Дробеструйная обработка – чистота и прочность металла и бетона + Видео
Поверхность любого материала нуждается в обработке перед промежуточными и заключительными операциями изготовления деталей, сооружений. Дробеструйная обработка позволяет эффективно очистить и способствует повышению прочности.
1 Струйная обработка дробью – технология очистки и укрепления поверхностей
Струйная обработка дробью заключается в воздействии на различные поверхности абразивным материалом, подаваемым на большой скорости воздушным потоком. Для проведения таких работ используют специальное оборудование – дробеструйные машины. Мощность подаваемой воздушно-абразивной струи позволяет удалять различные загрязнения и покрытия, ржавчину, а также окалину, неровности, многое другое.
Обработка дробью дает шероховатую, чистую поверхность, обеспечивающую хорошее сцепление с наносимыми поверх материалами. В основном, дробеструйные машины применяют для обработки бетонных и металлических поверхностей. Оборудование бывает двух типов:
- закрытое – для обработки деталей, объектов в замкнутом пространстве;
- открытое – для наружной обработки внешних поверхностей.
Рекомендуем ознакомиться
Конструкция машин может быть разной – это зависит от того, для работ с какой поверхностью оборудование предназначено (стальной, полимерной, бетонной и так далее).
В качестве абразива используется дробь, материал, форма и размер которой, а также режим работы дробеструйной машины, выбираются также исходя из типа обрабатываемой поверхности.
Все виды оборудования имеют возможность подключения к промышленному пылесосу, собирающему пыль, остатки расколотой и целую дробь, которая во многих установках рекуперируется (отделяется) и поступает обратно в бункер.
Замкнутый цикл работы дробеструйного оборудования обеспечивает ему очень высокие показатели производительности, экономичности и экологичности. В среднем за один час машина способна обработать 40–150 м2 металлической поверхности или 50–250 м2 бетонного пола.В случае применения специальных рукавов и стволов – до 500 м2/час. Современное оборудование позволяет работать с крупногабаритными изделиями.
2 Дробь для струйной абразивной обработки
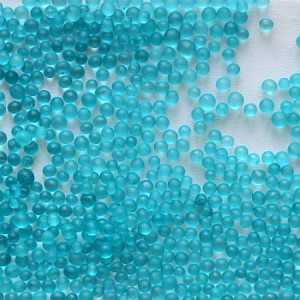
Область применения данного метода очень обширна. Чтобы получить требуемый результат, важно в каждом конкретном случае правильно подобрать дробь для дробеструйной обработки. Она, в зависимости от способа и материала изготовления, делится на следующие виды:
- Колотая чугунная – производят из белого чугуна методом расплавления с последующей грануляцией. Полученные сферические изделия охлаждают, затем раскалывают и отжигают. Эта дробь позволяет достичь необходимой шероховатости поверхности перед нанесением специальных покрытий. Кроме этого, ее используют для матирования, удаления нагара и ржавчины.
- Стальная литая – производится низкоуглеродистая (LC), с средним (MC) и высоким (HC) содержанием углерода. Каждый вид дроби отличается химическим составом и технологией изготовления, определяющим их недостатки и преимущества. Используют для обработки проката, металлоконструкций, отливок из чугуна и стали, подготовки поверхностей перед нанесением защитных и декоративных покрытий, упрочнения (наклепа).

- Стальная рубленная – используется для качественной очистки и упрочнения поверхности, получения требуемых параметров шероховатости. Однородность, особые геометрические параметры и высокая износостойкость частиц позволяют использовать эту дробь для решения наиболее сложных задач. Изготавливают цилиндрическую (методом нарезания стальной проволоки) и сферическую (получают обкаткой цилиндрической рубленной), а также из нержавеющей стали (изготавливают как сферическую).
- Стальная колотая – производят из стальных сплавов с структурой мартенсита, который однороден и отпущен. Выпускается, в зависимости от твердости, трех видов: G, GH и GL. Сферы применения: очистка от ржавчины, нагара, окалины; получение требуемой шероховатости, подготовка обрабатываемой поверхности к нанесению резиновых и полимерных покрытий, эмалей и красок.
- Алюминиевая дробь – используют для алюминиевых литья и деталей. Идеально очищает и подходит для финишной обработки (выглаживает и дает заданную шероховатость). Не приводит к значительной деформации изделий, поверхность которых упрочняется, становится чистой и светлой.
- Керамическая – в процессе применения характеризуется отсутствием загрязняющих факторов, практически не раскалывается, благодаря чему позволяет производить финишную обработку и выполнять качественное упрочнение, которое повышает усталостную стойкость поверхности. По интенсивности обработки керамическая дробь находится на промежуточном месте между стальной и стеклянными шариками. Чаще всего используется в космической и авиационной промышленности.
- Стеклянные шарики – обладают высокой прочностью, благодаря чему очень экономичны. Обрабатываемую поверхность не загрязняют, равномерно на нее воздействуют, без существенного удаления металла, не образуя заусенцев и повреждений. Являются одним из наиболее популярных абразивов.
- Дробь из пластика – производят в основном из поликарбоната, полиамида, меламиновых и аминоальдегидных смол, цилиндрической или кубической формы. Применяют тогда, когда нужна максимально бережная очистка поверхности, к которой предъявляются высокие требования по допускам шероховатости и геометрии (удаление различных декоративных покрытий с деталей автомобилей, воздушных судов, спортивных лодок, очистка пресс-форм и тому подобное). Не оставляет следов обработки на блестящих поверхностях, обеспечивает очень низкое пылеобразование и не токсична.
- Электрокорунд – это один из самых эффективных и твердых абразивных материалов, бывает трех видов: белый, розовый, нормальный. Используется для очистки поверхностей, которые сильно загрязнены, удаления заусенцев и ржавчины, получения требуемой шероховатости и матирования. Может применяться не только в сухих, но также и во влажных системах очистки, не вызывает намагничивания.



