Тюнинг, технические характеристики и устройство
В судьбе старейшего автомобильного завода России (1916 год основания), названного в честь Ивана Алексеевича Лихачёва, главную роль сыграли два одноимённых изделия, автомобиль и двигатель ЗИЛ 130. Оба агрегата стали олицетворением предприятия, надолго закрепив за ним славу производителя надёжных, долговечных и не «убиваемых» машин и силовых установок.
Начало выпуска стартовало в 1964 году. Мотор для автомобиля создавали, беря за основу тяговую установку ЗИЛ-111, внеся в конструкцию много изменений. Полученный продукт известен каждому жителю нашего региона, поскольку в конце производственного периода по дорогам курсировало свыше 3000000 экземпляров «сто тридцатых». Для того времени и машина и двигатель – образец качества, и неприхотливости. Показатели повлияли на популярность изделия, сделав востребованным и незаменимым среди грузовой техники.
Двигатель ЗИЛ-130:

Описание двигателя ЗИЛ 130
Силовая установка, устанавливаемая на одноимённую машину ЗИЛ-130, оснащена восемью камерами, компоновка которых соответствует схеме «v8». Это означает, что цилиндры, количество которых 8, расположены друг относительно друга под углом 90°. Такое положение облегчает мотор. Двигатель выполняет четыре такта за рабочий цикл, объёмом 5,969 литра, с верхним расположением клапанов, питание организовано карбюратором.
Блок мотора укомплектован гильзами, которые уплотняются снизу кольцами. Головок остова две, материал исполнения – сплав алюминия с добавлением других металлов. Вытеснители так же алюминиевые, опоясаны кольцами: два верхних компрессионные, из чугуна с хромовым покрытием, третье составное, для съёма масла. Охлаждается агрегат жидкостью, принудительная циркуляция которой происходит в замкнутых пустотах остова и головки. Для снижения влияния сил трения, в механизм заливается масло. Система смазки двигателя ЗИЛ 130 организована методом комбинирования, жидкость циркулирует по патрубкам с давлением, а так же разбрызгивается самотёком. Питание мотора за счёт принудительной подачи топлива, организованной помпой.
Конструктивно двигатель ЗИЛ-130 схож с ЗИЛ-111, однако большинство деталей заменить нельзя. В сравнении с предшественником, объём агрегата меньше, но некоторые механизмы отличаются.
Мотор ЗИЛ-130:

Двигатель ЗИЛ 130 технические характеристики
При конструировании силовой установки за базу принят агрегат, который использовали на машине повышенного комфорта ЗИЛ-111. После улучшения и доработки, мотор частично походил на первоначальное изделие, но отличия имелись.
Двигатель ЗИЛ 130 технические характеристики:
| Показатель: | Значение: |
| Выпуск мотора | 1964-1994 |
| Сырьё остова | чугун |
| Питание мотора | Карбюратор, бензин (А-76) |
| Охлаждение мотора | Жидкость, замкнутый контур с вентиляцией |
| Число и расположение камер мотора | Восемь, «V» |
| Порядок работы камер мотора | «15426378» |
| Перепускных вентилей на камеру, (шт.) | 2 |
| Сечение камеры мотора, (мм.) | 100 |
| Перемещение вытеснителя мотора, (мм.) | 95 |
| Компрессия мотора | 6,5 |
| Объем двигателя ЗИЛ 130, (л) | 6 |
| Мощь мотора, (лошадей) | 150 |
| Импульс мотора, (Нм./оборотов в минуту) | 401 |
| Соответствие стандарту мотора, (Евро.) | «ноль» |
| Вес двигателя ЗИЛ 130, (кг) | 440 |
| Расход, (л/сотню км.) | 32 |
| Смазка мотора | Напор + брызги + пар |
| Масло мотора, марка | 0(5,10,15)W-30(40) |
| Утрата смазки мотором, (гр./1000 км.) | 100 |
| Объём масла в двигателе ЗИЛ 130, (л.) | 9 |
| Смена смазки в моторе, (км.) | 10000 |
| Работа мотора при температуре, (°С) | 91 |
| Запас прочности мотора, (км.) | 200000 |
| Тюнинг двигателя без ресурсных потерь | Менее «100» |
Голова остова мотора:

Двигатель ЗИЛ 130 – устройство
В состав устройства входят такие элементы:
Остов, мотора по размерам больше остальных деталей, изделие используется как основа, на которую крепят узлы. Сплав изделия, чугун повышенного качества. В основу ставятся мокрые цилиндры, уплотнённые вверху для предотвращения сдвига по оси, нижняя часть зажимается резиновыми обручами. Пустоты, в которых циркулирует жидкость, разделены сечениями, образующими закрытые полости для увеличения жёсткости. Конструкция добивается ресурса на уровне 200000км пробега.
- Толщина / высота цилиндра, (мм) -7,5/188,5;
- Материал верхней вставки и глубина установки, (мм) – чугун стойкий к коррозии, 50.
Остов мотора:
Вытеснитель трансформирует газовый напор в функционирование механизма. Делается это с участием пальца вытеснителя, шатуна и коленчатого вала. Сплав изделия – алюминий, верх имеет канавки, для монтажа колец. Низ вытеснителя служит направлением для перемещения цилиндром. Низ оснащён утолщениями с отверстием, в которое устанавливают палец. Что бы минимизировать трение, верхнюю прорезь кольца размещают в обруче из чугуна. Для притирки, вытеснители покрывают оловом.
- Сечение вытеснителя, (мм) – 100,00;
- Компрессионное возвышение (мм) – 62,4;
- Вес, (г) – 800.
Поршень, гильза, палец мотора:

- Палец вытеснителя.
Предмет предназначен для сочленения вытеснителя и шатунной головы. Материал изготовления пальца – сталь, которую закаляют высокочастотными токами. Визуально изделие выполнено, в виде пустотелого цилиндра, на моторе предусмотрены «плавающие» пальцы, это говорит о том, что деталь вертится в местах фиксации, что бы уравновесить стирание. Что бы торцы поршневого пальца не повредили поверхность цилиндра, перемещение по оси ограничено стальными обручами, закреплёнными в приливах вытеснителя.
