Метод ковки для получения дамасской стали
Современный оттенок Дамасской стали отличается от оригинального Дамаска из прошлого. Исторически, Дамасская считалась тигельной. Она имела очень высокое содержание углерода и имела характерную поверхность из-за своей кристаллической структуры.
Сталь Дамаска получила своё название потому, что крестоносцы на своем пути в Святую Землю приобретали новые клинки из этой превосходной стали (превосходящей средневековую европейскую сталь) в городе Дамаск. Тем не менее, современный вариант стали имеет мало общего с прошлым и больше похож на сталь, вытравленную кислотой.
Дамаск, который показан здесь, является одним из самых современных вариантов. Дамаск из троса является, пожалуй, одним из самых простых способов ковки дамаска со сложным рисунком. В отличие от других методов, этот метод не требует складывания и, по сути, имеет уже готовую форму.
Шаг 1: Меры безопасности

Самое главное — это безопасность. Процесс изготовления включает в себя ковку, шлифовку и погружение металла в химикаты, поэтому важно использовать надлежащее оборудование для обеспечения безопасности.
Для этапа кузнечной сварки (сварка ковкой) многие люди, которые совершают какие-либо кузнечные операции, знают базовую экипировку для обеспечения безопасности: перчатки, фартук, закрытые ботинки и т.д. Тем не менее, условия не всегда соблюдаются. Всем известно, что защита глаз важна, но для такого рода работ вам нужен особый вид защиты. Вышеупомянутое и единственное фото в этом разделе — это неодимовые очки. Причина этого в том, что такие очки просто необходимы для подобных работ.
Специалисты часто пренебрегают этой защитой, но не стоит повторять за ними. Тепло, необходимое для кузнечной сварки, создает излучение, которое в течение длительного времени может вызвать потерю зрения. Неодимовое стекло, однако, блокирует большую часть излучения и сохраняет ваши глаза в безопасности. Обратите внимание: неодимовые очки — это не то же самое, что сварочные маски или солнцезащитные очки. Используя их при кузнечной сварке, ваши зрачки будут расширяться, и ваши глаза будут получать еще больше излучения.
Шаг 2: Делаем заготовки
Перед тем, как начать работу с тросом, нужно подготовиться. Прежде чем он попадет в огонь, нужно отрезать нужную вам часть, как на первом фото. Я отрезал 3 куска по 30 см кабеля диаметром 2.5 см при помощи отрезной пилы. Вы можете отрезать кабель любым другим способом, главное убедитесь, что кабель, который вы используете, сделан из стали без применения пластика и что сталь не оцинкована, так как тепло, реагирующее с покрытием, будет испускать газы, которые могут привести к тяжелому отравлению и даже смерти. Имейте это ввиду, когда будете искать кабель.
Кроме того, если вы впервые пытаетесь выполнить такого рода изделие, возможно, не стоит сразу брать такой толстый кабель, а взять, к примеру, диаметром 1 — 1.5 см. У вас не получится большое и толстое изделие, но зато вы хорошо потренируетесь перед более сложными проектами.
После резки обязательно затяните концы кабеля стальной проволокой. Это делается, чтобы плетение не распустилось во время первых этапов работы. Обязательно используйте простую стальную проволоку, потому что другие провода, которые покрыты или сделаны из другого материала, могут расплавиться или среагировать от нагрева и испортить всё изделие.
У каждого, кто делает дамасскую сталь своими руками, есть свой список шагов или секретов, которые, похоже, ускоряют и упрощают процесс изготовления. Я призываю вас методом проб и ошибок прийти к собственному плану, оптимальному лично для вас.
Я начинаю с того, что смачиваю свой холодный металл WD40 до тех пор, пока он не будет полностью пропитан, а затем засыпаю все это обычной бурой, перед тем, как класть изделие в огонь. И бура, и WD40 нужны для того, чтобы предотвратить окисление, которое может сделать невозможной кузнечную сварку.
Бура, как правило, не прилипает к металлу, если он горячий или влажный, а WD40 не будет гореть в кузнице, поэтому, сначала я смачиваю металл именно WD40, а только потом посыпаю его бурой, что является для меня оптимальным вариантом.
Шаг 3: Кузнечная сварка
Положив изделие в печь, нагрейте его до ярко-оранжевого или желтого цвета. Как только оно достигнет соответствующей температуры, дайте ему полежать еще минуту или около того, чтобы весь металл впитал тепло и равномерно нагрелся.
Перед тем, как можно будет делать удары, необходимо скрутить кабель. Он заполнен пустым пространством, что плохо для кузнечной сварки. Закрепите один конец кабеля в тисках или в чем-то подобном, а другой возьмите любым удобным инструментом, который вы сочтете подходящим (я использовал плоскогубцы), чтобы скрутить секции в том направлении, в котором кабель уже закручен.
Этот шаг может потребовать несколько повторных нагревов. Продолжайте скручивать кабель до тех пор, пока он не перестанет скручиваться. Убедитесь, что кабель не изгибается, так как весь процесс станет намного сложнее.
Каждый раз, перед тем, как положить кабель в огонь, нужно посыпать его бурой, пока металл не станет однородным. Чтобы бура точно липла к металлу, сыпьте её в момент, когда изделие ярко красного цвета. Важный момент: когда бура плавится, она становится едкой и может повредить стенки вашей кузницы изнутри, поэтому удостоверьтесь, что кирпичи в вашей кузнице огнеупорные.
Кроме того, горячая бура, попавшая на кожу, может быть довольно болезненной и может оставлять шрамы, поэтому обязательно надевайте соответствующую экипировку. Последней частью кузнечной сварки является сама сварка. Когда изделие горячее, вы можете начать ударять по нему. Идея состоит в том, чтобы сначала выбить его в форме квадратного бруска. Когда вы бьете, вы должны следить за поворотом кабеля. Лично я предпочитаю начинать с середины и прокладывать себе путь к концам.
Удары приведут к тому, что волокна будут отделяться друг от друга, поэтому необходимо максимально уменьшить расстояние от первого удара до следующего. Вы поймете, что изделие стало однородным по измененному звуку, который будет издаваться при ударе. Изначально, он будет более глухим, но как только металл станет однородным, звук станет ярким и звонким. Как только он станет однородным, можно начинать придавать нужную форму.
Шаг 4: Формовка
При планировании проекта обязательно помните, что конечный результат будет намного меньше по размеру, чем оригинальный кабель. Также имейте в виду, что концы кабеля могут распускаться и не свариваться. Не волнуйтесь, просто найдите, где начинается сварной шов и обрежьте конец. Из-за характерных особенностей кабеля и количества зазоров и выступов в нем, вы обязательно столкнетесь с дырами и отверстиями, если только не используете пневматический молот или кузнечный пресс.
Суть состоит в том, чтобы смять кабель, увидеть, с чем вы имеете дело и отталкиваться от этого. Я решил сделать из своего отрезка кулоны в форме каплевидного щита. Чем мельче зернистость, которую вы используете при окончательной шлифовке , тем лучше будет виден рисунок. Так как я хотел добиться очень глубокого травления, мне не нужно было шлифовать слишком гладко. Достаточно наждачной бумаги 120 зернистости перед травлением.
Шаг 5: Финальный этап и защита


Дамасская сталь должна быть похожа на один сплошной кусок металла. Чтобы получить рисунок, вам нужно протравить сталь кислотой. Существует несколько вариантов применения кислот, но лично я использую хлорид железа. Если вы хотите получить очень поверхностное травление, например, изображение на поверхности, вам нужно только окунуть металл в кислоту примерно на 20 минут.
Я хотел получить очень глубокое травление, которое можно было почувствовать, поэтому я погрузил мою заготовку на 7 часов. Как только вы закончите травление, вы должны очистить металл и нейтрализовать кислоту. Один из самых простых способов сделать это — просто распылить очиститель для стекла на выгравированный кусочек после того, как он был промыт водой. Не забудьте одеть перчатки и средства защиты глаз для всего этого. Если вы хотите добавить какой-то цвет на изделие, как на двух последних фото, просто немного нагрейте его после травления до достижения желаемого цвета.
Как только травление пройдено, последний шаг — защитить металл. Сталь сильна, но, к сожалению, имеет свойство ржаветь. Если кусок, который вы используете, должен быть практичным, вроде ножа, вы можете нанести воск на его поверхность.
Если деталь более декоративна, вы можете нанести прозрачный слой. Это все зависит от предпочтений. Лично я решил попробовать лак для ногтей. Обычно я использую прозрачный полиуретан, но в этот раз решил попробовать что-то новое. После того, как деталь покрыта лаком, все, что осталось, это наслаждаться её видом.
Шаг 6: Один последний момент
Кусок, который я сделал, не требует никакой закалки или термической обработки, потому что это декоративное изделие. Если вы решите сделать лезвие из кабеля, нужно иметь в виду, что при закалке сталь имеет свойство деформироваться в направление скручивания кабеля. Если вам нужен практичный материал, сделайте его толще, иначе вы можете начать с ножа, а в итоге получится штопор.
Шаг 7: Дополнение
Вот еще несколько ссылкаподвесок. Чтобы получить очень глубокое травление, все они протравливались в течение почти 24 часов. Все они были нагреты до разных температур для проявления разных цветов. В конце они были покрыты полиуретаном для предотвращения ржавчины.
masterclub.online
Как сделать дамасскую и булатную сталь своими руками?
Желание сделать дамасскую сталь своими руками должно иметь под собой определенную целесообразность. Появление подобного материала объясняется довольно просто. В течение нескольких тысячелетий прогресс зависел от уровня развития оружейных технологий. Чтобы иметь легкое и прочное оружие изыскивались подходящие материалы. Можно махать тяжелым мечом, устрашая противника. Имея удобный меч небольшого веса, проще поразить противника, закованного в латы.
Даже рыцари крупных размеров (богатыри), одетые в доспехи, часто ничего не могли противопоставить юрким противникам, вооруженным легкими мечами, шпагами и палашами. Прочная и острая сталь находила изъяны в защите, проникала в стыки лат, нанося смертельные раны. Особая прочность позволяла изготавливать удобное оружие с небольшой массой.
Булат и Дамаск
Рисунок дамасской стали на спиле металла:

