Описание технологии электроэрозионной обработки — Центр эрозионных технологий им. Лазаренко
В настоящее время широкое развитие получили 3 типа электроэрозионной обработки:
- Вырезание проволокой
- Прошивка электродом
- Прошивка (прожиг, сверление) тонких глубоких отверстий
Все эти операции показаны ниже.
Смотрите все наши работы, полученных электроэрозионной обработкой.
Вырезание проволокой
Вырезание фасонных отверстий в толщине 650 мм. Видео 1а. Вырезание лопатки для испытания на прочность. Фото 1. Лопатка, вырезанная на проволочном станке, для проведения испытаний на прочность. Вырезка образцов для испытаний механических свойств соединения титана диффузионной и электронно-лучевой сваркой Видео 1б. Вырезание восьмигранника для измерения точности проволочно — вырезного станка
Вырезание лопатки для испытания на прочность. Фото 1. Лопатка, вырезанная на проволочном станке, для проведения испытаний на прочность. Вырезка образцов для испытаний механических свойств соединения титана диффузионной и электронно-лучевой сваркой Видео 1б. Вырезание восьмигранника для измерения точности проволочно — вырезного станка DK 7732 в г.Тольятти. Точность станка оказалась 7 мкм, при паспортной 12. Отчет, согласованный с Заказчиком здесь.
Смотрите еще примеры изделий, полученных электроэрозионной обработкой.
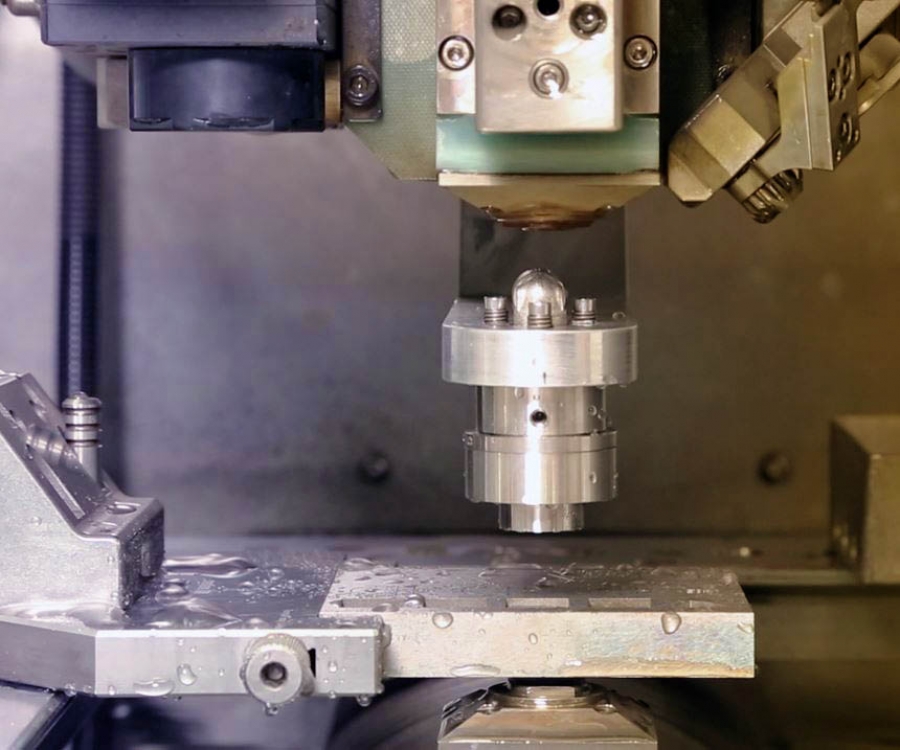
Прошивка (прожиг, сверление) тонких глубоких отверстий
Прожиг охлаждающих отверстий в лопатках газовой турбины В настоящее время на электростанциях и газоперекачивающих станциях парк газовых турбин импортного производства, в первую очередь производства «Simens» и «General Electric», исчисляется сотнями и вопрос уменьшения затрат при ремонтах для собственников оборудования приобретает особое значение.
Исчерпавшие моторесурс рабочие лопатки, снимаются с ротора турбины, закупается новый комплект рабочих лопаток и устанавливается на место старых.
Между тем, в 80 % случаев технологии ремонта позволяют проводить ремонт и восстановление направляющих (сопловых) рабочих лопаток и назначать им новый гарантированный ресурс равный первоначальному. Такое восстановление лопаток можно проводить 3-4 раза. То есть, вместо назначенного изготовителем рабочих лопаток рабочего ресурса до их замены в 35-40 тысяч часов, жизнь лопаток может быть продлена до 90-120 тысяч. Стоимость восстановленных лопаток с гарантированным ресурсом, таким же, какой имеют вновь изготовленные лопатки, на 35-50 % ниже. Таким образом, потребитель получает комплект лопаток, соответствующий по своим свойствам новым лопаткам, за цену вдвое меньшую.
Стоимость восстановленных лопаток с гарантированным ресурсом, таким же, какой имеют вновь изготовленные лопатки, на 35-50 % ниже. Таким образом, потребитель получает комплект лопаток, соответствующий по своим свойствам новым лопаткам, за цену вдвое меньшую.
Смотрите еще примеры изделий, полученных электроэрозионной обработкой.
Прошивка электродом.
Видео 2. Прошивка матрицы медным электродом. Прожиг шестерней Видео 3. Прошивка электродом диаметром 1 мм.
Смотрите еще примеры изделий, полученных электроэрозионной обработкой.
Электроэрозионная обработка основана на вырывании частиц материала с поверхности импульсом электрического разряда. Если задано напряжение (расстояние) между электродами, погруженными в жидкий диэлектрик, то при их сближении (увеличении напряжения) происходит пробой диэлектрика — возникает электрический разряд, в канале которого образуется плазма с высокой температурой.
Так как длительность используемых в данном методе обработки электрических импульсов не превышает 10—2сек, выделяющееся тепло не успевает распространиться в глубь материала и даже незначительной энергии оказывается достаточно, чтобы разогреть, расплавить и испарить небольшое количество вещества. Кроме того, давление, развиваемое частицами плазмы при ударе об электрод, способствует выбросу (эрозии) не только расплавленного, но и просто разогретого вещества. Поскольку электрический пробой, как правило, происходит по кратчайшему пути, то прежде всего разрушаются наиболее близко расположенные участки электродов. Таким образом, при приближении одного электрода заданной формы (инструмента) к другому (заготовке) поверхность последнего примет форму поверхности первого (рис. 1). Производительность процесса, качество получаемой поверхности в основном определяются параметрами электрических импульсов — их длительностью, частотой следования, энергией в импульсе. Электроэрозионный метод обработки объединил электроискровой и электроимпульсный методы.
Таким образом, при приближении одного электрода заданной формы (инструмента) к другому (заготовке) поверхность последнего примет форму поверхности первого (рис. 1). Производительность процесса, качество получаемой поверхности в основном определяются параметрами электрических импульсов — их длительностью, частотой следования, энергией в импульсе. Электроэрозионный метод обработки объединил электроискровой и электроимпульсный методы.
Электроэрозионные методы особенно эффективны при обработке твёрдых материалов и сложных фасонных изделий. При обработке твёрдых материалов механическими способами большое значение приобретает износ инструмента. Преимущество электроэрозионных методов, как и вообще всех электрофизических и электрохимических методы обработки, состоит в том, что для изготовления инструмента используются более дешёвые, легко обрабатываемые материалы. Часто при этом износ инструментов незначителен.
Например, при изготовлении некоторых типов штампов механическими способами более 50% технологической стоимости обработки составляет стоимость используемого инструмента. При обработке этих же штампов электроэрозионными методами стоимость инструмента не превышает 3,5%. Условно технологические приёмы электроэрозионной обработки можно разделить на прошивание и копирование. Прошиванием удаётся получать отверстия диаметром менее 0,3 мм,что невозможно сделать механическими методами. В этом случае инструментом служит тонкая проволочка. Этот приём на 20—70% сократил затраты на изготовление отверстий в фильерах, в том числе алмазных. Более того, электроэрозионные методы позволяют изготовлять спиральные отверстия. При копировании получила распространение обработка ленточным электродом. Лента, перематываясь с катушки на катушку, огибает копир, повторяющий форму зуба. На грубых режимах лента «прорезает» заготовку на требуемую глубину, после чего вращением заготовки щель расширяется на нужную ширину. Более распространена обработка проволочным электродом, то есть лента заменяется проволокой. Этим способом, например, можно получать из единого куска материала одновременно пуансон и матрицу штампа, причём их соответствие практически идеально.
При обработке этих же штампов электроэрозионными методами стоимость инструмента не превышает 3,5%. Условно технологические приёмы электроэрозионной обработки можно разделить на прошивание и копирование. Прошиванием удаётся получать отверстия диаметром менее 0,3 мм,что невозможно сделать механическими методами. В этом случае инструментом служит тонкая проволочка. Этот приём на 20—70% сократил затраты на изготовление отверстий в фильерах, в том числе алмазных. Более того, электроэрозионные методы позволяют изготовлять спиральные отверстия. При копировании получила распространение обработка ленточным электродом. Лента, перематываясь с катушки на катушку, огибает копир, повторяющий форму зуба. На грубых режимах лента «прорезает» заготовку на требуемую глубину, после чего вращением заготовки щель расширяется на нужную ширину. Более распространена обработка проволочным электродом, то есть лента заменяется проволокой. Этим способом, например, можно получать из единого куска материала одновременно пуансон и матрицу штампа, причём их соответствие практически идеально.
Разрушение поверхностных слоев материала под влиянием внешнего воздействия электрических разрядов называется электрической эрозией. На этом явлении основан принцип электроэрозионной обработки.
Электроэрозионная обработка заключается в изменении формы, размеров, шероховатости и свойств поверхности заготовки под воздействием электрических разрядов в результате электрической эрозии.
Под воздействием высоких температур в зоне разряда происходят нагрев, расплавление, и частичное испарение металла. Для получения высоких температур в зоне разряда необходима большая концентрация энергии. Для достижения этой цели используется генератор импульсов. Процесс электроэрозионной обработки происходит в рабочей жидкости, которая заполняет пространство между электродами; при этом один из электродов — заготовка, а другой — электрод-инструмент.
Под действием сил, возникающих в канале разряда, жидкий и парообразный материал выбрасывается из зоны разряда в рабочую жидкость, окружающую его, и застывает в ней с образованием отдельных частиц. В месте действия импульса тока на поверхности электродов появляются лунки. Таким образом осуществляется электрическая эрозия токопроводящего материала, показанная на примере действия одного импульса тока, и образование одной эрозионной лунки.
В месте действия импульса тока на поверхности электродов появляются лунки. Таким образом осуществляется электрическая эрозия токопроводящего материала, показанная на примере действия одного импульса тока, и образование одной эрозионной лунки.
Материалы, из которых изготавливается электрод-инструмент, должны иметь высокую эрозионную стойкость. Наилучшие показатели в отношении эрозионной стойкости электродов-инструментов и обеспечения стабильности протекания электроэрозионного процесса имеют медь, латунь, вольфрам, алюминий, графит и графитовые материалы.
Общая характеристика процесса электроэрозионной обработки
Типовой технологический процесс электроэрозионной обработки на копировально-прошивочных станках заключается в следующем:
- Заготовку фиксируют и жестко крепят на столе станка или в приспособлении. Тяжелые установки (весом выше 100 кг) устанавливают без крепления. Устанавливают и крепят в электродержателе электрод-инструмент. Положение электрода-инструмента относительно обрабатываемой заготовки выверяют по установочным рискам с помощью микроскопа или по базовым штифтам.
 Затем ванну стакана поднимают и заполняют рабочей жидкостью выше поверхности обрабатываемой заготовки.
Затем ванну стакана поднимают и заполняют рабочей жидкостью выше поверхности обрабатываемой заготовки. - Устанавливают требуемый электрический режим обработки на генераторе импульсов, настраивают глубинометр и регулятор подачи. В случае необходимости включают вибратор и подкачку рабочей жидкости.
- В целях повышения производительности и обеспечения заданной шероховатости поверхности обработку производят в три перехода: предварительный режим — черновым электродом-инструментом и окончательный — чистовым и доводочным.
4.1 Типовые операции электроэрозионной обработки
Прошивание отверстий
При электроэрозионной обработке прошивают отверстия на глубину до 20 диаметров с использованием стержневого электрода-инструмента и до 40 диаметров — трубчатого электрода-инструмента. Глубина прошиваемого отверстия может быть значительно увеличена, если вращать электрод-инструмент, или обрабатываемую поверхность, или и то и другое с одновременной прокачкой рабочей жидкости через электрод-инструмент или с отсосом ее из зоны обработки. Скорость электроэрозионного прошивания достигает 2-4 мм/мин.
Скорость электроэрозионного прошивания достигает 2-4 мм/мин.
Маркирование
Маркирование выполняется нанесением на изделие цифр, букв, фирменных знаков и др. Электроэрозионное маркирование обеспечивает высокое качество, не вызывает деформации металла и не создает зоны концентрации внутреннего напряжения, которое возникает при маркировании ударными клеймами. Глубина нанесения знаков может колебаться в пределах от 0,1 до 1 мм.
Операция может выполняться одним электродом-инструментом и по многоэлектродной схеме. Изготавливаются электроды-инструменты из графита, меди, латуни, алюминия.
Производительность составляет около 3-8 мм/с. Глубина знаков зависит от скорости движения электрода. При скорости движения электрода более 6 мм/с четкость знаков ухудшается. В среднем на знак высотой 5 мм затрачивается около 4.
Вырезание
В основном производстве электроэрозионное вырезание применяют при изготовлении деталей электро-вакуумной и электронной техники, ювелирных изделий и т. д. в инструментальном производстве, при изготовлении матриц, пуансонов, пуансонодержателей и других деталей, а также вырубных штампов, копиров, шаблонов, цанг, лекал, фасонных резцов и др.
д. в инструментальном производстве, при изготовлении матриц, пуансонов, пуансонодержателей и других деталей, а также вырубных штампов, копиров, шаблонов, цанг, лекал, фасонных резцов и др.
Шлифование
Процесс электроэрозионного шлифования применяют для чистовой обработки труднообрабатываемых материалов, магнитных и твердых сплавов.
Отклонение размеров профиля после электроэрозионного шлифования находится в пределах от 0,005 до 0,05 мм, шероховатость Ra = 2,50,25, производительность — 260 мм2/мин.
С появлением электрических способов обработки оказалось в принципе возможным осуществление методами электротехнологии всего комплекса операций, необходимых для превращения заготовки в готовую деталь, включая и ее термическую обработку.
Электроэрозионная обработка металлов — технология, виды станков
Одним из вариантом зачистки металлов является электроэрозионная обработка. Принцип работы технологии прост. К заготовке и электроду подключается источник постоянного тока, который генерирует кратковременные импульсы, проходящие через электроды. Электричество в активной зоне создает электронную дугу, которая легко прожигает металлическую поверхность. Дуга живет небольшой период во времени, поэтому она не деформирует металл, не оставляет следов, сохраняет целостность электрода.
Электричество в активной зоне создает электронную дугу, которая легко прожигает металлическую поверхность. Дуга живет небольшой период во времени, поэтому она не деформирует металл, не оставляет следов, сохраняет целостность электрода.
Электроэрозионная обработка металлов обычно выполняется с помощью специальных станков, которые обладают множеством преимуществ — высокая мощность, универсальность, простота использования. Но как происходит такая обработка металлов? В каких режимах работы могут функционировать эрозионные станки? И о чем нужно знать при их выборе? В статье эти вопросы будут рассмотрены.
Содержание
- 1 Физические и химические основы электроэрозии
- 2 Электроэрозионная обработка металлов
- 3 Преимущества
- 4 Недостатки
- 5 Способы обработки
- 6 Станки для электроэрозии металлов
- 7 Заключение
Физические и химические основы электроэрозии
Электроэрозионная обработка (ЭЭО) — это технология, которая позволяет разрушать поверхность металлических изделий с помощью электрических разрядов. Явление электрической эрозии основано на разрушении электродов под действием электрического тока, пропускаемого через электроды. Технология была изобретена советскими инженерами и учеными Б. Лазаренко и Н. Лазаренко в 1943 году.
Явление электрической эрозии основано на разрушении электродов под действием электрического тока, пропускаемого через электроды. Технология была изобретена советскими инженерами и учеными Б. Лазаренко и Н. Лазаренко в 1943 году.
Технология электроэрозии позволяет изменить размеры, форму металлических деталей — ее можно использовать для создания отверстий, для шлифовки, для обработки фасонных полостей, для создания углублений и так далее. Технология является очень точной и надежной, что позволяет использовать для высокоточной обработки металлов.
На физическом уровне ЭЭО выглядит так:
- Для электрической эрозии применяются станки, которые имеет приблизительно одинаковую конструкцию. Главным их элементом является обрабатывающий инструмент-электрод, который выступает в роли резака. Вторым важным элементом является сама обрабатываемая деталь. Третий элемент — источник постоянного тока, к которому подключаются электрод и обрабатываемая деталь.
- Чтобы избежать перегрева деталей, обработка выполняется в жидкой среде.
 В качестве жидкости выступают диэлектрики, которые плохо проводят ток (керосин, минеральное масло). Для удобства работы станок может оборудоваться дополнительными деталями (реостаты, конденсаторы и другие). Большинство современных станков также оборудованы электронной панелью управления.
В качестве жидкости выступают диэлектрики, которые плохо проводят ток (керосин, минеральное масло). Для удобства работы станок может оборудоваться дополнительными деталями (реостаты, конденсаторы и другие). Большинство современных станков также оборудованы электронной панелью управления. - Установка может работать в двух режимах — электроискровой и электроимпульсный. В случае электроискрового режима ток подается таким образом, что электрод выступает в роли минус-катода, а сама деталь — плюс-анода. Во время работы электрод генерирует электрическую дугу, которая ионизирует поверхность металлической заготовки. Ионы имеют очень высокую температуру, что приводит к расплавлению металла с образованием небольшой лунки. Чтобы не расплавить электрод-катод, электричество подается короткими импульсами. Длительность подачи электричества для генерации 1 импульса — 0,001 секунд. Во время электроискровой обработки срезается небольшое количество металла, поэтому эту технологию используют для финальной обработки заготовки.

