Линия экструзионная — Словарь терминов | ПластЭксперт
Линия экструзионная
Общие сведения
Экструзионной линией называется система, состоящая из нескольких единиц оборудования, способная производить изделия из полимеров медом экструзии. Такая линия, как правило, состоит из одного или нескольких экструдеров, формующего инструмента (адаптера, фильеры, экструзионной головки) и комплекта прочего оборудования, вместе называемого в иностранной литературе «downstream», по-русски «постэкструзионная линия» а на российских производствах просто «хвост».
Экструзионные линии применяются для производства «бесконечных» изделий путем выдавливания расплава полимера через фильеру необходимого профиля с последующей резкой на отрезки или намоткой в рулоны, бухты. Таким способом изготавливают, например пленки, листы, трубы, профили и т.д.
Рис.1. Пример высокопроизводительной линии производства рукавной пленки
Технологический состав
В экструзионную линию помимо экструдера и формующего инструмента могут входить: калибраторы, охлаждающие ванны, маркирующее устройство или принтер, тянущее устройство, наматывающее оборудование, пила для резки, устройство для укладки, более узкоспециальное оборудование (каландр, толщиномер, различные штампы, приемное устройство и т.
1. Экструдер.
Основное назначение экструдера можно описать как «плавление и продавливание полимера под постоянным давлением в формующий инструмент». Экструдеры подавляющего большинства применяемых на сегодняшний день линий делятся на одношнековые и двухшнековые. Таким образом, основными составными частями экструдера являются станина, материальный цилиндр, один или два шнека (червяка) с электроприводом вращения, набор электронагревателей и система контроля и регулировки температуры экструзионного цилиндра. Экструдер может быть оснащен дополнительными устройствами для улучшения процесса экструзии, например системой вакуумной дегазации, насосом и фильтром расплава полимера.
2. Формующий инструмент.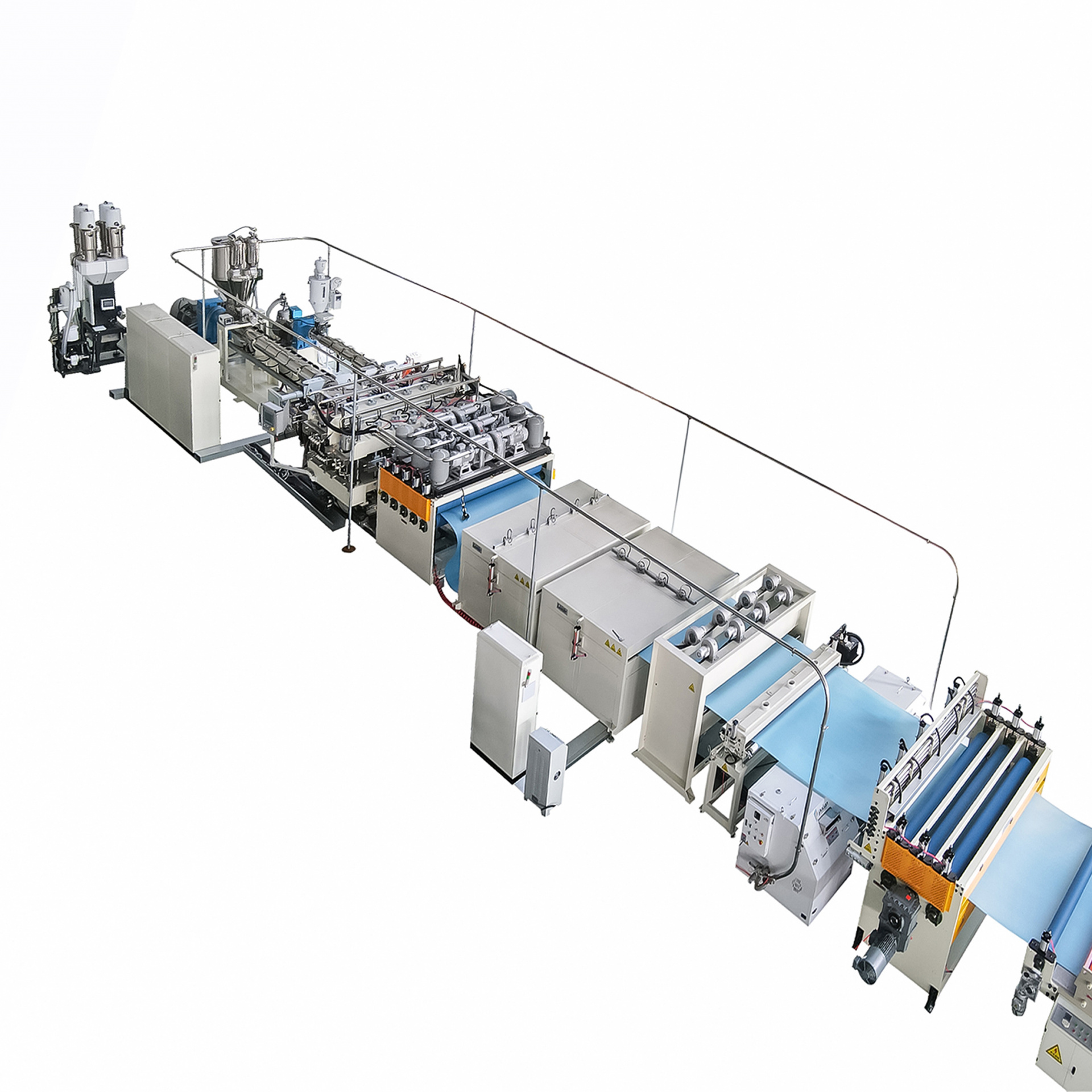