3 Обработка дробеструйным оборудованием металла
Воздействие струей дроби на металл является процессом его холодной обработки. Это одна из самых популярных и эффективных механических технологий, которая используется для решения широкого круга задач, а применяемое оборудование обеспечивает отличное качество и высокую производительность выполнения работ. Наиболее часто дробеструйная обработка металла используется для удаления с его поверхности ржавчины в максимально сжатые сроки и с минимальными затратами.
Помимо очистки от ненужных элементов металлу придается совершенно иной вид – его можно сделать матовым или шероховатым, сгладить поверхностные неровности. Основная область применения дробеструйной технологии:
- удаление следов коррозии;
- удаление окалины, которая осталась после металлообработки;
- очистка от старых защитных и декоративных покрытий;
- полировка и матирование поверхности металла;
- придание поверхности необходимой шероховатости перед нанесением покрытий;
- удаление оксидных пленок с металла перед сварочными работами.

Дробеструйные машины по металлу – любимое оборудование всех мостовщиков, потому что перед нанесением защитной гидроизоляции на стальные конструкции моста требуется придать поверхности необходимую адгезию. Лучше всего с этим справляется специальная дробеструйная установка. Ее преимущества перед пескоструйной обработкой:
- получаемая адгезия на порядки выше;
- замкнутый цикл работы – не расколотая дробь применяется повторно, использованная попадает вместе с пылью и грязью в промышленный пылесос;
- более чистый процесс – оператор может работать без респиратора;
- производительность выше.
Поэтому дробеструйная технология обработки металла более плодотворная и все больше вытесняет пескоструйную.
4 Защитный эффект дробеструйного воздействия на металл
Но главный эффект, который дает струйное воздействие дробью – это защита от коррозионно-механических и усталостных повреждений. Как известно, практически все они зарождаются на поверхности металла. В то же время, доказано, что развитие или появление трещин не будет происходить в зоне, где есть сжимающие напряжения. В процессе обработки каждая дробь воздействует на материал, как маленький молоточек, и, ударяясь, образует на его поверхности небольшие перекрывающиеся углубления или отпечатки – то есть деформирует металл.
Под такой поверхностью материал стремится вернуть свое исходное состояние, в результате чего под полученной полусферой деформированного металла образуется слой с сжимающими напряжениями. Возникающие после обработки дробеструйной машиной перекрывающиеся углубления формируют на поверхности материала равномерный слой с высокими напряжениями сжатия, что значительно повышает прочность, надежность, долговечность как деталей, так и оборудования, устройств из них в целом.
Это достигается за счет того, что сжимающие напряжения повышают фрикционную стойкость, сопротивление металла коррозионному и усталостному разрушению и растрескиванию, эрозии и фреттингу, вызванных кавитацией. Дробеструйная технология также используется в авиастроении для придания металлической обшивке крыла необходимой аэродинамической кривизны. Дополнительные применения включают упрочнение поверхности с целью закрытия пористости, улучшения трибологических параметров, повышения стойкости межкристаллитной коррозии, текстурирования поверхности, выравнивания деформированных изделий, испытания адгезии различных покрытий.

Технология нашла признание в космической, авиационной, химической, автомобильной, судостроительной, горнодобывающей, сельскохозяйственной и медицинской промышленностях.
5 Обработка дробью бетонных полов и конструкций
Дробеструйная обработка бетона в основном применяется при подготовке основания пола и в монолитном строительстве. При помощи специального оборудования с бетонных пола или конструкции удаляют верхний слой, состоящий из так называемого «цементного молочка» и ослабленных, хорошо удаляющихся фрагментов и частиц бетона, а также различные загрязнения.

Обработку дробью проводят непосредственно перед процессом нанесения декоративного или защитного покрытия. Существует единственное ограничение – обрабатываемая бетонная поверхность должна быть сухой. Преимущества дробеструйной технологии перед другими способами подготовки основания из бетона (шлифовкой, фрезеровкой, тому подобным):
- обеспечение хорошего сцепления основания с наносимым покрытием;
- равномерное распределение шероховатости;
- устранение различных загрязнений и пыли с поверхности – дополнительная очистка не потребуется, пылесосить не надо;
- обнажение твердого заполнителя основания, что способствует упрочнению поверхности бетона;
- беспыльный и более тихий способ;
- выравнивание основания;
- позволяет обнаружить скрытые дефекты (трещины, полости, другие).
Помимо обработки нового бетона, дробеструйная машина незаменима при очистке старых и находящихся в эксплуатации поверхностей от полимерных покрытий, краски и так далее. После использования дроби площадь сцепления увеличивается не менее чем 2–2,5 раза, по сравнению с отшлифованной или необработанной бетонной поверхностью.
tutmet.ru
Дробеструйная обработка металла: дробь, оборудование
Снять слой коррозии, попутно укрепив поверхность обрабатываемой заготовки – возможно ли это? Существует метод, который успешно справляется с этими разноплановыми задачами – дробеструйная обработка металла.
Такой способ позволяет обрабатывать детали со сложной геометрией и труднодоступными местами. Качество обработки позволяет наносить любое покрытие без дополнительной подготовки или обезжиривания.
На данное время такой способ обработки является одним из самых прогрессивных. Эта статья как раз и призвана ознакомить читателя с особенностями и преимуществами представленной методики.
Принцип действия дробеструя
Дробеструйная установка создает сильный воздушный поток, который увлекает за собой металлическую дробь. Ударяясь с большой силой о поверхность, дробь очищает металл, но это не все.
После удара каждой дробинки на поверхности появляются небольшие забоины. Кристаллическая решетка на месте удара уплотняется, что делает поверхность более прочной и менее подверженной коррозии.