- В случае электроимпульсного режима работы меняется электрическая полярность. На электрод подается положительный ток, а на деталь — отрицательный. Это также приводит к образованию ионизированной плазмы, которая прожигает металл с образованием лунки-углубления. Однако из-за особенностей кристаллической решетки металлов генерируется более мощный поток ионов, поэтому электроимпульсный режим мощнее электроискрового в 10-11 раз. Чтобы защитить электрод от расплавления, ток подается небольшими порциями, где длительность подачи 1 импульса составляет 0,001 секунд. Электроимпульсный режим из-за повышенной мощности используется для черновой обработки, а также для резки сверхпрочных металлических сплавов.
Частички металла, которые срезаются ионным потоком, попадают в жидкость-диэлектрик. Они не растворяются, а находятся в диэлектрике в виде мелкой взвеси. Сперва частички обладают очень высокой температурой, однако при контакте с жидкостью они быстро остывают, достигая температуры окружающей среды. После проведения работ не рекомендуется использовать «раствор» по прямому назначению, поскольку металлическая взвесь может ухудшать технические свойства эксплуатируемого прибора.
После проведения работ не рекомендуется использовать «раствор» по прямому назначению, поскольку металлическая взвесь может ухудшать технические свойства эксплуатируемого прибора.
Электроэрозионная обработка металлов
Электроэрозионная обработка подходит для обработки любых металлов и их сплавов (чугун, сталь, латунь, алюминий и так далее). Температура ионизированной плазмы является очень высокой (более 10 тысяч градусов), что делает возможной работу со всеми видами металлов. Плазма обладает коротким периодом жизни, поэтому она не повреждает металлическую деталь, а контролировать мощность ионного потока не слишком сложно. Технология востребована в высокоточных отраслях промышленности; в мелкосерийном и домашнем производстве станки для ЭЭО используются редко в связи с их высокой стоимостью.
На практике технология ЭЭО обычно применяется для обработки сложных фасадных конструкций, а также при работе со сверхпрочными деталями для самолетов, автомобилей, кораблей, электронных устройств. В случае правильного использования оборудования не возникают микротрещины и микроповреждении металлической заготовки, что положительно сказывается на качестве обработки. Для создания электрода используются графит, вольфрам, алюминий или латунь. Эти материалы не разрушаются при контакте с нагретой плазмой, сохраняют свою форму. ЭЭО позволяет изменить форму, размеры, шероховатость исходной детали.
В случае правильного использования оборудования не возникают микротрещины и микроповреждении металлической заготовки, что положительно сказывается на качестве обработки. Для создания электрода используются графит, вольфрам, алюминий или латунь. Эти материалы не разрушаются при контакте с нагретой плазмой, сохраняют свою форму. ЭЭО позволяет изменить форму, размеры, шероховатость исходной детали.
Преимущества
У технологии ЭЭО есть как преимущества, так и недостатки. Рассмотрим сперва преимущества технологии ЭЭО:
- Универсальность (для металлов). Поток разогретой плазмы обладает очень высокой температурой, а с его помощью можно прожечь любой металлический сплав. С помощью разогретой плазмы можно создать отверстие, разрезать деталь, выполнить высокоточную шлифовку, создать углубление. Это делает ЭЭО-станки универсальными, удобными в использовании.
- Высокое качество резки. Толщина ионизированной плазмы составляет менее 1 миллиметра, поэтому с ее помощью можно делать точную обработку металлических деталей.
 Разогретая плазма быстро остывает, поэтому края заготовки остаются ровными, прочными, без расплавленных частей. Электрическая дуга не испаряет раствор-диэлектрик, поэтому защитную жидкость можно использовать долгое время (потери жидкости от испарения составляют менее 0,1%).
Разогретая плазма быстро остывает, поэтому края заготовки остаются ровными, прочными, без расплавленных частей. Электрическая дуга не испаряет раствор-диэлектрик, поэтому защитную жидкость можно использовать долгое время (потери жидкости от испарения составляют менее 0,1%). - Простота применения. ЭЭО-станки просты в использовании, не нуждаются в особом уходе. Почти все модели оборудованы электронной панелью, которая позволяет контролировать режим работы (мощность разряда, длительность импульса, глубина подачи плазмы и другие). Во время работы не образуются вредоносные испарения и газы, поэтому рабочему не нужно носить защитную одежду.
- Несколько режимов работы. Основные режимы — электроискровой и электроимпульсный. Первая методика применяется для разрезания детали, вторая используется для полировки, выравнивания поверхности. Также существуют вспомогательные методы обработки материалов — эрозионно-химическая технология, проволочная, анодно-механическая, электроконтактная и другие.

Недостатки
- Нельзя обрабатывать диэлектрические материалы. Электрическая дуга, которая создает высокотемпературную плазму, возникает за счет контакта электрода с металлической поверхности обрабатываемой деталью. Если деталь будет выполнена из диэлектрического материала (дерево, бетон, пластик), то в таком случае режущая дуга не возникнет, а станок будет бесполезен.
- Высокое электропотребление. Для работы ЭЭО-станка требуется большое количество электроэнергии, что увеличивает себестоимость обработки. Во время работы станка должны поддерживаться постоянные параметры электрического тока (напряжение, мощность, сила). Поэтому многие установки оборудуются защитным оборудованием, позволяющего изменить параметры станка в случае скачка напряжения.
- Низкая производительность. Большинство моделей станков проводят резку с небольшой скоростью (от 0,1 до 7-8 миллиметров в секунду в зависимости от способа обработки металла). Поэтому ЭЭО-станки не подходят для фабрик с большой производственной загруженностью.

- Высокая стоимость. ЭЭО-оборудование стоит достаточно дорого, что снижает его универсальность и доступность. Большинство станков производятся иностранными компаниями (Япония, Германия, Польша), что также негативно влияет на ценообразование. Помимо этого придется оплачивать вспомогательные расходы — на покупку защитной жидкости, на замену отработанных электродов, на потребление электричества и другие.
Способы обработки
Перечислим основные способы электроэрозионной обработки:
- Создание отверстий. Пучок плазмы позволяет создать очень глубокие отверстия в металлической поверхности (от 20 до 40 диаметров в зависимости от типа электрода). Увеличить глубину отверстия можно за счет кручения детали, перемещения электрода, использования нестандартного вспомогательного оборудования. Средняя скорость сверления составляет 0,1-1 миллиметр в секунду.
- Резка металлические объектов. С помощью плазменного пучка можно разрезать заготовку на любое количество частей.
 Глубина резки практически не имеет ограничений по глубине — стандартная глубина составляет 20-40 диаметров, однако ее можно увеличить за счет применения нестандартных электродов и вращения заготовки. Средняя скорость резки — 0,1-0,5 миллиметров в секунду.
Глубина резки практически не имеет ограничений по глубине — стандартная глубина составляет 20-40 диаметров, однако ее можно увеличить за счет применения нестандартных электродов и вращения заготовки. Средняя скорость резки — 0,1-0,5 миллиметров в секунду. - Вырезание деталей. С помощью технологии ЭЭО можно вырезать объекты любой формы. Эта технология широко применяется для резки драгоценных камней для создания необычных украшений. Также ее применяют для производства фасонных резцов, матриц, пуансонов и других объектов.
- Шлифование, легирование. Технологию ЭЭО можно выполнять для выравнивания шероховатых поверхностей, а также для устранения внешних дефектов. Шлифовка выполняется точечным методом с помощью электрода, поэтому ЭЭО-легирование не рекомендуется использовать для работы с большими поверхностями. Однако эта технология может применяться для работы с деталями сложной формы, для устранения дефектов на поверхности магнитных сплавов. Средняя скорость шлифовки — 4-5 квадратных миллиметров в секунду.

ЭЭО-технику можно также применять для маркирования металлов и создание надписей на их поверхности. Для маркировки могут использоваться любые символы — буквы, цифры, специальные обозначения. Де-факто маркировка представляет собой создание несквозных отверстий, а нанести код можно на любой участок металлической детали. Средняя производительность ЭЭО-оборудования составляет 4-10 миллиметров в секунду, что является хорошим показателем для техники такого класса.
Станки для электроэрозии металлов
Перечислим основные модели станков, которые представлены в России:
- INTEGRAL 2 (AGIE). Производится одноименной швейцарской компанией. Позволяет работать с деталями размером не более 80 х 60 х 25 сантиметров. Основной режим работы — электроискровая эрозия в защитной среде диэлектрической жидкости. Имеет встроенную панель ЧПУ, которая позволяет контролировать технологические особенности операции (мощность ионного потока, точность обработки, итоговый уровень шероховатости).

- AQ535 (SODICK). Производится японской компанией. Позволяет обрабатывать заготовки, размеры которых составляют не более 105 x 65 x 30 сантиметров. Электроэрозионная обработка выполняется с помощью режущей проволоки, которая может делать все основные операции (создание отверстий, маркировка, шлифовка, вырезание). Модель оснащена продвинутой ЧПУ-панелью и имеет встроенную систему, экономящую электричество, что снижает себестоимость обработки.
- Модель 4531. Производилась в СССР; новые станки 4531 больше не выпускаются. Однако в продаже можно встретить множество неиспользованных моделей, а также станков Б/У. Для работы применяется электроискровая обработка металлических заготовок. Максимальные габариты обрабатываемых деталей — 16 x 12 x 3 сантиметра. Управление осуществляется в основном механическим способом + есть несколько информационных панелей, позволяющих узнать технологические особенности процедуры.
Заключение
Технология позволяет резать металлы любой прочности. Обработка выполняется за счет создания ионизированного потока частиц, которые прожигают металл. Разогретые ионы создаются с помощью электрической дуги, которая возникает между проводящим электродом и металлической поверхностью обрабатываемой детали при прохождении между ними электрического тока. Чтобы не повредить деталь и не испарить электрод, используется защитная жидкость-диэлектрик, а электрический ток подается небольшими порциями-импульсами (частота — 0,001 с).
Обработка выполняется за счет создания ионизированного потока частиц, которые прожигают металл. Разогретые ионы создаются с помощью электрической дуги, которая возникает между проводящим электродом и металлической поверхностью обрабатываемой детали при прохождении между ними электрического тока. Чтобы не повредить деталь и не испарить электрод, используется защитная жидкость-диэлектрик, а электрический ток подается небольшими порциями-импульсами (частота — 0,001 с).
ЭЭО-станки выполняют все основные операции — создание отверстий, резка, нанесение маркировки. Электроэрозионная обработка металла обладает множеством преимуществ — высокая точность, универсальность (для металлов), простота применения станков. Однако есть и недостатки — нельзя резать пластик, бетон или дерево, большое потребление электричества, высокая стоимость станка. Использовать ЭЭО-станки рекомендуется для производства высокоточных деталей. Основные модели станков — AGIE INTEGRAL 2, модель 4531, SODICK AQ535.
Используемая литература и источники:
- Электрофизические и электрохимические методы обработки / Юдин Д.
 Л. // Экслибрис — Яя. — М. : Советская энциклопедия, 1978.
Л. // Экслибрис — Яя. — М. : Советская энциклопедия, 1978. - Немилов Е.Ф. Электроэрозионная обработка материалов. — Л.: Машиностроение, 1983.
- Ставицкий Б.И. Из истории электроискровой обработки материалов // Оборудование и инструмент для профессионалов. Металлообработка. — 2006.
- Статья на Википедии
Поделиться в социальных сетях
Электроэрозионная обработка металлов: режимы, методы, технология
Суть технологии
Электрический разряд между проволокой и заготовкой приводит к удалению части металла. Выделенные частицы выводятся в объем рабочей жидкости. Шлам (кристаллизующиеся частицы) отфильтровывается и удаляется в конце реза. Скорость обработки регулируется силой тока. Но должны быть подобраны оптимальные режимы, при которых не образуются наплывы в процессе реза.
Электроэрозия помогает изготовить изделия с очень тонкими стенками, обрабатывать мягкие металлы без механических повреждений. Данный способ резки используется для прошивки на большую глубину. Толщина проволоки минимальна, лишь этим параметром ограничен диаметр получаемых отверстий.
Дополнительной обработки не требуется, так как после реза импульсами тока не остается заусенцев. Также не требуется дорогостоящего инструмента, применяемого при классических методах фрезерования. Это становится актуально при заготовках из вязких материалов.
Виды электроэрозионной обработки металлов
На современных предприятиях используется несколько видов электроэрозионной обработки металлов:
- Комбинированная. В данном случае электроэрозионная обработка осуществляется в комплексе с другими типами работ.
- Абразивная. Подразумевает электроэрозионное разрушение обрабатываемого металла.
Химическая. Сложная технология, в соответствии с которой материал заготовки одновременно растворяется в электролите (электрохимическим способом).
Анодно-механическая. В данном случае обработка осуществляется в жидкой среде, сопровождаясь растворением заготовки под воздействием импульсов электрического тока с одновременным образованием на поверхности металла окисных пленок, которые удаляются механически. Рассматриваемый процесс сопровождается электроэрозионной обработкой для придания материалу заготовки необходимых свойств и физико-химических характеристик.
Объемное копирование. Подразумевает отображение формы поверхности рабочего инструмента на поверхности заготовки (оба являются электродами).
Упрочнение. В данном случае электроэрозионная обработка металлов подразумевает повышение прочности поверхностного слоя металлической заготовки.
Прошивание. Технология подразумевает, что рабочий инструмент погружается в заготовку, создавая в ней отверстия постоянного сечения.
Маркирование.
Вырезание. Электрод-инструмент в данном случае имеет вид проволоки и постоянно находится в состоянии перематывания. Он осуществляет обход металлической заготовки в период движения подачи, и от траектории обхода непосредственно зависит контур создаваемой поверхности.
Отрезка. Такая электроэрозионная обработка позволяет разделить заготовку на несколько частей.
Шлифование. В соответствии с рассматриваемой методикой шлифование металла производится посредством его электроэрозионного разрушения.
Доводка.
Обработка заготовок с прямой или обратной полярностью.
Многоконтурная обработка.
Многоэлектродная эрозионная обработка.
Принцип работы станков
Электроэрозионная обработка материалов выполняется с использованием особого оборудования. Рядом с помещенной в станок деталью устанавливается специализированный инструмент — электрод, который может иметь вид бесконечного проводника (проволочная электроэрозионная резка) или заданную форму для прошивки фасонных отверстий и окон. Обрабатываемая деталь и инструмент подключаются к источнику питания.
Комплекс деталь-инструмент помещают в ванну с жидкой диэлектрической рабочей средой или обеспечивают подачу жидкого диэлектрика в искровой рабочий промежуток между инструментом и деталью. При включении силовой части станка между ними появляется разность потенциалов, что приводит к возникновению направленного электрического разряда.
При пробивании слоя диэлектрической жидкости происходит электрическая эрозия материала. Продукты эрозии из межэлектродного промежутка удаляются принудительной подачей диэлектрической жидкости или устраняются при ее естественной циркуляции и оседают на дне ванны.
Существует разница между электроискровой технологией и режимом электроимпульсной обработки материала. Электроимпульсный режим подразумевает наличие шагового генератора, который обеспечивает периодические разряды высокого напряжения импульсного типа. В период прохождения импульса происходит испарение и плавление материала проводника. Меняя параметры продолжительности и мощности одного импульса, можно регулировать скорость и глубину обработки, а также полярность проводников.
Сущность электроэрозионного метода
При обработке электроэрозией заготовка и инструмент присоединяются к разным полюсам источника постоянного тока. Предмет у положительного полюса становится анодом, у отрицательного — катодом. Между ними пропускаются короткие импульсы, вызывающие искровой разряд. Меняя длительность импульсов, можно добиться, чтобы преобладала эрозия катода или анода. Энергия импульсов ограничена, что позволяет избежать перегрева заготовки и добиться очень высокой точности манипуляций.
Меняя длительность импульсов, можно добиться, чтобы преобладала эрозия катода или анода. Энергия импульсов ограничена, что позволяет избежать перегрева заготовки и добиться очень высокой точности манипуляций.
Как правило, в качестве инструмента применяется проволока, что во много раз уменьшает стоимость по сравнению с механическими станками. К инструменту не прилагается больших усилий, его износ минимален.
Поскольку при эрозии происходит перенос материала, можно не только убирать объем, но и наращивать, восстанавливать поверхность и получать рельефные оттиски. Появляется возможность обработки заготовок из сверхтвёрдых материалов, для которых нельзя подобрать механический режущий инструмент.
Станки для электроэрозии металлов
Перечислим основные модели станков, которые представлены в России:
- INTEGRAL 2 (AGIE). Производится одноименной швейцарской компанией. Позволяет работать с деталями размером не более 80 х 60 х 25 сантиметров. Основной режим работы — электроискровая эрозия в защитной среде диэлектрической жидкости. Имеет встроенную панель ЧПУ, которая позволяет контролировать технологические особенности операции (мощность ионного потока, точность обработки, итоговый уровень шероховатости).
- AQ535 (SODICK). Производится японской компанией. Позволяет обрабатывать заготовки, размеры которых составляют не более 105 x 65 x 30 сантиметров. Электроэрозионная обработка выполняется с помощью режущей проволоки, которая может делать все основные операции (создание отверстий, маркировка, шлифовка, вырезание). Модель оснащена продвинутой ЧПУ-панелью и имеет встроенную систему, экономящую электричество, что снижает себестоимость обработки.
- Модель 4531.
 Производилась в СССР; новые станки 4531 больше не выпускаются. Однако в продаже можно встретить множество неиспользованных моделей, а также станков Б/У. Для работы применяется электроискровая обработка металлических заготовок. Максимальные габариты обрабатываемых деталей — 16 x 12 x 3 сантиметра. Управление осуществляется в основном механическим способом + есть несколько информационных панелей, позволяющих узнать технологические особенности процедуры.
Производилась в СССР; новые станки 4531 больше не выпускаются. Однако в продаже можно встретить множество неиспользованных моделей, а также станков Б/У. Для работы применяется электроискровая обработка металлических заготовок. Максимальные габариты обрабатываемых деталей — 16 x 12 x 3 сантиметра. Управление осуществляется в основном механическим способом + есть несколько информационных панелей, позволяющих узнать технологические особенности процедуры.
Типы оборудования для электроэрозии
В промышленности применяют два вида эрозионных станков — проволочный вырезной и прошивочный, принципиальное отличие которых заключается в технологии.
Проволочно-вырезной станок
В качестве инструмента используется очень тонкая, диаметром всего 0,1- 0,2 мм, проволока из тугоплавкого материала, обычно вольфрама или молибдена. Проволока намотана на барабаны и при движении вдоль поверхности заготовки вырезает линии по заданному контуру.
Проволочно-вырезной станок выполняет функции фрезерного оборудования. Однако точность получается намного выше, чем при традиционной механической обработке, в том числе при работе с металлами особой прочности.
Однако точность получается намного выше, чем при традиционной механической обработке, в том числе при работе с металлами особой прочности.
Электроэрозионные прошивные станки
Прошивочные станки выпускаются как в стационарном, так и в настольном исполнении. В качестве рабочего инструмента служит электрод заданной формы. Углубление или отверстие в заготовке копирует форму электрода. На таких станках обрабатывают:
- сталь нержавеющих, инструментальных и закаленных марок;
- титан и прочие электропроводные материалы.
На таких станках получают глубокие отверстия очень малого диаметра или сложной формы. С помощью метода электроэрозии можно получать очень точные копии пресс-форм, штампов или иных деталей. Электрод, который в этом случае служит шаблоном, изготавливается из податливого материала, например, графита или меди. Меняя полярность подключения заготовки, можно получить на ее поверхности углубления или выпуклый рельеф с оттиском электрода.
Электрод, который в этом случае служит шаблоном, изготавливается из податливого материала, например, графита или меди. Меняя полярность подключения заготовки, можно получить на ее поверхности углубления или выпуклый рельеф с оттиском электрода.
Одной из самых трудоемких операций является нарезка резьбы в тугоплавких и особо прочных материалах. Движением электрода внутри отверстия в этом случае управляет станок с ЧПУ.
Электроэрозия — современный высокотехнологичный метод обработки металлов. Электроэрозионные станки приходят на замену традиционным механическим там, где необходима высокая точность, создание поверхностей или полостей сложной конфигурации, работа с заготовками из особо прочных металлов, легированных и закаленных сталей.
Выбираем электроэрозионный станок
Электроэрозия – разрушение металлических поверхностей под воздействием на них электрических зарядов. В основу этой технологии положены работы советских учёных Н. И. Лазаренко и Б. Р. Лазаренко.
В основу этой технологии положены работы советских учёных Н. И. Лазаренко и Б. Р. Лазаренко.
Этим методом можно легко изменять размеры изделий из металла, получать в них отверстия различной формы и глубины. Отличные результаты даёт электроэрозионная обработка профильных пазов и канавок, полостей фасонного вида в деталях машин и механизмов.
Особенно сильно востребовано такое оборудование для изготовления деталей из твёрдых сплавов, где обычная механическая обработка затруднена.
Станки электроэрозионного типа обладают универсальными возможностями в обработке материалов, имеющих плотную структуру поверхностей. Этот вид обработки материалов выгодно отличается от других способов изменения формы и размеров деталей, так как трудоёмкость операций благодаря электроэрозионной технологии резко снижается.
Принцип работы электроэрозионного станка показан на приведенной схеме-рисунке. Под действием импульсного электрического генератора в зазоре между электродом и поверхностью детали образуются искровые разряды или иное электрическое взаимодействие.
Под действием импульсного электрического генератора в зазоре между электродом и поверхностью детали образуются искровые разряды или иное электрическое взаимодействие.
Пространство искрового промежутка непрерывно омывается потоком охлаждающей жидкости, за счёт которой происходит удаление с обрабатываемой поверхности разрушенного металла. Под управлением блока ЧПУ процесс протекает в заданном направлении и в требуемом количестве.
В качестве электрода чаще всего используется латунная проволока, которая по мере расхода подаётся в зону электроэрозионной обработки. Более современный расходный материал для электроэрозии – молибденовая проволока, расход которой на осуществление обработки одной детали ничтожен.
Однако эти станки имеют и существенные ограничения по сравнению с аппаратами для механической обработки деталей. Ведь они подходят для обработки лишь токопроводящих металлов и их сплавов.
Воздействовать на металл электроэрозионным путём можно различными способами: подавая на искровой промежуток как электрические разряды, так и импульсы параметрического вида.
В зависимости от требуемого результата обработки выбирается и более подходящий путь её выполнения.
Очень важным элементов этого воздействия на металлические поверхности является то, что при нём можно вести обработку заготовки по различным направлениям в одно и то же время.
Среди способов электроэрозионной обработки изделий различают:
- электроимпульсный;
- электроискровой;
- электроконтактный;
- анодномеханический.
К технологическим операциям, которые выполняются электроэрозионным путём, относятся:
- структурное упрочнение;
- шлифование;
- маркировка;
- резание;
- доводка;
- копирование объёмное;
- доводка.
С помощью электрической эрозии на этих станках можно выполнять различные глухие проёмы, углубления и отверстия не геометрической конфигурации. Возможно также выполнение на поверхности отверстий резьбы любого профиля.
Станки способны производить выборку металла с внутренней поверхности изделий на заданную глубину, тем самым выполнять операции, заменяющие фрезерную и токарную обработки.
Технология электрической эрозии используется при обработке металлов, которые трудно поддаются классическому механическому станочному воздействию. К ним, в частности, относятся титан и его сплавы.
Вполне допустимо для выполнения определённых технологических операций в цехе купить б/у станок, предварительно проверив его работоспособность.
Практика показывает, что даже при большом количестве часов наработки оборудование для электроэрозионной обработки почти не подвержено износу.
Электроэрозионная резка металла
Метод электроэрозионной резки металла (ЭЭР) позволяет выполнять обработку заготовки с более высокой скоростью, чем метод электроэрозионной контурной прошивки, т. к. площадь обрабатываемой поверхности в единицу времени ограничена диаметром проволоки или единичного электрода инструмента. Электроэрозионная резка не требует использования черновых и чистовых контуров-электродов, а сразу вырезает требуемый контур детали.
Электрод-проволока изготавливается из металлов и сплавов с высокой эрозионной стойкостью (латунь, вольфрам) и в процессе работы при постоянной протяжке через искровой промежуток имеет минимальный износ и постоянный диаметр. Это позволяет добиться сверхвысокой точности обработки изделия. Данный метод дает возможность проводить чистовую шлифовку деталей независимо от формы, размеров и шероховатости обрабатываемой поверхности.
Это позволяет добиться сверхвысокой точности обработки изделия. Данный метод дает возможность проводить чистовую шлифовку деталей независимо от формы, размеров и шероховатости обрабатываемой поверхности.
Электроэрозионная резка позволяет изменять размеры металлической заготовки без нарушения ее физических свойств, что существенно увеличивает технологическую вариативность производства. Появляется возможность расширить спектр используемых металлов, материалов и сплавов в технологической линейке производства.
Электроэрозионная резка проволокой чаще всего применяется на крупных промышленных предприятиях для производства высокоточных серийных деталей, поскольку позволяет придать заготовке сложный контур и производить вырезку конических отверстий с углами до 30° при высоте обрабатываемой заготовки до 400 мм. Несомненным преимуществом данного вида обработки является тот факт, что после окончания резки деталь не требует дополнительной шлифовки, а это существенно влияет на себестоимость и скорость полного цикла изготовления.
По этой же схеме осуществляется резка заготовок с малой толщиной и различной степенью обработки поверхности металлов, т. к. воздействие электрического разряда при резке не деформирует обрабатываемую поверхность. Электроэрозионная резка нашла широкое применение в производстве ювелирных изделий. Технология ЭЭО позволяет также поместить нужную информацию или рисунок на тонкую заготовку без ее деформации, при этом возможно нанесение не только на металл, но и на другие виды токопроводящих материалов.
Принцип рассматриваемого метода обработки
Особенностью обработки электроискровой установкой можно назвать то, что испарение металла происходит из-за воздействия определенного заряда на поверхность заготовки. Примером подобного воздействия можно назвать замыкание конденсатора на металлической пластинке – образуется лунка определенных размеров. Электроэрозионный разряд создает высокую температуру, которая просто испаряет металл с поверхности. Стоит отметить, что станок из этой группы уже используется на протяжении последних 50 лет в различных сферах промышленности. Главным условием использования подобного электроискрового станка можно назвать то, что заготовка должна быть изготовлена из определенного металла. При этом учитывается не степень обрабатываемости, а электропроводящие свойства.
Главным условием использования подобного электроискрового станка можно назвать то, что заготовка должна быть изготовлена из определенного металла. При этом учитывается не степень обрабатываемости, а электропроводящие свойства.
Электроды
Рабочая часть для электроэрозионного оборудования — электроды. Они отличаются конструкцией, материалом.
Материал
Материал электродов должен иметь:
- эрозионную стойкость;
- высокую прочность;
- низкую цену.
Лучшие варианты:
- молибден;
- латунь;
- серый чугун;
- алюминиевые сплавы или чистый алюминий;
- электролитическая медь;
- медные сплавы;
- смесь вольфрама с медью.
Молибден (Фото: Instagram / ferroprofi)
Конструкция
Конструкция электродов:
- Форма инструмента должна быть обратной той поверхности, с которой будет проводиться рабочий процесс.