Фильера и экструзионная головка – это инструмент, определяющий какое именно изделие экструдируется на линии. Головка, как правило, также, как и экструдер, имеет встроенную систему обогрева. Качество исполнения формующего инструмента во многом определяет производительность и качество готовой продукции. Экструзионные головки по назначению делятся на плоскощелевые (листы и пленки), кольцевые (пленки и трубы), профильные и прочие.
3. Калибратор.
Для окончательно придания формы и размеров полимерному продукту при экструзии применяют систему калибраторов. Как правило, калибраторы представляют из себя некое продолжение формующего инструмента, куда попадает отформованное в головке изделие, охлаждаясь и фиксируя свою геометрию. Кабилибраторы могут быть «сухого» (при отсутствии контакта с охлаждающей жидкостью) и «мокрого» (при наличии контакта) типа. Экструзионные изделия обычно калибруют по наружному размеру, для чего в калибрующих устройствах применяется вакуум.
4. Охлаждающие ванны.
Ванны охлаждения необходимы для понижения температуры отформованного изделия для безопасной с точки зрения его дальнейшей обработки, протяжки, резки и т.п. Ванн может быть несколько, причем первая, как правило, объединена с калибратором. Охлаждение экструдируемого изделия в ваннах препятствует его дальнейшему короблению и прочим температурным деформациям, например утяжинам.
5. Тянущее устройство.
Устройство вытяжки или протяжки имеет важную роль в процессе экструзии, т.к. вместе с непосредственно экструдером регулирует скорость работы всей линии. В случае неправильной работу тянущего устройства система может начать либо пульсировать, передавливать полимерную массу (в случае низкой скорости), либо экструдат может быть оборван, и работа линии нарушена (при слишком высокой скорости протяжки). Для труб, профилей и лент тянущее устройство обычно представляется собой два кольца из траков, обхватывающих изделие сверху и снизу.
6. Наматывающее или отрезное устройства.
В зависимости от экструдируемого изделия существует два основных типа окончательного его оформления в товарный вид. В случае пленок, лент, штангов, тонких труб и т.п. в состав линии устанавливают наматывающее устройство. В случае листов, профилей, труб большого диаметра – работает отрезное устройство, разделяющее готовый продукт изделие на мерные отрезки.
Рис.2. Простейшая установка с тянущим и намотчиком.
