Метрология и стандартизация
Поможем написать любую работу на аналогичную тему
Реферат
Метрология и стандартизация
От 250 руб
Контрольная работа
Метрология и стандартизация
От 250 руб
Курсовая работа
Метрология и стандартизация
От 700 руб
Получить выполненную работу или консультацию специалиста по вашему учебному проекту
Узнать стоимость
Метроло́гия — наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности.
Метрология состоит из трёх основных разделов:
- Теоретическая или фундаментальная — рассматривает общие теоретические проблемы (разработка теории и проблем измерений физических величин, их единиц, методов измерений).
- Прикладная — изучает вопросы практического применения разработок теоретической метрологии. В её ведении находятся все вопросы метрологического обеспечения.
- Законодательная — устанавливает обязательные технические и юридические требования по применению единиц физической величины, методов и средств измерений.
Стандартиза́ция — деятельность по разработке, опубликованию и применению стандартов, по установлению норм, правил и характеристик в целях обеспечения безопасности продукции, работ и услуг для окружающей среды, жизни, здоровья и имущества, технической и информационной совместимости, взаимозаменяемости и качества продукции, работ и услуг в соответствии с уровнем развития науки, техники и технологии, единства измерений, экономии всех видов ресурсов, безопасности хозяйственных объектов с учётом риска возникновения природных и техногенных катастроф и других чрезвычайных ситуаций, обороноспособности и мобилизационной готовности страны.
Стандартизация направлена на достижение оптимальной степени упорядочения в определенной области посредством установления положений для всеобщего и многократного применения в отношении реально существующих или потенциальных задач.
За реализацию норм стандартизации отвечают органы стандартизации, наделенные законным правом руководить разработкой и утверждать нормативные документы и другие правила, придавая им статус стандартов.
В области промышленности стандартизация ведет к снижению себестоимости продукции, поскольку:
- позволяет экономить время и средства за счет применения уже разработанных типовых ситуаций и объектов;
- повышает надежность изделия или результатов расчетов, поскольку применяемые технические решения уже неоднократно проверены на практике;
- упрощает ремонт и обслуживание изделий, так как стандартные узлы и детали — взаимозаменяемые (при условии, что сборка осуществлялась без пригоночных операций).

На нашем сайте предоставлены учебные материалы для студентов, по метрологии и стандартизации. Суммарно около
Внимание!
Если вам нужна помощь в написании работы, то рекомендуем обратиться к профессионалам. Более 70 000 авторов готовы помочь вам прямо сейчас. Бесплатные корректировки и доработки. Узнайте стоимость своей работы.
Расчет стоимостиГарантииОтзывы
метрические резьбы М0,25 до М600 отправка
%PDF-1.5 % 1 0 obj >/OCGs[11 0 R 10 0 R 488 0 R 487 0 R]>>/Pages 3 0 R/Type/Catalog>> endobj 2 0 obj >stream 2021-06-15T23:00:39+03:00Adobe Illustrator CS6 (Windows)2021-11-18T13:42:27+02:002021-11-18T13:42:27+02:00
 01application/pdf
01application/pdf 01Falseframd.ttf
01Falseframd.ttf 0 0.0 841.893 595.275]/Type/Page>>
endobj
33 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 501 0 R/TrimBox[0.0 0.0 841.893 595.275]/Type/Page>>
endobj
34 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 505 0 R/TrimBox[0.0 0.0 841.893 595.275]/Type/Page>>
endobj
35 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 509 0 R/TrimBox[0.0 0.0 841.893 595.275]/Type/Page>>
endobj
36 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 513 0 R/TrimBox[0.0 0.0 841.894 595.275]/Type/Page>>
endobj
37 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 517 0 R/TrimBox[0.0 0.0 841.894 595.275]/Type/Page>>
endobj
38 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 521 0 R/TrimBox[0.