- Чтобы подводить рабочую жидкость к электроду, в нем высверливается небольшое отверстие.
- Чтобы снизить массу электрода, их могут изготавливать пустотелыми.
Чистовая обработка металла выполняется с помощью ступенчатых рабочих частей, а черновая — с помощью стержневой части.
Станки для электроэрозионной обработки
Первые образцы электроэрозионных станков появились в середине сороковых годов, в СССР. Ну а первый станок с числовым программным управлением создали вначале 60-х, в Швейцарии.
Современные станки позволяют решать, как массовые, так и мелкосерийные или единичные задачи, как эстетического (шлифовка, декорирование и прочее), так и практического (перфорация сквозных и глухих отверстий, формирование пазов, заточка режущего инструмента) характера. Причем и с теми и с другими целями электроэрозионные станки справляются с одинаковой эффективностью.
К тому же, себестоимость обработки на подобном оборудовании намного ниже аналогичного показателя, характерного для классических, металлорежущих станков.
Поэтому аппараты электроэрозионной обработки используются для создания высокоточных деталей, применяемых в аэрокосмической отрасли, приборостроении, станкостроении, автомобилестроении и прочих отраслях, испытывающих потребность в подобных изделиях.
Принцип работы электроэрозионного станка
После того как выше были рассмотрены конструктивные аспекты существующих электроэрозионных станков, следует разобраться в принципе их работы. Нельзя не упомянуть, что процедуры обработки деталей, которые применяются на устройствах такого типа, позволяют достигать просто поразительных результатов.
Для начала пару слов о том, что такое электрическая эрозия, ведь как мог уже догадаться читатель из названия станка, именно эта реакция стоит в основе работы таких устройств.
Разрушение верхнего слоя поверхности материала под влиянием внешнего воздействия, осуществляемого электрическими разрядами, называется электрической эрозией. Именно этот процесс и стал основой для обработки различных материалов и деталей, который называется электроэрозионным.
Сама электроэрозионная обработка осуществляется путём изменения размеров, формы, шероховатости и свойств поверхности обрабатываемой заготовки под влиянием электрических разрядов в результате электрической эрозии, воздействующих на заготовку при обработке.
Из-за того, что в зоне разряда действуют весьма высокие температуры (8000 — 12000 градусов по Цельсию), металл подвергается следующим изменениям: нагрев, затем последующее расплавление и даже частичное испарение. Для того чтобы получить такие высокие температуры в зоне разряда, создаётся большая концентрация энергии, которая достигается благодаря генератору электрических импульсов. Сам процесс электроэрозионной обработки происходит в рабочей жидкости, а именно в дистиллированной воде. Она заполняет пространство между имеющимися электродами. Одним из этих электродов является сама заготовка, а вторым — электрод-инструмент (электрод трубчатый).
Она заполняет пространство между имеющимися электродами. Одним из этих электродов является сама заготовка, а вторым — электрод-инструмент (электрод трубчатый).
Под действием сил, которые возникают в канале разряда, а также благодаря тому, что электрод быстро вращается, происходит выброс уже жидкого и парообразного металла из зоны разряда в окружающую его рабочую жидкость, а затем его застывание в ней с образованием отдельных мелких частей. В заготовке, под действием импульса тока, образуется отверстие. Кроме этого, можно наблюдать угар электрода-инструмента, происходящий параллельно образованию отверстия.
Следует заметить, что электрод-инструмент обязательно должен быть изготовлен из материала с высокой эрозионной стойкостью. Такими материалами, которые обладают таким важным качеством и которые способны обеспечить стабильность протекания процесса электроэрозии, являются: вольфрам, графит, алюминий, латунь, медь и графитовые материалы. Обычно в таких станках используются медные или латунные трубчатые электроды.
Краткое описание самодельной установки
В корпусе 2 установлен электрод 1. Его возвратно-поступательное перемещение производится электромагнитом из катушки 7. К направляющей втулке подведена клемма 3 (подается положительный потенциал).
На рабочем столе 4 крепится деталь, которую нужно обработать. На столе имеется клемма 5, к ней подключается отрицательный проводник. По трубке 6 внутрь корпуса подается смазка.
Через фильтры производится подключение преобразователя напряжения, от них положительный и отрицательный провода соединяются на соответствующих клеммах 3 и 5. На столе 4 фиксируется деталь, в которой можно проводить разные виды обработки, например, прожечь отверстие в закаленной детали.
Включив преобразователь, на токонесущих проводах будет получено рабочее напряжение. Дополнительно подается напряжение на индукционную катушку 7. Она создает вибрацию электрода 1, направляя его движение вправо и влево. Электрод 1 касается обрабатываемой детали. В зоне контакта возникает ток величиной 7000…9000 А.
При каждом движении инструмента в сторону детали выжигается небольшое количество металла. В течение 10…12 минут работы электроэрозионного станка в детали будет получено сквозное отверстие. Получено отверстие в хвостовике сверла. Обычным способом просверлить подобное отверстие довольно сложно.
Основные узлы ЭЭО-станков и их действие
Копировально-прошивочный станок
Типовой копировально-прошивочный станок вертикальной компоновки, снабжённый электрогидравлической системой привода рабочих органов, состоит из следующих узлов:
- Г-образной станины, регулируемой по высоте.
- Рабочей головки, в которой смонтирован узел электрода-инструмента.

- Привода двухкоординатного перемещения рабочей головки (на некоторых типоразмерах станков имеется ещё и орбитальная головка, благодаря которой электрод-инструмент может вращаться).
- Рабочего стола, на котором закрепляется обрабатываемая заготовка.
- Ванна с рабочей жидкостью, которая снабжена винтовой передачей для своего подъёма-опускания.
- Электродвигателей: главного привода, привода рабочей ёмкости и орбитальной головки.
- Системы управления.
В самостоятельном корпусе размещается шаговый генератор импульсов, который включается в общую электрическую схему станка. Эти устройства должны отвечать следующим требованиям:
- Отличаться возможно более высоким КПД;
- Стабилизировать во времени все параметры электрического разряда;
- Иметь возможность максимального регулирования рабочей частоты импульса;
- Обеспечивать такие параметры электрического разряда, при которых износ электрода-инструмента, производительность процесса и качество обработки заготовки будут оптимальными.

Отечественные генераторы импульсов системы ШГИ оснащаются встроенными регуляторами подачи электрода-инструмента и блоками предотвращения короткого замыкания.
Узлы подачи рабочей головки в станках, использующих для ЭЭО нестационарный электрический разряд, могут быть трёх основных типов – соленоидного, электромеханического и электрогидравлического. Первый применяется в установках малой мощности, второй – преимущественно для агрегатов, производящих электроискровое разрезание. Наиболее универсальным считается электрогидравлический привод. Его недостатки – несколько меньшая производительность на вспомогательных переходах и необходимость в дополнительных площадях под гидравлические компоненты, ответственные для очистки и перекачки рабочей среды.
Электродуговые станки
Электродуговые станки состоят из:
- Станины рамного типа.
- Рабочей головки с электродом-инструментом и контрольно-следящей системой его перемещения во время ЭЭО.
- Насосной станции для прокачки рабочей жидкости под повышенным давлением (это необходимо для повышения качества ЭЭО стационарным дуговым разрядом).

- Герметизирующей камеры, внутрь которой устанавливается заготовка.
- Рабочего стола.
- Источника питания постоянного тока.
Рабочий цикл такого оборудования включает в себя установку на стол заготовки, подлежащей ЭЭО, последующего размещения герметизирующей камеры, подвода инструментальной головки с электродом-инструментом и включения насосного привода подачи рабочей среды. После этого включается источник питания, возбуждается дуговой разряд и производится обработка. Подача электрода-инструмента выполняется автоматически. По достижении требуемого значения напряжения на дуге происходит пробой межэлектродного промежутка, и возникающий столб дуги, сжатый потоком рабочей среды производит размерное формообразование. Продукты эрозии удаляются насосной установкой через рабочие отверстия в электроде-инструменте.
Типы используемого оборудования
Как известно, существуют самые разные методы и способы обработки поверхностей металлов, при этом данный вид является более эффективным, чем механические.
Связано это главным образом с тем, что тот инструмент, который используется для проведения механических типов обработки, стоит гораздо дороже, чем проволока, которая применяется при электроэрозионной обработке.
В том случае, когда необходимо изготовить пресс-формы и детали со сложной формой, а также при производстве некоторых материалов, к которым применяются высокие требования к точности обработки, используют проволочно-вырезные электроэрозионные агрегаты.
Как правило, на таком типе оборудования изготавливают самые разные детали для самолетов, электроники и даже космической сферы.
На видео, которое размещено ниже, можно увидеть, как проводится такая обработка с использованием электроэрозионного оборудования.
Для массового и серийного производства деталей по данному методу в большинстве случаев используют копировально-прошивочные агрегаты.
Такие станки позволяют получить достаточно точные сквозные контуры, а также мелкие отверстия, что успешно используется при производстве сеток, а также штампов в инструментальной сфере промышленности.
Как правило, оборудование данного типа подбирается, исходя из поставленных задач, а также финансовой окупаемости. Следует отметить и то, что электроэрозионную обработку относят к сложным и достаточно трудоемким рабочим процессам.
Ее невозможно провести в домашних условиях своими руками. К работе на станках для данного вида обработки деталей допускаются только квалифицированные и аттестованные люди, которые имеют соответствующий опыт работы в данной сфере.
При выполнении электроэрозионной обработки необходимо не только соблюдать технику безопасности, но и обязательно надеть спецодежду. Видео:
Электроэрозионная резка металла
Метод электроэрозионной резки металла (ЭЭР) позволяет выполнять обработку заготовки с более высокой скоростью, чем метод электроэрозионной контурной прошивки, т. к. площадь обрабатываемой поверхности в единицу времени ограничена диаметром проволоки или единичного электрода инструмента. Электроэрозионная резка не требует использования черновых и чистовых контуров-электродов, а сразу вырезает требуемый контур детали.
к. площадь обрабатываемой поверхности в единицу времени ограничена диаметром проволоки или единичного электрода инструмента. Электроэрозионная резка не требует использования черновых и чистовых контуров-электродов, а сразу вырезает требуемый контур детали.
Электрод-проволока изготавливается из металлов и сплавов с высокой эрозионной стойкостью (латунь, вольфрам) и в процессе работы при постоянной протяжке через искровой промежуток имеет минимальный износ и постоянный диаметр. Это позволяет добиться сверхвысокой точности обработки изделия. Данный метод дает возможность проводить чистовую шлифовку деталей независимо от формы, размеров и шероховатости обрабатываемой поверхности.
Электроэрозионная резка позволяет изменять размеры металлической заготовки без нарушения ее физических свойств, что существенно увеличивает технологическую вариативность производства. Появляется возможность расширить спектр используемых металлов, материалов и сплавов в технологической линейке производства.
Электроэрозионная резка проволокой чаще всего применяется на крупных промышленных предприятиях для производства высокоточных серийных деталей, поскольку позволяет придать заготовке сложный контур и производить вырезку конических отверстий с углами до 30° при высоте обрабатываемой заготовки до 400 мм. Несомненным преимуществом данного вида обработки является тот факт, что после окончания резки деталь не требует дополнительной шлифовки, а это существенно влияет на себестоимость и скорость полного цикла изготовления.
По этой же схеме осуществляется резка заготовок с малой толщиной и различной степенью обработки поверхности металлов, т. к. воздействие электрического разряда при резке не деформирует обрабатываемую поверхность. Электроэрозионная резка нашла широкое применение в производстве ювелирных изделий. Технология ЭЭО позволяет также поместить нужную информацию или рисунок на тонкую заготовку без ее деформации, при этом возможно нанесение не только на металл, но и на другие виды токопроводящих материалов.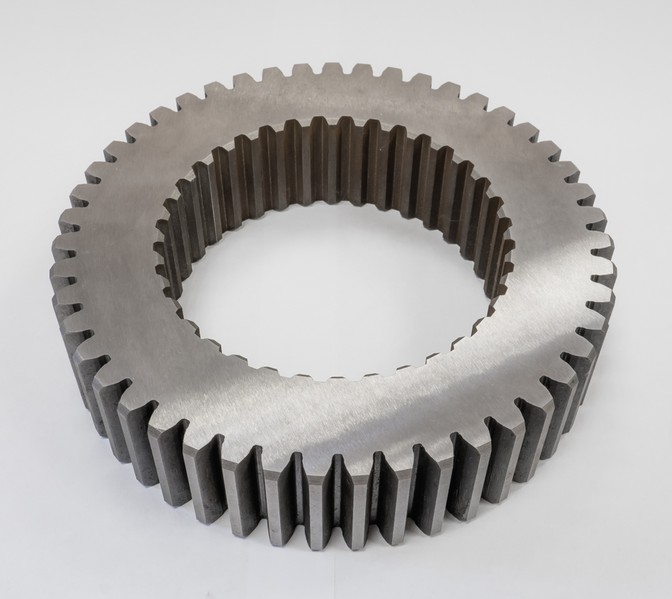
На каком оборудовании и какие заказы делаются?
| Наименование | Количество | Параметры |
| Электроэрозионный вырезной станок А207.86М | 1 | 250*160*100mm |
Наименьшая шероховатость обработанной поверхности Ra 1.25мкм , точность образца изделия по ГОСТ 20551
Даже простое перечисление оборудования, на котором в «Зубиксе» осуществляется электроэрозионная обработка металлов заслуживает того, чтобы доверить нам выполнение самых сложных работ. Это вырезные станки, работающие по методу электроэрозии, с маркировкой А207.79 и А207.86, электропрошивной EDM450 и даже электроэрозионный вырезной станок 7740F с пятью координатами.
Поэтому спектр работ, выполняемых с их помощью, очень широк:
- проволочная резка, дающая уникальные возможности электроэрозионного раскроя заготовок и изготовления сложнейших прорезей;
- резка сверхпрочных сплавов, быстрая и не вызывающая износ инструмента;
- нарезка шлицев и шпоночных пазов;
- обработка используемых поверхностей пуансонов, матриц, фильер экструдеров, восстановление их эффективности;
- частичное производство пресс-форм, обработка профилей колес с зубьями, изготовление штампов и многие другие квалифицированные работы.