Применение
Все экструзионные полимерные линии объединяет единый технологический процесс производства изделий. Тем или иным способом пластик в виде гранул или порошка поступает через загрузочное отверстие в материальный цилиндр экструдера, нагревается и плавится там, проходит под давлением, создаваемом шнеком через зазор в формующем инструменте, калибруется и охлаждается, протягивается и принимает окончательный вид.
Важно, чтобы все основные узлы работали в синхронном режиме.
В случае применения нескольких экструдеров в составе одной линии применяется процесс коэкструзии или соэкструзии. Такие системы обычно работают с несколькими экструдерами, но одним, хотя и довольно сложным, формующим инструментом и «хвостом» и называются коэкструзионными.
По производительности серийные экструзионные линии варьируются от установок, перерабатывающих несколько килограммов полимера в час, до гигантских систем, перерабатывающих несколько сотен килограммов материала в час. Средняя экструзионная линия для производства пластмассовой продукции может изготовить порядка 30-300 кг/час продукции. Скорость экструзии зависит от производительности экструдера и типа выпускаемой продукции и в случае тонкостенного изделия (пленка, трубка, полоса) на производительных линиях может составлять сотни метров продукта в минуту.
Что такое экструзионная линия и как выбрать экструдер для пластика
Для производства погонажных полимерных изделий применяют экструзионные линии.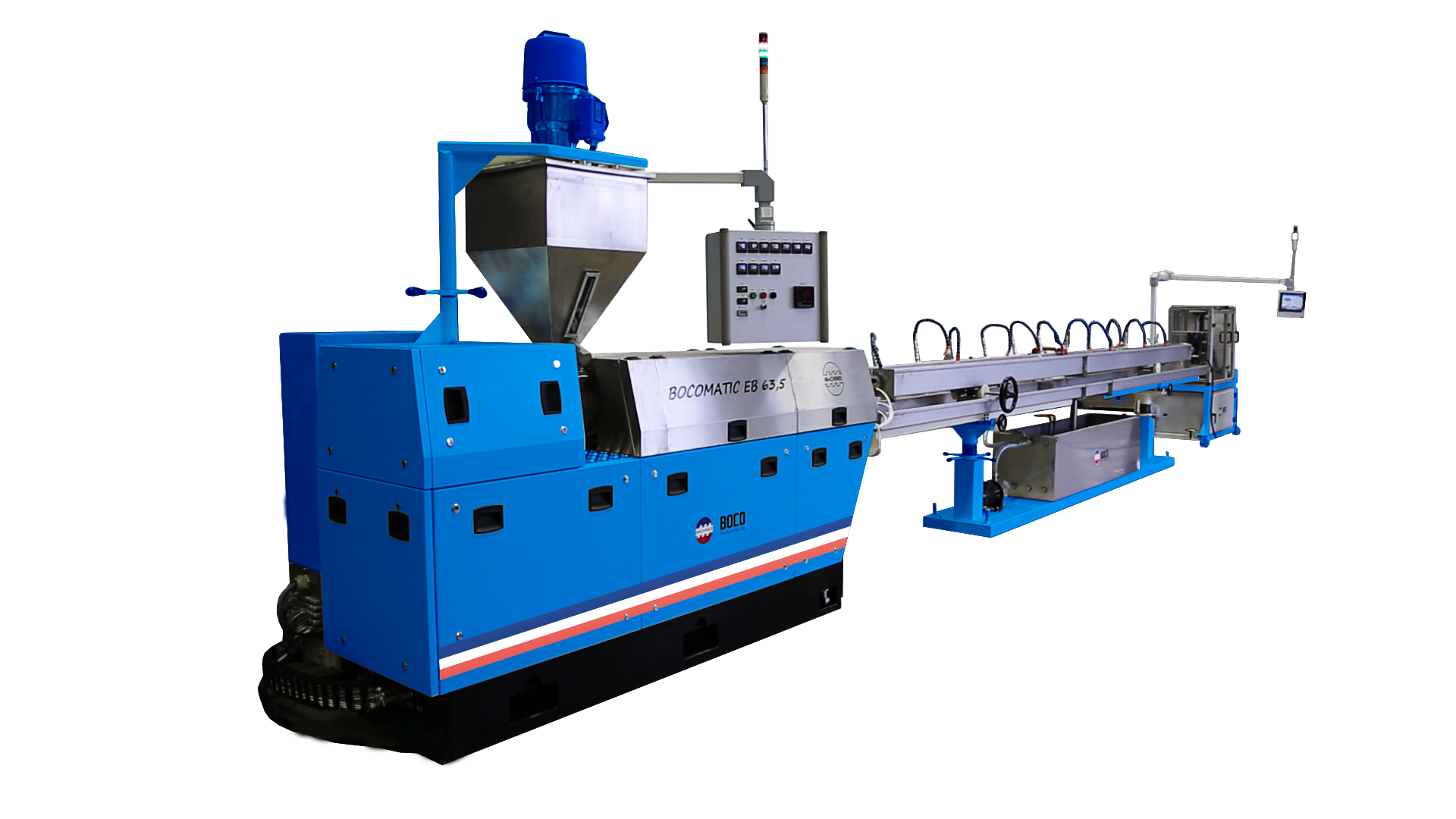 На этом оборудовании изготавливаются плёнки, трубы, листы, профили из различных видов пластика. Всех их объединяет общий технологический принцип получения изделий.
На этом оборудовании изготавливаются плёнки, трубы, листы, профили из различных видов пластика. Всех их объединяет общий технологический принцип получения изделий.
Экструзия – это непрерывный процесс, в ходе которого получают изделия «бесконечной» длины. При экструзии нагретый до температуры плавления (размягчения) полимер под действием давления, создаваемого при помощи экструзионного пресса (шнек+цилиндр), проходит формующий зазор, при этом изделие приобретает форму, соответствующую этому зазору.
Комплектация экструзионной линии
