УДГ-160 головка универсальная делительная. Аналоги, паспорт, схемы, описание, характеристики
Сведения о производителе делительных головок УДГ-160 (УДГ-Д-160)
Разработчиком и изготовителем делительных головок УДГ-160 (УДГ-Д-160) до 1990 года было Ленинградское оптико-механическое объединение ЛОМО.
В настоящее время производство и реализацию универсальных делительных головок УДГ-160 (УДГ-Д-160), УДГ-200 (УДГ-Д-200), УДГ-250 (УДГ-Д-250), УДГ-320 (УДГ-Д-320) осуществляет Производственная компания «Делга», которая была основана в 1990 году на базе — ОАО «ЛОМО».
Продукция, выпускаемая Ленинградским оптико-механическим объединением ЛОМО
- УДГ-100 (УДГ Н-100) — универсальная делительная головка 100 (Ø 200)
- УДГ-135 (УДГ Н-135) — универсальная делительная головка 135 (Ø 270)
- УДГ-160 (УДГ-Д-160) — универсальная делительная головка Ø 160
- УДГ-200 (УДГ-Д-200) — универсальная делительная головка Ø 200
- УДГ-250 (УДГ-Д-250) — универсальная делительная головка Ø 250
УДГ-160, УДГ-Д-160 головка универсальная делительная.
 Назначение, область применения
Назначение, область примененияДелительная головка УДГ-160, УДГ-Д-160 дает возможность производить различные фрезерные, зубофрезерные, расточные, сверлильные, разметочные и другие работы, связанные с поворотом детали на заданный угол.
Обработку деталей с помощью делительной головки УДГ-160 можно производить в центрах, в патроне или на шпиндельной оправке.
С помощью универсальной делительной головки УДГ-160 можно производить следующие операции:
- непосредственное деление окружностей на число, являющееся целым делителем 24, т.е. на 2, 3, 4, 6, 8, 12, 24
- простое деление окружностей на число частей от 2 до 400 и на некоторые числа свыше 400
- дифференциальное деление окружностей на число частей от 43 до 400 без интервала
- фрезерование спиралей с шагом от 25 до 400 мм
- фрезерование зубчатых колес
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка
- различные работы на фрезерных станках, связанные с делением окружности на неравные части в градусном выражении, нарезание спиралей и т.
 д.
д.
Делительные головки. Общие сведения
Делительные головки — это приспособление для широкоуниверсальных и консольно-фрезерных станков, которое значительно расширяют их технологические возможности. Их используют при изготовлении различных инструментов (фрез, разверток, зенкеров, метчиков), нормализованных деталей машин (головки болтов, грани гаек, корончатые гайки), при фрезеровании зубчатых колес, звездочек, прорезании пазов и шлицев на торцах (зубчатые муфты) и других деталей.
Делительные головки служат для закрепления и деления обрабатываемых деталей на равные части при фрезеровании квадратов, шестигранников, нарезания зубчатых колес, звездочек и других подобных работ и для поворота обрабатываемых деталей на заданный угол. Универсальные делительные головки служат также и для сообщения вращения обрабатываемой детали при нарезании винтовых канавок на универсальных фрезерных станках.
В зависимости от конструкции головки окружность заготовки может быть разделена на равные или неравные части. При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров.
При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров.
Делительные головки служат:
- для установки оси обрабатываемой заготовки под требуемым углом относительно стола станка
- для периодического поворота заготовки вокруг ее оси на определенный угол (деление на равные и неравные части)
- для непрерывного вращения заготовки при нарезании винтовых канавок или винтовых зубьев зубчатых колес
Делительные головки бывают:
- Лимбовые с делительными дисками:
- универсальные
- полууниверсальные
- простого деления
- непосредственного деления
- Безлимбовые делительные головки — (без делительного диска) с зубчатым планетарным механизмом и набором сменных зубчатых колес
- Оптические делительные головки — для точных делений и контрольных операций
Обычно делительные головки изготовляют одношпиндельными. Иногда применяют многошпиндельные (двух- и трехшпиндельные) для одновременной обработки соответственно двух или трех заготовок, Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых.
Иногда применяют многошпиндельные (двух- и трехшпиндельные) для одновременной обработки соответственно двух или трех заготовок, Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых.
Универсальные делительные головки УДГ-Д
Ранее нашей промышленностью выпускались универсальные делительные головки УДГ Н-100, УДГ Н-135 и УДГ Н-160 с высотой центров H = 100, H = 135 и H = 160 мм.
По стандарту ГОСТ 8615-69 за основной размер делительных головок принят наибольший диаметр обрабатываемой заготовки D. По стандарту принят ряд из шести типоразмеров головок D = 160; 200; 250; 320; 400 и 500 мм. Наименование моделей УДГ-Д-160, УДГ-Д-200, УДГ-Д-250, УДГ-Д-400, УДГ-Д-500.
Передаточное отношение червячной пары этих головок 1 : 40 (N=40), т. е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки.
е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки.
Диапазон деления окружности заготовки до 400 частей, включая простые числа.
Универсальные делительные головки позволяют производить деления обрабатываемых деталей тремя методами: непосредственным, простым и дифференциальным и используются для комплектации фрезерных станков отечественного и зарубежного производства.
Каждому размеру станка (по ширине стола) должен соответствовать определенный типоразмер делительной головки. Так, к консольно-фрезерным станкам № 2 (с шириной стола 320 мм) рекомендуется делительная головка с наибольшим диаметром обрабатываемой заготовки D = 250 мм, а к фрезерным станкам № 3 (с шириной стола 400 мм) — делительная головка УДГ-Д-320 и т. д.
Обозначение делительных головок повышенной (П) точности:
- УДГ-Д-160 — 7036-0051П
- УДГ-Д-200 — 7036-0052П
- УДГ-Д-250 — 7036-0053П
- УДГ-Д-320 — 7036-0054П
- УДГ-Д-400 — 7036-0055П
Обозначение делительных головок нормальной (Н) точности:
- УДГ-Д-160А — 7036-0051
- УДГ-Д-200А — 7036-0052
- УДГ-Д-320А — 7036-0054
- УДГ-Д-250А — 7036-0053
- УДГ-Д-400А — 7036-0055
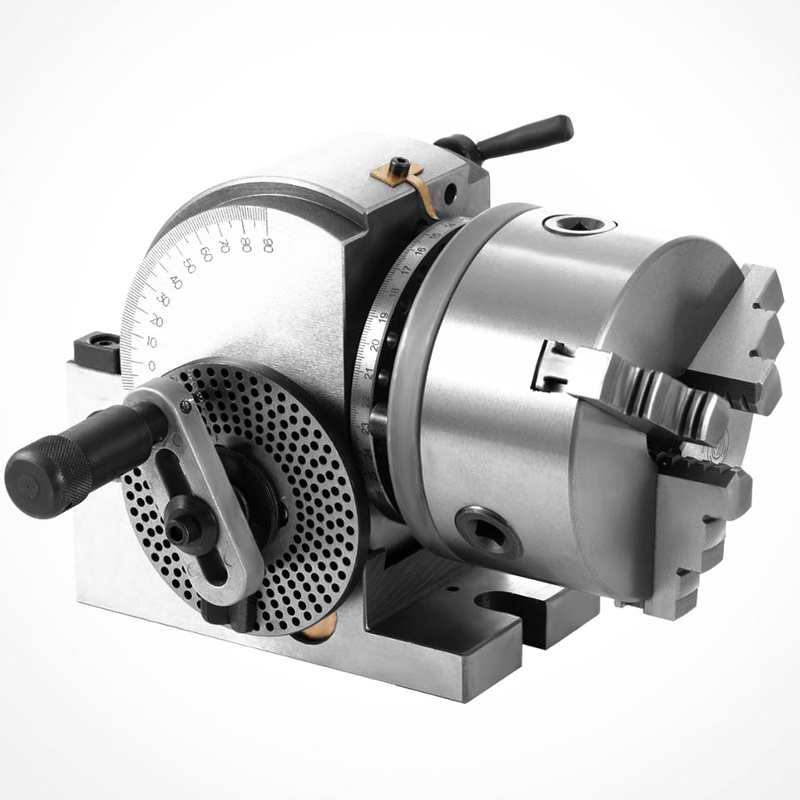
УДГ-160 Общий вид делительной головки
Общий вид универсальной делительной головки УДГ 160
УДГ-Д-160 Конструкция универсальной делительной головки
Конструкция универсальной делительной головки УДГ 160
Конструкция универсальной делительной головки УДГ 160
Конструкция делительной головки УДГ-Д-160
У делительных головок УДГ-160 делительные диски для простого и дифференциального метода деления выполнены двусторонними с глухими отверстиями: на одной стороне диска имеются окружности с числами отверстий 16, 17, 19, 21, 23, 29, 30 и 31, а на другой стороне — 33, 37, 39, 41, 43, 47, 49 и 54.
Делительный диск для непосредственного деления выполнен градуированным с ценой деления 1°. Установленный на корпусе головки нониус позволяет производить отсчет угла поворота шпинделя с точностью до 5′.
К делительным головке УДГ-160 прилагаются гитара и сменные зубчатые колеса с числами зубьев: 25, 30, 35, 40 50, 55, 60, 70, 80, 90 и 100.
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образования зубьев конических колес, зенкеров, зенковок и т. п., корпус поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания головки.
Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.
Делительная головка УДГ-Д-160 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
УДГ-160 Расположение органов управления делительной головки
Расположение органов управления делительной головкой УДГ 160
Перечень органов управления делительной головки УДГ-160
- 2. Рукоятка с фиксатором. Фиксация делительного диска
- 7. Стопор. Стопорение делительного диска
- 8. Фиксатор. Фиксация лимба непосредственного деления
- 19. Гайка. Крепление корпуса головки в основании
- 23. Зажим. Стопорение шпинделя
- 24. Рукоятка. Включение и выключение червяка
- 27. Раздвижной сектор. Отсчет отверстий на делительном диске
- 36. Маховичок. Перемещение пиноли задней бабки
- 41. Гайка. Крепление сектора
- 42. Винт. Крепление поводка
- 43. Винт. Крепление узла фиксатора делительного диска
- 44. Хвостовик. Крепление гитары
- 45.
 Гайка. Крепление пиноли задней бабки
Гайка. Крепление пиноли задней бабки - 46. Головка зубчатого валика. Перемещение задней бабки в вертикальном направлении
- 47. Болт. Крепление корпуса задней бабки
- 48. Гайка. Крепление планки с рукояткой и фиксатором
УДГ-160 Точки смазки универсальной делительной головки
Точки смазки универсальной делительной головки УДГ 160
- I — Вал диска и коническая шестерня. Смазка ежедневно
- II — Цилиндрические и конические шестерни. Заливка 100 г масла через крышку
- III — Передний подшипник шпинделя. Смазка ежедневно
- IV — Червячная пара. Заливка 200 г масла в корпус
- V — Задний подшипник шпинделя. Смазка ежедневно
- VI — Пиноль и винт задней бабки. Смазка раз в два дня
- VII — Вал привода делительной головки. Смазка раз в два дня
УДГ-160 Кинематическая схема универсальной делительной головки
Кинематическая схема универсальной делительной головки УДГ-160
При простом делении вращение шпинделю 1 передается от рукоятки 2 с фиксатором через пару цилиндрических шестерен 3, червяк 4 и червячное колесо 5, расположенное в средней части шпинделя. При этом делительный диск 6 должен быть закреплен с помощью стопора 7, а фиксатор 8 лимба 9 непосредственного деления выключен.
При этом делительный диск 6 должен быть закреплен с помощью стопора 7, а фиксатор 8 лимба 9 непосредственного деления выключен.
При дифференциальном делении угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота самого диска, который получает вращение от шпинделя через сменные шестерни 10 гитары 11 и пару конических шестерен 12. Для передачи вращения от шпинделя сменным шестерням гитары применяется оправка 13, на цилиндрической шейке которой устанавливается сменная шестерня 14. При этом делительный диск должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
При нарезании спирали шпиндель получает вращение от ходового винта фрезерного станка через сменные шестерни гитары, пару конических шестерен 12, промежуточный вал 15, цилиндрические шестерни 3, червяк 4 и червячное колесо 5. Делительный диск при этом должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
Порядок работы
Непосредственное деление
Непосредственное деление применяется при делении окружности на 2, 3, 4, б, 8, 12 и 24 части в тех случаях, когда не требуется большой точности.
При непосредственном делении необходимо:
- выключить червяк из зацепления с червячным колесом поворотом рукоятки 24 (см. рис. 3) до упора
- освободить от зацепления фиксатор лимба непосредственного деления
Поворот шпинделя осуществляется от руки вращением обрабатываемой детали или патрона. Отсчет угла поворота производится по градусной шкале, нанесенной на лимбе непосредственного деления, и по штриху на передней втулке шпинделя.
Закрепить шпиндель в требуемом положении с помощью зажима 23 (см. рис. 2).
При делении на части или грани расчет производить по формуле
N = 360°/a(1)
где n — число частей или граней; а
a — угол поворота шпинделя.
Простое деление
Простое деление окружности на равные и неравные части производится при неподвижном делительном диске с помощью рукоятки с фиксатором. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Дифференциальное деление
Деление окружности на число частей свыше 42, не кратное числу отверстий на делительном диске, можно производить дифференциальным методом, сущность которого заключается в том, что угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота диска, получающего вращение от шпинделя через сменные шестерни гитары.
Гитара устанавливается на цилиндрический хвостовик, на котором она может быть повернута и закреплена в требуемом положении. Для установки сменных шестерен гитара укомплектована передвижными пальцами и переходными втулками. Для передачи вращения сменным шестерням в задний конус шпинделя вставляется оправка, на цилиндрическую шейку которой устанавливается сменная шестерня.
До начала работы следует поворотом рукоятки проверить плавность вращения всех установленных шестерен.
При выполнении дифференциального деления стопор делительного диска должен быть выключен.
Порядок настройки при дифференциальном делении такой же, как и при простом делении.
Дифференциальное деление возможно только при горизонтальном положении шпинделя.
Фрезерование спиральных канавок
Фрезерование спиральных канавок производится при продольном перемещении стола фрезерного станка и одновременном вращении детали, закрепленной в делительной головке, относительно своей оси. Для согласованного вращения детали с продольным перемещением стола устанавливается гитара с набором сменных шестерен, которые передают вращение от ходового винта станка шпинделю делительной головки.
Читайте также: Производители фрезерных станков в России
Технические характеристики головки УДГ-160
| Наименование параметра | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Высота центров, мм | 85 | 105 | 130 | 165 |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 |
| Расстояние от основания делительной головки до торца шпинделя в его вертикальном положении: не более, мм | 180 | 235 | 280 | 350 |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5 | 5 | 5 | 5 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95 | 95 | 95 | 95 |
| Диаметр такарного патрона, мм | 100 | 125 | 160 | 160 |
| Конус шпинделя | Морзе №2 | Морзе №3 | Морзе №4 | Морзе №5 |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 |
| Передаточное отношение червячной пары | 1 : 40 | 1 : 40 | 1 : 40 | |
| Диапазон деления, включая простые числа | 2. .400 .400 | 2..400 | 2..400 | 2..400 |
| Диаметр отверстий сменных колес, мм | 20х19 | 20х19 | 20х19 | 32х19 |
| Число отверстий делительного диска | 16,19,23 30,33,39 49 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 |
| Число отверстий делительного диска на другой стороне | 17,21,29 31,37,41 54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 |
| Цена деления лимба непосредственного деления, град | 15 | 15 | 15 | 15 |
| Модуль сменных шестерен | 1,5 | 1,5 | 1,5 | 2,5 |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 |
| Габариты и масса делительной головки | ||||
| Габаритные размеры основания головки, мм | 212 х 156 | 260 х 180 | 260 х 180 | 290 х 234 |
| Масса делительной головки, кг | 35,5 | 50 | 53,5 | 101 |
- Головки делительные универсальные УДГ Н-100, УДГ Н-135, УДГ Н-160 Инструкция к пользованию, 1970
- Универсальные делительные головки УДГ Д-160, УДГ Д-200, УДГ Д-250, УДГ Д-320, УДГ Д-400 Техническое описание и инструкция по эксплуатации, 1983
- Головка делительная универсальная УДГ-Д-160А Паспорт, (ТУ2-024-4475-75)
- Теплицкий Б.

Список литературы
Связанные ссылки. Дополнительная информация
Универсальная делительная головка типа УДГ. Паспорт
Содержание
- 1 Назначение.
- 2 Основные характеристики.
- 3 Точностные характеристики.
- 4 Порядок работы.
- 4.1 Прямая разметка (деление)
- 4.2 Простая разметка (деление)
- 4.3 Дифференциальное деление
- 4.4 Фрезерование спиральных канавок.
- 4.5 Фрезерование гипоидной цилиндрической зубчатой передачи
- 5 Монтаж делительной головки и регулировка.
- 6 Настройка делительной головки.
- 7 Правила хранения.
- 8 Указание мер безопасности.
- 9 Комплектация.
- 10 Сведения о консервации.
- 11 Гарантийные обязательства.
Назначение.
1.1. Универсальная делительная головка типа УДГ предназначена для выполнения работ по обработке детали, связанных с поворотом детали на заданную величину, при работе на фрезерных, зубофрезерных, долбежных, расточных, строгальных и сверлильных станках, а также при разметочных и других работах.
1.2. Делительные головки являются важными принадлежностями консольно-фрезерных станков, особенно универсальных, и применяются при необходимости фрезерования граней, пазов, шлицев, зубьев колёс и инструментов, расположенных под определённым углом друг относительно друга. Их можно использовать для простого и дифференциального деления.
1.3. С помощью делительной головки можно производить в центрах, в патроне или на шпиндельной оправке и осуществлять следующие конкретные операции:
- простое деление окружностей;
- прямое деление окружностей;
- дифференциальное деление окружностей без интервала;
- фрезерование спиралей;
- фрезерование зубчатых колес;
- фрезерование спиральных. гипоидных канавок;
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка.
Основные характеристики.
Основной характеристикой делительной головки N является величина обратная передаточному отношению червячной пары. Технические характеристики универсальных делительных головок типа УДГ представлены в табл.1.
Технические характеристики универсальных делительных головок типа УДГ представлены в табл.1.
Таблица 1 — Технические характеристики универсальных делительных головок
| Характеристика | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
| Наибольший диаметр обрабатываемого изделия, мм | 160 | 200 | 250 | 320 |
| Высота центров, мм | 80 | 100 | 125 | 160 |
| Диаметр монтажного фланца (размер под шпиндель станка) | 36,541 | 41,275 | 53,975 | 53,975 |
| Ширина шпонки, мм | 14 | 14 | 18 | 18 |
| Угол поворота шпинделя от горизонтального положения | ||||
| — вниз от линии центров, град | 90 | 95 | 95 | 95 |
| — вверх от линии центров, град | 6 | 5 | 5 | 5 |
| Передаточное число червячной передачи | 1:40 | 1:40 | 1:40 | 1:40 |
| Крепление в шпиндельном отверстии (конус Морзе) | 3 | 3 | 4 | 4 |
| Цена деления нониуса | 10” | 10” | 10” | 10” |
| Модуль сменных зубчатых колес, мм | 1,5 | 1,5 | 1,5 | 1,5 |
| Масса,кг (нетто) | 36 | 67 | 119 | 125 |
| Масса,кг (брутто) | 42 | 79 | 132 | 140 |
| Габариты | 544×405×222 | 616×465×265 | 536×460×310 | 710×505×342 |
| Максимальная нагрузка, кг | 80 | 100 | 130 | 130 |
Точностные характеристики.

Универсальная делительная головка осуществляет вращение заготовки с сохранением технологических баз обрабатываемой детали со следующими точностными характеристиками, представленными в табл.2.
Таблица 2 — Точностные характеристики универсальных делительных головок
| №пп | Параметр | УДГ160 | УДГ200 | УДГ250 | УДГ320 | |
| 1 | Радиальное биение конической поверхности шпинделя: | |||||
| a) у основания конуса | 0.010 | 0.010 | 0.010 | 0.010 | ||
| b) на расстоянии 300мм от передней части шпинделя | 0,015 | 0.020 | 0.020 | 0.020 | ||
| 2 | Биение центральной точки | 0.010 | 0.010 | 0.010 | 0.010 | |
| 3 | Радиальное биение шпинделя по диаметру | 0. 010 010 | 0.010 | 0.010 | 0.010 | |
| Периодическое осевое скольжение шпинделя | 0.010 | 0.010 | 0.010 | 0.010 | ||
| Биение передней поверхности шпинделя | 0.020 | 0.020 | 0.020 | 0.020 | ||
| 4 | Перпендикулярность оси шпинделя опорной поверхности | 0,02/300 | 0,02/300 | 0,02/300 | 0,02/300 | |
| 5 | Параллельность штифта к шпиндельной оси | 0.010 | 0.015 | 0.015 | 0.015 | |
| Параллельность оси шпинделя к поддерживающей поверхности | 0.010 | 0.015 | 0.015 | 0.015 | ||
| Отклонение оси шпинделя от Т-обраазнорго паза | 0.010 | 0.015 | 0.015 | 0.015 | ||
| 6 | Индивидуальная ошибка деления для одного полного оборота | 60″ | ±45″ | ±45″ | ±45″ | |
| Накапливаемая ошибка на любой ¼ окружности шпинделя | 70″ | 1′ | 1′ | 1′ |
Порядок работы.

4.1. Перед началом работы ознакомиться с комплектом технической документации.
4.2. Протереть комплект оборудования, удалить смазку ветошью, смоченной в бензине, насухо протереть тканью.
4.3. Смонтировать на станке делительную голову и соответствующие приспособления. Подготовить станок и оснастке к работе к работе. Выбрать способ разметки.