Суть и применение методики
Работа метода основана на воздействии на деталь электрическими разрядами в диэлектрической среде, вследствие чего происходит разрушение металла или изменение его физических свойств.
Применение метода ЭЭО:
- При обработке деталей из металлов со сложными физико-химическими свойствами;
- При изготовлении деталей сложных геометрических параметров, со сложно выполнимой механической обработкой;
- При легировании поверхности для повышения показателей износоустойчивости и придания деталям требуемых качеств;
- Повышение характеристик верхнего слоя металлической поверхности (упрочнение) за счет окисления материала под воздействием электрического разряда;
- Высокоточная шлифовка детали;
- Маркирование изделий без вредоносного влияния, что присутствует при механическом клеймлении.
Высокоточная шлифовка детали
Для выполнения различных операций применяются разные виды электроэрозионной обработки. На промышленных станках устанавливаются устройства числового программного управления (ЧПУ), что значительно упрощает применение любого вида обработки.
На промышленных станках устанавливаются устройства числового программного управления (ЧПУ), что значительно упрощает применение любого вида обработки.
Виды электроэрозионной обработки материала:
- Электроискровой вид обработки применяется при резке твердосплавных материалов, фигурной резке и для проделывания отверстий в металлах высокой прочности. Дает высокую точность, но скорость работы невелика. Применяется в прошивных станках.
- Электроконтактный способ обработки основан на местном расплавлении металла дуговыми разрядами с последующим удалением отработанного материала. Метод имеет более низкую точность, но более высокую скорость работы, чем электроискровой способ. Применяется при работе с большими деталями из чугуна, легированной стали, тугоплавких и других металлов.
- Электроимпульсный метод сродни электроискровому, но применяются дуговые разряды продолжительностью до 0.01 секунды. Это дает высокую производительность при относительно хорошем качестве.
- Анодно-механический метод основан на сочетании электрического и механического воздействия на металл.
 Рабочий инструмент – диск, а рабочая среда – жидкое стекло или сходное по характеристикам вещество. На обрабатываемую деталь и диск подают определенное напряжение, при разряде металл расплавляется, а шлам удаляется диском механически.
Рабочий инструмент – диск, а рабочая среда – жидкое стекло или сходное по характеристикам вещество. На обрабатываемую деталь и диск подают определенное напряжение, при разряде металл расплавляется, а шлам удаляется диском механически.
Электроконтактный способ обработки
В промышленности применяются станки, работающие на основе метода электроэрозионной обработки металла. Они классифицируются по нескольким параметрам: принцип работы, управление, наличие ЧПУ и т.д.
Виды станков, работающих на принципе ЭЭО:
- Электроэрозионный вырезной станок;
- Электроэрозионный проволочный станок;
- Электроэрозионный проволочно-вырезной станок;
- Электроэрозионный проволочный с ЧПУ;
- Электроэрозионный прошивной станок.
Электроэрозионный проволочный с ЧПУ
Станок ЭЭО в связи со своей многофункциональностью в хозяйстве нужен, а порой и вовсе не заменим. Заиметь такой аппарат в своем гараже хотел бы каждый. К сожалению, купить такой станок заводской сборки очень накладно и зачастую не представляется возможным. Выход из такой ситуации есть – собрать своими руками.
Выход из такой ситуации есть – собрать своими руками.
Выводы
Целый ряд достоинств, а также нетипичный принцип работы, которые позволяет достигать выдающихся результатов при обработке различных заготовок, делают это обрабатывающее оборудование настоящим титаном среди устройств другого типа, но предназначенных также для обработки различных заготовок.
Простота эксплуатации электроэрозионных станков позволяет осуществлять на нём работу даже тем пользователям, которые ранее не имели опыта или определённых навыков работы с таки оборудованием.
Принцип работы электроэрозионных станков, заключающийся в использовании электрической эрозии для обработки заготовок, позволяет добиваться очень качественных результатов.
Источники
- https://obrabotkametalla.
 info/stanki/rabota-samodelnogo-elektroerozionnogo-stanka
info/stanki/rabota-samodelnogo-elektroerozionnogo-stanka - https://metmastanki.ru/elektroerozionnyy-stanok-svoimi-rukami
- https://stankiexpert.ru/stanki/stanki-dlya-rezki/elekroerozionnye-stanki.html
- https://ometalledo.ru/elektroerozionnyj-stanok-svoimi-rukami.html
- https://ice-people.ru/raznoe-2/elektroerozionnyj-stanok-svoimi-rukami-elektroerozionnyj-stanok-svoimi-rukami-zakonchennye-proekty.html
- https://WikiMetall.ru/metalloobrabotka/elektroerozionnaya-obrabotka.html
- https://stanok.guru/stanki/elektroerozionnye-stanki-i-princip-raboty.html
- https://www.softelectro.ru/5_2.html
- https://stanki-info.com/elektroerozionnyy-stanok-svoimi-rukami/
Левинсон Е.М. Электроэрозионная обработка металлов
- формат djvu
- размер 2.1 МБ
- добавлен 20 июня 2010 г.
Лениздат, 1961. — 184 с.
— 184 с.
В книге освещены основные вопросы практического применения
электроэрозионной обработке металлов (штампы, волочильный
инструмент и др. ), рассматриваются используемое оборудование и
наиболее часто встречающиеся технологические процессы. Книга
рассчитана на молодых рабочих металлообрабатывающей промышленности.
Смотрите также
- формат djvu
- размер 8.94 МБ
- добавлен 05 ноября 2009 г.
Под общ. ред. В. А. Волосатова. — Л.: Машиностроение. Ленингр. отд-ние, 1988. — 719 с.: ил. ISBN 5-217-00267-0 В справочнике обобщены и систематизированы все современные методы электрообработки: электрохимическая, электроэрозионная, электроконтактная, лазерная, лучевая, светолучевая, плазменная, электрогидравлическая, магнитно-абразивная и ультразвуковая. Приведены все современные разновидности этих методов, получившие практическое применение в п.
- формат djvu
- размер 1.08 МБ
- добавлен 31 мая 2011 г.
Под ред. инж. В. М. Горелова. — М.: Машгиз, 1957. — 55 с. (Научно-популярная библиотека рабочего-станочника. Выпуск 10). В настоящем выпуске описываются электрические способы обработки металлов: электроискровой, электроимпульсный, электроконтактный и анодно-механический. Почему должны были возникнуть электрические способы обработки металлов. Электричество и металл. Электрический ток. Что такое электрический разряд. Как электрический разряд исполь…
Справочник
- формат djvu
- размер 8.95 МБ
- добавлен 29 мая 2011 г.
Л: Машиностроение Год : 1988 Число страниц: 719 В справочнике обобщены и систематизированы все современные методы электрообработки: электрохимическая, электроэрозионная, элекроконтактная, лазерная, лучевая, светолучевая, плазменная, электрогидравлическая, магнитно-абразивная, и ультразвуковая. Приведены все современные разновидности этих методов, получившие практическое применение в промышленности. Рассмотрена сущность методов, дана их классифика…
Приведены все современные разновидности этих методов, получившие практическое применение в промышленности. Рассмотрена сущность методов, дана их классифика…
- формат djvu
- размер 3.66 МБ
- добавлен 20 июня 2010 г.
Лениздат, 1972. — 328 с. Книга содержит сведения о физических процессах, происходящих при электроэрозионной обработке металлов и других токопроводящих материалов, о методах генерирования импульсов электрического тока для электроэрозионной обработки, об устройствах для регулирования межэлектродного промежутка. Справочные материалы о генераторах импульсов, электроэрозионных станках, специальных приспособлениях к ним и технологии обработки.
Статья
- формат doc
- размер 12.61 МБ
- добавлен
25 апреля 2011 г.

118 стр. Электрохимическая размерная обработка Электроэрозионная обработка Лазеры и их применение Физика и применение плазменной обработки материалов Электронно-лучевая обработка материалов Электрохимическое полирование Комбинированные методы обработки
Статья
- формат doc
- размер 4.66 МБ
- добавлен 03 февраля 2009 г.
Введение. Историческая справка. Классификация физикохимических методов обработки металлов. Электроэрозионная обработка металлов. Размерная электрохимическая обработка. Ультразвуковая обработка материалов. Электроннолучевая обработка материалов. Светолучевая обработка материалов. Плазменнаяобработка. Электровзрывна обработка формообразование. Магнитно-абразивная обработка.
- формат djvu
- размер 6.7 МБ
- добавлен 24 марта 2011 г.
М. — НИИмаш, 1980 г. 224 с. Серия: Электроэрозионная и электрохимическая обработка. Данная работа посвящена расчету, проектированию, изготовлению и эксплуатации электродов-инструментов для электроэрозионной размерной обработки. В книге описаны основные закономерности электроэрозионной обработки. Кратко излагаются основные положения теории, технологии, сведения об оборудовании. Основные закономерности ЭЭО Выбор и регулирование режимов обработ…
Реферат
- формат pps
- размер 756.79 КБ
- добавлен 31 июля 2009 г.
Электроискровая и электроимпульсная обработка металлов. Лучевая обработка материалов. Анодно-механическая обработка. Ультразвуковая обработка материалов.rn
Лучевая обработка материалов. Анодно-механическая обработка. Ультразвуковая обработка материалов.rn
Реферат
- формат docx
- размер 289.48 КБ
- добавлен 31 марта 2010 г.
ВГТУ, руководитель А. И. Болдырев,24 страницы, 2008 год, дисциплина «Введение в специальность», специальность «Технология машиностроения и металлообработки». Цель работы: изучение метода электроэрозионной обработки.
Реферат
- формат doc
- размер 1.15 МБ
- добавлен 18 мая 2009 г.
Основные сведения о теории процесса электроэрозионной обработки Технологические показатели процесса электроэрозионной обработки Проектирование технологических процессов Конструкция, расчёт и изготовление электрода-инструмента Электроэрозионное оборудование
Электроэрозионная обработка металла в СПб | Услуги эрозионной обработки деталей на заказ
Электроэрозионный участок
ПФ РИЭЛТА имеет парк электроэрозионного оборудования позволяющего обрабатывать различные детали из любого токопроводящего материала с высокой точностью.
Координатно-прошивочный электроэрозионный станок JMNC 43A P-75
| Рабочая зона стола | 650х400 |
| Чистота обрабатываемой поверхности до | Ra0,2 |
| Точность обработки | ±0,005 мм |
| Перемещение по осям станка | 400х300х350 мм |
| Масса электрода | 75 кг |
Координатно-прошивочный электроэрозионный станок JOEMARS CNC-326
| Рабочая зона стола | 650х300 |
| Чистота обрабатываемой поверхности до | Ra0,2 |
| Точность обработки | ±0,005 мм |
| Перемещение по осям станка | 400х300х350 мм |
| Масса электрода | 100 кг |
Электроэрозионный проволочно-вырезной станок JOEMARS WT-455S
| Рабочая зона стола | 750х650×255 |
| Чистота обрабатываемой поверхности до | Ra0,28 |
| Точность обработки | ±0,005 мм |
| Перемещение по осям станка | 450х300х250 мм |
| Масса электрода | 100 кг |
Электроэрозионный проволочно-вырезной станок JOEMARS WT-655S
| Рабочая зона стола | 1100х800х355 |
| Чистота обрабатываемой поверхности до | Ra0,28 |
| Точность обработки | ±0,005 мм |
| Перемещение по осям станка | 650х400х350 мм |
| Масса электрода | 100 кг |
Электроэрозионная обработка металлов: сущность метода, преимущества, применение
В машиностроении электроэрозионная обработка металлов – это востребованная технология, позволяющая получать детали с поверхностью, удовлетворяющей самым высоким требованиям качества и точности. Этот метод универсален в отношении материала заготовки, позволяет добиваться упрочнения поверхностного слоя, является единственно возможным при работе с глубокими пазами и закрытыми каналами.
Этот метод универсален в отношении материала заготовки, позволяет добиваться упрочнения поверхностного слоя, является единственно возможным при работе с глубокими пазами и закрытыми каналами.
Если для решения ваших бизнес задач нужны детали с прецизионной точностью, то обращайтесь к нам по городскому номеру +7-812-498-19-71 или оставьте свои контактные данные для обратного звонка. На линии связи с клиентами работают грамотные консультанты, компетентные в технических моментах и вопросах коммерческого сотрудничества с нашим предприятием ЗАО «Риэлта».
Пару слов об истории
Явление разрушения кристаллической решетки металлов под воздействием разрядов электрического тока известно еще с момента первых экспериментов ученых, изучавших электричество. Впервые разумно применять электрическую эрозию для решения конструктивных задач догадались в 1943 году физики Б.Р. Лазаренко и Н.И. Лазаренко. Так появился метод электроискрового формообразования. Несколькими годами позже инженером М. М. Писаревским была разработана электроимпульсная техника.
М. Писаревским была разработана электроимпульсная техника.
С 50-х годов XX столетия советские изобретения получили практическое применение: в Швейцарии выпустили и запатентовали первые прошивочные станки для электроэрозионного производства деталей. В современном мире по популярности этот способ может конкурировать с традиционными механическими методами: фрезерованием, шлифованием и токарной обработкой.
Как это происходит?
С точки зрения физики процесса эрозионная обработка базируется на способности взаимодействующих инструмента и заготовки проводить электрический ток. Схема выглядит так:
- Установка электрод-инструмента, который может быть выполнен из графита, меди, алюминия, чугуна, латуни, вольфрама, молибдена и других материалов. Выбор определяется природой обрабатываемого сырья, площадью воздействия, требованиями к конечной конфигурации и точности детали.
- Погружение электрод-инструмента в ванночку с электрод-заготовкой в рабочей среду. В качестве последней выбирается жидкий диэлектрик, который бы обеспечивал максимальный КПД процесса электрофизической обработки, сохранял стабильность при высокотемпературном разогреве, имел хорошую коррозионную стойкость в отношении материала электродов.
 Часто это керосин, масло, углеводородное сырье и их комбинации.
Часто это керосин, масло, углеводородное сырье и их комбинации. - Подача напряжения приводит к ионизации пространства между электродами. При сокращении расстояния между ними степень ионизации нарастает настолько, что в массе диэлектрика формируется сквозной электропроводимый канал. Через него и проходит разряд, вызывающий сильный локальный нагрев металлических поверхностей. В результате часть металла расплавляется и испаряется, а другая образует мельчайшие частицы в рабочей жидкости. В точке воздействия остается лунка в форме инструмента.
Из-за химизма процесс электрической эрозии способствует росту поверхностной твердости получаемых деталей. С одной стороны, это объясняется науглероживанием верхнего слоя, обусловленного переходом углерода из остатков рабочей среды в структуру металла. С другой – особенностями и высокой скоростью охлаждения заготовки (происходит закалка).
Виды электрофизической обработки
В зависимости от частоты повторения, длительности и энергии разряда электроэрозионные технологии делятся на электроискровой и электроимпульсный виды. Различие между ними заключается в образующихся температурах и длительности приложения импульсов разной энергии.
Различие между ними заключается в образующихся температурах и длительности приложения импульсов разной энергии.
Первому характерна малая производительность, но высочайшая точность обработки. Он хорошо подходит для изготовления небольших деталей из твердосплавного сырья. Вторая техника чаще применяется в черновых целях, однако позволяет изготавливать детали серийно.
Что лучше: электроэрозионная вырезка или прошивка?
Однозначно на этот вопрос ответить сложно, ведь каждый вид оборудования предназначен для выполнения своих целей. Принципиальная конструкция станков одна и состоит из следующих узлов:
- генератор импульса;
- механизм передвижения заготовки и инструменты с фиксацией;
- гидросистема;
- устройство автоматической регулировки зазора между электродами.
Операциями прошивки часто делают отверстия, но также возможна резка, доводка, маркирование, шлифование. Координатно-прошивные станки применяют для работы с фасонными поверхностями, а копировально-прошивочные агрегаты хороши при серийном производстве.
Вырезание выполняется непрерывно вращающимся проволочным электродом, который движется по заданному программой станка маршруту. Проволочно-вырезные станки незаменимы при изготовлении деталей сложной геометрической формы, к примеру: штампов, шаблонов, рабочих профилей, матриц, пуансонов.
Один из профилей ЗАО «Риэлта» — электроэрозионная обработка металлов, выполняемая на передовых координатно-прошивочных и проволочно-вырезных станках. Большой опыт работы и профессионализм позволяют нам легко решать даже самые трудные задачи.
[contact-form-7 404 «Не найдено»]
Электроэрозионная обработка металлов – преимущества технологии
Металл можно обрабатывать разными способами – шлифовкой, ковкой, токарными операциями. Наиболее точные и высококачественные изделия помогает получить электроэрозионная обработка.
Содержание
- Основные этапы работы
- Необходимое оборудование
- Преимущества метода
- Технологический процесс
- Выводы
Основные этапы работы
Электроэрозионная обработка металлов требует для работы нескольких компонентов:
- источник электричества;
- реостат;
- резервуар для диэлектрической жидкости;
- конденсатор;
- электрод.

С помощью пропускания тока через электроды выполняется термическая обработка поверхностей. В результате чего происходит разрушение кристаллической решётки поверхностного слоя металлических деталей. При уменьшении расстояния до критического между электродом и обрабатываемым металлом появляется разряд. Чтобы увеличить его силу электроды погружают в рабочую среду – диэлектрическую жидкость. Для этой цели наиболее подходят минеральные масла или керосин.
На конденсатор подаётся напряжение до достижения требуемого потенциала. После этого электрический ток, подающийся на электрод, нагревает рабочую жидкость до закипания. В результате кипения создаётся газовый пузырь, в котором образуется поток ионов и электронов. Температура рабочей среды повышается до 12 тыс. °C, что позволяет расплавить металл. Таким образом, на поверхности металлических деталей образуется выемка.
Из-за огромной температуры часть ионов выпаривается, и поверхность элемента приобретает другие свойства. Вследствие такой обработки металлов деталь покрывает легированный слой и часть элементов рабочего электрода.
Вследствие такой обработки металлов деталь покрывает легированный слой и часть элементов рабочего электрода.
Необходимое оборудование
Электроэрозионный способ спецобработки применяется ко всем сплавам металлов за счёт их электропроводимости. Под действием электрического разряда выполняется множество видов работ:
- электроэрозионная резка;
- сверление;
- шлифование;
- гравировка;
- легирование;
- создание шаблонных деталей с высокой точностью;
- восстановление формы;
- добавление поверхностного слоя.
В современном оборудовании применяются кратковременные импульсы и длительные. Для питания необходим только постоянный ток. Напряжение и сила тока регулируется в зависимости от характеристики металла. В промышленности распространены в основном два типа устройства:
- электроэрозионный проволочный станок;
- электроэрозионный прошивной станок.
Проволочный, он же вырезной, станок применяют для обработки металлических деталей с большой толщиной. Прошивные станки необходимы для создания множества элементов с идентичными параметрами.
Прошивные станки необходимы для создания множества элементов с идентичными параметрами.
Проволочно-вырезной станок
Схема проволочно-вырезного станка
Промышленный проволочно-вырезной станок обрабатывает заготовки с помощью электропроводящей проволоки без её непосредственного контакта с обрабатываемой поверхностью. Проволока изготавливается из тугоплавких металлов – вольфрама или молибдена, диаметром 0,01–0,02 см.
Обрабатываемый элемент выступает в качестве анода, а проволока – катода. Катанка перемещается одновременно к заготовке и вертикально. В процессе передвижения катода создаётся электрический разряд, который разрезает металл по необходимому контуру. И проволочный станок выполняет функцию фрезы. Но механическая обработка не позволяет подготовить заготовку с высоким качеством поверхности.
Точность металлообработки составляет от 12 до 110 мкм.
Виды работ, выполняемых на данном оборудовании:
- создание сверхмалых углов;
- изготовление радиусных вырезов с микроразмерами;
- выполнение точных параллельных резов;
- формирование высокоточных кромок.

