Для чего нужен кормовой экструдер
Примерно 60 лет назад, на рынке нашей страны начали появляться кормовые экструдеры, которые существенно упростили переработку зерна. В этой статье вы узнаете, что собой представляет кормоэкструдер, для чего он предназначен, чем будет полезен.
Что такое экструдер
Кормоэкструдер – это машина, которую используют, для приготовления кормов путем экструзийнной переработки зерна и получения высококачественного комбикорма для сельскохозяйственных животных.
Экструзия – это сложный процесс, в результате которого сырье расплавляется, а затем выдавливается через фильеры – специально предназначенные отверстия.
Экструзивный процесс длится всего 30 секунд. За это время происходит сразу несколько процессов:
- сжатие зерна с помощью специальных шнеков;
- температурный скачок, за счет высокого давления;
- благодаря гидроудару влаги, которую содержит зерно, происходит взрыв и увеличение объема.
В конечном результате готовый продукт имеет вид вспененных зерновых жгутиков, палочек с низким содержанием влаги.
Зачем нужен экструдер
Зачастую обычное зерно содержит много влаги, а это способствует развитию патогенных микроорганизмов. Использование такого зерна в качестве корма для сельскохозяйственных животных отрицательно скажется на их здоровье.
Если вы стремитесь эффективно заниматься животноводством, то зерновой экструдер просто необходим вашему хозяйству. С его помощью вы будете изготавливать абсолютно безопасные корма для животных, ведь в процессе переработки зерно поддается термической обработке. Эго температура достигает 180оС. При таком нагревании все патогенные микроорганизмы и грибки уничтожаются.
К тому же простое зерно содержит много крахмала, который плохо усваивается животными. В процессе переработки он гидролизируется, корм становится легкоусвояемым. Кроме этого повышаются вкусовые качества корма и его перевариваемость. Используя полученный экструдированый комбикорм в рационе ваших животных, вы заметите у них улучшение обмена веществ и ускорение роста.
Изготавливать комбикорм вы можете из любых зерновых культур: пшеницы, ячменя, овса, гороха, кукурузы, сои и других.
Для получения хорошего комбикорма следует выбирать качественные кормовые экструдеры. Купить такой экструдер можно в компании Кийко, которая предоставляет вашему вниманию только высококачественные и надежные устройства.
Поделиться:
www.kv.com.ua
Ручной сварочный экструдер как аппарат для соединения пластика
 Среди обильного многообразия сварочных аппаратов на современном рынке особое место занимает ручной сварочный экструдер. Ручной экструдер для сварки представляет собой аппарат для соединения изделий из полиэтилена, полипропилена, пропилена, иных разновидностей пластмасс, пластиковых листов, пленки, ёмкостей (бочек, бассейнов и прочее), колодцев, детских горок и так далее. Редко используется для соединения изделий из ПВХ. Не подлежит для использования в сварке трубопроводов, так как прочность таких соединений не более 80%, они не будут герметичными.
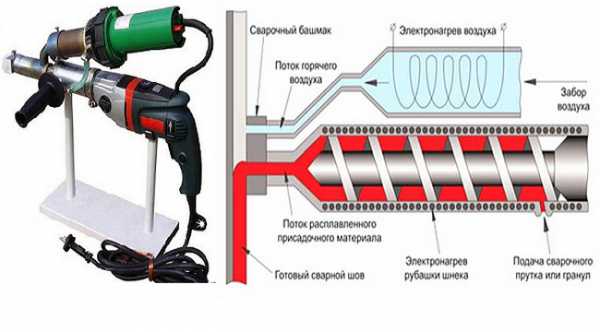
Среди обильного многообразия сварочных аппаратов на современном рынке особое место занимает ручной сварочный экструдер. Ручной экструдер для сварки представляет собой аппарат для соединения изделий из полиэтилена, полипропилена, пропилена, иных разновидностей пластмасс, пластиковых листов, пленки, ёмкостей (бочек, бассейнов и прочее), колодцев, детских горок и так далее. Редко используется для соединения изделий из ПВХ. Не подлежит для использования в сварке трубопроводов, так как прочность таких соединений не более 80%, они не будут герметичными.Принцип работы этого аппарата заключается в следующем: горячий воздух подаётся из сопла экструдера и нагревает пространство (сварочная канавка или стык) между плоскостями деталей, доводя их до состояния пластика. Вместе с тем пруток подается в рабочую зону оборудования, нагревается и смешивается со шнеком (или диском), а затем образует однородную массу из пластика. Сквозь фильеру или сварочный башмак выдавливается полимер в расплавленном состоянии, затем после полного остывания получается готовый шов. Выдавливание полимера можно представить как выдавливание зубной пасты из тюбика.