Термин дамасская сталь появился сравнительно недавно. В разных источниках стало появляться подобное наименование кованого изделия в середине XIX века. До этого чаще использовалось наименование «Гурда», так называли творения кузнецов с Кавказа и Междуречья. Там стали ковать изделия из смеси сплавов, добиваясь необычного рисунка на поверхности клинков.
Булат, как свидетельствуют исторические исследования, пришел из Индии. В музеях истории сохранились образцы оружия, где применялись литейные заготовки из легированной стали. Чаще всего в них присутствует хром, концентрация которого может достигать до 14 %.
Однако булатное производство рассчитано только на индивидуальный выпуск продукции. Поэтому технология довольно затратная. Мастер тратит много времени для изготовления определенного образца. Если заходит разговор о массовом производстве, то не рассчитывают на сложную технологию.
Только Златоустовский оружейный завод (единственное крупное предприятие) производит булатные клинки. По специальному заказу выпускают изделия дамасской стали. Цены на товар высокие, но имеется стабильный спрос на продукцию не только внутри России, но и за рубежом.
Изучением технологии производства и созданием промышленных технологий занимался металлург Павел Петрович Аносов. Результаты его работы присутствуют во всех учебниках по металловедению и кузнечному делу.
Современный булат в изделиях – реплика ножа НР-40 в современном исполнении, изготавливается на заказ:

Во время Великой Отечественной войны завод выпускал армейские ножи и шашки для кавалерии. Достаточно много экземпляров оружия с той поры реализуется в настоящее время на различных интернет ресурсах. Современные кузнецы производят новодел (так называют изделия, которые выполняются по образу и подобию старинных образцов). Несколько сотен мастерских предлагают копии, которые трудно отличить от оригинала.
Нож разведчика НР-40, изготовленный в 1942 г. – их выпустили более 7 млн. экземпляров:

Судя по количеству предложений и ценам, можно сделать вывод, что индивидуальный товар пользуется стабильным спросом. Производство изделий из булата и дамасской стали может быть довольно интересным и прибыльным бизнесом.
Современный нож НР-40, изготовленный по образцам периода Великой Отечественной войны:

Отличие булата от дамасской стали специалисты видят в исходном сырье:
- Булат – это сплав, в котором присутствует значительное количество легирующих элементов, при последующей кузнечной обработке методом кузнечной сварки соединяют платины, которые придают изделию комплекс новых свойств.
- Дамаск – это механическое соединение металлических заготовок, разнящихся по своим свойствам. Выполняется проковка до нескольких десятков слоев.
Использование качественной стали в изделиях
Не только оружие нуждается в прочных материалах. Конструкционные материалы с особыми свойствами используются в самых разных отраслях промышленности.
Кованые изделия работают в автомобилях, на железнодорожном транспорте, в сельскохозяйственных машинах, на космических кораблях. Используется только весьма упрощенная технология. Ковкой добиваются получения мелкого зерна в строении металла. Устраняются возможные раковины, которые присутствуют в отливках.
Образец современного клинка с выраженным рисунком:

Для дамасской стали отмечают плюсы и минусы.
Положительные характеристики
- Высокая прочность изделия, выдерживает нагрузку, приложенную в разных направлениях (сжимающую, растягивающую, изгибающую и другие виды нагружений).
- Износостойкость режущей кромки, долго держит остроту.
- Имеет необычный внешний вид, невозможно повторить рисунок на аналогичном предмете, делает его узнаваемым.
- Высокая стоимость при реализации.
Специальный вид дамасской стали, изготовленной из троса:

Перечисленные плюсы часто привлекают мастеров заниматься производством по технологии многократной проковки заготовок. Для каждой новой партии товара могут использоваться свои способы и последовательность ковки.
Недостатки
Главный недостаток – это высокие затраты труда на производство изделия. Приходится прибегать к многократному нагреванию заготовки.
Высокоуглеродистая сталь подвержена коррозии. На вопрос: «Ржавеет ли?» Можно ответить однозначно, что без надлежащего ухода ржавчина быстро уничтожает изделие.
Даже в домашних условиях желательно регулярно ухаживать за предметами из дамасской стали. Их протирают растительными или минеральными маслами, а потом сухой ветошью снимают излишки. Оригинальное оружие обрабатывают не реже одного раза в год. Тогда оно сохраняется надолго.
Финка из дамасской стали, современное изделие:

Оснащение мастерской для производства изделий
В мастерской домашнего мастера, желающего заняться изготовлением изделий из дамасской стали, нужно иметь:
- Сварочный аппарат – с его помощью пластины из материалов различной прочности свариваются в единый блок, которые можно обрабатывать совместно.
- Горн – в нем выполняется нагрев заготовок из готовых предметов до высоких значений температуры (более 800 ⁰С).
- Наковальня нужна для ковки. Методом деформации производится кузнечная сварка, меняется форма детали на разных стадиях обработки.
- Набор молотков и молотов помогает наносить удары с разной силой. Когда работают вдвоем, то ведущий кузнец ударами легкого молотка показывает подручному места для нанесения ударов тяжелым молотом.
- Тиски используют для фиксации заготовок на разных этапах работы.
- Сверлильный станок необходим для сверления отверстий.
- Заточной станок используется чаще остальных, на нем изделиям придают форму и остроту.
- Гриндер – это вариант заточного станка, отличительная особенность заключается в использовании ленты с абразивным покрытием, склеенной в кольцо. С помощью гриндера формируют ровные спуски под заданным углом.
- Станок для изготовления спусков. Качественная заточка до бритвенной остроты возможна только на специальном приспособлении, которое позволяет двигаться по строго определенной траектории.
- Болгарка набором отрезных и зачистных дисков. Простой инструмент оказывает помощь при выполнении самых разных видов действий.
Заточка клинка на гриндере:

Кроме основного набора станков и приспособлений, многие мастера дополнительно используют деревообрабатывающее оборудование. Оно помогает изготавливать ручки из прочных пород древесины. Небольшие токарные станки помогают создавать сложную фурнитуру, которая украшает готовые предметы.
Самодельный миниатюрный гриндер, стачивание спусков:

В мастерских, производящих качественные ножи, имеются вальцы. На них разогретые заготовки прокатывают с целью получения пластины определённой толщины. Дамасская сталь своими руками получается после многократной ковки и проката через вальцы.
Прокатные вальцы:
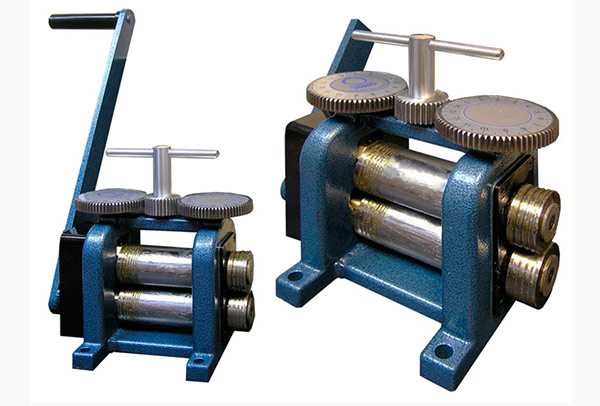
Наличие кривошипного молота помогает проковывать заготовку серией многочисленных ударов. Пневматический или гидравлический пресс используют для объемного обжатия металла. Одним движением придается нужная геометрия.
У некоторых мастеров имеются матрицы и пуансоны, которые позволяют методом пластической деформации придавать стандартную форму, например, продавливать дол на клинке (используют для придания жесткости с одновременным снижением массы).
Заготовки для производства булата
Сделать булатную сталь несложно, для его производства используют стали и сплавы с заранее заданными свойствами. Применяют готовые изделия и специальные слитки. Кузнечные мастерские пользуются металлическим ломом или деталями, приобретаемыми в торговой сети. В таблице приведены материалы, которые чаще всего применяют для изготовления кованых предметов.
Пошаговая технология изготовления булата из подшипника
Изделия из готовых слитков или заготовок производятся в следующей последовательности.
Внутреннее кольцо подшипника изготовлено из сплава ШХ-15. Его распиливают отрезным диском болгарки, направляют на прогрев в горн. Желательная температура прогрева 900…950 ⁰С.