Электроэрозионный прошивной станок
Электроэрозионный прошивной станок воздействует на заготовку электродом из тонкой проволоки контактным способом. Поперечное сечение электрода определяет форму выреза в детали. Прошивные станки используются для обработки нескольких видов сплавов:
Электроэрозионный прошивной станок
- высокопрочные сплавы для изготовления инструментов;
- титан;
- закалённая сталь;
- нержавеющая сталь.
На прошивных станках возможна обработка любых электропроводящих поверхностей для выполнения высокоточных отверстий, выемок очень маленьких диаметров с большой глубиной, углублений со сложной формой.
Контактная обработка металлов помогает создавать высокоточные оттиски, пресс-формы и детали малых размеров. Для этой цели электрод выполняют как малогабаритную копию изделия необходимой формы из графита или меди.
Преимущества метода
Данный способ воздействия на металл обладает своими преимуществами:
Примеры обработки на электроэрозионных станках
- Высокое качество обработанного металла.
- Электроэрозионный метод позволяет добиться максимальной точности размеров деталей – до 12 мкм, что не обеспечит механическая обработка.
- Отсутствие финишной обработки. Даже пескоструйная очистка не создаст такое разнообразие текстур.
- Электроэрозионное воздействие исключает деформации мелких заготовок.
- Универсальность в применении к любым сплавам металлов, независимо от их характеристик.
- Разнообразие форм получаемых резов, отверстий и выемок.
- Низкий уровень шума при работе электроэрозионных станков.

