Какую сварку выбрать — Дуговая или полуавтомат
- Главная >
- Блог >
- Какую сварку выбрать — Дуговая или полуавтомат
13.09.2022
Сварка
Время чтения: 10 минут
Редакция сайта VT-Metall
Сохранить статью:
Вопросы, рассмотренные в материале:
- Каковы принципы работы дуговой сварки
- Что собой представляет сварка полуавтоматом
- Насколько критичен для ручной сварки состав и диаметр электродов
- Какая сварка лучше – дуговая или полуавтомат
Какая сварка лучше: дуговая или полуавтомат? Об этом часто спрашивают те, кто обращаются к специалистам за помощью в сварочных работах. Однако здесь нет единого ответа, ведь у всех сварочных методов есть свои достоинства и недостатки – им и посвящена эта статья.
Как работает дуговая сварка
Прежде чем отвечать на вопрос о том, какая сварка лучше – ручная дуговая или полуавтомат, нужно понять принципы действия этих способов. Для ручной дуговой сварки применяют плавящиеся и неплавящиеся электроды. Металл плавится электрической дугой, что полностью соответствует названию. За счет плавления материалы заготовки и электрода смешиваются, а качество шва зависит от химического состава металлов и такого показателя, как свариваемость. Немаловажную роль также играют диаметр, химический состав и тип электрода.
Также при дуговой сварке специалист сам устанавливает необходимый режим работы в соответствии с толщиной металла и длиной шва. Режим зависит от длины сварочной дуги, плотности и силы тока. При соединении толстых металлических листов используют несколько подходов, тогда как тонкие допускается соединять внахлест.
Сваривание дуговым аппаратом производится вручную, за счет чего повышается эффективность работы, а также достигаются такие преимущества, как:
- простое использование и обслуживание оборудования;
- научиться азам дуговой сварки под силу любому;
- соединение металлических элементов может происходить в разных положениях: снизу, сверху, под углом, сбоку;
- за счет согнутого электрода удается накладывать шов даже на труднодоступных участках;
- технология подходит для работы с большим количеством металлов.

Однако прежде чем решить, какая сварка лучше – дуговая или полуавтомат, нужно назвать и минусы первого подхода:
- испускаемое дуговым аппаратом электромагнитное излучение вредно для человека;
- качество швов непосредственно зависит от навыков специалиста, выполняющего их;
- сниженные КПД и показатель производительности относительно других подходов.
Все названное приводит к тому, что дуговая сварка используется при таких работах, как:
- соединение деталей и арматурных сеток;
- возведение прочных арматурных каркасов и сеток;
- скрепление стержней, монтаж конструкций из железобетона;
- подготовка арматуры без специальной стыковочной аппаратуры.
Аппараты дуговой сварки позволяют производить работы под любым углом, вне зависимости от сложности доступа. Этот способ считается универсальным, так как подходит для соединения элементов из цветных и черных металлов толщиной не менее 3 мм. Стоит оговориться, что дуговая система, как и полуавтомат, может использовать и при работе с более тонкими изделиями, но в этом случае понадобятся не только особые навыки сварщика, но и специализированные электроды.
Стоит оговориться, что дуговая система, как и полуавтомат, может использовать и при работе с более тонкими изделиями, но в этом случае понадобятся не только особые навыки сварщика, но и специализированные электроды.
На качество шва влияют следующие свойства металла:
- химический состав;
- показатель свариваемости, который включает в себя показатель склонности к образованию швов, изменения металла при сварке, пр.
При выборе электрода обязательно учитывают его:
- диаметр;
- химический состав;
- вид.
Еще одна особенность, влияющая на качество шва, – это режим сварки. При его выборе немаловажную роль играют:
- длина сварочной дуги;
- сила, плотность тока.
Способ дуговой сварки выбирают, исходя из толщины металла и длины шва, поэтому:
- толстый металл сваривают в несколько подходов;
- тонкую сталь соединяют внахлест, причем проплавление металла производится через верхний лист, либо встык – тогда между кромками соединяемых деталей прокладывают еще одну стальную полоску.

Если речь идет о работе на трубопроводе, то способы дуговой сварки зависят от пространственного положения шва, а также типа стыка, который может быть поворотным или неповоротным.
