Универсальная делительная головка типа УДГ. Паспорт
Назначение.
1.1. Универсальная делительная головка типа УДГ предназначена для выполнения работ по обработке детали, связанных с поворотом детали на заданную величину, при работе на фрезерных, зубофрезерных, долбежных, расточных, строгальных и сверлильных станках, а также при разметочных и других работах.
1.2. Делительные головки являются важными принадлежностями консольно-фрезерных станков, особенно универсальных, и применяются при необходимости фрезерования граней, пазов, шлицев, зубьев колёс и инструментов, расположенных под определённым углом друг относительно друга. Их можно использовать для простого и дифференциального деления.
1.3. С помощью делительной головки можно производить в центрах, в патроне или на шпиндельной оправке и осуществлять следующие конкретные операции:
- простое деление окружностей;
- прямое деление окружностей;
- дифференциальное деление окружностей без интервала;
- фрезерование спиралей;
- фрезерование зубчатых колес;
- фрезерование спиральных. гипоидных канавок;
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка.
Основные характеристики.
Основной характеристикой делительной головки N является величина обратная передаточному отношению червячной пары. Технические характеристики универсальных делительных головок типа УДГ представлены в табл.1.
Таблица 1 — Технические характеристики универсальных делительных головок
| Характеристика | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
| Наибольший диаметр обрабатываемого изделия, мм | 160 | 200 | 250 | 320 |
| Высота центров, мм | 80 | 100 | 125 | 160 |
| Диаметр монтажного фланца (размер под шпиндель станка) | 36,541 | 41,275 | 53,975 | 53,975 |
| Ширина шпонки, мм | 14 | 14 | 18 | 18 |
| Угол поворота шпинделя от горизонтального положения | ||||
| — вниз от линии центров, град | 90 | 95 | 95 | 95 |
| — вверх от линии центров, град | 6 | 5 | 5 | 5 |
| Передаточное число червячной передачи | 1:40 | 1:40 | 1:40 | 1:40 |
| Крепление в шпиндельном отверстии (конус Морзе) | 3 | 3 | 4 | 4 |
| Цена деления нониуса | 10” | 10” | 10” | 10” |
| Модуль сменных зубчатых колес, мм | 1,5 | 1,5 | 1,5 | 1,5 |
| Масса,кг (нетто) | 36 | 67 | 119 | 125 |
| Масса,кг (брутто) | 42 | 79 | 132 | 140 |
| Габариты | 544×405×222 | 616×465×265 | 536×460×310 | 710×505×342 |
| Максимальная нагрузка, кг | 80 | 100 | 130 | 130 |
Точностные характеристики.
Универсальная делительная головка осуществляет вращение заготовки с сохранением технологических баз обрабатываемой детали со следующими точностными характеристиками, представленными в табл.2.
Таблица 2 — Точностные характеристики универсальных делительных головок
Порядок работы.
4.1. Перед началом работы ознакомиться с комплектом технической документации.
4.2. Протереть комплект оборудования, удалить смазку ветошью, смоченной в бензине, насухо протереть тканью.
4.3. Смонтировать на станке делительную голову и соответствующие приспособления. Подготовить станок и оснастке к работе к работе. Выбрать способ разметки.
4.4. Управляющие элементы делительной головки и ее конструкция показаны на рисунке 1 и на рисунке 2.

1 – рукоятка для выключения червячной передачи;
2 – градуированный диск;
3 – рукоятка для блокировки шпинделя;
4 – фиксирующий штифт;
5 – делительная пластина;
6 – блокирующий штифт для делительной пластины;
7 – гайка для регулировки люфта между червяком и червячным колесом;
8 – зубчатый вал.
Делительная головка может работать в нескольких режимах:
Прямая разметка (деление)
При выполнении прямой разметки сначала надо освободить червячную передачу и колесо передачи и затем использовать градуированный диск на передней части шпинделя делительной головки также как линии разметки на корпусе.
После окончания разметки с помощью делительной головки, переходят к фрезерованию, и тогда шпиндель следует заблокировать с помощью рукоятки на шпинделе.
Простая разметка (деление)
Простая разметка (деление) с помощью делительной головки на поверхности заготовки выполняется наиболее часто.
