Дуговая сварка металла — электрическая, ручная, методы
Дуговая сварка – это один из способов соединения металлических изделий и конструкций путем сплавления. Сам процесс заключается в повышении температуры в зоне соединения, под воздействием чего края двух конструкций свариваются, а после остывания образовывается прочная металлургическая связь. Виды дуговой сварки:
- • ручная дуговая сварка, как и следует из названия, весь процесс контролирует человек вручную: перемещает электрод, следит за качеством шва;
- • полуавтоматическая сварка, в которой проволока на контур подается автоматически, остальное делает человек;
- • автоматическая сварка, человек полностью исключен из самого процесса, его главная задача – это правильно расположить детали.
Общее назначение ручной дуговой сварки – это сваривания конструкций из различных металлов, диапазон толщины — от 2 до 30 мм.
- • режим скорости сварки, оптимальная величина для получения качественного шва 34-50 м/ч;
- • размер сварочного электрода. В сварке листового металла, диаметр электрода приравнивается толщине металлического изделия. Многословные стыки обрабатывают электродами диаметром от 3 до 4 мм для первого слоя, для второго электрод берется большего диаметра. Полочные швы – электроды 3-4 мм;
- • сила тока и полярность, для горизонтальных и вертикальных швов выполняются силой тока на 10% меньше, потолочные на 15%;
- • покрытие электрода и его уклон.
На производстве перед работой со сварочным оборудованием составляется калькуляция, для больших объемов – смета, где указывают виды работ, объемы и базовую стоимость.
Различают несколько видов сварных соединений – встык, внахлест, тавровое и угловое соединение. Сварка на просвет используется для достижения высоких показателей качества сварного шва, для труб большого диаметра и толщиной 6-12 мм. Предварительно места будущих стыков зачищаются от ржавчины и окалины. Стык трубы собирается с помощью центратора внутреннего или наружного, зазор составляет 2,5 мм.
Квадратные трубы большого диаметра свариваются точечно, чтобы труба под нагревом не деформировалась. Стальные трубы круглого сечения варятся беспрерывным швом. Трубы большого диаметра свариваются из одной точки окружности, при этом четырьмя отдельными участками.
Электроды классифицируются по технологическим особенностям применения: толщине специального покрытия, химическому составу, процентному содержанию шлака и его свойств. Общие требования, применяемые к электродам, сводятся к высоким показателям стабильного горения дуги, однородного наплавления и небольшого процента разбрызгивание электродного металла в работающем состоянии сварочного аппарата. Металлические электроды для ручной дуговой сварки изготавливаются методом опресовки и подразделяются согласно ГОС 9466-74.
Дуговая сварка металлов: технология, виды, этапы
Из этого материала вы узнаете
:- Суть дуговой сварки металлов
- Преимущества и недостатки дуговой сварки
- Сферы применения дуговой сварки металлов
- Виды оборудования для дуговой сварки
- Классификация дуговой сварки металлов
- Параметры электрической дуги
- Технология дуговой сварки металла
- Меры безопасности при использовании дуговой сварки
Дуговая сварка металлов является самой распространенной технологией. Используется как в бытовых целях, на малых предприятиях, так и в промышленных масштабах. Благодаря универсальности может применяться для соединения толстостенных деталей, листового металла, металлических труб и т. д.
Используется как в бытовых целях, на малых предприятиях, так и в промышленных масштабах. Благодаря универсальности может применяться для соединения толстостенных деталей, листового металла, металлических труб и т. д.
Существуют разные способы сварки, используется ручное, автоматическое, полуавтоматическое оборудование. Все зависит от целей, свариваемого металла, типа заготовок и желаемого результата. Из нашего материала вы узнаете о принципах работы дуговой сварки, преимуществах и недостатках технологии, этапах работы.
Суть дуговой сварки металлов
Дуговая сварка металлов предполагает наличие источника большого тока с невысоким напряжением. Последнее подается сразу на электрод и обрабатываемую деталь, то есть на оба контакта. Между изделием и электродом появляется электрическая дуга, обеспечивающая плавление и соединение кромок заготовок.
Благодаря дуге энергия электрического тока преобразуется в тепловую, а в рабочей зоне температура достигает +5 000 °C. Такой степени нагрева хватает для любых металлов, используемых на производствах.