- Наружное/внутреннее сечение цилиндра, (мм) – 28/19;
- Длина пальца, (мм) – 82.
Палец вытеснителя мотора:

- Изделие, связывающее вытеснитель с шейкой шатуна.
Деталь соединяет вал с вытеснителем, посредством изделия, происходит передача напора вытеснителя валу. Голова внизу разъёмная, вверху фиксированная. Для снижения механического взаимодействия, верхняя голова с втулкой, материал которой бронза. Снизу голова состоит из двух кусков, содержит вкладки, сделанные из ленточной стали. Внутри вкладки покрыты составом, снижающим трение. Составные части с болтовым креплением, под гайки которых подкладываются шайбы. Материал изготовления шатуна – сталь 40Р.
- Длина изделия, (мм) – 185,00:
- Диаметр сечения отверстия головки (верх/низ, мм) – 27,5/69,5
Тяга:

- Коленчатый вал.
Деталь преобразует напор тяги в импульс кручения, переходящий посредством махового колеса ходовой. Материал изготовления, сталь (марка 45), изделие кованое, имеет шейки (шатунные, коренные), щёки и уравновешивающие приливы. Передок вала выполнен с фиксатором под шпонку, держащую шестерёнку распределения и фрикционное колесо, активирующее лопастное устройство. Зад вала с фланцем для монтажа маховика. Деталь с четырьмя коленями, держится на пяти опорах, уравновешивание выполнено по принципу креста.
- Сечение коренных/шатунных шей, (мм) – 74,49/65,49;
- Масса «чистой» детали, (кг) – 53,70;
- Масса детали с маховым колесом/ муфтой и шкивом, (кг) – 77,9/102,6.
Коленчатый:

- Голова остова.
Материал изготовления головки двигателя, сплав алюминия. Внутри изделие с камерами, для обеспечения горения топливной смеси. Полости овальные с клиновидной вытяжкой, такая конструкция даёт устойчивость к силам детонации. Кроме того, коллектор, подающий смесь, сдвоен. Внутри головки вставлены стальные сёдла и устройство направления клапана. На стыке головы и остова предусмотрен уплотнитель из асбеста со сталью. Фиксация изделий друг к другу происходит семнадцатью болтами, четыре болта из набора проходят сквозь ось коромысла. Момент затяжки крепежа составляет 7-9 кгс*м. Для равномерности затяжки процедуру растягивают на два подхода, начиная фиксацию со средины.
Головка:

- Маховик мотора.
Маховое колесо выравнивает работу мотора, делая плавным и равномерным движение. Кроме того, устройство помогает преодолевать вытеснителям конечные положения хода, делает активацию и старт с места проще и легче. Материал изготовления колеса, чугун, место крепления, фланец коленчатого вала. В торец изделия впрессованы стальные зубцы, предназначенные для запуска агрегата. Деталь собирается и уравновешивается совместно с коленчатым валом, это минимизирует риски нарушения баланса. С этой же целью маховик устанавливают на штифты и болты, размещённые не симметрично.
Маховое колесо:

В каждой камере головки мотора расположено по два клапана. Одно изделие отвечает за впуск рабочей смеси, второе изделие выпускает отработанные газы. Материал выпускного клапана – сталь, марка которой ЭИ-992. Внутренняя часть продукта полая, в свободное пространство залито 1,85 грамм металлического натрия. Часть, подверженная трению, хромированная. Материал изготовления впускного клапана, сталь марки ЭИ-107.
- Сечение тарелки клапана (впуск/выпуск, мм) – 50,5/41,0;
- Сечение стержня, (мм) – 11;
- Длина изделий, (мм) – 140.
Клапан выпуска:

- Вал распределения.
Механизм расположен в промежутке между рядами камер. Изделие открывает клапанные механизмы в порядке, необходимом для нормального функционирования агрегата. Кулак, наезжая на толчковый механизм, перемещает деталь совместно со штангой. Верх детали воздействует на коромысло, то в свою очередь надавливает на клапанный стержень, активируя работу изделия. Материал изготовления вала, чугун повышенного качества, либо сталь. Техническое изделие устанавливают в опорах стен и рёбер. Кроме того, вал приводит в действие: масляную помпу, насос, измеритель количества вращений.
Вал распределения:

Тюнинг двигателя ЗИЛ 130
Изначально, смысл создания силовой установки – стандартное использование, для решения бытовых вопросов. Со временем появись умельцы, которым было мало технических характеристик, заложенных на заводе. По этой причине проводились работы, которые влияли на дальнейшие показатели агрегата.
Расточка остова:

Манипуляции с двигателем ЗИЛ-130:
- Увеличение сечения камер.
Цилиндрические поверхности растачиваются, цель – установить вместо штатных вытеснителей, детали большего сечения (120мм). Действия влияли на сдавливание, что улучшало показатели. Сами поршни берутся у модификации «ГЭС».
- Смена головы. Изделие демонтируется и меняется на головку, снятую с мотора «БЭ»;
- Смена клапанов на изделия ATI;
- Смена фрикционного колеса на механизм с зубцами;
- Смена устаревшего механизма образования искры на бесконтактную установку;
- Обработка вала фрезой, смена вкладок;
- Смена распылителя на инжектор с одной форсункой.
Улучшенный мотор:
Кроме того, для улучшения показателей меняют внутренние детали мотора на изделия повышенного качества. Так же на силовую установку устанавливают многоточечный впрыск, одновременно применяя новый механизм выпуска. Для таких манипуляций применяют укороченный на 200мм комплект патрубков выхлопа, покрытый хромом. Действия добавляют прироста мощи на 50 лошадей. Кроме того, устанавливают разветвлённый выхлоп, выводя две трубы из коллектора (70 лошадей).