Требование к идеальной чистоте при этом виде сварки самые жесткие. Тщательно очистить поверхности необходимо непосредственно перед началом сварки.
Соединяемые поверхности должны быть одинаковыми. Под этим понятием в данном ключе понимается одинаковый химический состав, плотность и текучесть материала. Пруток по этим показателям должен быть идентичный свариваемым деталям.
Содержание статьи
Виды ручного сварочного экструдера
- Шнековые (присадочный материал расплавляется в шнековом (экструзионном) отделении аппарата и выдавливается наружу с помощью шнека). Присадочный материал – это пруток или специальные гранулы, которые помещаются в шнековое отделение и уже там под воздействием высокой температуры при взаимодействии со шнеком становятся однородной массой, готовой к использования.
- Безшнековые или плунжерного типа. Пруток в таких экструдерах нагревается сначала с помощью электронагревателей вокруг области нагрева, а задняя твердая часть присадочного материала выступает в качестве поршня для передней уже вязкой массы.
- Комбинированные (сочетаются два вышеизложенных вида).
Безшнековые сварочные экструдеры обладают меньшей производительностью по сравнению со шнековыми. Но есть и плюсы: лёгкость и компактность, что позволяет использовать его в труднодоступном месте.
Особенность и приоритетность использования обусловлена следующими факторами.
- Ручной экструдер для сварки может варить изделия с толстыми стенками.
- Быстрая скорость сварки.
- Сведение к минимуму человеческого фактора. Здесь не требуется следить за состоянием сварочной ванны, как при сварке металла, контролировать правильное выведение сварочного шлака, выводить «ёлочки» и «зигзаги». Использовать это оборудование новичку будет проще всего.
Ручной сварочный экструдер: схема работы
При осуществлении соединения обе детали должны быть нагреты. Ручной сварочный экструдер для целей нагревания поверхностей перед выдавливанием присадочного материала может содержать в своей конструкции специальный нагреватель потока воздуха или по-другому термофен. Также нагретый поток воздуха может идти от внешнего оборудования: компрессор или пневмосеть организации. Нагрев присадочного материала осуществляется с помощью специальных электрических нагревателей вокруг шнековой (экструзионной) камеры. Но в более старых экструдерах нагрев камеры происходит с помощью горячего воздуха, который используется для нагрева зоны сварки. Перед нагревом области сварки воздух проходит вокруг шнекового отделения и расплавляет присадочный материал. Присадочный материал в расплавленном виде выходит наружу в зону сварки через сварочный башмак.

Сварка экструдером чаще всего применяется для полиэтилена низкого давления, полипропилена и других видов термопластов первой группы. У этого вида термопластов разница температуры расплавленного состояния и состояния термодеструкции около 50 градусов. Это говорит о том, что даже большой перегрев материала (примерно на 30-40 градусов) не способен сильно повредить его.
К термопластам второй группы относятся ПВДФ и ПВХ. У них разница температур между термодеструкцией и текучим состоянием материала незначительная, поэтому при сварке жесткие требования к работе отдела нагрева. При работе с термопластами второй группы существуют особые требования к шнеку, он должен быть специальной формы, чтобы более тщательно перемешивать массу, не допуская перегрева.
Также в процессе работы с ПВХ и ПВДФ экструдер не должен выключаться и/или долго находится в режиме ожидания.
Виды сварочных швов.
Существует несколько видов швов экструдером:
- V-типа
- Х-типа
- К-типа
- HV-типа
- Double HV-типа
- Е-типа
- F-типа
Шов после сварки экструдером получается за один раз.

