особенности, достоинства и недостатки, оборудование, технология процесса
Главная » Технология
Электродуговая сварка в аргоновой среде (АДС) производится для защиты места соединения от влияния воздуха. АДС полуавтоматом освобождает сварщика от подачи электрода и имеет другие технические особенные свойства, которые и делают ее востребованной.
Содержание
- 1 Что собой представляет дуговая полуавтоматическая сварка в среде аргона
- 2 Принцип работы полуавтомата
- 3 Особенности сварки
- 4 Достоинства и недостатки
- 5 Технология
- 6 Процесс сварки
Что собой представляет дуговая полуавтоматическая сварка в среде аргона
Сварка MIG – полуавтоматическая сварка в среде инертных газов. В данном случае берется аргон – самый доступный и распространенный газ.
Принцип работы полуавтомата
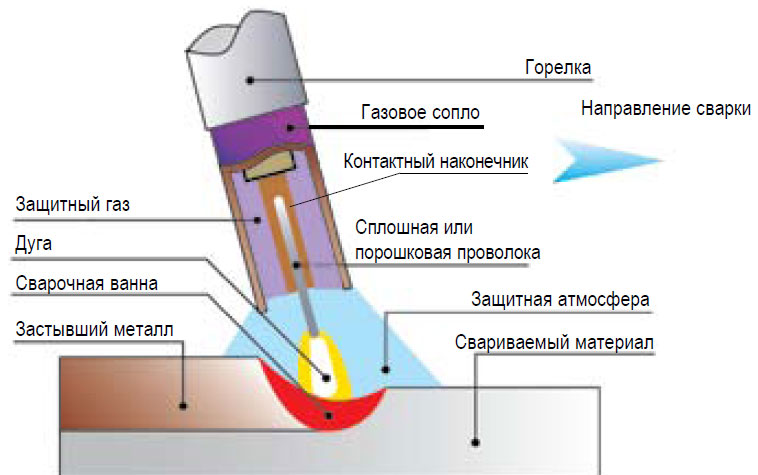
Полуавтоматическая АДС – это механизированный процесс дуговой сварки, при котором электродная проволока подается с постоянной или переменной скоростью в зону сварки. Одновременно туда поступает газ аргон из баллона.
Одновременно туда поступает газ аргон из баллона.
Сварка полуавтоматом решает проблему с неравномерным нагревом металла и защитой сварочного шва.
Инертный газ подается непосредственно в зону сварки. Идет регулировка подачи присадочной проволоки в соответствии с автоматической подстройкой сварочной силы тока.
Протяжный механизм подает сварочную проволоку. Правильное соотношение скорости подачи и температуры плавления дает равномерное заполнение шва.
Схема полуавтоматической сварки в среде аргонаОсобенности сварки
Особенности сварки в среде аргона заключаются в следующем:
- Защищает сварной шов от окисления.
- Аргон – инертный газ. Он не вступает в реакцию металлом.
- Также инертный газ защищает сварной шов от окисления при воздействии воздуха, потому что аргон его вытесняет из места сварки, что очень важно при работе с цветными металлами.
- Благодаря среде аргона, такой метод дает более прочный сварной шов.

Достоинства и недостатки
Плюсы полуавтоматической АДС:
- При полуавтоматической аргонодуговой сварке обеспечивается высокое качество шва.
- Значительно облегчается поджиг дуги.
- Возрастает производительность работы.
- Просто. Главное, разобраться в технологии и прочитать инструкцию на сварочный аппарат. Подходит даже начинающим.
- Понятная настройка параметров на сварочных аппаратах.
- Наглядность. Видно формирование сварного шва.
- Свобода в пространстве.
- Соединение деталей малой толщины.
- Экономия времени. Не требуется зачистка швов от шлака и смена электродов.
Минусы данной сварки:
- Дорогое оборудование.
- Немобильность.
Технология
Необходимое оборудование:
- Сварочный полуавтомат для работы в среде защитного газа.
 Это могут быть инверторные или трансформаторные преобразователи тока с механизмом подачи проволоки. Трансформаторные сварочные устройства надежны, устойчивы к нагрузкам, у них невысокий КПД, дают помехи в сеть. Сварочные инверторы значительно легче трансформаторных, не дают помех, есть возможность точной настройки, стабилизируют сварочный ток, чувствительны к конденсату внутри устройства. Для простоты работы и точности настроек больше подходит инверторный преобразователь.