Устанавливая впрыск, применяют и обновлённую подачу воздуха. Для этого на мотор ставят новый дроссель, контролирующий поток воздуха. Параллельно применяют и новый фильтрующий элемент «нулевого» сопротивления.
toptexnik.ru
Зил 130 — Детали двигателя
Двигатель ЗИЛ-130 V-образный восьмицилиндровый четырехтактный карбюраторный с жидкостным охлаждением. Поперечный и продольный разрезы двигателя и его крепление показаны на рис. 7-9.
Блок цилиндров двигателя чугунный, со вставными мокрыми гильзами из серого чугуна, с кислотоупорной вставкой в верхней части. Уплотнение верхней части гильзы осуществляется зажимом бурта гильзы между блоком и головкой блока через асбостальную прокладку, а нижней части — двумя резиновыми кольцами.
Головка блока цилиндров из алюминиевого сплава, со вставными седлами и направляющими клапанов. Между блоком и головками установлены прокладки из асбостального полотна. Каждая головка блока прикреплена к блоку цилиндров семнадцатью болтами. Отверстия в блоке цилиндров под болты цекуются.
Следует помнить, что четыре болта крепления оси коромысел являются также и болтами крепления головки блока цилиндров и входят в указанное выше число семнадцать.
Болты крепления головок к блоку необходимо затягивать специальным динамометрическим ключом, позволяющим контролировать момент затяжки, так как алюминиевая головка блока при нагреве увеличивается в высоту больше, чем стальные болты, крепящие ее. При прогреве двигателя затяжка головки блока увеличивается, при охлаждении — уменьшается, поэтому болты крепления головок блока должны быть затянуты на холодном двигателе; момент затяжки должен составлять 9-11 кгс-м (90- 110 Н-м), причем при температуре двигателя около 0°С момент затяжки болтов должен быть ближе к нижнему пределу (9 кгс-м или 90 Н-м), а при температуре от 20 до 25 °С — ближе к верхнему пределу (11 кгс-м или 110 Н-м). Не следует подтягивать болты крепления головки блока цилиндров при температуре двигателя ниже 0°С. В этом случае следует предварительно прогреть двигатель, а затем производить подтяжку.
Одновременно с подтяжкой болтов крепления головок блока необходимо подтягивать болты крепления выпускных газопроводов.
После подтягивания болтов крепления головок блока цилиндров необходимо проверить и, если нужно, произвести регулировку зазоров в клапанном механизме.
Для обеспечения полного прилегания плоскостей головок к блоку надо соблюдать последовательность затяжки болтов, указанную на рис. 10. Затягивать болты головок блока цилиндров надо равномерно в два приема. Сначала затянуть все болты, а затем дополнительно болты 1, 2, 3, 4 и 5. При смене прокладок надо очистить от нагара все водяные отверстия в головках блока и блоке цилиндров, а также камеры сгорания.
Прокладку крышки головки цилиндров следует устанавливать рифленой поверхностью к крышке головки цилиндров. Гайки крепления крышки головки нужно затягивать равномерно; момент затяжки 0,5-0,6 кгс-м (5-6 Н-м).
Поршни выполнены из алюминиевого сплава и покрыты оловом.
Поршень подбирают к гильзе, проверяя усилие, необходимое для протаскивания ленты-щупа толщиной 0,08 мм, шириной 10 мм
и длиной 200 мм между стенкой цилиндра и поршнем, перевернутым и утопленным в цилиндр. Усилие на щупе должно быть в пределах 2,0-3,5 кгс (20-35 Н).
Поршневые пальцы плавающие, фиксируются в поршне двумя стопорными кольцами. Пальцы изготовляют с высокой точностью и подбирают к поршням и шатунам, сортируя на четыре группы по наружному диаметру.
Обозначение группы наносят краской: на поршне — на внутренней поверхности (на одной из бобышек), на шатуне — на наружной цилиндрической поверхности малой головки, на пальце — на внутренней поверхности.
При сборке палец, поршень и шатун комплектуют из деталей только одноименной группы. Во избежание задиров на сопряженных поверхностях сборка пальца с поршнем должна производиться только при нагреве поршня до температуры 55 СС. Нагревать поршни надо только в жидком и чистом масле.
Поршневые кольца устанавливаются по четыре на каждом поршне: три компрессионных и одно маслосъемное. Два верхних компрессионных кольца хромированы по наружной цилиндрической поверхности. Наружная поверхность нижнего компрессионного кольца коническая; большее основание конуса обращено вниз. Компрессионные кольца устанавливают так, чтобы выточка на внутренней цилиндрической поверхности колец была обращена верх, как это указано на рис. 11.
Маслосъемное кольцо составное, состоит из двух плоских стальных колец и двух расширителей — осевого и радиального.
При установке поршня в цилиндр двигателя плоские кольцевые диски 1 нужно устанавливать так, чтобы их замки были расположены под углом 180 один к другому. При этом замки осевого 2 и радиального 3 расширителей должны быть расположены под углом 120 ° к замкам колец.
Поршневые кольца в свободном состоянии имеют сложную форму, при которой обеспечивается наиболее выгодное распределение давления кольца на стенку гильзы, что увеличивает срок службы кольца. При установке колец на поршень их стыки (замки) следует устанавливать под углом 90° один к другому.
Конструкция и технология изготовления поршневых колец двигателей ЗИЛ при своевременном обслуживании обеспечивают работу двигателя без их замены до капитального ремонта двигателя. Преждевременная и необоснованная замена поршневых колец приводит к сокращению ресурса двигателя.
Прежде чем принять решение о замене поршневых колец или сдаче двигателя в капитальный ремонт, устраните все внешние течи масла, промойте фильтр системы вентиляции картера, а также очистите от отложений трубку и клапан, следите за расходом масла на угар.
При определении необходимости замены поршневых колец или отправке двигателя в капитальный ремонт пользуйтесь специальным диагностическим оборудованием (компрессометр, приборы К-А и др.).