Более того данный вид обработки значительно увеличивает срок работы изделия, снимая нагрузочную «усталость» металла. Также дробеструйная обработка поверхности предотвращает появление трещин и сколов на таких ответственных деталях, как шестерни, валы, пружины, детали двигателей внутреннего сгорания.
Также этот вид воздействия на металл применяют для создания шероховатых или матовых поверхностей заданных параметров на деталях. Степень шероховатости зависит от материала, из которого изготовлена дробь и силы потока воздуха.
Для разных поверхностей применяется разная дробь:
- Чугунная колотая – изготавливается из марок белых чугунов. Предназначается для подготовки поверхностей перед анодированием, покраской. Также при помощи чугунной дроби добиваются качественных матовых поверхностей, производят очистку изделий от окалины, нагара и ржавчины.
- Стальная – такая дробь используется как для зачистки, так и для поверхностной механической обработки («наклепа»), что значительно улучшает физические качества металлических изделий.
- Алюминиевая – предназначена для изделий из алюминия и его сплавов. Обработка такой дробью наиболее щадящая для мягких алюминиевых сплавов. Поверхность остается чистой, белой и выровненной, позволяет добиться установленной шероховатости.
- Керамическая – дробь из этого материала предназначена для особо чистой финишной обработки. Применяется в основном в авиационной и космической промышленности.
- Стеклянная – высокая прочность и отсутствие загрязняющих факторов делают этот вид дроби наиболее экономичным, следовательно, наиболее популярным.
- Пластиковая (поликарбонат, полиамид) – применяют для наиболее бережной обработки глянцевых поверхностей. Образует небольшое количество пыли, малотоксичная.
- Электрокорунд – самый твердый абразивный материал, предназначенный для наиболее сложных загрязнений и сильной коррозии. Применяется как в аппаратах с «сухой» системой образования очищающей струи, так и в гидроструйных системах.

Для качественной очистки от сильных загрязнений рекомендуется дробь для дробеструйной установки применять с большей твердостью, нежели обрабатываемая поверхность.
Видео:
Оборудование для дробеструйной обработки
Тут следует различать два основных направления – ручное оборудование и дробеструйные камеры. Каждый способ имеет свои плюсы и минусы, на описании которых целесообразно остановиться подробней.
- Ручные аппараты – позволяют производить работы в самых труднодоступных местах. К примеру, дробеструй незаменим для обработки мостов, корпусов кораблей и других габаритных железных конструкций. Многие современные мобильные аппараты оборудованы промышленными пылесосами для засасывания дроби с ее последующей очисткой (рекуперацией) для повторного использования.
- Дробеструйные камеры – обычно полностью автоматизированы и имеют высокую производительность, предназначены для обработки в промышленных объемах однотипных деталей и изделий. Производительность некоторых камер достигает до 200 м2/час.
Видео:
Техника безопасности
Следует отметить, что дробеструйный способ обработки металла хоть и является одним из наиболее эффективных, сам процесс представляет повышенную опасность для здоровья человека. При работе сильно загрязняется воздух пылью и мелким абразивом, что может вызвать серьезные заболевания дыхательных путей.
Для предупреждения нежелательных последствий вредоносного воздействия дробеструйной обработки на человека, необходимо соблюдать ряд базовых правил техники безопасности.
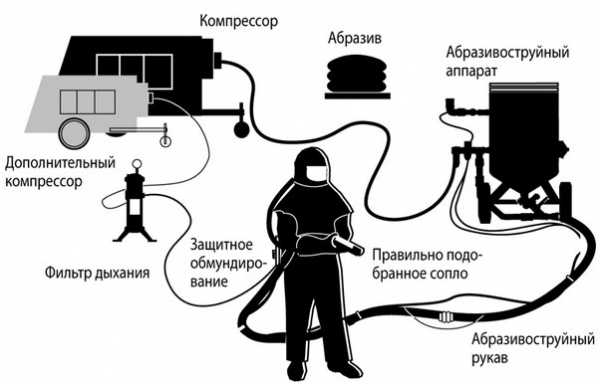
1. Организация рабочего места для ручных установок
Для работы дробеструйки необходимо наличие воздуха под высоким давлением. Нельзя располагать компрессор или ресиверы в зоне работы установки. Если установка располагается в специально предназначенном помещении, компрессорная должна быть оборудована отдельно от рабочей зоны.
Внимание! Наличие посторонних в рабочей зоне без средств индивидуальной защиты категорически запрещено
2. ТБ для стационарных (камерных) установок
Для нормального функционирования дробеструйной камерной установки предполагается ее размещение в подходящем просторном помещении типа заводского цеха. Место, где будет располагаться установка, должно быть отделено, от остального здания, таким образом, дабы избежать загрязнения воздуха во всем здании.
Помещение должно быть укомплектовано отдельной мощной системой вентиляции. Как показывает практика, системы очистки, которые размещены непосредственно на установках, со временем перестают справляться со своей задачей
3. Средства индивидуальной защиты
Работая с дробеструйным оборудованием, оператору необходимы индивидуальные средства защиты от пыли и абразива. Для этого применяется специально разработанный для этой работы комплект спецодежды:
- Специальные рукавицы.
- Защитный костюм.
- Защитный шлем с воздуховодом.
- Воздушный фильтр.
- Система кондиционирования воздуха (наличие в комплекте не обязательно).
P.S. Резюмируя все вышесказанное необходимо отметить, что экономически сопоставимых альтернатив данному методу пока не придумано. Дробеструйный метод даже применяют для снятия остаточных напряжений в деталях, которые используются в авиации и космонавтике. Это один из самых простых и дешевых способов получать поверхности со столь высоким качеством обработки.
plavitmetall.ru
Технология дробеструйной обработки металла
Технология обработки металлических поверхностей, в основе которой лежит воздействие на металл мелких частиц сферического типа называется дробеструйной обработкой металла. Данный метод работы с металлическими изделиями является холодным способом обработки. Абразивные средства, которые в процессе осуществления дробеструйных операций подаются на металлическую поверхность под высоким давлением, обладают энергокинетическими свойствами. Благодаря данному качеству проведение дробеструйных операций дают возможность полностью снять жирные налеты с поверхности и оперативно добиться необходимого состояния материала.
Использование дробеструйной обработки металла предоставляет возможность осуществить эффективное снятие окалины с поверхности материала, выполнить глобальную чистку ржавого налета, добиться необходимой шероховатости обрабатываемой поверхности (для проведения последующих отделочных операций), при необходимости сделать поверхность матированной. Также дробеструйные рабочие процессы дают возможность полностью удалить с металлической поверхности коррозийные очаги. С помощью данных работ формируют установленный рельефный контур изделия и удаляют частицы, не имеющие связности.