0 0.0 841.893 595.275]/Type/Page>>
endobj
33 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 501 0 R/TrimBox[0.0 0.0 841.893 595.275]/Type/Page>>
endobj
34 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 505 0 R/TrimBox[0.0 0.0 841.893 595.275]/Type/Page>>
endobj
35 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 509 0 R/TrimBox[0.0 0.0 841.893 595.275]/Type/Page>>
endobj
36 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 513 0 R/TrimBox[0.0 0.0 841.894 595.275]/Type/Page>>
endobj
37 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 517 0 R/TrimBox[0.0 0.0 841.894 595.275]/Type/Page>>
endobj
38 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 521 0 R/TrimBox[0. 0 0.0 841.894 595.275]/Type/Page>>
endobj
518 0 obj
>stream
HdWˎ
ܟ:@{ fdAͽ
0 0.0 841.894 595.275]/Type/Page>>
endobj
518 0 obj
>stream
HdWˎ
ܟ:@{ fdAͽСтандартная внутренняя метрическая резьба и размеры крепежа M 0,25
Таблица размеров внутренней метрической резьбы Размеры крепежа M 0,25 — M 8
Технические данные оборудования ISO
Конструкция крепежа и винта/болта, формула и расчеты
Метрическая система ISO | Шаг | Метрическая внутренняя резьба | |||||||
Допуск | Малый диаметр | Диаметр шага | Большой диаметр | Метчик | |||||
Мин. | Макс. | Мин. | Макс. | Мин. | Макс. | Базовый | |||
M0,25×0,075 | 0,075 | 6H | 0,172 | 0,208 | 0,201 | 0,215 | 0,255 | 0,276 | 0,175 |
M0,3×0,08 | 0,08 | 6H | 0,217 | 0,254 | 0,248 | 0,262 | 0,306 | 0,327 | 0,210 |
M0,3×0,09 | 0,09 | 6H | 0,206 | 0,247 | 0,242 | 0,257 | 0,306 | 0,330 | 0,220 |
M0,35×0,09 | 0,09 | 6H | 0,256 | 0,297 | 0,292 | 0,307 | 0,356 | 0,380 | 0,245 |