Также подход известен как сварка плавлением, поскольку под действием тока металл переходит в жидкое состояние. При электрической дуговой сварке параллельно плавится металл электрода и заготовки, в результате чего образуется сварочная ванна.
Материал электрода вступает во взаимодействие с основным металлом, из-за чего формируется, всплывает на поверхность шлак, защищая расплав от внешних воздействий.
Преимущества и недостатки дуговой сварки
Основные достоинства электродугового способа:
- мобильность;
- небольшие временные затраты на подготовку;
- низкая цена работы в расчете на килограмм шва;
- высокий уровень производительности;
- возможность подключения оборудования к бытовой электросети при условии использования сварочных инверторов;
- большой выбор необходимых устройств на рынке, а также сопутствующих материалов и расходников.
VT-metall предлагает услуги:
Среди минусов дуговой сварки металлов принято выделять такие особенности:
- стабильно высокое качество шва достижимо только при наличии у сварщика достаточного опыта;
- обмазка может отсыревать, из-за чего возникают дефекты;
- обработка цветных металлов предполагает использование специальных подходов, сварочных материалов, оборудования;
- качество швов может меняться в зависимости от погодных условий.


Сферы применения дуговой сварки металлов
По сравнению с другими способами, дуговая сварка металлов используется наиболее активно. Она позволяет быстро, недорого и качественно скрепить детали, получив полноценную конструкцию или изделие.
Данный метод используют:
- заводы металлоизделий;
- производства в области машиностроения;
- стройки, вне зависимости от их масштабов – от возведения гидроэлектростанций до постройки заборов;
- аэрокосмические предприятия;
- судостроительные производства;
- предприятия-производители транспорта;
- изготовители бытовых приборов, пр.
Количество областей применения непрерывно увеличивается, ведь сегодня сварочные инверторы доступны даже домашним умельцам.
Виды оборудования для дуговой сварки
Существует несколько разновидностей данного подхода, которые отличаются оборудованием и используемыми подходами:
Ручная сварка
Технология сварки металла ручной дуговой сваркой предполагает, что всю работу проводит сам мастер: он передвигает электрод и формирует шов.
Главным достоинством этого метода является тот факт, что он позволяет работать с металлическими деталями при любых условиях. Тогда как минусом считается высокая вероятность получения шва низкого качества по вине сварщика, о чем важно помнить при ручной дуговой сварке цветных металлов.
Механизированная сварка
За подачу заготовок на станок отвечает специальное оборудование, а сварку проводит человек.
Иногда сварку полуавтоматом называют подвидом механической, ведь и здесь за перемещение горелки отвечает мастер, а подача расходных материалов, зажигание дуги, образование шва между деталями ложится на аппаратуру.
Автоматическая сварка
Здесь подача материалов и сваривание автоматизировано, оборудование действует по заданной программе.
Техника сама выбирает интенсивность пламени, регулирует поступление расходников и остальные процессы.
Классификация дуговой сварки металлов
Принято говорить о нескольких видах дуговой сварки металлов на основании применяемой технологии защиты шва:
- Без защиты. Обработка производится на открытом воздухе, как это обычно делается при использовании ручного электродугового метода.
- В вакууме. Сварка происходит автоматически в безвоздушной среде.
- В среде газовых смесей. Таким образом перекрывается доступ кислорода к металлу, что препятствует его окислению.
- Под флюсом. Заготовки находятся под защитой шлака, появляющегося в процессе плавления металла.
 Обработка производится на открытом воздухе, как это обычно делается при использовании ручного электродугового метода.
Обработка производится на открытом воздухе, как это обычно делается при использовании ручного электродугового метода.Кроме того, существуют комбинированные способы дуговой сварки металлов, где сварное соединение защищают газы:
- гелий;
- углекислый газ;
- аргон.
Защитный газ поступает к месту сварки через сопло горелки и может быть активным либо инертным.
При дуговой сварке металлов воздействие оказывается таким образом:
- Пучком – здесь работают с пучком соединенных электродов, за счет чего обеспечивается прохождение прямого электрического заряда. При данном подходе удается пользоваться широким диапазоном значений тока.
- Лежачим электродом – применяется укладка с обмазкой длиной 50–120 см в угол либо заранее разделанный стык. Далее устанавливается медный брусок и под него подается дуга.
- Наклонным электродом – позволяет увеличить уровень производительности.