На наковальне удерживают заготовку кузнечными щипцами. Отбивая молотком выпуклости, из кольца формируют полосу.

Убирают впадины с полосы.

На гриндере придают нужную форму.

С помощью специальной оправки удерживают заготовку. Постоянный угол позволяет с обеих сторон создать одинаковые спуски.

Окончательная форма изделия получается путем обтачивания.

Паста ГОИ и вспомогательный бархатный валик помогают отполировать поверхность.

После полировки получается готовый клинок. Остается изготовить ручку, больстер и ножны. Тогда изделие можно считать законченным.

Заготовки для производства Дамаска
Сделать дамасскую сталь в домашних условиях может любой мастер, для этого применяют наборы сплавов. В них присутствуют мягкие и твердые включения. Комбинируя их между собой, добиваются получения клинков с выраженными структурными узорами.
Используются следующие комбинации, показанные в таблице. Некоторые мастерские предлагают и свои варианты. Предлагаемые схемы дают наилучшие показатели.
Начиная производство в собственной мастерской, узнать, сколько стоит готовое изделие, несложно. На многих сайтах интернет-магазинов указаны цены. По мере приобретения опыта и повышения качества товара, можно повышать цену на свою продукцию.
Видео: как сделать дамасскую сталь?
Пошаговая инструкция изготовления ножа из троса и полосы от напильника
Дамасскую сталь и изделие из нее изготовить сложнее. Но готовый образец будет иметь более привлекательный вид. Ниже приведена последовательность изготовления клинка.
Из нескольких отрезков троса готовят заготовки. Их сваривают с помощью стержней из нержавеющей стали. Трос представляет собой жесткий металл, а нержавейка – это мягкий, пластичный материал.

Перед началом работ производится промывка. Используется в дизельном топливе. Желательно вымыть имеющиеся органические включения.

В муфельной печи производится первичный обжиг.

Бура помогает избавиться от окалины. При высокой температуре шлак не будет задерживаться внутри заготовки.

Первая очищающая ковка. Несильные удары. Нужно механическим путем вытряхнуть возможные шлаки, тогда не будут образовываться раковины.

Ковка с помощью легкого молотка позволяет придать прямоугольную форму. Сначала уплотняется поверхностный слой.

Ковка тяжелым молотом ведется для уплотнения всего внутреннего пространства. Задача этой операции – получить монолитное изделие.

На автомате создают полосу нужного размера. Теперь заготовка по своим параметрам превращается в пластину.

После проковки на автомате на заготовке проявляется желаемый рисунок.

Если не устраивает внешний вид, то можно перековать. Умелые мастера часто перековывают пластину несколько раз, а потом выполняют перекручивание заготовки. Тогда образуются оригинальные звезды.

Приваривается будущая режущая кромка. Для нее используется полоса от напильника, в которой использована сталь У10. На кромке твердость составить HRC 60…63. Остальная часть лезвия останется пластичной.

На тяжелом прессе 120 т производится ковка рукоятки.

Клинок приобретает нужную форму. Нагрев более 900 ⁰С делает металл весьма пластичным.

Отковывается рукоять.

Готовая поковка уже имеет довольно привлекательный вид. Нужно стачивать спуски, чтобы были образованы режущие кромки.

Спуски сточены. Клинок готов для дальнейшей работы. Самая трудоемкая часть работы выполнена.

Рисунок на лезвии показывает, что изделие изготовлено из дамасской стали.

Варианты клинка. Ни один из них никогда не повторится. Каждый будет иметь только ему присущую структуру. С помощью кислоты добиваются проявления более глубокого рисунка.

Еще возможный вариант. Если на стадии сварки будущих элементов изменять толщину троса и нержавейки, то можно получать каждый раз новые виды дамаска.

Используя иные материалы, можно создавать и другие виды клинков.
metmastanki.ru
Технология Изготовления Дамасской Стали. Проектирование изделий. informatik-m.ru
технология изготовления дамасской сталиСовременная Дамасская Сталь
Источник и вдохновитель: Журнал о холодном оружии полистал
Автор: sharkoster | 29-03- | Холодное оружие | | 9282 просмотра | Пока нет комментариевзагрузка.
По металлической поверхности змеится рисунок. В нем можно угадать и древнюю арабскую вязь, и горячие волны песков, и светлые барашки прибоя, и туманные разводы штормовой пены. Каждый клинок уникален, это понимают не только знатоки. Ведь рисунок на нем – что почерк – и нет другого такого. Почерк мастера кузнечного дела.
Игорь Юрьевич Пампуха – кузнец в третьем поколении. Его дед был военным мастером-оружейником в одной из частей красной армии, отец долгое время работал кузнецом на заводе «Таджикгидроагрегат», и сейчас у него своя кузница в нижегородской области. Игорь Юрьевич родился в Душанбе, там же впервые встал к молоту. Теперь он – известный кузнец, член творческого союза «гильдия мастеров-оружейников». постоянный участник и дипломант международных выставок «клинок», «оружие и охота», «охота и рыбалка на Руси».
. Сквозь легкую непогоду приходящей осени пробиваются лучи еще по-летнему жаркого солнца. Входим в современную кузницу: повсюду холодно поблескивает металл инструмента и заготовок. «сейчас здесь будет жарко, – уверяет кузнец, улыбаясь сквозь усы. – я вам покажу, как делают наиболее простой – штемпельный дамаск. Конечно, не с «нуля», а от момента уже сваренного многослойного пакета, иначе вам пришлось бы провести в кузнице целый день». Уверенной рукой мастер насыпает кокс. И вот он уже в печи. Вскоре от раскрасневшейся массы начинает идти тепло. Кусок металла не кажется чем-то особенным. Пытаемся угадать, что же получится.
Дамаск? Булат? Вот в чем вопрос!
Дамаск и булат часто путают. В древности высоко ценилась индийская сталь, которую можно было купить в Дамаске, ставшем центром оружейной торговли в эпоху Александра Македонского. Однако происхождение стали на дамасском базаре зачастую было трудно выяснить, поэтому называли «Дамаском» практически все приобретенное там оружие.
Историки металлургии различают «чистый Дамаск» – старую индийскую литую узорчатую сталь, и «сварной Дамаск» или новую «дамасскую сталь». «Чистый Дамаск», который более известен под русским названием «булат», упругий и очень твердый материал. Заточенное лезвие булатного клинка может долго сохранять остроту.
«Сварной Дамаск» (современная дамасская сталь ) или, как его еще называют, «сварной булат» уступает настоящему литому булату в твердости, но качество клинков из Дамаска выше, чем из обычной стали. Способ получения дамасской стали, скорей всего, изобрели случайно. Раньше оставшиеся отсечки, обрезки (металл ведь был в дефиците, ничего не выбрасывали) – все вместе собирали и варили сталь для ножей и инструментов. Однажды кто-то увидел, что получается красивый узор, да и качество металла становится заметно лучше, и стали складывать куски специально.
Известно, что само железо не обладает достаточной твердостью, она появляется в его сплавах с углеродом и легирующими добавками. В те времена углеродистой стали как таковой не было, но в зависимости от руды на молекулярном уровне исходный металл содержал какое-то количество хрома, молибдена или других элементов. В результате ковки сталь получалась лучше или хуже, но содержание углерода все равно оставалось недостаточным. Для улучшения свойств металла слои многократно перекладывали, нагревали на огне, закаливали, благодаря чему сталь приобретала необходимую прочность и твердость.
Сегодня кузнецы работают с готовым металлом. В современных марках сталей содержание углерода и легирующих элементов определено (в толще нашего пакета углерода примерно 0,8%, а также присутствуют молибден, хром и никель, которые дают хорошую структуру). Поэтому нет необходимости в некоторых трудоемких операциях. Но все-таки, если сравнивать старинную технологию и нашу – принцип остался тот же, только материалы разные.
Рецепт булата только на первый взгляд прост: обмазывают тигель глиной, внутрь загружают куски разного металла, закрывают крышкой диаметром чуть больше, снова обмазывают глиной. Затем сверху наносится еще одна термостойкая обмазка. Тигель ставят в печь на 5,5-б ч (часа четыре идет набор нужной температуры и около двух часов – плавка). Получается слиток – это и есть кристалл сверхтвердой структуры. Потом отрезают слитку «голову» и нижнюю часть и расковывают. На самом деле, все гораздо сложнее. Можно долго отливать, а потом окажется, что вышло с трещиной, и все старания напрасны.
В изготовлении дамасской стали свои секреты. При изготовлении штемпельного Дамаска уходит 1-1,5 ч на проковку и примерно столько же – на заготовку. В сложных дамасках – только 3-4 дня на то, чтобы собрать и сварить пакет. Мозаичный Дамаск делают из слоев разной структуры – скрученной, слоистой, выложенной в определенном порядке. Скручивают в обычных тисках в горячем состоянии. Слои нужно тщательно складывать. По режущим свойствам мозаичный и штемпельный Дамаск практически не отличаются, хотя цена у них разная.
Есть ли «формулы» булата и Дамаска? Знать их – это одно, а вот научиться применять на практике – совсем другое. Надо уметь сделать металл таким, чтобы он обладал высокими режущими свойствами – был рабочим материалом. А чтобы он работал – надо правильно отковать, правильно отрезать, правильно закалить, правильно отпустить, правильно заточить. Вот, к примеру, медицинская сталь: ошибка в 10°С при термообработке дает совершенно другой материал – нужно четко выдерживать весь технологический процесс. А это трудно сделать, если нет опыта.
Чтобы определить качество клинка, надо отдать его в работу. Если целый день резать что-нибудь твердое, клинок из Дамаска сядет примерно до обеда, а из булата – где-нибудь к вечеру. И его тоже придется точить. В технике заточки свои секреты: можно заточить так, что клинок будет резать волос на лету.
Задача кузнеца – сделать клинок, а оформить рукоять, ножны – как уже душа заказчика пожелает. Сейчас в почете красивые дорогие клинки – иметь такой у себя дома престижно. Но можно и веревкой обмотать ручку – это все равно будет нож -обычный рабочий, которым можно резать.
Изготовление Дамасской Стали в картинках
Дамасская сталь