Количество поворотов делительной головки определяется как частное от деления, и вычисляется следующим образом:
n = 40 (кол-во зубьев на зубчатом колесе) / Z (кол-во делений на заготовке)
Следует отметить, что результат деления – не целое число, а дробное. Знаменатель представляет собой количество отверстий в кольце делительной пластины. Если знаменатель не соответствует количеству отверстий в делительной пластине, то деление возможно. Диск перемещается в следующее положение и фиксируется с помощью шпильки.
Если знаменатель дроби не соответствует количеству отверстий в делительной пластине, простое деление не может быть использовано, для этого применяют дифференциальное деление.
Дифференциальное деление
При необходимости, любое количество равных делений может быть получено при использовании метода дифференциального деления. При проведении дифференциального деления сначала разъединить блокирующий стержень делительной пластины от делительной пластины. Вставить оправку в коническое отверстие на заднем конце шпинделя и затем установить сменную зубчатую передачу в оправку. С помощью этой оправки момент передается через сменную зубчатую передачу . Затем вращая рукоятку делительной головки для поворота шпинделя. Шпиндель в свою очередь приводит в движение сменную зубчатую передачу.
При дифференциальном делении расчет сменой зубчатой передачи выглядит следующим образом:
где I – передаточное число сменной зубчатой передачи
X — требуемое значение
Z — количество зубьев сменной зубчатой передачи
A, B, C, D – количество зубьев сменной зубчатой передачи
Выбор требуемого значения X зависит от числа делений Z заготовки. Для определения этого значения сначала выбирается количество отверстий на делительной пластине, или для удобства дробь приводится к любому ее виду, эквивалентное значение которой соответствует количеству отверстий в делительной пластине. Для этого случая значение X иногда либо больше, либо меньше чем число делений Z заготовки, но это значение должно отличаться ненамного, и должно быть как можно ближе к значению Z.
Если X меньше чем Z то результат, подсчитанный по формуле — отрицательный. В этом случае стопорная шпилька должны быть повернута в направлении против направления делительной пластины.
Если X больше чем Z, то результат, подсчитанный по вышеприведенной формуле – положительный. В этом случае направление перемещения стопорной шпильки должно соответствовать направлению делительной пластины.
Подсчет числа поворотов шпильки является таким же что и в случае простого деления, но для дифференциального деления не следует брать действительное значение Z и следует взять допустимое значение X как замену. Расчет ведется по формуле, данной ниже:
n=40/X
Сменить передачу, как показано на рисунке 3.
Фрезерование спиральных канавок.
(Делительная головка УДГ-160 должна быть оснащена креплением сменной передачи.)
При фрезеровании спиральных канавок, фиксирующая шпилька должна быть помещена в отверстие в делительной пластине и делительная пластина должна быть свободной.
Для фрезеровки спиральной канавки правильной формы, стол фрезерного станка до выполнения работы следует устанавливать под эффективным углом и его значение может быть рассчитано по следующей формуле.
где Ψ – угол поворота;
π – 3,14;
D — диаметр заготовки;
T – шаг спиральной канавки;
Передаточное число может быть выражено
где i – измененное передаточное число;
t – шаг фрезеровки;
T — ширина канавки;
a,b,c,d — количество зубьев механизме в зубчатой передаче.
Для фрезеровки левосторонней спирали промежуточное звено зубчатой передачи следует добавить, так что замена компонентов а и d приведет к смене направления. Для фрезерования правосторонней спирали замену компонентов а и d следует произвести так, чтобы направление не изменилось.
Фрезерование гипоидной цилиндрической зубчатой передачи
Операция фрезерования гипоидной цилиндрической зубчатой передачи аналогично нарезанию спиральных канавок, с разницей в выражении данных зубчатой передачи в формуле.
Вычисление изменения передаточного числа зубчатой передачи для фрезерования гипоидных цилиндрических зубьев осуществляется по формуле
где М – стандартный модуль зуба;
β – угол наклона зуба.
Монтаж делительной головки и регулировка.
Точность выполняемых работ при использовании изделия и сроки службы универсальной делительной головки преимущественно зависят от правильности установки.
Недопустимы удары, как во время транспортировки, так и во время эксплуатации.