Это могут быть инверторные или трансформаторные преобразователи тока с механизмом подачи проволоки. Трансформаторные сварочные устройства надежны, устойчивы к нагрузкам, у них невысокий КПД, дают помехи в сеть. Сварочные инверторы значительно легче трансформаторных, не дают помех, есть возможность точной настройки, стабилизируют сварочный ток, чувствительны к конденсату внутри устройства. Для простоты работы и точности настроек больше подходит инверторный преобразователь.
- Присадочная проволока. Она подбирается по трем показателям: марка, вес бухты и диаметр. Выбор диаметра и размера намотки определяется по показателям инвертора и размеру горелки. При выборе марки проволоки нужно ориентироваться на справочные таблицы. Материал присадки должен соответствовать материалу соединяемых деталей и иметь более высокие характеристики по прочности. Диаметр подбирается, учитывая размер толщины свариваемых деталей.
 Например, диаметр проволоки в 1 мм подходит для однопроходной сварки металла толщиной 7-8 мм при сварочном токе в 200А. Для более качественного соединения деталей лучше выбирать проволоку с меньшим числом примесей.
Например, диаметр проволоки в 1 мм подходит для однопроходной сварки металла толщиной 7-8 мм при сварочном токе в 200А. Для более качественного соединения деталей лучше выбирать проволоку с меньшим числом примесей.
- Аргон в баллоне с редуктором.
Процесс сварки
Необходимо соблюдать следующие шаги:
- Устанавливается горелка и кабель массы.
- На баллон с аргоном устанавливается редуктор. Нужно проверить давление газа, оно должно быть выше остаточного.
- На выходной штуцер баллона устанавливается шланг и зажимается хомутом
- По инструкции к сварочнику установить на расходном редукторе значение, рекомендованное производителем. Для этого нужно открыть регулировочный вентиль.
/1b5110983168889.s.siteapi.org/img/8c023344c01021e5a5bc469c69ddb46d43f39375.jpeg)
- Прочистить канал провода горелки, если там осталась проволока от предыдущей работы.
- Установить катушку на размоточный шток. Проверить совпадение позиций штифтов и посадочных отверстий.
- Проволока пропускается через прокатывающий ролик.
- Установить прижимной ролик на место.
- С помощью регулировочного винта установить усилие прижима, чтобы проволока не проскальзывала в канавке.
- Протяжка проволоки в канал шнура горелки производится при снятом токопроводящем наконечнике.
- Накрутить наконечник подходящего диаметра на горелку и установить сопло на место.
- Подключить аппарат к сети.
- Подготовить свариваемые детали. Зачищается вся ширина кромки до металлического блеска.
- Разделка кромок и подготовка фасок не требуется для металлических поверхностей толщиной до 2,5 мм.
 Алюминий дополнительно очищается ацетоном.
Алюминий дополнительно очищается ацетоном. - После подготовки деталей и проверки оборудования подключить клеммы электропитания. При постоянном токе применяется обратная полярность. К горелке с проволокой подключается «+» , а на изделие «-».
- Включить переключатель, который подает проволоку, в рабочее положение.
- Зажигается электродуга
- На нерабочем металле (образце) рекомендуется проверить точность настроек. И если требуется – подрегулировать.
- Производится сварка. Движение сопла горелки должно быть только в одном направлении, без поперечных движений. На вертикальной детали движение сопла сверху вниз.
- При большой толщине металла требуется подогрев до температуры 150-3000С.
- Детали свариваются на высокой скорости однослойным швом.
- Заканчивать сварку нужно, постепенно снижая температуру дуги (уменьшая силу тока).
 Перед этим убрать (прекратить подачу) присадочную проволоку.
Перед этим убрать (прекратить подачу) присадочную проволоку.
Рейтинг
( Пока оценок нет )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
Различия автоматической и полуавтоматической сварки
По тому, как стали популярны сварочные вращатели, нетрудно догадаться, что изготовление металлоконструкций при помощи сварки очень распространено. И с каждым годом объемы выпуска продукции возрастают. Вообще, сложно найти более надежный способ соединения двух металлических заготовок, чем сварка. С тех пор, как данный процесс был открыт, прошло уже много лет, но он по-прежнему не теряет актуальности.
И с каждым годом объемы выпуска продукции возрастают. Вообще, сложно найти более надежный способ соединения двух металлических заготовок, чем сварка. С тех пор, как данный процесс был открыт, прошло уже много лет, но он по-прежнему не теряет актуальности.