Прежде чем приступать к ручной дуговой сварке изделий, подготавливают кромки: их очищают при помощи растворителей, газокислородного пламени и кислот от масел, грязи, ржавчины и других загрязнений. Также возможна и механическая зачистка.
Что собой представляет сварка полуавтоматом
Действие полуавтомата основано на том, что переменный ток из электрической сети преобразуется в постоянный. Для этого в системе предусмотрены специальный модуль, высокочастотный трансформатор и несколько выпрямителей.
Оговоримся, что сегодня существуют и более современные полуавтоматы, оснащенные блоком для регулировки коэффициента мощности в автоматическом режиме. Данный блок синхронизирует напряжения рабочих токов по синусоидам, в результате чего элементы соединяются максимально стабильно и качественно.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Обработка металлических изделий при помощи инвертора-полуавтомата производится за счет непрерывной подачи электродной проволоки к месту горения электродуги с неизменной скоростью. В случае работы с полуавтоматом эта область обязательно защищается от внешних воздействий посредством газа – чаще всего используют углекислый газ, аргон. В результате удается получить безупречный по прочности шов, в котором содержится минимальная доля шлаков. Дело в том, что из-за газа при работе с полуавтоматом атмосферный воздух не может вступить в реакцию с разогретым металлом.
Процесс сварки инверторным полуавтоматом управляется при помощи микропроцессора, он отслеживает рабочие характеристики системы. Если фиксируются отклонения важных параметров, работа оборудования тут же корректируется.
Однако это не все достоинства использования полуавтомата, также стоит назвать следующие:
- небольшая масса полуавтомата – современная система, предназначенная для любителей, весит 5-6 кг, профессиональные установки всегда тяжелее;
- большое количество дополнительных функций, таких как защита от перепадов напряжения, встроенные измерительные приборы, автоматическая остановка и поддержание электродуги в горящем состоянии, защита от чрезмерного нагрева, пр.;
- плавная регулировка рабочего напряжения в зависимости от силы тока;
- встроенное в инвентор-полуавтомат вентилирующее устройство;
- точная настройка тока, что важно при соединении элементов из различных материалов.
Все современные полуавтоматы, в отличие от дуговых аппаратов, имеют очень высокий КПД, даже когда речь идет о недорогих моделях китайского производства. Также немаловажно, что при сварке не происходит разбрызгивание кипящего металла – появляются только небольшие брызги, которые не способны вызвать наплывы на соединенных поверхностях и другого рода дефекты.
В инверторах-полуавтоматах проволока подается равномерно, с постоянной скоростью. Этого эффекта не способен добиться даже самый опытный специалист, занимающийся дуговой сваркой.
Немаловажно, что инверторы подходят для работы со штучными электродами различного сечения. А если в полуавтомате есть вентильная горелка, то с его помощью можно выполнять даже аргонодуговую сварку.
Все перечисленные достоинства объясняют, почему инверторы-полуавтоматы считаются универсальными сварочными системами. Немаловажно, что они одинаково справляются как с крупными конструкциями, так и с заготовками из тонких листов металла, чего нельзя сказать об устройствах для ручной дуговой обработки.
Сегодня полуавтоматы широко применяются в экстремальных условиях, например, во время спасательных, аварийных, профессиональных монтажных, строительных работ, ремонта разного рода строений. Однако многие покупают инверторы для использования в быту – это стало возможно после снижения цены на такое оборудование.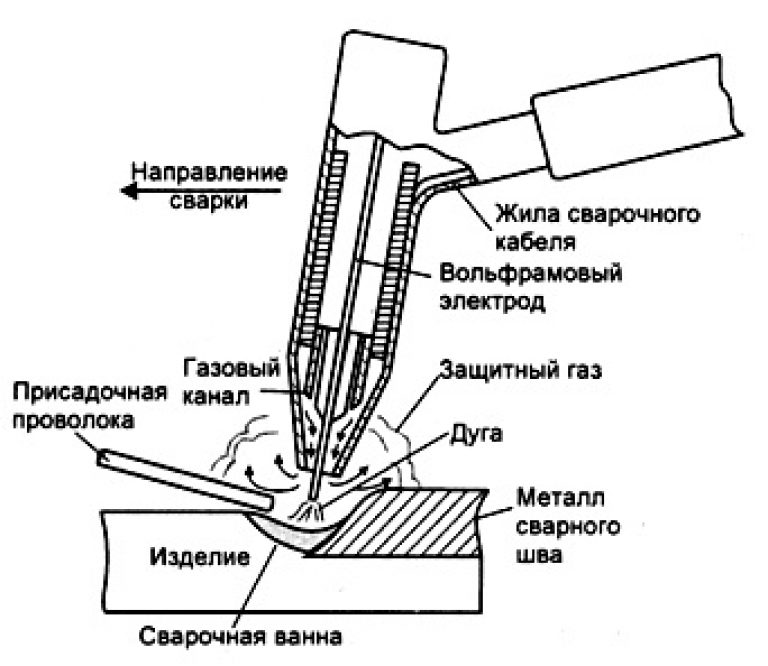
Какая сварка лучше: дуговая или полуавтоматическая
Вопрос о том, какая сварка лучше дуговая или полуавтомат, сразу отпадает, как только становится ясно, что эти два вида используются для разных работ:
- Дуговая сварка не подходит, если нужно соединить элементы кузова автомобиля – в теории это возможно, но слишком сложно.