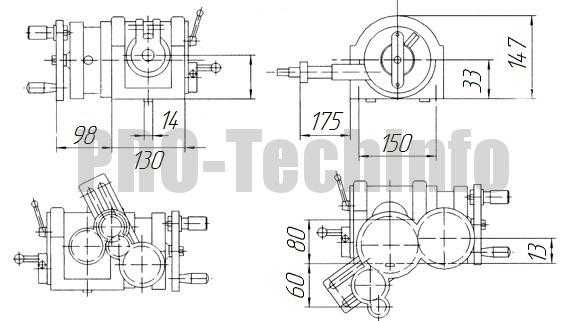
Установочные размеры делительных головок представлены ниже
Для УДГ-160
Для УДГ-200, УДГ-250, УДГ-320

Рис.4 Присоединительные размеры делительных головок.
В таблице 3 приведены присоединительные размеры универсальных делительных головок (кроме УДГ-160), обозначенные буквами на рисунке 4
| Делительная головка | A | B | C | D | E | F | G | H | L | M | N | O | P |
| УДГ-200 | 162 | 14 | 102 | 87 | 186 | 95 | 116 | 100 | 93 | 54.7 | 30 | 100 | 100 |
| УДГ-250 | 209 | 18 | 116 | 98 | 224 | 117 | 120 | 125 | 103 | 68.5 | 34.5 | 100 | 125 |
| УДГ-320 | 209 | 18 | 116 | 98 | 259 | 152 | 120 | 160 | 103 | 68.5 | 34.5 | 100 | 160 |
Настройка делительной головки.
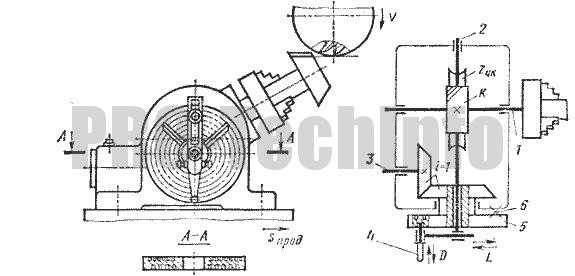
Рис.5. Настройка делительной головки на простое деление
Простое деление на универсальной делительной головке отличается от непосредственного тем, что передача между заготовкой и делительным диском осуществляется через червячную пару, т. е. червяк с заходами и червячное колесо с zЧК зубьями. Червячное колесо сидит на шпинделе 1 головки, а червяк — на валу 2 с рукояткой 4, имеющей два движения — D и L. Движение D позволяет соединять рукоятку с делительным лимбом (диском) 5, на обоих торцах которого по ряду концентрических окружностей равномерно располагается определенное число отверстий (делений).
Например, на одной стороне диска есть 16, 17, 19, 21, 23, 29, 30 и 31 отверстия, а на другой — 33, 37, 39, 41, 43, 47, 49 и 54 отверстия. В делительных головках червяк на валу 2 всегда однозаходный, т. е. k — 1, a zЧK= 40, 80 или 120. Отношение N = zЧK/k называют характеристикой делительной головки. Вал 3 используют в других случаях. Один оборот рукоятки вызовет поворот заготовки на k/zЧК= 1/N. При нарезании зубчатого колеса надо сделать проборотов рукоятки, т. е.nр = k/N = 1/z или пр= N/z.Характеристика головки N = const, a z = var, поэтому обычно np не является целым числом. Так, при N = 40, z = 15 получим nр =40/15 оборота. Настроив рукоятку движением L на окружность с 30 делениями, получим, что для поворота заготовки на 10/15 часть окружности требуется сделать два полных оборота и еще на 20/30 часть, т. е. на 20 делений (отверстий) окружности с 30-ю отверстиями. Головка позволяет при простом делении повернуть заготовку на множество значений 1/z, однако не на все, требующиеся в производстве.

Рис.6. Настройка делительной головки на дифференциальное деление
Дифференциальная настройка головки проводится при выключенном стопоре 6, ограничивающем подвижность лимба 5. Здесь вращение рукоятки 4 также передается (через червячную передачу) шпинделю 1, но одновременно будет вращаться и лимб 5 делительной головки.
Настройка головки заключается в определении числа оборотов рукоятки (как и при простом делении) и от ношения зубьев колес гитары iГ. Число оборотов рукоятки находят из известного соотношения, заменяя “неудобное” число зубьев близким к нему приближенным — znp. В рассмотренном выше примере было N = 40; допустим, z = 53. Ясно, что сделать поворот на 40/53 по имеющимся дискам нельзя. Примем znр = 50; тогда nр=N/zпр=40/50. Если воспользоваться окружностью с 30 отверстиями, то рукоятку нужно будет провернуть на 40/50=24/30 часть окружности, т. е. на 24 деления (отверстия).