M0,4×0,1 | 0,1 | 6H | 0,296 | 0,340 | 0,335 | 0,351 | 0,407 | 0,432 | 0,280 |
M0,45×0,1 | 0,1 | 6H | 0,346 | 0,390 | 0,385 | 0,401 | 0,457 | 0,482 | 0,315 |
M0,5×0,125 | 0,125 | 6H | 0,370 | 0,422 | 0,419 | 0,437 | 0,509 | 0,538 | 0,350 |
M0,55×0,125 | 0,125 | 6ч | 0,420 | 0,472 | 0,469 | 0,487 | 0,559 | 0,588 | 0,380 |
M0,6×0,15 | 0,15 | 6H | 0,444 | 0,504 | 0,503 | 0,523 | 0,611 | 0,644 | 0,420 |
M0,7×0,175 | 0,175 | 6H | 0,518 | 0,586 | 0,586 | 0,608 | 0,713 | 0,750 | 0,500 |
M0,8×0,2 | 0,2 | 6H | 0,592 | 0,668 | 0,670 | 0,694 | 0,814 | 0,856 | 0,560 |
M0,9×0,225 | 0,225 | 6H | 0,666 | 0,750 | 0,754 | 0,780 | 0,916 | 0,962 | 0,630 |
M1x0,25 | 0,25 | 6H | 0,729 | 0,809 | 0,838 | 0,909 | 1. | 1.107 | 0,750 |
M1x0,2 | 0,2 | 6H | 0,783 | 0,858 | 0,870 | 0,933 | 1.000 | 1,092 | 0,800 |
M1,1×0,25 | 0,25 | 6H | 0,829 | 0,909 | 0,938 | 1,009 | 1.100 | 1.207 | 0,850 |
M1,1×0,2 | 0,2 | 6H | 0,883 | 0,958 | 0,970 | 1,033 | 1. | 1,192 | 0,900 |
M1,2×0,25 | 0,25 | 6H | 0,929 | 1,009 | 1,038 | 1.109 | 1.200 | 1,307 | 0,950 |
M1,2×0,2 | 0,2 | 6H | 0,983 | 1,058 | 1,070 | 1,133 | 1.200 | 1,292 | 1.000 |
M1,4×0,3 | 0,3 | 6H | 1,183 | 1,258 | 1,270 | 1. | 1.400 | 1,509 | 1.100 |
M1,4×0,2 | 0,2 | 6H | 1,183 | 1,258 | 1,270 | 1,333 | 1.400 | 1,492 | 1.200 |
M1,6×0,35 | 0,35 | 6H | 1.221 | 1.321 | 1,373 | 1,458 | 1.600 | 1,736 | 1.250 |
M1,6×0,3 | 0,3 | 6H | 1,275 | 1,360 | 1. | 1,465 | 1.600 | 1,703 | 1.300 |
M1,6×0,2 | 0,2 | 6H | 1,383 | 1,458 | 1.470 | 1,537 | 1.600 | 1,690 | 1.400 |
M1,7×0,35 | 0,35 | 6H | 1.321 | 1.421 | 1,473 | 1,558 | 1.700 | 1,836 | 1.350 |