Подготовительный этап сварки пластика
Отличительной особенностью экструзионной сварки является ее подготовительный этап. Малейшее загрязнение поверхностей будет причиной для некачественного шва (многие термопласты при воздействии воздуха подвержены процессу окисления). Поэтому очищение кромок нужно делать непосредственно перед сваркой – чтобы прошло не более 20 минут. В противном случае вам будет необходимо очистить поверхности заново. Для очищения не рекомендуется использовать растворитель.
Выполнение сварки экструдером
Если аппарат используется не впервые, тогда нужно удалить присадочный материал, используемый ранее. Даже если он того же состава. Повторный нагрев присадочного материала снижает его прочность.

Перед непосредственным началом сварки необходимо снять блокировки холодного пуска, нагреть аппарат и сварочный башмак до температуры, необходимой для работы, настроить производительность.
В процессе сварки необходимо поддерживать нужный угол наклона сварочного аппарата в зависимости от вида проделываемого шва. Если вам необходимо сделать перерыв, то экструдер нужно поставить на специальную подставку. Если перерыв планируется длительный – уменьшите температуру примерно на 40-50 градусов. Такое понижение температуры позволит приостановить нагревание присадочного материала и быстро возобновить работу.
Таким образом, сварка ручным сварочным экструдером является одной из самых несложных в применении среди остальных видов сварки и с применением других аппаратов. Совсем не необходимо быть профессионалом. Нужно лишь соблюдать инструкцию по эксплуатации экструдера и соблюдать вышеизложенные правила при работе с аппаратом и свариваемыми материалами.
svarkaed.ru
Экструдер для производства пеллет — делаем своими руками
Здравствуйте уважаемые читатели и подписчики блога, на связи с вами Андрей Ноак! Сегодня я расскажу вам как сделать экструдер для производства пеллет в домашних условиях.
Введение
Как говорится каждому свое. Кто то делает десятки тонн пеллет в сутки на большом современном производстве, а кому то нужен обычный небольшой гранулятор для переработки соломы, опилок или других отходов. Вот такой небольшой гранулятор мы сегодня и рассмотрим.
Сразу хочется сказать, перед прессом должно быть предусмотрено сито или хотя бы сетка и магнит, которые будут отделять крупную фракцию от мелкой и отсортировывать металлические примеси.
Бывают случаи попадания в гранулятор гаек, ключей, металлических предметов, при переработке кормов могут попадаться камешки и галька. Это сразу ведет к выходу из строя каких то частей экструдера, а может даже и к полному его выходу из строя. Поэтому дешевле перестраховаться и снизить вероятность попадания того что не должно.
Гранулятор или экструдер?
Как вы уже поняли гранулятор и экструдер хоть и делают гранулы, но по своему строению отличаются и прежде чем делать какой то станок нужно для себя понять какой конкретно станок вам нужен.

Состоит экструдер или как его еще называют шнековый пресс из:
- Шнека;
- Матрицы;
- Корпуса;
- Мотор редуктора.
Такой пресс как правило применяется, как я уже говорил, в домашних условиях, для переработки десятков килограмм отходов. К примеру загранулировав сухие опилки, можно их подмешивать к углю и снизить потребление покупного угля. А можно гранулировать солому и потом гранулы делать подсыпкой к животным. Вариантов использования много и описывать в данной статье я их все не буду.
Давайте же посмотрим отличия шнекового пресса от обычного гранулятора:
- Изготовление шнекового, в небольшой мастерской будет гораздо проще чем гранулятора;
- Более простое строение — более надежная конструкция;
- Производительность такого станочка будет гораздо ниже, и если грануляторы идут от 300 кг/час, то шнековые будут до 300 кг/час. Можно конечно сделать и с большей производительностью, но это будет очень большая машинка;
- Гораздо более простая матрица, которую можно сделать проще на обычном токарном станке.
Инструменты
Давайте посмотрим что нам понадобиться в процессе изготовления:
- Сварочный аппарат;
- Токарный станок;
- Сверлильный станок, дрель не рекомендуется (отверстия кривые выходят;
- Болванка металлическая под матрицу;
- Трубы для корпуса пресса;
- Прут металлический 10 мм;
- Подшипники — 2 шт., выбираются в зависимости от диаметра посадочного отверстия;
- Мотор редуктор.