Следовательно, при каждом приеме деления на шпинделе будет возникать погрешность
dшп=(1/z -1/zпр),
а на рукоятке
dр=dшпzчк/k.
Можно компенсировать эту ошибку дополнительным поворотом лимба, не удерживаемого стопором. Эта компенсация должна произойти за период поворота на 1/z часть окружности, следовательно,
1/z*iг*i=(1/z-1/zпр)N,
тогда iг=N(zпр-z)/zпр
В нашем примере iг=40(50-53)/50=-120/50.
По этой дроби подбираются зубья колес za, za1, zb, zb1, а знак показывает направление дополнительного поворота лимба — в противоположную сторону от основного np, уменьшая абсолютный поворот заготовки.
Нарезание винтовых канавок, косозубых колес и т. п. с шагом Р возможно с применением универсальной делительной головки. Настройка здесь заключается в получении поворота заготовок, согласованного с продольной подачей. С этой целью вращение ходового винта продольной подачи стола фрезерного станка используют для вращения шпинделя 1 делительной головки путем соединения валика 3 набором сменных колес, имеющих отношение чисел зубьев ib=zczd1/(zc1zd) с ходовым винтом, имеющим шаг Рпрод продольной подачи. За один оборот заготовки стол должен перемещаться на величину
1 об. заг zчкiib=P/Pпрод об. винта;
iв=P/(PпродN)=zczd1/(zc1zd),
где Р — шаг винтовой линии;
Рпрод — шаг ходового винта.
Правила хранения.
9.1. Хранить комплект оборудования в заводской упаковке в сухом отапливаемом помещении при температуре воздуха от +5 до +40˚С и относите
льной влажности не более 75%.
9.2. При длительном хранении изделия, во избежание возникновения коррозии помимо смазки маслом, его необходимо завернуть в бумагу с водоотталкивающей пропиткой.
9.3. Воздух в помещении не должен содержать примесей агрессивных паров и газов.
Указание мер безопасности.
Во избежание травматизма необходимо придерживаться правил безопасного труда, соблюдать технику безопасности при работе со станками. Делительную головку необходимо надежно крепить на станке в соответствие с требованиями ГОСТ 12.2.009-99. Не проводить измерения на ходу станка, при движении режущего инструмента и при вращении измеряемой детали.
Комплектация.
- Универсальная делительная головка — 1 ед.
- Задняя бабка – 1 ед.
- Устройство крепления зубчатой передачи (кроме УДГ-160) – 1 ед.
- Зубчатая передача (кроме УДГ-160) – 1 ед.
- Суппорт – 1ед.
- Центр токарный – 1 ед.
- Кронштейн – 1ед.
- Делительная пластина – 1ед.
- Трехкулачковый самоцентрирующийся патрон – 1ед.
- Техническая документация – 1 комплект.
Сведения о консервации.
10.1. Комплект оборудования универсальной делительной головки типа УДГ подвергнут консервации в соответствии требованиям ГОСТ 9014-76. Наименование и марка консерванта – масло консервационное К-17.
10.2. Срок хранения комплекта без переконсервации – 2 года, при условии хранения в условиях по ГОСТ 15150-69.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) прибора, при условии соблюдения потребителем правил хранения и эксплуатации прибора.
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
pro-techinfo.ru
УДГ-250 (УДГ-Д-250) Универсальная делительная головка Схемы, описание, характеристики
Сведения о производителе делительных головок УДГ-250 (УДГ-Д-250)
Разработчиком и изготовителем делительных головок УДГ-250 (УДГ-Д-250) до 1990 года было Ленинградское оптико-механическое объединение ЛОМО.
В настоящее время производство и реализацию универсальных делительных головок УДГ-160 (УДГ-Д-160), УДГ-200 (УДГ-Д-200), УДГ-250 (УДГ-Д-250), УДГ-320 (УДГ-Д-320) осуществляет Производственная компания «Делга», которая была основана в 1990 году на базе — ОАО «ЛОМО».
Продукция, выпускаемая Производственной компанией Делга
Делительные головки. Общие сведения
Делительные головки — это приспособление для широкоуниверсальных и консольно-фрезерных станков, которое значительно расширяют их технологические возможности. Их используют при изготовлении различных инструментов (фрез, разверток, зенкеров, метчиков), нормализованных деталей машин (головки болтов, грани гаек, корончатые гайки), при фрезеровании зубчатых колес, звездочек, прорезании пазов и шлицев на торцах (зубчатые муфты) и других деталей.