Главный агрегат экструзионной линии – это экструдер. Ниже поговорим о его функциях, требованиях и комплектации. Отметим, что экструзионная линия состоит ещё из ряда узлов. Кроме основного агрегата экструдера в состав экструзионной линии входит постэкструзионная линия. Еще эту часть называют «хвостом» линии.
Обязательными технологическими операциями при экструзии являются операции съёма экструзионной заготовки выходящей из формующего зазора и её охлаждение. Съем экструзионной заготовки с формующего инструмента осуществляется при помощи валков и транспортёров различных конструкций.
Съем экструзионной заготовки с формующего инструмента осуществляется при помощи валков и транспортёров различных конструкций.
Процесс съёма с фильеры сопровождается также процессом вытяжки, поэтому устройства, обеспечивающие этот процесс, ещё называют съёмно-вытяжными.
Например, в процессе плоскощелевой экструзии съем материала, выходящего из щели фильеры осуществляется при помощи валка гладильного каландра, устанавливаемого после экструзионной головки. Съем плёночного полотна (листа) после последнего валка каландра осуществляется при помощи отдельного тянущего устройства.
Финальными операциями экструзионного процесса являются резка, а также намотка готового изделия в бухты, рулоны или укладка в стопы. Эти операции обеспечиваются устройствами как продольной, так и поперечной резки, а также намоточными машинами и укладчиками различных конструкций.
Экструзионные линии
Влияние «хвоста линии» на качество изделия
Скоростной и температурный режим вытяжки изделия на постэкструзионой линии оказывает решающее влияние на качество готового изделия. В конечном итоге это влияет на такие показатели качества, как усадка и коробление. Поэтому важно, чтобы устройства постэктрузионой линии обеспечивали устойчивое поддержание заданных температурных и скоростных параметров.
В конечном итоге это влияет на такие показатели качества, как усадка и коробление. Поэтому важно, чтобы устройства постэктрузионой линии обеспечивали устойчивое поддержание заданных температурных и скоростных параметров.
Важным фактором работы всей экструзионной линии является синхронная работа всех её узлов, что обеспечивается качественной работой регулируемого привода и промышленного процессора.