Конечно, со временем сварка усовершенствовалась, и сегодня она делится на несколько видов. Наибольшее распространение в промышленности получили два вида:
- Полуавтоматическая;
- Автоматическая.
Что же касается ручной дуговой, то она менее применима в крупном производстве, так как производительность ее намного ниже, чем у указанных выше других типов.
Если сказать коротко, чем отличаются автоматическая сварка от полуавтоматической, то разница в следующем. При автоматической сварке оператору не нужно формировать шов, тот формируется сам, отсюда и название сварки. При полуавтоматической сварщику требуется удерживать горелку и формировать шов, в зависимости от положения сварки, типа стыков заготовок и других факторов. Однако это слишком упрощенный ответ. Чтобы полностью понять разницу, следует рассмотреть особенности каждого из описанных видов сварки.
Однако это слишком упрощенный ответ. Чтобы полностью понять разницу, следует рассмотреть особенности каждого из описанных видов сварки.
ОСОБЕННОСТИ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ
Работа на полуавтомате более сложная, требует соответствующих навыков и знаний. Необходимо не просто вести горелку, а следить при этом, чтобы шов формировался равномерным, герметичным, без каких-либо дефектов в виде непроваров или пор. Поэтому может сложиться впечатление, что полуавтоматическую сварку лучше заменить автоматической. Однако это не так. У полуавтомата есть свои достоинства:
- Сварка возможна в любом положении – горизонтальном, вертикальном, потолочном;
- Можно выполнять самые разные соединения – стыковые, внахлест, тавровые, угловые и т.д.;
- Аппарат, в том числе и баллон с защитным газом, более мобильны, их можно транспортировать в любую часть цеха или в иное помещение.
Именно из-за возможности работать в любом положении, полуавтоматическая сварка никогда не уйдет. Сварщик может выставить горелку так, как того требует ситуация, даже достать ею в труднодоступном месте, обрабатывать, как большие детали, так и маленькие. Ну а навыки и опыт приобретаются со временем, научиться варить на полуавтомате достаточно легко, многое зависит от настроек аппарата – если они выставлены правильно, то формирование шва в горизонтальном положении сможет выполнить даже новичок.
Сварщик может выставить горелку так, как того требует ситуация, даже достать ею в труднодоступном месте, обрабатывать, как большие детали, так и маленькие. Ну а навыки и опыт приобретаются со временем, научиться варить на полуавтомате достаточно легко, многое зависит от настроек аппарата – если они выставлены правильно, то формирование шва в горизонтальном положении сможет выполнить даже новичок.
ОСОБЕННОСТИ АВТОМАТИЧЕСКОЙ СВАРКИ
Автоматическая сварка получила свое название за счет того, что в процессе работы не требуется участие человека. То есть, оператор один раз настроил аппарат согласно определенным задачам, и все, на этом его работа практически закончена, разве что, периодически нужно будет засыпать флюс. Таким образом, шов формируется самим аппаратом, и в этом состоит одно из главных преимуществ автоматической сварки. Исключается человеческий фактор, риск испортить заготовку, сделать шов с дефектом и т.д. Все получается равномерно, герметично и надежно.
Стандартный аппарат для автоматической сварки представляет собой тележку на колесах, на которой размещены:
- Электрооборудование;
- Емкость для флюса;
- Присадочный материал;
- Неплавящийся электрод;
- Система настроек.

Однако в этом и заключается главный минус автоматической сварки – аппарат может варить только в горизонтальном положении стыковые соединения. Вертикальный шов он уже не сможет сделать, поэтому до сих пор и остаются актуальными ручная дуговая и полуавтоматическая сварка.
7.8 Сварочные станции для дуговой сварки металлическим газом (GMAW) и дуговой сварки порошковой проволокой (FCAW)
7.8 Сварочные станции для дуговой сварки металлическим газом (GMAW) и дуговой сварки порошковой проволокой (FCAW)
Дуговая сварка металлическим газом и порошковая сварка в дуговой сварке используется проволока с непрерывной подачей. Проволока — это электрод. Непрерывно подаваемый электрод расплавляется дугой, которая зажигается между электродом и основным металлом. Расплавленная электродная проволока входит в сварной шов и становится присадочным металлом. Дуговая сварка металлическим газом и дуговая сварка с флюсовой проволокой являются полуавтоматическими сварочными процессами и часто автоматизированы или механизированы.