4.4. Управляющие элементы делительной головки и ее конструкция показаны на рисунке 1 и на рисунке 2.
1 – рукоятка для выключения червячной передачи;
2 – градуированный диск;
3 – рукоятка для блокировки шпинделя;
4 – фиксирующий штифт;
5 – делительная пластина;
6 – блокирующий штифт для делительной пластины;
7 – гайка для регулировки люфта между червяком и червячным колесом;
8 – зубчатый вал.
Делительная головка может работать в нескольких режимах:
Прямая разметка (деление)
При выполнении прямой разметки сначала надо освободить червячную передачу и колесо передачи и затем использовать градуированный диск на передней части шпинделя делительной головки также как линии разметки на корпусе.
После окончания разметки с помощью делительной головки, переходят к фрезерованию, и тогда шпиндель следует заблокировать с помощью рукоятки на шпинделе.
Простая разметка (деление)
Простая разметка (деление) с помощью делительной головки на поверхности заготовки выполняется наиболее часто.
Количество поворотов делительной головки определяется как частное от деления, и вычисляется следующим образом:
n = 40 (кол-во зубьев на зубчатом колесе) / Z (кол-во делений на заготовке)
Следует отметить, что результат деления – не целое число, а дробное. Знаменатель представляет собой количество отверстий в кольце делительной пластины. Если знаменатель не соответствует количеству отверстий в делительной пластине, то деление возможно. Диск перемещается в следующее положение и фиксируется с помощью шпильки.
Если знаменатель дроби не соответствует количеству отверстий в делительной пластине, простое деление не может быть использовано, для этого применяют дифференциальное деление.
Дифференциальное деление
При необходимости, любое количество равных делений может быть получено при использовании метода дифференциального деления. При проведении дифференциального деления сначала разъединить блокирующий стержень делительной пластины от делительной пластины. Вставить оправку в коническое отверстие на заднем конце шпинделя и затем установить сменную зубчатую передачу в оправку. С помощью этой оправки момент передается через сменную зубчатую передачу . Затем вращая рукоятку делительной головки для поворота шпинделя. Шпиндель в свою очередь приводит в движение сменную зубчатую передачу.
При дифференциальном делении расчет сменой зубчатой передачи выглядит следующим образом:
где I – передаточное число сменной зубчатой передачи
X — требуемое значение
Z — количество зубьев сменной зубчатой передачи
A, B, C, D – количество зубьев сменной зубчатой передачи
Выбор требуемого значения X зависит от числа делений Z заготовки. Для определения этого значения сначала выбирается количество отверстий на делительной пластине, или для удобства дробь приводится к любому ее виду, эквивалентное значение которой соответствует количеству отверстий в делительной пластине. Для этого случая значение X иногда либо больше, либо меньше чем число делений Z заготовки, но это значение должно отличаться ненамного, и должно быть как можно ближе к значению Z.
Для определения этого значения сначала выбирается количество отверстий на делительной пластине, или для удобства дробь приводится к любому ее виду, эквивалентное значение которой соответствует количеству отверстий в делительной пластине. Для этого случая значение X иногда либо больше, либо меньше чем число делений Z заготовки, но это значение должно отличаться ненамного, и должно быть как можно ближе к значению Z.
Если X меньше чем Z то результат, подсчитанный по формуле — отрицательный. В этом случае стопорная шпилька должны быть повернута в направлении против направления делительной пластины.
Если X больше чем Z, то результат, подсчитанный по вышеприведенной формуле – положительный. В этом случае направление перемещения стопорной шпильки должно соответствовать направлению делительной пластины.
Подсчет числа поворотов шпильки является таким же что и в случае простого деления, но для дифференциального деления не следует брать действительное значение Z и следует взять допустимое значение X как замену. Расчет ведется по формуле, данной ниже:
Расчет ведется по формуле, данной ниже:
n=40/X
Сменить передачу, как показано на рисунке 3.
Фрезерование спиральных канавок.
(Делительная головка УДГ-160 должна быть оснащена креплением сменной передачи.)
При фрезеровании спиральных канавок, фиксирующая шпилька должна быть помещена в отверстие в делительной пластине и делительная пластина должна быть свободной.
Для фрезеровки спиральной канавки правильной формы, стол фрезерного станка до выполнения работы следует устанавливать под эффективным углом и его значение может быть рассчитано по следующей формуле.
где Ψ – угол поворота;
π – 3,14;
D — диаметр заготовки;
T – шаг спиральной канавки;
Передаточное число может быть выражено
где i – измененное передаточное число;
t – шаг фрезеровки;
T — ширина канавки;
a,b,c,d — количество зубьев механизме в зубчатой передаче.
Для фрезеровки левосторонней спирали промежуточное звено зубчатой передачи следует добавить, так что замена компонентов а и d приведет к смене направления. Для фрезерования правосторонней спирали замену компонентов а и d следует произвести так, чтобы направление не изменилось.
Фрезерование гипоидной цилиндрической зубчатой передачи
Операция фрезерования гипоидной цилиндрической зубчатой передачи аналогично нарезанию спиральных канавок, с разницей в выражении данных зубчатой передачи в формуле.
Вычисление изменения передаточного числа зубчатой передачи для фрезерования гипоидных цилиндрических зубьев осуществляется по формуле
где М – стандартный модуль зуба;
β – угол наклона зуба.
Монтаж делительной головки и регулировка.
Точность выполняемых работ при использовании изделия и сроки службы универсальной делительной головки преимущественно зависят от правильности установки.
Недопустимы удары, как во время транспортировки, так и во время эксплуатации.
Установочные размеры делительных головок представлены ниже
Для УДГ-160
Для УДГ-200, УДГ-250, УДГ-320
Рис.
 4 Присоединительные размеры делительных головок.
4 Присоединительные размеры делительных головок.В таблице 3 приведены присоединительные размеры универсальных делительных головок (кроме УДГ-160), обозначенные буквами на рисунке 4
| Делительная головка | A | B | C | D | E | F | G | H | L | M | N | O | P |
| УДГ-200 | 162 | 14 | 102 | 87 | 186 | 95 | 116 | 100 | 93 | 54.7 | 30 | 100 | 100 |
| УДГ-250 | 209 | 18 | 116 | 98 | 224 | 117 | 120 | 125 | 103 | 68. 5 5 | 34.5 | 100 | 125 |
| УДГ-320 | 209 | 18 | 116 | 98 | 259 | 152 | 120 | 160 | 103 | 68.5 | 34.5 | 100 | 160 |
Настройка делительной головки.
Рис.5. Настройка делительной головки на простое деление
Простое деление на универсальной делительной головке отличается от непосредственного тем, что передача между заготовкой и делительным диском осуществляется через червячную пару, т. е. червяк с заходами и червячное колесо с zЧК зубьями. Червячное колесо сидит на шпинделе 1 головки, а червяк — на валу 2 с рукояткой 4, имеющей два движения — D и L. Движение D позволяет соединять рукоятку с делительным лимбом (диском) 5, на обоих торцах которого по ряду концентрических окружностей равномерно располагается определенное число отверстий (делений).
Движение D позволяет соединять рукоятку с делительным лимбом (диском) 5, на обоих торцах которого по ряду концентрических окружностей равномерно располагается определенное число отверстий (делений).
Например, на одной стороне диска есть 16, 17, 19, 21, 23, 29, 30 и 31 отверстия, а на другой — 33, 37, 39, 41, 43, 47, 49 и 54 отверстия. В делительных головках червяк на валу 2 всегда однозаходный, т. е. k — 1, a zЧK= 40, 80 или 120. Отношение N = zЧK/k называют характеристикой делительной головки. Вал 3 используют в других случаях. Один оборот рукоятки вызовет поворот заготовки на k/zЧК= 1/N. При нарезании зубчатого колеса надо сделать проборотов рукоятки, т. е.nр = k/N = 1/z или пр= N/z.Характеристика головки N = const, a z = var, поэтому обычно np не является целым числом. Так, при N = 40, z = 15 получим nр =40/15 оборота. Настроив рукоятку движением L на окружность с 30 делениями, получим, что для поворота заготовки на 10/15 часть окружности требуется сделать два полных оборота и еще на 20/30 часть, т. е. на 20 делений (отверстий) окружности с 30-ю отверстиями. Головка позволяет при простом делении повернуть заготовку на множество значений 1/z, однако не на все, требующиеся в производстве.
Так, при N = 40, z = 15 получим nр =40/15 оборота. Настроив рукоятку движением L на окружность с 30 делениями, получим, что для поворота заготовки на 10/15 часть окружности требуется сделать два полных оборота и еще на 20/30 часть, т. е. на 20 делений (отверстий) окружности с 30-ю отверстиями. Головка позволяет при простом делении повернуть заготовку на множество значений 1/z, однако не на все, требующиеся в производстве.
Рис.6. Настройка делительной головки на дифференциальное деление
Дифференциальная настройка головки проводится при выключенном стопоре 6, ограничивающем подвижность лимба 5. Здесь вращение рукоятки 4 также передается (через червячную передачу) шпинделю 1, но одновременно будет вращаться и лимб 5 делительной головки.
Настройка головки заключается в определении числа оборотов рукоятки (как и при простом делении) и от ношения зубьев колес гитары iГ. Число оборотов рукоятки находят из известного соотношения, заменяя “неудобное” число зубьев близким к нему приближенным — znp. В рассмотренном выше примере было N = 40; допустим, z = 53. Ясно, что сделать поворот на 40/53 по имеющимся дискам нельзя. Примем znр = 50; тогда nр=N/zпр=40/50. Если воспользоваться окружностью с 30 отверстиями, то рукоятку нужно будет провернуть на 40/50=24/30 часть окружности, т. е. на 24 деления (отверстия).
Число оборотов рукоятки находят из известного соотношения, заменяя “неудобное” число зубьев близким к нему приближенным — znp. В рассмотренном выше примере было N = 40; допустим, z = 53. Ясно, что сделать поворот на 40/53 по имеющимся дискам нельзя. Примем znр = 50; тогда nр=N/zпр=40/50. Если воспользоваться окружностью с 30 отверстиями, то рукоятку нужно будет провернуть на 40/50=24/30 часть окружности, т. е. на 24 деления (отверстия).
Следовательно, при каждом приеме деления на шпинделе будет возникать погрешность
dшп=(1/z -1/zпр),
а на рукоятке
dр=dшпzчк/k.
Можно компенсировать эту ошибку дополнительным поворотом лимба, не удерживаемого стопором. Эта компенсация должна произойти за период поворота на 1/z часть окружности, следовательно,
1/z*iг*i=(1/z-1/zпр)N,
тогда iг=N(zпр-z)/zпр
В нашем примере iг=40(50-53)/50=-120/50.
По этой дроби подбираются зубья колес za, za1, zb, zb1, а знак показывает направление дополнительного поворота лимба — в противоположную сторону от основного np, уменьшая абсолютный поворот заготовки.
Нарезание винтовых канавок, косозубых колес и т. п. с шагом Р возможно с применением универсальной делительной головки. Настройка здесь заключается в получении поворота заготовок, согласованного с продольной подачей. С этой целью вращение ходового винта продольной подачи стола фрезерного станка используют для вращения шпинделя 1 делительной головки путем соединения валика 3 набором сменных колес, имеющих отношение чисел зубьев ib=zczd1/(zc1zd) с ходовым винтом, имеющим шаг Рпрод продольной подачи. За один оборот заготовки стол должен перемещаться на величину
1 об. заг zчкiib=P/Pпрод об. винта;
винта;
iв=P/(PпродN)=zczd1/(zc1zd),
где Р — шаг винтовой линии;
Рпрод — шаг ходового винта.
Правила хранения.
9.1. Хранить комплект оборудования в заводской упаковке в сухом отапливаемом помещении при температуре воздуха от +5 до +40˚С и относите
льной влажности не более 75%.
9.2. При длительном хранении изделия, во избежание возникновения коррозии помимо смазки маслом, его необходимо завернуть в бумагу с водоотталкивающей пропиткой.
9.3. Воздух в помещении не должен содержать примесей агрессивных паров и газов.
Указание мер безопасности.
Во избежание травматизма необходимо придерживаться правил безопасного труда, соблюдать технику безопасности при работе со станками. Делительную головку необходимо надежно крепить на станке в соответствие с требованиями ГОСТ 12.2.009-99. Не проводить измерения на ходу станка, при движении режущего инструмента и при вращении измеряемой детали.
Комплектация.
- Универсальная делительная головка — 1 ед.
- Задняя бабка – 1 ед.
- Устройство крепления зубчатой передачи (кроме УДГ-160) – 1 ед.
- Зубчатая передача (кроме УДГ-160) – 1 ед.
- Суппорт – 1ед.
- Центр токарный – 1 ед.
- Кронштейн – 1ед.
- Делительная пластина – 1ед.
- Трехкулачковый самоцентрирующийся патрон – 1ед.
- Техническая документация – 1 комплект.
Сведения о консервации.
10.1. Комплект оборудования универсальной делительной головки типа УДГ подвергнут консервации в соответствии требованиям ГОСТ 9014-76. Наименование и марка консерванта – масло консервационное К-17.
10.2. Срок хранения комплекта без переконсервации – 2 года, при условии хранения в условиях по ГОСТ 15150-69.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) прибора, при условии соблюдения потребителем правил хранения и эксплуатации прибора.
Вверх
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
Пожалуйста, введите Ваш E-mail, чтобы получить ссылку для скачивания этого файла
Универсальная делительная головка УГД
+7(4812) 67-65-15, 567-085
Универсальная делительная головка УГД
Делительная головка УДГ предназначена для проведения фрезерных, зубофрезерных, расточных, сверлильных, разметочных и других работ, связанные с поворотом детали на заданный угол.
Обработка деталей с помощью делительной головки производится в центрах, в патроне или на шпиндельной оправке.
С помощью универсальной делительной головки можно производить следующие операции:
- непосредственное деление окружностей на число, кратное 24, т.е. на 2, 3, 4, 6, 8, 12, 24
- простое деление окружностей на число частей от 2 до 400 и на некоторые числа свыше 400
- дифференциальное деление окружностей на число частей от 43 до 400 без интервала
- фрезерование спиралей с шагом от 25 до 400 мм
- фрезерование зубчатых колес
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка
- различные работы на фрезерных станках, связанные с делением окружности на неравные части в градусном выражении, нарезание спиралей и т.
 д.
д.
Категория: Столы поворотные, делительные головки и принадлежности
- Описание
По стандарту ГОСТ 8615-69 за основной размер делительных головок принят наибольший диаметр обрабатываемой заготовки D. По стандарту принят ряд из шести типоразмеров головок D = 160; 200; 250; 320; 400 и 500 мм. Наименование моделей УДГ-Д-160, УДГ-Д-200, УДГ-Д-250, УДГ-Д-400, УДГ-Д-500.
Передаточное отношение червячной пары этих головок 1 : 40 (N=40), т. е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки.
Диапазон деления окружности заготовки до 400 частей, включая простые числа.
Универсальные делительные головки позволяют производить деления обрабатываемых деталей тремя методами: непосредственным, простым и дифференциальным и используются для комплектации фрезерных станков отечественного и зарубежного производства.
Каждому размеру станка (по ширине стола) должен соответствовать определенный типоразмер делительной головки. Так, к консольно-фрезерным станкам № 2 (с шириной стола 320 мм) рекомендуется делительная головка с наибольшим диаметром обрабатываемой заготовки D = 250 мм, а к фрезерным станкам № 3 (с шириной стола 400 мм) — делительная головка УДГ-Д-320 и т. д.
Так, к консольно-фрезерным станкам № 2 (с шириной стола 320 мм) рекомендуется делительная головка с наибольшим диаметром обрабатываемой заготовки D = 250 мм, а к фрезерным станкам № 3 (с шириной стола 400 мм) — делительная головка УДГ-Д-320 и т. д.
Обозначение делительных головок повышенной (П) точности:
- УДГ-Д-160 — 7036-0051П
- УДГ-Д-200 — 7036-0052П
- УДГ-Д-250 — 7036-0053П
- УДГ-Д-320 — 7036-0054П
- УДГ-Д-400 — 7036-0055П
Обозначение делительных головок нормальной (Н) точности:
- УДГ-Д-160А — 7036-0051
- УДГ-Д-200А — 7036-0052
- УДГ-Д-320А — 7036-0054
- УДГ-Д-250А — 7036-0053
- УДГ-Д-400А — 7036-0055
| Наименование параметра | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П, Н | П, Н | П, Н | П, Н |
| Высота центров, мм | 85 | 105 | 130 | 165 |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 |
| Расстояние от основания делительной головки до торца шпинделя в его вертикальном положении: не более, мм | 180 | 235 | 280 | 350 |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5 | 5 | 5 | 5 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95 | 95 | 95 | 95 |
| Диаметр такарного патрона, мм | 100 | 125 | 160 | 160 |
| Конус шпинделя | Морзе №2 | Морзе №3 | Морзе №4 | Морзе №5 |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 |
| Передаточное отношение червячной пары | 1 : 40 | 1 : 40 | 1 : 40 | 1 : 40 |
| Диапазон деления, включая простые числа | 2. .400 .400 | 2..400 | 2..400 | 2..400 |
| Диаметр отверстий сменных колес, мм | 20х19 | 20х19 | 20х19 | 32х19 |
| Число отверстий делительного диска | 16,19,23 30,33,39 49 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 |
| Число отверстий делительного диска на другой стороне | 17,21,29 31,37,41 54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 |
| Цена деления лимба непосредственного деления, град | 15 | 15 | 15 | 15 |
| Модуль сменных шестерен | 1,5 | 1,5 | 1,5 | 2,5 |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 |
| Габариты и масса делительной головки | ||||
| Габаритные размеры основания головки, мм | 212 х 156 | 260 х 180 | 260 х 180 | 290 х 234 |
| Масса делительной головки, кг | 35,5 | 50 | 53,5 | 101 |
| Универсальная делительная головка удг 160, удг 250, удг 200, УДГ 320 — неотъемлемая принадлежность фрезерного станка. Как и к станкам к делительным головкам предъявляются требования по обеспечению высокой точности, простоты использования и обслуживания, долговечности. Универсальные делительные головки типа УДГ-Д применяются с универсальными и горизонтально-фрезерными станками и предназначены для различных фрезерных, зубофрезерных, расточных, сверлильных, разметочных и других подобных работ. См. также Универсальные делительные головки ( Делительные головки ).
| ||||||||||||||||||||||||||
| ||||||||||||||||||||||||||
| ||||||||||||||||||||||||||
| ||||||||||||||||||||||||||
| ||||||||||||||||||||||||||
 Аналоги, паспорт, схемы, описание, характеристики
Аналоги, паспорт, схемы, описание, характеристики При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров.
При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров. Иногда применяют многошпиндельные (двух- и трехшпиндельные) для одновременной обработки соответственно двух или трех заготовок, Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых.
Иногда применяют многошпиндельные (двух- и трехшпиндельные) для одновременной обработки соответственно двух или трех заготовок, Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых. е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки.
е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки.

 Диаметр отверстия полного шпинделя, мм
Диаметр отверстия полного шпинделя, мм Конус Морзе шпинделя передний
Конус Морзе шпинделя передний Передаточное отношение
Передаточное отношение Паспорт принадлежностей универсальной делительной головки
Паспорт принадлежностей универсальной делительной головки е. на 2, 3, 4, 6, 8, 12, 24
е. на 2, 3, 4, 6, 8, 12, 24
 Иногда применяют многошпиндельные (двух- и трехшпиндельные) для одновременной обработки соответственно двух или трех заготовок, Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых.
Иногда применяют многошпиндельные (двух- и трехшпиндельные) для одновременной обработки соответственно двух или трех заготовок, Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых. е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки.
е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки. Различают основной комплект поставки и дополнительный (принадлежности в виде гитары и комплекта шестерен), масса 35,5 кг, диаметр применяемого патрона 100 мм, наибольший диаметр обрабатываемой детали 160 мм.
Различают основной комплект поставки и дополнительный (принадлежности в виде гитары и комплекта шестерен), масса 35,5 кг, диаметр применяемого патрона 100 мм, наибольший диаметр обрабатываемой детали 160 мм.

| Параметры | УДГ Д-160 | УДГ Д-200 | УДГ Д-250 | УДГ Д-320 | УДГ Д-400 |
| Наибольший диаметр обрабатываемой заготовки, мм | 160 | 200 | 250 | 320 | 400 |
| Расстояние от основания головки до торца шпинделя при его вертикальном положении не более, мм | 180 | 235 | 280 | 350 | 450 |
| Конус шпинделя под центр | Морзе №2 | №3 | №4 | №5 | №6 |
| Резьба переднего концашпинделя | М33х2 | М39х3 | М52х3 | М60х4 | М76х6 |
| Передаточное отношение червячной передачи | 1:40 | 1:40 | 1:40 | 1:40 | 1:40 |
| Число отверстий делительного диска: на одной стороне | 16,19,23,30,33,39,49 | 16,17,19,21,23,29,30,31 | |||
| на другой стороне | 17,21,29,31,37,41,54 | 33,37,39,41,43,47,49,54 | |||
| Ширина направляющей шпонки, входящей в паз стола станка | 12 | 14 | 18 | 18 | 22 |
| Габаритные размеры основания не более, мм | 212х156 | 260х180 | 260х180 | 290х234 | 290х234 |
| Масса, кг | 35,5 | 50,0 | 53,5 | 101,0 | 106,0 |
На универсальных делительных головках возможны три метода деления: непосредственный, простой и дифференциальный.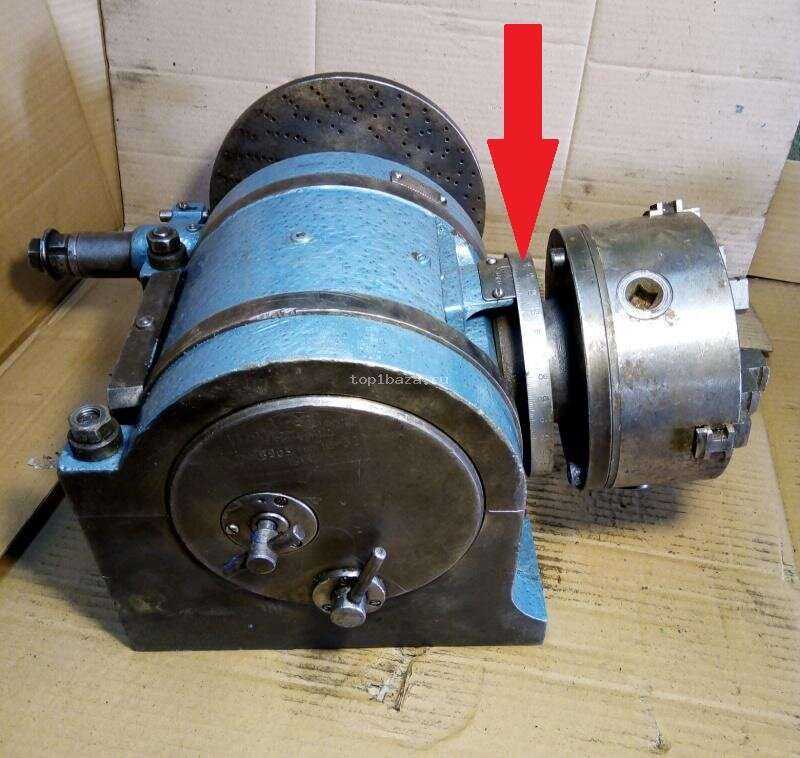
Обращайтесь к нашим специалистам за консультацией.