Функции экструдера
Главный агрегат экструзионной линии – это экструдер. Он отвечает за следующие процессы:
- Движение сыпучих материалов
- Плавление
- Создание давления и перекачивание расплава.
Проще говоря, в экструдер загружается полимерная гранула. Она попадает в материальный цилиндр, куда помещён шнек. Шнек с помощью вращения нагревает материал и создаёт давление. Далее с помощью давления материал подаётся в фильеру.
Конструкция экструдеров разнообразна. Сегодня наибольшее распространение получили одношнековые и двухшнековые экструдеры.
Требования к экструдеру
Главные технологические требования
- Достаточная мощность привода, обеспечивающая устойчивую непрерывную подачу материала к формующему зазору фильеры экструзионной головки.
- Устойчивое поддержание заданного числа оборотов привода, сводящее к минимуму колебания давления в формующем зазоре головки.
- Достаточная длина шнеков и цилиндра обеспечивающая качественную пластикацию материала.
- Возможность быстрого и точного температурного регулирования зон цилиндра экструдера как в режиме нагрева, так и в режиме охлаждения.
Для улучшения качества некоторых процессов экструдер оснащается дополнительными компонентами, являющиеся элементами его оснастки. Например, это могут быть насос и фильтр расплава, а в ряде случаев статический смеситель.
Основная комплектация и список опций экструдеров Neo-Ental
Комплектация и опции экструдеров
Компания Интерпласт — официальный представитель китайского завода Neo-Ental с 2014 года, который занимается разработками и производством экструзионных линий для труб, профиля и листа из пластиков.
Комплектация актуальна для одношнековых, для двухшнековых конических и для двухшнековых параллельных экструдеров. Отметим, что в этих видах экструдеров есть отличия и по комплектации. Они касаются шнеков и нагревателей.
Также между экструдерами для экструзионных линий и для грануляторов и компаундеров могут быть отличия в блоках управления.
Стандартная комплектация экструдеров
- Контроллер Siemens серии S-7
- Главный двигатель экструдера Siemens
- Редукторы FSL
- Частотные преобразователи АВВ
- Контакторы Shneider
- Промежуточные реле Shneider
- Твердотельные реле
- Отображение и контроль ключевых параметров работы оборудования в реальном времени
- Мониторинг сообщений об ошибках
- Устройство автоматической сигнализации
- 3-цветные индикаторы
Использование опций может значительно увеличивать производительность экструдера, снижать энергозатраты, уберегать от перегрева и упрощать мониторинг данных.
Дополнительные опции
- Инфракрасные нагреватели цилиндра
- Транслятор для удалённого мониторинга
- Усиленные шнековые пары с биметаллическим покрытием (для переработки абразивных материалов)
- Счётчик расхода электроэнергии
- Системы кондиционирования шкафов управления.
Также в наших соцсетях мы подробно писали о применении опций и какие задачи они решают. Подписывайтесь!
Как выбрать экструзионную линию
Обращайте внимание на технические характеристики, комплектацию и стоимость экструдера и других узлов. Рынок предлагает множество вариантов от самых дорогих до самых дешевых, но оптимальное соотношение цены и качества чаще где-то посередине.
Также важно, чтобы ваш поставщик мог предоставить вам комплекс услуг по доставке, монтажу, пусконаладке и обучению персонала. Именно в таком подходе работают специалисты Интерпласт.
Оставьте заявку на разработку решения для вашей задачи любым удобным способом.
экструзионных линий | Линия экструзии пластика
13 предметов Фильтр DefaultName A-ZName Z-ASize Small-LargeSize Large-SmallЛиния по производству листов PTI шириной 78 дюймов, с экструдером L/D 6 дюймов, соотношением сторон 36:1, 2003 г.
Деталь: 16235J
Посмотреть подробности
Добавить в предложение
Экструдер Kifel Lowboy 40 мм, с матрицей, вращающейся тележкой, калибровочной клеткой и отводом
Артикул: 16835А
Подробнее
Добавить в предложение
штрангпресс винта близнеца Фаррел 37ММ с окомкователем Гала
Артикул: 19572B
Подробнее
Добавить в предложение
Двухшнековый гранулятор MAS 90 мм, новинка 2017 г.