- Абсолютная автоматизация процесса, что уменьшает количество брака и позволяет изготавливать множество идентичных деталей.
Технологический процесс
Технология электроэрозионной обработки металлов выполняется разными методами.
Комбинированный способ. Характеризуется объединением нескольких методов обработки – электроэрозионный с механическим. Такое объединение позволяет уменьшить влияние недостатков обработки и повысить эффективность.
Схема электроэрозионной обработки металлов
Электроэрозионно-химическое шлифование. Суть метода состоит в сочетании способа подачи электричества и электролита. Что позволяет изменять формы детали и улучшать качества поверхности.
Абразивная обработка с воздействием электрического разряда. Данный метод позволяет менять степень шероховатости металла. От пескоструйной очистки отличается более точными результатами.
Анодно-механический способ обработки металла. Операция выполняется в жидкости. Образованная в результате плёнка на детали счищается механически.
Упрочнение. Метод позволяет создать более прочную поверхность металла.
Объёмное копирование. Электрод выполняется в форме уменьшенной копии требуемой конфигурации.
Прошивание – метод создания отверстий установленной конфигурации.
Маркировка, изготовленная электроэрозионным способом более долговечна и легко выполнима.
Электроэрозионная резка. Электрод бесконтактным способом прожигает металл. Контуры детали отличаются высоким качеством.
Шлифование предназначено для производства матриц вырубных штампов из твердосплавных металлов, магнитов. Метод позволяет снимать большой слой металла без деформации заготовок, исключается вероятность замыкания при изготовлении электромагнитов.
Электроэрозионная резка металла
Выводы
Наиболее распространены электроимпульсный и электроискровой методы. Для черновой металлообработки больше подходит электроимпульсный способ. От рабочего инструмента с отрицательным зарядом идёт электрический разряд, который направляет поток частиц в заготовку. Температура импульсов достигает 5 тыс. °C, что помогает повысить производительность.
Температура импульсов достигает 5 тыс. °C, что помогает повысить производительность.
Электроискровой метод чаще используется для деталей малых размеров и более точной спецобработки. Сквозь жидкую среду с диэлектрическими свойствами происходит пробой искрами. По этой схеме обрабатываемая деталь является анодом с положительным зарядом, притягивающим поток ионов. Ионы заготовки действуют на рабочий электрод. Импульсное напряжение действует не более 10 сек., чтобы электрод меньше разрушался.
Видео: Электроэрозионная прошивка отверстия
Электроэрозионная обработка: Что это такое?
Электроэрозионная обработка – технология, позволяющая выполнять сложные и точные работы , которые ранее были практически невозможны.
В этой статье мы углубимся в этот вид механообработки, позволяющий изготавливать от отверстий практически любой формы, до ковочных штампов, стальных форм для формовочных машин, инструментов для изготовления сложных массивов и штампов.
Номер:
- Что такое электроэрозия?
- Происхождение электроэрозии
- Какие материалы используются для электроэрозионной обработки?
- Каковы наиболее распространенные области применения электроэрозии?
- Каковы преимущества электроэрозионной обработки?
- Application on electrically conductive materials
- No contact with the workpiece
- Completely finished parts
- Manufacture of complicated parts
- Types of electroerosion
- 1.
 Wire electroerosion
Wire electroerosion - 2. Penetration electroerosion
- 1.
What это электроэрозия?
Электроэрозионная обработка — это тип механической обработки, выполняемой с помощью электрических процессов. Этот метод, также известный как Электроэрозионная обработка (EDM) основана на удалении электропроводящих материалов с помощью серии процессов электрического разряда между двумя электродами в машинах, предназначенных для этой цели.
Электроэрозионная обработка считается нетрадиционным методом добычи материала, в отличие от более распространенных методов, использующих механическое усилие.
Для проверки деталей, подвергаемых электроэрозионной обработке, для некоторых более требовательных применений можно оценить такие факторы, как определение критических коррозионных повреждений, которым может подвергнуться этот металл, путем испытаний в климатической камере.
Истоки электроэрозии
Истоки этой техники восходят ко временам бывшего СССР, где Лазаренко супруги ученых разработали эту методику, которая была активирована во время Второй мировой войны. Согласно книге «Электрообработка: электроэрозионная и электрохимическая обработка», эта технология оставалась неизвестной до 1950-х годов, когда она заинтересовала промышленный мир, особенно в Соединенных Штатах, где впоследствии она быстро развивалась.
Согласно книге «Электрообработка: электроэрозионная и электрохимическая обработка», эта технология оставалась неизвестной до 1950-х годов, когда она заинтересовала промышленный мир, особенно в Соединенных Штатах, где впоследствии она быстро развивалась.
Какие материалы используются для электроэрозионной обработки?
Стали (углеродистые, легированные, нержавеющие…), отливки, металлы и тугоплавкие сплавы, среди прочего, графит и синтезированные карбиды.
Каковы наиболее распространенные области применения электроэрозии?
- Производство рядов
- Токарные и фрезерные инструменты
- Плашки
- Форма
- Инструменты для штамповки
- Инструменты для уплотнения металлического порошка
- Формы для пластика, стекла или резины
- Пресс-формы
Каковы преимущества электроэрозионной обработки?
Нанесение на электропроводящие материалы
Одним из основных преимуществ электроэрозионной обработки является то, что ее можно применять на всех материалах, хорошо проводящих электричество, независимо от их твердости . Поэтому его используют для обработки твердых металлов или закаленных инструментальных сталей, избегая деформаций и трещин.
Поэтому его используют для обработки твердых металлов или закаленных инструментальных сталей, избегая деформаций и трещин.
Нет контакта с заготовкой
Процесс не затрагивает обрабатываемую деталь, поэтому обычные силы, возникающие в процессах обработки и которые могут воздействовать на детали, такие как удаление стружки или деформация, не появляются .
Полностью готовые детали
Можно полностью закончить деталь электрообработкой, , что позволяет избежать ручной обратной обработки и продлить срок службы деталей.
Производство сложных деталей
Точность электроэрозионной обработки позволяет изготавливать детали сложной формы и малой толщины . В зависимости от качества станка можно резать все типы деталей правильной и неправильной формы с узкими размерами и очень тонкой обработкой поверхности.
Виды электроэрозионной обработки
1. Проволочная электроэрозионная обработка
Электрод представляет собой металлическую проволоку, производящую электроэрозию по контуру, запрограммированному для детали. Основными материалами в проволочном электроэрозионном станке являются одноразовая латунная проволока, обычно диаметром 0,25 мм, и диэлектрик, деионизированная вода, которая впрыскивается в зону эрозии.
Основными материалами в проволочном электроэрозионном станке являются одноразовая латунная проволока, обычно диаметром 0,25 мм, и диэлектрик, деионизированная вода, которая впрыскивается в зону эрозии.
Проволочная электроэрозия применяется для электроэрозионной обработки призматических деталей с прямым и коническим профилем.
2. Проникающая электроэрозия
Проникающая электроэрозия воспроизводит форму электрода, т.е. используемого инструмента, на детали. Эти электроды обычно изготавливаются из меди или графита.
Например, на пробивном электроэрозионном станке можно изготовить что угодно от формы для стеклянной пепельницы до формы для изготовления заглушек.
Вам нужно «заземлить» продукт? В INFINITIA Industrial Consulting мы являемся экспертами в области инновационных материалов и поможем вам найти лучшие решения в рамках проектирования и исследований и разработок. Мы слушаем вас.
Электроэрозионный процесс | Типы электроэрозионной обработки и применения
Каждый раз, когда электрическая дуга проходит через зазор к металлу, происходит некоторая эрозия. Контролируемая электроэрозионная обработка как процесс обработки, хотя существует всего около 70 лет.
Контролируемая электроэрозионная обработка как процесс обработки, хотя существует всего около 70 лет.
EDM означает E lectrical D ischarge M achining. Это точный процесс создания искр высокого напряжения для испарения металла.
В этом процессе металлическая заготовка, которая должна быть обработана, зажимается в станине. Этот материал должен быть проводящим и электрически заземленным для замыкания электрической цепи. Электрод подносится очень близко к заготовке, хотя на самом деле не соприкасается. Затем через электрод подается импульс высокого электрического напряжения. Искра проскальзывает через небольшой зазор, который, по сути, испаряет небольшой кусочек металлической заготовки в этой точке. Все это делается в ванне с диэлектрической жидкостью.
«Диэлектрик» — это материал, который не проводит электроны напрямую через себя, но допускает и, возможно, даже облегчает электрическое поле, через которое могут прыгать электроны.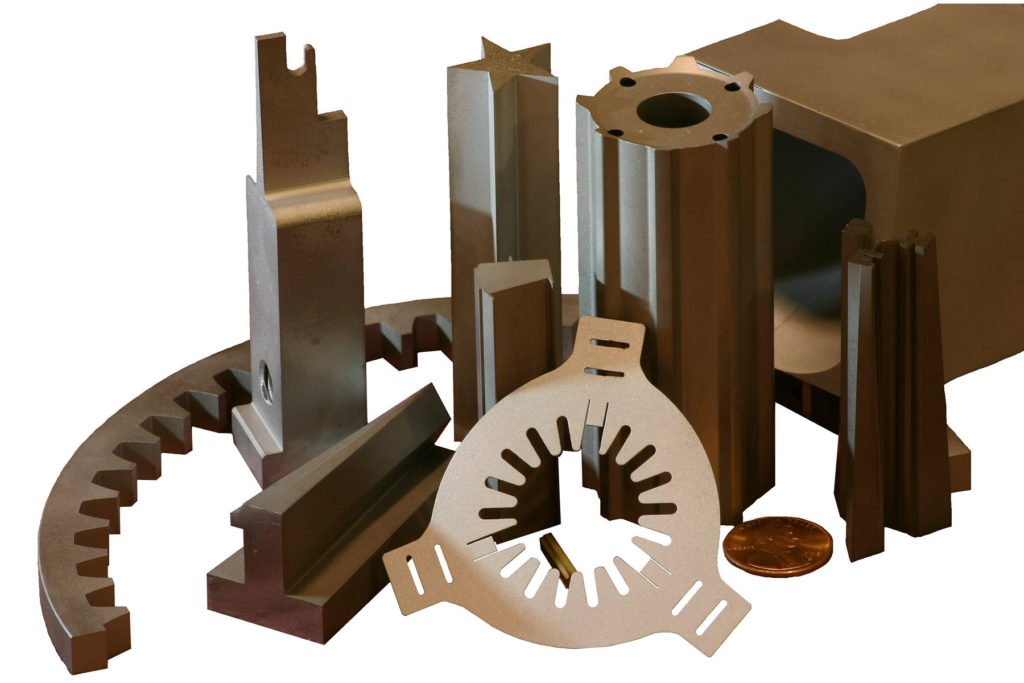 Он не является электропроводным, хотя и не препятствует потоку электронов.
Он не является электропроводным, хотя и не препятствует потоку электронов.
- Идеальный изолятор не проводит электроны и блокирует электростатическое поле.
- Идеальный проводник будет проводить внутри себя электроны без какого-либо сопротивления и поддерживать электростатическое поле.
- Идеальный диэлектрик не будет проводить электроны напрямую, но будет поддерживать электростатическое поле, побуждающее электроны проходить через него без какого-либо сопротивления.
В качестве аналогии представьте, что люди перемещаются с места на место как электроны. Если люди — это электроны, то транспортные средства можно рассматривать как проводники. Люди хотят попасть из пункта А в пункт Б, и транспорт их туда доставит. Мотоцикл возил бы людей с места на место, но это было бы не очень хорошо, так как он может перевозить только одного или двух человек. Туристический автобус был бы лучшим проводником, так как он мог бы перевозить больше людей. Поезд даже лучше, так как нет заторов в час пик или светофоров, замедляющих движение. В этом сценарии дороги можно рассматривать как диэлектрики. Сами по себе дороги не возят пассажиров с места на место, хотя по ним могут ездить автомобили и ходить по тротуарам пешеходы. Пересечения с пешеходными переходами, которые время от времени останавливают людей, прерывают поток и не являются очень хорошим диэлектриком. Более идеальным диэлектриком в этом случае могла бы быть выделенная беговая дорожка с мостами и туннелями, чтобы не было необходимости останавливаться. Лучший из них ведет людей по кратчайшему прямому пути к месту назначения.
Поезд даже лучше, так как нет заторов в час пик или светофоров, замедляющих движение. В этом сценарии дороги можно рассматривать как диэлектрики. Сами по себе дороги не возят пассажиров с места на место, хотя по ним могут ездить автомобили и ходить по тротуарам пешеходы. Пересечения с пешеходными переходами, которые время от времени останавливают людей, прерывают поток и не являются очень хорошим диэлектриком. Более идеальным диэлектриком в этом случае могла бы быть выделенная беговая дорожка с мостами и туннелями, чтобы не было необходимости останавливаться. Лучший из них ведет людей по кратчайшему прямому пути к месту назначения.
В процессе электроэрозионной обработки диэлектрическая жидкость создает сильное локализованное электростатическое поле, образуя кратчайший путь между электродом и заготовкой. Таким образом, искра проходит через промежуток самым прямым и предсказуемым образом. Искры не прыгают случайным образом между электродом и заготовкой. Он сосредоточен там, где разрыв наименьший. Эта движущаяся жидкость также является отличным способом смывать разрушенные частицы материала с заготовки и рассеивать тепло, выделяемое каждой искрой. Все эти факторы помогают обеспечить высокую точность, возможную при электроэрозионной обработке.
Эта движущаяся жидкость также является отличным способом смывать разрушенные частицы материала с заготовки и рассеивать тепло, выделяемое каждой искрой. Все эти факторы помогают обеспечить высокую точность, возможную при электроэрозионной обработке.
Общие области применения электроэрозионной обработки
Учитывая полное игнорирование электроэрозионной обработки твердости металла, она чаще всего используется для создания оснастки из закаленного сплава, необходимой для других производственных процессов – сплавов, которые очень трудно обрабатывать традиционными методами резки и фрезерования. Подавляющее большинство инструментов для литья под давлением, экструзионных и штамповочных штампов нуждаются в этих сплавах, чтобы выдерживать высокие силы в их процессах, и создаются с использованием электроэрозионной обработки. Кроме того, поскольку в процессе не используется какая-либо механическая сила, электроэрозионный станок может сверлить отверстия под углом через изогнутые поверхности без каких-либо отклонений.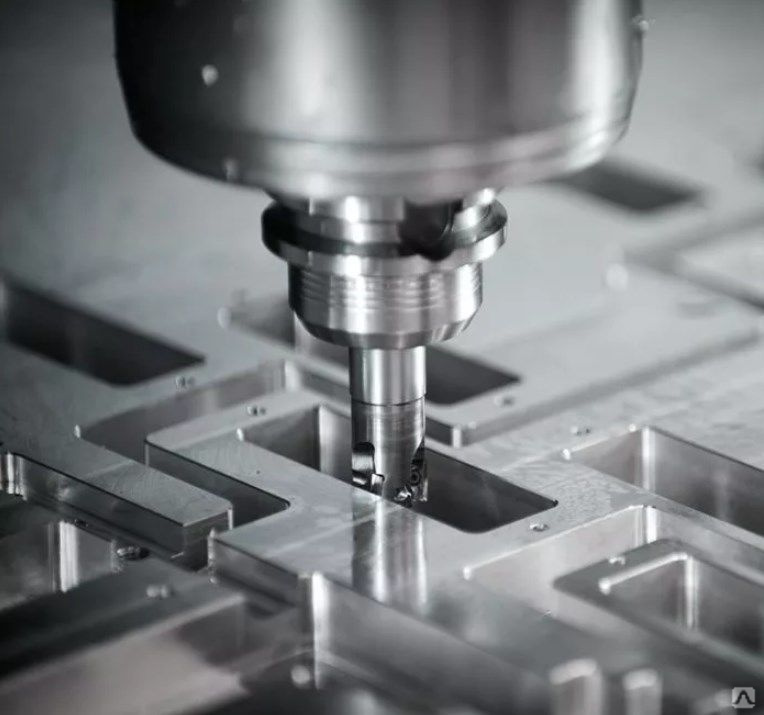 В некоторых случаях электроды можно вращать или перемещать по криволинейным траекториям через заготовки, что невозможно при других процессах, таких как обработка на станках с ЧПУ.
В некоторых случаях электроды можно вращать или перемещать по криволинейным траекториям через заготовки, что невозможно при других процессах, таких как обработка на станках с ЧПУ.
Типы электроэрозионной обработки
Время называть вещи своими именами… «Электроэрозионная обработка» на самом деле похожа на «электроэрозионную обработку». Это избыточно и грамматически неправильно. То же, что «ЖК-дисплей» или «банкомат». Дело в том, что это также прекрасно слетает с языка, и мир уже пронизан фразой «Электроэрозионная обработка». Извините, миссис Хайнрих, но с остальными уроками грамматики в начальной школе все в порядке.
Проволочная электроэрозионная обработка
Проволочная электроэрозионная обработка использует прямую натянутую проволоку в качестве электрода, который медленно протягивается через заготовку, образуя лентообразную траекторию. Ширина пропила (пропила) очень мала; лишь немного шире самого проволочного электрода. Он предлагает лучший процесс пропила, доступный для резки металлов. Это очень похоже на нож для сыра.
Он предлагает лучший процесс пропила, доступный для резки металлов. Это очень похоже на нож для сыра.
Эта версия EDM обычно используется для экструзионных головок. Это отличный вариант для резки профилей через твердые сплавы, и он может легко резать различный угол наклона за один проход.
Электроэрозионная обработка с малым отверстием
Если для электроэрозионной обработки проволоки используется сторона узкой проволоки, протянутой через металлический блок, то для электроэрозионной обработки малых отверстий (сверления) конец узкой проволоки погружается в заготовку. Поскольку электроэрозионная обработка не использует механическую силу, тонкий и хрупкий электрод можно поместить в твердый сплав, не опасаясь, что он погнется или сломается.
Традиционным операциям сверления трудно пробить отверстие в твердых поверхностях под углом. Сверла работают хорошо, когда они перпендикулярны поверхности, а острие на конце может сверлить материал. Однако при уменьшении угла контактные поверхности и силы на конце становятся неравномерными. Сверла изгибаются в одну сторону и имеют тенденцию спускаться по поверхности, поэтому позиционирование не является надежным. Это также вызывает большое усталостное напряжение и обычно приводит к поломке небольших сверл. EDM с малым отверстием не имеет ни одной из этих проблем.
Однако при уменьшении угла контактные поверхности и силы на конце становятся неравномерными. Сверла изгибаются в одну сторону и имеют тенденцию спускаться по поверхности, поэтому позиционирование не является надежным. Это также вызывает большое усталостное напряжение и обычно приводит к поломке небольших сверл. EDM с малым отверстием не имеет ни одной из этих проблем.
Электроэрозионный электроэрозионный станок с малым отверстием можно использовать для проделывания глубокого отверстия под очень пологим углом в закаленном шарикоподшипнике, при этом шарик просто сидит на подставке, чтобы предотвратить его скатывание. Его почти не нужно фиксировать на месте.
Электрод — это не совсем провод, это точка на конце двухмерной линии. Это больше похоже на иглу для инъекций; небольшая полая трубка, через которую прокачивается диэлектрическая жидкость. Жидкость помогает охлаждать и орошать отверстие и уносить любые частицы. Трубка также постоянно и медленно вращается, чтобы дополнительно способствовать прохождению мусора от наконечника.
Как вы можете себе представить, электроэрозионный станок с малым отверстием обычно является лучшим способом просверлить середину твердосплавного блока до того, как проволочный электроэрозионный станок сможет взять верх и работать сбоку.
Ram EDM
Ram (или Sinker) EDM, пожалуй, самое впечатляющее применение этой технологии. В процессах электроэрозионной обработки проволоки и малых отверстий материал удаляется вдоль простой линии или точки. Ram EDM удаляет материал сложной трехмерной формы. Электрод представляет собой негативное изображение готовой детали. Он медленно перемещается в заготовку, чтобы разрушить любой материал, которого он (почти) касается, пока он не достигнет своей полной глубины.
Для каждой новой конструкции детали необходимо изготавливать электроды для электроэрозионной обработки, в то время как в процессах электроэрозионной обработки проволоки и небольших отверстий стандартные электроды используются повторно для различных задач. Электроды Ram EDM обычно изготавливаются путем многоосевого фрезерования с ЧПУ.
Электроды Ram EDM обычно изготавливаются путем многоосевого фрезерования с ЧПУ.
Зачем использовать фрезерование с ЧПУ для создания детали, которая просто делает другую деталь такой же формы!?
Хотя это может показаться нелогичным, помните, что EDM не использует механическую силу. Электрод можно изготовить на станке с ЧПУ из легко поддающегося обработке материала, такого как латунь, а затем использовать в электроэрозионной обработке для изготовления изделий из твердых металлов, таких как карбид вольфрама или инконель, которые очень трудно обрабатывать.
Процесс разработки электроэрозионной обработки
Обычно не проектируют детали специально с учетом электроэрозионной обработки. Мы уже упоминали об очень распространенном применении EDM для инструментов для литья под давлением и т.п. Инструмент для литья под давлением работает только в том случае, если вы можете извлечь пластиковую деталь из инструмента, когда он будет готов. К счастью, конструктивные ограничения для литья под давлением еще более строгие, чем для электроэрозионной обработки для создания инструмента. Электрод для электроэрозионной обработки может входить и выходить из блока пресс-формы абсолютно без сквозняка. Прямые перпендикулярные стены не проблема, потому что электрод технически их не касается. Испаряющиеся искры прыгают через промежуток, поэтому всегда сохраняется небольшой запас пространства на длину этого прыжка.
Электрод для электроэрозионной обработки может входить и выходить из блока пресс-формы абсолютно без сквозняка. Прямые перпендикулярные стены не проблема, потому что электрод технически их не касается. Испаряющиеся искры прыгают через промежуток, поэтому всегда сохраняется небольшой запас пространства на длину этого прыжка.
То же самое относится и к инструментам для экструзии. Естественные требования к текучести и правильному экструдированию материала способствуют электроэрозионной обработке. Поднутрения и глухие внутренние полости являются нежелательными элементами, поэтому разработчики оснастки их избегают. Это означает, что EDM работает хорошо.
Возможно, уникальной разновидностью электроэрозионной обработки Ram является то, что электрод вращается или перемещается в горизонтальной плоскости в сочетании с вертикальным перемещением в заготовку. При вращении могут образовываться канавки, винтовая резьба, нарезные канавки или лопасти рабочего колеса. Эти особенности обычно несовместимы с процессами формования. Электроэрозионная обработка, применяемая таким образом, может создавать детали форм и материалов, недоступных другими методами. Несмотря на то, что некоторые методы литья могут придать форму, они не могут производить некоторые сплавы и отпуск, с которыми может работать электроэрозионная обработка.
Электроэрозионная обработка, применяемая таким образом, может создавать детали форм и материалов, недоступных другими методами. Несмотря на то, что некоторые методы литья могут придать форму, они не могут производить некоторые сплавы и отпуск, с которыми может работать электроэрозионная обработка.
Электроэрозионная обработка почти больше связана с конструкцией электродов, чем с конструкцией деталей. Пока материал заготовки является электропроводным, электроэрозионная обработка может с этим справиться. Форма, чистота поверхности, скорость обработки и количество изготовленных деталей зависят от выбора материала и конструкции электрода.
Электроды
Наиболее распространенными электродными материалами, используемыми в электроэрозионной обработке, являются медь, латунь, графит и медь-вольфрам.
Медь, вероятно, первым приходит на ум, когда вы думаете о проводящем металле. Подавляющее большинство всех электрических проводов на планете изготовлено из меди. Это отличный проводник, и его довольно легко обрабатывать с отличным качеством поверхности из-за отсутствия пористости. Латунь – это сплав меди и олова. Его легче обрабатывать, и он сохраняет многие из тех же свойств.
Это отличный проводник, и его довольно легко обрабатывать с отличным качеством поверхности из-за отсутствия пористости. Латунь – это сплав меди и олова. Его легче обрабатывать, и он сохраняет многие из тех же свойств.
Графит может оказаться чем-то удивительным, о чем вы и не подозревали. Это еще один отличный проводник, который даже легче обрабатывать, чем медь. Одним из самых больших преимуществ графита является износостойкость инструмента. В процессе электроэрозионной обработки металлическая заготовка испаряется на небольших локализованных участках. Хотя вся деталь не нагревается значительно, температура частиц, отрывающихся от заготовки, может превышать 2700ºF. Это примерно на 700ºF 90 149 выше 90 150 температуры плавления меди. Эти горячие частицы и газы могут вызвать эрозию медного электрода, но их температура не приближается к разрушительной для графита температуре.
На самом деле частицы могут застревать в крошечных порах графитового электрода и эффективно покрывать его, а не разрушать. Это дает графиту твердое преимущество перед медью. Существует много различных сортов графита, и они обычно более дорогие, чем медь в сырье, но более длительный срок службы электрода и более легкая/более короткая обработка для его создания дают графитовым электродам компенсирующее преимущество.
Это дает графиту твердое преимущество перед медью. Существует много различных сортов графита, и они обычно более дорогие, чем медь в сырье, но более длительный срок службы электрода и более легкая/более короткая обработка для его создания дают графитовым электродам компенсирующее преимущество.
Если целью является производство пресс-формы для литья под давлением, срок службы электрода не имеет большого значения. Это один и сделано. Вы делаете один инструмент. Один этот инструмент делает миллиард деталей. Однако, если в процессе электроэрозионной обработки должны получиться отдельные полезные детали, вам не нужно постоянно переделывать электроды. В таких ситуациях графит является лучшим материалом, чем медь. А еще лучше медь-вольфрам.
Вольфрамовые сплавы очень твердые, а вольфрам имеет высокую температуру плавления 6 170ºF – прямо там, где графит. Вольфрам и медь вместе обеспечивают отличное сочетание проводимости и износостойкости. Из-за твердости вольфрама и высокой температуры плавления его обычно перерабатывают в электроды путем спекания металла.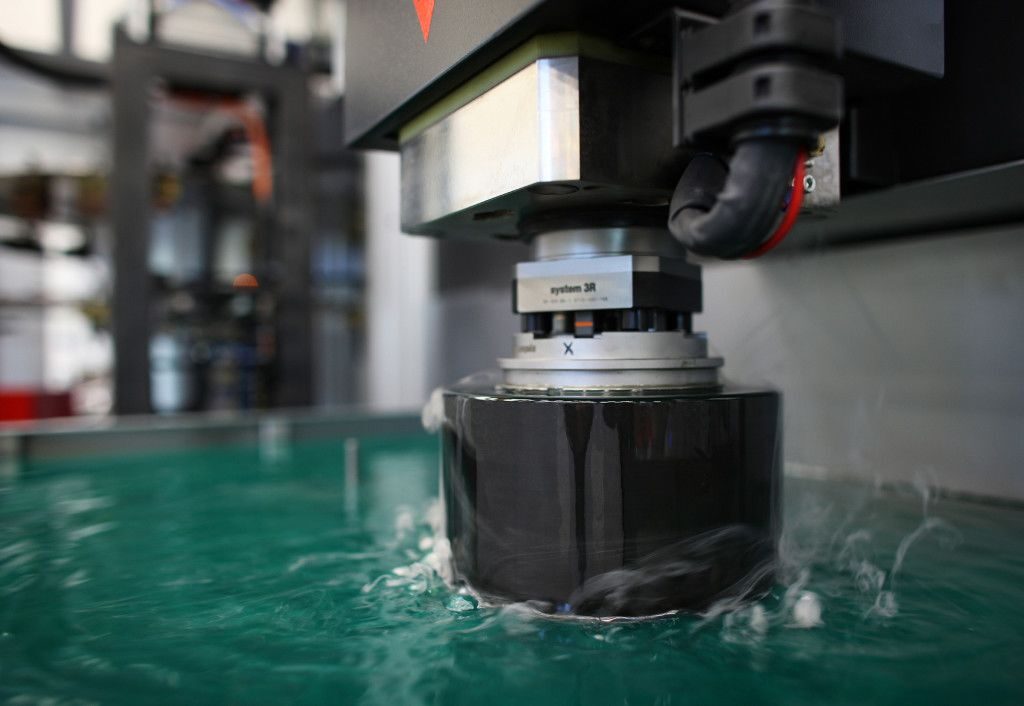 Для предварительно сформированных универсальных форм, таких как те, которые используются для сверления небольших отверстий и стандартных пазов, это работает хорошо. Для крупносерийных деталей типа Ram EDM обычно имеет смысл использовать графит. В противном случае вы используете обработку с ЧПУ для пресс-формы, затем спекание порошкового металла для изготовления электрода, который затем используется в процессе электроэрозионной обработки. Цепь становится немного длиннее.
Для предварительно сформированных универсальных форм, таких как те, которые используются для сверления небольших отверстий и стандартных пазов, это работает хорошо. Для крупносерийных деталей типа Ram EDM обычно имеет смысл использовать графит. В противном случае вы используете обработку с ЧПУ для пресс-формы, затем спекание порошкового металла для изготовления электрода, который затем используется в процессе электроэрозионной обработки. Цепь становится немного длиннее.
Edm Process
Для электроэрозионного оборудования существует множество конструкций станков и производителей, однако здесь приведено несколько основных схем, на которых показаны важные функциональные блоки.
Еще не отмечена необходимость дополнительных промывочных форсунок диэлектрической жидкости. Они необходимы в основном для удаления мусора, а также для охлаждения. Вы всегда найдете эти форсунки с Wire EDM и обычно с Ram EDM.
Прототип
Целью прототипирования является получение образца детали как можно более близкого к конечному материалу и спецификациям при низких затратах и в кратчайшие сроки. EDM обычно не подходит под это описание. Это относительно медленный процесс, который вы бы обычно не использовали, если бы не планировали, что электроэрозионная обработка станет методом производства. На тот момент это все равно не считалось бы методом-прототипом.
EDM обычно не подходит под это описание. Это относительно медленный процесс, который вы бы обычно не использовали, если бы не планировали, что электроэрозионная обработка станет методом производства. На тот момент это все равно не считалось бы методом-прототипом.
Одним заметным исключением являются алюминиевые профили. Время и затраты на создание инструмента для экструзии алюминия могут быть значительными, особенно для больших матриц. Вместо того, чтобы вкладывать средства и ждать изготовления экструзионных головок, прежде чем можно будет протестировать конструкцию экструзии, Wire EDM может сделать образец секции экструзии длиной около фута или более без специального инструмента. Размеры будут даже более точными, чем в процессе экструзии, хотя качество поверхности будет более грубым. При необходимости детали можно отшлифовать и покрыть покрытием, а затем проверить их посадку на сопрягаемых узлах.
Надеемся, что из этого краткого обзора вы получите представление о том, что такое EDM, как он работает и как его лучше всего использовать. Больше приложений для EDM, как правило, вписывается в фазу производства проекта. Возможно, вы были удивлены, узнав, что электроэрозионная обработка приложила руку к подавляющему большинству процессов литья пластмасс под давлением. Возможно, вы сможете воспользоваться преимуществами электроэрозионной обработки в качестве прототипа своего нового дизайна алюминиевого профиля. Возможно, вам нужно было просверлить отверстие диаметром 1/16 дюйма в шарикоподшипнике. Независимо от необходимости, следите за технологическими расширениями в EDM, чтобы повысить скорость, снизить затраты и расширить возможности. Как процесс обработки, это относительно молодой процесс, и ему есть куда расти.
Больше приложений для EDM, как правило, вписывается в фазу производства проекта. Возможно, вы были удивлены, узнав, что электроэрозионная обработка приложила руку к подавляющему большинству процессов литья пластмасс под давлением. Возможно, вы сможете воспользоваться преимуществами электроэрозионной обработки в качестве прототипа своего нового дизайна алюминиевого профиля. Возможно, вам нужно было просверлить отверстие диаметром 1/16 дюйма в шарикоподшипнике. Независимо от необходимости, следите за технологическими расширениями в EDM, чтобы повысить скорость, снизить затраты и расширить возможности. Как процесс обработки, это относительно молодой процесс, и ему есть куда расти.
CDN Inc. — это фирма, занимающаяся проектированием и проектированием продукции, которая может легко адаптироваться к потребностям вашего проекта; проектирование, промышленный дизайн, прототипирование и производство.
Категории
КатегорииВыбрать категориюКнигиБизнесТворчество | НефильтрованноеРазноеПроцессыТехнологииАрхивы
Архивы Выбрать месяц Ноябрь 2021 Апрель 2021 Март 2021 Февраль 2021 Сентябрь 2020 Август 2020 Июнь 2020 Апрель 2020 Март 2020 Февраль 2020 Декабрь 2019 Ноябрь 2019Октябрь 2019 Сентябрь 2019 Август 2019 Июль 2019 Июнь 2019 Май 2019 Апрель 2019 Март 2019 Февраль 2019 Январь 2019 Декабрь 2018 Есть вопросы о том, как мы можем помочь с вашим следующим проектом? Свяжитесь с нами.![]()
Нужны запчасти срочно ? Посетите наш веб-сайт Boomerang Fabrication, чтобы мгновенно отправить свои чертежи.
Boomerang Fab
Что такое Wire EDM? | Процесс, преимущества и приложения
Опубликовано Брайаном Хесс на
Содержание
- Понимание процесса EDM
- Преимущества и применение проволочного электроэрозионного станка
- Уникальные преимущества работы с проволочным электроэрозионным станком
- Услуги электроэрозионной обработки проволоки на заводе Astro Machine Works
Электроэрозионная обработка (EDM) представляет собой производственный процесс, в котором используются электрические искры для формирования металлической формы. Из-за этих искр электроэрозионную обработку также иногда называют искровой обработкой. В этом процессе из металла вырезается нужная форма, когда между двумя электродами возникают разряды тока или искры; там, где возникает искрение, в металле делают надрезы, придавая нужную форму и отделяя его от металлического листа.
Существует два основных типа электроэрозионной обработки — проволока и грузило — и несколько других менее распространенных методов, но в этой статье основное внимание будет уделено проволочной электроэрозионной обработке. Wire EDM использует проволоку в качестве электрода-инструмента. Проволока намотана между двумя катушками, и при движении активная часть проволоки постоянно переключается, предотвращая вымывание материала из самой проволоки.
Нажмите, чтобы развернуть
В процессе электроэрозионной обработки металлическая деталь помещается в диэлектрическую жидкость, и через погруженный металлический компонент проходит проволока. Электрический ток проходит через деталь, чтобы создать искры, которые в конечном итоге помогут сформировать желаемую форму компонента.
Когда расстояние, разделяющее электроды, сужается, увеличивается напряженность электрического поля и, таким образом, увеличивается прочность диэлектрической жидкости. В этих условиях ток легче проходит между двумя электродами, что приводит к отделению компонента от металлического листа при каждой искре.
В этих условиях ток легче проходит между двумя электродами, что приводит к отделению компонента от металлического листа при каждой искре.
После прохождения токов и достижения желаемой формы производители иногда выполняют процесс, называемый «промывкой», используя диэлектрическую жидкость, чтобы помочь удалить остатки материала или отходы из готового продукта.
Электроэрозионный электроэрозионный станок, также известный как «резак для сыра», предлагает несколько уникальных преимуществ, что делает его популярным выбором для производителей в различных отраслях промышленности.
Преимущества электроэрозионных станков
Проволочные электроэрозионные станки способны аккуратно удалять лишний материал, не прикладывая больших усилий резания. Процесс часто автоматизирован, что означает, что вероятность повреждения самой заготовки меньше. А поскольку проволочные электроэрозионные станки могут работать с твердыми материалами, нет необходимости во вторичной термической обработке после механической обработки. В результате тепловая нагрузка на фасонную деталь практически отсутствует, и меньше вероятность того, что поверхность детали будет деформирована.
В результате тепловая нагрузка на фасонную деталь практически отсутствует, и меньше вероятность того, что поверхность детали будет деформирована.
Применение электроэрозионной обработки
Проволочная электроэрозионная обработка чаще всего используется в процессах изготовления пресс-форм и штампов, особенно для экструзионных штампов и вырубных пуансонов. Электроэрозионная обработка может использоваться во всем, от прототипов до полномасштабного производства, и чаще всего используется для изготовления металлических компонентов и инструментов. Этот процесс лучше всего подходит для применений, требующих низкого уровня остаточного напряжения.
EDM Industries
EDM чаще всего используется для производства деталей и компонентов для автомобильной, аэрокосмической и электронной промышленности.
Учить больше Свяжитесь с нами
Электроэрозионный станок предлагает множество уникальных преимуществ, что делает его идеальным процессом обработки для производства различных деталей и компонентов. Во-первых, высокая точность электроэрозионной обработки позволяет создавать очень сложные формы. А его способность работать с твердыми материалами означает, что он может довести эти материалы до жестких допусков по мере необходимости.
Во-первых, высокая точность электроэрозионной обработки позволяет создавать очень сложные формы. А его способность работать с твердыми материалами означает, что он может довести эти материалы до жестких допусков по мере необходимости.
Поскольку электроэрозионная обработка может работать с высоким уровнем сложности, этот процесс можно использовать для создания очень маленьких сложных деталей. А при отсутствии прямого контакта между инструментом и фактически формируемой деталью легче добиться гладкой поверхности, точной и без заусенцев.
И, что, возможно, наиболее важно в некоторых случаях, детали, изготовленные посредством электроэрозионной обработки, готовы к использованию сразу после завершения процесса электроэрозионной обработки.
Зачем использовать EDM?
Итак, зачем использовать EDM?
- Электроэрозионная обработка позволяет обрабатывать твердые материалы и сплавы с увеличивающейся толщиной без ущерба для чистоты поверхности получаемого продукта.