- Для кузовных работ выбирают не дуговой аппарат, а полуавтомат, так как сила тока в этом случае оптимальна для работы с тонким металлом.
- Полуавтомат справляется с цветными и тугоплавкими металлами, тогда как дуговая сварка не дает возможности наварить шов на меди или алюминии. При этом качественный прибор для дуговой сварки не заменить ничем, если идет работа с черными металлами. А его обслуживание, даже с учетом всех необходимых расходников, обходится гораздо дешевле, чем содержание аналогичных полуавтоматов.
- Полуавтомат необходим, если нужно быстро и крепко соединить пару элементов. Такой вид сварки, как автоматический, применяется во всех сферах промышленности, ведь он позволяет работать с любыми металлами различной толщины.
- Полуавтомат отличается повышенным КПД по сравнению с дуговой сваркой, при этом требует небольших материальных затратах.
Прежде чем приступать к сварке полуавтоматом, начинающий специалист должен освоить как теорию, так и практику, поскольку эти две составляющие тесно связаны между собой.
Повторим, что невозможно выбрать только один аппарат, отвечая на вопрос о том, какая сварка лучше – дуговая или полуавтомат, если не учитывать цели приобретения устройства. Четко представляя план работ, вы сможете купить действительно хорошее устройство за разумную сумму.
В первую очередь выберите, для чего вы будете использовать сварочную технику:
- в быту, если требуется не больше 20–30 минут непрерывной работы;
- в профессиональной работе, когда аппарат должен постоянно использоваться в течение 8 часов, то есть одной смены;
- в промышленности, если необходима трехсменная работа.

Одной из основных характеристик устройства для сварки полуавтоматом специалисты называют продолжительность включения, то есть длительность бесперебойной, непрерывной работы оборудования относительно общего времени использования. Высокий уровень данного показателя свидетельствует об эффективности аппарата. При выборе важно изучить все характеристики устройства, тип обмотки и другие особенности.
Также стоит принимать во внимание ток сварки, поскольку он бывает:
- переменным, если речь идет о дуговой сварке;
- постоянным;
- переменно-постоянным.
Оговоримся, что устройства, работающие с переменно-постоянным током, отличаются доступной ценой, универсальностью.
Также все сварочные аппараты делятся на типы по числу рабочих фаз:
- однофазные, подключаются к источнику электроэнергии в 220 В;
- трехфазные, эксплуатируемые на производстве;
- универсальные, которые работают от одной или трех фаз.

Еще один ключевой показатель – мощность устройства. Более мощные сварочные системы легко режут и сваривают толстые материалы, но при этом они потребляют немало электроэнергии. В зависимости от КПД, мощность полуавтомата в большей или меньшей степени отличается от значения данного параметра.
Не менее важно проверить напряжение холостого хода. При высоком значении этого показателя от устройства можно добиться быстрого, легкого и стабильного образования дуги. Для трансформаторных аппаратов хватает 50–55 В напряжения, если речь идет об инверторах, то 90 В, а для полуавтоматов – 40 В.
Кроме того, необходимо учитывать значения сварочных токов, ведь именно на их основе выбирают электроды. Самые высокие показатели в этом случае нужны, если планируются масштабные работы с изделиями большой толщины.