Изготовление
Подготовка, составление чертежей
Перед изготовлением нужно для себя определить какие размеры будут у вашего станка, каким диаметром шнек и какая матрица. Я не буду сейчас давать какие то конкретные цифры, так как в каждом случае это индивидуально. У кого то подшипники есть маленько другого размера, зачем ему покупать то что я говорю?
Итак вам нужно будет расчертить все размеры на бумаге. Но сделать это лучше только после прочтения данной статьи, чтобы чертить сразу с учетом всех нюансов.
Шнек
Первое, с чего начинается изготовление это шнек. Для его производства не нужно каких то супер станков, будет достаточно того о чем я писал ранее.
Начинается изготовление с выбора вала, затем проточка посадочных под подшипники и наварка прута. Чем больше шаг, тем будет меньше давление на матрицу, но больше производительность. Чем же меньше шаг, тем меньше производительность пресса, но больше давление.
После наварки прута, обрабатываем его болгаркой. Наш шнек готов! Чтобы все было более понятно вот вам пошаговое видео:
Матрица
Для матрицы подойдет обычная сталь 45, на видео ниже ее изготавливают из нержавейки. Нержавейка будет дольше ходить, но на такой производительности вопрос износа матрицы стоит не столь остро. Если к примеру завод делает 20 тыс тон пеллет и у него выходит из строя матрица.
Небольшая матрица из железа вам отслужит 3 — 5 лет без проблем, его проще найти чем нержавейку.
Наружный диаметр матрицы должен быть равен наружному диаметру шнека.
Разметка фильер матрицы может производиться как на видео ниже, прямо на токарном станке, так и накладкой бумажного чертежа с отверстиями на заготовку и затем накернение и рассверливаете, в общем в этой статье имеется подробная инструкция. На видео ниже показан первый способ изготовления.
Не забываем — последний этап, это зенковка матрицы!Корпус
Для изготовления гильзы нам понадобиться труба. Можно не делать как на видео сложный корпус состоящий из трех частей. Достаточно взять одну трубу в качестве главного корпуса и вставить в нее сменную гильзу. Гильза приваривается (правильнее прихватывается) к главной трубе. Использование гильзы как показано на видео повышает ресурс работы станка.
Нужно добиться такого эффекта, чтобы гильза внутри не прокручивалась с шнеком.
Не забываем про изготовление загрузочного отверстия. Его также не нужно изготовить из куска трубы меньшего диаметра.
По торцам основного корпуса устанавливаются фланцы. Хотя тут уже смотрим видео, на нем все подробно показано.
При установке подшипников, я бы рекомендовал конусные роликовые. Они более устойчивы к нагрузкам.
Мои книги и услуги
Совсем недавно у меня вышла книжечка. Отличное руководство для тех кто хочет организовать не просто домашний пресс, а большое и крупное производство гранул. В книге даются фишки по технологии, которые я наработал сам, методом проб и ошибок. Более подробно о книге можно узнать в разделе «МОИ КНИГИ».

Кроме книги могу предложить свои услуги в подборе под вас конкретного оборудования, могу проконсультировать как и что лучше сделать чтобы избежать каких то проблем уже при эксплуатации оборудования. Для того чтобы связаться со мной, нужно обратиться в поддержку (см. верхнее меню).
Удачи и до новых встреч, с вами был Андрей Ноак!
andreynoak.ru
Что такое экструдирование?
Что такое экструдирование?
В основе экструдирования лежат несколько процессов: температурная обработка продукта под давлением, механическое деформирование продукта: «взрыв» продукта во фронте ударного разряжения, и, как следствие предыдущих механизмов, изменение химического состава конечного продукта. После тепловой обработки улучшаются вкусовые качества кормовых средств, так как образуются различные ароматические вещества, значительно возрастает активность ферментов для переваримости кормов, а также происходит нейтрализация некоторых токсинов и гибель их продуцентов. Продукт обрабатывают в пресс – экструдере при давлении до 40 атмосфер и температуре до 200 ºС. После этого из экструдера выходит вспученный, пористый продукт в виде жгута (стренга) диаметром 20-30 мм, с объемной массой 100-120 г/см3 и влажностью около 7-9%. В процессе экструдирования происходят глубокие деструктивные изменения в питательных веществах. Так крахмал расщепляется до декстринов и сахаров, протеины подвергаются денатурации.В результате такой комплексной обработке получают экструдант с приятным вкусом и запахом.