- В качестве бесконтактного процесса электроэрозионной обработки можно добиться высококачественной отделки, тем самым снижая потребность в процедурах постобработки и обработки поверхности, которые часто необходимы при других производственных процессах.
- Поскольку электроэрозионная обработка представляет собой процесс обработки с числовым программным управлением (ЧПУ) и использует автоматизированное программное обеспечение для программирования функций, этот процесс дает точные, предсказуемые и воспроизводимые результаты во время каждого производственного цикла. Электроэрозионная обработка проволоки
- также может использоваться для небольших производственных циклов, требующих жестких допусков, как это часто бывает в аэрокосмической и медицинской промышленности.
- Wire EDM более экономичен и экономичен по времени, чем другие доступные процессы.
Мы в Astro Machine Works гордимся тем, что специализируемся на нестандартном оборудовании и прецизионных деталях. Наша команда имеет большой опыт во всех аспектах электроэрозионной обработки проволоки, и у нас есть собственные возможности для выполнения услуг электроэрозионной обработки самых разных деталей и компонентов.
Наша команда имеет большой опыт во всех аспектах электроэрозионной обработки проволоки, и у нас есть собственные возможности для выполнения услуг электроэрозионной обработки самых разных деталей и компонентов.
Чтобы узнать больше, посетите нашу страницу обработки электроэрозионной обработки или свяжитесь с командой сегодня.
Категории: EDM
Как работает электроэрозионная машина для резки проволоки?
Заголовок
Знания
Синхротронное излучение: сверхмощная супербатарея
В связи с быстрым развитием науки и техники, неизбежным истощением запасов ископаемого топлива и все более серьезным загрязнением окружающей среды, вызванным повышением уровня жизни, все страны придают большое значение развитию возобновляемой и устойчивой чистой энергии солнца и ветра. . Однако для этих прерывистых возобновляемых источников чистой энергии очень важны хорошие системы и устройства для хранения энергии. Основанное на массовом производстве, защите окружающей среды и экологически чистых концепциях, новое поколение накопителей энергии должно соответствовать требованиям низкозатратного производственного процесса, экологически чистых и перерабатываемых материалов, безопасной эксплуатации устройства и длительного срока службы.
. Однако для этих прерывистых возобновляемых источников чистой энергии очень важны хорошие системы и устройства для хранения энергии. Основанное на массовом производстве, защите окружающей среды и экологически чистых концепциях, новое поколение накопителей энергии должно соответствовать требованиям низкозатратного производственного процесса, экологически чистых и перерабатываемых материалов, безопасной эксплуатации устройства и длительного срока службы.
Заголовок
Знания
Что такое силовой преобразователь?
Напряжение переменного тока понижается до надлежащего напряжения переменного тока с помощью трансформатора.
Заголовок
Знания
Почему нам нужно разрушать хранилища данных?
Хранилища данных — это наборы информации, изолированные от организации, которые не всегда доступны на всех уровнях компании. Решение проблемы хранилища данных является дорогостоящим и трудоемким для предприятий, но решение относительно простое. Как только вы избавитесь от хранилищ данных, вы сможете получить доступ к нужной информации в нужное время, что поможет вам принимать обоснованные бизнес-решения. Устранение разрозненных хранилищ данных также снижает затраты на хранение информации и ее дублирование.
Решение проблемы хранилища данных является дорогостоящим и трудоемким для предприятий, но решение относительно простое. Как только вы избавитесь от хранилищ данных, вы сможете получить доступ к нужной информации в нужное время, что поможет вам принимать обоснованные бизнес-решения. Устранение разрозненных хранилищ данных также снижает затраты на хранение информации и ее дублирование.
Заголовок
Знания
Каковы определение и приложения обработки естественного языка (NLP)?
Обработка естественного языка — это технология, которая позволяет машинам распознавать, понимать и использовать наш язык с помощью сложных математических моделей и алгоритмов. По мере того, как технология NLP становится все более зрелой, машина может работать 24 часа в сутки, а уровень ошибок чрезвычайно низок, что будет способствовать более широкому применению NLP и созданию большей ценности для рынка.
Заголовок
Знания
Что такое обнаружение объектов?
Обнаружение объектов долгое время было приложением компьютерного зрения и машинного обучения для обнаружения определенных классов семантических объектов в цифровых изображениях и видео.
Заголовок
Знания
Объединение OpenCV с компьютерным зрением
OpenCV можно использовать для разработки программ обработки изображений в реальном времени, компьютерного зрения и распознавания образов. Технология компьютерного зрения становится все более и более широко используемой, и существует множество программных инструментов и библиотек, которые можно использовать для создания приложений компьютерного зрения, включая OpenCV.
Заголовок
Знания
Технические методы и приложения цифровой обработки изображений
Цифровая обработка изображений — это метод и технология удаления шума, улучшения, восстановления, сегментации и извлечения признаков с помощью компьютера.
Заголовок
Знания
Каковы области применения лазерной гравировки? 12 основных приложений и способов использования
Технология резки включает множество различных методов обработки, и лазерная резка может выполнять более сложные и точные требования к резке, что также является распространенным методом обработки в промышленном производстве.
Заголовок
Знания
Знаете ли вы о клапанах?
Клапан является важным регулирующим устройством в системе транспортировки жидкости, которое в основном может управлять включением-выключением, потоком и направлением потока жидкости. Существует много типов и спецификаций клапанов, и клапаны, используемые для различных рабочих требований, также различаются. Принципы работы, преимущества и недостатки 5 распространенных типов клапанов описаны ниже.
Заголовок
Знания
Что такое облачный сервис? Полное введение в три типа приложений общедоступного облака, частного облака и гибридного облака
Слово «облако» было в центре внимания развития сетевых технологий в последние годы. Благодаря операционной среде, предоставляемой удаленным сервером, пользователи могут получать доступ к данным в любое время и в любом месте. Создание операционной системы предприятия с помощью облачных сервисов стало основной тенденцией, но действительно ли облачные сервисы безопасны? В этой статье будут полностью представлены модули и режимы облачных служб, а посредством обмена примерами будут показаны многочисленные преимущества облачных служб для предприятий.
Благодаря операционной среде, предоставляемой удаленным сервером, пользователи могут получать доступ к данным в любое время и в любом месте. Создание операционной системы предприятия с помощью облачных сервисов стало основной тенденцией, но действительно ли облачные сервисы безопасны? В этой статье будут полностью представлены модули и режимы облачных служб, а посредством обмена примерами будут показаны многочисленные преимущества облачных служб для предприятий.
Заголовок
Знания
Что такое биотопливо?
Интерес к биотопливу растет в связи с его экологическими преимуществами и потенциальным потенциалом сокращения выбросов парниковых газов.
Заголовок
Знания
Введение в основные принципы гидравлики
Функция системы гидравлической трансмиссии заключается в передаче мощности и движения, а система управления гидравликой должна обеспечивать соответствие выходной мощности гидравлической системы конкретным требованиям к производительности.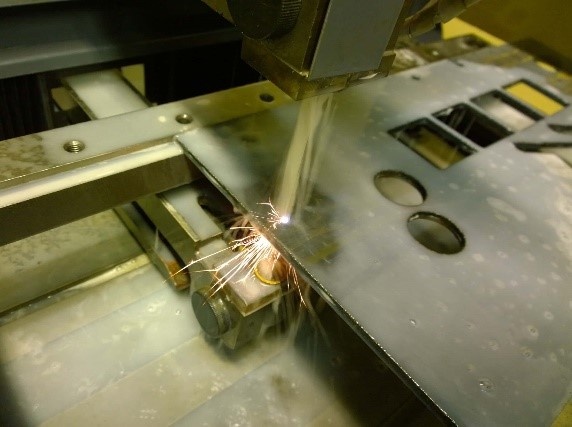
Что такое Wire EDM? | Электроэрозионная обработка
Немного истории электроэрозионной обработки
Процесс электроэрозионной обработки (ЭЭО) в том виде, в каком мы его знаем сегодня, начался с наблюдений Джозефа Прейстли в 1770 году. Он заметил, что электрические разряды удаляли материал с электродов в его экспериментах. . Это также известно как электроразрядная эрозия.
В 1940-х годах два советских исследователя, Лазаренко, разработали процесс механической обработки, который лег в основу современной электроэрозионной обработки проволоки и электроэрозионной обработки малых отверстий. Со временем были разработаны практичные электроразрядные машины с использованием более мощных генераторов импульсов, автоматического повторяющегося разряда и постоянного потока диэлектрической жидкости для управления процессом.
Электроэрозионная обработка также известна как электроэрозионная обработка, электроэрозионная обработка и прошивка штампов.
Электрод-инструмент (верхний) и электрод заготовки (нижний) подключены к источнику питания, который генерирует электрический потенциал между ними.
Как работает электроэрозионная обработка
Основной процесс электроэрозионной обработки действительно очень прост. Электрический разряд (искра) создается между двумя электродами (твердыми электрическими проводниками). Электрод-инструмент обычно обозначается как электрод , а электрод заготовки как заготовка . Искра является видимым свидетельством потока электричества. Эта электрическая искра производит сильное тепло с температурой от 8000 до 12000 градусов по Цельсию, плавя/испаряя практически любой проводящий материал. Эти быстрые повторяющиеся разряды электрического тока происходят в очень маленьком зазоре между двумя электродами, которые никогда не соприкасаются друг с другом. Искровой промежуток (также известный как разрядный промежуток, электродный зазор) поддерживается адаптивными средствами управления машиной, чтобы обеспечить постоянное, стабильное расстояние, поскольку электрический разряд происходит до миллионов раз в секунду.
Иллюстрация электроэрозионной обработки. Электрод (желтый) приближается к заготовке (синий) по мере того, как электрический разряд (красный) разрушает материал заготовки. Автоматизация машины поддерживает искровой разрядник, поэтому процесс непрерывен.
Электрод (желтый) приближается к заготовке (синий) по мере того, как электрический разряд (красный) разрушает материал заготовки. Автоматизация машины поддерживает искровой разрядник, поэтому процесс непрерывен.
Искра очень точно контролируется и локализуется, поэтому она воздействует только на поверхность материала. Процесс электроэрозионной обработки обычно не влияет на термообработку под поверхностью. И инструмент, и заготовка погружаются в диэлектрическую (не проводящую) жидкость, обычно деионизированную воду.
Искра всегда возникает в диэлектрической жидкости. Проводимость деионизированной воды тщательно контролируется, что создает идеальные условия для процесса электроэрозионной обработки. Деионизированная вода также обеспечивает охлаждение в процессе обработки и смывает мельчайшие частицы разрушенного металла.
Электроэрозионная обработка считается нетрадиционным методом механической обработки, поскольку она использует электрический разряд для удаления материала с заготовки.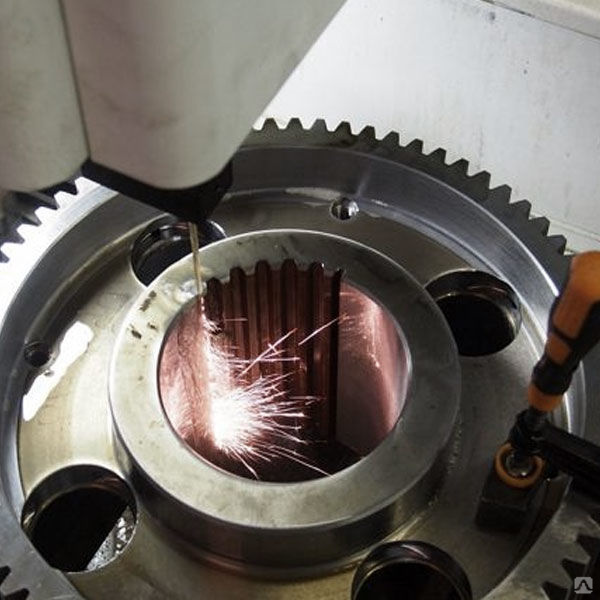 Это отличается от традиционных методов обработки, таких как сверление или шлифование, при которых для удаления материала используется механическая сила.
Это отличается от традиционных методов обработки, таких как сверление или шлифование, при которых для удаления материала используется механическая сила.
Что такое проволочная электроэрозионная обработка?
Проволочная электроэрозионная обработка также известна как: проволочная электроэрозионная обработка, проволочная резка, электроэрозионная резка, электроэрозионная резка проволоки, прожигание проволоки, проволочная эрозия, проволочная эрозия, электроэрозионная обработка проволочной резки и электроэрозионная резка.
Проволочная электроэрозионная обработка (WEDM) использует металлическую проволоку для резки или придания формы заготовке, часто из проводящего материала, с тонкой электродной проволокой, которая движется по точно запрограммированной траектории. Обычно диаметры электродов варьируются от 0,004″ до 0,012″ (0,10–0,30 мм), хотя доступны меньшие и большие диаметры.
Во время резки проволокой нет прямого контакта между проволокой и заготовкой, что позволяет выполнять обработку без каких-либо искажений на пути проволоки или формы материала. Для этого провод очень быстро заряжается до желаемого напряжения. Провод также окружен деионизированной водой. Когда напряжение достигает нужного уровня, искра проскакивает через зазор и расплавляет небольшую часть заготовки. Деионизированная вода охлаждает и вымывает мелкие частицы из зазора.
Для этого провод очень быстро заряжается до желаемого напряжения. Провод также окружен деионизированной водой. Когда напряжение достигает нужного уровня, искра проскакивает через зазор и расплавляет небольшую часть заготовки. Деионизированная вода охлаждает и вымывает мелкие частицы из зазора.
Твердость материала заготовки не влияет на скорость резания. Экструзионные матрицы и вырубные пуансоны очень часто обрабатываются проволочной резкой.
Как работает проволочный электроэрозионный станок — базовое введение в процесс проволочного электроэрозионного станка.
Резка проволокой
Иллюстрация электроэрозионной резки проволоки. Электродная проволока удерживается между верхней и нижней направляющими, которые управляют движением оси.
Как работает проволочный электроэрозионный станок
Электроэрозионная резка всегда проходит через всю заготовку. Чтобы начать обработку проволокой, сначала необходимо просверлить отверстие в заготовке или начать с края. На участке обработки каждый разряд создает кратер в заготовке и воздействует на инструмент. Проволока может быть наклонена, что позволяет изготавливать детали с конусностью или с разными профилями вверху и внизу. Между электродом и заготовкой никогда не бывает механического контакта (см. выше). Проволока обычно изготавливается из латуни или многослойной меди диаметром от 0,1 до 0,3 мм.
Чтобы начать обработку проволокой, сначала необходимо просверлить отверстие в заготовке или начать с края. На участке обработки каждый разряд создает кратер в заготовке и воздействует на инструмент. Проволока может быть наклонена, что позволяет изготавливать детали с конусностью или с разными профилями вверху и внизу. Между электродом и заготовкой никогда не бывает механического контакта (см. выше). Проволока обычно изготавливается из латуни или многослойной меди диаметром от 0,1 до 0,3 мм.
В зависимости от требуемой точности и чистоты поверхности деталь будет либо однократной, либо черновой и зачищенной. На одном разрезе проволока идеально проходит через сплошную деталь и после завершения падает кусок или кусок лома. Это обеспечит достаточную точность для некоторых работ, но в большинстве случаев требуется скимминг.
Черновая и предварительная обработка
Скользящий рез — это когда проволока снова проходит по шероховатой поверхности с меньшей мощностью и промывкой под низким давлением. В зависимости от требуемой точности и чистоты поверхности может быть от одного до девяти проходов. Обычно есть только два ски-пасса. Скипас может удалить до 0,002 дюйма материала или всего 0,0001 дюйма. Во время черновой обработки (т. е. первого реза) вода под высоким давлением подается в пропил, чтобы обеспечить достаточное охлаждение и как можно быстрее удалить эродированные частицы. Во время скимминга (точность/финишный рез) вода аккуратно льется на прожиг, чтобы не отклонить проволоку.
В зависимости от требуемой точности и чистоты поверхности может быть от одного до девяти проходов. Обычно есть только два ски-пасса. Скипас может удалить до 0,002 дюйма материала или всего 0,0001 дюйма. Во время черновой обработки (т. е. первого реза) вода под высоким давлением подается в пропил, чтобы обеспечить достаточное охлаждение и как можно быстрее удалить эродированные частицы. Во время скимминга (точность/финишный рез) вода аккуратно льется на прожиг, чтобы не отклонить проволоку.
Возможности электроэрозионной обработки – Расширенный взгляд на электроэрозионную обработку проволоки и высокоскоростных электроэрозионных станков с малыми отверстиями.
Какие типы профилей может производить проволочный электроэрозионный станок?
Проволочный электроэрозионный станок — это тип станка с ЧПУ, который может перемещаться по четырем независимым осям для создания конусных резов. Например, штамп может быть обработан с конусностью 1/4 градуса или пресс-форма с конусностью в один градус в одних областях и два градуса в других с точностью. Экструзионные головки или сопла и рожки могут быть вырезаны с постоянно меняющейся конусностью. Например, детальная фигура в верхней части заготовки может переходить в простой круг внизу.
Например, штамп может быть обработан с конусностью 1/4 градуса или пресс-форма с конусностью в один градус в одних областях и два градуса в других с точностью. Экструзионные головки или сопла и рожки могут быть вырезаны с постоянно меняющейся конусностью. Например, детальная фигура в верхней части заготовки может переходить в простой круг внизу.
Использование для электроэрозионной резки
Наши услуги электроэрозионной резки идеально подходят для тонких или небольших заготовок, которые могут быть повреждены во время обычной обработки или других традиционных методов:
- Толстые детали, требующие хорошей отделки и/или точности.
- Сложные формы или узкие прорези
- Более крупные детали, требующие соблюдения точных допусков
- Деликатные, твердые, экзотические/дорогие или непрочные материалы
Услуги электроэрозионной обработки
Как работает EDM с малым отверстием?
Высокоскоростная электроэрозионная обработка малых отверстий является специализированной областью электроэрозионной обработки. Небольшой диаметр 0,010″ – 0,118″. (0,25–3,0 мм), обычно полый электрод, вращается вокруг шпинделя так же, как дрель и сверло (электроэрозионная дрель). Электрод электрически заряжается генератором с сервоуправлением, производящим искру. Диэлектрик на водной основе промывает электрод и вокруг него, создавая контролируемую среду для очень маленьких искр, которые могут попасть на заготовку.
Небольшой диаметр 0,010″ – 0,118″. (0,25–3,0 мм), обычно полый электрод, вращается вокруг шпинделя так же, как дрель и сверло (электроэрозионная дрель). Электрод электрически заряжается генератором с сервоуправлением, производящим искру. Диэлектрик на водной основе промывает электрод и вокруг него, создавая контролируемую среду для очень маленьких искр, которые могут попасть на заготовку.