Выбор степени защиты
Вне зависимости от типа, сварочные аппараты не терпят пыли, повышенной влажности, температуры, внешних механических воздействий. Поэтому устройство должно обладать высокой степенью защиты, в соответствии с международной системой классификации IEC_60529. Чаще всего можно встретить класс защиты IP 21, где «2» говорит о том, что аппарат защищен от попадания внутрь любых предметов (если их размеры больше 12,5 мм), а «1» – это свидетельство защиты от вертикального проникновения влаги, капель.
Поэтому устройство должно обладать высокой степенью защиты, в соответствии с международной системой классификации IEC_60529. Чаще всего можно встретить класс защиты IP 21, где «2» говорит о том, что аппарат защищен от попадания внутрь любых предметов (если их размеры больше 12,5 мм), а «1» – это свидетельство защиты от вертикального проникновения влаги, капель.
Если требуется более высокий класс защиты, лучше отдать предпочтение IP 23. В этом случае аппарат защищен от брызг под углом 60° относительно вертикальной плоскости, то есть устройство может эксплуатироваться даже под дождем, хотя производители и опытные сварщики настоятельно не рекомендуют работать в таких условиях.
Если говорить о защите от нагрева, выделяют такие классы:
- Н, предполагает устойчивость до 180°;
- F – устойчивость до 155°;
- В, выдерживает до 130°.
Часто можно встретить современные сварочные аппараты, снабженные защитой от перегрева, что упрощает работу, ведь при необходимости устройство отключается. А значит, не допускается его нагрев до критического уровня.
А значит, не допускается его нагрев до критического уровня.
Читайте также
09.01.2023
Лазерная сварка: виды и особенности
Подробнее
05.01.2023
Как сделать тиски своими руками в домашних условиях
Подробнее
03.01.2023
Как полировать сталь: промышленные и бытовые методы обработки
Подробнее
30.12.2022
Холодная сварка: виды и особенности применения
Подробнее
30.12.2022
Сталь D2: сфера применения и параметры
Подробнее
30.12.2022
Как выбрать электроды, чтобы получить качественный сварной шов
Подробнее
30.12.2022
Шкаф металлический для инвентаря: разбираемся в видах и назначении
Подробнее
30.12.2022
Что такое штрипс: виды и характеристики
Подробнее
Полуавтоматическая сварка | Сварка и сварщик
Полуавтоматическая сварка, сварка полуавтоматом
Сварка аргоном осуществляется неплавящимся электродом в среде инертного газа – аргона (TIG, GTAW), от чего и происходит её название. Но для этого можно использовать также и плавящийся металл, т.е. полуавтоматическая сварка (MIG, GMAW). В качестве неплавящегося электрода обычно используют вольфрам.
Но для этого можно использовать также и плавящийся металл, т.е. полуавтоматическая сварка (MIG, GMAW). В качестве неплавящегося электрода обычно используют вольфрам.
Другие названия аргонной сварки – «сварка аргоном», «аргоновая сварка», «аргонодуговая сварка».
При сварке плавлением в защитных газах в качестве источника нагрева используется мощная электрическая дуга. В дуге электрическая энергия преобразуется в тепловую, плотность которой достаточна для локального плавления основного металла. В условиях атмосферы (21%О2+78%N2) зона сварки должна надежно защищаться от насыщения металла шва кислородом и азотом воздуха, которые ухудшают его свойства. Защитные газы, подаваемые через сопло, вытесняют воздух и таким образом защищают сварочную ванну и электрод.
MIG сварка — это аббревиатура, состоящая из первых букв полного названия данного способа Metal Inert Gas (Метал Инертный Газ), а расшифровка MAG — Metal Active Gas (Метал Активный Газ). У нас же чаще всего используется название полуавтоматическая сварка или механизированная дуговая сварка плавящимся электродом в среде защитного газа, а в США — GMAW т.е. Gas Metal Arc Welding (Газ Метал Дуговая Сварка).
У нас же чаще всего используется название полуавтоматическая сварка или механизированная дуговая сварка плавящимся электродом в среде защитного газа, а в США — GMAW т.е. Gas Metal Arc Welding (Газ Метал Дуговая Сварка).