Процесс дуговой сварки с флюсовой проволокой (FCAW) используется только для сварки черных металлов и сплавов на основе никеля. Черные металлы — это те, в которых железо является основным элементом. Дуговая сварка флюсовой проволокой очень похожа на дуговую сварку металлическим газом. Отличие заключается в используемом металлическом электроде. Порошковая электродная проволока имеет трубчатую форму. Полая центральная часть электрода заполнена флюсом и легирующими элементами. В процессе FCAW сварной шов защищается от атмосферных загрязнений одним из двух способов.
Дуговая сварка с самозащитной проволокой (FCAW-S) защищает сварной шов газами, образующимися при испарении флюса внутри полого электрода под действием тепла дуги. См. Рисунок 7-29. Второй метод называется дуговой сваркой в среде защитных газов с флюсовой проволокой (FCAW-G). сочетает в себе преимущества дуговой сварки в среде защитного газа (SMAW), дуговой сварки под флюсом (SAW) и дуговой сварки в среде защитного газа (GMAW). К ним относятся:
| Рис. 7-29. На этом рисунке показан процесс дуговой сварки самозащитной проволокой с флюсовой проволокой. Рисунок 7-30. На этом изображении показан процесс дуговой сварки в среде защитного газа с флюсовой проволокой. |
 В этом методе в дополнение к испаряющемуся потоку в сердцевине электрода используется защитный газ из двуокиси углерода или комбинации аргона и двуокиси углерода. См. Рисунок 7-30. Дуговая сварка с флюсовой проволокой
В этом методе в дополнение к испаряющемуся потоку в сердцевине электрода используется защитный газ из двуокиси углерода или комбинации аргона и двуокиси углерода. См. Рисунок 7-30. Дуговая сварка с флюсовой проволокой
Дуговая сварка порошковой проволокой в среде защитного газа (FCAW-S) дает лучшие результаты, чем дуговая сварка порошковой проволокой в среде защитного газа (FCAW-G/GM), при наличии поперечного ветра. Защитный газ для FCAW в среде защитного газа может быть нарушен или удален боковым ветром. Это приведет к некачественному сварному шву. Самозащитный процесс FCAW также предпочтителен для сварки в труднодоступных или труднодоступных местах. Поскольку нет защитного газа, нет и сопла, поэтому обзорность улучшается. Удлинение электрода может быть больше. Перемещение дуги в сторону от контактной трубки электрода позволяет сварщику лучше видеть соединение.
7. 8.1 Станция дуговой сварки GMAW
8.1 Станция дуговой сварки GMAW
Дуговая сварка металлическим газом (GMAW) использует оборудование, указанное в следующем столбце, для выполнения сварного шва. Станция дуговой сварки в среде защитных газов с флюсовой проволокой использует точно такое же оборудование. В процессе GMAW в сварной шов подается непрерывный проволочный электрод. Когда электрод плавится, он также плавит основной металл, образуя сварной шов.
- Источник питания для дуговой сварки постоянным напряжением постоянного тока.
- Механизм подачи электродной проволоки.
- Баллоны с защитным газом.
- Газовый регулятор.
- Расходомер защитного газа.
- Защитный газ, шланги и фитинги для охлаждающей жидкости, а также провода электрода и заготовки.
- Сварочный пистолет GMAW.
- Электродная проволока.
Дополнительное оборудование:
- Система охлаждения.
 См. Рисунок 7-10.
См. Рисунок 7-10. - Пульты дистанционного управления.
- Кабина, стол и система вентиляции.
Рисунок 7-31 представляет собой схематический чертеж оборудования GMAW. Комплексная станция будет включать камеру дуговой сварки, систему вентиляции и сварочный стол.
Рисунок 7-31. Схема установки комбинированной ручной и автоматической газовой дуговой сварки металлическим электродом. Автогорелка используется для автоматической сварки. Заменяется ручным пистолетом для полуавтоматической сварки.
7.8.2 Станция дуговой сварки FCAW
Оборудование, необходимое для установки дуговой сварки порошковой проволокой в среде защитного газа, идентично оборудованию, используемому для дуговой сварки металлическим электродом в среде защитного газа. Поскольку оборудование идентично, одно и то же оборудование может использоваться для обоих процессов. При дуговой сварке самозащитной порошковой проволокой используется другая горелка и не используется какое-либо оборудование с защитным газом.