Искры разъедают поверхность заготовки, создавая очень маленькие карманы. В конце концов миллионы и миллионы этих микроскопических карманов образуют маленькую дырочку. Размер отверстия регулируется диаметром электрода и настройками мощности. Расположение и глубина отверстий определяются кодами CNC ISO, что исключает ошибки оператора. Станки, доступные в XACT, оснащены автоматическими сменщиками электродов для эффективной обработки без участия оператора.
Услуги электроэрозионной обработки малых отверстий
Запросить цену
Проволочная электроэрозионная резка: плюсы и минусы
Почему медный вольфрам? | EDM Performance
Для электродов EDM вольфрамовая медь обеспечивает превосходную электропроводность, сопротивление дуговому разряду постоянного тока, теплопроводность и износостойкость.
Почему медный вольфрам? | Технологичность
Узнайте, как свойства меди-вольфрама уменьшают или устраняют проблемы, связанные с этими материалами, когда они используются в чистом виде.
Электроды для контактной сварки для вашего применения
Получите ответы на распространенные вопросы о разнородных металлах относительно электродов с высокой и низкой проводимостью и трением в конструкции электрода.
Процесс резки металла Плюсы и минусы
Процесс резки металла может быть быстрым и недорогим для резки некоторых деталей простой формы, но он имеет недостатки, включая заусенцы и деформацию концов.
Очарование лазерной резки
Хотя лазерная резка может производить небольшой пропил и жесткие допуски, другие методы прецизионной резки могут быть предпочтительнее для 2-осевой резки небольших металлических деталей.
Как несколько допусков могут привести к конфликту
Когда одна деталь имеет несколько противоречащих друг другу допусков, более жесткие и сложные допуски должны определять производство и, в конечном счете, влиять на стоимость детали.
Практический пример прецизионной обрезки и штамповки
Узнайте, как прецизионная обрезка и штамповка сравниваются в достижении бездеформационной плоскостности, острой кромки и точного внешнего диаметра, необходимого для дистанционирующего кольца.
Как на самом деле складываются допуски?
При проектировании детали помните, что для разных допусков могут потребоваться разные процессы, и не все процессы могут давать результаты с одинаковым допуском.
5 интересных фактов о вольфраме
Вольфрам, также известный как вольфрам или вольфрам, обладает высокой температурой плавления и другими интересными свойствами, которые используются во многих отраслях промышленности и во многих продуктах.
Внутренняя пропитка легирующих добавок и рекристаллизация проволоки
Легирующие добавки повышают температуру рекристаллизации вольфрамовой проволоки и других проволок, придавая свойства непровисания вольфрамовым нитям накала ламп и другим изделиям.
Пристальный взгляд на использование вольфрамовой проволоки для зондов
Свойства прямолинейности вольфрамовой проволоки делают ее ценной для вольфрамовых зондов малого диаметра, используемых при тестировании полупроводниковых пластин и тестировании нервной активности.
Основные области применения позолоченной вольфрамовой проволоки
Позолоченная вольфрамовая проволока используется в фильтрации, печати, копировании и других областях, а также в качестве альтернативы драгоценным металлам в некоторых медицинских устройствах.
Рецепт идеальной пропитки электрода
Узнайте, почему пропитка, плотность и другие свойства сплава, такого как медь-вольфрам, важны для качества электродов для точечной сварки.
Услуги по резке металла становятся быстрее
Узнайте, как Metal Cutting Corporation совершенствует операции и ускоряет предоставление стандартных услуг по резке металлов.
Вольфрамовая проволока отказывается умирать в автомобильном освещении
Лампы накаливания, изготовленные из вольфрамовых нитей накаливания, продолжают использоваться в автомобильных указателях поворота, несмотря на параллельное внедрение более новой светодиодной технологии.
Полировка металлических деталей для медицинских устройств, напечатанных на 3D-принтере
Целью полировки металлических деталей для медицинских устройств, напечатанных на 3D-принтере, является достижение надлежащей чистоты поверхности при сохранении сложных деталей конструкции устройства.
Выбор поставщика отрезных металлических деталей
Следуйте этим советам о том, как выбрать поставщика отрезных металлических деталей и получить желаемые результаты для точного производства.
Делает ли резка металла изготовление металла?
Люди часто спрашивают Metal Cutting Corporation, занимаемся ли мы «изготовлением металла» — и правда в том, что ответ зависит от того, как вы определяете этот термин.
Мелкие калибры в металлических деталях Sourcing
Небольшие калибры, такие как штифтовые калибры или штифтовые калибры-пробки, являются полезными инструментами для проверки внутренних диаметров и проверки соответствия металлических труб малого диаметра указанным допускам.
5 На что следует обратить внимание при термической обработке металла
Учитывайте методы, используемые для термической обработки металлов, а также эффекты при определении требований к отрезанию мелких металлических деталей.
Человеческий фактор при контроле металлов
Metal Cutting Corporation использует визуальные и механические методы контроля металла, чтобы обеспечить соответствие мелких деталей производственным требованиям клиентов.
Проблемы размеров при резке металла по длине
Резка металла использует притирку и механическую обработку, а также другие методы для достижения плоскостности и параллельности при резке металла по длине.
6 Что нужно знать о титановой трубке
Узнайте, почему характеристики титановой трубки делают ее хорошим выбором для медицинских устройств и других применений, требующих прочности, легкости и коррозионной стойкости.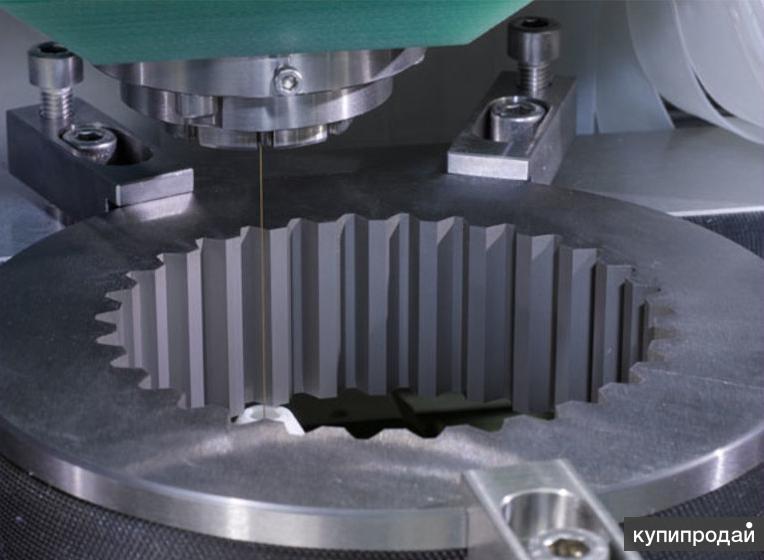
8 Принципы бесцентрового шлифования
Узнайте больше о принципах бесцентрового шлифования и о том, как его можно использовать для получения чистовой обработки поверхности с жесткими допусками на небольших цилиндрических металлических деталях.
Объяснение пяти основных проблем обработки с ЧПУ
Узнайте о пяти основных проблемах, которые следует учитывать при выборе услуг по обработке с ЧПУ и партнера для производства сложных и точных мелких деталей.
Удаление заусенцев при массовом производстве мелких металлических деталей
Для удаления заусенцев с мелких металлических деталей в массовом производстве требуется воссоздание действия ручных инструментов с помощью механических устройств, подходящих для крупносерийного производства.
8 Что нужно знать об ISO 9000
Соблюдение организацией стандартов ISO 9000 говорит клиентам о том, что она привержена внедрению структурированных методов управления качеством.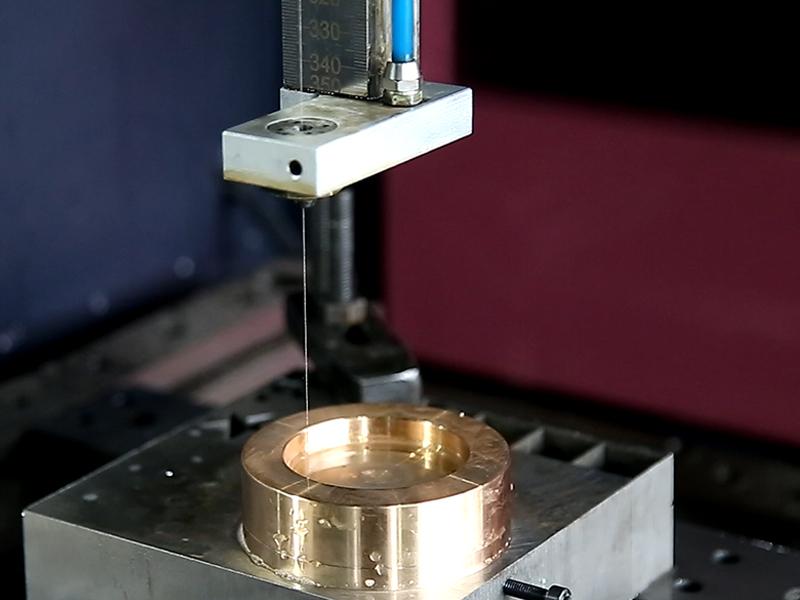
Зачем использовать таблицу шероховатости поверхности?
Таблица шероховатости поверхности металла представляет собой удобное руководство по стандартной шероховатости поверхности и характеристикам, таким как единицы измерения, преобразования и типичные значения Ra.
Принципы услуг по прецизионному плоскому шлифованию
Услуги по плоскому шлифованию используют методы прецизионного плоского шлифования, чтобы сделать кубические металлические детали квадратными и параллельными или концы металлических стержней перпендикулярными.
Допуск круглости в мелких металлических деталях
Допуск круглости, основанный на диаметре, помогает контролировать круглость и обеспечивает правильную посадку мелких прецизионных металлических деталей, их плавное перемещение и равномерный износ.
Допуски GD&T в производстве деталей
Допуски GD&T обеспечивают руководство по изготовлению, которое должно уравновешивать необходимость сделать деталь функциональной с необходимостью рентабельного производства детали.
План выборочного контроля при контроле качества
Статистически достоверный план выборочного контроля при контроле качества обеспечивает высокий уровень уверенности в том, что если образец приемлем, то приемлема и вся партия.
Цилиндричность в GD&T
Цилиндричность GD&T — это трехмерный элемент допуска, используемый для обозначения как круглости, так и прямолинейности по всей осевой длине цилиндрической детали.
Сравнение хонингования и притирки
Хотя хонингование и притирка используются для точной настройки качества обработки и размеров металлических деталей, эти два процесса различаются тем, где и как они достигают результатов.
Круговое биение и полное биение
В круговом биении и полном биении первое управляет изменением круговых элементов детали, а другое — изменением всей поверхности детали. Узнайте разницу и как их измерить здесь.
Узнайте разницу и как их измерить здесь.
Проблемы калибровочных стандартов
Калибровочные стандарты для устройств и оборудования, используемых при измерении, проверке и производстве прецизионных металлических деталей, могут создавать некоторые уникальные проблемы.
С Днем Рождения Metal Cutting Corporation!
Празднование 50-летия прецизионного производства: Metal Cutting Corporation искренне рада сообщить, что мы только что прошли важную веху в истории нашей компании.
Что такое допуск калибровки?
Ключом к допуску калибровки является понимание того, на что способно устройство, и допуск, на который оно было откалибровано.
Прослеживаемые стандарты NIST в действии
Узнайте некоторые интересные факты о прослеживаемых стандартах NIST и их важной роли в стандартах СМК.
5 интересных фактов о вихретоковом контроле
Вихретоковый контроль является важным методом неразрушающего контроля, который часто используется для выявления дефектов на поверхности или под поверхностью металлических материалов.
Wire EDM Преимущества и недостатки
Wire EDM Преимущества и недостатки резки для 2-осевой резки зависят от факторов, включая используемый материал, параметры детали и требования к чистоте поверхности.
Факты о лазерной печати металла
Лазерная печать металла популярна для ряда применений, но можете ли вы использовать ее для печати металла для таких больших количеств таких мелких деталей?
Узнайте, как оптимизировать ваши запросы предложений для успешного производства
Примечание: для этого контента требуется JavaScript.
Вольфрамовая проволока 101: обзор уникально полезного материала
Вольфрамовая проволока по-прежнему является продуктом, который имеет большое количество разнообразных применений, для многих из которых нет известной замены. Узнайте, почему вольфрам по-прежнему широко используется.
Узнайте, почему вольфрам по-прежнему широко используется.
Семь секретов выбора нового партнера по контракту
Найти поставщика, который может обеспечить качественное и своевременное обслуживание, может быть непросто, особенно когда речь идет о медицинском оборудовании и других строго регулируемых отраслях. Это руководство делает это простым.
Гидроабразивная резка Плюсы и минусы
Гидроабразивная резка обычно используется для резки сложных форм из больших плоских листов металла, но может быть не лучшим выбором для 2-осевой резки мелких деталей.
Абразивная резка: плюсы и минусы
Абразивная резка тонким кругом — идеальный метод для крупносерийной двухосевой резки металла, требующей точности, жестких допусков, отсутствия заусенцев и гладкой обработки торца.
Металлические трубы в 21 веке: кому это нужно?
Металлические трубки по-прежнему играют решающую роль в производстве медицинских устройств, но из множества доступных пластиковых материалов может быть трудно определить, какой материал является правильным.
Материалы для электродов для контактной сварки: информационный документ
Узнайте, как более качественные материалы для электродов для контактной сварки ускоряют процесс сварки. Этот информационный документ призван помочь вам сделать правильный выбор электродных материалов.
Загрузите бесплатное руководство по электродам для контактной сварки
Примечание: для этого контента требуется JavaScript.
Руководство по аутсорсингу медицинского оборудования
Крайне важно выбрать поставщика, с которым вы можете рассчитывать на долгосрочную работу. Ознакомьтесь с этими практическими рекомендациями, чтобы принять правильное решение.
Знаете ли вы, какой метод резки подходит для вашего точного применения?
Примечание: для этого контента требуется JavaScript.
Получите доступ к бесплатному руководству по швейцарским винтам.
 Часто задаваемые вопросы
Часто задаваемые вопросыПримечание: для этого контента требуется JavaScript.
Холодная резка: плюсы и минусы
Холодная резка позволяет выполнять высокоскоростную резку без заусенцев стержней, труб и профилей, но она не идеальна для очень коротких отрезков, малых наружных/внутренних диаметров или твердых металлов.
Автоматический токарный станок: плюсы и минусы
Хотя токарный автомат может выполнять простую двухосевую резку металлических стержней и труб, он предназначен для более сложных многоступенчатых операций обработки.
Электрохимическая резкаПлюсы и минусы
Электрохимическая резка (ECC) сочетает в себе электрохимическую эрозию и шлифование для получения блестящей поверхности без заусенцев с жестким допуском ±0,005 дюйма (0,127 мм).
Прецизионная резка металла для 2-осевой резки
Различные варианты прецизионной резки металла различаются по характеристикам и применимости, что делает выбор не таким уж простым. Это руководство поможет.
Что такое притирка? [ВИДЕО]
Что такое притирка? В умелых руках этот малоизвестный процесс может производить детали с тщательно отполированными концами, жесткими допусками по длине и исключительной плоскостностью.
Основы бесцентрового шлифования [ВИДЕО]
Процесс бесцентрового шлифования идеально подходит для чистовой обработки небольших цилиндрических металлических деталей, требующих жестких допусков и крупносерийного производства. Изучите некоторые основы этого процесса.
Сложности электрохимического шлифования
Процесс электрохимического шлифования представляет собой узкоспециализированный метод, который сочетает в себе поверхностное шлифование, химию и фиксацию и имеет ограниченное применение.
Основы наружного шлифования
Наружное шлифование используется для придания формы внешней поверхности объектов между центрами и отлично подходит для удаления круговых дефектов и восстановления или создания округлости.
Применение для услуг точной плоской притирки
Прецизионная плоская притирка и другие методы притирки могут использоваться для небольших деталей, требующих строгого контроля качества поверхности, плоскостности, толщины и параллельности.
Основы шлифования двойным диском
Шлифование двойным диском обеспечивает точность размеров для металлических деталей, требующих жестких допусков, параллельности, плоскостности и контроля толщины.
Специализированные методы внутреннего шлифования
Высокоточные методы внутреннего шлифования, такие как внутреннее шлифование и хонингование, используются для получения гладкой поверхности и жестких допусков на внутренний диаметр отверстия, отверстия и трубы.
Прецизионное шлифование металлов
Прецизионное шлифование металла часто является лучшим способом удаления небольших количеств материала и получения надлежащей обработки или жестких допусков на поверхности деталей.
Секреты выбора нового партнера по контракту [ВИДЕО]
Как квалифицировать нового партнера по поиску поставщиков и обеспечить его эффективную и беспроблемную работу? Рассмотрение этих моментов поможет вам принять решение, в котором вы будете чувствовать себя уверенно.
Контроль качества при производстве металлических деталей
Изучите жизненно важные компоненты эффективной программы контроля качества и ее роль в обеспечении того, чтобы металлические детали соответствовали требованиям к конструкции и функциям.
Допуск на плоскостность в GD&T
Плоскостность поверхности — это показатель всех точек вдоль поверхности, лежащих в одной плоскости, причем самая высокая и самая низкая точки находятся в пределах диапазона допуска плоскостности.
5 основных проблем обработки с ЧПУ [ВИДЕО]
Хотя обработка с ЧПУ позволяет производить множество сложных и прецизионных металлических компонентов, в этом процессе есть некоторые проблемы, о которых вам необходимо знать.
Отклонение и точность в швейцарской обработке с ЧПУ
Узнайте, как направляющая втулка и другие особенности современных швейцарских винтовых станков с ЧПУ устраняют отклонение для повышения эффективности, согласованности и точности.
Швейцарский станок в современном механическом цехе
Швейцарский станок развивался и совершенствовался с тех пор, как был изобретен оригинальный швейцарский токарный станок, что сделало современный метод важной частью прецизионной обработки с ЧПУ.
Швейцарская обработка костных винтов и анкеров
Прецизионная швейцарская обработка с ЧПУ часто используется для производства костных винтов и анкеров с характеристиками, необходимыми для широкого спектра ортопедических и стоматологических применений.
Швейцарская обработка натяжных колец для медицинских устройств
Натяжные кольца для медицинских устройств могут быть вырезаны из трубы из нержавеющей стали марки 304 или подвергнуты швейцарской обработке для придания специальных характеристик и использования других материалов.
5 вещей, которые необходимо знать о концентричности наружного/внутреннего диаметра
Чтобы избежать проблем с проверкой концентричности наружного/внутреннего диаметра, попробуйте использовать другие применимые символы GD&T вместо концентричности на чертежах и проектах труб.
Профиль линии в сравнении с профилем поверхности
В случае профиля линии в сравнении с профилем поверхности первый контролирует изменение в заданных поперечных сечениях, а второй контролирует всю поверхность элемента.
План выборочного контроля при контроле качества [ВИДЕО]
Как бы ни были важны проверки, 100% проверка требует времени и затрат без гарантии 100% соответствия. Узнайте, что такое план выборочного контроля и как он решает эту проблему.
Вольфрам против золота: Битва за биоматериалы
Для некоторых медицинских устройств, требующих биоматериалов, вольфрам и позолоченная вольфрамовая проволока могут быть подходящей альтернативой драгоценным металлам, таким как золото.
Использование вольфрама тогда и сейчас
При сравнении обычных применений вольфрама в 2007 году и сегодня становится ясно, что вольфрам остается одним из наиболее широко используемых и выгодных тугоплавких металлов.
Прецизионная обработка с ЧПУ
Узнайте о преимуществах прецизионной обработки с ЧПУ при производстве небольших сложных деталей, требующих жестких допусков, гладкой поверхности и повторяемости.
Свойства и применение вольфрамовой проволоки
В то время как наиболее привычное использование вольфрама (лампы накаливания) продолжает исчезать, уникальный набор свойств по-прежнему делает вольфрамовую проволоку незаменимой для ряда продуктов и приложений.
Очарование лазерной резки [ВИДЕО]
Чем лазерная резка отличается от других методов точной резки металла? Посмотрите это видео, чтобы узнать о плюсах и минусах этого метода резки металла.