По характеру горения выделяют следующие типы дуговой сварки металлов:
- Открытой дугой – используется при ручной сварке и в среде защитных газов.
- Закрытой – дуга находится в жидком металле, то есть оказывается невидима для мастера.
- Полуоткрытой – часть дуги остается над поверхностью заготовок, что позволяет обрабатывать алюминиевые детали автоматическим методом.
Для электродуговой сварки выбирают плавящийся или неплавящийся электрод в соответствии с типом используемой аппаратуры и запланированных характеристик формируемого шва. При этом применяют медные, алюминиевые, чугунные, стальные стержни. Плавящиеся расходники играют роль присадки.
Параметры электрической дуги
Электрическая или сварочная дуга является электрическим разрядом, протекающим в газовой среде. Передвижение тока в пределах дуги становится возможным за счет присутствующего в ней электрического поля.
Дуга играет ключевую роль в электрической цепи и характеризуется снижением напряжения. Если электрод подсоединяют к плюсовому контакту сварочного аппарата, он становится анодом, в обратной ситуации выполняет функцию катода.
Во время дуговой сварки металлов с помощью переменного тока катод и анод попеременно сменяют друг друга.
Самой важной характеристикой сварочной дуги считается расстояние между электродами. И этот промежуток, по которому движется ток, называется дуговым. Протекание электрического тока возможно лишь при наличии в данном промежутке электронов и ионов, то есть заряженных частиц.
Чтобы последние там появились, запускают ионизацию. Во время этого процесса с поверхности катода испускаются электроны, они заряжают пары и газы, появляющиеся над сварочной ванной.
Электрическая дуга может быть:
- сжатого типа, тогда ее сечение корректируется соплом сварочного аппарата, величиной электромагнитного поля, параметрами потока газа;
- свободной или прямого действия
Технология дуговой сварки металла
Грамотное соблюдение технологии работы дает возможность сформировать прочные и качественные соединения.
Говоря о том, как варить дуговой сваркой тонкий и любой другой металл, нужно представлять себе такие нюансы данного метода:
- В первую очередь, проводят подготовку металла под сварку при ручной дуговой обработке. Необходима его зачистка, обезжиривание, а также разрезание в случае необходимости. К заготовкам приставляют торец раскаленного электрода, чтобы разделить поверхность детали на ионы и электроны.
- Электрод покрывают специальными элементами, такими как кальций, калий, натрий, позволяющими ускорить процесс работы и повысить его качество. Под действием названных веществ металл быстрее разделяется на частицы.
- Сварка может проходить с использованием открытой либо закрытой дуги. В первом случае в материал изделия проникает большое количество азота, из-за чего страдает структура шва. Сократить отрицательные последствия можно, нанеся на электроды слой металла. В промышленности стараются пользоваться закрытым методом, так как он позволяет защитить горячий металл от контакта с кислородом.
 Под действием названных веществ металл быстрее разделяется на частицы.
Под действием названных веществ металл быстрее разделяется на частицы.- Электрод для дуговой сварки металлов устанавливают в инвертер и дважды проводят его концом по торцам обрабатываемых заготовок, чтобы зажечь дугу. После включения сварочного аппарата выставляют нужный уровень тока.
- Электрод опирают на поверхность свариваемых деталей и медленно передвигают его по зоне зазора. В результате в сварочную ванну поступает жидкий металл – именно он, остывая, формирует сварной шов. Для расчета мощности, тока и времени воздействия дуги рекомендуется пользоваться специальной технологической картой.
- Вертикальные швы также формируются посредством дуги, причем между электродом и свариваемой поверхностью задается прямой угол. Максимальное отклонение составляет 10°.
- Избежать наплавления горячего металла позволяет техника елочки, треугольника либо мастер может воспользоваться методом многослойного прохождение тонкой дуги.

Важно! В процессе дуговой сварки металлов сварщик должен соблюдать перечисленные правила и проводить все работы в указанной последовательности. Конкретный метод соединения заготовок выбирают в соответствии с металлом изделия и условиями работы, то есть дома или на предприятии.
Меры безопасности при использовании дуговой сварки
Дуговая сварка металлов требует соблюдения ряда правил техники безопасности:
- Работник должен быть одет в защитную форму и обувь из плотного материала, не допускающую попадания брызг раскаленного металла на тело. Перед началом работ рукава плотно застегиваются, на руки надеваются перчатки. В противном случае высока вероятность сильных ожогов.