При такой уникальной обработке практически удваивается питательная ценность продукта. Кроме того, на процесс экструдирования практически не влияют такие факторы как влажность перерабатываемого продукта и засоренность семенами других культур и семенами сорняков – все идет в дело. Другими словами, минуя процесс сушки и сортировки, производится великолепный корм для скота. Единственное требование к сырью при экструдировании, это отсутствие земли, камней, соломы и прочего механического мусора. Даже обработка влажного залежалого зерна, уже имеющего запах аммиака, превращала зерносмесь в прекрасный корм. После экструдирования так называемых «мертвых отходов», оболочки гречки – десятилетиями накапливаемых на токах, получен корм для овец и свиней.
Сейчас же происходит то, что можно сравнивать с кормлением животных конфетами в свинцовой оболочке – животное усваивает лишь половину, поскольку почти вся энергия уходит на переваривание «обертки». В итоге, мы просто поддерживаем жизнедеятельность животных, добиваясь получения высокой продуктивности путем несоизмеримо высоких затрат. При экструдировании зерна и зерноотходов, половина работы желудка животного выполняется экструдером и поэтому энергия корма целиком идет на строительство организма животного и получения более дешевых показателей продуктивности.
Экструдированные корма незаменимы при выращивании молодняка животных: крупного рогатого скота, свиней, лошадей, кроликов и т.д.. Не секрет для практикующих ветврачей и зоотехников, что 90% гибели молодняка происходит из-за болезней кишечно-желудочного тракта, либо инфекций, занесенных через пищеварительную систему. Животное в раннем возрасте наименее защищено именно здесь. Так при неоднократных исследованиях экструдированого корма мы убеждались – корм практически стерилен после 3-4 месячного хранения в обычных складских условиях. Даже мясокостная мука – наиболее подверженная бактериальному осеменению, после экструдирования в составе смеси, при хранении не меняет своих свойств. При кормлении молодняка экструдантом гибель животных от кишечно-желудочных заболеваний снижается в 1,5-2 раза. Но и в дальнейшем при переходе на грубые корма животное в раннем возрасте, не измученное кишечными расстройствами, значительно обгоняет своих сверстников в росте.
При влажности комбикорма 12-14% естественное разложение витаминов происходит значительно интенсивнее, чем в экструданте (влажность 7-9%). При экструдировании воздействие высоких температур происходит по длительности 10-12 сек., за этот период времени витамины не подвергаются разрушению. Из практических наблюдений за животными, особенно поросятами, специалисты прекрасно знают, сколько комбикорма при кормлении на своих «пятачках» они выбрасывают в подстилку из кормушки, а это 5-8% от общего веса корма. С экструдированными кормами этого не происходит, поскольку животное не «зарывается» в корм, ему удобно поедать экструдант с поверхности кормушки. Экструдант, кроме того, обладает хорошими абсорбирующими свойствами, поэтому он может служить профилактическим средством при желудочно-кишечных расстройствах.
В некоторых случаях применение продуктов экструдирования является единственной разумной возможностью достижения окупаемости затрат и получения прибыли. Речь идет о молочном животноводстве. Для эффективной получения высокой молочной продуктивности, а без нее, при нынешних условиях производства, затраты на производство окупаются к единичных предприятиях, необходимо очень интенсивное кормление коров. Коров необходимо обеспечивать защищенным протеином и защищенным жиром.
Защищенный протеин не расщепляется в рубце, проходя его транзитом, и переваривается в тонком отделе кишечника. Благодаря этому основная масса высвободившихся аминокислот всасывается в кровь и используется в процессе синтеза белков молока.
Защищенный жир также проходит рубец транзитом и всасывается в тонком отделе кишечника в виде свободных жирных кислот. Это обеспечивает достаточный уровень обменной энергии, необходимый для высокой молочной продуктивности.
Чтобы иметь эти компоненты в кормах коровы необходимо покупать специальные белковые добавки, как правило произведенные процессом экструдирования сои. Или можно установить свою линию экструдирования сои, вырастив или купив исходное сырье. Излишнее масло при этом подлежит удалению при помощи маслопресса. Причем полученное масло является ценным дополнительным продуктом для реализации по высоким ценам.