Дамаск — древнейший город на Ближнем Востоке. На рынках города продавалось лучшее оружие, чеканка, самые дорогие ткани, редкостные пряности. И хотя сам Дамаск никогда не славился кузнечным делом и мастерами, от его имени произошло название дамасской стали, овеянной легендами и мифами. Как считают исследователи, это может быть связано с обширным рынком, на котором продавались большинство узорчатых клинков, произведенных в Сирии, Персии и Индии или же из-за сходства рисунка поверхности клинков с узорами дамасских тканей. Как бы то ни было термин «дамасская сталь» получил довольно широкое распространение.
Существовало много способов изготовления узорчатых клинков. Например, скручивали в виде каната полосы или куски проволоки, имеющие различное содержание углерода и потому разную твердость. Такая «плетенка» проковывалась, а точнее, сваривалась под молотом после нагревания. Поскольку куски были разного состава, на клинке при травлении проявлялся узор. Варьируя способы сплетения проволоки или полос, можно было получить различные узоры на поверхности клинка.
Оружие, приготовленное этим и подобными способами получило название «наварной дамаск». Последнее время «наварной дамаск» чаще всего называют сварочным булатом. Настоящий сварочный булат отличался особенно красивым, строго повторяющимся по длине клинка, цветным извилистым узором.

Есть предположение, что способ изготовления сварочного булата мог возникнуть случайно: из-за отсутствия нового материала мастера часто сваривали старые куски железа. Это со временем и могло привести к способу получения сварных клинков.
Изобретатели холодного оружия из сварочного булата быстро обнаружили, что, хотя его качество и уступает оружию из настоящего булата, но является несравненно более высоким, чем качество клинков из обычной стали. Поэтому ножи, кинжалы и сабли из сварочного булата также ценились очень высоко.
Известны и другие способы приготовления сварочного булата. Один из них заключался в том, что полосу сваривали из 20 слоев более твердой и более мягкой стали, расположенных различным образом в зависимости от цели употребления изделия, после чего полосу перегибали и сваривали вторично 40 слоев, еще перегибали и сваривали 80 слоев, еще раз перегибали и сваривали 160 слоев, и еще раз перегибали и сваривали 320 слоев! После вытяжки из нее делали заготовки для клинка. Если такой клинок нагреть и быстро охладить, то более твердые стальные слои становятся отчетливо видны на поверхности мягкого железа, образуя характерный древовидный рисунок, Специальной ковкой, последующей шлифовкой и травкой добивались «коленчатого» узора.
В более поздние времена из сварочных булатов на Востоке особенно ценился амузгинский, представлявший собой крупнорисунчатую дамасскую сталь. Клинок изготовляли следующим образом. Брали три пластины: одну из среднеуглеродистой «крепкой» стали, так называемой «антушки», вторую — из низкоуглеродистой и «мягкой» стали («дугалалы») и третью — из высокоуглеродистой «очень крепкой» стали («альхана»). Из каждой пластины вначале выковывались тонкие полосы, после чего они сваривались. Обычно из сварочных полос выковывали четырехгранный стальной стержень, который затем вытягивался и уплощался. Из такой заготовки выходило два клинка.

Производство сварочного булата было самостоятельным промыслом со своими секретами и традициями. Очень трудно сварить полосы или проволоки разнородной стали в один цельный кусок, получить определенный узор, да еще обеспечить твердость, гибкость и остроту выкованному клинку. Дело в том, что после нагрева в горне полосы стали или проволоки поверхность металла окисляется, и пленка окислов препятствует его сварке. Чтобы сварка происходила, надо очень точно выдерживать температуру и удалять окислы с поверхности стали. Способы удаления окислов, температура сварки, скорость ковки, порядок соединения полос с различным содержанием углерода и составляли, очевидно, главные секреты мастеров, делавших оружие из сварочного булата.
Недаром в имеющихся описаниях изготовления амизгинского сварочного Дамаска обычно говорится, что, когда наступала пора сваривать пластины, мастер выгонял всех из кузницы, тщательно оберегая тайну порядка соединения пластин и способа их сварки. Если же мастер допускал посторонних, то применял такие приемы, которые отвлекали любопытных: совершал над полосой самые необыкновенные ритуалы, например, посыпал полосу пеплом заживо сожженного животного или другими неведомыми опилками и порошками. Между тем главный предмет тайны составляли, по всей вероятности, порошки, которые применялись для сварки в качестве флюсов.
Теперь совершенно понятно, что это были флюсы, которые, с одной стороны, имели достаточно низкую температуру плавления, были жидкотекучи и легко выдавливались под молотом, а с другой — быстро растворяли окислы железа, обнажая чистую поверхность металла, необходимую для сварки. Мастера использовали разные флюсующие порошки, но каждый свято хранил в секрете состав «камней», им применяемый
Сегодня из дамасской стали производятся охотничьи ножи, наборы кухонных ножей. перочинные ножи, складные и многие другие их разновидности. Времена, когда такие ножи были уделом коллекционеров, канули в лету. Они должны быть постоянно в ходу, так как ухаживать за углеродной сталью, стоящей в шкафу, сложнее, так как с появлением нержавеющей стали, умение заботы о других видах постепенно ушло. Но, тем не менее, настоящий дамасский нож надолго сохранит свою остроту и режущие качества, не требуя постоянного затачивания.



Статья предоставлена интернет магазином ножей — rezat.ru: продажа ножей лучших фирм, дамасские ножи .
Источники: http://militaryreview.su/59-sovremennaya-damasskaya-stal.html, http://techvesti.ru/node/3348
Комментариев пока нет!
informatik-m.ru
Материалы для изготовления ножей. Дамасская сталь.

Дамасская сталь
Дамасская сталь ракурс в историю.
Давно кузнечная деятельность слыла значимой, кузнец мог получить сталь и чугун из сплава, который вырабатывали путем смешивания руды и угля в печи.

Верхний пласт сплава был сравнительно мягкий, внутри за счет более значительного концентрации углерода сплав выделялся высокой крепостью.
Ремесленники умели вырабатывать дамасскую сталь и ценить ее необычные качества, постоянно совершенствовалась технология производства.
В нынешние времена продолжают обычаи старинных умельцев и все время пытаются усовершенствовать свойства сплава, чтобы он сохранял режущие особенности, был более крепким и стабильным к коррозии, изящным и практичным.
Специалистам прошлых веков достичь данного было значительно тяжелее, в наше время, когда металлургия даёт нам немалое число разнообразных сплавов.
Для получения высококачественного сплава (дамасской стали) нужен правильный выбор свариваемых сталей, знание их физико — химического состава, умение квалифицированно провести обработку материала.
Исходя из этих факторов нужно выработать сталь, какую можно применять для изготовления ножей и клинков.
Клинки из дамасской делаются в малых количествах, с неповторимой структурой которую можно соотнести только формулой ДНК.
По изделию можно установить и кузнеца, сделавшего ее, так как всякий умелец обладает собственным стилем, имеет свои тайны тепловой обработки. Крепость, практичная ценность и изящество отличает дамасскую сталь.
Разновидности дамасской стали и методы изготовления
Сплав (Дамасская сталь) — это возвышенный материал, олицетворивший в себе обычаи и искусство старинных кустарей.
В древние времена имелось две разновидности: ковочное железо и чугун содержащий свыше 1,5% углерода, не поддающийся ковке.
Ни то ни другой в полной мере не отвечали требованиям для изготовления оружия (мечей, ножей): чугун скоро разламывался, а кованое железо сгибалось. Твердость и упругость вот, что в дамасской стали безупречно совмещается.
Кто обладал оружием из дамасской стали у того было бесспорное преимущество перед врагом.
Как же получают этот сплав (дамасскую сталь)?
Нужную сталь можно купить или отыскать на свалках складирования металлолома.
Несколько стальных пластин разных марок укладывают поочередно в слоистый пакет.