Для повышения срока службы двигателя пользуйтесь рекомендованными руководством сортами топлива и масел, своевременно промывайте фильтрующие элементы воздушного фильтра и фильтра системы вентиляции картера (сапуна), а также очищайте трубку и клапан вентиляции картера и центробежный маслоочиститель.
Шатуны стальные, двутаврового сечения. В нижней головке шатуна установлены сталеалюминиевые тонкостенные вкладыши
толщиной ~22мм
В малую головку шатуна запрессована бронзовая втулка.
Вкладыши сталеалюминиевые изготовлены с большой точностью.
При установке на двигатель поршня в сборе с шатуном стрелка на днище должна быть всегда обращена в сторону переднего конца коленчатого вала. В комплекте поршень-шатун в сборе, предназначенном для левой группы цилиндров, метка 11 на стержне шатуна и стрелка 8 на днище поршня должны быть обращены в одну сторону, а в комплекте для правой группы цилиндров — в разные стороны.
Затягивать гайки болтов шатуна необходимо динамометрическим ключом; момент затяжки равен 5,6-6,2 кгс-м (56-62 Н-м). Проверять и в случае необходимости подтягивать гайки болтов шатуна необходимо каждый раз при снятии поддона картера.
Коленчатый вал ( рис. 12) стальной с закаленными шейками, пятиопорный с каналами для смазки и центробежными ловушками для очистки масла. Ловушки закрыты пробками с внутренним шестигранником под ключ. Момент затяжки пробок не менее 3 кгс-м (30 Н-м). Пробка может выступать из вала не более чем на высоту фаски.
Грязесборники следует очищать после 100 000 км пробега, при замене шатунных и коренных вкладышей, а также при ремонте двигателя.
Диаметр коренной шейки равен 74,5-0020 мм, а шатунной 65,5-0020 мм. Вкладыши коренных подшипников сталеалюминиевые толщиной ~2,5мм, взаимозаменяемые на каждой опоре, кроме задней.
Болты крышек коренных подшипников нужно затягивать динамометрическим ключом. Момент затяжки должен быть равен 11 -13 кгс-м (110-113 Н-м). Проверять и в случае необходимости затягивать болты крышек коренных подшипников надо каждый раз при снятии масляного картера.
При износе шатунных или коренных вкладышей обязательна одновременная замена обеих половин вкладышей.
На передней коренной шейке в проточки блока цилиндров устанавливают две сталеалюминиевые упорные шайбы в виде двух полуколец, предохраняющие вал от осевых перемещений.
Коленчатый вал сбалансирован динамически в сборе с маховиком и сцеплением. Момент затяжки болтов крепления маховика на фланце коленчатого вала должен быть равен 14-15 кгс-м (140-150 Н-м).
Маховик чугунный, со стальным зубчатым венцом для пуска двигателя от стартера, прикреплен к заднему фланцу коленчатого вала шестью болтами.
При сборке маховика с коленчатым валом следует иметь в виду, что одно из отверстий крепления маховика смещено на 2°.
При креплении маховика к фланцу коленчатого вала следует равномерно затягивать гайки.
Необходимо следить за тщательностью шплинтовки болтов крепления маховика. Шплинт должен облегчать торец болта.
Распределительный вал стальной, с закаленными кулачками и шестерней привода распределителя зажигания, приводится во вращение двумя шестернями. Распределительный вал лежит на пяти опорах, в которых установлены втулки из биметаллической ленты.
Для правильной взаимной установки шестерен нужно поставить шестерню коленчатого вала и шестерню распределительного вала так, чтобы метки находились на одной прямой, соединяющей центры этих шестерен ( рис. 13).
Клапаны верхние расположены в головках блока цилиндров в один ряд, наклонно к оси цилиндров, приводятся в движение от распределительного вала при помощи штанг, толкателей и коромысел.
Клапаны изготовлены из жаростойкой стали; угол рабочей фаски седла впускного клапана 30°, выпускного 45°; стержень выпускного клапана имеет сверление, заполненное натрием.
Выпускные клапаны для повышения срока их службы принудительно проворачиваются во время работы двигателя специальным механизмом. Механизм вращения выпускного клапана показан на рис. 14.
При появлении стуков в клапанном механизме необходимо проверить и, если требуется, отрегулировать зазоры между клапанами и коромыслами, которые должны быть 0,25-0,30 мм (для впускных и выпускных клапанов). Регулировка зазоров в клапанном механизме осуществляется на холодном двигателе регулировочным винтом с контргайкой, установленным в коротком плече коромысла.
Для регулировки зазора в клапанном механизме нужно установить поршень первого цилиндра в верхнюю мертвую точку (в.м.т.) такта сжатия. При этом отверстие на шкиве коленчатого вала должно располагаться под меткой в.м.т. на указателе установки момента зажигания, расположенном на датчике ограничителя максимальной частоты вращения коленчатого вала.
В этом положении регулируют зазор у следующих клапанов: впускного и выпускного 1-го цилиндра, выпускного 2-го цилиндра, впускного 3-го цилиндра, выпускного 4-го цилиндра, выпускного 5-го цилиндра, впускного 7-го цилиндра, впускного 8-го цилиндра. Зазоры у остальных клапанов регулируют после поворота коленчатого вала на 360° (полный оборот). Длительная работа двигателя с неправильными зазорами может привести к преждевременному износу деталей клапанного механизма — обгоранию клапанов, износу коромысел, опорных поверхностей толкателей и кулачков распределительного вала.
При любой разборке двигателя, прошедшего более 70000 км, необходимо проверять состояние пружин 10 и шариков механизма вращения выпускного клапана.
При обнаружении на витках пружины следов износа пружину необходимо повернуть изношенным участком вниз. При сборке механизма вращения клапана надо обратить внимание на правильность установки шариков и пружин. При правильной сборке пружины должны быть расположены позади шариков относительно выбранного направления вращения.
Толкатели клапанов стальные, пустотелые. Для повышения надежности пары кулачок — толкатель на торец толкателя наплавлен специальный чугун. В нижней части толкателя предусмотрены отверстия для смазки.