В результате экструдирования сои в смеси с подсолнечным жмыхом получается уникальный продукт, содержащий в себе как перевариваемый в рубце, так и защищенный протеин, а также защищенный жир. Этот уникальный кормовой продукт широко используется в США.
Мы можем предложить Вам полные комплекты технологических линий экструдирования с использованием основных рабочих устройств (экструдеры, нормализующие шнеки, маслопресса, охладители) и вспомогательных устройств производства американских или европейских производителей (нории, шнеки, транспортеры, дробилки, уличные бункеры сырья, готовой продукции, оперативные бункеры). Мы имеем опыт и можем разработать для Вас системы полной автоматизации и визуализации технологических процессов (на базе процессов Siemens), электроснабжения и безопасности рабочих устройств. Оборудование доставим до Вашего склада и предложим услуги шеф-монтажных или монтажных работ. В дальнейшем обеспечим гарантийное и сервисное обслуживание.
Возврат к спискуbasu-rus.com
Экструзия (технологический процесс) — это… Что такое Экструзия (технологический процесс)?
У этого термина существуют и другие значения, см. Экструзия. Пищевой экструдер Shtak-72 Экструдер в линии по производству пластикового плинтуса Алюминиевые детали, полученные методом экструзииЭкстру́зия (от позднелат. extrusio — выталкивание) — технология получения изделий путем продавливания расплава материала через формующее отверстие. Обычно используется в производстве полимерных (резиновых смесей, пластмасс, крахмалсодержащих и белоксодержащих смесей), ферритовых изделий (сердечники), а также в пищевой промышленности (макароны, лапша и тп.), путем продавливания расплава материала через формующее отверстие экструдера.
Экструзия представляет собой непрерывный технологический процесс, заключающийся в продавливании материала, обладающего высокой вязкостью в жидком состоянии, через формующий инструмент (экструзионную головку, фильеру), с целью получения изделия с поперечным сечением нужной формы. В промышленности переработки полимеров методом экструзии изготавливают различные погонажные изделия, такие, как трубы, листы, плёнки, оболочки кабелей, элементы оптических систем светильников- рассеиватели и т. д. Основным технологическим оборудованием для переработки полимеров в изделия методом экструзии являются одночервячные, многочервячные, поршневые и дисковые экструдеры.
Экструдер — машина для формования пластичных материалов, путем придания им формы, при помощи продавливания (экструзии) через профилирующий инструмент (экструзионную головку).
Экструдер состоит из: корпуса с нагревательными элементами; рабочего органа (шнека (винт Архимеда), диска, поршня), размещённого в корпусе; узла загрузки перерабатываемого материала; силового привода; системы задания и поддержания температурного режима, других контрольно-измерительных и регулирующих устройств. По типу основного рабочего органа (органов) экструдеры подразделяют на одно-, двух- или многошнековые (червячные), дисковые, поршневые (плунжерные) и др. Двухшнековые экструдеры в зависимости от конфигурации шнеков могут быть параллельными или коническими. В зависимости от направления вращения — с сонаправленным или противонаправленным вращением шнеков.
Виды экструзии
- Холодная синяя экструзия — возможны только механические изменения в материале вследствие медленного его перемещения под давлением и формованием этого продукта с образованием заданных форм.
- Теплая экструзия — сухие компоненты сырья смешиваются с определенным количеством воды и подают в экструдер, где наряду с механическим его подвергают еще и тепловому воздействию. Продукт нагревается извне. Получаемый экструдат отличается небольшой плотностью, незначительным увеличением в объёме, пластичностью, а также ячеистым строением. Иногда экструдату необходимо подсушивание.
- Горячая экструзия — процесс протекает при высоких скоростях и давлениях, значительном переходе механической энергии в тепловую, что приводит к различным по глубине изменениям в качественных показателях материала. Кроме того, может иметь место регулируемый подвод тепла как непосредственно к продукту, так и через наружные стенки экструдера. Массовая доля влаги в сырье при горячей экструзии составляет 10…20 %, а температура превышает 120 °C.