Величина стальных пластин должна составлять как правило (но можно и самим определить) 25-35 мм в ширину, в длину 85-125 мм, берут нечетное количество 5,7,9.
Всеобщая толщина составит от 30 до 50 мм.
Пластины должны быть гладкими, по-иному сварить их друг с другом будет невозможной. Для предотвращения распадения пластин с торцов их сваривают или обматывают жаропрочной проволокой.
Порой специалист сохраняет одну пластину длиннее прочих, затем, чтобы применить ее как длинную ручку.
Пластины подогревают до температуры немного ниже температуры плавления металла. Бывалым мастерам такое не всем по силам.
Если температура чересчур большая, сгорает углерод и сталь можно выкинуть, она не поддается ковке. В случае если температура малая, то сталь не свариться.
Также надо наблюдать за тем, чтобы пластины были нагреты равномерно по всей длине изделия.
Нужную температуру можно увидеть по окраске стали.
После приобретении бледно-желтой расцветки стали можно приступать к кузнечной сварке.
Работать довольно живо, сварка стали происходит в весьма ограниченном временном и температурном периоде.
Сталь не должна продолжительный период пребывать на открытом воздухе из-за появления окисной пленка на ее поверхности.
Многие специалисты применяют флюсы. Флюс начинает растапливаться, попадает на заготовку предотвращает тем самым создание окалин.
Стальной пакет немедленно укладывают на наковальню и ударами по заготовке с одного края «вытесняют» флюсы и примеси на другой край, при этом
происходит сварка пластин. Все это сопутствуется изобильным искрообразованием. Если все прошло благополучно, то получается пакет сплава (слоистой дамасской стали). Если нужно большее число пластов, нужно проковать изделие, сложить напополам и сварить еще раз.
Как получена нужная численность пластов, можно приступить к произведению рисунка, который можно нанести разными способами, указанными ниже.
Узоры появляются позднее, после того как сталь подвергается ковке нижние слои металла выступают наружу.
Режущая способность, выносливость к ржавчине, цветовой тон, изменение металла при травлении зависят от начальных сортов стали применяемых в дамасской стали.
Сплав (Дамасская сталь) не является нержавеющей, из-за отсутствия в ней содержание хрома в ней не менее 13%.
Формирование рисунка дамасской стали осуществляется путем травления серной кислотой или хлоридом железа.
Агрессивная среда по различному влияет на разные стали, вследствие этого после травления слоистость стали делается четкой, что воспринимается как будто узор.
Количество узоров и их комбинаций в дамасской стали неограниченно.
Различают три разновидности дамасской стали: слоистую, торсионную и мозаичную.
Слоистая дамасская сталь.
Сюда причисляются целые разновидности дамасской стали, где слои располагаются параллельно клинку. Простые ножи обладают от 40 до 120 слоев.
Когда-то пробовали расковывать сталь изящнее и тоньше, стараясь тем самым усовершенствовать ее режущие свойства. Однако поскольку крайне тонкую дамасскую сталь трудно различить невооруженным глазом, а глянув на изделие, не всякий сможет определить, что перед ним дамасская сталь.
В наше время стараются ограничить численность слоев.

«Дикая» дамасская сталь.
Судя по наименованию, узор на данной стали обладает сумбурной, можно сказать, «дикой» конфигурацией. В разнице от большинства прочих сортов изготавливая не стараются целеустремлённо получить какой-нибудь обусловленный узор — все узоры организуются самопроизвольно. В Америке подобный вид называется Random Damascus. После этакой отделки одна из сталей входящей в состав остаётся светлым, что разъясняется более значительным содержанием никеля, другая темнеет. Выдерживая в кислоте продолжительное время сталь, появляется нечто вроде рельефа, так как более «слабый» слой под воздействием кислоты удаляется.
Большая и Малая роза.
Данный сорт дамасской стали получают путем штамповки слоистой стали. Кузнец задавливает в разогретый металл шаблон в итоге чего некоторые слои частично сливаются и после шлифовки шаблонный рисунок выдается на поверхность детали. Немаловажно, чтобы вы штампованный узор был довольно глубоким потому, что при последующей шлифовке он может пропасть.

Японская дамасская сталь.
Настоящий вид слоистой стали выделяется крайне тонкой структурой, поэтому некоторые слои невозможно разобрать невооруженным глазом. В отдельных случаях количество слоев достигает до 2 миллионов. Если взять стальной пакет с 8 пластами, то при восьмикратной укладке можно получить 2048 пластов. Японскую дамасскую сталь травлению подвергают, структура обнаруживается благодаря особенной полировке. Данная сталь выделяется от прочих видов не только своей структурой. Свойственным признаком ее выражается линия закалки на клинке называемый Hamon. Для того чтобы выполнить настоящую линию закалки, клинок покрывают особенной глиняной смесью, кроме лезвия, оттого закалке подвергается лишь только свободный от глины участок. Эдакий вид закалки влияет на свойства меча: меч остается упругим, лишь лезвие делается твердым, даже хрупким.
Ленточная дамасская сталь.
Для изготовления этого вида предназначается слоистая дамасская сталь, которая размеренно проштамповывается перпендикулярно к осевой линии клинка. Ленточный узор появляется при последующей отделке. И тут глубина штампа должна быть глубокой, с тем чтобы рисунок после обрабатывания не пропал.

Никелевая дамасская сталь.
Прибавляются пластины из никеля. Никель не поддается закалке и это негативно сказывается на режущих свойствах клинка, одно как преимущество никель, легирующий элемент, придает стали устойчивость к травлению, а отполированную сталь делает более светлой.
Однако если какой-нибудь тонкий слой никеля попадёт в район лезвия, оно будет снашиваться неравномерно.

Торсионная дамасская сталь.
Торсионная дамасская сталь изготавливается из слоистой стали, имеющей от 8 до 33 слоев, вырабатывается в форме прутьев и в раскаленном состоянии крутится в жгут. Свитые по и против часовой стрелки прутки свариваются. Изготовление этого вида трудоемко, кузнец поначалу должен выработать отборную слоистую сталь. При свивании он должен наблюдать чтобы прутья не разрывались, когда он пытается сделать как можно больше оборотов.

.
Турецкая дамасская сталь
Турецкая дамасская сталь имеет в наличии в сплаве шесть или более жгутов. Данный вид стали в изготовлении весьма дорогой поэтому считается одним из самых высококачественных и дорогостоящих сортов дамасской стали.

Торсионная сталь с режущей планкой.
Чтобы усовершенствовать остроту ножа или клинка из торсионной стали, на клинок наковывают режущую планку, произведенную из мелкозернистой дамасской стали или моностали. Нож будет обладать прекрасным внешним видом, и быть практичным. Режущая планка из тонко сформированной листовой дамасской стали делает более однородную структуру, для такой планки нужны высококачественные стали однако при их скручивании могут появиться проблемы. Надо наблюдать за тем, чтобы линия, между режущей планкой и первой скрученной лентой, была ровной.

Дамасская сталь из цепных пил или проволоки.
Настоящий вид дамасской стали у многих любителей — приверженцев чистоты дамасской стали вызывают многочисленные полемики. Для изготовления используют цепи от пил, стальные проволочные жгуты, поддающиеся закалке, и сваривают их в заготовки. Используют цепи от мотоциклов, что не оставляет к этому безучастными байкеров. Внешний облик готовых изделий вполне заманчив, однако режущие свойства клинков невозможно назвать отличными, так как эти материалы не предназначены для изготовления клинков.

.
Мозаичная дамасская сталь.
Узоры тут собраны на основе разнообразных сортов стали. Изготовление данного вида дамасской стали выполняется с использованием прессов, обеспечивающих равномерность обработки. Узоры состоят из профилей (четырехугольных), которые подгоняются друг к другу, что позволяет достигнуть их наилучшей сварки. Вслед за тем как стальной пакет сварен, от него отрезают пластинки размером 25-30 мм, имеющие рисунок в виде мозаики. Пластинки целиком и полностью годятся для изготовления щек или наверший рукоятки. Если из данных пластин хотят изготовить клинок, их совмещают вместе и сваривают.

Дамасская сталь из метеоритного железа.
Составными долями данного экзотического вида являются закаливаемая углеродистая сталь и куски метеоритного железа. Выделяющиеся на поверхности после травления слои есть ни что иное, как прокладки из метеоритного железа — благодаря более значительному содержанию никеля они не поддаются действию кислоты и сберегают светлую раскраску

НЕРЖАВЕЮЩАЯ ДАМАССКАЯ СТАЛЬ
Кованая дамасская сталь.
Стали с большим содержанием хрома не так просто поддаются сварке несмотря на это, специалисты располагают все же отдельными приёмами. Хром, вступая в разогретом состоянии в контакт с кислородом, незамедлительно же формирует окисную пленку, мешающую сварке стальных слоев. Специалистам, изучившим процесс изготовления, удается во время сварки свести к минимуму приток кислорода.
Сплав полученный с помощью дорогостоящего по своей технологии метода, становится все более известным.
Порошковая металлургия дает возможность соединять в сплаве легирующие элементы в этаких сосредоточениях, которые недоступны простой технике литья. В авиационной промышленности с помощью этого метода, формируются называемые суперсплавы, выдерживающие значительные нагрузки. Отправным материалом является мелкий металлический порошок, распыленнвй через особенные сопла жидкого металла в вакууме или пассивном газе.
Отдельные слои формируются с помощью засыпки, во время которого применяют разнообразные металлические порошки. Порошковые слои в тестообразном состоянии спекают вместе при высоком давлении и высокой температуре, затем заготовке придают конфигурацию как для «обыкновенной» дамасской стали. Узоры выштамповываются, а прутья сворачиваются, последующая отделка клинка осуществляется без каких-нибудь -либо вопросов.