Но все эти различные названия и аббревиатуры — это по сути электрическая дуговая сварка, при которой сварочная проволока подается автоматически с постоянной скоростью, а сварочная горелка перемещается вдоль шва вручную. При этом дуга, вылет сварочной проволоки, ванна расплавленного металла и ее застывающая часть защищены от воздействия окружающего воздуха защитным газом.
Так как при данном способе сварочная проволока подается автоматически, а горелка перемещается вдоль шва вручную, этот способ сварки еще называется механизированным, а сварочная установка – механизированным аппаратом (сварочным полуавтоматом). Однако сварку в защитных газах можно выполнять также и в автоматическом режиме, когда используются передвижные тележки или передвижные сварочные головки.
Сварка порошковой проволокой может выполняться на том же оборудовании, что и сварка полуавтоматом. Сокращенное наименование этого процесса, принятое за рубежом — FCAW (Flux Cored Arc Welding).
Сваркой называется технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
Для сварки нержавеющих сталей применяют полуавтоматическую сварку плавящимся электродом (MIG, MAG, GMAW) и в данном видео обговариваются следующие вопросы:
Используя специальное сопло для полуавтомата, можно производить сварку точечными швами (электрозаклепками). Данное сопло нетрудно изготовить в домашних условиях из старого использованного наконечника для горелки полуавтомата. Видео на английском языке.
В видео рассмотрены основы сварки полуавтоматом:
- оборудование для сварки полуавтоматом
- подготовка поверхности перед сваркой
- техника сварки во всех пространственных положениях
Которые будут полезны для начинающего сварщика.
Страницы
- 1
- 2
- следующая ›
- последняя »
Понимание различных типов сварочных процессов BEPeterson — BEPeterson
Сварка выполняется для соединения различных металлов или термопластов. Это помогает создать прочное и надежное соединение по сравнению с другими методами соединения металлов. В BEPeterson мы занимаемся различными типами процессов сварки металлов. Все эти виды сварки выполняются с использованием различных типов автоматического, полуавтоматического и ручного сварочного оборудования. Этот пост знакомит вас с нашими сварочными процессами.
Различные типы сварочных процессов в BEPeterson
Мы предлагаем различные виды сварочных услуг:
Сварка MIG — это полуавтоматический процесс сварки. В этом процессе электрическая дуга создается между расходуемым проволочным электродом и металлом заготовки с использованием источника питания и расходуемого проволочного электрода. Заготовка плавится и плавится под воздействием тепла, выделяемого электрической дугой.
Заготовка плавится и плавится под воздействием тепла, выделяемого электрической дугой.
Преимущества сварки GMAW
- Сварка GMAW обеспечивает эффективное проплавление сварного шва. Это обеспечивает большую прочность в процессе сварки при меньших размерах сварного шва.
- Сварка MIG производит меньше дыма по сравнению с другими видами сварки.
2. Дуговая сварка вольфрамовым электродом (GTAW): Дуговая сварка вольфрамовым электродом или сварка вольфрамовым электродом в среде инертного газа (TIG) использует неплавящийся вольфрамовый электрод и рабочий металл. Между вольфрамовым электродом и свариваемым металлом образуется электрическая дуга. Вокруг сварного шва используется защитный газ, защищающий его от окружающей среды. Этот процесс сварки используется в аэрокосмической промышленности или при сварке тонких заготовок из цветных металлов.
Преимущества сварки TIG
- Этот метод позволяет получить более качественные и привлекательные сварные швы. Сварка ВИГ
- используется для сварки тонких сечений металлов или различных типов деликатных заготовок.

3. Дуговая сварка порошковой проволокой (FCAW): Дуговая сварка порошковой проволокой представляет собой полуавтоматический или автоматический процесс дуговой сварки. Для этого требуется непрерывно расходуемый трубчатый электрод с флюсом и источник постоянного напряжения. Эта сварка подходит для отраслей, где необходимо бесконечное количество сварки. FCAW идеально подходит для мягких и стальных сплавов, сплавов с высоким содержанием никеля и нержавеющих сталей.
Преимущества сварки FCAW
- Этот тип сварки обеспечивает высокую скорость наплавки.
- Меньше шансов на пористость.
4. Дуговая сварка под флюсом (SAW): При дуговой сварке под флюсом дуга образуется между постоянно подаваемым оголенным проволочным электродом и заготовкой. Это полностью механизированный процесс автоматической сварки. Наиболее распространенные области применения дуговой сварки под флюсом включают сварку нержавеющей стали, легированных сталей и углеродисто-марганцевой стали.