Применение экструзионной технологии
Химическая промышленность
В химической промышленности метод экструзии применяется для нагрева, пластификации, гомогенизации и придания необходимой формы исходному сырью. Химический состав конечного продукта при этом идентичен химическому составу исходного сырья, что позволяет добиваться стабильного качества продукта прибегая при этом к минимальному количеству настроек экструдера, этим объясняется относительная простота машин, работающих в химической промышленности. Методом экструзии в химической промышленности изготавливают различные погонажные изделия, такие как трубы, листы, плёнки, оболочки кабелей, элементы оптических систем светильников — рассеиватели и т. д.
Пищевая промышленность
В пищевой промышленности метод экструзии применяется намного шире. В ходе процесса под действием значительных скоростей сдвига, высоких скоростей и давления, происходит переход механической энергии в тепловую, что приводит к различным по глубине изменениям в качественных показателях перерабатываемого сырья, например денатурация белка, клейстеризация и желатинизация крахмала, а также другие биохимические изменения.
Экструзионные продукты, получаемые на пищевых экструдерах
- пельмени
- кукурузная палочка
- подушечки и трубочки с начинкой
- хрустящие хлебцы и соломка
- фигурные сухие завтраки
- хлопья кукурузные и из других злаков
- быстрозавариваемые каши
- детское питание
- фигурные чипсы
- экструзионные сухарики
- мелкий шарик из риса, кукурузы, гречи, пшеницы, для наполнения и обсыпки шоколадных изделий, мороженого и других кондитерских изделий
- пищевые отруби
- набухающая мука, панировка
- продукты вторичной переработки хлеба
- соевые продукты: соевый текстурат, концентрат (применяются в производстве колбасы, сосисок, котлет и т. д.), кусковые соевые продукты (фарш, гуляш, бифштекс, тушенка и т. д.)
- продукты переработки отходов животноводства
- модифицированный крахмал
- реагент на основе крахмала применяемый в нефте- и газодобыче
- строительные крахмалсодержащие смеси
- основы для клеев
Комбикормовая промышленность
- полножирная соя
- зерновые экструдаты
- корма для кошек, собак, домашних грызунов, крупного рогатого скота
- корма для промысловых и аквариумных рыб
Производство твердого биотоплива
Одним из наиболее популярных методов получения топливных брикетов является использование специальных экструдеров. Процесс предствляет собой прессование шнеком отходов (шелухи подсолнечника, гречихи и т. п.) и мелко измельченных отходов древесины (опилок) под высоким давлением при нагревании от 250 до 350 С°. Получаемые топливные брикеты не включают в себя никаких связующих веществ, кроме одного натурального — лигнина, содержащегося в клетках растительных отходов. Температура, присутствующая при прессовании, способствует оплавлению поверхности брикетов, которая благодаря этому становится более прочной, что немаловажно для транспортировки брикета.
См. также
Ссылки
| В этой статье не хватает ссылок на источники информации. Информация должна быть проверяема, иначе она может быть поставлена под сомнение и удалена. Вы можете отредактировать эту статью, добавив ссылки на авторитетные источники. Эта отметка установлена 28 июля 2012. |
dic.academic.ru
Ответы@Mail.Ru: что такое экструдер?
ЭкструL9;зия (от позднелат. extrusio — выталкивание) — технология получения изделий путем продавливания расплава материала через формующее отверстие. Обычно используется в производстве полимерных (резиновых смесей, пластмасс, крахмалсодержащих и белоксодержащих смесей) , ферритовых изделий (сердечники) , а также в пищевой промышленности (макароны, лапша и тп.) , путем продавливания расплава материала через формующее отверстие экструдера.Экструзия представляет собой непрерывный технологический процесс, заключающийся в продавливании материала, обладающего высокой вязкостью в жидком состоянии, через формующий инструмент (экструзионную головку, фильеру) , с целью получения изделия с поперечным сечением нужной формы. В промышленности переработки полимеров методом экструзии изготавливают различные погонажные изделия, такие, как трубы, листы, плёнки, оболочки кабелей, элементы оптических систем светильников- рассеиватели и т. д. Основным технологическим оборудованием для переработки полимеров в изделия методом экструзии являются одночервячные, многочервячные, поршневые и дисковые экструдеры.