Газопровод впускной из алюминиевого сплава, общий для обоих рядов цилиндров, расположен между головками блока и снабжен водяной рубашкой для подогрева смеси. Момент затяжки гаек крепления впускного газопровода к головке блока цилиндров должен быть в пределах 1,5-2 кгс-м (15-20 Н-м). Гайки нужно затягивать равномерно, последовательно, крест-накрест. Выпускные газопроводы чугунные, по одному с каждой стороны блока.
Иллюстрации к разделу
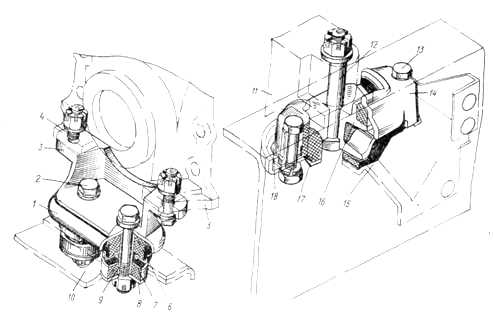
Рис. 7. Крепление двигателя
1- защитный колпак; 2 — болт крепления передней опоры; 3 — кронштейн передней опоры; 4 — болт крепления двигателя; 5 — передняя крышка блока; 6 — верхняя подушка передней опоры; 7 -нижняя подушка передней опоры; 8 — шайба; 9 — распорная втулка-10 — поперечина рамы; 11-картер сцепления; 12 -болт крепления двигателя; 13 — болт крепления задней опоры; 14 — крышка; 15 -кронштейн задней опоры; 16 – башмак; 17 — подушка задней опоры; 18 — регулировочная прокладка
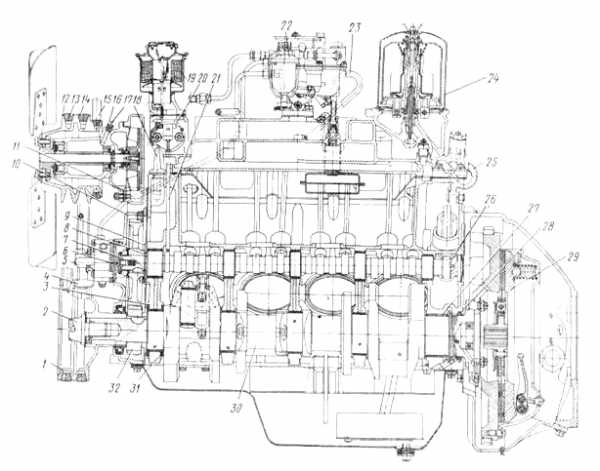
Рис. 8. Продольный разрез двигателя
1- шкив коленчатого вала; 2- храповик; 3 — блок цилиндров; 4 — указатель установки зажигания; 5 — датчик ограничителя максимальной частоты вращения коленчатого вала; 6 — валик привода датчика ограничителя; 7 — поджимная пружина валика; 8- распорное кольцо; 9 — упорный фланец; 10 — передняя крышка блока; 11 — водяной насос; 12 — шкив водяного насоса; 13 — ремень привода генератора; 14 — ремень привода насоса гидроусилителя; 15 — ремень привода компрессора; 16 — масленка; 17 — пробка; 18 — рым-болт; 19 — воздушный фильтр маслоналивной горловины; 20 — топливный насос; 21 — штанга насоса; 22 — фильтр тонкой очистки топлива; 23 — трубка вентиляции картера; 24 — фильтр центробежной очистки масла; 25 — датчик указателя температуры воды; 26 — распределительный вал; 27 — вкладыш коренного подшипника; 28 — сальник заднего коренного подшипника; 29 — сцепление; ,30 — коленчатый вал; 31 — упорная шайба; 32 — шестерня распределительного вала
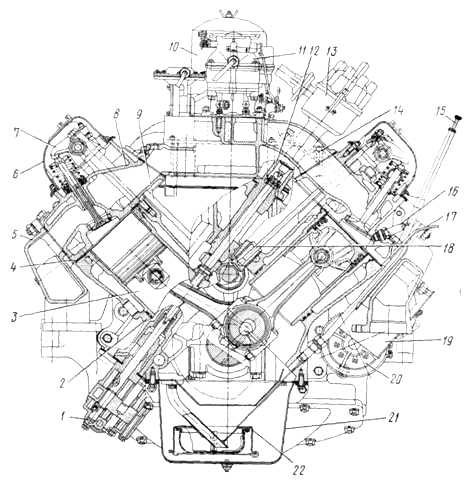
Рис. 9. Поперечный разрез двигателя
1 — масляный насос; 2 — блок цилиндров; 3- поршень; 4 — прокладка головки блока; 5 — выпускной газопровод; 6 -крышка головки блока; 7-коромысло; 8 — головка блока; 9 — штанга коромысла; 10 — фильтр центробежной очистки масла; 11 — карбюратор; 12 — привод распределителя зажигания; 13 — распределитель зажигания; 14 — впускной газопровод; 15 -указатель уровня масла; 16 — свеча; 17 — щиток свечей; 18 — толкатель; 19 — щиток стартера; 20- стартер; 21 — масляный поддон; 22-маслоприемник
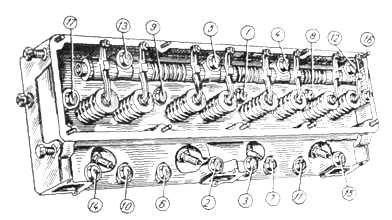
Рис. 10. Последовательность затягивания болтов крепления головки блока цилиндров
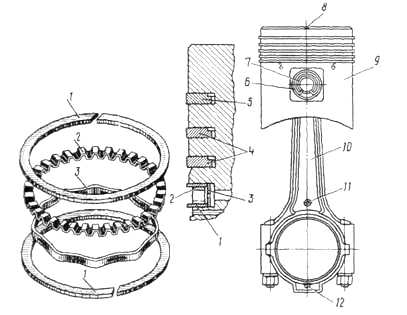
Рис. 11. Поршень с шатуном
1 — кольцевой диск маслосъемного кольца; 2 — осевой расширитель; 3 — радиальный расширитель; 4 — нижнее и среднее компрессионные кольца; 5 — верхнее компрессионное кольцо; 6- стопорное кольцо; 7 — поршневой палец; 8 — стрелка на днище поршня; 9 — поршень; 10 — шатун; 11 — метка на стержне шатуна; 12 — бобышка на крышке шатуна
Рис. 12. Коленчатый вал
1 — коленчатый вал; 2 — пробка; 3 — полость для центробежной очистки масла