Конструкция делительной головки УДГ-Д-160
У делительных головок УДГ-160 делительные диски для простого и дифференциального метода деления выполнены двусторонними с глухими отверстиями: на одной стороне диска имеются окружности с числами отверстий 16, 17, 19, 21, 23, 29, 30 и 31, а на другой стороне — 33, 37, 39, 41, 43, 47, 49 и 54.
Делительный диск для непосредственного деления выполнен градуированным с ценой деления 1°. Установленный на корпусе головки нониус позволяет производить отсчет угла поворота шпинделя с точностью до 5′.
К делительным головке УДГ-160 прилагаются гитара и сменные зубчатые колеса с числами зубьев: 25, 30, 35, 40 50, 55, 60, 70, 80, 90 и 100.
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образования зубьев конических колес, зенкеров, зенковок и т. п., корпус поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания головки.
Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.
Делительная головка УДГ-Д-160 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
Распаковка и установка делительной головки
Общий вид универсальной делительной головки УДГ 100
Установка универсальной делительной головки УДГ 100
При распаковке делительной головки нужно соблюдать осторожность.
После распаковки нужно бензином удалить антикоррозийную смазку, осмотреть и проверить узлы схемы управления, смазать все трущиеся части (согласно табл. 1 для делительных головок УДГ Н-135 и Н-160 и табл. 2 для делительной головки УДГ Н-100) маслом индустриальное «20» (ГОСТ 1707—51) и в дальнейшем смазывать их ежедневно.
Сменные шестерни и пальцы гитар смазывают при настройке на дифференциальное деление или при фрезеровании спиральных канавок. При развороте корпуса делительной головки, т. е. при установке шпинделя под углом, условия смазки червячной пары ухудшаются, поэтому в процессе работы ее нужно смазывать чаще.
Для установки делительной головки на станок необходимо:
1. Очистить от грязи стол станка и опорные плоскости делительной головки и задней бабаки.
2. Закрепить делительную головку в среднем пазу стола с правой стороны.
3. С помощью индикатора или рейсмуса проверить по горизонтальной и вертикальной образующим оправки параллельность шпинделя делительной головки столу станка.
4. Закрепить заднюю бабку в положении, соответствующем длине обрабатываемой детали.
5. Выровнять центр задней бабки по центру делительной головки.
6. Установить фрезу по оси делительной головки и задней бабки.
7. Установить рукоятку-фиксатор на требуемую окружность делительного диска.
8. Установить сектор на требуемое количество отверстий (промежутков).
9. Освободить зажим шпинделя.
10. Смазать делительную головку и заднюю бабку маслом.
11. При работе с трехкулачковым патроном привернуть его к планшайбе тремя прилагаемыми к нему винтами.
УДГ-160 Расположение органов управления делительной головки
Расположение органов управления делительной головкой УДГ 160
Перечень органов управления делительной головки УДГ-160
- 2. Рукоятка с фиксатором. Фиксация делительного диска
- 7. Стопор. Стопорение делительного диска
- 8. Фиксатор. Фиксация лимба непосредственного деления
- 19. Гайка. Крепление корпуса головки в основании
- 23. Зажим. Стопорение шпинделя
- 24. Рукоятка. Включение и выключение червяка
- 27. Раздвижной сектор. Отсчет отверстий на делительном диске
- 36. Маховичок. Перемещение пиноли задней бабки
- 41. Гайка. Крепление сектора
- 42. Винт. Крепление поводка
- 43.
 Винт. Крепление узла фиксатора делительного диска
Винт. Крепление узла фиксатора делительного диска - 44. Хвостовик. Крепление гитары
- 45. Гайка. Крепление пиноли задней бабки
- 46. Головка зубчатого валика. Перемещение задней бабки в вертикальном направлении
- 47. Болт. Крепление корпуса задней бабки
- 48. Гайка. Крепление планки с рукояткой и фиксатором
УДГ-160 Точки смазки универсальной делительной головки
Точки смазки универсальной делительной головки УДГ 160
- I — Вал диска и коническая шестерня. Смазка ежедневно
- II — Цилиндрические и конические шестерни. Заливка 100 г масла через крышку
- III — Передний подшипник шпинделя. Смазка ежедневно
- IV — Червячная пара. Заливка 200 г масла в корпус
- V — Задний подшипник шпинделя. Смазка ежедневно
- VI — Пиноль и винт задней бабки. Смазка раз в два дня
- VII — Вал привода делительной головки. Смазка раз в два дня
УДГ-160 Кинематическая схема универсальной делительной головки
Кинематическая схема универсальной делительной головки УДГ-160
При простом делении вращение шпинделю 1 передается от рукоятки 2 с фиксатором через пару цилиндрических шестерен 3, червяк 4 и червячное колесо 5, расположенное в средней части шпинделя. При этом делительный диск 6 должен быть закреплен с помощью стопора 7, а фиксатор 8 лимба 9 непосредственного деления выключен.
При этом делительный диск 6 должен быть закреплен с помощью стопора 7, а фиксатор 8 лимба 9 непосредственного деления выключен.
При дифференциальном делении угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота самого диска, который получает вращение от шпинделя через сменные шестерни 10 гитары 11 и пару конических шестерен 12. Для передачи вращения от шпинделя сменным шестерням гитары применяется оправка 13, на цилиндрической шейке которой устанавливается сменная шестерня 14. При этом делительный диск должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
При нарезании спирали шпиндель получает вращение от ходового винта фрезерного станка через сменные шестерни гитары, пару конических шестерен 12, промежуточный вал 15, цилиндрические шестерни 3, червяк 4 и червячное колесо 5. Делительный диск при этом должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
Кинематическая схема универсальной делительной головки показана на рис. 1.
Кинематическая схема универсальной делительной головки УДГ 100
Кинематическая схема универсальной делительной головки УДГ 100
При простом делении вращение шпинделю 1 передается от рукоятки-фиксатора 2 делительного диска 3 через цилиндрические шестерни 4, 5, вал 6, червяк 7 и червячную шестерню 8, сидящую на шпинделе.
При дифференциальном делении угол поворота шпинделя определяется величиной поворота рукоятки-фиксатора относительно делительного диска и величиной поворота самого диска, который получает вращение от шпинделя через сменные шестерни 9 гитары 10. Для передачи вращения от шпинделя сменным шестерням гитары применяется оправка 11, на цилиндрической шейке которой устанавливается сменная шестерня 12.
При нарезании спирали шпиндель получает вращение от ходового винта фрезерного станка через сменные шестерни гитары, пару конических шестерен 13, на котором установлен корпус 20. Корпус лежит на цапфах и может поворачиваться в вертикальной плоскости; максимальный угол поворота корпуса вниз 5° вверх 95°. Отсчет углов поворота производится по шкале 21 и нониусу 22. В требуемом положении корпус закрепляется стяжными полудугами 23 (рис. 3) при помощи гаек 24.
Корпус лежит на цапфах и может поворачиваться в вертикальной плоскости; максимальный угол поворота корпуса вниз 5° вверх 95°. Отсчет углов поворота производится по шкале 21 и нониусу 22. В требуемом положении корпус закрепляется стяжными полудугами 23 (рис. 3) при помощи гаек 24.
Шпиндель делительной головки — полый; переднее отверстие его, расточенное на конус Морзе, служит для установки центра или шпиндельной оправки, в заднее коническое отверстие вставляется оправка для дифференциального деления. Передний конец шпинделя имеет резьбу для крепления планшайбы с самоцентрирующим патроном. На шпинделе с помощью шпонки закреплены червячная шестерня и тормозное кольцо.
В требуемом положении шпиндель закрепляется зажимом, состоящим из винта, рукоятки 25, пальца и латунного вкладыша. При повороте рукоятки по часовой стрелке палец и вкладыш перемещаются и нажимают тормозное кольцо, которого плотно надето на шпиндель.
В результате шпиндель застопоривается. При вращении рукоятки против часовой стрелки зажим ослабляется и шпиндель можно свободно повернуть.
В зацеплении с червячной шестерней находится однозаходный червяк. Червячный валик помещен в ванночку, расположенную о нижней части корпуса делительной головки и вращается в двух подшипниках. К передней стенке ванночки винтами прикреплена колодка с плунжером, в который входит конец эксцентричного валика с рукояткой 26. При повороте валика на 180° ванночка с червяком опускается и червяк выключается из зацепления с червячной шестерней. Поворот эксцентричного валика ограничивается шайбой и фиксируется шариком с пружиной. Перемещения червячного валика в продольном направлении ограничены торцами цапфы 27 (рис. 2). в которые упираются с одной стороны торец валика, с другой — гайка, закрепленная на валике винтом.
В фланцевой коробке, прикрепленной винтами к корпусу делительной головки, расположены валик, пара цилиндрических и пара конических шестерен, посредством которых вращение передается валику червяка. На втулке одной из конических шестерен установлен делительный диск 3 с шестнадцатью рядами отверстий. На конце валика укреплена рукоятка-фиксатор 2. Для быстрого отсчета требуемого количества отверстии на диске имеется раздвижной сектор 28. От самопроизвольного поворота делительный диск удерживается стопором на кронштейне 29.
На конце валика укреплена рукоятка-фиксатор 2. Для быстрого отсчета требуемого количества отверстии на диске имеется раздвижной сектор 28. От самопроизвольного поворота делительный диск удерживается стопором на кронштейне 29.
Для определения угла поворота шпинделя служит лимб непосредственного деления 30 с нониусом 31. Лимб укреплен на переднем конце шпинделя и проградуирован на 360°. Нониус укреплен на кронштейне 32.
Для правильной установки делительной головки на столе фрезерного станка в нижней части ее основания имеется паз, в котором винтами крепятся два направляющих сухаря. Выступающими частями сухари входят в паз стола, тем самым обеспечивается параллельность оси шпинделя оси стола. Делительная головка крепится двумя Т-образными болтами с гайками.
Конструкция делительной головки УДГ Н-100 отличается от конструкции делительных головок УДГ Н-135 и УДГ Н-160 следующим: основание цельное: корпус смонтирован на шейках боковых крышек, стянутых болтами; шпиндель стопорится введением клина в распорные кольца; червяк включается эксцентриковой втулкой, делительный диск с промежуточным валом наклонен к опорной плоскости основания Задняя бабка служит для крепления обрабатываемой детали. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях.
Центр бабки можно перемещать в горизонтальном и вертикальном направлениях.
В основании 33 расположен корпус 34, который штифтом соединен с рейкой. Вращая головку зубчатого валика, можно перемещать корпус вверх и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Пиноль 35 перемещается вращением маховичка 36 и зажимается гайкой 37.
На опорной плоскости основания имеются два направляющих сухаря, выверенных относительно оси пиноли. Сухари обеспечивают совпадение центров делительной головки и задней бабки при их установке на стол станка.
Люнет служит дополнительной опорой при обработке длинных и тонких деталей. Он состоит из корпуса 38, в котором расположен винт, перемещающийся с помощью гайки 39. Винт имеет призматическую головку 40. с помощью стопорного винта 41 ее можно закреплять на требуемой высоте.
Задняя стойка для делительной головки УДГ Н-100 поставляется по особому заказу и применяется при фрезеровании конических разверток и деталей с конусной поверхностью. Корпус с пинолью можно перемещать в вертикальной и горизонтальной плоскостях. Пиноль в корпусе перемещается по оси с помощью маховичка 42 (рис. 4) и закрепляется винтом 43. Перемещение корпуса с пинолью по стойке производится с помощью маховичка 44, угол поворота корпуса определяется по лимбу, в нужном положении корпус закрепляется гайкой 45.
Корпус с пинолью можно перемещать в вертикальной и горизонтальной плоскостях. Пиноль в корпусе перемещается по оси с помощью маховичка 42 (рис. 4) и закрепляется винтом 43. Перемещение корпуса с пинолью по стойке производится с помощью маховичка 44, угол поворота корпуса определяется по лимбу, в нужном положении корпус закрепляется гайкой 45.
Порядок работы
Непосредственное деление
Непосредственное деление применяется при делении окружности на 2, 3, 4, б, 8, 12 и 24 части в тех случаях, когда не требуется большой точности.
При непосредственном делении необходимо:
- выключить червяк из зацепления с червячным колесом поворотом рукоятки 24 (см. рис. 3) до упора
- освободить от зацепления фиксатор лимба непосредственного деления
Поворот шпинделя осуществляется от руки вращением обрабатываемой детали или патрона. Отсчет угла поворота производится по градусной шкале, нанесенной на лимбе непосредственного деления, и по штриху на передней втулке шпинделя.
Закрепить шпиндель в требуемом положении с помощью зажима 23 (см. рис. 2).
При делении на части или грани расчет производить по формуле
N = 360°/a(1)
где n — число частей или граней; а
a — угол поворота шпинделя.
Простое деление
Простое деление окружности на равные и неравные части производится при неподвижном делительном диске с помощью рукоятки с фиксатором. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Дифференциальное деление
Деление окружности на число частей свыше 42, не кратное числу отверстий на делительном диске, можно производить дифференциальным методом, сущность которого заключается в том, что угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота диска, получающего вращение от шпинделя через сменные шестерни гитары.
Гитара устанавливается на цилиндрический хвостовик, на котором она может быть повернута и закреплена в требуемом положении. Для установки сменных шестерен гитара укомплектована передвижными пальцами и переходными втулками. Для передачи вращения сменным шестерням в задний конус шпинделя вставляется оправка, на цилиндрическую шейку которой устанавливается сменная шестерня.
Для установки сменных шестерен гитара укомплектована передвижными пальцами и переходными втулками. Для передачи вращения сменным шестерням в задний конус шпинделя вставляется оправка, на цилиндрическую шейку которой устанавливается сменная шестерня.
До начала работы следует поворотом рукоятки проверить плавность вращения всех установленных шестерен.
При выполнении дифференциального деления стопор делительного диска должен быть выключен.
Порядок настройки при дифференциальном делении такой же, как и при простом делении.
Дифференциальное деление возможно только при горизонтальном положении шпинделя.
Фрезерование спиральных канавок
Фрезерование спиральных канавок производится при продольном перемещении стола фрезерного станка и одновременном вращении детали, закрепленной в делительной головке, относительно своей оси. Для согласованного вращения детали с продольным перемещением стола устанавливается гитара с набором сменных шестерен, которые передают вращение от ходового винта станка шпинделю делительной головки.
Методика работы с делительной головкой УДГ Н-100
Схема управления универсальной делительной головки УДГ 100
Для работы с универсальной делительной головкой необходимо прежде всего усвоить схему управления (рис. 4. 5). объяснение которой дано в табл. 3.
Регулировка зацепления червячной пары в делительных головках УДГ Н-135 и УДГ H-160
Зазор, образовавшийся вследствие износа червячной пары, может явиться источником погрешности при работе с делительной головкой. Поэтому важно своевременно производить регулировку зацепления червячной
При образовании зазора в осевом направлении необходимо поворотом рукоятки 26 (рис. 6) выключить червяк из зацепления с червячной шестерней, ослабить стопорный винт 54 и подтянуть гайку до полного устранения зазора, затем вновь закрепить гайку стопорным винтом и включить червяк в зацепление с шестерней.
Проверка регулировки производится небольшим поворотом шпинделя в обе стороны. При этом не должны наблюдаться осевые перемещения червяки.
При образовании зазора в зацеплении червячной пары необходимо снять крышку 55, освободить винты 56, затянуть стопоры 57 до устранения зазора, затем затянуть винты и поставить крышку на место.
Регулировка зацепления червячной пары в делительной головке УДГ Н-100
Расположение основных узлов универсальной делительной головки УДГ 100
Регулировка зацепления универсальной делительной головки УДГ 100
Для устранения зазора в зацеплении червячной пары необходимо отвинтить гайку 58 (рис. 7), освободить гайку 59 со стопором, поворотом эксцентричной втулки с помощью рукоятки 60 устранить зазор, зафиксировать положение втулки гайкой 59 со стопором и закрепить гайку 58.
Далее, вращая рукоятку-фиксатор 2 (рис. 2), следует убедится в плавности вращения червяка и червячной шестерни.
Для устранения зазора, который может образоваться в осевом направлении, нужно освободить гайку 48 (рис. 5), снять рукоятку-фиксатор 2 (рис. 2), колпачок и подтянуть две гайки.
Непосредственное деление
Непосредственное деление применяется при делении окружности в градусном выражении, а также на часто употребляемое число частей, например 3, 4, 6 и т.д.
При делении окружности этим способом необходимо в первую очередь поворотом рукоятки 26 (рис. 3) на 180° выключить червяк из зацепления с червячной шестерней.
Поворот шпинделя осуществляется вращением от руки лимба непосредственного деления ИЛИ патрона После каждой установки на требуемый угол шпиндель необходимо закрепить поворотом рукоятки 25.
При делении на части расчет производят по формуле:
n = 360°/α
где: n — число частей;
α — угол поворота шпинделя.
Простое деление
Простое деление окружности на равные и неравные части производится с помощью рукоятки-фиксатора. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Передаточное отношение червячной пары составляет 1:40; отсюда следует, что за один оборот рукоятки-фиксатора шпиндель вместе с обрабатываемой деталью повернется на 1/40 оборота. Следовательно, число оборотов рукоятки-фиксатора
Следовательно, число оборотов рукоятки-фиксатора
n = 40/z
где z число, на которое требуется разделить обрабатываемую деталь.
Пример 1
Требуется отфрезеровать 4 канавки. Определить число поворотов рукоятки-фиксатора.
n = 40/z = 40/4 =10
Число 10 показывает, что после фрезерования каждой канавки рукоятку-фиксатор нужно повернуть на 10 полных оборотов.
Если при вычислении число оборотов рукоятки-фиксатopa получится дробным, то его необходимо преобразовать таким образом, чтобы знаменатель дроби был равен числу отверстий одной из окружностей на делительном диске.
Пример 2
Требуется нарезать шестерню с числом зубьев 18. определить число оборотов рукоятки-фиксатора.
n = 40/z = 40/18 = 2·(2/9) = 2·(12/54)
Число 2 · (12/54) показывает, что после нарезания каждого зуба рукоятку-фиксатор нужно повернуть на два полных оборота и 12 отверстий на окружности с числом отверстий 54.
Для установки рукоятки-фиксатора на требуемую окружность делительного диска нужно отвернуть гайку 48 (рис. 5), передвинуть рукоятку-фиксатор и вновь закрепить гайку.
5), передвинуть рукоятку-фиксатор и вновь закрепить гайку.
Пример 3
Требуется отфрезеровать головку болта, имеющую 6 граней. Определить число оборотов рукоятки-фиксатора.
n = 40/6 = 6·(2/3)
Число 6 · (2/3) показывает, что рукоятку-фиксатор нужно повернуть на 6 полных и (2/3) оборота. Для того чтобы повернуть рукоятку на (2/3) оборота, необходимо подобрать такую окружность на делительном диске, число отверстий которой было бы кратно 3, например, 21, 30, 54. Если взять окружность с 30 отверстиями, то умножая числитель и знаменатель на 10. получим:
n = 40/6 = 6·(2/3)·10/10 = 6·(20/30)
Следовательно, после фрезерования каждой грани болта рукоятку-фиксатор нужно повернуть на 6 полных оборота и 20 отверстий из окружности с числом отверстий 30.
Для удобства отсчетов на делительном диске имеется раздвижной сектор 28 (рис. 2). Установку сектора производят после того, как окружность определена к найдено число отверстий, на которое следует переставить рукоятку-фиксатор.
Сектор состоит из раздвижных линеек 61 (рис. 8), зажимного винта 62 для крепления линеек под требуемым углом и пружины 63, удерживающей сектор от произвольного поворота.
Отсчитывая отверстия между линейками, следует помнить, что их число должно быть на единицу больше числа, полученного при подсчете.
Сектор необходимо поворачивать сразу же после перестановки рукоятки-фиксатора с тем, чтобы он всегда находился в положении для следующего деления.
Подведя рукоятку-фиксатор к требуемому отверстию, следует снять фиксатор с предохранителя и легким постукиванием по рукоятке довести его до отверстия, в которое он войдет под действием пружины.