Экструдер — машина для формования пластичных материалов, путем придания им формы, при помощи продавливания (экструзии) через профилирующий инструмент (экструзионную головку) .
Экструдер состоит из: корпуса с нагревательными элементами; рабочего органа (шнека (винт Архимеда) , диска, поршня) , размещённого в корпусе; узла загрузки перерабатываемого материала; силового привода; системы задания и поддержания температурного режима, других контрольно-измерительных и регулирующих устройств. По типу основного рабочего органа (органов) экструдеры подразделяют на одно-, двух- или многошнековые (червячные) , дисковые, поршневые (плунжерные) и др. Двухшнековые экструдеры в зависимости от конфигурации шнеков могут быть параллельными или коническими. В зависимости от направления вращения — с сонаправленным или противонаправленным вращением шнеков.
otvet.mail.ru
Что такое экструзия?
Главная > Кормовое сырье > Что такое экструзия?2 октября 2015 Просмотры
По материалам Extrutec’2012 conference
Это способ обработки сырья, при котором масса механически пропускается через винтовой рабочий орган экструдера, поддаваясь воздействую температурой в 120-150°С и высоким давлением (до 40 атмосфер) на протяжении нескольких секунд. Далее разогретая зерновая масса из винтовой части с высоким давлением попадает в область низкого давления на выходе из оборудования, за счет чего происходит «взрыв» — продукт увеличивается в объёме, разрываются связи на клеточном уровне. Из экструдера выходит вспученный пористый продукт в виде жгута.
В процессе экструдирования происходят глубокие изменения в структуре питательных веществ: крахмал распадается на простые сахара, протеины подвергаются денатурации, в бобовых дезактивируются антипитательные вещества, обеззараживается вредная микрофлора. То есть питательные вещества, содержащиеся в кормах становятся намного доступнее. При этом аминокислоты и витамины не разрушаются, благодаря кратковременности процесса. Экструдат при транспортировке не расслаивается и не пылит.
Экструзия объединяет в одном процессе несколько стадий обработки сырья:
 — тепловую: сырье нагревается до 120-150°С, что повышает перевариваемость питательных веществ, улучшает вкусовые качества, снижает содержание антипитательных веществ бобовых культур (ингибиторы трипсина, активность уреазы в сое)
— тепловую: сырье нагревается до 120-150°С, что повышает перевариваемость питательных веществ, улучшает вкусовые качества, снижает содержание антипитательных веществ бобовых культур (ингибиторы трипсина, активность уреазы в сое)
— стерилизацию: воздействие температуры и давления полностью уничтожает болезнетворные микроорганизмы, что позволяет использовать метод экструзии для переработки отходов с боен и т.п.
— увеличение объема: в следствии разрыва стенок клеток (как растительных, так и животных) питательные вещества становятся более доступными, что повышает энергетическую ценность продукта
— измельчение и смешивание: не смотря на то, что часть сырья дробится и перемешивается перед подачей, в камерах ствола экструдера эти процессы продолжаются до тех пор, пока продукт не становится полностью однородным
— обезвоживание: за несколько секунд пребывания сырья в экструдере содержание влаги снижается на 50% от исходной
Где применяют экструзию?
- Производство пищевых продуктов – соевые продукты (соевое мясо, соевый фарш), каши быстрого приготовления, сырье для кондитерской промышленности, сухие завтраки и т.д.
- Производство белкового сырья для комбикормов – экструдированная полножирная соя, экструдированный соевый жмых; экструдированные отходы боен, мясокомбинатов, птицефабрик
- Производство экструдированного зерна (пшеница, кукуруза, ячмень, горох и т.д.) для использования в комбикормах для молодняка
- Производство соевого масла
Примеры продуктов экструдирования для кормления сельскохозяйственных животных
Экструдированный соевый жмых
Экструдированное зерно кукурузы
Экструдированное зерно пшеницы
Экструдированные отходы мясопереработки
Производство экструдированного соевого жмыха, представленное на Extrutec’2012 conference
————————————-
Вы нашли эту статью полезной для себя? Перешлите ссылку своим коллегам!
С нетерпением жду отзывы и комментарии. Большое Вам спасибо!
Получите бесплатный доступ к интернет-курсу «Нормы и рационы кормления сельскохозяйственных животных»

soft-agro.com