- При отсутствии специальной формы допускается использование хлопчатобумажной одежды.
- Лицо и глаза закрывают защитной маской, чтобы защитить их от яркого света и искр горячего металла.
- Все этапы осуществляются в хорошо проветриваемых помещениях.
- Прежде чем приступать к дуговой сварке металлов, около места работы размещают воду либо огнетушитель. Они позволят избежать пожара, если брызги металла, искры станут причиной возгорания.
 В противном случае высока вероятность сильных ожогов.
В противном случае высока вероятность сильных ожогов.Важно соблюдать технику безопасности, ведь отказ от нее чреват серьезными травмами по неосторожности.
Рекомендуем статьи
- Разряды сварщиков в России
- Металл сварного шва: параметры, влияющие на свойства и качество
- Сварка трением: особенности процесса
Дуговая сварка различных металлов сегодня входит в число распространенных способов обработки и изготовления металлических изделий. Чтобы добиться хорошего результата, важно соблюдать важные принципы при проведении работ.
Чтобы добиться хорошего результата, важно соблюдать важные принципы при проведении работ.
Сварку всегда ведут поэтапно, ведь только так можно добиться формирования ровного, надежного шва. А выполнение правил техники безопасности позволяет специалисту защититься от травм.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Дуговая сварка в защитном металле (SMAW) Объяснение | Stick Welding
Дуговая сварка металлическим электродом в среде защитного газа — это процесс электродуговой сварки, при котором металлы соединяются вместе с помощью плавящегося электрода. Впервые он был введен в 1888 году, когда Николай Гаврилович Славянов использовал плавящиеся электроды в качестве инструмента для дуговой сварки.
Впервые он был введен в 1888 году, когда Николай Гаврилович Славянов использовал плавящиеся электроды в качестве инструмента для дуговой сварки.
Дуговая сварка металлическим электродом в среде защитного газа, широко известная как электродуговая сварка, до сих пор остается одним из наиболее часто используемых методов сварки. Сварка стержнем — чрезвычайно универсальный сварочный процесс, поскольку мы можем использовать его практически в любой отрасли, среде, положении и металле.
Давайте углубимся в то, что отличает сварку электродом от других сварочных процессов.
Что такое сварка электродом
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMAW или MMA), представляет собой процесс сварки, в котором для соединения металлов используется электрод с флюсовым покрытием.
Дуга образуется, когда кончик электрода соприкасается с заготовкой. Плавление происходит по мере того, как стержень и заготовка плавятся, образуя сварочную ванну из расплавленного металла.
Одновременно флюсовое покрытие электрода расходуется, образуя защитный слой из защитного газа и шлака в зоне сварки.
По мере остывания металла в сварном шве со временем образуются шлаковые отложения. Отложения в наплавленном металле можно сколоть обычными инструментами.
Этот метод ручной дуговой сварки ограничивается короткими интервалами сварки, так как расходуемый электрод необходимо постоянно заменять.
SMAW не следует путать с FCAW, хотя они имеют некоторые сходства. При обоих процессах сварки флюс с электродов защищает расплавленный металл сварного шва от загрязнения. Эти процессы не обязательно требуют внешних защитных газов, но существуют различия в конструкции электродов, поэтому дуговую сварку с флюсовой проволокой иногда называют сваркой стержнем, вывернутым наизнанку
Процесс дуговой сварки в защитном металле
Перед сваркой всегда рекомендуется проверить состояние вашего оборудования. Исправный источник питания, зажимы, кабели и электрододержатель имеют решающее значение как для безопасности, так и для качества сварки.
Следующим шагом является выбор электрода, который будет дополнять основной металл. Одновременно источник питания должен быть установлен в правильную настройку: отрицательный электрод постоянного тока, положительный электрод постоянного тока или переменный ток. Один провод в сварочном аппарате прикреплен к зажиму заземления, а другой — к электрододержателю.
Чтобы начать процесс дуговой сварки, электрод пробивает основной металл. Сварочная дуга образуется при плавлении электрода в сварочной ванне.
При поглощении флюсового покрытия выделяется защитный газ, защищающий сварочную ванну от атмосферного загрязнения. Следует поддерживать постоянную длину дуги, так как покрытые электроды медленно соединяются с расплавленной ванной. Как правило, длина дуги должна быть примерно равна диаметру жилы провода.