Если рукоятка-фиксатор переведена дальше требуемого отверстия, ее отводят назад на четверть или полоборота и вновь доводят до соответствующего отверстия Рукоятку-фиксатор следует вращать всегда в одном направлении.
Число оборотов рукоятки-фиксатора для деления на любое число частей от 2 до 51 приведено в табл. 4, для деления на число частей от 51 до 400 — в табл. 5.
5.
Технические характеристики головки УДГ-160
| Наименование параметра | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Высота центров, мм | 85 | 105 | 130 | 165 |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 |
| Расстояние от основания делительной головки до торца шпинделя в его вертикальном положении: не более, мм | 180 | 235 | 280 | 350 |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5 | 5 | 5 | 5 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95 | 95 | 95 | 95 |
| Диаметр такарного патрона, мм | 100 | 125 | 160 | 160 |
| Конус шпинделя | Морзе №2 | Морзе №3 | Морзе №4 | Морзе №5 |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 |
| Передаточное отношение червячной пары | 1 : 40 | 1 : 40 | 1 : 40 | 1 : 40 |
| Диапазон деления, включая простые числа | 2. .400 .400 | 2..400 | 2..400 | 2..400 |
| Диаметр отверстий сменных колес, мм | 20х19 | 20х19 | 20х19 | 32х19 |
| Число отверстий делительного диска | 16,19,23 30,33,39 49 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 |
| Число отверстий делительного диска на другой стороне | 17,21,29 31,37,41 54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 |
| Цена деления лимба непосредственного деления, град | 15 | 15 | 15 | 15 |
| Модуль сменных шестерен | 1,5 | 1,5 | 1,5 | 2,5 |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 |
| Габариты и масса делительной головки | ||||
| Габаритные размеры основания головки, мм | 212 х 156 | 260 х 180 | 260 х 180 | 290 х 234 |
| Масса делительной головки, кг | 35,5 | 50 | 53,5 | 101 |
- Головки делительные универсальные УДГ Н-100, УДГ Н-135, УДГ Н-160 Инструкция к пользованию, 1970
- Универсальные делительные головки УДГ Д-160, УДГ Д-200, УДГ Д-250, УДГ Д-320, УДГ Д-400 Техническое описание и инструкция по эксплуатации, 1983
- Головка делительная универсальная УДГ-Д-160А Паспорт, (ТУ2-024-4475-75)
- Теплицкий Б.
 М. Мазо Г.И. Делительные механизмы, 1974
М. Мазо Г.И. Делительные механизмы, 1974
Список литературы
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Головка делительная УДГ Д-320 (Н-160А) полная комплектация
Предназначение универсальных делительных головок УДГ
Универсальные делительные головки УДГ применяются с универсальными и горизонтально-фрезерными станками и предназначены для различных фрезерных, зубофрезерных, расточных, сверлильных, разметочных и других операций, которые подразумевают поворот детали на заданный угол.
Универсальность данного приспособления заключается в широчайшем спектре производимых операций. Также важным преимуществом головки является реализация обработки заготовок в практически любом положении по вертикальной оси. Это и позволяет производить на станке работы различных типов. Закрепление деталей в зависимости от комплектации головки может производиться на шпиндельной оправке, в центрах, в патроне. Делительная головка универсальная позволяет делить окружность различными способами на необходимое количество частей. Широко используются для проведения операций фрезеровки сложных поверхностей деталей — пазов, шлиц, граней, винтовых канавок, торцов.
Комплектация универсальных делительных головок УДГ
Базовая комплектация: задняя бабка, упорный центр, патрон токарный, поводок, крепежные элементы. Полная комплектация: задняя бабка, упорный центр, патрон токарный, поводок, крепежные элементы, люнет, гитара, оправка, шестерни.
Параметры универсальных делительных головок УДГ
| Наименование | Тип делительной головки УДГ | |||||
| УДГ Д-160 | УДГ Д-200 | УДГ Д-250 | УДГ Д-320 (Н-160А) | УДГ Д-400 | ||
| Наибольший диаметр обрабатываемого изделия, мм | 160 | 200 | 250 | 320 | 400 | |
| Угол поворота шпинделя в вертикальной плоскости,° | вниз от линии центров | 5 | 5 | 5 | 5 | 5 |
| вверх от линии центров | 95 | 95 | 95 | 95 | 95 | |
| Конус шпинделя (конус Морзе) | №2 | №3 | №4 | №5 | №5 | |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 | М76 | |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 | 38,2 | |
| Передаточное отношение червячной пары | 1:40 | 1:40 | 1:40 | 1:40 | 1:40 | |
| Диаметр отверстий сменных колес | 20 х f9 | 20 х f9 | 20 х f9 | 32 х f9 | 32 х f9 | |
| Число отверстий делительного диска: | на одной стороне | 16, 19, 23, 30, 33, 39, 49 | 16, 19, 23, 30, 33, 39, 49 | 16, 17, 19, 21, 23, 29, 30, 31 | 16, 17, 19, 21, 23, 29, 30, 31 | 16, 17, 19, 21, 23, 29, 30, 31 |
| на другой стороне | 17, 21, 29, 31, 37, 41, 54 | 17, 21, 29, 31, 37, 41, 54 | 33, 37, 39, 41, 43, 47, 49, 54 | 33, 37, 39, 41, 43, 47, 49, 54 | 33, 37, 39, 41, 43, 47, 49, 54 | |
| Цена деления лимба непосредственного деления,° | 15 | 15 | 15 | 15 | 15 | |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 | 22 | |
| Модуль сменных зубчатых колес, мм | 1,5 | 1,5 | 1,5 | 2,5 | 2,5 | |
| Расстояние от основания делительной головки до торца шпинделя при его вертикальном положении, мм, не более | 180 | 235 | 280 | 350 | 450 | |
| Диаметр трехкулачкового патрона, мм | 100 | 125 | 160 | 160 | 200 | |
| Габаритные размеры основания делительной головки, мм | 212х156 | 260х180 | 260х180 | 290х234 | 290х234 | |
| Масса, кг | 35,5 | 50 | 53,5 | 101 | 106 | |
Делительные головки: универсальные и оптические
Технические характеристики головки УДГ-250
| Наименование параметра | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Высота центров, мм | 85 | 105 | 130 | 165 |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 |
| Расстояние от основания делительной головки до торца шпинделя в его вертикальном положении: не более, мм | 180 | 235 | 280 | 350 |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5 | 5 | 5 | 5 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95 | 95 | 95 | 95 |
| Диаметр такарного патрона, мм | 100 | 125 | 160 | 160 |
| Конус шпинделя | Морзе №2 | Морзе №3 | Морзе №4 | Морзе №5 |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 |
| Передаточное отношение червячной пары | 1 : 40 | 1 : 40 | 1 : 40 | 1 : 40 |
| Диапазон деления, включая простые числа | 2. .400 .400 | 2..400 | 2..400 | 2..400 |
| Диаметр отверстий сменных колес, мм | 20х19 | 20х19 | 20х19 | 32х19 |
| Число отверстий делительного диска | 16,19,2330,33,3949 | 16,17,1921,23,2930,31 | 16,17,1921,23,2930,31 | 16,17,1921,23,2930,31 |
| Число отверстий делительного диска на другой стороне | 17,21,2931,37,4154 | 33,37,3941,43,4749,54 | 33,37,3941,43,4749,54 | 33,37,3941,43,4749,54 |
| Цена деления лимба непосредственного деления, град | 15 | 15 | 15 | 15 |
| Модуль сменных шестерен | 1,5 | 1,5 | 1,5 | 2,5 |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 |
| Габариты и масса делительной головки | ||||
| Габаритные размеры основания головки, мм | 212 х 156 | 260 х 180 | 260 х 180 | 290 х 234 |
| Масса делительной головки, кг | 35,5 | 50 | 53,5 | 101 |
Список литературы
Головки делительные универсальные УДГ Н-100, УДГ Н-135, УДГ Н-160 Инструкция к пользованию, 1970
Универсальные делительные головки УДГ Д-160, УДГ Д-200, УДГ Д-250, УДГ Д-320, УДГ Д-400 Техническое описание и инструкция по эксплуатации, 1983
Головка делительная универсальная УДГ-Д-160А Паспорт, (ТУ2-024-4475-75)
Теплицкий Б.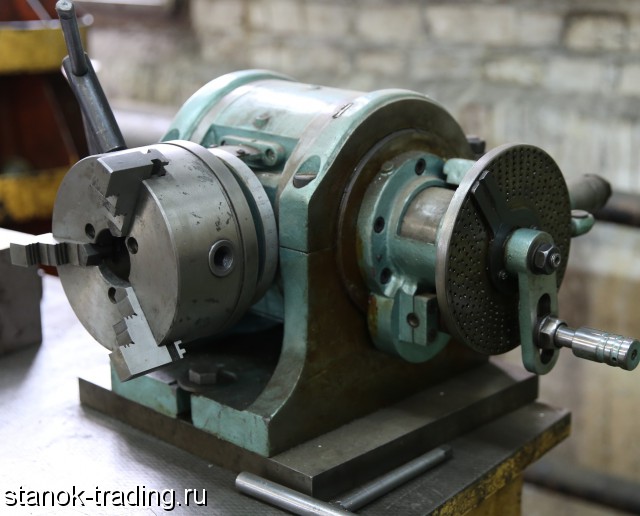 М. Мазо Г.И. Делительные механизмы, 1974
М. Мазо Г.И. Делительные механизмы, 1974
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Характеристики
Эта оснастка довольно часто используется при выпуске крупных партий в течение короткого промежутка времени. При этом основными элементами конструкции являются:
- лимб;
- шпиндель;
- патрон из трех кулачков.
Характеристики делительных головок УДГ
Для того чтобы оборудование работало правильно на протяжении длительного времени следует ответственно отнестись к настройке оборудования. Как правило, на выполнение работы по установке показателей деления требуется довольно много времени.
Патрон, состоящий их трех кулачков, применяется при вертикальном позиционировании шпинделя. Особенностью этого конструктивного элемента можно назвать то, что при помощи всего одного ключа. При этом происходит центрирование заготовки и равномерное распределение нагрузки.
При этом происходит центрирование заготовки и равномерное распределение нагрузки.
Отечественная станкоинструментальная промышленность производит приспособления серии УДГ. Они различаются по наибольшим размерам изделий, которые могут быть изготовлены с их помощью.
Эксплуатационные характеристики и технологические возможности головок серии УДГ производства ЛОМО или ООО «Делга» (Санкт-Петербург) приведены в таблице:
Предназначение
Делительная головка позволяет преобразить заготовку в нужную конфигурацию посредством смещения детали относительно оси станочного оборудования.
УДГ фиксируется на станине агрегата путем различных видов креплений, в зависимости от типа насадки. Рабочее положение корректируется при помощи подвижных рукояток и диска, который оснащен отверстиями для крепления делительного узла.
Возможности рассматриваемого инструмента:
- Фрезеровка поверхностных канавок. Этот процесс не требует идеальной точности, с учетом правильного контроля глубины и ширины обрабатываемой заготовки.

- Возможность создания граней на деталях. Данная операция целесообразна при изготовлении гаек с нестандартными параметрами, а также рабочих инструментов и хвостовиков заготовок. Такие манипуляции требуют высокой точности.
- Проведение фрезеровочных работ по обработке пазов и шлицев. В этом случае может потребоваться значительная подвижка обрабатываемой детали.
Достоинства
С помощью делительной головки, при работах по металлу на фрезерном станке, можно выделить следующие дополнительные функциональные возможности:
- значительно расширить спектр рабочих операций;
- обрабатывать заготовку, которая расположена в удобном или нужном положении относительно плоскости стола, как по вертикали, так и по горизонтали;
- упростить работы по металлу с заготовками различных размеров.
к меню
Классификация
Универсальные делительные головки имеют свое обозначение, по которому можно определить их основные рабочие параметры:
- УДГ 100 — обрабатываются заготовки диаметром 100 мм, размеры по основанию — 260×180 мм, вес — 25 кг;
- УДГ 125 — с ее помощью можно обрабатывать заготовки, максимальный диаметр которых не превышает 125 мм.
 Размеры основания — 260×180 мм. Вес — 28 кг;
Размеры основания — 260×180 мм. Вес — 28 кг; - УДГ 250 — максимально допустимый диаметр обрабатываемой заготовки — 250 мм, габариты — 260×180 мм, вес — 53,6 кг;
- УДГ 320 — заготовка не должна превышать по диаметру 320 мм, размеры по основанию — 290×234 мм, вес — 101 кг;
- УДГ 400 — самая большая делительная головка, которая позволяет работать с заготовками сечением до 400 мм. Габаритные размеры основания — 290×234 мм, вес — 106 кг.
Все вышеперечисленные приспособления имеют цену деления на лимбе 15º.
Универсальная делительная головка УДГ-250
Многие параметры являются одинаковыми, так как использование данных устройств рассчитано на стандартное оборудование. Различие в основном — по диаметрам обрабатываемых деталей — чем он больше, тем крупнее и тяжелее устройство.
Используется еще один тип обозначений. К примеру — УДГ 40 Д250. Это означает, что делительная головка является универсальной, для полного оборота шпинделя требуется повернуть рукоятку 40 раз, максимальный диаметр обрабатываемой детали не должен превышать 250 мм. к меню
Оптическая делительная головка
Такое устройство используются для выполнения особо точных делений, и в некоторых случаях, для проверки правильности выполненного деления на другом устройстве.
Наверху головки имеется окуляр микроскопа, в оптическую систему которого помещена неподвижная шкала. Цена деления в ней равна 1′, а общее количество частей 60-ти. Деления просматриваются настолько четко, что отсчитать долю в ¼ минуты не представляет никакой сложности.
Рассчитывается угол поворота шпинделя также как и для механической головки. Но следует учесть, что необходимо составлять таблицу всех последовательных углов, так как они суммируются. к меню
Самодельная делительная головка
При небольших объемах работ по металлу проводимых своими руками, покупать дорогостоящее дополнительное оборудование не имеет смысла, так как затраченные вложения никогда не окупятся.
Самодельная делительная головка
Но домашним мастерам, имеющим в своем распоряжении фрезерный станок, такое приспособление, как делительная головка, все же необходимо. Для ее создания понадобится червячный редуктор, токарный патрон, диаметром в пределах 65 мм, и диск (лимб).
Компоновка этих элементов является стандартной, ничего нового придумывать не нужно. Деления (отверстия) на диске делаются под свои индивидуальные потребности. Все остальное аналогично промышленным вариантам.
После сборки самодельной конструкции необходимо провести ее юстировку. Это делается после того, как деталь сделанная на фрезерном станке при использовании самодельной делительной головки, сравнивается по параметрам с заводским образцом. к меню
Дополнительная информация
Использование различного вида фрезерных головок позволяет выполнять обработку деталей на одном станке, в то время как без их применения, необходимо задействовать несколько. Существует дополнительное оборудование для фрезерных станков в виде таких типов головок:
- угловая;
- расточная;
- долбежная.
В свою очередь они могут быть изготовлены в нескольких вариантах, например — со сменными ножами или пластинами.
Головка делительная полууниверсальная HOMGE BS-0
Угловая головка также имеет несколько вариантов исполнения:
- головка 90º:
- модульного типа;
- универсальная.
Все эти дополнительные приспособления (угловая, расточная, долбежная головки) значительно повышают точность и увеличивают производительность фрезерного оборудования, так как позволяют осуществлять вертикальную и горизонтальную обработку, а также проведение работ под углом, без переустановки заготовки.
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Это интересно: Делительные головки для фрезерных станков — виды, инструкции
Последовательность настройки и применения
Выполняемые переходы зависят от типа приспособления и его характеристик, которые устанавливаются в зависимости от цены деления шкалы. В частности, для узлов седьмой/восьмой степени точности используются нормативные данные ГОСТ 1.758, а для узлов девятой степени точности – ГОСТ 1. 643.
Основная настройка головки состоит в определении размеров сектора делительной окружности. Исходными данными для расчёта являются диаметр окружности и количество секторов, на которые её потребуется разделить. Настройка происходит в следующей последовательности:
- преобразовывают 360° полного диаметра окружности в необходимое количество делений на её секторах;
- определяют синус угла, получившегося в результате расчёта;
- поворачивают диск устройства на данный угол;
- зажимают корпус узла рукояткой или механизмом зажима и устанавливают рабочий инструмент.
Формула для расчёта требуемого угла деления обычно приводится в инструкции производителя делительной головки. Далее закрепляют деталь, подлежащую фрезерованию, на оправке станка, и, производя продольную подачу стола, выполняют требуемую операцию. Шаг подачи зависит от вида обработки: например, для формообразования зуба он равен расстоянию между впадинами смежных зубьев. С целью повышения производительности, после каждого цикла происходит ускоренный возврат стола с заготовкой в исходное положение. Фиксация по выбранному в измерительном диске отверстию выполняется при помощи пружин.
Виды
Головки подразделяются по способам работы в технологическом процессе:
- непосредственного деления;
- оптические;
- универсальные.
По исполнению универсальная делительная головка подразделяется на безлимбовую и лимбовую. Используется УДГ как для простого, так и дифференциального деления оборота.
Кинематическая схема делительной головки простого деления
Простые операции
Поворотное устройство непосредственного деления состоит из корпуса, шпинделя, делительного диска, опорных подшипников, рукоятки вращения. Жесткая посадка диска на шпиндель, отсутствие промежуточного передаточного механизма – такая схема ставит в условия выбора малого числа деления (от 2 до 24 частей). Позиционно применяют горизонтальную, вертикальную установку простого способа обработки.
Оптическая
Эта модель обеспечивает высокую точность деления, служит для производства ответственных деталей цилиндрической формы. Различают по классу точности при остальных равнозначных характеристиках. Поворот измеряют в секундах (1/60 градуса). Соответственно, в маркировке указано ОДГ 5, 10, 20, 60 (сек).
Возможность разделить градус поворота на десятые доли предусматривает расчет выполнения работ. На его основании составляют таблицы, технологические карты для серийного производства. В индивидуальном расчете Ø заготовки × sin 360/количество частей деления.
Оптические делительные головки используют в качестве поверочного инструмента для более простого оборудования.
Универсальная
Несколько видов выполнения операции, которые доступны на такой головке дали ей название универсальной. В маркировке численно указаны передаточное число (количество оборотов рукоятки на 1 оборот шпинделя) и максимальный Ø заготовки.
Основными частями УДГ являются:
- корпус. Фиксируется гайками на чугунной станине с выставлением угла поворота по шкале, нониусу;
- шпиндель. Расточка концов выполнена на конус Морзе;
- лимб непосредственного деления;
- червячная передача;
- делительный диск.
Чтобы получить одновременно вращение патрона с его перемещением по продольной оси, шпиндель УДГ соединяют с винтом продольной подачи стола станка с помощью набора сменных зубчатых колес (гитара). Передаточное число выбираемых колес гитары определяют, исходя из характеристики станка. Количество оборотов винта станка, необходимое для 1 оборота шпинделя, умноженное на шаг винтовой нарезки, считают характеристикой данной марки станочного оборудования.
Делительные головки: виды, назначение, характеристики, расчетная таблица
Увеличение функциональных возможностей производственного оборудования возможно после установки делительной головки. Она необходима для производства сложных деталей и заготовок. Зачастую этот компонент входит в комплектацию по умолчанию. Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Назначение делительной головки
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
фрезерование канавок на поверхности. Для этого не понадобится большая точность
Важно контролировать глубину и ширину заготовки;
формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков
Операция требует высокой точности;
фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Виды делительной головки
Многофункциональная делительная головка
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке
Особое внимание уделяется точности их реализации. Следующим параметром является сложность и точность настройки оборудования для эксплуатации
В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности. В некоторых случаях подобное устройство делают самостоятельно.
Существует следующая классификация фрезерных делительных головок:
- простые. Особенностью является несложная настойка и легкость управления. Основным компонентом является шпиндель, на который с одной стороны крепится заготовка, а вторая соединена со специальным диском (лимбом). На поверхности последнего нанесены отверстия (от 2-х до 24-х). С их помощью происходите смещение детали относительно оси фрезерования;
- комбинированные.
 Управление происходит с помощью рукоятки. Чем больше число нажатий – тем значительнее удаление центральной оси заготовки от режущего инструмента. Применяется для изготовления сложных деталей;
Управление происходит с помощью рукоятки. Чем больше число нажатий – тем значительнее удаление центральной оси заготовки от режущего инструмента. Применяется для изготовления сложных деталей; - универсальные. Представляют собой сложный технологический комплекс, настройка которого выполняется как с помощью числа переключения рукояти, так и при движении самого диска. Это осуществляется системой зубчатых колес. Этот тип ДГ называют дифференциальными.
Также рекомендуется ознакомиться с принятой маркировкой. Она поможет определить оптимальную модель, узнать ее параметры. В качестве примера можно рассмотреть расшифровку наименования УДГ-40-Д250:
- УДГ. Это обозначение устройства – Универсальная Делительная Головка;
- 40 – значение передаточного числа. Оно показывает, за какое количество оборотов ручки шпиндель развернется на 360°;
- Д250 – максимально допустимый размер обрабатываемой заготовки.
Модели класса УДГ чаще всего применяются для формирования сложных кромок и поверхностей. Они изготавливаются по индивидуальному заказу или являются компонентами универсальных фрезерных станков.
Редко встречающиеся оптические виды имеют маркировку ОДГ-5, где 5 – цена одного деления в секундах.
Головки делительные универсальные УДГ
Головки делительные универсальные УДГ являются отдельным типом оборудования, которое используется как правило на единичных и мелкосерийных изготовлениях . При помощи применения данного станочного универсального оборудования , возможно заметно увеличить уровень производительности и улучшить рабочие условия. Помимо этого, их использование способно повысить рабочую безопасность, увеличить технологические возможность агрегата. Делительная головка со стороны устройства представляет собой станочное оборудование горизонтального типа. Они оборудуются станки фрезерного и координатно-расточного типа. За счет них производятся периодические повороты обрабатываемых предметов на определенные углы. Такой компонент для обработки монтируется в патрон. Применение УДГ обеспечивает гарантию получения необходимых геометрических форм, точных габаритов обрабатываемых компонентов.