Дробеструйная обработка поверхности металла, в обязательном порядке, применяется на отечественном производстве с целью противокоррозийной обработки конструкционных изделий, которые, в связи со своими специфическими качествами, не подлежат проведению реконструкционных процессов и ремонтных операций. Такие работы проводят на участках нагромождения стратегических линий коммуникационных соединений в подземных сооружениях. Также дробеструйная обработка применяется для продления эксплуатационного периода мостовых опор.

Вследствие данного типа обрабатывания металлических поверхностей изделие получает дополнительные сжимающие свойства устойчивости, которые являются вспомогательным и надежным барьером от повреждения элементов конструкции коррозийным воздействием, от прогрессирования эрозионных реакций, от появления трещин в монолитных соединениях. Поэтому для продления срока службы конструкций и улучшения технических качеств металлических изделий, дробеструйная обработка является самым целесообразным решением.
Как происходит процесс дробеструйной обработки поверхностей
Для проведения дробеструйных операций используют металлические частицы, которые различают по фракциям – восемь, десять и пятнадцать миллиметров. Лопасти приспособления колесного типа разгоняют разнофракционную дробь до предельной скорости – сто метров в секунду. После чего абразивные частицы с силой ударяют по поверхности обрабатываемого изделия. Результатом воздействия с большим ускорением дробинок с изделия удаляется лишнее покрытие, глубина которого устанавливается в зависимости от скоростного интервала движения дробеструйного оборудования.

Удаленный слой в измельченном виде с помощью промышленной пылеудаляющей машины подается на сепараторное устройство. Далее происходит отделение дробовых частиц от пыльной массы и перенаправление и в подающий бункер дробеструйного агрегата. Воздух, пропускается через фильтрующие компоненты пылесоса, выходит в окружающую среду полностью очищенным. Использование промышленных пылеудаляющих установок является обязательным условием выполнения дробеструйной обработки металлических конструкций.
Оборудование для дробеструйной обработки металлических поверхностей
Для осуществления дробеструйной очистки поверхности металла используют специальные дробеструйные установки. Оборудование для обработки металла указанным выше методом предназначено для глобальной зачистки различных площадей. Такие работы выполняются в ангарных конструкциях, на стоянках для автомобилей, на дорожно-магистральных линиях, очищая большие площади от полимерного налета и загрязнения. Также с помощью дробеструйного оборудования вскрывают микропоры и небольшие трещины на забетонированных участках.

Одним из распространенных видов оборудования для обработки металла является дробеструйная установка 1-10DS, которую изготавливает фирма Blastrac. Данный агрегат можно использовать не только для работы с металлическими изделиями, но и для обработки покрытий из керамики, асфальта, бетона. Максимальная ширина обрабатываемой данным приспособлением поверхности составляет 250 миллиметров (за один проход). Привод лопастного колесного приспособления работает с мощностью одиннадцать киловатт. Производительные возможности машины – 180 квадратных метров обработанной площади за один час времени.
Основным преимущественным качеством дробеструйной обработки металла считают образование на поверхности обрабатываемого изделия защитного слоя, который состоит из микрочастиц абразивных материалов.
promplace.ru
8.1.2. Дробеструйная обработка деталей машин
Дробеструйная обработка выполняется на пневматических или механических дробеметах. В первом случае дробь движется под действием сжатого воздуха, во втором — под действием центробежной силы, развивающейся в быстровра-щающемся массивном роторе.
Наибольшее распространение получили дробеметы механического типа. Они экономно расходуют энергию и процесс обработки на них стабилен ввиду постоянства скорости движения и размеров струи дроби.
Пневматический дробемет (рис. 8.3) обычно состоит из рабочей камеры 1, приемного бункера 2, элеватора 3 и сепаратора 4. Подготовленную к заправке дробь загружают в бункер 5, а обрабатываемую деталь 7 устанавливают в рабочей камере на оправке специального приспособления. Деталь приводится во вращательное двжение через редуктор и цепную передачу. Осевое перемещение детали осуществляется либо вручную, либо посредством специального механизма.
Из бункера дробь поступает в форсунку 8, а затем сжатым воздухом под давлением 5 — 6 кГ/см2 выбрасывается на обрабатываемую деталь. Соударение дробинок с деталью приводит к локальному пластическому деформированию, к появлению остаточных напряжений. После наклепа дробь поступает в приемный бункер. Затем дробь элеватором подается обратно в сепаратор, где она очищается от пыли и осколков дроби. Очищенная дробь подается в рабочий бункер для повторного использования.
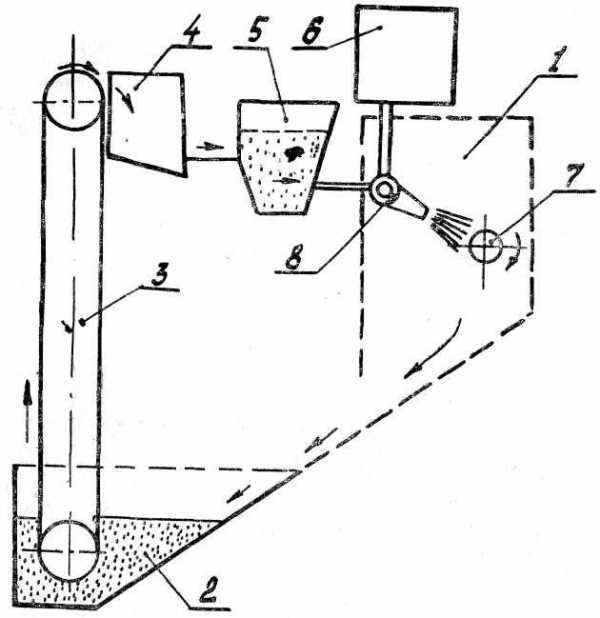
Рис. 8.3. Схема пневматического дробемета.
Производительность, т.е. количество выбрасываемой на обрабатываемую поверхность дроби в единицу времени, регулируется изменением числа работающих форсунок, изменением сечения сопла форсунки и изменением расхода воздуха и давления.
Из механических дробеметов рассмотрим универсальный дробемет ДУ-1, конструкции ЦНИИТМАШа, схема которого приведена на рис. 8.4.
Установка заправляется дробью, которую засыпают в бункер 1, элезатором дробь переносится в бункер 2, который рассчитан на размещение всей дроби, которой заправлена на быстровращающийся ротор 5.
В механических дробеметах диаметр ротора обычно колеблется в пределах 200 — 500 мм при ширине 45 — 125 мм, скорость вращения колеблется от 2000 до 3500 об/мин. Ротор укреплен на вертикальном валу и приводится во вращение от электродвигателя.