По мере остывания металла шва образуется слой шлака. Его можно удалить после очистки с помощью отбойного молотка и стальной щетки.
Электроды
Тип электрода является одним из определяющих факторов в обеспечении качества сварки. Его химический состав может влиять на стабильность дуги, скорость наплавки, глубину проплавления и другие факторы. Электроды имеют фиксированную длину 14 дюймов (35 см) или 18 дюймов (45 см), и сварщик должен менять их вручную.
Его химический состав может влиять на стабильность дуги, скорость наплавки, глубину проплавления и другие факторы. Электроды имеют фиксированную длину 14 дюймов (35 см) или 18 дюймов (45 см), и сварщик должен менять их вручную.
Стержневые сварочные электроды подразделяются на три основные категории:
Целлюлозные электроды имеют высокое содержание целлюлозы в своем покрытии, что подходит для глубокого проплавления дуги и высоких скоростей сварки благодаря высокой скорости горения. Их можно использовать для любого положения сварки, но необходимо учитывать высокое содержание водорода, так как это увеличивает риск образования холодных трещин в околошовной зоне (ЗТВ).
Рутиловые электроды содержат большое количество оксида титана (рутила) во флюсе. Этот материал способствует меньшему разбрызгиванию, хорошему профилю шва и стабильной работе дуги. Эти электроды можно использовать практически в любом положении при сварке и использовать как с источниками питания переменного, так и постоянного тока.
Они также образуют жидкий и вязкий шлак, который легко удалить.Основные электроды имеют большое количество хлорида кальция и карбоната кальция в своем покрытии. Они используются для сварных швов, требующих хороших механических свойств и устойчивости к растрескиванию. Основные электроды подходят для высоких скоростей сварки, так как шлак быстро замерзает. Это также удобно при сварке в вертикальном и потолочном положениях, но, в свою очередь, шлак труднее удалить, и поэтому эти электроды склонны создавать плохой профиль валика.
 Они также образуют жидкий и вязкий шлак, который легко удалить.
Они также образуют жидкий и вязкий шлак, который легко удалить.С другой стороны, металлические порошковые электроды имеют флюсовое покрытие с железным порошком для обеспечения более высокого сварочного тока. По сравнению с электродами без железного порошка электроды с металлическим порошком имеют более высокую скорость осаждения и эффективность.
Источник питания
Сварку электродом можно использовать как в источниках питания переменного (AC), так и постоянного тока (DC).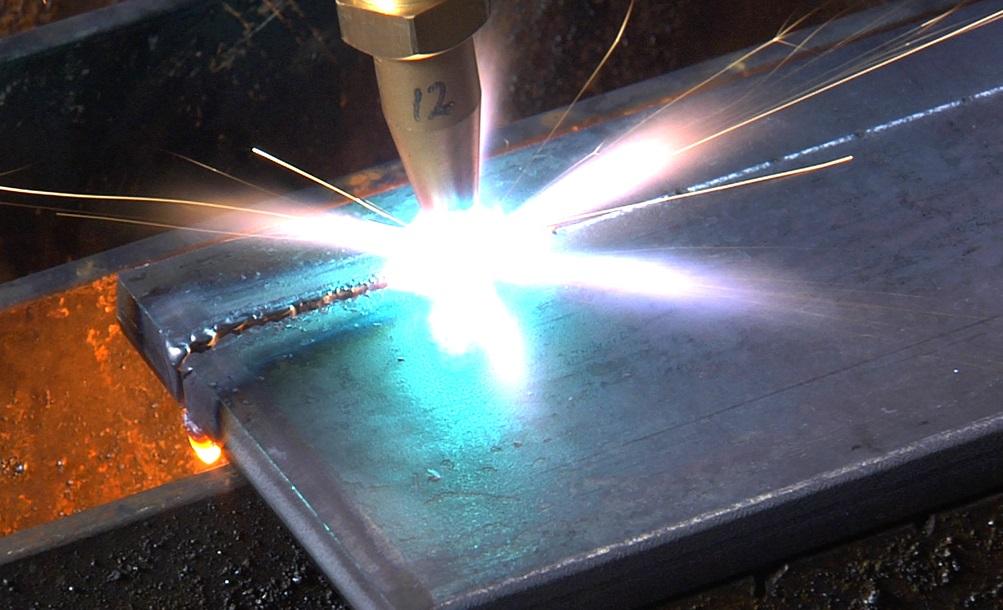 Источник питания, будь то отрицательный постоянный ток, положительный постоянный ток или переменный ток, следует устанавливать в зависимости от типа электрода.