Делительные головки служат для закрепления и деления обрабатываемых деталей на равные части при фрезеровании квадратов, шестигранников, нарезания зубчатых колес, звездочек и других подобных работ и для поворота обрабатываемых деталей на заданный угол. Универсальные делительные головки служат также и для сообщения вращения обрабатываемой детали при нарезании винтовых канавок на универсальных фрезерных станках.
В зависимости от конструкции головки окружность заготовки может быть разделена на равные или неравные части. При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров.
Делительные головки служат:
- для установки оси обрабатываемой заготовки под требуемым углом относительно стола станка
- для периодического поворота заготовки вокруг ее оси на определенный угол (деление на равные и неравные части)
- для непрерывного вращения заготовки при нарезании винтовых канавок или винтовых зубьев зубчатых колес
Делительные головки бывают:
- Лимбовые с делительными дисками:
- универсальные
- полууниверсальные
- простого деления
- непосредственного деления
- Безлимбовые делительные головки — (без делительного диска) с зубчатым планетарным механизмом и набором сменных зубчатых колес
- Оптические делительные головки — для точных делений и контрольных операций
Обычно делительные головки изготовляют одношпиндельными. Иногда применяют многошпиндельные (двух- и трехшпиндельные) для одновременной обработки соответственно двух или трех заготовок, Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых.
Универсальные делительные головки УДГ-Д
Ранее нашей промышленностью выпускались универсальные делительные головки УДГ Н-100, УДГ Н-135 и УДГ Н-160 с высотой центров H = 100, H = 135 и H = 160 мм.
По стандарту ГОСТ 8615-69 за основной размер делительных головок принят наибольший диаметр обрабатываемой заготовки D. По стандарту принят ряд из шести типоразмеров головок D = 160; 200; 250; 320; 400 и 500 мм. Наименование моделей УДГ-Д-160, УДГ-Д-200, УДГ-Д-250, УДГ-Д-400, УДГ-Д-500.
Передаточное отношение червячной пары этих головок 1 : 40 (N=40), т. е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки.
Диапазон деления окружности заготовки до 400 частей, включая простые числа.
Универсальные делительные головки позволяют производить деления обрабатываемых деталей тремя методами: непосредственным, простым и дифференциальным и используются для комплектации фрезерных станков отечественного и зарубежного производства.
Каждому размеру станка (по ширине стола) должен соответствовать определенный типоразмер делительной головки. Так, к консольно-фрезерным станкам № 2 (с шириной стола 320 мм) рекомендуется делительная головка с наибольшим диаметром обрабатываемой заготовки D = 250 мм, а к фрезерным станкам № 3 (с шириной стола 400 мм) — делительная головка УДГ-Д-320 и т. д.
Обозначение делительных головок повышенной (П) точности:
- УДГ-Д-160 — 7036-0051П
- УДГ-Д-200 — 7036-0052П
- УДГ-Д-250 — 7036-0053П
- УДГ-Д-320 — 7036-0054П
- УДГ-Д-400 — 7036-0055П
Обозначение делительных головок нормальной (Н) точности:
- УДГ-Д-160А — 7036-0051
- УДГ-Д-200А — 7036-0052
- УДГ-Д-320А — 7036-0054
- УДГ-Д-250А — 7036-0053
- УДГ-Д-400А — 7036-0055
УДГ-250 (УДГ-Д-250) головка делительная универсальная. Назначение, область применения
Делительная головка УДГ-250 (УДГ-Д-250) дает возможность производить различные фрезерные, зубофрезерные, расточные, сверлильные, разметочные и другие работы, связанные с поворотом детали на заданный угол.
Обработку деталей с помощью делительной головки можно производить в центрах, в патроне или на шпиндельной оправке.
С помощью универсальной делительной головки можно производить следующие операции:
- непосредственное деление окружностей на число, кратное 24, т.е. на 2, 3, 4, 6, 8, 12, 24
- простое деление окружностей на число частей от 2 до 400 и на некоторые числа свыше 400
- дифференциальное деление окружностей на число частей от 43 до 400 без интервала
- фрезерование спиралей с шагом от 25 до 400 мм
- фрезерование зубчатых колес
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка
- различные работы на фрезерных станках, связанные с делением окружности на неравные части в градусном выражении, нарезание спиралей и т.д.