Это полностью механизированный процесс автоматической сварки. Наиболее распространенные области применения дуговой сварки под флюсом включают сварку нержавеющей стали, легированных сталей и углеродисто-марганцевой стали.
Преимущества сварки под флюсом
- Этот метод сварки обеспечивает получение высококачественного сварного шва при ограниченных навыках оператора.
- Эта сварка позволяет обрабатывать более толстые секции любых металлов или материалов.
Процесс сварки имеет решающее значение для любого проекта промышленного производства. Следовательно, важно понимать их основные различия. Все сварочные операции в BEPeterson соответствуют стандартам ASME Sect 9 и AWS D1.1, D1.6. Наше хорошо оборудованное производство позволяет нам браться за разнообразные сложные проекты и удовлетворять широкий спектр требований клиентов.
Дуговая сварка металлическим газом (GMAW / -MIG-)
В процессе дуговой сварки металлическим газом (GMAW / MIG) используется электрическая дуга, возникающая между расходуемым проволочным электродом и заготовкой. GMAW может быть реализован как ручной, полуавтоматический или автоматический процесс, а гибкость, обеспечиваемая различными вариантами процесса, является преимуществом во многих приложениях. GMAW обеспечивает значительное увеличение скорости наплавки металла сварного шва по сравнению с GTAW или SMAW, а при реализации полуавтоматического процесса обычно требуется меньше навыков сварщика. Однако оборудование GMAW является более сложным, менее портативным и обычно требует более регулярного обслуживания, чем для процессов GTAW и SMAW. GMAW является наиболее распространенным процессом сварки коррозионно-стойких сплавов и выполнения сварных швов толстого сечения. Однако GMAW не подходит для сварки корневого шва сплавов на основе Ni/Co, и GTAW следует использовать для всех корневых швов.
GMAW может быть реализован как ручной, полуавтоматический или автоматический процесс, а гибкость, обеспечиваемая различными вариантами процесса, является преимуществом во многих приложениях. GMAW обеспечивает значительное увеличение скорости наплавки металла сварного шва по сравнению с GTAW или SMAW, а при реализации полуавтоматического процесса обычно требуется меньше навыков сварщика. Однако оборудование GMAW является более сложным, менее портативным и обычно требует более регулярного обслуживания, чем для процессов GTAW и SMAW. GMAW является наиболее распространенным процессом сварки коррозионно-стойких сплавов и выполнения сварных швов толстого сечения. Однако GMAW не подходит для сварки корневого шва сплавов на основе Ni/Co, и GTAW следует использовать для всех корневых швов.
В GMAW механизм, с помощью которого расплавленный металл на конце проволочного электрода переносится на заготовку, оказывает значительное влияние на характеристики сварного шва. С GMAW возможны три режима переноса металла: перенос с коротким замыканием, шаровидный перенос и перенос распылением. Кроме того, существует вариант режима переноса распыления, называемый импульсным распылением.
Кроме того, существует вариант режима переноса распыления, называемый импульсным распылением.
Электрическая полярность для GMAW сплавов HASTELLOY® и HAYNES® должна быть положительной электродом постоянного тока (DCEP / «обратная полярность»). Типичные параметры для различных режимов переноса GMAW приведены в таблице 2 для сварки в плоском положении. Поскольку различные источники питания GMAW сильно различаются по конструкции, работе и системам управления, параметры следует рассматривать как расчетный диапазон для достижения надлежащих характеристик сварки с конкретным сварочным оборудованием. Скорость перемещения GMAW обычно составляет от 6 до 10 дюймов в минуту (дюйм/мин) / от 150 до 250 мм/мин.
Перенос короткого замыкания происходит в самых низких диапазонах тока и напряжения, что приводит к низкому подводу тепла при сварке. Обычно он используется с присадочной проволокой меньшего диаметра и позволяет получить относительно небольшую и легко контролируемую сварочную ванну, которая хорошо подходит для сварки в нестандартном положении и соединения тонких профилей. Однако низкое тепловложение делает перенос с коротким замыканием восприимчивым к дефектам непровара (холодный нахлест), особенно при сварке толстых профилей или при многопроходной сварке.