Рис. 8.4. Схема механического дробемета ДУ-1 конструкции ЦНИИТМАШа.
Получившие большое ускорение дробинки бомбардируют деталь 6, которая приводится во вращательное равномерное движение. Т.к. дробеструйной обработке могут подвергаться самые различные по форме и размерам детали, дробемет оборудован различными приспособлениями.
Обработанная дробь скатывается в нижний бункер и по пути производится очистка дроби от пыли, мелких, осколков и т. д.
Очистка производится воздушной струей с помощью вентилятора и сепаратора. Для работы применяется чугунная дробь.
Однако в последнее время получила применение стальная дробь, которая позволяет в 20 — 30 раз повысить изностойкость деталей дробемета и упростить устройство для очистки дроби, т. к. требуется значительно меньшая очистка.
Технологически процесс дробеструйной обработки обычно состоит из следующих операций:
1. Подготовка установки. Она заключается в проверке качества дроби, в проверке исправности оборудования и приспособлений.
2. Выбор и настройка режимов обработки. Осуществляется либо на основании опытных данных путем пробной обработки и испытания, либо по справочным данным.
3. Обработка детали или партии деталей дробью. Контроль качества обработки. Контролируется глубина и степень наклепа измерением твердости либо изготовлением шлифов или методом стравливания. Часто контроль осуществляется по специальным пластинкам.
Наклеп стальных заготовок производят чугунной или более прочной стальной дробью. При наклепе цветных металлов применяется алюминиевая или стеклянная дробь. Стальная или чугунная дробь не применяется потому, что осколки чугуна и стали шаржируют поверхность и вызывают электрохимическую коррозию (образуют микроэлементы).
В настоящее время широко применяется чугунная дробь, хотя и ее технологические свойства хуже стальной из-за низкой динамической прочности.
Дробеструйной обработкой может быть обеспечено:
а) глубина наклепанного слоя до 1,5 мм,
б) твердость нормализованной стали ст. 20 возрастает на 40%, а стали ст. 45 — на 20%.
В наклепанном слое возникают сжимающие напряжения до 80 кг/м2. Оптимизация режимов дробеструйной обработки проводится опытным путем на образцах металлов.
Технический контроль процесса производится с помощью специальных пластинок, по прогибу которых после обработки на принятых режимах судят о соответствии режимов заданным требованиям.
Дробеструйную обработку широко применяют для упрочнения деталей машин (рессор, пружин, торсионных валов, зубчатых колес, штанг, осей и т. д.), особенно работающих в условиях циклического изгиба и кручения.
Дробеструйную обработку применяют для повышения стойкости спиральных сверл, пуансонов горячей штамповки, гибочных матриц, штампов, буровых шарошек и т.д.
Большое значение имеет влияние дробеструйного упрочнения на процесс релаксации.
В процессе релаксации часть упругих деформаций переходит в остаточные пластические (особенно у пружин). Упрочнение подобных деталей не только повышает выносливость, но и обеспечивает надежность работы пружин.
Дробеструйная обработка повышает циклическую прочность зубчатых колес. Часто дробеструйная обработка зубчатых колес применяется с другими видами обработки — цементацией, цианированием и т.д.
Специальные исследования, проведенные на образцах из сталей марок 12ХНЗА; 18ХНВА и зубчатых колесах из сталей 18ХНВА, показали значительное повышение предела выносливости в результате применения дробеструйной обработки цементированной и закаленной поверхностей.
Дробеструйный наклеп широко применяется для повышения срока службы сварных швов.
studfiles.net
Дробеструйная обработка – рациональный способ повысить прочность металлов