Благодаря качественным «примесям» острота ножей и клинков, коррозионная выносливость очень высокие. Дамасская сталь, сделанная методом порошковой металлургии, обладает особенным свойством во время отпуска при температуре 500°С ее твердость опять увеличивается. Настоящее свойство стали применяют для того чтобы за счет нагрева стали определенную окраску. Мастер нагревает клинок после закалки до температуры 500°С, в результате чего его поверхность приобретает довольно особенный иссиня-красный оттенок. Твердость клинка из обыкновенной стали при температуре 500°С значительно уменьшилась бы.
К сожалению, подобные окраски побежалости в целом держатся не очень длительное время, а вторичную термообработку большинства готовых ножей провести уже невозможно. Так что окрашивание металла, полученное путем отпуска, годится только лишь для ножей, выставляемых в витрине.
Плавленая дамасская сталь.
Данная разновидность знакомая под наименованием вуц, представляет собой сплавленную сталь. Разнообразные стали объединяются не ковкой, а плавлением. При нагреве до температуры плавления в сталь добавляют всевозможные руды и древесный уголь в виде примесей.
Показанный на снимке кинжал именуется джамбиджа (Djambija), ему приблизительно 200 лет, а родина его — индо-персидский регион. В качестве отправного материала был применен так называемый королевский вуц — ЛИТОЙ СЛИТОК, взятый прямо из тигля, из которого был сформирован клинок. С помощью рубинов, укрепленных в особых зажимах, клинок был зашкурен, дальше отполирован до сияния лощилом из стойкой стали вуц и под конец обработан соками растений так, для того чтобы четко был зрим Jauhar — рисунок, свойственный для стали вуц.
Что предпочесть?
Предпочтение того или иного вида дамасской стали зависит от многих факторов, однако в конечном результате настоящее все же дело вкуса.
Дамасская сталь, сделанная методом порошковой металлургии, подкупает своими прекрасными острыми клинками и большой коррозионной выносливостью.
Традиционная дамасская сталь притягивает искренней красотой, хорошо подтачивается, однако вместе с тем тускнеет и подвержена коррозии.