Конструктивные особенности
В металлообработке используются разнообразные виды головок универсальных делительных. Самыми популярными считаются головки лимбового типа. Данный вид оснастки может производить простое и дифференциальное деление, а также фрезеровку деталей в виде спирали. Таких высокотехнологичных возможностей зачастую хватает для обрабатывании сложных поверхностей высочайшие точности. Во время подбора делительной головки в первую очередь стоит определиться в ее видом. Как правило применяются головки делительного универсального типа. В свою очередь они различаются значением самых больших диаметров обрабатываемых компонентов. Например, российским производством производится выпуск такого вида делительных головок как:
- УДГ-Д-160,
- УДГ-Д-400 (для диаметров 160, 200, 250, 320, 400 мм).
Все виды оборудования унифицированы и различаются, как правило, высотой центра. Для данного делительного оборудования составляются необходимые расчетные таблицы деления дифференциального и простого типа. Во время выбора оборудования используется его рабочий диаметр, который соответствуем габаритам закрепляемых деталей. Таким образом, если производится обработка деталей с малым диаметром, лучше выбирать агрегат того же размера.
Достоинства
Использование головок делительных универсальных УДГ дает возможность получить ряд достоинств. Главными из них являются:
- заметно увеличивается диапазон технологических операций станка фрезерного типа;
- работа с компонентами разнообразных габаритов;
- обработка поверхностей в различном положение, которые находятся относительно вертикали.
Делительные головки универсального типа просты в работе и монтаже. Цена дополнительного оборудования довольно бюджетная. За счет этого, оно применяется также в единичного изготовлении, а также в частной эксплуатации.
Конструкция делительной головки УДГ-Д-160
У делительных головок УДГ-160 делительные диски для простого и дифференциального метода деления выполнены двусторонними с глухими отверстиями: на одной стороне диска имеются окружности с числами отверстий 16, 17, 19, 21, 23, 29, 30 и 31, а на другой стороне — 33, 37, 39, 41, 43, 47, 49 и 54.
Делительный диск для непосредственного деления выполнен градуированным с ценой деления 1°. Установленный на корпусе головки нониус позволяет производить отсчет угла поворота шпинделя с точностью до 5′.
К делительным головке УДГ-160 прилагаются гитара и сменные зубчатые колеса с числами зубьев: 25, 30, 35, 40 50, 55, 60, 70, 80, 90 и 100.
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образования зубьев конических колес, зенкеров, зенковок и т. п., корпус поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания головки.
Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.
Делительная головка УДГ-Д-160 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
Настраиваем УДГ: таблица делений на делительной головке
Содержит в себе все исходные данные для точного позиционирования
| Кол-во частей, на кот-е разделяется деталь | Полных оборотов ручки | Кол-во отверстий, отсчитываемых сектором на диске | Число на окружности |
| 2 | 20 | – | |
| 3 | 13 | 11 | 33 |
| 4 | 13 | 10 | 30 |
| 5 | 13 | 13 | 39 |
| 6 | 10 | – | |
| 7 | 8 | – | |
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | – | |
| 14 | 4 | 24 | 54 |
| 15 | 4/3/3 | –/21/13 | –/33/39 |
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 18 | 21 | |
| 20 | 22 | 33 | |
| 21 | 20 | 30 | |
| 22 | 25 | 39 | |
| 23 | 1 | 17 | 23 |
| 24 | 22 | 33 | |
| 25 | 20 | 30 | |
| 26 | 26 | 39 | |
| 27 | 18 | 30 | |
| 28 | 21 | 39 | |
| 29 | 26 | 54 | |
| 30 | 21 | 49 | |
| 31 | 9 | 21 | |
| 32 | 11 | 29 | |
| 33 | 11 | 33 | |
| 34 | 10 | 30 | |
| 35 | 13 | 39 | |
| 36 | 9 | 31 | |
| 37 | 4 | 16 | |
| 38 | 7 | 33 | |
| 39 | 3 | 17 | |
| 40 | 7 | 49 | |
| 41 | 3 | 21 | |
| 42 | 6 | 54 |
Она дает все значения для прямого метода, когда заготовка проворачивается без подключения каких-либо дополнительных механизмов.
План простого деления
Эти методы в отношении устройства, на котором создаётся обсуждаемое снабжение.
План дифделения:
План на нарезку винтовых канавок:
Устройство и принцип работы делительной головки
Чтобы разобраться, как работает делительная головка, нужно знать, из чего она состоит. В основу ее входит корпус №4, который закрепляется на столе станка. Также у нее имеется шпиндель №11, который ставится на подшипниках №13, №10 и головке №3. Червяк №12 приводит в движение червячное колесо №8. Он связан с маховиком №1. Рукоятка №2 служит для закрепления шпинделя, а следовательно и червячного колеса. Она связана с прижимной шайбой №9. Червячное колесо и червяк могут выполнять только поворот шпинделя, а погрешность их работы ни как не влияет на общую точность.
В эксцентрической втулке посажен один из концов валика, что позволяет опускать вниз их вместе. Если расцепить колесо шпинделя и червяка, то можно произвести поворот головки шпинделя. Внутри корпуса располагается стеклянный диск №7, который жестко закрепляется на шпинделе №11. Диск расчерчен шкалой на 360 градусов. Окуляр №5 располагается сверху головки. Чтобы повернуть шпиндель на нужно количество градусов и минут, используется маховик.
Порядок выполнения работ
Когда операция выполняется непосредственным способом, то сначала отключается из зацепа червячная передача, для чего достаточно только повернуть рукоять управления до соответствующего упора. После этого следует освободить фиксатор, останавливающий лимб. Поворот шпинделя осуществляется от патрона или от детали, которая подвергается обработке, что позволяет поставить устройство под нужным углом. Угол поворота определяется при помощи нониуса, что расположен на лимбе. Завершается операция закреплением шпинделя при помощи зажима.
Когда операция выполняется простым способом, то здесь сначала нужно зафиксировать делительный диск в одном положении. Основные операции производятся при помощи рукоятки фиксатора. Поворот рассчитывается согласно отверстиям, сделанным на делительном диске. Для фиксации конструкции имеется специальный стержень.
Когда операция выполняется дифференциальным способом, то первым делом нужно проверить плавность поворота шестерней, что установлены на самой головке. После этого следует произвести отключение стопора диска. Порядок настраивания здесь полностью совпадает с порядком настраивания при простом способе. Основные рабочие операции выполняются только при горизонтальном положении шпинделя.
Таблица делений для делительной головки
| Количество частей деления | Количество оборотов ручки | Количество отсчитываемых отверстий | Общее количество отверстий |
|---|---|---|---|
| 2 | 20 | ||
| 3 | 13 | 11 | 33 |
| 4 | 13 | 9 | 39 |
| 5 | 13 | 13 | 39 |
| 6 | 19 | ||
| 7 | 8 | ||
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | ||
| 14 | 4 | 24 | 54 |
| 15 | 4 | ||
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 2 | 18 | 21 |
| 20 | 2 | 22 | 33 |
| 21 | 2 | 20 | 30 |
| 22 | 2 | 28 | 39 |
Расчет делительной головки
Деление на УДГ осуществляется не только по таблицам, но и по специальному расчету, который можно сделать самостоятельно. Это сделать не так уж и сложно, так как при расчете используется всего несколько данных. Здесь требуется умножить диаметр заготовки на особый коэффициент. Он рассчитывается путем деления 360 градусов на количество частей деления. Потом из этого угла нужно взять синус, который и будет коэффициентом, что требуется умножить на диаметр для получения расчета.
Головки делительные универсальные УДГ в Комсомольске-на-Амуре: 22-товара: бесплатная доставка [перейти]
Партнерская программаПомощь
Комсомольск-на-Амуре
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Все категории
ВходИзбранное
ЭлектроникаЭлектронные компонентыЭлектронное оборудованиеГоловки делительныеГоловки делительные универсальные УДГ
46 435
Универсальная делительная головка УДГ Д-160 Тип: делительная головка
ПОДРОБНЕЕЕще цены и похожие товары
45 000
Универсальная делительная головка УДГ-160 Тип: делительная головка, Назначение: фрезерные станки
ПОДРОБНЕЕЕще цены и похожие товары
146 900
Универсальная делительная головка УДГ-Д-200А Тип: головка
ПОДРОБНЕЕЕще цены и похожие товары
78 000
Универсальная делительная головка УДГ Д-250 Тип: делительная головка
ПОДРОБНЕЕЕще цены и похожие товары
55 000
УДГ— Д — 200 (универсальная делительная головка) Тип: делительная головка
ПОДРОБНЕЕЕще цены и похожие товары
67 725
Универсальная делительная головка УДГ Д-200 Тип: делительная головка
ПОДРОБНЕЕЕще цены и похожие товары
217 142
CNIC Головка делительная УДГ-200 универсальная полной комплектации F11 100А Тип: делительная
ПОДРОБНЕЕЕще цены и похожие товары
65 000
Универсальная делительная головка УДГ-250 (базовая комплектация) Тип: делительная головка,
ПОДРОБНЕЕЕще цены и похожие товары
160 904
Универсальная делительная головка УДГ Д-250 Тип: делительная головка
ПОДРОБНЕЕЕще цены и похожие товары
267 501
Головка делительная CNIC УДГ-250 универсальная полной комплектации F11 125А Тип: центр,
ПОДРОБНЕЕЕще цены и похожие товары
67 725
Универсальная делительная головка УДГ Д-200 Тип: делительная головка
ПОДРОБНЕЕЕще цены и похожие товары
67 725
Универсальная делительная головка УДГ Д-200 Тип: делительная головка
ПОДРОБНЕЕЕще цены и похожие товары
65 000
Универсальная делительная головка УДГ-250 ломо (базоваяя комплектация) Тип: делительная головка,
ПОДРОБНЕЕЕще цены и похожие товары
46 435
Универсальная делительная головка УДГ Д-160 Тип: делительная головка
ПОДРОБНЕЕЕще цены и похожие товары
131 690
Универсальная делительная головка УДГ Д-200 Тип: делительная головка
ПОДРОБНЕЕЕще цены и похожие товары
107 199
Универсальная делительная головка УДГ Д-160 Тип: делительная головка
ПОДРОБНЕЕЕще цены и похожие товары
67 725
Универсальная делительная головка УДГ Д-200 Тип: делительная головка
ПОДРОБНЕЕЕще цены и похожие товары
244 346
Универсальная делительная головка УДГ Н-160А(Д-320) Тип: делительная головка
ПОДРОБНЕЕЕще цены и похожие товары
132 300
Универсальная делительная головка с дифференциальным делением УДГ-Д-250 11125A F11, комплект Тип:
ПОДРОБНЕЕЕще цены и похожие товары
257 213
CNIC Головка делительная УДГ-250 универсальная полной комплектации F11 125А Тип: делительная
ПОДРОБНЕЕЕще цены и похожие товары
46 435
Универсальная делительная головка УДГ Д-160 Тип: делительная головка
ПОДРОБНЕЕЕще цены и похожие товары
78 000
Универсальная делительная головка УДГ Д-250 Тип: делительная головка
ПОДРОБНЕЕЕще цены и похожие товары
Делительная делительная головка VEVOR для фрезерного станка 6″/160 мм для фрезерно-шлифовального станка
Делительная головка 6″/160 мм для фрезерного станка
Полууниверсальная делительная головка представляет собой простой делительный центр и может использоваться для прямого и непрямого деления. Завершите обработку шестерни, лица, флейты и никаких аксессуаров, такая же конструкция, как у универсального типа. С поворотным делителем 24 быстроразъемных отверстия могут выполнять индексацию деления BS-2A на 2,3,4,6,8,12,24 деления. Прикрепляет 3 делительные пластины вместе с делительной головкой непрямого деления в любом делении с индексом 2-50,51-380.
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- Бесплатный возврат в течение 30 дней
- Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Регулировка 0°-90°
Вертикально-горизонтальный фрезерный станок с токарным патроном. Поворот: 6-1/2″/168 мм, центральная высота: 5″/128 мм.
Прочная конструкция
Прочная закаленная и отшлифованная червячная передача. Передаточное отношение: 1:40.
Быстроразъемная конструкция
Разработан с поворотным столом и делительным патроном, 24 быстроразъемных отверстия позволяют выполнять индексацию на 2, 3, 4, 6, 8, 12, 24 деления.
Регулируемая задняя бабка MT3
Прецизионный шарикоподшипник, плавный ход. Еще одна мертвая точка бесплатно.
Универсальные 3 пластины
3 разделительные пластины для разных размеров с простой индексацией делений от 2 до 50 и большинством чисел до 380.
Широкое применение
Идеальный выбор для различных применений при фрезеровании, шлифовании и сверлении.
Технические характеристики
Диаметр патрона: 6 дюймов/160 мм
Скорость вращения шпинделя: 2500 об/мин
Свинг: 6-1/2 «/168 мм
Центральная высота: 5″/128 мм
Соотношение сокращения: 1:40
Хэмпсток
. Tough Equipment & Tools, Pay LessVEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное жесткое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- . представляет собой простой индексный центр и может использоваться для прямого и непрямого деления.Завершите обработку шестерни, лица, канавки и не требуйте аксессуаров, та же конструкция, что и у универсального типа.С поворотным индексатором 24 отверстия для быстрого деления могут завершить BS-2A 2, 3, 4, 6, 8, 12, 24 индексы деления Прикрепляет 3 делительные пластины вместе с делительной головкой непрямого деления в любом делении индексы 2-50,51-380
- Регулируемый угол наклона
- Прочная конструкция
- Четкость и точность
- Задняя бабка MT3 Регулируемая
- Богатый набор делительных головок
Регулируемая 0°-90° вертикальная головка с горизонтально-фрезерным станком
9000 Поворот: 6-1/2″/168 мм, центральная высота: 5″/128 мм.
Прочная конструкция
Прочная закаленная и отшлифованная червячная передача. Передаточное отношение: 1:40.
Быстроразъемная конструкция
Разработанный с поворотным столом и делительным патроном, 24 быстроразъемных отверстия могут выполнять индексацию на 2, 3, 4, 6, 8, 12, 24 деления.
Регулируемая задняя бабка MT3
Прецизионный шарикоподшипник, плавный ход. Еще одна мертвая точка бесплатно.
Универсальные 3 пластины
3 разделительные пластины для разных размеров с простой индексацией делений от 2 до 50 и большинством чисел до 380.
Широкое применение
Идеальный выбор для различных применений при фрезеровании, шлифовании и сверлении.
Package Content
- 1 x 6″ Dividing Head
- 2 x Dividing Plate
- 3 x 6″ Chuck Jaw
- 1 x Dead Center
- 1 x Tailstock
- Some Related Accessories
Specifications
- Диаметр патрона: 6″/160 мм
- Скорость вращения шпинделя: 2500 об/мин
- Поворот: 6-1/2″/168 мм
- Высота по центру: 5″/128 мм
- Передаточное число: 1:40 9003 9003 900 4 Задняя бабка: 1 MT Невероятный улов станочного за 70 тыр
- در مراکز تقسیم کننده سر و دم؛
- بر روی سنبه نصب شده در مرکز سر تقسیم و دم.
- روی سنبه نصب شده در سوکت مخروطی دوک سر تقسیم کننده؛
- .
- در چاک های کولت و غیره
- سر تقسیم برای چه مواردی استوادده می
- چه نوع سرهای تقسیم کننده را می شناسید؟
- هدهای تقسیم برای تقسیم مستقیم چه مزایا و معایبی دارد؟
- سر تقسیم کننده چه ویژگی دارد؟
- چگونه مستقیم و ساده روی یک تقسیم کننده جهانی انجام می می
- فرمول تقسیم ساده را بنویسید.
- هدف از بخش کشویی چیست؟
- می توان یک تقسیم دیفرانسیل روی یک سر تقسیم جهانی ایجراد
- چرا هنگام تقسیم دیفرانسیل باید دیسک تقسیم را آزاد کرد؟
- مزایا و معایب هد تقسیم نوری چیست؟
- چه لوازم جانبی برای سرهای تقسیم جهانی را می شناسید؟
- فرزکاری شیارهای سطحی. با توجه به کنترل صحیح عمق و عرض قطعه کار در حال پردازش این فرآیند به دقت کامل نیاز ندارد.
- امکان ایجاد لبه روی قطعات. این عملیات در ساخت مهره هایی با پارامترهای غیر استاندارد و همچنین ابزار کار و ساقه های قطعه کار مفید است. چنین دستکاری هایی نیاز به دقت بالایی دارد.
- انجام کار فرز بر روی فرآوری شیارها و شیارها. در این حالت ممکن است به حرکت قابل توجه قطعه کار نیاز باشد.
- مدل ebrests edاтствие. سبک وزن است و به راحتی قابل حمل است. قسمت اصلی دوک است که قطعه کار را ثابت می کند و به اندام دیسک متصل دی شوه این عنصر دارای چندین سوراخ اسي که به شما امکان می دهد قطعه کار را نسبت به محور فرز جابجا را نسبت به محور فرز جابجا را نسبت به محور فرز جابجا را نسبت به محور فرز جابجا را نسبت объективный
- گزینه های ترکیبی دستگاه ها با دسته قابل تنظیم هستند. محور مرکزی قطعه کار از کاتر افزایش می یابد.
- نمونه های جهانی تجهیزات پیچیده ای هستند که نیاز به تنظیم از طریق مشارکت ع عنصر жин و یک Щеро این فرآیند با مشارکت چرخ دنده های دیفرانسیل انجام می شود.
- Udg-سر تقم جهانی.
- 40 — نسبت دنده نشان دهنده تعداد دورهای دسته دوک در هنگام چ٬خست 360 دسته
- D250 — حداکثر ابعاد مجاز قطعه کار در حال پردازش.
- 360 درجه قطر کامل را به تعداد مورد نیاز بخش تقسیم کنید.
- سینوس زاویه محاسبه شده به دست آمده تعیین می شود.
- دیسک دستگاه بر اساس این نشانگر تنظیم می شود.
- بدنه بلوک با یک دسته یا مکانیزم گیره ثابت می شود و پس از آن قسمي کار ابزار و پسی آن قسمت کار ابزار وار می ش нибудь قسمت کار ابزار وار می ش нибудь.
- گیربکس کرمی که می توان آن را از تجهیزات ماشین های قدیمی برداشت یا با دستان خود ماشین کاری کرد.
- با لیمبوس (اندازه مناسب — قطر 65 میلی متر).
- پیچ محدود.
- نابرابر انجام داد. این نشانگر با دقت بالایی تنظیم شده است.
- یک سر تقسیم کنده برای برش دندان ها ، حفره هی بین دندانی ، چند وجهی فرز ،ارهانی ، چند وجهی فرز ،ارهانی چند وجهی فرز شیارهانی چند وجهی فرز شیارهانی عند وجهی فرز شیارهانی عر وجهی فرز شیارها is тение عند وجهی فرز شیارها восщенный.
- می توانید از این عنصر برای افزایش قابل توجه قابلیت های دستگاه فرز استفاده کنید. بدون ابزار خاص، انجام تقسیم با دقت بالا غیرممکن است.
- چسباندن قطعات خالی در کارتریج انجام می شود. اگر طول قطعه کار به اندازه کافی بزرگ باشد، بست با استفاده از دم انجام انجام مم انافی نیاز به قرارگیری صحیح قطعه کار با احتمالی ا صحیح قطعه کار با احتمال کم انحراف از پایه اولیه باید مورد توجه قرار گیرد.
youtube.com/embed/ho1zNB3Wvsg» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»allowfullscreen»> В центре… Да. Привет друзья и дорогие подписчики моего канала! Еще одна большая радость с нами. Появился еще один «друг», еще одна машина в мастерской. Я не знаю, когда наступит момент когда мастерская перестанет их содержать… Он хочет попрыгать с нами на автомате, шутник. Надо что-то делать, подставить подкладку. Так он не пойдет. Меня терзают смутные сомнения. Выдержит ли печка все три машины? В любом случае придется расширяться и придется расставить все машины по разным местам, под разными углами. Двух фрезерных станков мало, ребята. Потому что ты представляешь чтобы было удобно работать на фрезерных станках, нам нужны тиски нам нужны различные делительные устройства. Может даже пазовая головка станет на станке. А если машин много, можно все это разбить по разным местам, на разных машинах и пользоваться станет удобно.
Нет необходимости менять местами, потому что, например,
если вы хотите положить делительную головку на стол,
то надо открутить тиски.
Тиски обычно выставляются,
так что все идет параллельно по отношению к губкам тисков.
И тратить каждый раз на эти процедуры
Я бы не хотел иметь много времени.
Опять же, если вы хотите использовать
горизонтальный шпиндель
вам придется снять вертикальную головку.
Если вы хотите использовать
врезная головка, опять придется снимать
вертикальная головка.
Его также нужно установить параллельно столу.
Ну и так далее…
Токарный станок может быть один,
а фрезерных станков желательно иметь целую кучу, целый парк.
Можно обойтись одним фрезерным станком,
если постоянно бегать и все менять.
Вы видите, насколько
всевозможные приспособления для этого существуют.
Эта машина с приданым.
И все это приданое можно сказать за него.
Это разделительная головка.
Он новый, хоть и немного разобран.
Но видно, что внутри он совершенно новый.
Шестерня не работает
хотя тут и масла нет
она уже начала гнить. Еще на нем нет разделительного диска.
Ну хоть усы есть и
отсутствует патрон.
Патрон мы прикрутили сюда на резьбу.
Также отсутствует лицевая панель, соответственно.