Тонкая металлическая деталь надежно удерживается на вращающемся столе до начала дробеструйной обработки. Изображение предоставлено Innovative Peening Systems
Средневековые солдаты именно так укрепляли броню, инженеры в Гражданскую войну использовали это для стволов пушек, с помощью этого способа железнодорожники укрепляли оси локомотива, а Генри Форд повышал прочность деталей своего нового изобретения – конвейера. Относительно недавно производители самолетов начали делать это почти на каждом дюйме металлических деталей перед тем, как отправить самолет в небо.
Что же делали все эти воины, изобретатели и производители? Холодную обработку металлических деталей.
Снять стресс
Холодная обработка представляет собой пластическую деформацию металла, процесс, происходящий при температуре ниже точки повторной кристаллизации материала (т.е. при комнатной температуре) для повышения прочности и жесткости при снижении вязкости. Дробеструйная обработка – распространенный вид холодной обработки. Она осуществляется путем воздействия дроби на обрабатываемую деталь со скоростью выше, чем скорость гоночного автомобиля, пересекающего финишную черту. В результате на поверхности детали появляются перекрывающие друг друга углубления, которые способствуют снятию остаточного напряжения при сжатии.
Многократное воздействие на поверхность металла повышает усталостную прочность, снижает вероятность появления трещин или коррозии под напряжением на таких деталях, как диски турбины, пружины, шестерни, детали двигателя, шасси и колеса воздушных судов.
Дейв Бройер (Dave Breuer), директор североамериканского отдела продаж компании Curtiss-Wright Corp. (Парамус, Нью-Джерси), специализирующейся на технологиях обработки поверхности, отмечает, что его клиенты используют фирменные технологии дробеструйной обработки практически везде – от валов весом 3600 кг до крохотных шестеренок, запускающих инструменты с электроприводом.
Бройер добавляет, что эта технология применяется на таком большом диапазоне компонентов, что компания вынуждена хранить десятки различных средств для обработки – от шариков размером с песчинку до дроби, подходящей по размеру для стрельбы из пневматического ружья. Кроме обычной стальной дроби, есть еще дробь керамическая, стеклянная, из нержавеющей стали, стоимостью от нескольких сотен до тысячи или более долларов за тонну. Многие из этих средств для дробеструйной обработки могут использоваться повторно, хотя хрупкая дробь из стекла и керамики разбивается достаточно быстро под воздействием силы удара.
Дробь должна быть более прочной и жесткой, чем обрабатываемый материал. Попытка обработать чугунную головку цилиндра дробью из отожженной стали сравнима со стрельбой зефиром по бетонной стене. В этом случае более эффективна дробь из закаленной стали. Более мягкие материалы, такие как алюминий, обычно обрабатываются дробью из нержавеющей стали или керамики, в зависимости от сферы применения.
Поднимая крышку
Сама дробь относительно недорога, чего не скажешь об оборудовании для дробеструйной обработки. Ручная пневматическая дробеструйная камера, подходящая для небольшой мастерской, может стоить несколько тысяч долларов. Но такое легковесное оборудование предназначено в основном для очистки поверхности и удаления окалины и совершенно не подойдет по качеству обработки клиентам из аэрокосмической или медицинской промышленности. Тот, кто намерен серьезно заниматься дробеструйной обработкой, должен быть готов потратить до 100 000 долларов на одну установку или миллионы долларов на большую автоматическую систему.
Дэн Дики (Dan Dickey), владелец компании-поставщика оборудования Innovative Peening Systems (Норкросс, Джорджия), отмечает значительное развитие дробеструйной обработки за последние 20 лет. «Раньше это напоминало бросание наугад в деталь пригоршни шариков – сейчас же доступные технологии позволяют полностью контролировать движение. Вы решаете, в какую точку детали вам нужно попасть, программируете установку соответствующим образом, и сопло направляет дробь точно в указанное место. Вы можете делать это быстро и с отличным результатом».
Переход от коврового бомбометания к снайперским выстрелам сделал дробеструйную обработку гораздо рентабельнее, чем раньше. ЧПУ и робототехника снижают потребление сжатого воздуха и электроэнергии во время работы, значительно повышая производительность. По словам Дики, дробеструйная обработка – сложный процесс, в котором требуется точное и эффективное действие. Это объясняется уникальностью каждой детали, имеющей собственные характеристики и форму, что значительно влияет на интенсивность обработки и изменение угла, под которым она ведется. Если дробь бьет под углом 180 градусов, например, она лишь слегка задевает поверхность, оставляя слабый отпечаток. Совсем другой результат при обработке под углом 90 градусов – это лучший угол для проникновения. Поэтому очень важно всегда следовать по контуру детали и держать сопло перпендикулярно, регулируя скорость при движении во внутренние углы и выходе из них. Это ключ к успешному результату дробеструйной обработки.

Оператор осуществляет настройку в режиме обучения на дробеструйной установке с ЧПУ. Изображение предоставлено Innovative Peening Systems
Дики отмечает, что значительная доля его оборудования автоматизирована и обычно имеет одно сопло, перемещаемое по четырем осям, и двухкоординатную систему управления. Несмотря на наличие шести осей, программирование подразумевает несколько большее, чем движение детали и сопла в нужном направлении в обучающем режиме и затем повторение ЧПУ этого шаблона. Успешная обработка означает также умелый контроль потока дроби и давления воздуха.
Не всем системам дробеструйной обработки требуется воздух для активации. Канзасская фирма-производитель дробеструйного оборудования Viking Blast & Wash Systems выпускает турбинные установки, где дробь запускается при помощи вращающегося колеса. О своей продукции рассказывает менеджер по продажам и клиентскому обслуживанию компании Мартин Фройнд (Martin Freund): «На нашем оборудовании имеется рабочее колесо, установленное в турбине и приводимое в действие электродвигателем. Дробь выпускается из точки рядом с центром колеса, распространяется вдоль отдельных лопаток и направляется в сторону обрабатываемой детали. Например, колесо диаметром 381 м, совершающее около 3450 оборотов в минуту, запускает дробь со скоростью 87 м в секунду. Чтобы ускорить или замедлить скорость вращения колеса, можно также использовать устройство управления, позволяющее изменять схему и скорость обработки.
Круговое движение
Если сравнить турбинные и пневматические системы, у каждого варианта найдутся за и против. Одно из преимуществ пневмосистемы перед механическим конкурентом – скорость, которая в некоторых случаях в два раза превышает скорость установки с колесом: 183 м/сек не является чем-то необычным. Поэтому пневмосистемы могут воздействовать на металл гораздо сильнее, создавая более глубокие вмятины и интенсивнее обрабатывая поверхность. Они также оказывают более направленное воздействие, поэтому пневмосистемы лучше справляются с обработкой углов и глухих отверстий, а также сложных поверхностей. При этом пневматические дробеструйные машины требуют огромных объемов сжатого воздуха для работы, для чего часто нужны специальные компрессоры. При этом некоторые отраслевые специалисты отмечают, что высокие скорости подачи дроби – не главное, и пневмосистемы больше подходят для высокоинтенсивных сфер применения.