Немного видео:
Штемпельный дамаск Часть 1
Штемпельный дамаск Часть 2 Узорообразование
unikumrus.com
Дамасская сталь.
Кузнечная сварка является ключевой операцией в создании дамасской стали. Этот процесс требует температуры и давления для создания прочного сварного соединения. Наиболее популярный метод изготовления дамасской стали заключается в компоновке из контрастных слоёв стали пакета, его нагрева и непосредственной сварки составляющих при определённой температуре. При этом необходимо, чтобы сопрягаемые поверхности составляющих пакета были очищены от оксидных плёнок и шлаков. Отлично отполированные и плотно подогнанные бруски металла «прилипают» друг другу (как в случае с калибрами) и в идеальных условиях могут быть скованы и без нагрева. При нагреве металла электроны обретают подвижность и при правильно выбранной температуре и давлении приобретают возможность мигрировать в прилегающие поверхности соседних сопряженных металлов, формируя прочный сварочный шов.
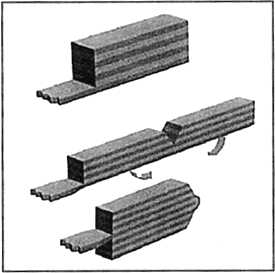
Схема сборки многослойного пакета.
Проиллюстрировать это можно так. Набранный блок из восьми слоев металла с различным уровнем содержания углерода в них сковывается воедино. По завершению кузнечной сварки блок изгибается. Если сварка произведена с надлежащим качеством, между слоями не происходит растрескивание и расслаивание, — весь пакет ведет себя как цельный брус стали. Зашлифовав его торец и протравив его раствором хлорного железа можно увидеть простейший узор – параллельные полоски. После этого пакет расковывается и режется на две и более частей, собирается вновь и сваривается. Общее число слоев в законченном пакете зависит от количества слоев в исходном и количестве сворачиваний и сварок.
Наметившийся в конце XX века ренессанс в изготовлении дамаска вызвал к жизни и огромное количество спекуляций на этой ниве. Как ни странно это звучит, по настоящему качественный рабочий дамаск, в отличие от декоративного, производят единицы. Главной причиной этого видится малая информированность и коммерческая раскрученность данного направления: спрос рождает предположение, и на рынке появляется все больше и больше изделий из материала, отнести который к дамаску можно только по внешнему виду. Недостаток информации обусловил ряд заблуждений, господствующих в массовом сознании на счет такого материала.
В качестве главной характеристики дамасской стали, определяющей ее достоинства, обычно называют чередование слоев с высоким содержанием углерода, придающим клинку остроту, и низким, придающим ему прочность. На самом деле, в ходе кузнечной сварки слоев стали с разным содержанием углерода, имеет место его диффузия (т.е. перемещение из областей с высоким содержанием в область с низким). Это ухудшает режущие свойства высокоуглеродистых составляющих пакета за счет объединения по углероду, причем из-за обилия сварочных швов даже могут ухудшаться прочностные свойства всего клинка. Кроме того, выгорание углерода при многократной кузнечной сварке может снижать его содержание на 0,3-0,4%. Дабы компенсировать такие значительные потери, многие мастера идут на более жестокие режимы закалки, что сказывается на прочностных свойствах РК.
Другое популярное заблуждение гласит, что для пакета древние мастера брали очень дорогие и секретные марки стали, которые и образовывали редкие по красоте узоры. Но известны клинки уже XIX века из Германии и Франции, на которых легко считаются даже внедренные в узор буквы и цифры. Современным мастерам, владеющим технологией кузнечной сварки, создать подобные узоры тоже не представляет особых затруднений. Красота дамасских сталей в своей основе имеет различие цветов слоев сталей с разным химическим составом. Для ярких линий могут применяться простые углеродистые стали или даже низкоуглеродистые.
Светлые линии.
— 6 (отечественный аналог – 5ХНМ) – сталь с высоким содержанием никеля. При комбинации с углеродистыми сталями дает блестящие яркие линии. Эта сталь известна высокой прочностью, и ее добавка в пакет улучшает его прочностные свойства.
— O1 (отечественный аналог –ХВГ) – популярная инструментальная сталь с достаточным количеством хрома для формирования ярких линий в пакете с низкоуглеродистыми и высокоуглеродистыми сталями. Чувствительна к перегреву – начинает крошиться, но зато великолепно сваривается при невысоких температурах.
— никель – часто используется для яркой и блестящей составляющей пакета. Не рекомендуется для материала клинка. Никель является блокиратором углерода, и если в многослойном пакете слои никеля будут выходить на лезвие, то это негативно скажется на функциональности клинка. Популярен для менее критичного к нагрузкам прибора ножа, где формирует четкие контрастные линии.
Темные линии.
Темные линии дамасской стали формируются низколегированными углеродистыми сталями. Путем подбора сталей с разным содержанием углерода можно получить оттенки от светло-серого до густого черного; светлые тона обычно формируются за счет низкоуглеродистого проката. Добавка низкоуглеродистых элементов в состав пакета ведет к обеднению законченного клинка углеродом, что необходимо иметь в виду при проектировании и сборке пакета. На завершающей стадии поковки пакета среднее содержание углерода у большинства мастеров варьирует от 0,6 до 0,8%, и поэтому перед его сборкой обязателен перерасчет относительного количества углерода по каждой отдельной весовой составляющей пакета. Кроме того, следует брать в расчет выгорание части углерода в ходе кузнечной сварки.
При выборе дамаска стоит обратить внимание на протравку и оконечную окраску полированного клинка. Когда производится зонная закалка клинка из безузорчатой стали также получаются цветовые вариации между закаленной и незакаленной частью. Использованием технологий химического или термического оксидирования дамасскому клинку можно придать дополнительный эффект.
Наиболее распространенные углеродистые стали для дамаска.
— 1095 – хорошая ножевая сталь, имеющая избыточный начальный состав углерода и великолепно сочетающаяся с 15N20 или L-6;
— 1086 (отечественный аналог – 85) – более низкое содержание углерода, хорошо проваривается;
— 5160 (отечественный аналог – 50ХГА) – многие мастера по настоящему любят эту сталь. Эта сталь масляной закалки имеет великолепный потенциал «защиты от дурака» — склонна прощать огрехи с ковкой и закалкой;
— 52100 (отечественный аналог – ШХ15, но следует иметь в виду, что эта марка часто имеет избыточное содержание хрома – более 1,5%, — что серьезно затрудняет свариваемость) – это легированная сталь. Она не для начинающих, требует точного контроля процесса термообработки, но, в конечном счете, эти сложности оправдываются качеством клинка;
— W-2 (У9) – очень популярная сталь: хорошо куется и закаливается. Имеет хорошую структуру зерна.
Главным при комбинировании различных сталей является их ковкость и температуры сварки. Если одна из составляющих пакета при сварочной температуре начинает течь, в то время как другая еще сохраняет твердость, сварочный шов начинает искажаться при последующей вытяжке пакета. Большое количество нержавеющих сталей имеет этот недостаток.
Авторская работа – пятислойный «турецкий» дамаск. Мастера Л.Б. Архангельский.
Больше всего ошибок допускается с определением количества операций при создании пакета: количество сварок соотносится к количеству слоев не прямо пропорционально, а в геометрической прогрессии. Например, начав со сваренной из 4 слоев заготовки, первое сворачивание и сварка дает 8 слоев, вторая – 16, третья – 32, 4 – 64, пятая – 128, шестая – 256, седьмая – 512 и т.д. С другой стороны, есть объективные физические законы, которые не дают создавать пакеты с количеством слоев более 40 – 50 тысяч. При многократном сворачивании углерод имеет тенденцию к выравниванию своей концентрации по всему объему пакета вследствие диффузии, в конечном итоге формируется квазигомогенную заготовку. Оптимальным для дальнейшего развития узора являются пакеты с 300 – 500 слоями. Взяв пакет с количеством слоев, близким к 1000 мастер рискует получить чересчур тонкий узор, а взяв пакет с количеством слоев менее 300 наоборот – слишком толстый и широкий. Конечно, из этого правила есть и исключения.
Когда пакет сформирован, можно создать несколько типов узоров. Вообще существует бесконечное множество узоров, формируемых в узорчатой сварочной стали, но все они разбиты на несколько основных групп.
«Древесная» структура узора. Мастер В.О. Сосков.
«Древесная» структура формируется в результате проковки пакета произвольным образом и напоминает рисунок древесного шпона. Она может задаваться преднамеренно, но чаще формируется произвольно в результате воздействия молота при придании клинку заданной формы. Ценна отражающаяся в ней внутренняя природа металла и внешняя ограниченность узора.
Торсирование (закручивание) прямоугольного сварного пакета в горячем состоянии с целью «крученого» узора.
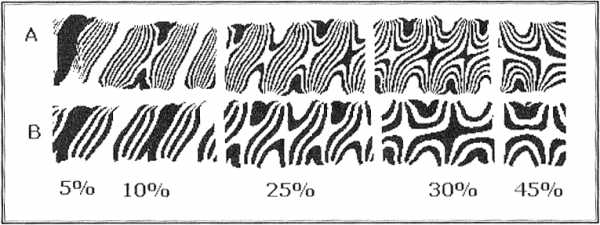
Схема развития узора закрученного шестнадцатислойного (А) и восьмислойного
(В) прутка в зависимости от величины сошлифованного с поверхности металла (в процессах).
Многослойный крученый дамаск. Мастер С. Данилов.
Крученый узор («турецкий»): обычно предусматривает небольшое количество слоев в исходном пакете. Пакет вытягивается в прут или брусок, после чего закручивается в горячем состоянии. Большое разнообразие узора можно получить различной техникой кручения.
«Штемпельный» дамаск. ГАО «Русские Палаты».
Врезанный узор получают путем фрезерования или штамповки поверхности прямослойного пакета. После этого на поверхность проглядывают нижележащие слои. Затем пакет нагревается и проковывается в полосу снова, в результате чего дно выточки поднимается на поверхность клинка и раскрывается на фоне наружных слоев. Наиболее популярным видом рисунка врезанного узора является «лестница», получаемая путем проточки канавок или поясков поперек клинка и «павлиний глаз» — серия концентрических окружностей. Такой дамаск обычно именуют штемпельным.
Основные техники развития узора. Слева-направо: предварительная фрезеровка и засверливание с последующей прокаткой;
кручение с последующей расковкой; штамповка поверхности фасонными бойками с последующей холодной шлифовкой.
Обычный многослойный пакет может быть подвергнут ряду комбинированных техник, то есть может быть врезанным, крученым и пр. Специфические узоры могут быть получены и при особых техниках ковки. Например, волнистый узор – кованный кувалдой с чуть закругленными поверхностями бойков, сетчатый получается косой ковкой узкими бойками (обжимками, кувалдами с оттянутыми узкими носиками, как у молотков). Удары наносятся крестообразно узкой частью кувалды или молотка сначала по одной стороне, а затем по другой, с обязательным проглаживанием. Элементы в виде колечек, напоминающих гроздья винограда, получаются при косой ковке нанесением ударов кувалдой или пневмомолотком по узким обжимкам крест на крест под углом 45 градусов. Получаются глубокие вмятины, а на месте пересечений вмятин остаются возвышения, холмики. При проглаживании эти холмики расплющиваются и получаются колечки. Сходные техники применяются и для улучшения узора булатов.
Особенностью и отличием мозаичного дамаска от традиционного, полученного кузнечной сваркой, является то, что узор проектируется заранее и создается путем размещения контрастных металлов различного размера и профиля внутри заготовки. Когда части сковываются вместе внутри заготовки, формируется сложносоставной пакет. Аналогичным образом создаются и мозаичные полотна – контрастные части композиции, приходя в соприкосновение, формируют определенный узор.
Фрагмент клинка из «мозаичного» дамаска. Мастер И. Пампуха.
Господствует мнение, что качество дамасской стали прямо пропорционально количеству слоев (и, соответственно, числу сворачиваний и сварок). Это справедливо для популярного в XIX веке и ранее процесса рафинирования стали, который имел целью получение однородной структуры, но при изготовлении дамаска из современных, достаточно качественных исходных материалов, это подчас просто потеря времени и сил. Да и с увеличением количества слоев возрастает риск появления брака. Иногда для изготовления качественного прочного пакета достаточно всего нескольких операций по складыванию и сварке. Таким образом, даже диффузия углерода становится на службу мастеру, помогая избежать наличия крупных низкоуглеродистых областей на режущих кромках.
Что можно порекомендовать человеку, который хочет приобрести клинок из дамаска? Во-первых, риск брака на дамаске намного выше, чем на клинке из обыкновенной стали. Это происходит по причине сложности и длительности процесса его изготовления. Недокал и перекал, непровар и обезуглероживание, ошибки при сборке исходного пакета – вот далеко не полный перечень проблем, которые могут полностью перечеркнуть результат длительных трудов. Да и что греха таить – подчас даже опытные мастера дают себе поблажку и собирают пакет с расчетом на его внешнюю красоту, но не на рабочие свойства. В результате клиенты мучаются с клинком со средним значением углерода не выше 0,3-0,4% или даже вообще с незакаленным пакетом.