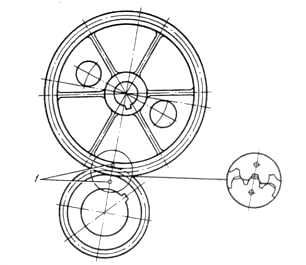
Рис. 13. Положение меток на шестернях при установке фаз газораспределения
1 – метки

Рис. 14. Механизм вращения выпускного клапана
1-клапан; 2- неподвижный корпус; 3 — шарик; 4 — упорная шайба; 5 — замочное кольцо; 6 -пружина клапана; 7 — тарелка пружины; 8 — сухарь; 9 — дисковая пружина; 10 — возвратная пружина; 11 — наполнитель; 12- накладка; 13 – заглушка
Задать вопрос на форумеinterdalnoboy.com
Двигатель и механизмы двигателя ЗИЛ-130
Строительные машины и оборудование, справочник
Двигатель и механизмы двигателя ЗИЛ-130Категория:
Автомобили ЗИЛ
Двигатель и механизмы двигателя ЗИЛ-130
Двигатель ЗИЛ-130 — V-образный, восьмицилиндровый, четырехтактный, карбюраторный, е жидкостным охлаждением.
Блок цилиндров двигателя — чугунный, со вставными мокрыми гильзами из серого чугуна, с кислотоупорной вставкой в верхней части. Для уплотнения верхней части гильзы бурт гильзы зажат между блоком и головкой блока с асбостальной прокладкой, нижняя часть уплотнена двумя резиновыми кольцами.
Головки блока цилиндров — из алюминиевого сплава, со вставными седлами и направляющими клапанов. Между блоком и головками установлены прокладки из асбостального полотна. Каждая головка блока прикреплена к блоку цилиндров семнадцатью болтами. Отверстия в блоке цилиндров под болты цекуются. Следует помнить, что четыре болта крепления оси коромысел являются также и болтами крепления головки блока цилиндров и входят в указанные выше семнадцать болтов.
Болты крепления головок к блоку необходимо затягивать специальным динамометрическим ключом, позволяющим контролировать момент затяжки, так как алюминиевая головка блока при нагреве увеличивается в высоту больше, чем стальные болты, крепящие ее. При прогреве двигателя затяжка головок блока увеличивается, при охлаждении — уменьшается, поэтому болты крепления головок должны быть затянуты на холодном двигателе. Момент затяжки должен составлять 90—110 Н • м (9—11 кгс • м), причем при температуре двигателя около 0° С момент затяжки болтов должен быть ближе к нижнему пределу 90 Н • м (9 кгс • м), а при температуре от + 20 до + 25° С —• ближе к верхнему пределу 110 Н • м (11 кгс • м). Запрещается подтягивать болты крепления головок блока цилиндров при температуре
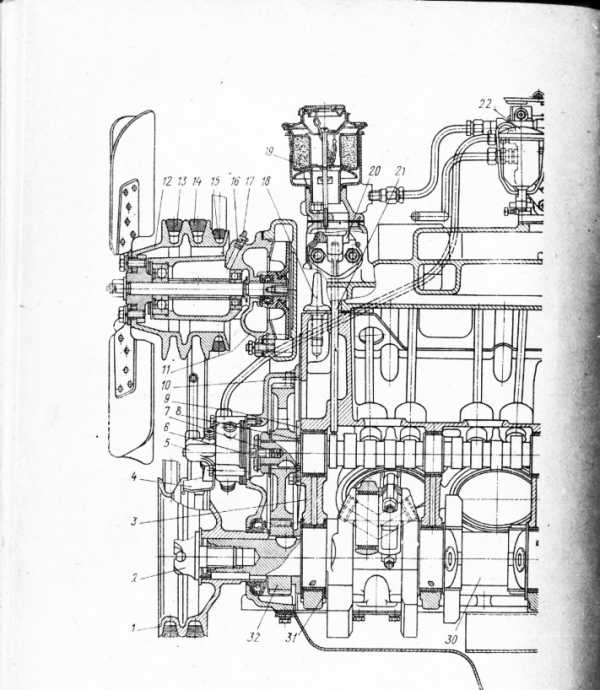
Рис. 1. Продольный
Поршневые пальцы — плавающие, фиксируются в поршне двумя стопорными кольцами. Пальцы изготовляют с высокой точностью и подбирают к поршням и шатунам, сортируя на четыре группы по наружному диаметру. Обозначение группы наносят краской на поршне — на внутренней поверхности (на одной из бобышек), на шатуне —. на наружной цилиндрической поверхности малой головки, на пальце — на внутренней поверхности.
При сборке палец, поршень и шатун комплектуют из деталей только одной группы. Во избежание задиров на сопряженных поверхностях сборка пальца с поршнем должна проводиться при нагреве поршня до температуры 55 °С. Нагревать поршни надо только в жидком и чистом масле.
Поршневые кольца устанавливают по четыре на каждом поршне: три компрессионных и одно маслосъемное. Два верхних компрессионных кольца хромированы по наружной цилиндрической поверхности.