- Источник постоянного напряжения для дуговой сварки постоянным током.
- Механизм подачи электродной проволоки.
- Баллоны с защитным газом*.
- Газовый регулятор*.
- Расходомер защитного газа*.
- Шланги и фитинги для защитного газа и охлаждающей жидкости*.
- Провод электрода и провод заготовки.
- Сварочный пистолет FCAW или GMAW (для FCAW-G/GM).
- Металлическая электродная проволока с флюсовой сердцевиной.
*Элемент не требуется при использовании самозащитного процесса FCAW.
Дополнительное оборудование:
- Система охлаждения.
- Пульты дистанционного управления.
- Кабина, стол и система вентиляции.
Защитный газ используется в процессе FCAW в среде защитного газа. Поэтому требуются баллоны с защитным газом, регуляторы, расходомеры, манометры и шланги. При использовании самозащитных проволочных электродов FCAW ни одно из оборудования для защитного газа, обозначенное выше звездочкой (*), не требуется. Кроме того, при самозащитной сварке FCAW нет необходимости в газовом сопле на сварочном пистолете. Пистолет, используемый для самозащитного FCAW, имеет другую конструкцию. Сравните пистолет для самозащитной сварки FCAW на Рисунке 7-32 с пистолетом, предназначенным для газозащитной сварки FCAW и GMAW на Рисунке 7-33.
При использовании самозащитных проволочных электродов FCAW ни одно из оборудования для защитного газа, обозначенное выше звездочкой (*), не требуется. Кроме того, при самозащитной сварке FCAW нет необходимости в газовом сопле на сварочном пистолете. Пистолет, используемый для самозащитного FCAW, имеет другую конструкцию. Сравните пистолет для самозащитной сварки FCAW на Рисунке 7-32 с пистолетом, предназначенным для газозащитной сварки FCAW и GMAW на Рисунке 7-33.
Пистолет для самозащитной FCAW может иметь воздушное или водяное охлаждение. Пистолеты с воздушным охлаждением обычно используются при силе тока до 200 А. Пистолеты с водяным охлаждением применяются при использовании токов более 200А. Водяное охлаждение также используется в пистолетах, работающих в 100% рабочем цикле.
Электроды для дуговой сварки с флюсовой сердцевиной
имеют трубчатую форму и легко сплющиваются. Ведущие колеса проволоки, используемые для FCAW, обычно имеют накатку для надежного захвата, но не сдавливания трубчатых электродов. Эти приводные колеса должны быть тщательно отрегулированы, чтобы проволока могла двигаться, но не сплющиваться.
Эти приводные колеса должны быть тщательно отрегулированы, чтобы проволока могла двигаться, но не сплющиваться.
Рисунок 7-32. Механизм подачи проволоки GMAW или FCAW. Пистолет FCAW прилагается. Обратите внимание, что сопло не требуется, если только не используется защитный газ. (Миллер Электрик Мфг. Ко.) | Рисунок 7-33. Источник питания постоянного напряжения (cv) трансформаторно-выпрямительного типа для GMAW. (Братья Хобарт Ко.) |
Система Gearbest обнаружила ошибку!!
Все ВсеMARKETPLACEGearbest SelectionБытовая техникаМобильные телефоны и аксессуарыЖенские сумкиКомпьютеры, планшеты и офисБытовая электроникаДроны, игрушки и хоббиЗдоровье и личная гигиенаБлагоустройство дома и инструментыДом и садПромышленные и научные товарыАвтомобильная электроникаУличный спорт, фитнес и спортЧасы и украшенияЖенская женская модаМужская мода
Ключевые слова продукта- Категория
- Бытовая электроника
- Промышленные и научные
- Сотовые телефоны и аксессуары
- Техника
- На открытом воздухе, Фитнес и спорт
- Компьютеры, планшеты и офис
- Здоровье и личная гигиена
- Товары для дома и инструменты
- Дроны, игрушки и хобби
- Дом и Сад
- Моторная и автомобильная электроника
- Мужская мода
- Часы и украшения
- Акция Gearbest
- СУПЕР ПРЕДЛОЖЕНИЯ
- ТОЛЬКО ПРИЛОЖЕНИЕ
- НОВЫЕ ПОСТУПЛЕНИЯ
Пожалуйста, введите адрес электронной почты аккаунта
Я согласен с Политикой конфиденциальности Gearbest и Условиями использования.