Однако низкое тепловложение делает перенос с коротким замыканием восприимчивым к дефектам непровара (холодный нахлест), особенно при сварке толстых профилей или при многопроходной сварке.
Шаровидный перенос происходит при более высоких уровнях тока и напряжения, чем короткое замыкание, и характеризуется большими каплями расплавленного металла неправильной формы. Теоретически глобулярный режим переноса можно использовать для сварки сплавов на основе Ni/Co, но он применяется редко, поскольку создает неравномерное проплавление и неровный контур наплавленного валика, что способствует образованию дефектов. Поскольку сила тяжести имеет решающее значение для отрыва и переноса капли, шаровидный перенос обычно ограничивается сваркой в плоском положении.
Распылительный перенос происходит при самых высоких уровнях тока и напряжения и характеризуется остро направленным потоком мелких металлических капель. Это процесс с высоким подводом тепла и относительно высокой скоростью наплавки, который наиболее эффективен для сварки толстых секций материала. Однако в основном он полезен только в плоском положении, а его высокое тепловложение способствует горячему растрескиванию сварного шва и образованию вторичных фаз в микроструктуре, что может ухудшить эксплуатационные характеристики.
Однако в основном он полезен только в плоском положении, а его высокое тепловложение способствует горячему растрескиванию сварного шва и образованию вторичных фаз в микроструктуре, что может ухудшить эксплуатационные характеристики.
Импульсный струйный перенос — это строго контролируемый вариант струйного переноса, при котором сварочный ток чередуется между высоким пиковым током, при котором происходит перенос распылением, и более низким фоновым током. Это обеспечивает стабильный процесс с низким уровнем разбрызгивания при среднем сварочном токе, значительно более низком, чем при переносе струей. Импульсное распыление обеспечивает более низкое тепловложение по сравнению с переносом распылением, но менее подвержено дефектам неполного сплавления, которые являются общими для переноса с коротким замыканием. Это полезно во всех положениях сварки и для широкого диапазона толщины материала. В большинстве случаев компания Haynes International настоятельно рекомендует использовать импульсный распылительный перенос для GMAW сплавов HASTELLOY® и HAYNES®. Использование современного источника питания с синергетическим управлением и возможностью регулировки формы сигнала («адаптивный импульс») очень выгодно для импульсного переноса распыления. Эти передовые технологии упростили использование импульсного струйного переноса, при котором параметры импульса, такие как ток импульса, длительность импульса, фоновый ток и частота импульса, включены в систему управления и связаны со скоростью подачи проволоки.
Использование современного источника питания с синергетическим управлением и возможностью регулировки формы сигнала («адаптивный импульс») очень выгодно для импульсного переноса распыления. Эти передовые технологии упростили использование импульсного струйного переноса, при котором параметры импульса, такие как ток импульса, длительность импульса, фоновый ток и частота импульса, включены в систему управления и связаны со скоростью подачи проволоки.
Выбор защитного газа имеет решающее значение для разработки процедуры GMAW. Для сплавов на основе Ni/Co защитная газовая среда обычно обеспечивается аргоном или смесью аргона с гелием. Относительно низкая энергия ионизации аргона способствует лучшему зажиганию/стабильности дуги, а его низкая теплопроводность обеспечивает более глубокое пальцеобразное проплавление. Если использовать отдельно, гелий создает неустойчивую дугу, чрезмерное разбрызгивание и сварочную ванну, которая может стать чрезмерно жидкой, но при добавлении к аргону он обеспечивает более жидкую сварочную ванну, которая улучшает смачивание и создает более плоский сварочный валик. При сварке сплавов на основе Ni/Co следует избегать добавок кислорода или углекислого газа, которые обычно используются с другими металлами. Эти добавки создают сильно окисленную поверхность и способствуют пористости металла сварного шва, неровной поверхности валика и дефектам неполного сплавления. Оптимальная смесь защитного газа зависит от многих факторов, включая конструкцию/геометрию сварного шва, положение сварки и желаемый профиль проплавления. В большинстве случаев предлагается смесь 75% Ar и 25% He; хорошие результаты были получены при содержании гелия от 15 до 30%. При переносе методом короткого замыкания добавление гелия к аргону помогает избежать чрезмерно выпуклых валиков сварного шва, которые могут привести к дефектам непровара. Для распылительного переноса хорошие результаты можно получить с использованием чистого аргона или смесей аргона и гелия. Добавление гелия обычно требуется для импульсного распыления, так как это значительно увеличивает смачивание.