M1,8×0,35 | 0,35 | 6H | 1. | 1,521 | 1,573 | 1,658 | 1.800 | 1,936 | 1.450 |
M1,8×0,2 | 0,2 | 6H | 1,583 | 1,658 | 1,670 | 1,737 | 1.800 | 1,896 | 1.600 |
M2x0,4 | 0,4 | 6H | 1,567 | 1,679 | 1,740 | 1.830 | 2.000 | 2,148 | 1.600 |
M2x0,25 | 0,25 | 6H | 1,729 | 1,809 | 1,838 | 1,913 | 2. | 2.111 | 1.750 |
M2,2×0,45 | 0,45 | 6H | 1,713 | 1,838 | 1,908 | 2,003 | 2.200 | 2,360 | 1.750 |
M2,2×0,25 | 0,25 | 6H | 1,929 | 2,009 | 2,038 | 2.113 | 2.200 | 2.311 | 1,950 |
M2,3×0,45 | 0,45 | 6Н | 1,813 | 1,938 | 2,008 | 2. | 2.300 | 2,460 | 1.850 |
M2,3×0,4 | 0,4 | 6H | 1,867 | 1,979 | 2,040 | 2,130 | 2.300 | 2,448 | 1.900 |
M2,5×0,45 | 0,45 | 6H | 2,013 | 2,138 | 2.208 | 2,303 | 2.500 | 2,660 | 2,050 |
M2,5×0,35 | 0,35 | 6H | 2.121 | 2. | 2,273 | 2,358 | 2.500 | 2,636 | 2,150 |
M2,6×0,45 | 0,45 | 6H | 2.113 | 2,238 | 2,308 | 2,393 | 2.600 | 2,750 | 2,150 |
M3x0,5 | 0,5 | 6H | 2,459 | 2,599 | 2,675 | 2,775 | 3.000 | 3,172 | 2.500 |
M3x0,35 | 0,35 | 6H | 2,621 | 2,721 | 2,773 | 2,863 | 3. | 3.141 | 2,650 |
M3,5×0,6 | 0,6 | 6H | 2,850 | 3.010 | 3.110 | 3.222 | 3.500 | 3,699 | 2 900 |
M3,5×0,35 | 0,35 | 6H | 3.121 | 3.221 | 3,273 | 3,363 | 3.500 | 3,641 | 3,150 |
M4x0,7 | 0,7 | 6H | 3,242 | 3,422 | 3,545 | 3,663 | 4. | 4.219 | 3.300 |
M4x0,5 | 0,5 | 6H | 3,459 | 3,599 | 3,675 | 3,775 | 4.000 | 4.172 | 3.300 |
M4,5×0,75 | 0,75 | 6ч | 3,688 | 3,878 | 4.013 | 4.131 | 4.500 | 4,726 | 3,750 |
M4,5×0,5 | 0,5 | 6H | 3,959 | 4.099 | 4,175 | 4,275 | 4. | 4,672 | 4.000 |
M5x0,8 | 0,8 | 6H | 4.134 | 4.334 | 4.480 | 4,605 | 5.000 | 5.240 | 4.200 |
M5x0,5 | 0,5 | 6H | 4.459 | 4,599 | 4,675 | 4,775 | 5.000 | 5.172 | 4.500 |