Артикул: 19872B
Добавить в предложение
Krauss Maffei Линия экструзии профилей/труб малого диаметра, новинка 2015 г.
Артикул: 19884B
Подробнее
Добавить в предложение
14-дюймовая башня для выдувной пленки Killion с матрицей и воздушным кольцом
Артикул: 19163А
Подробнее
Ожидается продажа
1,0-дюймовая высокотемпературная линия гранулирования Wayne
Артикул: 19808А
Посмотреть подробности
Добавить в предложение
Экструзионная линия Cincinnati Milacron/Gruber, 72 мм, новая, 2005 г.

Артикул: 19656C
Подробнее
Добавить в предложение
линия окатышей близнеца винта альфаы кормила 60мм с системой
стренги Артикул: 19782А
Подробнее
Добавить в предложение
Двухшнековый экструдер Steer Alpha, 60 мм
Артикул: 19868B
Посмотреть подробности
Ожидается продажа
Одношнековая линия гранулирования Beier, 120 мм, модель SJ120, 185 кВт, новинка 2018 г.

Деталь: 19855B Смотреть
Подробнее
Добавить в предложение
Линия коэкструзии листов OMV шириной 39 дюймов
Артикул: 19074B
Подробнее
Добавить в предложение
66-дюймовая линия Davis Standard/Mega Coex для листов с экструдерами 4,5 и 2,5 дюйма
Артикул: 19662А
Подробнее
Добавить в предложение
Для широкого круга производственных задач требуется оборудование для экструзии пластмасс, и компания Arlington Machinery является надежным поставщиком инновационных высококачественных решений для механической обработки. Предлагая восстановленные продукты и покупая подержанное экструзионное оборудование, мы обеспечиваем вас инструментами, необходимыми для производства сложных поперечных сечений и индивидуальных конечных продуктов, даже из деликатных и хрупких материалов, обеспечивая вам максимальную отдачу от ваших инвестиций и эффективность, которая улучшает ваше дно. линия.
Предлагая восстановленные продукты и покупая подержанное экструзионное оборудование, мы обеспечиваем вас инструментами, необходимыми для производства сложных поперечных сечений и индивидуальных конечных продуктов, даже из деликатных и хрупких материалов, обеспечивая вам максимальную отдачу от ваших инвестиций и эффективность, которая улучшает ваше дно. линия.
Высококачественные машины для экструзии пластмасс различного назначения
Линии экструзии пластикадля промышленного производства спроектированы так, чтобы проталкивать пластик через головку, которая настроена в соответствии с конкретными требованиями к конечной форме вашего производства. В Arlington у нас есть одно- и двухшнековые экструдеры, экструдеры для моноволокна и пенопласта, а также высокотехнологичные новые и бывшие в употреблении линии экструзии пластика, чтобы помочь вам получить именно тот продукт, который необходим для повышения производительности вашего производственного процесса.
С Arlington Machinery у вас будет доступ к впечатляющему выбору инновационных экструзионных линий и вариантов оборудования, включая:
- Оборудование для экструзии пластиковых листов : Экструзионные машины для производства пластиковых листов предназначены для беспрепятственного производства непрерывного профиля пластиковых пленок и экструзий листов, обеспечивая быстрое и безопасное производство.

- Экструзионные линии по индивидуальному заказу : Мы предлагаем все, от линий экструзии труб и профилей до инновационных, индивидуальных экструдерных линий, чтобы создать идеальное решение для максимальной эффективности вашего производства.
- Экструдеры для пленки с раздувом : Предназначены для производства пластиковых пленок. Экструзия пленки с раздувом работает путем выдавливания расплавленного полимера через специальную головку с образованием плоской пленки для различных применений.
- Оборудование для экструзии литой пленки : Подобно экструзионному оборудованию для производства пленки с раздувом, оборудование для экструзии литой пленки наносит тонкие слои пластика на ряд материалов, включая ленту, картон и бумагу.