При сварке сплавов на основе Ni/Co следует избегать добавок кислорода или углекислого газа, которые обычно используются с другими металлами. Эти добавки создают сильно окисленную поверхность и способствуют пористости металла сварного шва, неровной поверхности валика и дефектам неполного сплавления. Оптимальная смесь защитного газа зависит от многих факторов, включая конструкцию/геометрию сварного шва, положение сварки и желаемый профиль проплавления. В большинстве случаев предлагается смесь 75% Ar и 25% He; хорошие результаты были получены при содержании гелия от 15 до 30%. При переносе методом короткого замыкания добавление гелия к аргону помогает избежать чрезмерно выпуклых валиков сварного шва, которые могут привести к дефектам непровара. Для распылительного переноса хорошие результаты можно получить с использованием чистого аргона или смесей аргона и гелия. Добавление гелия обычно требуется для импульсного распыления, так как это значительно увеличивает смачивание.
Поскольку аргон и гелий являются инертными газами, поверхность сварного шва после наплавки должна быть яркой и блестящей с минимальным окислением. При этом при многопроходной сварке притирка между проходами не обязательна. Однако на поверхности сварного шва могут быть отмечены некоторое окисление или «копоть». В этом случае рекомендуется интенсивная обработка проволочной щеткой и/или легкая шлифовка/кондиционирование (зернистость 80) между проходами сварки, чтобы удалить окисленную поверхность и обеспечить надежное наплавление последующих сварных швов. Расход защитного газа обычно должен находиться в диапазоне от 25 до 45 CFH (от 12 до 21 л/мин). Слишком низкая скорость потока не обеспечивает адекватной защиты сварного шва, а чрезмерно высокая скорость потока может повлиять на стабильность дуги. Как и в случае с GTAW, рекомендуется защита обратной продувкой, чтобы корневая сторона сварного соединения не подвергалась сильному окислению. Если защита с обратной продувкой невозможна, корневую сторону сварного соединения следует зашлифовать после сварки, чтобы удалить весь окисленный металл сварного шва и любые дефекты сварки. Затем сварной шов может быть заполнен с обеих сторон по мере необходимости.
При этом при многопроходной сварке притирка между проходами не обязательна. Однако на поверхности сварного шва могут быть отмечены некоторое окисление или «копоть». В этом случае рекомендуется интенсивная обработка проволочной щеткой и/или легкая шлифовка/кондиционирование (зернистость 80) между проходами сварки, чтобы удалить окисленную поверхность и обеспечить надежное наплавление последующих сварных швов. Расход защитного газа обычно должен находиться в диапазоне от 25 до 45 CFH (от 12 до 21 л/мин). Слишком низкая скорость потока не обеспечивает адекватной защиты сварного шва, а чрезмерно высокая скорость потока может повлиять на стабильность дуги. Как и в случае с GTAW, рекомендуется защита обратной продувкой, чтобы корневая сторона сварного соединения не подвергалась сильному окислению. Если защита с обратной продувкой невозможна, корневую сторону сварного соединения следует зашлифовать после сварки, чтобы удалить весь окисленный металл сварного шва и любые дефекты сварки. Затем сварной шов может быть заполнен с обеих сторон по мере необходимости.
Во время GMAW сварочную горелку следует держать перпендикулярно к заготовке под рабочим углом и углом перемещения приблизительно 0°. Для видимости может потребоваться очень небольшое отклонение от перпендикуляра. Если горелка расположена слишком далеко от перпендикуляра, кислород из атмосферы может попасть в зону сварки и загрязнить расплавленную сварочную ванну. Сварочный пистолет с водяным охлаждением всегда рекомендуется для сварки струйным переносом и всегда, когда используются более высокие сварочные токи.
Следует признать, что некоторые части оборудования GMAW, такие как контактный наконечник и кабелепровод/направляющий канал для присадочной проволоки, подвержены сильному износу и должны периодически заменяться. Изношенная или грязная направляющая может вызвать неравномерную подачу проволоки, что приведет к нестабильности дуги или к заклиниванию присадочной проволоки, что известно как «птичье гнездо». Рекомендуется свести к минимуму резкие изгибы кабеля пистолета.