УДГ-250 Общий вид делительной головки

УДГ-Д-250 (УДГ-Д-250А) Комплект принадлежностей делительной головки, предназначенный для дифференциального деления и фрезерования спиральных канавок.

УДГ-Д-250 (УДГ-Д-250А) Перечень принадлежностей делительной головки
- Люнет 1 шт
- Гитара для дифференциального деления 1 шт
- Гитара для нарезания спирали 1 шт
- Оправка для дифференциального деления 1 шт
- Колеса зубчатые:
- z=25; m=1,5 2 шт
- z=30; m=1,5 1 шт
- z=35; m=1,5 1 шт
- z=40; m=1,5 1 шт
- z=50; m=1,5 1 шт
- z=55; m=1,5 1 шт
- z=60; m=1,5 1 шт
- z=70; m=1,5 1 шт
- z=80; m=1,5 1 шт
- z=90; m=1,5 1 шт
- z=100; m=1,5 1 шт
- Паспорт принадлежностей универсальной делительной головки 1 шт
УДГ-250 Конструкция универсальной делительной головки
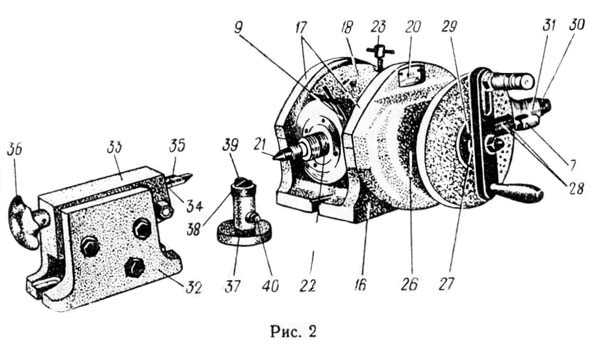

УДГ-Д-250 Конструкция делительной головки
Делительная головка УДГ-Д-250 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
УДГ-250 Расположение органов управления делительной головки
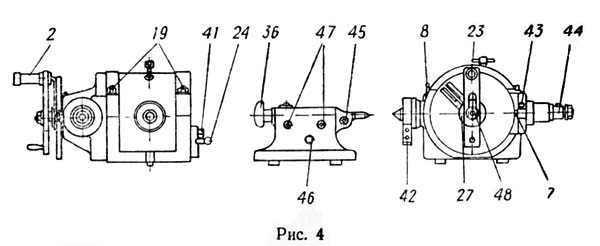
Перечень органов управления делительной головки УДГ-250
- Рукоятка с фиксатором. Фиксация делительного диска
- Стопор. Стопорение делительного диска
- Фиксатор. Фиксация лимба непосредственного деления
- Гайка. Крепление корпуса головки в основании
- Зажим. Стопорение шпинделя
- Рукоятка. Включение и выключение червяка
- Раздвижной сектор. Отсчет отверстий на делительном диске
- Маховичок. Перемещение пиноли задней бабки
- Гайка. Крепление сектора
- Винт. Крепление поводка
- Винт. Крепление узла фиксатора делительного диска
- Хвостовик. Крепление гитары
- Гайка. Крепление пиноли задней бабки
- Головка зубчатого валика. Перемещение задней бабки в вертикальном направлении
- Болт. Крепление корпуса задней бабки
- Гайка. Крепление планки с рукояткой и фиксатором
УДГ-250 Точки смазки универсальной делительной головки

- I — Вал диска и коническая шестерня. Смазка ежедневно
- II — Цилиндрические и конические шестерни. Заливка 100 г масла через крышку
- III — Передний подшипник шпинделя. Смазка ежедневно
- IV — Червячная пара. Заливка 200 г масла в корпус
- V — Задний подшипник шпинделя. Смазка ежедневно
- VI — Пиноль и винт задней бабки. Смазка раз в два дня
- VII — Вал привода делительной головки. Смазка раз в два дня
УДГ-250 Кинематическая схема универсальной делительной головки

При простом делении вращение шпинделю 1 передается от рукоятки 2 с фиксатором через пару цилиндрических шестерен 3, червяк 4 и червячное колесо 5, расположенное в средней части шпинделя. При этом делительный диск 6 должен быть закреплен с помощью стопора 7, а фиксатор 8 лимба 9 непосредственного деления выключен.