Источник питания, будь то отрицательный постоянный ток, положительный постоянный ток или переменный ток, следует устанавливать в зависимости от типа электрода.
Сварочный аппарат требует постоянного тока, который определяется размером электрода. Напряжение будет зависеть от длины дуги и состава стержня и может регулироваться перемещением электрода ближе или дальше от заготовки.
Материалы
Сварка электродом обычно лучше всего подходит для сварки более толстых металлов, в то время как другие методы, такие как сварка TIG и MIG, предпочтительны для тонких материалов.
Материалы, которые можно сваривать:
Сталь
Нержавеющая сталь
Хром
Сплавы на основе никеля
Железо
Мягкая сталь
Алюминий
Реактивные материалы, такие как цирконий, тантал, ниобий и титан, не рекомендуются для этой технологии сварки. Основная причина этого заключается в том, что экранирующие свойства недостаточны для защиты от загрязнения.
Основная причина этого заключается в том, что экранирующие свойства недостаточны для защиты от загрязнения.
Сварочный аппарат
Зажим заземления необходим для предотвращения поражения электрическим током. Его нужно соединить с заготовкой или приспособлением. Заземляющий зажим должен выдерживать электрический ток без перегрева, чтобы избежать опасности.
Сварочные кабели , используемые в SMAW, гибкие и изолированные. Они должны иметь достаточную площадь поперечного сечения и длину для проведения сварочного тока с минимальным падением напряжения. В сварочном аппарате для стержневой сварки имеется два сварочных кабеля: один для держателя электрода, а другой для зажима заземления.
Электрододержатель подает сварочный ток на электрод. Он действует как направляющая для точной подачи электрода в сварной шов. Держатели электродов различаются по размеру и обладают разной силой тока.
Переменные для дуговой сварки в защитном металле
Длина дуги является одним из наиболее важных факторов при сварке электродом. Различные материалы электродов и методы сварки определяют оптимальную длину дуги для проекта. Как правило, длина дуги никогда не должна превышать диаметр жилы.
Различные материалы электродов и методы сварки определяют оптимальную длину дуги для проекта. Как правило, длина дуги никогда не должна превышать диаметр жилы.
Сила тока зависит от выбора электрода, угла сварки и обработки. Рекомендации по силе тока доступны в руководствах и руководствах по сварочным аппаратам.
Скорость перемещения зависит от угла и типа электрода. Например, быстрый заполняющий электрод может позволить вам иметь более высокую скорость перемещения. Неправильное изменение скорости перемещения может привести к тому, что сварной шов будет хрупким и неглубоким, поскольку образовавшихся отложений может быть больше или меньше, чем требуется.
Технологии сварки — По сравнению с другими методами сварки, сварщик SMAW имеет большее влияние, чем машина, на определение качества сварки. Вот некоторые шаблоны и методы, которые подходят для разных проектов:
Взбивание электрода лучше всего работает с электродами с низким флюсом, такими как E6010, E6011 и E6013, которые могут застревать в сварном шве.
Взбивание помогает сжечь и удалить загрязнения от прямого и обратного движения.Техника круга в основном используется новичками, поскольку она обеспечивает постоянную скорость перемещения и работает с большинством электродов. Просто слегка двигайтесь вперед с каждым круговым движением.
Плетение обычно используется, когда требуются более широкие сварные швы. Это выполняется путем перемещения электрода из стороны в сторону после зажигания дуги.
 Взбивание помогает сжечь и удалить загрязнения от прямого и обратного движения.
Взбивание помогает сжечь и удалить загрязнения от прямого и обратного движения.Положения сварки – Сварка электродом – это один из самых универсальных методов сварки, который может выполняться под разными углами, включая плоское, горизонтальное, вертикальное и потолочное положение сварки.
Требования безопасности
При выполнении любых сварочных работ необходимо соблюдать правила техники безопасности. Ношение надлежащего сварочного шлема и перчаток, хорошая вентиляция и наличие зажима заземления, как правило, являются здравым смыслом, но, кроме того, не забывайте иметь надлежащие знания.