M5,5×0,5 | 0,5 | 6H | 4,959 | 5.099 | 5.175 | 5. | 5.500 | 5,692 | 5.000 |
M6x1 | 1 | 6H | 4,917 | 5.153 | 5.350 | 5.500 | 6.000 | 6.294 | 5.000 |
M6x0,8 | 0,8 | 6H | 5.134 | 5.334 | 5.480 | 5,586 | 6.000 | 6.221 | 4.200 |
M6x0,75 | 0,75 | 6H | 5.188 | 5,378 | 5,513 | 5,645 | 6. | 6.240 | 5.000 |
M6x0,7 | 0,7 | 6H | 5.242 | 5.422 | 5,545 | 5,671 | 6.000 | 6.226 | 5.300 |
M6x0,5 | 0,5 | 6H | 5.459 | 5,599 | 5,675 | 5,787 | 6.000 | 6.184 | 5.500 |
M7x1 | 1 | 6H | 5,917 | 6.153 | 6.350 | 6. | 7.000 | 7,294 | 6.000 |
M7x0,75 | 0,75 | 6ч | 6.188 | 6,378 | 6,513 | 6,645 | 7.000 | 7.240 | 6.250 |
M7x0,5 | 0,5 | 6H | 6.459 | 6,599 | 6,675 | 6.787 | 7.000 | 7.184 | 6.500 |
M8x1,25 | 1,25 | 6H | 6,647 | 6,912 | 7. | 7,348 | 8.000 | 8.340 | 6.750 |
M8x1 | 1 | 6H | 6,917 | 7.153 | 7.350 | 7.500 | 8.000 | 8.294 | 7.000 |
M8x0,8 | 0,8 | 6H | 7.134 | 7.334 | 7.480 | 7.620 | 8.000 | 8.255 | 7.200 |
M8x0,75 | 0,75 | 6H | 7.188 | 7,378 | 7,513 | 7,645 | 8. | 8.240 | 7.250 |
M8x0,5 | 0,5 | 6H | 7.459 | 7,599 | 7,675 | 7,787 | 8.000 | 8.184 | 7.500 |

 000
000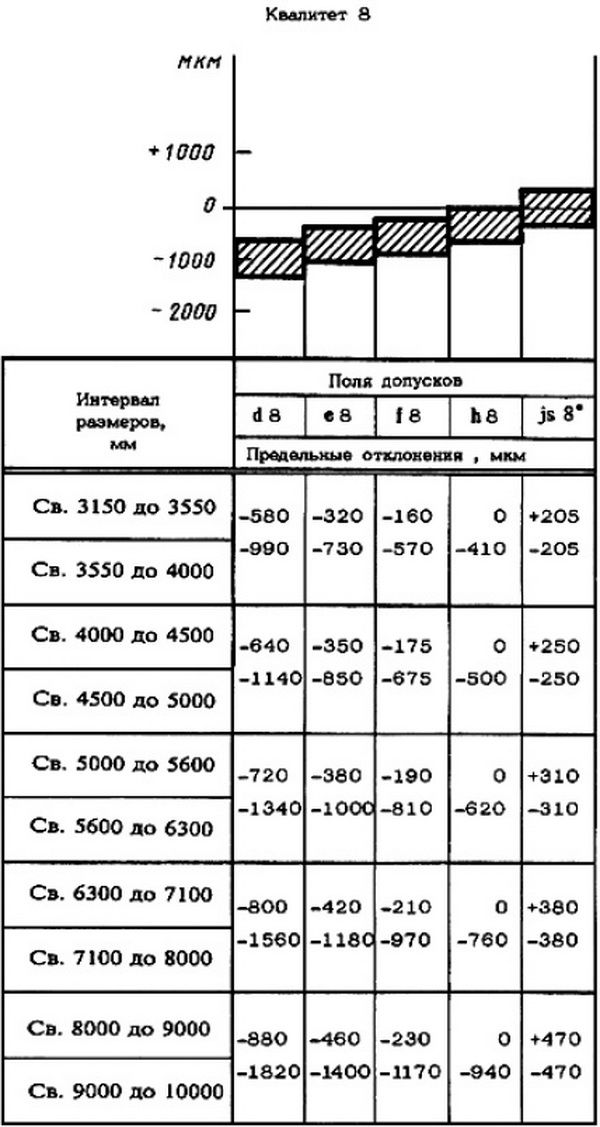 100
100 350
350 405
405 421
421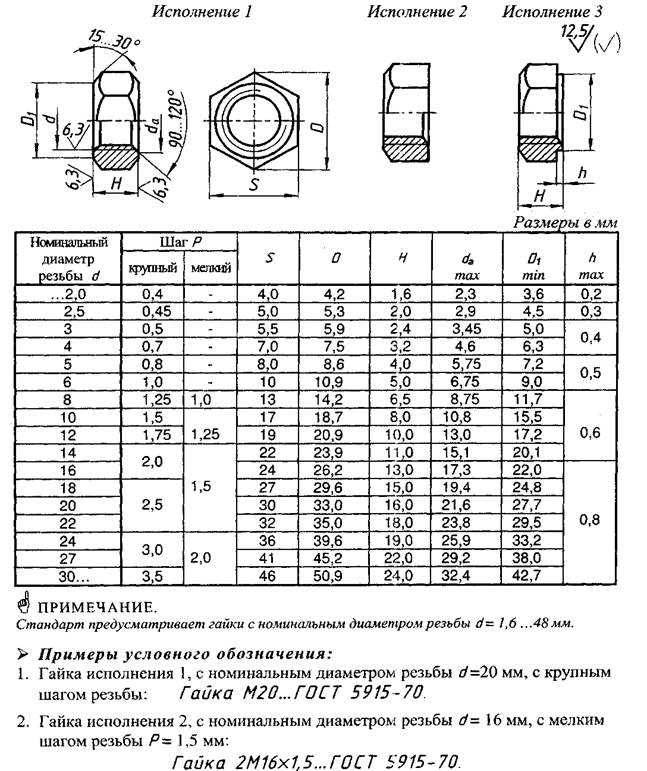 000
000 103
103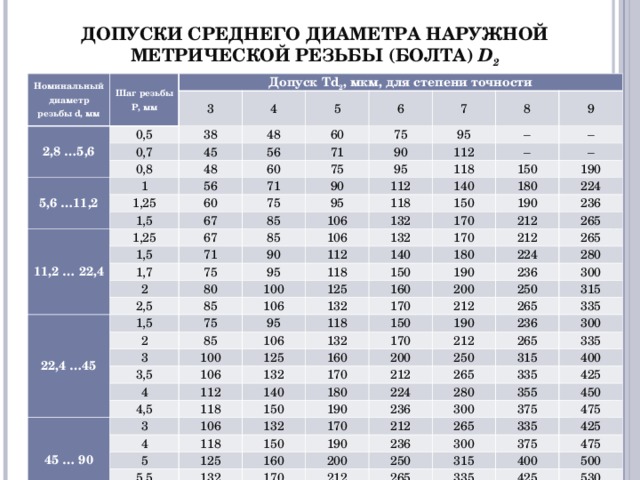 221
221 000
000 000
000 500
500 295
295 000
000 500
500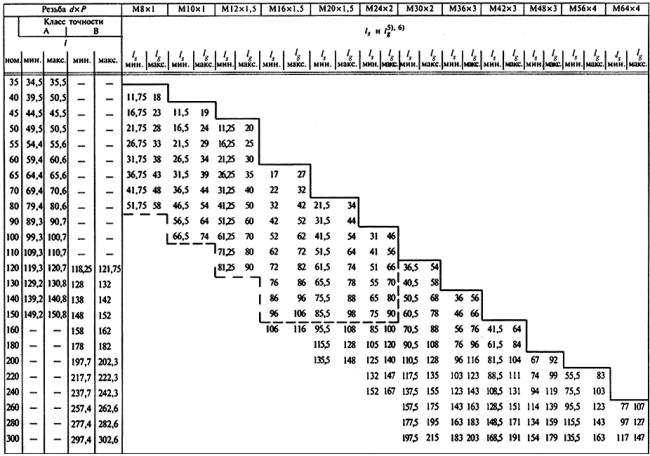 188
188 000
000Связанный:
- Руководство по проектированию аппаратного обеспечения дюймовых единиц ANSI
- Длина зацепления резьбы пер. Калькулятор, формула и таблица ISO 965-1. Длина зацепления сопрягаемой резьбы выбирается для использования полной прочности на растяжение болта до срезания и резьбы гайки.