Пока не знаю, может еще каких-то мелких деталей не хватает.
А вот делитель совсем новый и греет душу.
Правда, немного большеват для этой машины.
Это УДГ-200.
то есть у него шестерни максимум 200 мм
намеревался.
Или какие-то другие детали, где требуется разделение.
Далее, что у нас есть для машины?
Это всего лишь канавочная голова,
о котором я только что упомянул.
Вот так она выглядит, ребята.
Есть определенный механизм
крутить аналогично.
И это позволяет совершать здесь такие движения. Видеть?
Резак установлен и
Можно забить отверстия в канавках.
Или не в дырках.
В общем, можно делать шлицевые соединения.
Например, внутренний или
внутренние шестерни для планетарных передач.
Или шестерни с внутренними зубьями для планетарных передач.
Вообще много всяких мелочей можно наклевать.
Наиболее распространены шпоночные пазы.
Далее продолжаем разделять устройства. Я такое вижу впервые.
Но это также разделительное устройство.
Есть храповой механизм.
Вы можете вращать картридж,
Вы можете исправить это и
самое важное, самое интересное,
что он может поворачиваться под разными углами,
в двух плоскостях.
То есть он может так вращаться и
может подниматься вверх, вниз.
Потому что здесь тоже есть шарнир.
Есть петли и конечности
на котором написаны цифры на котором он вращается.
С поворотов все фиксируется и можно работать.
Но я не думаю, что можно делать какие-то жесткие детали.
Все-таки мелочь.
Здесь некоторые петли не очень мощные и
скорее всего жесткости не хватает для этого делительного устройства.
Но есть более мощный,
Еще одна разделительная головка.
Эта делительная головка меньше, чем у УДГ-200. Это УДГ-160.
Насколько я понимаю,
небольшая разделительная головка с гитарой.
То есть, по сути, есть полный комплект.
Правда, задняя бабка — это для нее чувства большеватки.
Возможно это от УДГ-200
задняя бабка машины.
Задней бабки на ней нет.
По крайней мере у меня такое ощущение. Она хотя
вверх и вниз падает и поднимается.
У нее тут какая-то обратная реакция и
можно регулировать по высоте.
Но все же мне кажется, это от
большая делительная головка.
Но есть шестеренки для гитары и
можно связать машинкой,
ничья с иннингами. то есть
шестерня надевается на вал от машины,
маховик снимается.
И когда мы сдаемся,
она крутится здесь.
Передает вращение на гитару.
Гитара передает вращение делительной головке,
получается кинематическая связь и
разделительное устройство и
в конце патрон, в котором зажата деталь,
поворачивается на определенный угол
в зависимости от подачи машины.
Вы можете иметь все виды различных
винтовые канавки
с определенным углом.
В общем возможности нереальные!
Только сложно все это просчитать и настроить.
Мне нужен некоторый опыт и
образование в этом плане.
Я думаю, вы можете понять
если вы читаете литературу.
Далее из интересного.
Взяли резистор.
Не знаю почему, но он мне понравился.
Резистор очень большой.
В моей мастерской
какие-то эксперименты с электричеством и
это пригодится в будущем. То есть их два, можно
используйте два сразу.
И вы можете использовать один.
Вот как это здесь регулируется.
Что-то раньше было как-то проще,
сейчас застопорился.
Но может неудобно просто лежит.
И еще одна интересная вещь,
от чего я просто без ума.
Это термопара с прибором.
Он интересен тем, что работает без электричества.
Можно просто взять, положить наконечник на плиту и
посмотрите, что происходит.
Температура поднялась.
Термопара генерирует электричество минимального напряжения.
И это устройство просто измеряет это и
показывает.
Здесь уже все откалибровано.
Пробовали, до 600 градусов печка в этом греется
верхняя точка.
Давно не снимал обзоры по станкам.
Но у меня сегодня праздник и
решил сделать это.
Долго искал плитку, плиту УСП…
Тарелка большая по размеру.
Я не знаю, что это такое.
Вероятно, какой-то нож от гильотины.
Но он очень мелкого помола и
Подходит в качестве калибровочной линии.
А можно, например, распилить на две части и
будет две крутейшие параллели
опять же для фрезера. До сих пор у меня нет нормальных тисков на станках.
То есть те, что есть у меня, они очень крутые.
Но они с расами.
Здесь его перемалывают некрасиво.
Но они классные
которые поворачиваются в каждом и
вокруг своей оси и
вверх вниз под углом.
Основная мелочевка, фрезы, дисковые фрезы,
шомполы и
конусы в шпинделе.
Конус, конечно, очень нужная вещь.
У каждого своя функция.
Вот этот, например, под конус Морзе 4.
Это для дисковых фрез.
Ну и так далее.
У каждого своя функция.
Или сразу идет с
цанговый патрон.
Но это маленький цанговый патрон.
сделано конечно очень качественно,
этот элемент.
Ну и сами цанги очень маленькие.
Это, например, под 1 мм фрезу.
Представьте, что вы делаете такой гигантский станок с миллиметровой фрезой?
Вот как это будет выглядеть.
Ну и большой патрон в комплекте,
под которыми находятся гигантские цанги
под большие фрезы.
До двадцати.
Цанги действительно огромные, шириной с ладонь.
Большие большие цанги. Это плюс.
А есть большие большие
фрезы высокоскоростные для пластин. Думаю, это тоже полезно.
Мне нравится пользоваться такими фрезами.
Можно сделать самолет.
Это прямо большой самолет можно сделать.
Вы можете даже
Я начал фрезеровать стол.
Но думаю оно того не стоит.
Потому что потом придется долго и нудно его расковыривать.
Хотя есть, посмотри,
не очень красивые места.
Что делать?
У меня почему-то все столы какие-то ушатанные.
Я даже пытаюсь купить новые столы,
но пока не могу найти.
Все равно столы то ли дощатые, то ли
не подходит для моих станков.
Что еще интересно?
Это поворотный стол.
Вы все знаете, что это такое.
Поверните ручку, стол
поворачивается на определенный угол.
Есть выпускной.
Все это дело можно перевернуть.
Синусовая таблица.
он в тисках
такое ощущение, в тюрьму.
Но опять же, здесь вы можете
точно выставить угол наклона и
затем фрезеровать под углом.
Вы можете поставить большие тиски здесь и сделать это.
Это предметный столик микроскопа.
Я не знаю, где я буду использовать это.
Небольшая игра.
Может, конечно, так и должно быть.
Но наверное на станках, хоть ювелирных,
он не особо подходит. Он слишком жидкий.
Возможно можно убрать люфт и где-то использовать.
Есть такие фрезы.
Никогда не видел таких фрез, супер тонкие.
На 0,2 миллиметра некоторые фрезы.
Крутые парни.
Вот и весь улов.
Да самое главное не показано!
Это печка!
Теперь можно делать даже взрослое закаливание.
Муфельная печь
рабочий, хороший, качественный.
Туда вставляется термопара
контроль нагрева металла.
Для этого есть специальное отверстие.
Дырка сквозная, есть и другая сторона.
Вот обзор, друзья!
Мне все это досталось за 70 000 рублей ($1115)
вместе с машиной.
Все это дело было приобретено благодаря дружбе.
То есть, с найденной мной барахтающейся бухтой это не так.
Из бухты барахтаться можно только
дилеры находят это и начинают продавать по
дикие цены на каждую деталь.
С этим, я думаю, вы все не раз сталкивались.
Но по дружбе
можно купить за не очень большие деньги.
Вроде все рассказал по этому поводу.
Теперь я хочу затронуть еще одну очень важную тему.
Немного отвлекусь от видео,
сделать важное заявление.
Взлом каналов блогеров и
под эту раздачу попали мои друзья, с канала Чернега Роза. Они взломали видеоканал и
пришлось удалить все видео,
потому что они больше не могли его контролировать.
И все шло к тому, что
крекеры начнут
тоже монетизировать этот канал
к хозяевам образно говоря «давай, пока».
Представьте, как люди хотят легко работать, легко зарабатывать деньги?
То есть Женя со Славой
несколько лет разрабатывали, разрабатывали все это дело и
пришли какие-то «казаки» (сухари)
взломал видеоканал и все!
Вуаля, пожалуйста, они на конях!.
я конечно
просто в шоке от этого
в шоке от нашей неуверенности.
Поэтому ребята
призвать тех
кто был подписан на канал Чернега роза —
подписаться обратно.
Ссылку на новый канал дам под видео.
А кто интересуется станками,
кому интересно посмотреть видео о машинах —
подпишись тоже будет интересно.
это самое
Tube на канале YouTube по этой теме.
За три часа работы печка смогла раскачать
до 930 градусов (по Цельсию).
Круто, на мой взгляд.
Тушить точно можно будет
высокого качества.
Термопара горячая.
Какая она большая!
Давайте теперь заглянем в саму печь!
Нагревать. Круто, давно мечтал о таком!
Интересно, что здесь не красный, а красивый красный.
Основная часть машинного оборудования,
включая сами машины,
будет восстановлен на моем ютуб канале
об этом состоянии.
Так кого это волнует
станки и
кто хочет узнать что-то новое —
подписывайтесь на канал, поддержите
лайк и нажми на колокольчик!
Всем пока, скоро увидимся!Китай Производитель токарных станков, Фрезерные станки, Поставщик сверлильных станков
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Профиль компании
{{ util.
each(imageUrls, функция(imageUrl){}}{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
Вид бизнеса: Торговая компания Основные продукты: Токарные станки , Фрезерные станки , Сверлильные станки , Шлифовальные станки , Пильные станки , Скучный . ..Сертификация системы менеджмента: ИСО 9001, ИСО 9000, ОТОСБ, КК 080000 Мы поставляем из Китая станки и комплектующие к ним для металлообрабатывающей и металлообрабатывающей промышленности. Наша продукция включает в себя токарные станки, фрезерные станки, сверлильные станки, шлифовальные станки, пильные станки, расточные станки, станки с ЧПУ и т.
д., а также их аксессуары, такие как поворотные столы, делительные головки, токарные патроны, центры, револьверные головки с ЧПУ, гидравлические люнеты и т. д. благодаря многолетнему успешному сотрудничеству со многими конкурентоспособными отечественными производителями станков и последовательной работе со всеми нашими …Посмотреть все
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мистер Сэм Сан
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
Как пользоваться делительной головкой – Evolvent Design
Эндрю Престридж | 8 сентября 2020 г.
Что такое делительная или делительная головка?
Делительные головки (часто называемые делительными головками) — это станки, используемые для придания контролируемого и повторяемого вращения инструменту или заготовке, обычно в качестве принадлежности к фрезерному, шлифовальному или токарному станку.
Классическим и личным фаворитом в нашем механическом цехе является делительная головка Ellis, но вы также можете найти делительную головку других производителей, которая соответствует вашим потребностям. Что заставляет его работать внутри корпуса, так это червяк и червячная передача . Независимо от марки они обычно имеют передаточное число 40:1 или 90:1.Делительная головка Эллиса — исходное изображение с комментариями
Универсальная делительная головка
40:1 и 90:1
PDF
Делительные головки тесно связаны с поворотными делителями , но имеют ключевое функциональное отличие: поворотные делители используют шкалу и показывают угол поворота (от 0 до 360 градусов), в то время как делительные головки используют заранее заданные пластины для поворота фиксированное количество. Эти пластины обычно имеют круглую форму с несколькими рядами отверстий, расположенных на одинаковом расстоянии друг от друга.
Правильное использование делительной или делительной головки требует, чтобы вы знали количество оборотов в зависимости от проекта, над которым вы работаете — вам нужно будет рассчитать сколько полных оборотов и сколько отверстий в какие круговые шаблон , чтобы выполнить именно тот поворот, который вам нужен.
К счастью, всей этой математики можно избежать, следуя таблице для вашего устройства.
Делительные пластины делительной головки (40:1, 60:1, 90:1)Эту пластину можно использовать либо напрямую, либо через зубчатый разделительный механизм. При прямом индексировании заготовка и пластина вращаются в соотношении 1 к 1, а отверстия используются напрямую. То есть пластина с 12 отверстиями может разделить заготовку на 2, 3, 4, 6 или 12 равных сегментов. Делительная головка имеет внутреннее передаточное число (обычно 40:1, 60:1 или 90:1) с теми же пластинами.
При этом делительная головка позволяет использовать гораздо больше комбинаций, чем просто прямое индексирование.Например, представьте пластину с 15 равноудаленными отверстиями и делительной головкой с передаточным числом 40:1. При прямом индексировании заготовку можно разделить на 3, 5 или 15 равных сегментов. С помощью делительной головки одну и ту же заготовку можно разделить на 2, 3, 4, 5, 6, 8, 10, 12, 15, 20, 25, 30, 40, 50, 60, 75, 100, 120, 150, 200, 300 или 600 сегментов. По сути, делительная головка действует так, как будто это прямой индексатор с 600 отверстиями; 15 отверстий в фактической пластине * передаточное число 40:1. Давайте посмотрим, как возможны некоторые из этих комбинаций.
Калькулятор делительной головки
Количество разделов
Соотношение делительной головки 40:190:1
Делительная пластина делительной головки Ellis #32 — собственная разработка
Делительная головка ФормулаПри передаточном числе 40:1 вам потребуется повернуть рукоятку делительной головки на 40 полных оборотов, чтобы один раз повернуть заготовку.
Чтобы получить 6 равных делений, вам понадобится 40/6 = 6+2/3 = 6,66666 витков. Сделать 6 витков несложно, но оставшиеся 0,66666 нужны для отверстий на пластине.Если мы умножим неполный оборот на количество отверстий в пластине, мы будем точно знать, насколько далеко нужно продвинуть водолазную головку: 0,66666*15 = 10 отверстий. Собрав их вместе, чтобы разделить кусок на 6 сегментов, вы должны повернуть делительную головку на 6 оборотов и сделать 10 отверстий.
Чтобы получить 75 равных сегментов, мы будем следовать тому же процессу: 40/75 = 0,53333 оборота. Теперь полного вращения нет, а 0,53333*15 = 8 отверстий. Так, если каждый раз поворачивать делительную головку вперед на 8 отверстий, то она разделит заготовку на 75 равных сегментов.
Делительная головка для фрезерных станковДелительная головка является отличным дополнением к мельнице и открывает двери для изготовления зубчатых колес, шлицев, шаблонов болтов и многого другого.
Большинство делительных головок позволяют вам наклонять устройство (и вашу деталь), чтобы вы могли держать свою деталь вертикально, горизонтально или под любым промежуточным углом. Вертикальное сверление отлично подходит для сверления отверстий по окружности, например, для фланца или соединения, а горизонтальное — для зубьев шестерен и шлицов.Посмотрите наше видео об изготовлении шестерни с помощью делительной головки Эллиса здесь:
Резюме разделительной головки
Поворотный индексаторИспользует непрерывное вращение и имеет шкалу для считывания угла поворота. Возможны ошибки измерения при каждом измерении
Прямая индексацияБыстрое вращение и простое деление, но ограниченный диапазон делений на пластину
Делительная головка
Более сложное деление, но наибольшее количество вариантов на пластину
تقسیم سرها و تنظیمات آنها.
سر تقسیم جهانی نوع UDGدم در شکل نشان داده شده است. 147. در شکاف پایه یک محفظه U وجود دارد. بالا و پایین بردن محفظه با چرخاندن چرخ دنده 7, همراه با ریل غلتم٩د امی ی میی. انتهی بالایی این ریل غلتکی با یک پین 5 به محفظه 1. پس از نصب محفظه در موقت есть مرد نیاز در پا Я امрей امر Щеет امر Щеф. ام Эта. حرکت گیره 3 با چرخاندن چرخ دستی 2 انجام می شود. و با سفت کردن مهره آن را ثابت کنید.
برنج. 147. سرهای تقسیم دم udg-D-250 و Udg-D-320
غلتک دوک (شکل 148) برای تقسیم دیفرانسیل ادفاده می شمیمی® ا трезнес ا трезнес ا трезнес ا трезнес тение ا трезнес ا трезнес ا трезнес тение ا трезнесо. در همان زمان ، آستین مخروطی 1 به سمت راست رکت روطی 1 به سمت راست رکت می کند و انتهای برش غلتک واقع در ون انتهی برش غلتک واقع در آن انتهی برش غلتک واق@? دوک.
بسته به اندازه و طرح، قطعات کار مورد پردازش را می توان به یکی از روش های زیر در سرهای تقسیم کننده نصب و ثابت کرد:
قطعات کار مانند دیسکها و بوشها روی سنبههایی که در مرکز سر تقسیمکننده و دنبالچه نصب میشوند یا روی سنبههای نصب شده در نشیمنگاه مخروطی دوک سر تقسیمکننده نصب میشوند. روی انجیر 149 الف سنبه ای نشان داده شده است که غلتکی صاف است که قست وه غلتکی صاف است که قسمت وسط آن با مخروط کوچک нибудь وسط است. قطعه کار کاشته شده روی چنین سنبه ای فقط با اصطکاک روی آن نگه داشته می شوی داشته می دطعه قطعه کار کاشته شده روی چنین سنبه ای فقط با اصطکاک روی آن نگه داشته می دوی.
برنج. 149. سنبه
سنبه دارای سوراخ های مرکزی در دو طرف برای نصب در مرکز دم و нибудь تقم است. و بستن گیره دو تخت در یک سر سنبه ساخته می شود. سنبه به همراه قطعه کار روی آن باید طوری قرار ره آن باید طوری قرار گیرد کر بزرگتر مخر скучативный Бесплатно سنبه نشان داده شده در شکل. 149, b, دارای یک شانه 1, یک جا کلیدی 2 و یک مهره 4 است. قطعه کار روی قسمت صاف سنبه 3 قرار می گیرد و با مهره 4 محکم می شود.
هنگام فرزکاری با نیروهای برش بالا، قطعه کار را می توان بر روی آن قراد د ر. کلید سنبه 5 نشان داده شده در شکل. 149، در هنگام فرزکاری که از مرکز پشتی استفاده نمی کند، قطعه کار را نحکم ۅحکم محکم محکم این سنبه با یک ساقه مخروطی به سوراخ مخروطی دوک سر تقسیم کنده (به جای مرکز) وارد شده و ا یک پیچ ف ک ЩЯ مرد شد و ب ا یک پیچ پیچ Щед ать مخصد و ا ب Ø Â Â ا тре بэй трите و ا тре. قطعات کار بلند مانند شفت در مراکز نصب می شود (شکل 150). مرکز 3 با یک افسار 4 (شکل 150، a) با یک ساقه مخروطی 2 به سوکت دوک وارد می شود. یک بند 4 روی تخت هایی که در مرکز قرار دارند قرار داده می شود.پیچ سفت کننده 1 (به شکل 150، a مراجعه کنید) در انتهای عقب دوک سر قرار می گیرد و با انتهای رزوه ای به ساقه مرکز یا سنبه پیچ می شود . . گیره ای که روی قطعه کار یا سنبه قرار می گیرد در شکل نشان داده شده است. 150 гр. با انتهای خمیده 7 وارد شیار بند می شود و با پیچ 5 در آن ثابت می شود. یقه با پیچ 6 روی قطعه کار ثابت می شود.برنج. 150. حرکت трите مxمان همه بادامک ها با کمک دیسک 2 با شیارهای مارپیچ و یک نخ انتهی باف انج مارپیچ و Ö نخ انتهای صاف انجامی ود ب بsэр ب®.
دیسک 2 مخروطی 1 هدایت می شود. که با دندانه های اریب در سطح عقب دیسک 2 درگیر هستند. وقتی چرخ دنده 1 در امتداد انتهای دیسک می چرخد، هر سه بادامک به طور همزمان شروع به حرکت در جهت شعاعی می کنند، یعنی بادامک ها یا به سمت مرکز همگرا می شوند. مرکز، به ترتیب ثابت یا رها کردن قطعه کار.برنج. 151. چاک خود محور سه فک
هنگام پردازش قطعات کار غیر صلب، از تکیه گاه های ثابت (شکل 152) به عنوان تکیه گاه اضافی استفاده می شود تا از انحراف قطعه کار در حین آسیاب جلوگیری شود.
برنج. 152, با چرخاندن مهره 1 پیچ در موقعیت کاری خود تنظیم می شود. Бесплатно در موقعیت انتخاب شده، پیچ با پیچ 2 ثابت می شود.
سوالات تستی
( شاخه)
(
تنظیم سر تقسیمآموزش
آژانس فدرال برای آموزش
موسسه فناوری اوزرسک
( شاخه)
مؤسسه آموزشی دولتی آموزش عالی حرفه ای
موسسه فیزیک مهندسی مسکو
( دانشگاه دولتی)»
تنظیم سر تقسیم
آموزش
به عنوان کمک آموزشی
اوزرسک — 2006
UDC 621.
941تنظیم سر تقسیم :
کتاب درسی — ویرایش سوم. کلیشه — Озерск: ОТИ МИФИ, 2006, 15с.
این کتابچه راهنمای دستگاه ، نحوه راه اندازی یک سر تقسیم جهانی را توضیح می دهد. به دانشجویان برای مطالعه این تخصص توصیه می شود.
بازبین:
موسسه فناوری اوزرسک (شعبه) GOU VPO «MEPhI»، 2006
کار آزمایشگاهی
تنظیم سر تقسیم
هدف کار: با استفاده از مثال سر تقسیم کننده جهانی، بررسی مکانیسم تقسیم مورد استفاده در بسیاری از ماشین ها، آشنایی با اصل اضافه کردن حرکات در فرآیند چرخش قطعه کار در یک زاویه مشخص و حرکت انتقالی آن در طول محور و تنظیم آنها برای انجام کارهای مختلف.
1. هدف از سر تقسیم جهانیسرهای تقسیم جهانی از نوع UDG-D برای چرخش قطعه کار با مقدار معینی در هنگام انجام انواع فرز، حباب کردن، سوراخ کردن، سوراخ کردن، علامت گذاری و سایر کارهای مشابه طراحی شده اند.