При дифференциальном делении угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота самого диска, который получает вращение от шпинделя через сменные шестерни 10 гитары 11 и пару конических шестерен 12. Для передачи вращения от шпинделя сменным шестерням гитары применяется оправка 13, на цилиндрической шейке которой устанавливается сменная шестерня 14. При этом делительный диск должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
При нарезании спирали шпиндель получает вращение от ходового винта фрезерного станка через сменные шестерни гитары, пару конических шестерен 12, промежуточный вал 15, цилиндрические шестерни 3, червяк 4 и червячное колесо 5. Делительный диск при этом должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
Порядок работы
Непосредственное деление
Непосредственное деление применяется при делении окружности на 2, 3, 4, б, 8, 12 и 24 части в тех случаях, когда не требуется большой точности.
При непосредственном делении необходимо:
- выключить червяк из зацепления с червячным колесом поворотом рукоятки 24 (см. рис. 3) до упора
- освободить от зацепления фиксатор лимба непосредственного деления
Поворот шпинделя осуществляется от руки вращением обрабатываемой детали или патрона. Отсчет угла поворота производится по градусной шкале, нанесенной на лимбе непосредственного деления, и по штриху на передней втулке шпинделя.
Закрепить шпиндель в требуемом положении с помощью зажима 23 (см. рис. 2).
При делении на части или грани расчет производить по формуле
N = 360°/a(1)
где n — число частей или граней; а
a — угол поворота шпинделя.
Простое деление
Простое деление окружности на равные и неравные части производится при неподвижном делительном диске с помощью рукоятки с фиксатором. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Дифференциальное деление
Деление окружности на число частей свыше 42, не кратное числу отверстий на делительном диске, можно производить дифференциальным методом, сущность которого заключается в том, что угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота диска, получающего вращение от шпинделя через сменные шестерни гитары.
Гитара устанавливается на цилиндрический хвостовик, на котором она может быть повернута и закреплена в требуемом положении. Для установки сменных шестерен гитара укомплектована передвижными пальцами и переходными втулками. Для передачи вращения сменным шестерням в задний конус шпинделя вставляется оправка, на цилиндрическую шейку которой устанавливается сменная шестерня.
До начала работы следует поворотом рукоятки проверить плавность вращения всех установленных шестерен.
При выполнении дифференциального деления стопор делительного диска должен быть выключен.
Порядок настройки при дифференциальном делении такой же, как и при простом делении.
Дифференциальное деление возможно только при горизонтальном положении шпинделя.
Фрезерование спиральных канавок
Фрезерование спиральных канавок производится при продольном перемещении стола фрезерного станка и одновременном вращении детали, закрепленной в делительной головке, относительно своей оси. Для согласованного вращения детали с продольным перемещением стола устанавливается гитара с набором сменных шестерен, которые передают вращение от ходового винта станка шпинделю делительной головки.
Технические характеристики головки УДГ-250
| Наименование параметра | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Высота центров, мм | 85 | 105 | 130 | 165 |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 |
| Расстояние от основания делительной головки до торца шпинделя в его вертикальном положении: не более, мм | 180 | 235 | 280 | 350 |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5 | 5 | 5 | 5 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95 | 95 | 95 | 95 |
| Диаметр такарного патрона, мм | 100 | 125 | 160 | 160 |
| Конус шпинделя | Морзе №2 | Морзе №3 | Морзе №4 | Морзе №5 |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 |
| Передаточное отношение червячной пары | 1 : 40 | 1 : 40 | 1 : 40 | 1 : 40 |
| Диапазон деления, включая простые числа | 2..400 | 2..400 | 2..400 | 2..400 |
| Диаметр отверстий сменных колес, мм | 20х19 | 20х19 | 20х19 | 32х19 |
| Число отверстий делительного диска | 16,19,23 30,33,39 49 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 |
| Число отверстий делительного диска на другой стороне | 17,21,29 31,37,41 54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 |
| Цена деления лимба непосредственного деления, град | 15 | 15 | 15 | 15 |
| Модуль сменных шестерен | 1,5 | 1,5 | 1,5 | 2,5 |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 |
| Габариты и масса делительной головки | ||||
| Габаритные размеры основания головки, мм | 212 х 156 | 260 х 180 | 260 х 180 | 290 х 234 |
| Масса делительной головки, кг | 35,5 | 50 | 53,5 | 101 |
Связанные ссылки. Дополнительная информация
Иллюстрированный каталог справочник запасных частей (запчастей) к металлорежущим станкам
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Делительная головка УДГ. Инструкция по эксплуатации.