- Размеры внутренней метрической резьбы и крепежа M 9 — M 24
- Размеры внутренней метрической резьбы и крепежа M 24 — M 50
- Размеры внутренней метрической резьбы и крепежа M52–M72
- Размеры внутренней метрической резьбы и крепежа M75–M120
- Размеры внутренней метрической резьбы и крепежа M125–M180
- Размеры внутренней метрической резьбы и крепежа M185–M230
- Размеры внутренней метрической резьбы и крепежа M235 — M600
Метрическая резьба — резьба, часть 3
В первой части нашей серии статей о резьбах мы предоставили некоторую терминологию и объяснили некоторые номенклатуры резьб серии Unified Inch. Во второй части мы говорили о разнице между резьбами 2A и 3A, опять же, в резьбах Unified Inch Series. Теперь, здесь, в части 3, мы рассмотрим основы метрической резьбы. Как обычно, мы здесь, в Wilson-Garner, производим детали с внешней резьбой, поэтому мы собираемся в первую очередь исследовать внешнюю резьбу.
Во второй части мы говорили о разнице между резьбами 2A и 3A, опять же, в резьбах Unified Inch Series. Теперь, здесь, в части 3, мы рассмотрим основы метрической резьбы. Как обычно, мы здесь, в Wilson-Garner, производим детали с внешней резьбой, поэтому мы собираемся в первую очередь исследовать внешнюю резьбу.
How To Speak Thread – метрическая версия
Как и в случае с дюймовой резьбой, давайте начнем с примера, который даст некоторое представление о том, как мы выражаем метрическую резьбу.
На этой фотографии изображен метрический болт с резьбой M14 x 2,00 6g. Давайте поговорим о том, что означает каждая часть этой номенклатуры.
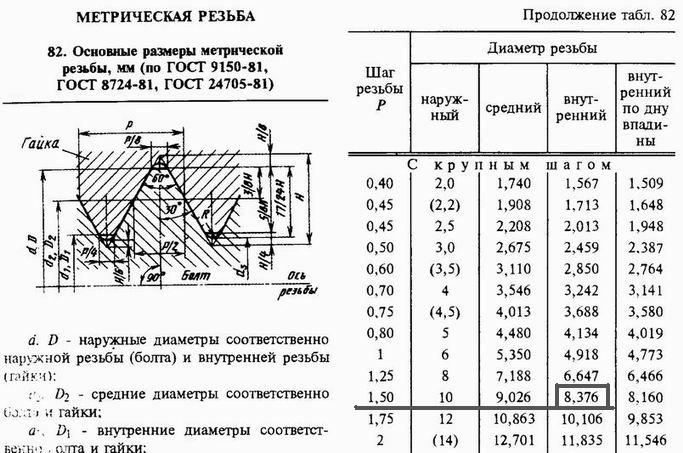
«M14» говорит вам, что номинальный большой диаметр резьбы составляет 14 миллиметров. Большой диаметр — это диаметр, измеренный в самой широкой части резьбы. «Номинальный» означает «в основном». Спецификации этой детали на самом деле называют большим диаметром от 13,682 до 13,9.62 миллиметра, но никто не хочет говорить «М13,962», поэтому мы просто говорим «М14» и живем дальше.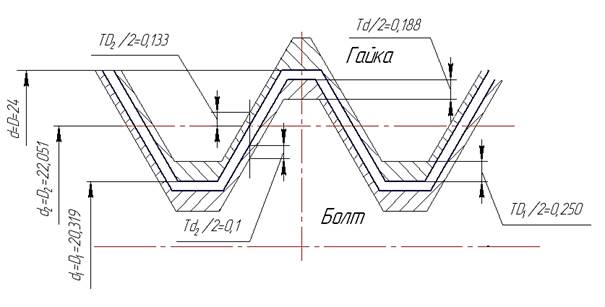
«2,00» относится к шагу резьбы. Из нашей первой статьи вы помните, что шаг резьбы — это расстояние от одной точки резьбы до той же точки следующей резьбы. Здесь «2,00» говорит о том, что шаг резьбы составляет 2,0 миллиметра. Если вы посмотрите на фото выше, то увидите, что это правда, так как между гребнем одной нити и следующей 2 миллиметра. Это существенное отличие от номенклатуры Unified Inch Series, где второе число обозначает число резьб на дюйм, а не шаг резьбы.
