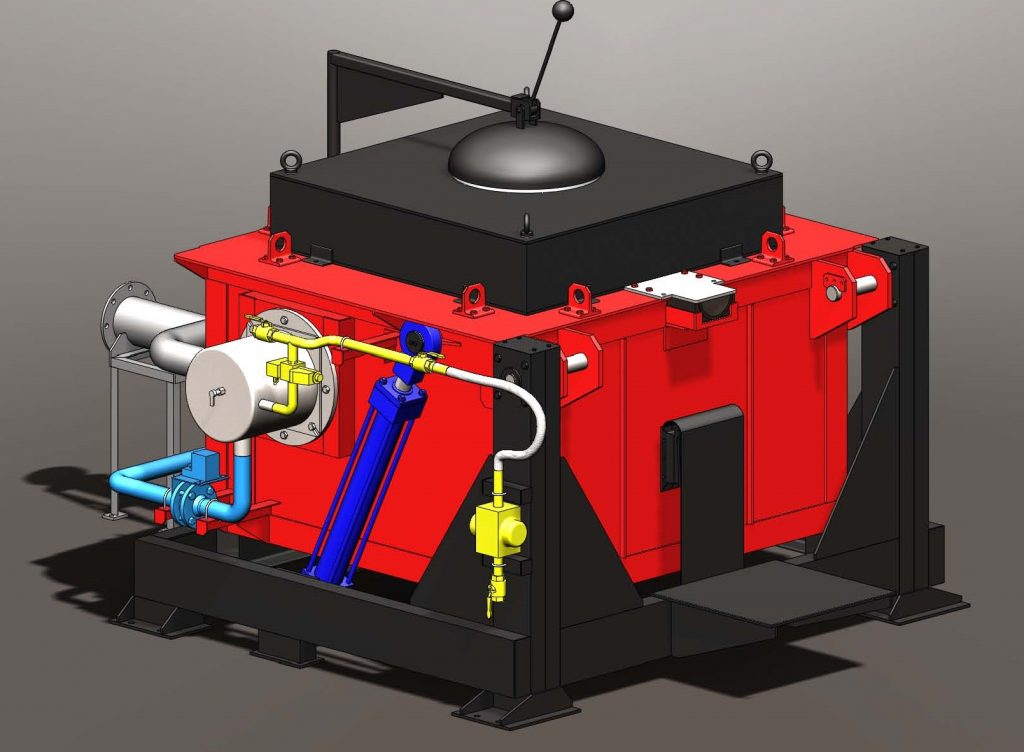 ..
.. ..
.. Заготовка перемещается через индуктор для индуктивно-термической обработки заготовки электрической мощностью различной…
Заготовка перемещается через индуктор для индуктивно-термической обработки заготовки электрической мощностью различной… ..
.. ..
.. ..
.. ..
.. Сосуд окружен индукционной катушкой, но не касается ее…
Сосуд окружен индукционной катушкой, но не касается ее… Магнитное ярмо для печи включает в себя стержнеобразный ламинированный пакет для направления магнитного потока….
Магнитное ярмо для печи включает в себя стержнеобразный ламинированный пакет для направления магнитного потока…. ..
.. Ядро…
Ядро… ..
..
 ..
.. ..
..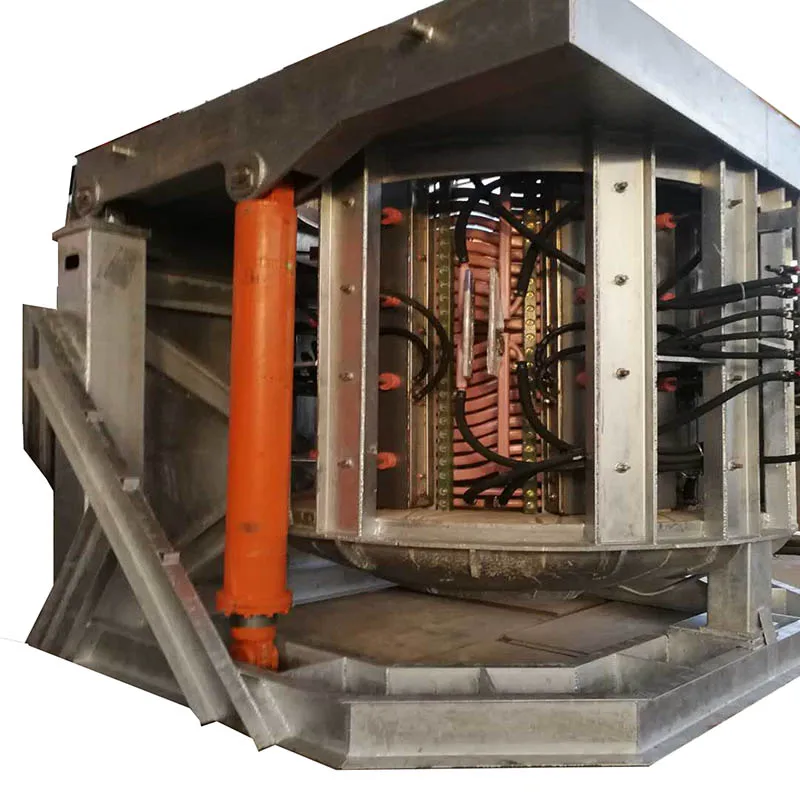 Последний…
Последний… …
…