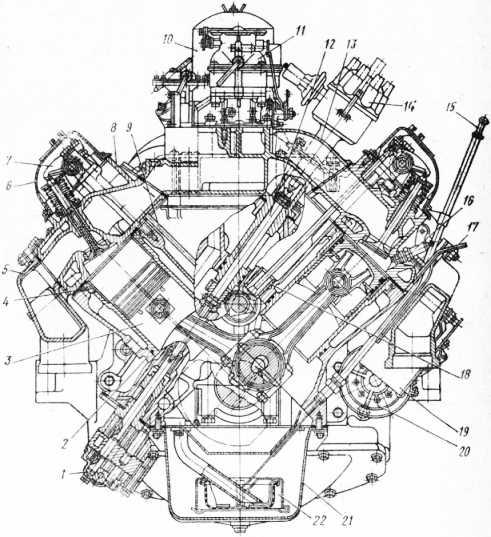
Рис. 2. Поперечный разрез двигателя: 1— масляный насос; 2 — блок цилиндров; 3 — поршень; 4 — прокладка головки блока; 5 – выпускной газопровод; б — крышка головки блока; 7 — коромысло; 8 — головка блока; 9 — штанга коромысла; 10 — центробежный фильтр очистки масла; 11 — карбюратор; 12 — привод распределителя зажигания; 13 — впускной трубопровод; 14 — распределитель зажига-вия; 15 — указатель уровня масла; 16 — свеча; 17 — щиток свечей; 18 — толкатель; 19 — ток стартера; 20 — стартер; 21 — масляный поддон; 22 — масловриемник
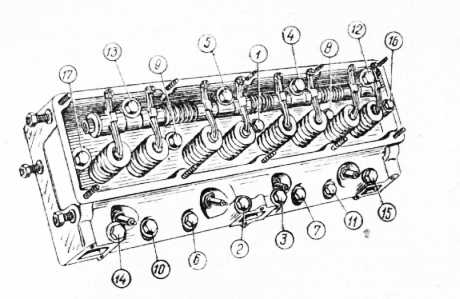
Рис. 3. Последовательность затяжки болтов крепления головки блока цилиндров
Наружная поверхность нижнего компрессионного кольца выполнена конической; большее основание конуса обращено вниз. Компрессионные кольца устанавливают так, чтобы выточка на внутренней цилиндрической поверхности колец была обращена вверх, как это показано на рис. 4. Маслосъемное кольцо состоит из двух плоских стальных колец и двух расширителей — осевого и радиального.
При установке поршня в цилиндр двигателя плоские кольцевые диски нужно устанавливать так, чтобы их замки были расположены под углом 180° один к другому. При этом замки осевого и радиального расширителей должны быть расположены (каждый) под углом 120” к ним.
Поршневые кольца в свободном состоянии имеют сложную форму, позволяющую обеспечить наиболее выгодное распределение давления кольца на стенку гильзы, что увеличивает срок службы кольца. При установке колец на поршень их стыки (замки) должны быть расположе-ны под углом 90° один к другому. Конструкция и технология изготовления поршневых колец двигателей ЗИЛ при своевременном техническом обслуживании автомобиля обеспечивают работу двигателя до его капитального ремонта без смены колец. Преждевременная необоснованная смена поршневых колец приводит к сокращению ресурса Двигателя. Прежде чем принять решение о замене поршневых колец или сдаче двигателя в капитальный ремонт, надо устранить все внешние течи масла, промыть фильтр системы вентиляции картера, а также очистить от отложений трубку и клапан и следить за расходом масла На угар.
При выявлении необходимости замены поршневых колец или отправки двигателя в капитальный ремонт следует пользоваться специальным диагностическим оборудованием (компрессометром, прибору К69-А и др.).
Для повышения срока службы двигателя следует применять рекомендуемые руководством сорта топлива и моторного масла, своевременно промывать фильтрующие элементы воздушного фильтра и фильтра вентиляции картера, а также очищать трубку, клапан вентиляции картера, центробежный маслоочиститель.
Шатуны — стальные, двутаврового сечения. В нижней головке шатуна установлены сталеалюминиевые тонкостенные вкладыши толщиной 21о!о22 мм. В верхнюю головку шатуна запрессована бронзовая втулка.
Вкладыши изготовлены с высокой точностью и при установке не требуют шабрения, подпиливания стыков или применения прокладок. Эти операции при тонкостенных вкладышах не допускаются.
При установке на двигатель поршня в сборе с шатуном стрелка на днище должна быть всегда обращена в сторону переднего конца коленчатого вала. В комплекте поршень — шатун в сборе, предназначенном для левой группы цилиндров, метка 11 на стержне шатуна и стрелка 8 на днище поршня должны быть обращены в одну сторону, а в комплекте для правой группы цилиндров — в разные стороны.
Затягивать гайки болтов шатуна необходимо динамометрическим ключом; момент затяжки равен 56—62 Н-м (5,6—6,2 кгс-м). Проверять и в случае необходимости подтягивать гайки болтов шатуна необходимо каждый раз при снятии поддона картера.
Коленчатый вал — стальной, с закаленными шейками, пятиопорный, с каналами для смазывания (рис. 5) и полостями для очистки масла. Полости закрыты пробками с внутренним шестигранником под ключ. Момент затяжки пробок должен составлять не менее 30 Н-м (3 кгс-м). Пробка может выступать из вала не более чем на высоту фаски. Полости следует очищать после 100 000 км пробега, при замене шатунных и коренных вкладышей, а также при ремонте двигателя.