Крылья воздушного судна представляют собой фасонные детали, для производства которых требуется сложный процесс с использованием дробеструйной обработки. Изображение предоставлено Wheelabrator Group
Для обработки больших участков с применением огромного количества дроби с высокой скоростью подачи лучший вариант – турбинная установка. У некоторых из них скорость подачи достигает 454 кг дроби в минуту в сравнении с примерно 14 кг дроби для пневмоустановки. Поэтому это лучший выбор для масштабных работ, например, обработки конструкционных, судостроительных сталей, деталей землеройной техники, литейного производства, где производится обработка партий отлитых заготовок.
Рон Райт (Ron Wright), менеджер по автоматическим дробеструйным установкам в регионе Северная Америка компании Wheelabrator Group Inc. (Лагранж, Джорджия), подчеркивает преимущества турбинной технологии: «Скорость – основной фактор для многих компонентов. Представьте размах крыла самолета, которое когда-то было огромным листом алюминия. Используя турбинную установку, вы сможете покрыть зону в несколько дюймов шириной со скоростью 0,9-1,2 метра в минуту в зависимости от количества применяемой дроби. При перекрестном использовании нескольких турбин вы сможете обработать целое крыло коммерческого судна менее чем за час».

Дробеструйная обработка часто используется для снятия остаточного напряжения авиационных компонентов и турбин. Изображение предоставлено Wheelabrator Group
Дробеструйная обработка превосходит по своим качествам зачистку поверхности и гораздо ближе по своему характеру к кузнечному делу. При приложении сжимающего усилия к одной стороне листа металла он начинает закручиваться в сторону источника нагрузки, образуя изогнутые формы, необходимые в авиации.
«Если вы внимательно посмотрите на крыло пассажирского самолета, то увидите, что это фасонный компонент. Этого удается добиться благодаря сложному процессу, сочетающему насыщенную дробеструйную обработку и дробеструйное формование. Насыщенная обработка – это тот же самый метод, который используется для корпуса, шасси, колес и деталей двигателя воздушного судна. Это слегка напоминает создание формы с помощью молота», – объясняет Райт.

При дробеструйной обработке маленькие металлические шарики на большой скорости ударяются о поверхность металлической детали, создавая вмятины. Это создает напряжение сжатия и усиливает металлургические свойства. Изображение предоставлено Wheelabrator Group
При расходе дроби до 500 т в час или более у некоторых может возникнуть вопрос о затратах на использование турбинной дробеструйной установки. Райт отмечает, что об этом не стоит волноваться. «Мы используем повторно 100% материала. Он постоянно очищается, перерабатывается и классифицируется. Вся пыль удаляется автоматически. Замены требует совсем незначительное количество материала».
Глубокое проникновение
Если традиционная дробеструйная обработка не удовлетворяет требованиям, производители обращаются к лазерной технологии.
Д-р Дэвид Сокол (David Sokol), директор по исследованиям компании LSP Technologies Inc. (Дублин, Огайо), рассказывает, что лазерная технология использует высокоэнергетический пульсирующий лазерный пучок для создания ударной волны сжатия, которая обеспечивает пластическую деформацию металлической поверхности. При этом возникает остаточное сжимающее усилие, проникающее на глубину до 5 мм в зависимости от материала и условий обработки.
Лазерная дробеструйная обработка используется в областях, где воздействие дробью невозможно или глубина механически создаваемых углублений недостаточна для достижения нужных результатов. Изображение предоставлено Curtiss-Wright
Как и механическая обработка, лазерное воздействие повышает усталостный ресурс и прочность деталей. Разница в глубине. По словам Сокола, проникновение при дробеструйной обработке ограничено менее чем 0,6 мм, а лазер проникает на глубину, в 10 раз большую. Поэтому он может применяться в тех местах детали, где обычная обработка дробью не снимает в достаточной степени остаточное напряжение. И поскольку лазерная обработка не зависит от шариков, она отличается большей точностью и повторяемостью и может применяться на особых участках детали без использования маски. В процессе используется неодимовое стекло, иттрий-алюминиевый гранат или фторид иттрия-лития, испускающий импульсы длиной 10-30 наносекунд с уровнем энергии до 50 Дж. При этом генерируется давление до 1 млн. фунтов на кв. дюйм – в точке диаметром не более карандаша. «LSP Technologies Inc. работают над тем, чтобы снизить стоимость лазерной обработки, используя лазер с накачкой светодиодами, который работает с частотой импульсов до 60 Гц», – рассказывает Сокол.
Хотя лазер действует сильнее и быстрее, чем какой угодно стальной шарик, он не нагревает металл. По этой причине обработанные лазером детали становятся более прочными без холодной обработки, которая ассоциируется с дробеструйным воздействием. При этом детали могут работать в высокотемпературных средах без ухудшения свойств.
Дэйв Бройер отмечает, что лазерная обработка лучше предотвращает усталость при истирании и повреждении посторонними объектами. «Подумайте о лопатках реактивного двигателя. Они подвержены повреждению от летящих камней и другого мусора. В таких критических сферах применения требуется компрессионный слой, более глубокий, чем возможные повреждения».
По словам Бройера, 90% проблем, вызванных усталостью, могут быть решены с помощью дробеструйной обработки, которая используется уже почти 50 лет и является одновременно хорошо контролируемым и относительно недорогим процессом. Но для 10% деталей просто необходима лазерная обработка. «Вы обращаетесь к лазеру, когда дробеструйная обработка не работает. Это дорого, возможно, раз в 10 по сравнению с дробеструйной обработкой, поэтому лазерная обработка не используется для какой-нибудь шестеренки в коробке передач, которую можно обработать за несколько долларов. Но для критически важных вращающихся деталей, например, реактивных двигателей или энергетических турбин, когда сломанная лопатка может действительно создать серьезную проблему, имеет смысл потратить дополнительные средства».
Источник материала: перевод статьи
Shot peening offers cost-effective way to make stronger metal products,
Cutting Tool Engineering (CTE)
Автор: Кип Хэнсон (Kip Hanson),
пишущий редактор
Также советуем прочитать:
Нет связанных записей.
Понравилась статья? Поделитесь:
tverdysplav.ru
Дробеструйная обработка: сфера применения и технология — отличие от дробеметной обработки
Дробеструйная обработка — это термин, используемый для обозначения технологии очистки поверхности с помощью металлической дроби, которая подается с высокой скоростью (более 60 м/с) под действием сжатого воздуха.
Дробеструйная обработка является частным случаем абразивоструйной обработки. Если же вместо сжатого воздуха для подачи дроби используется специальная турбина, такая технология известна под названием дробеметной обработки.
Впервые процесс абразивоструйной обработки был запатентован в 1870 году в США. Как метод очистки он часто используется для подготовки поверхности изделий перед окрашиванием. При ремонтной окраске таким способом удаляется старая краска, а в случае новых изделий — загрязнения, пленка окислов, и поверхность матируется для повышения адгезии.
Сфера применения
Дробеструйная обработка применяется во многих отраслях промышленности, где используется металл:
- судостроении,
- производстве железнодорожной техники,
- авиастроении
- автомобильной индустрии
- и др.
Состав дробеструйной установки
Дробеструйная установка состоит из следующих основных элементов:
- системы подачи дроби,
- системы рекуперации дроби,
- системы фильтрации и сбора пыли,
- дробеструйной камеры,
- системы управления и контроля.
Используемые технологии
Как сказано выше, при дробеструйной обработке используется метод подачи дроби с помощью сжатого воздуха. Такая технология имеет преимущество в тех случаях, когда при небольшом объеме производства требуется максимальная гибкость.
Система очистки и рекуперации дроби обеспечивает сбор использованного абразива, отделение от пыли и загрязнений и возврат очищенной дроби в рабочий цикл.
Эффективная рекуперация позволяет снизить затраты на восполнение абразива и, соответственно, повысить экономический эффект от использования оборудования.
Дробеструйная обработка может производиться как в ручном режиме, так и автоматически.
Автоматическая дробеструйная обработка выполняется роботами в специальном исполнении, защищенными от попадания пыли и абразива. Такие роботы могут работать под управлением оператора или в соответствии с заданной программой.
Для программирования современных дробеструйных роботов используются 3D модели обрабатываемых изделий.
Выбор дроби
Важную роль при дробеструйной обработке играет правильный выбор абразива. В настоящее время существует большое количество видов дроби, отличающихся составом, формой, размером, стоимостью.
Выбор дроби определяется, прежде всего, материалом обрабатываемых изделий и состоянием поверхности. Для оценки экономического эффекта от дробеструйной обработки следует учитывать такой показатель, как циклическая стойкость дроби, — у разных видов абразива он может различаться в разы.
Во многих случаях дробеструйная обработка, как технология обработки поверхности изделий, просто не имеет альтернативы, особенно при необходимости работы с крупногабаритными металлическими деталями.
Вернуться в список
www.niilkp.ru
Сравнение дробеструйной и пескоструйной обработки
Для надежной адгезии полимерных материалов к металлу поверхность необходимо специальным образом
подготовить.
Согласно рекомендациям международного стандарта ИСО 8501 поверхность металла необходимо очистить от ржавчины, других загрязнений и придать металлу текстурную поверхность непосредственно перед нанесением покрытия, будь то гидроизоляция для ортотропых плит моста или антикоррозионная защита металлических емкостей.
Основным методом, получившим наибольшее распространение в данный момент, является пескоструйная обработка.
Это метод основанный на подаче абразивного материала под давлением перпендикулярно обрабатываемой поверхности с помощью сжатого воздуха.