Есть марки сталей, столь сложные в обработке, что малоопытные мастера их избегают. Теперь представьте, что в пакете несколько таких сталей. Каждая имеет свои собственные температуры сварки и закалки. Комбинации из трех и более сталей налагают еще более жестокие требования на их термообработку – подчас при неверно выбранном режиме, под действием внутренних напряжений, вызванных неоднородностью структуры, клинок деформируется или лопается, иногда сразу, а иногда – при первом же ударе. Иногда наоборот – режущая кромка сминается при первом же контакте с чем-то более твердым, чем масло. Таким образом, попытка связать несколько металлов в едином пакете сродни задаче «запрячь в телегу коня и трепетную лань».
Перед приобретением авторского дамаска попытайтесь понять точку зрения самого мастера на свой продукт. Два крайних случая: мастер, который дрожит над каждым кусочком своего материала, как скупой рыцарь, и мастер, который безжалостно отправляет «не показавшийся» ему кусок в большое ведро, уже набитое битком неудачными продуктами поиска. Всегда выбирайте второго – первый просто не производит дамаска в достаточном количестве, вот и дрожит над каждым, даже в высшей степени проблемным, куском, в то время как второй предъявляет к своей работе самые жесткие стандарты, постоянно совершенствуя и развивая свою технику.
Спросите мастера, из чего он кует клинки. Если прозвучит фраза о старых напильниках, стальных тросах, цепях, рессорах и пружинах, то изделий этого мастера стоит избегать. Изготовление современного дамаска базируется на определенных марках сталей с определенными процентным составом, и помимо индивидуального мастерства, опыта и интуиции отталкивается еще и от теоретического металловедения. Особо стоит избегать тех, кто переводит разговор о своем материале на историко-мифологические темы или начинает беспардонно нахваливать самого себя.
Правда о дамаске заключается в том, что у знающего и опытного мастера он может получиться совсем не хуже по свойствам, чем клинок из любой составляющей пакета, но ожидать каких то светх-свойств не стоит. Более того, — если мастер не слишком опытен, попытка сварить стали с высокой прочностью и хорошей стойкостью режущей кромки, может закончиться непрочным клинком с недолговечным лезвием.
Промышленное производство узорчатых сталей, в основном, базируется на тех же принципах, что и авторского дамаска. Некоторые считают его безличным и однообразным, но высокий спрос на полуфабрикаты при низком уровне предложений со стороны индивидуалов стимулировал эту отрасль промышленности. Современный рынок промышленного дамаска крайне не однороден – от малосерийных образцов из мастерских известных мастеров до массового производства промышленных предприятий. Тем не менее, мощное технологическое оборудование ( промышленные кузнечные прессы, прокатные станы, электродуговые печи с контролируемой атмосферой и т.п. ) позволяют создавать не плохой серийный дамаск, в том числе коррозионностойкий, требующий специального оборудования. Одним из наиболее известных крупных производителей нержавеющей дамасской стали является шведская компания Dammasteel AB. Промышленный дамаск охотно приобретают крупные серийные производители, такие как Bear MGC, Heinr. Boeker Baumwerk GmbH и Nieto, для использования на эксклюзивных моделях.
aerston.ru
Дамасская сталь – история и изготовление
Изготовление дамасской стали представляет собой очень трудоемкий и долгий процесс, в котором требуется большой опыт и знания кузнечного ремесла. В технологии создания обеспечивается высокое качество изделия за счет оптимального чередования отличающихся по параметрам слоев. В качестве смягчающейся подложки между слоями, содержащими высокий процент углерода, используются низкоуглеродистые стали. Из-за такой комбинации дамасская сталь приобретает особую остроту и твердость.
История возникновения
Клинки, созданные из дамасской стали, никогда не изготавливаются в большом количестве. Они всегда существуют в единичном экземпляре и отличаются неповторимой структурой, которой нет сравнения.
 Дамасская сталь и сегодня — это, прежде всего, необыкновенное качество и изобретательность мастера. Название этого сплава произошло от города Дамаск, расположенного в Сирии, который представлял собой крупнейший центр самых разнообразных ремесел на Ближнем Востоке. Тем не менее, существует и мнение об изобретении этого сплава в Индии. Впервые европейцы увидели изделия из этой стали в Дамаске, с тех пор сплав получил название «дамасская сталь», под которым используется и в настоящее время. Технологический процесс был очень сложным, и секрет его изготовления очень тщательно охранялся. Этим объясняется очень высокая стоимость оружия, изготовленного из дамасского сплава. По характеру изделия можно определить мастера, который его изготовил. У каждого кузнеца свой характерный стиль и «почерк» с секретами термической обработки.
Дамасская сталь и сегодня — это, прежде всего, необыкновенное качество и изобретательность мастера. Название этого сплава произошло от города Дамаск, расположенного в Сирии, который представлял собой крупнейший центр самых разнообразных ремесел на Ближнем Востоке. Тем не менее, существует и мнение об изобретении этого сплава в Индии. Впервые европейцы увидели изделия из этой стали в Дамаске, с тех пор сплав получил название «дамасская сталь», под которым используется и в настоящее время. Технологический процесс был очень сложным, и секрет его изготовления очень тщательно охранялся. Этим объясняется очень высокая стоимость оружия, изготовленного из дамасского сплава. По характеру изделия можно определить мастера, который его изготовил. У каждого кузнеца свой характерный стиль и «почерк» с секретами термической обработки.Процесс создания
Дамасская сталь, изготовление которой заключается в правильном выборе сортов стали, знании их химического состава, качественной обработке, характеризуется необычным рисунком клинка.
 К группе дамасских сталей относятся рафинированные стали и сварочный дамаск. Секрет состоит в тщательном комбинировании пластин из заготовок с разным содержанием углерода. Заготовки соединяются между собой посредством сварки и проковки. Процесс может повторяться неоднократно. В итоге получается сплав с сочетанием преимуществ железа и высокоуглеродистой стали. Сталь нержавеющая, из которой изготовлены пластины, нагревается в кузнечном горне, после чего заготовки интенсивно проковываются в кузнечном горне.
К группе дамасских сталей относятся рафинированные стали и сварочный дамаск. Секрет состоит в тщательном комбинировании пластин из заготовок с разным содержанием углерода. Заготовки соединяются между собой посредством сварки и проковки. Процесс может повторяться неоднократно. В итоге получается сплав с сочетанием преимуществ железа и высокоуглеродистой стали. Сталь нержавеющая, из которой изготовлены пластины, нагревается в кузнечном горне, после чего заготовки интенсивно проковываются в кузнечном горне. Таким образом, достигается более высокая прочность сплава. Далее заготовку расковывают в пластину, разрезают и снова помещают в горн. Процесс может повторяться несколько десятков раз. Некоторые заготовки для клинков могут иметь до 500 слоев стали. Чтобы получить характерный узор на клинке, заготовки подвергают травлению.
Таким образом, достигается более высокая прочность сплава. Далее заготовку расковывают в пластину, разрезают и снова помещают в горн. Процесс может повторяться несколько десятков раз. Некоторые заготовки для клинков могут иметь до 500 слоев стали. Чтобы получить характерный узор на клинке, заготовки подвергают травлению.Мозаичный дамаск
В последнее время мозаичный дамаск обладает особой популярностью. Дамасская сталь, изготовленная таким способом, отличается от кузнечной тем, что проектирование узора проводится заранее за счет размещения профиля и контрастных металлов внутри заготовки. После того как части соединяются методом ковки, внутри заготовки создается сложносоставной пакет. Промышленное производство дамасской стали использует те же принципы, что и авторский дамаск.
fb.ru
Дамасская сталь: особенности и разновидности, изготовление
Довольно необычным металлом можно назвать дамасскую сталь. Для ее изготовления кузнец должен обладать большим опытом. Сталь дамаск характеризуется тем, что по всей поверхности наблюдается неоднородность структуры. Получающиеся узоры выглядят достаточно привлекательно, и поэтому материал применяется при изготовлении различных декоративных изделий, к примеру, коллекционных ножей. Этот металл обладает большим количеством особенностей, о которых далее поговорим подробно.
Рафинированная сталь
Разновидностью дамаска можно назвать рафинированную сталь. Рассматривая то, как сделать дамасскую сталь, отметим, что в этом случае в качестве заготовки для кузнечной сварки берется однородный блок металла. Среди особенностей отметим нижеприведенные моменты:
- Некоторые специалисты рафинированную сталь не считают полноценным представителем дамаска по причине особенностей ее изготовления.
- Кузнец при работе с однородной заготовкой добивается снижения концентрации вредных примесей, которыми принято считать серу, шлак и фосфор.
- Существенно повысить эксплуатационные качества металла можно путем равномерного распределения углерода по всей структуре.
Практически весь дамаск до XVIII был представлен рафинированной сталью. Распространенным заблуждением назовем то, что при изготовлении японских самурайских клинков использовался подобный металл.
Сварочный дамаск
Опытные кузнецы за счет комбинирования заготовок с различной концентрацией углерода смогли получить материал, который обладает исключительными эксплуатационными качествами.
Преимущества и недостатки
Среди особенностей сварочного дамаска можно отметить:
- Применяется сочетание железа и стали. Железо характеризуется мягкостью и пластичностью, за счет чего оно легко поддается деформации. Высокоуглеродистая сталь обладает высокой твердостью и упругостью.
- За счет комбинирования двух материалов кузнец исключает их основные недостатки. Чередование слоев с высокой и низкой концентрацией углерода привело к появлению дамасской стали.
- Мягкий слой железа не позволяет структуре быть слишком хрупкой, а высокоуглеродистая сталь придавала требуемую твердость и упругость. Подобное сочетание качеств хорошо себя проявляет при изготовлении клинков. Получаемое лезвие имеет острую режущую кромку, которая затупляется только после продолжительной эксплуатации, но при этом ударная нагрузка не приводит к появлению деформаций в структуре. Именно поэтому одно время холодное оружие из дамаска высоко ценилось, так как при сражении не тупилось и не разбивалось из-за хрупкости.
Основным недостатком подобного металла можно назвать низкую коррозионную стойкость. Практически полное отсутствие легирующих элементов в составе и высокая концентрация углерода становится причиной образования на поверхности металла коррозии.
Рассматриваемый металл можно узнать по необычному узору на поверхности. Этот оптический эффект получается по причине неравномерного распределения углерода в структуре. Для того чтобы повысить декоративные качества изделия, довольно часто поверхность подвергается дополнительной полировке и травлению. Сегодня многие используют дамаск из-за интересного оптического эффекта, но ранее в большей степени ценились особые эксплуатационные качества.
Литой булат
Персидско-индийская тигельная сталь с высоким показателем концентрации углерода получила наибольшую известность. Отличается литейный булат также необычным узором, который проявляется за счет образования матрицы карбида и феррита. Для этого проводится медленное охлаждение структуры.
К особенностям литейного булата можно отнести нижеприведенные моменты:
- Карбиды и ферриты обеспечивают довольно привлекательные эксплуатационные качества. При затачивании режущей кромки мягкие ферритные волокна быстро удаляются, а твердая карбидная матрица остается. В результате кромка представлена небольшими природными зубчиками, которые без специального оборудования не разглядеть.
- Подобный металл практически никогда не подвергается закаливанию. Это связано с тем, что термическая обработка приводит к образованию аустенита. Закалка становится причиной исчезновения карбидной матрицы, за счет чего и рисунок становится менее отчетливым.
В заключение отметим, что рассматриваемый тип металла появился много столетий назад. Сегодня его используют в большинстве случаев при изготовлении ножей или клинков, а также некоторых украшений интерьера. Современные сплавы обходят дамаск практически по всем параметрам. Интерес к дамаску поддерживался на протяжении длительного периода по причине различных мифов о том, что оружие, изготовленное из подобного металла, делало воина практически непобедимым.
tokar.guru