- Оборудование для изготовления труб и профилей : Эти экструдеры идеально подходят для эффективного формования труб и труб из ПВХ и полиэтилена высокой плотности.
- Системы регенерации/компаундирования : Высококачественное оборудование для рекуперации/компаундирования от Arlington перерабатывает пластик для повышения прочности или обеспечения дополнительных физических свойств, таких как добавление цвета.

Узнайте больше о наших передовых решениях для экструзионных линий сегодня
Когда вы ищете оборудование и экструзионные линии для промышленного производства, вам нужна гарантия инноваций, качества и высокой эффективности — именно это вы найдете в продуктах Arlington Machinery. Если вы хотите продать бывшее в употреблении экструзионное оборудование или приобрести отремонтированный продукт для своего предприятия, позвоните нам или запросите расценки сегодня, чтобы узнать больше о том, что мы предлагаем.
© 2013 — 2023. Арлингтон Машинери. Политика конфиденциальности · Условия · Карта сайта · Начало страницы
Основные принципы экструзии труб
В Европе насчитывается более 550 производителей трубопроводных систем.
Этот сектор имеет большое значение. И трубы, без сомнения, являются незаменимыми компонентами многих инфраструктур, которые нас окружают. Экструзия трубы на самом деле тема этой статьи.
Линия экструзии труб состоит из различных частей. Экструдер превращает сырьевой пластик в непрерывный трубчатый расплав путем экструзии через кольцевую головку. Затем расплавленная труба проходит через стенд для калибровки или калибровки (который регулирует ее размеры) в резервуар для охлаждения. После охлаждения труба проходит по тянущему устройству на резальную машину, где ее разрезают на конечные отрезки или наматывают.
Одношнековые или двухшнековые экструдеры используются для производства труб.
Профиль или труба вытягиваются с помощью тягового устройства, так что линия всегда находится в движении. Наконец, в зависимости от гибкости продукта, устройство для резки или намотки подготавливает продукт к распределению.
В голове кроется большая часть секрета хорошего продукта. Это может быть модель с портальным стержнем, со спиралью или с боковой подачей. Каждая из этих конструкций обеспечивает различный поток.
Калибровочный стенд, если говорить о трубопроводах, имеет функцию придания трубе определенного диаметра и круглой формы, которая требуется изделию. Вы можете выполнить калибровку с использованием вакуума или давления.
* Система охлаждения труб
Для гладких труб наиболее распространенной системой является вакуумная калибровка. Вакуум, создаваемый на внешней стороне трубы, позволяет полимеру, податливому благодаря высокой температуре, оставаться в контакте с металлической головкой трубы, внутренний диаметр которой равен внешнему диаметру продукта.
В случае гофрированных труб при калибровке вакуума используются те же принципы, что и для гладких труб. В калибровке гофрированная труба , сжатый воздух проникает через отработанные в головке каналы и впрыскивает материал в еще горячую экструдированную трубу. Создаваемая разность давлений формирует поверхность пластиковой трубы, прижимая ее к системе, придавая изделию необходимую гофрированность.
Создаваемая разность давлений формирует поверхность пластиковой трубы, прижимая ее к системе, придавая изделию необходимую гофрированность.
И вот, мы добрались до бака-охладителя, устраняющего остаточное тепло трубы, остающееся на выходе из калибровочного бака. важность охлаждения, заключается в стабильности, которую приобретает пластик, чтобы не деформироваться при прохождении через тянущее устройство, где труба подвергается давлению, которое может привести к изменению требуемой круглой формы.
Можно охладить с помощью распыления или погружения в ванну. Первая система используется для труб большого диаметра, где скорость производства низкая, а спрей позволяет достичь эффективного охлаждения. При погружении трубка проходит через емкость, заполненную водой, при постоянном охлаждении.
После охлаждения он проходит к Отводящему устройству , которое создает всю силу, которая, так или иначе, тянет профиль или трубу, чтобы извлечь ее из экструзионной линии.