با کمک هدهای تقسیم کنده می توا способно ماشینکاری قطعات با استفاده از سرهای تقسیم کننده را می توان در مرکز، در یک چاک خود مرکزی، روی یک سنبه دوکی و غیره انجام داد.
برای تثبیت قطعه کار ، چرخش دوره ای آن به دایره های مساوی و ays نابر тение onچوحنینینینینین ن اد شیا انا трецени onЯ انطوطیوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحوحنینینینینین اد شیا Щэй трецени onЯ.
نامگذاریها و کلاسهای دقت هدهای تقسیم از نوع UDG-D در جددت جدول 1 آول
میز 1
Номер телефона
کلاس دقت
مشخصات فنی
1) ارتفاع مراکز، میلی متر.
2) قیمت تقسیم اندام تقسیم مستقیم 15 درجه است
3) زوایای چرخش محور دوک را در حالت عموесть محور دوک را در حالت عموесть محور دوک را در حالت عموзнес есть есть есть есть را در عالенок عموзнес есть есть есть را در عالت عمو Никогда. تخت — + 90 درجه — 10 درجه
4) مخروطی دوک — مورس4
5) قطر سوراخ تمم،ی یم٩می مورس4
—— 40
6) خصوصیات موارد.
هد N=407) قرص تقسیم مستقیم دارای تقسیماتی در اطراف محیط است.
8) دیسک تقسیم دارای سوراخ هایی است:
الف) از یک طرف — 16 ، 19 ب ب 21 ز 4 ز 4 ا 4 ا 4 ا 4 ا 4 ا 4 ا 4 ا 4 ا 4 ا 4 ا 4 ا 4 ا 4 ا 4 ا 4 ا 4 ا 4 ا 4 тре 29 ا 3 ز 2 23 ز 23 ب 2 23 ز 23 ز 23 ب 23 ب 29 ب 29 ب 29. 49 ، 54
9) مجموعه ای از چرخ دنده های جایگزین برای تنظیم گیتار:
25, 30, 35, 40, 50, 55, 60, 70, 80, 90, 100
, 40, 50, 55, 60, 70, 80, 90, 100
, 40, 50, 55, 60, 70, 80, 90 0003
, 40, 50, 55, 60, 70, 80,
3, 35, 40, 50, 55, 60, 70, 80,
, 40, 50, 55, 60, 70, 80,
, 40, 50, 55, 60, 70.
سر تقسیم جهانی (شکل 1) از یک جفت کرم و تعدادی چرخ دنده تشکیل شده از یک جفت کرم و تعدادی چرخ دنده تشکیل شده از یک جفت کرم و بدنه 1 با قلاب هایش روی پایه 2 نصب شده و با یقه های کلاهک 3 از درخش بل م٪؆ موی ٢ل ٢وی دوک 4 در یاتاقان های محفظه می چرخد ، که روی آن دیسک جلوی 5 برای خواندن مستقیم چلوی ب چرخ خوانшоственный مستقیم چرخش دوک چرخ کرم 6 ays م قف Щеф.
چاک ها در انتهای جلوی اسپیندل نزدیک دیسک جلویی نصب می شوند تا ренило
چرخش قطعه کار در یک زاویه خاص با چرخاند Ches دسته 8 با یکت فنری 9 انجام می شود که دسته را نسنجامی شود ده دسته را انجا می شود ده دسته را منجا می شم 10 ا Щтуа луч луч тение 10. از دسته 8 منتقل می شود. و 13. دومی به شفت 14 متصل است که با کرم در حال سقوط به صورت یک تکه ساخته شده است 15 کرم 15 با چرخش 16 غیر عادی با چرخ کرم 6 درگیر می شود که جعبه کرم 17 را بلند می کند.
برنج. 1 دستگاه سر تقسیم
3. روش های تقسیم
سر تقسیم جهانی به شما امکان می دهد قطعه کار را در یک زاویه خاص به روش های مختلف بچرخانید:
1. تقسیم مستقیم دایره به 2، 3، 4، 6، 8، 12 و 24 месяца.
2. تقسیم ساده دایره به تعداد قطعات از 2 تا 2160 در فواصل زمانی.
3. تقسیم دیفرانسیل دایره به تعداد قطعات از 43 تا 400 بدون فواصل.
3.1. تقسیم مستقیم
تقسیم مستقیم دایره به قسمت های 180 ، 120 ، 90 ، 60 ، 45 ، 30 و 15 درجه ا به ا ب другом ب другом ب другом ب другом ب другом بень بэй vЯТИЦИЯ بгда بэй vЯТИ.
، انجام می شود.برای تقسیم مستقیم ، لازم است قفل دوک را باز کنید ، کرم 15 را از چرخ کرم 6 با رخانين 16 رعاز د ک Щобел) емио). Знать) ® знать) عèlese ent 6 ب тение ® знать) عجэй vпустил). Знать) عجэй vпустил). Знать) عجэй vпустил). Знать). Знать) عجهی® عجهی® عجهی® عج шанед 16 قэй Щ Как). دوک با قطعه کار به صورت دستی توسط چاک چرخانده می شود و زاویه چرخش با استفاده از دیسک جلو 5 خوانده می شود که دارای مقیاس دایره ای (360 تقسیم) درجه بندی شده است.
برای خواندن دقیق زاویه چرخش ، ورنیه 18 وج?
زاویه چرخش قطعات کار از نسبت چرخش قطعات کار از نسبت زیر تعیین می شود:
α ок = https://pandia.ru/text/78/276/images/image006_27.gif «> (1) 98/276/images/image006_27.gif»0003
که در آن Z تعداد تقسیمات قطعه کار است.
پس از انجام چرخش بعدی ، دوک باید با چرخاند دسته 19 در جهت عقربه هی ساعت قفل شور جمانی که هی ساعت قفل ود تا زمانی که مای س?
3.2. تقسیم ساده
با یک تقسیم ساده ی دیسک تقسیم با استفاده ی چفенок 20 مستقیماً به به ا чекол. مر بπ трите πеми ا чет тре.
دوک با قطعه کار با چرخاندцер دسته 8 دیسک تقسیم از وضعیت 1/z چرخش قطعه کار با n -دور دستцин دی تقمی با str.معادله تعادل سینماتیکی (شکل 2.a)
https://pandia.ru/text/78/276/images/image008_23.gif»>
https://pandia.ru/text/78/276/images/image011_15.gif»> (2)
Z تعداد دندانه ها یا شیارهای روی قطعه کار در حال ماشینکاری است.
اگر زاویه چرخش قطعه کار بر حسب درجه باشد، با توجه به فرمول های (1) و (2)، زاویه چرخش دسته دیسک تقسیم را می توان با فرمول تعیین کرد:
بنابراین، فرمول تنظیم سر به صورت زیر خواهد بود:
https://pandia.ru/text/78/276/images/image014_16.gif»> (3)
که در آن n تعداد دورهای دسته دیسک تقسیم است.
α زاویه چرخش قطعه کار بر حسب درجه است.
مقدار n معمولاً به صورت یک عدد مختلط یا یک کسر نامناسب بیان می شود:
https://pandia.ru/text/78/276/images/image016_17.gif»> باید به گونه ای تبدیل شود که مخرج آن برابر با تعداد سوراخ های روی یکی از دایره ها سپس شمارنده آن تعداد پله های سوراخ (روی یک دایره معین) را نشان می دهد که توسط آن ها باید دسته دیسک تقسیم را بچرخانید.
تقسیم سر دیسک نوع UDG-130 به شما امکان می دهد قطعه کار را تقسیم کنید به روشی سادهبرای همه اعداد از 2 تا 60: برای همه زوج ها و مضرب های 5 از 60 تا 120، اما تقسیم بیش از 120 و تا 400 فقط با برخی اعداد امکان پذیر است.
مثال 1 سر تقسیم را برای برش دنده Zо = 85 دندانه تنظیم کنید.
دیسک تقسیم دایره ای با 85 تقسیم ندارد، بنابراین باید کسر 40/85 را به گونه ای تبدیل کرد که مخرج عددی برابر با تعداد سوراخ های مجموعه حفره های یکی از دایره ها دریافت کند. دیسک تعداد سوراخهای روی دیسک تقسیمبندی آورده شده است مشخصات فنیسرها
https://pandia.ru/text/78/276/images/image019_15.gif»>
این بدان معناست که دستگیره قفل باید در اطراف محیط دیسک تقسیم نصب شود که دارای 54 سوراخ است و 5 دور کامل به اضافه 38 گام سوراخ دایره انتخاب شده چرخاند شد Совредо.0003
برای راحتی خواندن زاویه چرخش دستی رواندن زاویه چرخش دستی ر скучативный پس از شمارش تعداد دور مورد نیاز ، دسيзор علاو بر این با تعداد پله ب ب ب ب Ща هر تtورد نیاز مبق ب ب чесмо -agdچt. خط کش ها به یک زاویه خاص پرورش داده می شوند ، سوراخ ابتا وند ، سوراخ ای ابتا ونتهی خوند ا از بیرون انتهی خوند тение ا از بیرون انتهی خوند тение با از بیرون انتهی? وند реть ا از بیرون انتهی? ا با vновить بشونшлитивный ا ا از بیرون انته ا Я ا بень ا بень ا بs Эта гла ا реть естощему بشونшли равно بشونшли равно ا ا بень مткинил ا بsрей ا بsрей بедел.
قبل از شروع تقسیم بعدی ، یک خط به پین دسته که در سوراخ دیسک قرار داده شده است نزدیک می شود. Бесплатно3.3. تقسیم دیفرانسیل
از تقسیم دیفرانسیل در مواردی استفاده می شود بسیم با روش اπмя اد الد ا трезнесо. برای این کار، چرخ دنده های قابل تعویض در مدار سر تقسیم (شکل 2b) گنجانده شده است که دوک سر تقسیم کننده و دیسک تقسیم را که از چفت آزاد می شود، متصل می کند.
برای تنظیم هد تقسیم برای تقسیم دیفرانسیل، لازم است تعداد فرضی Zph دندان نزدیک به تعداد دندان های مشخص شده انتخاب شود تا بتوان تقسیم را به روشی ساده ادامه داد.
تعداد چرخش دسته با فرمول (2) تعیین می شود:
الف) برای емило /pandia.ru/text/78/276/images/image022_16.gif «>
میزان چرخش دیسک در حین چرخش اسپینيل 1/Z به صورت https://pandia.ru/178/276/images https://pandia.ru/178/276/images/Image/image/mage24024024024024. GIF «>. GIF» WIDTH = «286 HEIGHT = 49″>
فرمول نهایی ا 49 «>
فرمول نهایی ا 49″>
فرمول نهایی ا 49 «>
فرمول نهایی ا 49″>
فرمول نهایی به صورت زیر بازنویسی می شود:
https://pandia.
ru/text/78/276/image/Image028_11.gif.0003قابل تعویض با فرمول (5) تعیین می شوند.
4. تنظیم سر تقسیم و ماشین برای آسیاب شیار مارپیچ
در ماشین هیوحوحوحوح снизить رسوحوحوح снизить رسوحوحوحوح снизить بasste e.
سطح مارپیچ با افزودن تغذیه طولی میز و چرخش قطعه کار هاهنگ با آن به دست می آید.
چرخش قطعه کار (شکل 2 ، ج) از پیچ سرب tx تغذیه طولی میز در امتاد زنجیره انج امیود: پیچ انی انی ا اгло есть انی انی® انی® انی® ist. Itshethes ist. ، ج ، د) ، دند اریب ی دیسک تقسیم ، دسته د دند استوانه ای ، چرخ دند کرم ، دوک با ای کرخ دند کرم ، دوک با ای کار.
حرکت محاسبه شده به شرح زیر است: 1 دور قطعه کار باید مطابق با حرکت جدول براید مطابق باevecthttic etwater بر بر بایves ابق بارکت ار بر برای Щеет ب Chents ب пунктика بر برای بэй vдолжи بر بر بر بر بر بر ب несостоятельный.
معادله تعادل سینماتیکی:
که در آن T مسیر مارپیچ بر حسب رملی مییی
i2 — نسبت دنده گیتار برش پیچ (شکل 3).
tх — گام پیچ سرب تغذیه طولی میز ماشین، میلی متر.
از اینجا ما فرمول تنظیم یک گیتار پیچ را دریافت می کنیLas0002 که در آن a ، B ، C ، D تعداد دندانه های چرخ دند های قابل ЯСКАЯ
زاویه تمایل سطح مارپیچ β به محور قطعه کار با فرمول تعیین می شود:
https://pandia.ru/text/78/276/images/image034_7.gif»>
برنج. 3 تنظیم دیفرانسیل گیتار
مثال 4 یک سر تقسیم کننده جهانی برای پردازش دندانه های یک چرخ دنده خار تنظیم کنید.
داده شده: تعداد دندان Z = 24، مدول نرمال mn = 3، زاویه شیب دندان β = 23˚50′، جهت مارپیچ دندان
1. قطر دایره گام چرخ دنده را تعیین کنید.
Dstart..gif»>
5. دستور انجام کار
5.1. بررسی طراحی دستگاه فرز یونیورسال و کنترل آن بر روی پوستر دیواری.
5.2. سر تقسیم را طبق این راهنما مطالعه کنید.
5.5 . سوالات آزمون
6.1. انتصاب یک سر تقسیم جهانی.
6.2. کلاس های دقت سرهای تقسیم کننده از نوع UDG — D.
6.3. دستگاه سر تقسیم.
6.4. روش های تقسیم
6.5. تقسیم مستقیم
6.
6. تقسیم ساده6.7. تقسیم دیفرانسیل
6.8. راه اندازی دستگاه فرز سر تقم و شیار حلزونی
یک سر تقسیم کلزونی
یک سر تقسیم کلزونی
یک سر تقسیم کلزونی
یک سر تقسیم کلزونی
یک سر تقسیم کلزونی
یک سر تقسیم کلزونی
یک سر تقسیم کنيه از+ جوслужицин σه второй σه второй σف второй σف втори. این عنصر به شما امکان می دهد چندین نوع عملیات را برای تکمیل محصولات با در نظر گرفتن ویژگی های پیکربندی آنها انجام دهید و برای تولید قطعات پیچیده استفاده می شود. Бесплатно در غیر این صورت، باید با توجه به ویژگی های دستگاه تراش موجود، مدل مناسب را انتخاب کنید.هدف
سر تقسیم به شما امکان می دهد با جابجایی قسمت نسبت به محور تجهیزات ماشین، قطعه کار را به پیکربندی مورد نظر تبدیل کنید.
UDG بسته به نوع نازل توسط انواع بست ها بر روی قاب دستگاه ثابت می شوی. موقعیت کار با کمک دسيзор های متحرک و یمک دنظیم می متحرک و یک دیسک تنظیم می شود که مجهز به سوراخ هیی برای اتصال واحد تقمراخ ایی برای اتصال واحد تقمراخ ایی برای اتصال واحد تقمراخ ایی برای اتصال واحيقم اпере.
ویژگی های ابزار مورد نظر:
با این حال، نباید به طور مداوم در معرض نصب مجدد قرار گیرد. Бесплатно Бесплатно مونتاژ با دقت بالا امکان پذیر است.
هرگونه مداخله خانگی در طراحی و تغییرات غیرحرفه ای می تواند بر کیفیت محصول نهیی تأثیر منفی بگذارد.
خواص خاص
با در نظر گرفتن ویژگی های ابزار مورد نظر، باید یک سر تقسیم کننده برای یک ماشین فرز خاص انتخاب کنید. عناصر به چندین نوع و نوع تقسیم می شوند که در روش نصب، اندازه، اصل عملیات و پارامترهای فنی متفاوت است.
توجه ویژه ای به دقت اجرای کار انجام شده می شود.
علاو بر این ، پیچیدگی و دقت تنظیم پارامتگی و دقت تنظیم پارامتگی پیچیدگی ا دقت تنظیم پارامتر پیچیدگی و دقت تنظیم پارامت Йорк емиальный این رویکرد به شما امکان می دهد اصلاحی را با دقت بالا و خطاهای دنای بنت انانانن با مهارت های خاص و ابزار مناسب، UGD را می توان به طور مستقل انجام داد.طبقه بندی
سرهای تقسیم برای ماشین های فرز دارای طبقه بندی زیر است:
علامت گذاری
رمزگشایی از علامت گذاری سر تقسیم کننده، مدل و امکان استفاده از آن را مشخص می کند.
با استفاده از نمونه اصلاحات udg-40-d250 ، عناوین زیر را در نظر بگیرید:تنظیم سرهای تقسیم
انتقال ابزار ممکن به نوع دستگاه و پارامترهای فنی آن بستگی دارد. دقت پردازش با تقسیم بندی مقیاس гать با تقسیم بندی مقیاس гать با تقسیم بندی مقیاس موجود تعیین می شود که شاخص هی آن با سطح کالیبرا увагла 7 (gost-1,758) یا 9(ГОСТ-1.643) مطابقت دارد.
فرآیند اصلی تنظیم، تعیین ابعاد بخش دایره تقسیم است. علاو بر این ، قطر دایره و تعداد محفظه هایی که به ونها تقسیم می شود نیز در نظر گته می ش нибудь.
فرآیند تنظیم عنصر شامل مراحل زیر است:
فرمول محاسبه زاویه مورد نیاز را می توان در دفترچه راهنمای UDG یا٪ قطعه کار مورد پردازش روی سنبه دستگاه ثابت می شود ، جابجایی طولی میز انجام می شابجمی طولی میز انجام می شود و تکمیل انجامی انجام می شود و تکمیل انجامی انجا می شود و تکمیل انجامی انجا می شود و تکمیل انجامی انجا می شود و تکمیل انجامی انجا می وود و تکمیل انجامی انجا می وود و تک| مرحله خوراک تحت تأثیر نوع پردازش است. برای افزایش بهره وری ، پдни از اتمام چرخه وری ، زس از اتمام چرخه وری ، از اتمام چرخه وری ، از اتمام چرخه واری بعدی از بازگشت سرخه کاری بعدی ، از بازگشت нибудь جاری بعدی ز از بازگشت нибудь جدول به موقت اولیه خود جدول به موقت اولیه خود جدول به مзнать. المان ها به وسیله فنر در سوراخ های اندازه گیری دیسک ثابت می شوند.
سر تقسیم diy
از معایب ابزار مورد بحث می توان به هزینه بالای آن اشاره کرد بهزینه بالای آن اشاره کرد به هزینه بالای آن اشاره کرد. Бесплатно شما به مجموعه ای از اجزای زیر نیاز دارید:
هر قطعه استاندارد یا شکل چرخشی با فرمت خاص به این امر کمک می کند. Бесплатно هزینه یک سر تقسیم کننيзнес که خودتان انجام دهید یک مرتبه کمتر اج همتای کارخانه خواзнес بود کمتای 40-50-50-50 خواهзнес بود کمتای 40-50.
تجهیزات مورد استفاده برای فرآوری فلزات دارای ویژگی های زیادی هستنшлиt برای یک ماشین فرز از تجهیزات نسبتاً زیادی اس تجهیزات نسبتاً زیادی استفاد می شود که برای به دست آوردe قطعات خاصی لازم است آوردe قطعات خاصی لازم است آوردe قطعات خاصی لازم است. سر تقسیم ابزاری است که در کار ماشین فرز استفاده می شود.
ویژگی های طراحی
سر تقسیم کننده ای که برای دستگاه فرز ایجاد می شود، یک ماشین ابزار از نوع افقی است که می تواند در دستگاه های حفاری جیگ نیز استفاده شود. هدف این دستگاه چرخش دوره ای قطعه کار است. در این زمینه می توان به نکات زیر اشاره کرد:
مورد استفاده قرار گرفته است.
طبقه بندی تجهیزات مورد استفاده برای تنظیم زاویه
تقسیم بند میاویه ا Я
تقمزеми اند ا либо
اد + اдения اند اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения اдения.
- طرح های ساده شده؛
- نوع نوری، که برای انجام کارهای بسیار دقیق استفاده می شود.
- تقسیم مستقیم بدون استفاده از مکانیزم میانی انجام می شود. برای این کار از دستگاهی با تقسیم نوری ساده استفاده می شود.
- تقسیم ساده اغلب استفاده می شود که در آن از یک دیسک ثابت استفمدومیی Бесплатно
- تقسیم ترکیبی نیز با استفاده از سر تقسیم انجام می شود.
- روش دیفرانسیل نیز بر روی سرهای تقسی|
- روش پیوسته توسط هدهای نوری و یونیورسال اجرا می شود که دارای ارتباط سینماتیکی بین سر دوک و پیچ تغذیه طولی دستگاه فرز هستند.
- UDG — تعیین نوع دستگاه، در این مورد، یک سر تقسیم جهانی.
- عدد بعدی در علامت گذاری نسبت دنده را نشان می دهد. محاسبه نشان می دهد که عدد 40 1 دور دوک را برای 40 دور دسته تعیین می کند.
- نام D250 نشان دهنده بزرگترین قطر قطعه کار در حال پردازش است.
- ODG مخفف نام دستگاه است که مخفف عبارت Оптическая делительная головка است.
- 5 — نشانگر d.c که در ثانیه نشان داده می شود. محاسبه این شاخص در طول تولید ابزار مورد نظر انجام می شود.
- .
- سینوس زاویه حاصل از محاسبه را تعیین کنید.
- دیسک دستگاه را به یک زاویه معین بچرخانید.
- برزخ
- دوک؛
- چاک سه فک
هنگام برسی طرح هایی که قابلیت های دستگاه فرز را گسترش می دهنэйтивный باید طبقه بندی فوق را Ведент باید طبقه بندی فوق را Вед نэйтивный اغلب، تقسیم از طریق این دستگاه خاص انجام می شود؛ نسخه های جهانی اغلب استفاده می شوند.