Читайте подробнее о делительных головках http://sterbrust.ru/g3909709-prisposobleniya Делительные головки Делительные головки — это приспособление для широкоуниверсальных и консольно-фрезерных станков, которое значительно расширяют их технологические возможности. Их используют при изготовлении различных инструментов (фрез, разверток, зенкеров, метчиков), нормализованных деталей машин (головки болтов, грани гаек, корончатые гайки), при фрезеровании зубчатых колес, звездочек, прорезании пазов и шлицев на торцах (зубчатые муфты) и других деталей. Делительные головки служат для закрепления и деления обрабатываемых деталей на равные части при фрезеровании квадратов, шестигранников, нарезания зубчатых колес, звездочек и других подобных работ и для поворота обрабатываемых деталей на заданный угол. Универсальные делительные головки служат также и для сообщения вращения обрабатываемой детали при нарезании винтовых канавок на универсальных фрезерных станках. В зависимости от конструкции головки окружность заготовки может быть разделена на равные или неравные части. При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров. Делительные головки служат: для установки оси обрабатываемой заготовки под требуемым углом относительно стола станка для периодического поворота заготовки вокруг ее оси на определенный угол (деление на равные и неравные части) для непрерывного вращения заготовки при нарезании винтовых канавок или винтовых зубьев зубчатых колес Делительные головки бывают: Лимбовые с делительными дисками: универсальные полууниверсальные простого деления непосредственного деления Безлимбовые делительные головки — (без делительного диска) с зубчатым планетарным механизмом и набором сменных зубчатых колес Оптические делительные головки — для точных делений и контрольных операций Обычно делительные головки изготовляют одношпиндельными. Иногда применяют многошпиндельные (двух- и трехшпиндельные) для одновременной обработки соответственно двух или трех заготовок, Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых. Обозначение делительных головок повышенной (П) точности: УДГ-Д-160 — 7036-0051П Обозначение делительных головок нормальной (Н) точности: УДГ-Д-160А — 7036-0051 Поделитесь этим видео с друзьями: https://www.youtube.com/watch?v=zp5LFZtilcc Наш видеоканал: https://www.youtube.com/user/sterbrust
rutube.ru
Головка делительная УДГ-160 (FB80) без дифференциального деления

Головка делительная УДГ-160 (FB80) без дифференциального деления — является универсальной делительной головкой, которая позволит осуществлять различные фрезерные, расточные, сверлильные, производить прямое и простое деления и другие виды работ, связанные со сменой положения детали на необходимый угол. Высота центра составляет 80 мм. Минимальное показание лимба 10″. Конус морзе шпиндельного отверстия равен трем. А диаметр конуса торца шпинделя для установки фланца 36.541 мм. Масса 26 кг. Ручка вращения установлена с левой стороны.
|
Схематическое изображение
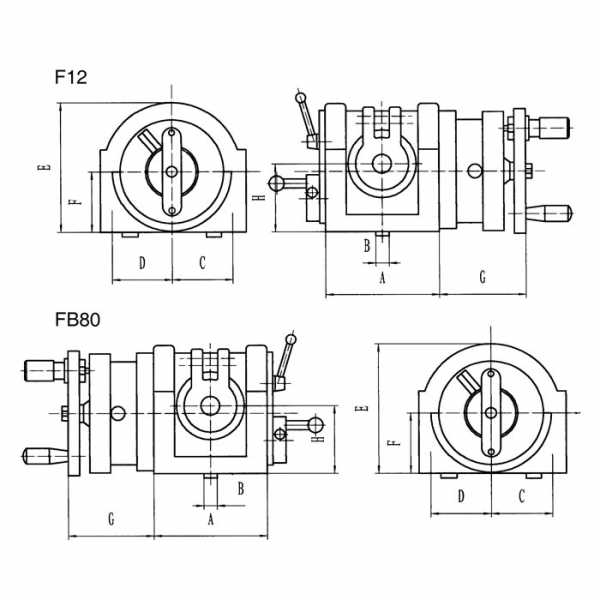
Геометрические размеры
Модель | A | B | C | D | E | F | G | H |
FB80 | 139 | 14 | 77 | 73 | 147 | 77 | 98 | 80 |
www.stankoopt.ru