Подобно унифицированным дюймовым резьбам, метрические резьбы могут иметь мелкий и крупный шаг. В нашем примере выше M14 x 2,00 — крупная резьба. Мелкий шаг будет M14 x 1,50. Однако, в отличие от унифицированных дюймовых резьб, где крупный и мелкий шаг являются довольно стандартными, метрический мелкий шаг может варьироваться в зависимости от спецификации. По большей части предполагается грубая резьба, если не указано иное. На самом деле, в некоторых спецификациях шаг даже не упоминается в описании продукта.
Посадка с метрической резьбой
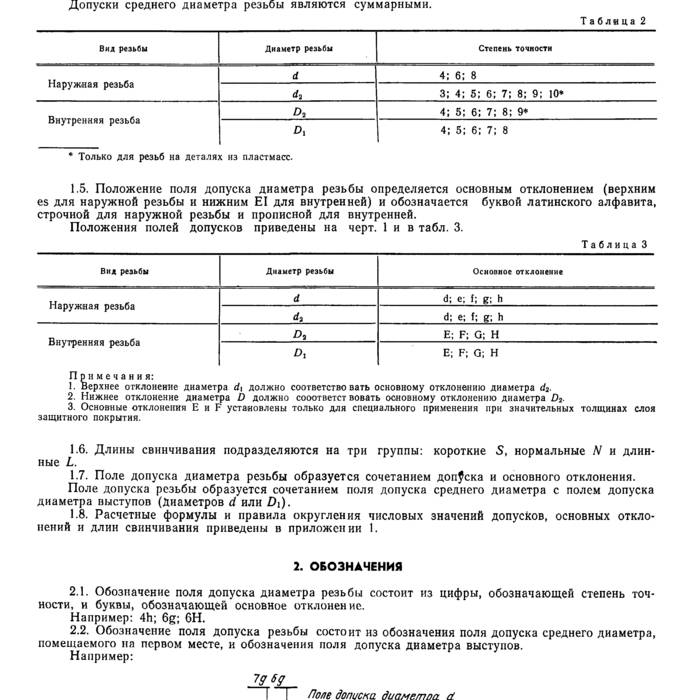
Последняя часть номенклатуры выше, «6g», относится к версии посадки с метрической резьбой. Во второй части нашей серии статей о резьбе мы говорили о посадке резьбы в унифицированной дюймовой системе, в частности о посадке резьбы 2A и 3A. В метрической системе 6 г примерно сопоставимо с 2 А в дюймовой системе. 6g — это краткое выражение для класса допуска посадки на наружную резьбу 6g6g. Посадка резьбы 6g6g довольно распространена. Разберем терминологию. Левая комбинация цифры/буквы определяет допуск и припуск на средний диаметр, а правая цифра/буква указывает допуск и припуск на основной диаметр. Цифры обозначают допуск, а буквы — допуск.
Что такое допуск и допуск? Если вы не читали часть 2, я повторю здесь: посадки резьбы разрабатываются с использованием припусков и допусков. Припуск представляет собой преднамеренный зазор между сопрягаемой резьбой. Припуски применяются к внешним резьбам. Максимальные значения большого, шага и малого диаметра меньше основного размера на величину припуска. Допуски — это указанные величины, на которые допускается изменение размеров для удобства изготовления. Допуск — это разница между максимальным и минимальным допустимыми пределами для данного размера.
Максимальные значения большого, шага и малого диаметра меньше основного размера на величину припуска. Допуски — это указанные величины, на которые допускается изменение размеров для удобства изготовления. Допуск — это разница между максимальным и минимальным допустимыми пределами для данного размера.