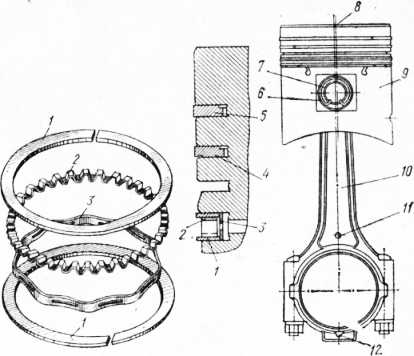
Рис. 4. Поршень о шатуном: 1 — кольцевой диск маслосъемного кольца; 2 — осевой расширитель; 3 — радиальный расширитель; 4 — нижнее и среднее компрессионные кольца; 5 — верхнее компрессионное кольцо; 6 — стопорное кольцо; 7 — поршневой палец; 8 — стрелка на днище поршня; 9 — поршень; 10 — шатун; 11 — метка на стержне шатуна; 12 — бобышка на крышке шатуна
Рис. 5. Коленчатый вал: 1 — противовес; 2 — прсбка; 3 — полость для центробежной очистки масла
Болты крышек коренных подшипников нужно затягивать динамометрическим ключом. Момент затяжки должен быть равен 110— 113 Н • м (11—13 кгс • м). Проверять и в случае необходимости затягивать болты крышек коренных подшипников надо каждый раз при снятии масляного поддона. При изнашивании вкладышей шатунных или коренных подшипников обязательно одновременно заменять обе половины вкладышей. На передней коренной шейке в проточке блока цилиндров устанавливают две сталеалюминиевые упорные шайбы в виде двух полуколец, предохраняющие вал от осевых перемещений,
Коленчатый вал динамически сбалансирован в сборе с маховиком и сцеплением. Момент затяжки болтов крепления маховика на фланце коленчатого вала должен быть равен 140—150 Н • м (14—15 кгс • м).
Маховик — чугунный, со стальным зубчатым венцом для пуска двигателя от стартера, прикреплен к фланцу заднего конца коленчатого вала шестью болтами. При сборке маховика с коленчатым валом надо иметь в виду, что одно из отверстий крепления маховика смещено на 2°. При креплении маховика к фланцу коленчатого вала следует равномерно затягивать гайки. Необходимо следить за тщательностью шплинтовки болтов крепления маховика. Шплинт должен плотно облегать торец болта.
Распределительный вал — стальной, с закаленными кулачками и шестерней привода распределителя зажигания, приводится во вращение парой зубчатых колес. Распределительный вал установлен на пяти опорах, снабженных втулками из биметаллической ленты. Для правильной взаимной установки зубчатых колес коленчатого вала и распределительного вала нужно поставить их так, чтобы метки находись на одной прямой, соединяющей центры.
Клапаны — верхние, расположены в головке блока цилиндров в один ряд, наклонно к оси цилиндров, приводятся в движение от распределительного вала через штанги, толкатели и коромысла. Клапаны изготовлены из жаростойкой стали; угол рабочей фаски седла впускного клапана 30°, выпускного 45°; стержень выпускного клапан имеет отверстие, заполненное натрием.
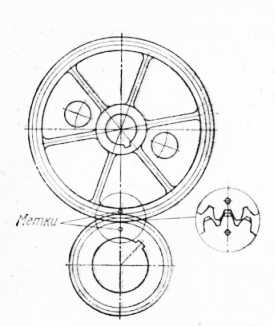
Рис. 6. Положение меток на зубчатых колесах при установке фаз газораспределения
Выпускные клапаны для повышения срока их службы принудительно поворачиваются во время работы двигателя специальным механизмом. Механизм для поворачивания выпускного клапана показан на рис. 7.
При появлении стуков в клапанном механизме необходимо проверить и, если требуется, отрегулировать зазоры между клапанами и коромыслами, которые должны быть в пределах 0,25—0,3 мм (для впускных и выпускных клапанов). Регулирование зазоров в клапанном механизме осуществляется на холодном двигателе регулировочным винтом с контргайкой, расположенным в коротком плече коромысла.
Для регулировки зазора в клапанном механизме нужно установить поршень первого цилиндра в верхнюю мертвую точку (ВМТ) такта сжатия. При этом отверстие на шкиве коленчатого вала должно находиться под меткой «ВМТ» на указателе установки момента зажигания, расположенном на датчике ограничителя максимальной частоты вращения коленчатого вала.
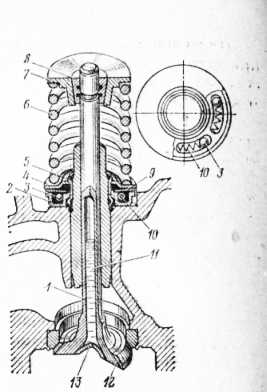
Рис. 7. Механизм для поворачивания выпускного клапана: 1 — клапан; 2 — неподвижный корпус; 3 — шарик; 4 — упорная шайба; 5 — замочное кольцо; 6 — пружина клапана; 7 — тарелка пружины клапана; 8 — сухарь клапана; 9 — дисковая пружина механизма; 10 — возвратная пружина; 11— наполнитель; 12 — наплавка; 13 — заглушка
Длительная работа двигателя с неправильными зазорами может привести к преждевременному износу деталей клапанного механизма, обгоранию клапанов, износу коромысел, опорных поверхностен толкателей и кулачков распределительного вала.
При любой разборке двигателя, прошедшего более 70 тыс. км, необходимо проверять состояние возвратных пружин и шариков механизма для поворачивания выпускного клапана.
При обнаружении на витках пружины следов изнашивания пружину необходимо повернуть изношенным участком вниз. При сборке механизма для поворачивания клапана надо обратить внимание на правильность установки шариков и пружин; пружины должны быть расположены позади шарика относительно выбранного направления вращения.
Толкатели клапанов — стальные, пустотелые. Для повышения надежности пары кулачок — толкатель на торец толкателя наплавлен специальный чугун. В нижней части толкателя просверлены отверстия для смазывания.
Впускной трубопровод — из алюминиевого сплава, общий для обоих рядов цилиндров, расположен между головками блока и снабжен жидкостной полостью для подогрева смеси. Момент затяжки гаек крепления впускного трубопровода к головке блока цилиндров должен быть в пределах 15—20 Н-м (1,5—2 кгс-м). Гайки нужно затягивать равномерно, последовательно, крест-накрест.
Выпускные газопроводы — чугунные, по одному с каждой стороны блока.
Реклама:
Читать далее: Смазочная система ЗИЛ-130
Категория: — Автомобили ЗИЛ
Главная → Справочник → Статьи → Форум
stroy-technics.ru