Пескоструйная очистка емкости
Дробеструйный аппарат работает почти по такому же принципу: абразивный материал направляется в сторону обрабатываемой поверхности, но разгоняется не сжатым воздухом, а лопастным колесом и потом собирается обратно в аппарат для дальнейшего использования.

принцип работы дробеструйной машины
У стандартных моделей пескоструйных аппаратов не предусматривается сбор отработанного абразива, он просто разлетается в все стороны. и убирается уже после завершения обработки.
Поэтому пескоструйная обработка связана с большим количеством пыли.
Дробеструйный аппарат же во время работы почти не выделяет пыли, так как все засасывается обратно в аппарат.
Тем самым кардинально уменьшается расход абразива, так как стальная дробь используется повторно.
Расход кварцевого песка при пескоструйной обработке 1 м2 металла до степени Sa 2,5 составляет 60 — 80 кг, тогда как расход стальной дроби не более 500 грамм на метр квадратный.
Вторым преимуществом дробеструйной очистки перед пескоструйной обработкой является большая производительность.
За 8 часовую смену одно звено с пескоструйным аппаратом обрабатывает до 100 м2 металла до степени Sa 2,5, а дробеструйная машина с оператором может обработать до 300 м2 в смену при аналогичных условиях.
При этом работы по нанесению полимерного покрытия могут проводиться в непосредственной близости от обрабатываемой поверхности, что уменьшает вероятность повторного ржавления металла.

дробеструйная обработка ортотропной плиты
Все это конечно не может не сказаться на стоимости работ. Дробеструйная обработка 1 м2 поверхности как минимум вдвое дешевле , чем пескоструйная обработка.
Конечно есть и минусы у дробеструйной машины. Ею тяжело работать в труднодоступных местах, так как само оборудование достаточно громоздко.
Нельзя обработать фигурную поверхность, так как машина должна плотно прилегать к металлу.
Но даже при этих незначительных недостатках дробеструйная очистка поверхности все больше применяется на самых различных объектах.
Это и очистка мостовых плит, и очистка емкостей перед нанесением антикоррозионного покрытия и очистка бортов кораблей.
xn--90afeqwldhjl.xn--p1ai