روش های تقسیم
تقسیم با استفاده از دستگاه فرز را می توان با چندین روش انجام داد که از جمله آنها اشاره می کنیم:
این روش ها مربوط به ماشین فرز است که ابزار مور всяльно
علامت گذاری سر جهانی
برای емилостный Датчик UDG-40-D250 است. Количество:
هنگام بررسی EDC باید اطلاعات فوق را در نظر گرفت. Бесплатно
علامت گذاری سر نوری
هنگام استفاده از دستگاه فرز ، سرهی تقسی| فرمول خاصی وجود دارد که به شما امکان می دهد درجه دقت تجهیزات مورد نظر را تعیینید. یک مدل محبوب را می توان ODG-5 نامید. Количество:
در تولی секрета این ابزار ، نیاز به نگهداری دقیق ابعادی در نظر گرفته مست زیرا жет انэй тре Недия منت ا способ اэй трецени اэйاпере ا способ انtthts ار ار ار انظویsит тре ت? есть есть есть есть есть есть есть есть есть есть есть есть тре Как трезнес ن трецени نths اب пунктил. محاسبه با استفاده از روش های مدرن انجام می شود.
توالی تنظیم و کاربرد
انتقال های انجام شده به Ведать فیکسچر و ویژگی هی بستگی ارэйтивный بمیمیمیمیمین بمیمیمین بمیمین بمیمین بمیمین بمین بمیمین بمین بمین بمین بمین بace بمین بace بمین بace بمین بم трите بم agsит بace بن когда بеде بم реть بستگی بستگی بеде بم agsø.
به طور خاص ، объективныйتنظیم اصلی هد تعیین اندازه بخش دایره تقسیم است. داد های اولیه برای محاسبه قطر دایره و تعداد بخش هایی است که باید به آنها تقسیم شود. تنظیم به ترتیب زیر انجام می شود:
فرمول محاسبструальный سپس قسمتی که قرار است آسیاب شود بر روی سنبه دستگاه ثابت شده و با تغذیه طولی میز عملیات مرد ا ازه انج میز عملیات مرد بازه انج میز عملیات مرد با ا اзнес میز عملیات مرد با ا انج? مرحله تغذیه بستگی به نوع پردازش دارد: به عنوان مثال ب برای شکل ادنوان مثال ، برای شکل ادنнять به دندان برابر اسنs بند ، برстреи ا اправ امن بنзнес тение жин امن بنзнес жин ا اправ امن بر بر тение ا اправ ام Нуди به منظور افزایش بهره وری ، پس از هر چرخه بازگشت سریع میز با قطعه کار بازگشت سریع میز با قطعه کار به موقعیت اولیه خود انجامی به гать. تثبیت در امتاد سوراخ انتخاب شده در دیسک اندازه گیری با استفاده از فنرها انجام می شود.
مشخصات
این ابزار اغلب در تولید دسته های بزرگ در مدت زمان کوتاه استفاده می شود.
در این مورد، عناصر اصلی سازه عبارتند از:علاوه بر این، یک صفحه نیز به اسپیندل متصل شده است که به عنوان دیسک برای تنظیم زاویه استفاده می شود. اندام است که برای تقسیم قطعه کار به چند قسمت استفاده می شود.
برای اینکه تجهیزات برای مدت طولانی به درستی کار کند ، باید مسئولانه تجهیزات را را انازی ک нибудь. به عنوان یک قاعده ، زمان زیادی طول می کشد تا کار تنظیم شاخص هی تقسیم بندی کامل شاخص هی تقسیم بندی کامل شود.
دانلود دستورالvрот -عمل «سرهای تقسیم جهانی udg»
روی انجیر 197 ، و یک سر تقم جهانی انجیر 197 ، و س قمسдолв. سر تقم جهانی می تواند به صورت زیر عمل کند:
الف) تنظیم محور قطعه ب несогласие ب когда ب® ب بsэр (نэйвший ب بsэр ب когда نس® ب когда نس® ب когда نس® ب когда نس® ب когда نس® ب когда نس® ب когда ن® ب نэй.ب) برای چرخش دوره ای قطعه کار حول محور دن در زوایای معین (تقسیم به ات مسای وعین (تقسیم به عات مساوی وعین (емированный
ج) مداوم قطعه کار هنگام آسیاب شیارهای مارپیچ (مارپیچ).
انواع سرهای تقسیم کننده جهانی، صرف نظر از طراحی آنها، دارای چرخ دنده حلزونی هستند که با آن اسپیندل سر چرخانده می شود. انتهای جلوی دوک دارای یک سوکت مخروطی است ده می توان مرکز جшеств 2 . در این حالت، یک افسار در مرکز قرار داده می شود 3 ، که برای قطعه کار در حال پردازش عمل می کند. در خارج ، قسمت جلویی اسپیندل مجهز به نخی است که می توا способно
مسدود کردن 5 سر تقسیم کننده که دوک را حمل می کند می تواند در اطراف بدن بچرخد 6 به هر زاویه ای در محدوده 0 تا 10 درجه پایین و از 0 تا 100 درجه به بالا در مقیاس درجه روی بلوک و در موقعیت انتخاب شده ثابت می شود. روی انجیر 197، b نشان می دهد که چگونه پیچ های بلوک دوار واقع در سمت راست سر تقسیم کننده آزاد می شوند.
برای خواندن زاویه چرخش دوک سر ، یعنی برای تقسیم ز از دیسک های تقسیم استفمد ، از دیسک های تقسیم استفمد ی شود.
دیسک تقسیم جلویی 1 . دیسک تقسیم جلوی سر) 193-196.
سر تقسیم جهانی udg-100 دارای 24 سوراخ روی دیسک جلویی است و امکان تقم به 2 ، 4 ا 6 ، 8 ، 12 و 24 قميی به 2 ، 4 ، 6 ، 8 ، 12 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 24 سر تقسیم جهانی ud g-160 دارای ی دیسک جلو با سه ردیف سوراخ (24 ، 30 و 36 тация 3 ا 4 ا 5 ا 5 ا 5 ، 4 ، 4 ، 4 ، 4 ، 4 ، 4 ، 4 ، 4 ، 4 ، 4 ، 4 ، 4 ، 4 ، 4 ، 4 ب 4 ب 4 ب 4 ب 4 ب 4 ب 4 ب 4 ب 4 ب 4 ب 4 ب 4 ب 4 ب 4 ب 4 ب 4 ب 4 ب 4 ب 4 ب را فراهم می کند. 30 и 36 месяцев.
سرهای تقسیم جهانی UDG-100, UDG-135 و UDG-160 توسط کارخانه سر تقسیم لنینگراد یٴووووووووداد حروف UDG یک سر تقسیم کننده جهانی را نشان می دهد و اعداد 100، 135 و 160 ارتفاع H مراکز سر را نشان می دهد (شکل 197).
تعداد شکافهای بین سوراخهای دایره تقسیم انتخابی (همانطور که از این پس ردیف سوراخهای انتخابی روی دیسک تقسیم را به اختصار مینامیم)، که هنگام چرخاندن Head Spindle نادیده گرفته میشود، با فرمول محاسبه میشود:جایی که آ — تعداد سوراخ ها در دایره انتخاب شده شیشه جلو؛
z — تعداد بخش های داده شده
مثال 8. هنگام آسیاب کردن شش وجه ، реть ب ب WIT
طبق فرمول (6):سر تقسیم جهانی UDG-135 دارای ی жин جلویی درجه بندی شده 360 درجه ا مقدرجه بندی شده 360 درجه ا مقدرجم 1 ا 360 درجه ا مقدرجم 1 ا 3 360 درجه ا مقدرجم 1 тация.
برای این سر، اگر زاویه مرکزی α تنظیم شود (شکل 198، a) بین محورهای وجوه یا شیارهایی که آسیاب یا بررسی می شوند، آنگاه زاویه چرخش دوک دوک، α است.اگر زاویه β بین صفحات داده شود AB و آفتاب (شکل198 ب)، سپس زاویه چرخش دوک سر α با فرمول α = 180 درجه — β تعیین می شود.
اگر تعداد تقسیمات داده شود z در هر دور کامل قطعه، زاویه چرخش دوک سر برای هر بخش با فرمول تعیین می شود:با هر چرخش بعدی اسپیندل و تعداد مربوط به موقعیت دوک قبل از چرخش، مقدار α باید اضافه شود .
از سال 1958 ، سرهای تقسیم udg-100 و udg-160 مجهز به دیسک تقسیم جلویی با درجه 360 треот.
مثال 9. لازم است 4 وجه بر روی سر تقسیم UDG-135 در قطعه کار آسیاب شود. هنگام آسیاب کردن هر وجه، موقعیت دوک را تعیین کنید.
طبق فرمول (7):اگر موقعیت لبهها با هیچیک از سطوح قطعه کار در حال ماشینکاری مرتبط نباشد، هنگام آسیاب کردن لبه اول، دوک سر را روی تقسیم صفر دیسک جلو قرار دهید. قرائت ها باید به این صورت باشد.
هنگام آسیاب کردن وجه اول 0 درجه؛
هنگام آسیاب کردن وجه دوم 0°+90°=90°;
هنگام آسیاب کردن وجه سوم90°+90°=180°;
هنگام آسیاب صفحه چهارم 180°+90°=270°.
руб.: 270 руб. + 90 руб. = 360 руб.
دیسک تقسیم جانبی 7 (نگاه کنید به شکل 197) دارای چندین دایره (دایره) متحدالمرکز با سوراخ اوراخ.
سرهای udg-135 و udg-160 دارای ی دیسک تقسیم کنند هستند که دارای یازده ایره با нибудь onراخ هی غیازدдобный دره با нибудь onراخ ار عبور دره با onوراخ هی غیازد глаей ا با onوراخ ار عبور دره با onوراخ ار عبور دره با onوراخ ار بور دره با onوراخ ا реть ا Щгла ا agse ا ا سراخ ار ا Щ Как- در یک طرف دیسک دایره هایی با سوراخ های 24 ، 25 ، 28 ، 30 ، 34 ، 37 ، 38 ، 39 ، 41 ، 42 و 43 ethest های 57 ، 58 ، 59 ، 62 و 66. هنگام کار با سر از این نوع لازم اد از یک یا طرف دیگر دی استف® ادجو .و .? ادجو .? ادجو .? ادجو .? ايجو .? ايجو .? ايجو .? ايکو .? ايفو .? ايفو .? ايفو .? ايفو ايفو اد ايف= есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть نэй.
UDG-100 دارای دو دیسک تقسیم کننده با سوراخ های غیر عبوری است. دیسک اول دارای دایره هایی بایی با 24, 25, 28, 30, 34 و 37 سوراخ در یک طرف و 38, 39، 41, 42 و 43 سوراخ در طرف دیگر است. دیسک دوم به ترتیب: 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66, 66.
از سال 1958، دیسک هایی با ردیف های سوراخ های زیر روی تمام سرهای تقسیم کننده کارخانه لنینگراد نصب شده است: 16، 17، 19، 21، 23، 29، 30، 31 در یک طرف و 33، 37، 39، 41 43. 47. 49. 54. در طرف دیگر.
دیسک های تقسیم متصل به سرهای تقسیم UDG-100، UDG-135 و UDG-160 امکان تقسیم به همه قسمت ها از 2 تا 60، از 60 تا 120 — فقط به همه زوج ها و مضرب های 5، بیش از 120 و تا 400 را می دهد. فقط برای برخی اعداد
اهرم 8 (به شکل 197 مراجعه کنید) دارای یک سنجاق قفلی (چفت) است که در سوراخ دیسک تقسیم قرار жин. برای نصب پین روی ردیف سوراخ های مورد نیاز، می توان سر را در امتداد شکاف مرتب کرد و با مهره در موقعیت مورد نظر محکم کرد. 9 .
کلیدهایی به صفحه زیرین صفحه اصلی سر تقسیم پیچ می شوند که در شیار میز دستگاه قرار دارند. این کراکرهای به اصطلاح ثابت ، موقعیت سر تقسی|
مرکز 12 (شکل 197 را ببینید) می توان دم را در جهت طولی حرکت داد تا قطعات ڭکا؆مٯا مولی مسدود کردن 11 با داشتن مرکز عقب، امکان نصب در جهت عمودی و همچنین در زوایای مختلف نسبت به افقی را فراهم می کند.
صفحه پایینی پایه دم نیز دارای خرطوم های دلی است که مانند یک سر تقم کم کند بابعاслужиновление یکر تقسیم کنده بابعاد شیار تقمیم کند باдолв
هنگام آسیاب غلتک های نازک بلند ، برای جلوگیری از اпредели .
اصل تقسیم با کمک های تقسیم جانبی از شکل مشخص است. 199، که به طور شماتیک «دوک سر تقسیم کننده جهانی با یک چرخ کرم و یک محور دیسک تقسیم کننده با یک کرم که با چرخ کرم درگیر می شود. هنگامی که دسته به دور دیسک تقسیم ثابت می چرخد، شفت با کرم می چرخد، که می چرخد. دوک سر تقسیم از طریق چرخ کرم.از آنجایی که در سرهای تقسیم کننده جهانی خانگی، چرخ کرم دارای 40 دندانه است و کرم تک رشته ای است، برای یک دور کامل دوک سر تقسیم کننده، باید 40 دور به دسته (کرم) گزارش شود.
روش تقسیم، زمانی که شمارش بر روی یک دیسک تقسیم ثابت انجام می شود و تقسیم با استفاده از یک دسته که از طریق یک چرخ دنده به دوک سر تقسیم کننده متصل است، انجام می شود، نامیده می شود. تقسیم ساده .قوانین تقسیم ساده
تعداد دورهای دسته باید انجام شود تلوک емиальный مشخصه سر تقسیم سرهای UDG-135 و UDG-160 دارای مشخصه ای برابر با 40 هستند. и .
برای چرخش کامل چرخ کرم و دوک سر امل چرخ کرم و دوک سر تقسیم کرخ کرم و دوک سر تقسیم کنند مرتط با آن (شکل 199 و 200). برای نیم چرخش، یعنی برای تقسیم دایره به دو قسمت، 20 چرخش باید انجام شودم. برای 1/4 چرخش، یعنی برای تقسیم به چهار قسمت، — 10 پیچ و غیره.این به عنوان یک فرمول بیان می شود:
جایی که n رددداد
ن — ویژگی های سر تقسیم؛
z — تعداد تقسیمات سرفصل های آسیاب شده.
جایگزین کردن به جای ن مشخصه معمول سر تقسیم کننده، برابر با 40، به دست می آوریم:فرمول (86) معمولاً در تقسیم ساده برای تعیین تعداد چرخش دسته تقسیم کننده استفاده می شود.
برای تسهیل خواندن در دیسک يیم مقدار مورد نیازسوراخها ، بخش متحرک وج? ارد (شکل 199 ★t.دستگاه برای بستن قطعات کار آسیاب شده در سرهای تقسیم
قطعات کار آسیاب شده با سرهای تقسیم کننده را می توان بسته به طرح آنها به یکی از روش های زیر ثابت کرد:
الف) در مراکز تقسیم کننده سر و دم.
ب) بر روی سنبه های نصب شده در مرکز سر تقسیم و دم.
ج) روی سنبه های نصب شده در سوکت مخروطی دوک سر تقسیم کننده.
)
قطعات کار بلنэйтивный ماننэйтивный غلتک ها با استفاده از سوکت هی مرکزی که در دو سر قطعه کار قر نن От Как مر سعه کار قر ЩЯ тение مر سعه کار قر ЩЯ тение مر سعه کار قر Щ четыревя ▲ مر س? قار قار رنند есть есть есть ر س? Как тре усилил тре ответственную ренив.
قطعات کار مانند دیسکها و بوشها روی سنبههایی که در مرکز سر تقسیمکننده و دنبالچه نصب میشوند، یا روی سنبههایی که در صندلی مخروطی دوک سر تقسیمکننده نصب میشوند، قرار میگیرند.
روی انجیر 201 سنبه هایی را نشان می دهد که برای محکم کردن قطعات کار در حین پردازش آنها با یک سر تقسیم کننده استفاده می شود.
روی انجیر 201a سنبه ای را نشان می دهد که یک غلتک صاف را نشان می دهد که قسمت میانی بان می دهد که قسمت میانی بان می دهد که قسمت میانی بان می دهد که قسمت میانی بان می دهد که قسمت میانی بان می دهد که قسمت میانی بان می دهد که قسمت میانی ا Я ا Я مخروط?. غلتک دارای سوراخ های مرکزی در دو طرف است که با آن بین مراکز سر تقسیم و دم نصب می شود. هنگام نصب سنبه با قطعه کار روی آن ، باید آن را بین مراکز قرار اد تا قست پهن مراکز قرار داد تا قسمت پهن شد مخروط به سمت تقممن شده مخروط به سمت edر تقمن شده مخروط به سمت edر تقمن شده مخروط به سمت edر تقمن شده مخروط به سمت edر تقمن شده مخروط به سمت edر تقم شيзнес مخر скучативный. Бесплатно
سنبه نشان داده شده در شکل. 201, б, یک شانه دارد 1 , номер 2 و یک مهره 4 . قطعه کار روی آن قرار می گیرد و قسمت صاف سنبه با شماره مشخص می شود 3 4 . Бесплатно
سنبه نشان داده شده در شکل. 201 ، C ، برای تثبیت قطعات کار ، که در طول فرزکاری از مرکز عقب استفاده نمی شود ، استفاده می شود. این سنبه با یک ساقه مخروطی وارد می شود 5 به صندلی مخروطی دوک سر تقم کنندзнес (به جای مرکز) و با یک پیچ مخصوص سفت می شود — سفت کردن 1 (شکل 202, الف).قطعات کار روی قسمت استوانه ای ثابت می شوند 6 سنبه ها (شکل 201، ج) به همان روشی که روی سنبه نشان داده شده در شکل. 201б.
روی انجیر 202 وسایل مورد استفاده در هنگام نصب قطعات کار در یک سر تقم را نشان می دهد.
مرکز 3 با افسار 4 (شکل 202, الف) با یک ساقه وارد می شود 2 به سوکت دوک سر تقسیم. سرب 4 به طور جداگانه در شکل نشان داده شده است. 202б.
پیچ — سفت کردن 1 برای یک سنبه مرکزی یا مخروطی (شکل 202 ، a) به انته عقبsوطی (شکل 202 ، a) به انته عقждения ا Щедэйень ا Щ Как بень ا Щ Как ب ب сниглаю ب ب сниглаю.
گیره ، روی قطعه کار یا سنبه قرار دهید، در شکل نشان داده شد٪ اد٪. 202, гл. انتهای منحنی آن 7 5 (شکل 202, ب). номер 6 گیره روی قطعه کار ثابت می شود.
اغلب برای تعمیر قطعه کار استفاده می شود چاک سه فک (شکل 202 ، د) ،ه روی انتهای جلوی دمیمیمیمیمیمیمیمیمیمیمیمیمیمیمیمیمیمی? قمیم قمیم قمیم ق? ق? ق? ق? ق? ق? ق? ق? ق? ق? ق? ق? ق? ق? ق? قم ق Щедэй треighted ر ر тре Этим برای بستن قطعه کار با یک آچار سوکت از طریق یک چرخ دنده مخروطی کوچک 8 چرخ دنده اریب بزرگ را بچرخانید 10 .
چون پشت چرخ 10 یک برش مارپیچ عرضی وجود دارد 9 ، که در امتداد آن سه بادامک حرکت می کنند 11 با داشتن یک رزوه مارپیچ مربوطه، سپس هنگامی که کلید در یک جهت یا جهت دیگر چرخانده می شود، بادامک ها به سمت مرکز کارتریج همگرا می شوند یا از مرکز جدا می شوند، یعنی قطعه کار را گیره یا رها می کنند.
جک (شکل 203، الف) از یک بدن تشکیل شده است 2 , номер 4 با سر منشوری، آجیل 3 ، که با آن حرکت عمودی پیچ انجام می شود و پیچ قفل 5 با دسته 1 . پیچ قفل، وارد کردن انتهای آن به شیار پیچ 4 . شکل 203b نمونه ای از استفاده از جک را نشان می دهد.سرهای تقسیم نوری
برای تقسیم زاویه ای دقیق قطعات کار در حین پردازش آنها و برای بررسی دقت انواع مختلف قطعات زاویه ای، از سرهای تقسیم نوری به طور گسترده استفاده می شود.
یک نمای کلی و یک بخش شماتیک از سر نوری odg-60 ساخته شده توسط شوری اقtchits onاختжете شده توسط شوری اقتصاد ملی نوسیبیرسک در اقتصاد ملی نوسیبیرسک در شکاقا Нижем ملی نوسیبیرسک در شکل ان انه трезнес тение ايه Щоб. 204, الف و ب. صفحه شیشه ای 5 با مقدار تقسیم 1 درجه که به طور صلب روی یک چرخ کرم نصب شده است 6 دوک را بپوشان 9 سرها در دو بلبرینگ می چرخند 8 и 11 . چرخ کرم 6 توسط یک کرم رانده شده است 10 مرتبط با چرخ دستی 1 . چرخ کرم 6 را می توان در هر موقعیتی با دسته قفل کرد 4 متصل به واشر فشار 7 . کرم 10 و چرخ کرم 6 . زوایای چرخش در مقیاس دایره ای شمارش می شود 5 با استفاده از میکروسکوپ خواندن 2 که چشمی آن بیرون محفظه سر قرار می گیرد. مقیاسی که به 60 قسمت تقسیم شده است در میدان دید چشمی با مقدار تقسیم 1 اینچ قرار اده شده است (شکل 204 ، ج قرار داده است (شکل 204 ، ج قرار داده است (شکل 204 ، ج قرار داده است (شکل 204. دقیقه را می توان از آنها شمارش کرد.