Помните, что легче заменить или отремонтировать часть оборудования, чем рисковать такими опасностями, как ожоги или телесные повреждения.
Преимущества сварки электродами
Сварку электродом можно выполнять практически в любых условиях.
Оборудование достаточно дешевое и доступное.
Легко использовать в ограниченном пространстве.
Широкий выбор электродов.
- Металлические поверхности не требуют такой тщательной очистки, как, например, при сварке ВИГ
Может использоваться для различных металлов и сплавов, а также для уникальных позиций.
Портативное и легкое оборудование, не нужно носить с собой бензобак.
Образующихся газов достаточно для защиты металла сварного шва.
Недостатки сварки электродом
Оставляет брызги и шлаковые отложения.
Выделяет ядовитые пары.
Металлический электрод необходимо постоянно заменять, а огрызки электродов пропадают.
Тонкие материалы, трудно свариваемые.
Требует много времени, так как это ручной процесс.
Требуются навыки и обучение для получения чистых сварных швов.
Не подходит для реактивных металлов.

Применение сварки электродом
Техническое обслуживание и ремонт
Сварка электродом универсальна и очень мобильна, что делает его идеальным для быстрого ремонта даже в суровых условиях. Сварочный аппарат можно использовать в ветреную погоду, под дождем и под водой без ущерба для качества сварки. Уникальная черта сварки электродом заключается в том, что она может сваривать грязные или ржавые металлы.
Изготовление
Поскольку дуговая сварка в среде защитного газа довольно проста в освоении, а сварочное оборудование дешево, она по-прежнему остается одним из самых популярных методов в производстве и строительстве. В то время как некоторые отрасли переходят на более автоматизированные методы сварки, многие по-прежнему предпочитают использовать электродуговую сварку.
В то время как некоторые отрасли переходят на более автоматизированные методы сварки, многие по-прежнему предпочитают использовать электродуговую сварку.
Важные моменты, которые следует помнить
Дуговая сварка металлическим электродом в среде защитного газа — универсальный процесс, с помощью которого можно сваривать различные металлы. Это относительно простой процесс для изучения, и он может производить высококачественные сварные швы.
Хотя этот метод является одним из старейших способов сварки, инновации продолжают повышать его эффективность.
На сегодняшний день электродуговая сварка остается одним из самых надежных методов сварки, особенно если она выполняется опытными специалистами.
SMAW: Дуговая сварка в защитном металле
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Что такое SMAW?
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как сварка электродом, представляет собой ручной процесс с использованием плавящегося электрода с флюсовым покрытием и металлическим стержнем в сердцевине.
Переменный или постоянный ток образует дугу между электродом и основным металлом, создавая необходимое тепло. В Соединенных Штатах это наиболее распространенный метод.
Флюсовое покрытие распадается и выделяет пары, которые служат защитным газом и образуют защитный слой шлака.
Оба защищают зону сварки от атмосферного загрязнения. Когда металлический стержень внутри электрода плавится, он образует расплавленную ванну, которая становится сварным швом.
Сварщик может контролировать несколько переменных, влияющих на ширину и высоту валика сварного шва, глубину провара и количество брызг.
Ручная сварка недорога по сравнению с другими методами, такими как TIG. Он портативный и работает с любой толщиной и в любом положении.
Основным недостатком является шлак, образующийся в процессе сварки, а также более низкие скорости (если вы не обладаете высокой квалификацией).
Дуговая сварка металлическим электродом в среде защитного газа — Рисунок 6-7Дуговая сварка SMAW
Сварка стержнем получила свое название из-за формы электрода, который выглядит как стержень. Его можно использовать для сварки многих типов металлов, включая сталь, нержавеющую сталь и чугун.
Сварочные аппараты для стержневой сварки обеспечивают постоянный ток (CC) с использованием постоянного тока (DC) или переменного тока (AC). Постоянный ток работает в разных направлениях в зависимости от полярности. Переменный ток переключается между направлениями.
Мощность в электрической цепи, используемой для питания сварки, измеряется в амперах. Для сварки более толстых металлов или электродов требуется больший ток или сила тока.
в основном используется для сварки железа и стали.
Может использоваться во всех положениях:
- Плоский
- Вертикальный
- Горизонтальный
- Накладные расходы
Процесс
Дуговая сварка SMAW (сварка электродом) использует тепло дуги для расплавления основного металла и кончика плавящегося электрода. Электрод и основной металл являются частью электрической цепи или сварочной цепи.