Некоторые примеры
Прежде чем мы зайдем слишком далеко в сорняки, мы должны привести в действие некоторые наглядные пособия. Давайте рассмотрим пример очень популярного размера: M10 x 1,50 6g6g:
Помните, что крайняя левая цифра/буква определяет требования к делительному диаметру, а правая цифра/буква указывает требования к основному диаметру. Таким образом, в этом случае как средний, так и основной диаметр имеют класс точности 6 и допуск g. Вот что это означает в реальных цифрах:
Диаметр шага — для M10 x 1,50 6 г, 6 — допуск 0,132 мм, а g — допуск 0,032 мм.
Основной диаметр — для M10 x 1,50 6 г, 6 — допуск 0,236 мм, а g — допуск 0,032 мм.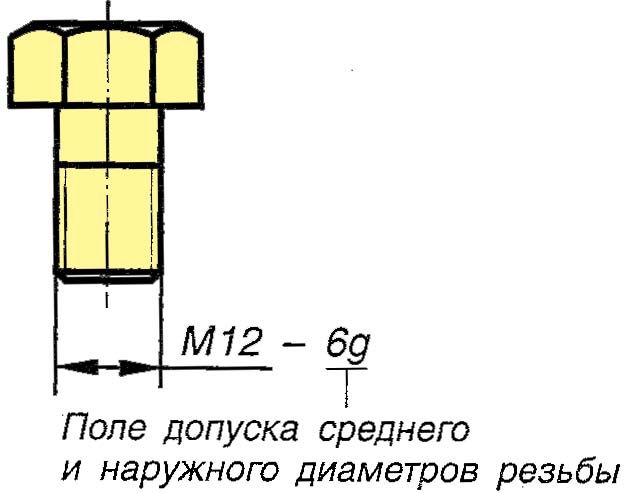
Обратите внимание, что для основного диаметра задан больший допуск, чем для делительного диаметра, в то время как допуск одинаков для обоих.
Изменение допуска
Теперь второй пример, где у нас есть резьба M10 x 1,50 4g6g:
По мере уменьшения чисел величина допуска уменьшается. С посадкой на резьбу 4g6g мы уменьшили допуск на диаметр шага и оставили все остальное без изменений.
Диаметр шага — для M10 x 1,50 4g, 4 — допуск 0,085 мм, а g — допуск 0,032 мм.
Основной диаметр — для M10 x 1,50 6 г, 6 — допуск 0,236 мм, а g — допуск 0,32 мм.
Изменив только первую цифру, мы ужесточили допуск на средний диаметр, а все остальное оставили без изменений.
Изменение пособия
Двигаемся дальше, у нас есть еще один пример. На этот раз мы меняем буквы — M10 x 1,50 6e6e.
По мере уменьшения букв сумма надбавки увеличивается. Таким образом, в приведенном выше примере допуски для основного диаметра и среднего диаметра такие же, как и для 6g6g, в то время как величина допусков как для основного диаметра, так и для основного диаметра увеличилась. Вот цифры:
Вот цифры:
Диаметр шага — для M10 x 1,50 6e, 6 соответствует допуску 0,132 мм, а e — допуску 0,067 мм.
Большой диаметр — для M10 x 1,50 6e, 6 соответствует допуску 0,236 мм, а e — допуску 0,067 мм.
Примечание о припусках: по мере увеличения букв величина припуска уменьшается, а обозначение «h» не имеет припуска.
Наглядное сравнение
В нашем последнем примере мы рассмотрим два класса посадки резьбы рядом друг с другом. На рис. 4 показан весь сопряженный класс посадки для наружной резьбы 6g6g и 4g6g с внутренней метрической резьбой класса 6H. (Внутренние резьбы обозначаются заглавными буквами. Как и унифицированные дюймовые резьбы, внутренние метрические резьбы обычно не имеют допусков). Из-за более жесткого допуска 6H/4g6g обеспечивает более плотную посадку, чем 6H/6g6g.
На этом мы заканчиваем наш разговор о метрических резьбах. Мы надеемся, что это было для вас полезным пособием для начинающих.