Эта схема включает в себя;
- Источник питания
- Сварочные кабели
- Держатель электрода
- Зажим заземления
- Заготовка или основной металл
- Электрод для дуговой сварки
Один кабель крепится к работе, а другой к электрододержателю.
Сварка начинается, когда дуга зажигается между концом электрода и основным металлом.
Тепло плавит кончик и поверхность работы.
Крошечные шарики расплавленного металла образуются на кончике электрода, а затем переносятся через дугу в расплавленную ванну.
Наполнитель откладывается по мере износа электрода.
Дуговая сварка (SMAW) Электрическая схемаДуговая сварка, SMAW, дуга электродуговой сварки перемещается по адресу:
- соответствующая длина дуги (примерно равна диаметру электрода)
- соответствующая скорость движения
В свою очередь плавление и сплавление части основного металла и добавление наполнителя.
Дуга SMAW очень горячая (температура в ее центре превышает 9000ºF (5000ºC)), плавление происходит почти мгновенно, как только дуга касается металла.
Для сварных швов, выполненных в плоском или горизонтальном положении, переносу металла способствуют:
- Сила тяжести
- Расширение газа
- Электрические силы
- Поверхностное натяжение
Сварные швы в других положениях должны преодолевать гравитацию.
В сварных швах с неправильным положением основной металл не может удерживать большое количество расплавленного металла в кратере. Следует использовать электроды меньшего размера, меньшую силу тока и меньшую длину дуги.
Расширение газаГазы образуются при плавлении покрытия электрода и расширяются за счет тепла кипящего кончика электрода.
Покрытие слегка выходит за пределы металлического кончика электрода и регулирует направление расширения газа. Это помогает направить расплавленный металл в сварочную ванну.
Электромагнитные силы (движение дуги или дуновение дуги)Наконечник является электрическим проводником, как и брызги расплавленных глобул на наконечнике, так что струи глобул изменяются магнитными силами, действующими под углом 90 градусов (в большинстве случаев сбоку) ) в направлении течения.
Полезен при сварке в горизонтальном, вертикальном и потолочном положении.
Стержни с более высокой прочностью на растяжение имеют более высокую склонность к дуговому разряду.
Расположение заземляющего кабеля может иметь большое влияние на эти силы
Поверхностное натяжениеСила, удерживающая присадочный металл и шлак в контакте с расплавленным основным металлом в кратере, называется поверхностным натяжением.
Помогает удерживать расплавленный металл при горизонтальной, вертикальной и потолочной сварке, а также определяет форму контуров сварного шва.
Сварка SMAW использует легкое оборудование и является портативным процессомСм. также : Типы сварочных процессов
Переменные
Характеристики сварного шва (размер валика и провар) можно контролировать, регулируя следующие переменные при сварке:
- Размер и тип электрода
- Сила тока (изменена на сварочном аппарате)
- Скорость, с которой вы перемещаете электрод вдоль свариваемого соединения (называется скоростью перемещения)
- Длина дуги (расстояние между металлом и концом электрода). Эмпирическое правило состоит в том, чтобы использовать длину дуги, равную диаметру жилы внутри электрода.
- Угол электрода
- Перпендикулярный (90 градусов) обеспечивает максимальное проникновение
- 45 градусов соответствует меньшему проникновению
- Ширина сварного шва регулируется перемещением электрода из стороны в сторону
- Контроль полярности (направление электрического тока) при использовании постоянного или постоянного тока
 Эмпирическое правило состоит в том, чтобы использовать длину дуги, равную диаметру жилы внутри электрода.
Эмпирическое правило состоит в том, чтобы использовать длину дуги, равную диаметру жилы внутри электрода.Преимущества и недостатки дуговой сварки
Преимущества
Сварка SMAW или сварка электродом требует базового оборудования и подходит для работы в полевых условиях, поскольку она чрезвычайно портативна.
- Стоимость составляет от 30% до 50% по сравнению с другими методами сварки
- Легкое оборудование
- Многие типы доступных электродов
- Хорошо подходит для ограниченного пространства
- Очистка поверхности металла перед сваркой не такая тщательная, как другие методы, такие как TIG
Недостатки
- Необходимость удаления шлака после сварки.
