Центраторы внутренние ЦВ
Центраторы внутренние гидравлические ЦВ предназначены для центровки торцов отдельных труб и секций диаметром от 325 до 1420 мм и длинной до 36 м при сборке неповоротных и поворотных стыков под сварку при строительстве трубопроводов или на трубосварочных базах.
Внутренние центраторы ЦВ придают торцам собираемых труб форму окружности, обеспечивают их концентричную сборку, равномерно распределяя разность периметров.
Преимущество их по сравнению с центраторами наружными состоит в том, что стык, оставаясь полностью открытым, позволяет вести сварку первого слоя непрерывно и использовать сварочные автоматы.
Центраторы внутренние выполнены по классической схеме, имеют электрогидравлический привод и два независимых ряда центрирующих жимков.
Питание центраторов внутренних осуществляется от сварочных агрегатов постоянного тока.
Устройство и принцип действия:
| Состав центратора: 1. Корпус (рама) |
Центатор внутренний гидравлический ЦВГ представляет гидросистему 7 с двумя клиновыми многоплунжерными зажимами 8 установленными на жестком корпусе 1.
Центратор за подвеску 2 устанавливается трубоукладчиком в трубу. Подсоединив штангу с тросиками управления к креплению 10, центратор перемещают к торцу трубы. После включения электропривода 4, гидронасос 5 нагнетает масло через обратный клапан 6 в цилиндры гидросистемы 7. Под действием давления масла в гидросистеме клиновой зажим 8 заднего центрирующего ряда разжимается и центрирует первый торец трубы.
Затем устанавливается вторая труба с необходимым зазором и разжимается передний центрирующий ряд жимков. Механизм управления 9 обеспечивает необходимую последовательность работы насоса, гидросистемы и клиновых зажимов. Таким образом торцы труб преобретают правильную форму, а трубы устанавливаются с требуемым положением осей в пространстве.
После сварки корневого шва давление в гидросистеме сбразывается — клиновой механизм сжимается. С помощью штанги и колес 3 центратор перекатывают внутри трубы на следующий стык.
Достоинства центратора ЦВ:
- Возможность непрерывной сварки и использование сварочных автоматов
- Увеличивает производительность сварочных работ
- Центрируемый стык имеет правильную форму окружности
Технические характеристики
| Модель центратора | ЦВ-32 | ЦВ-42 | ЦВ-54 | ЦВ-81 | ЦВ-104 | ЦВ-124 | ЦВ-144 | |
| Диаметр труб, мм | 325 351 377 330 355 381 |
426 406 (16”) 457 (18”) |
530 508 (22”) 558 609 (24”) 630 |
720 820 711 (28”) 762 (30”) 813 (32”) 864 (34”) |
1020 1016 (40”) 1067 (42”) 1118 (44”) 1168 (46”) |
1220 1270 (50”) 1321 (52”) 1372 (54”) |
1420 1422 (56”) 1524 (60”) |
|
| Толщина стенки, мм | 10 | 12 | 14 | 20 | 20 | 20 | 25 | |
Количество жимков в одном ряду, шт. |
6 | 6 | 8 | 9 | 12 | 16 | 16 | |
| Расстояние между центрирующими рядами, мм | 90 | 90 | 100 | 100 | 120 | 120 | ||
| Усилие развиваемое одним центрирующим рядом, тн | 4 | 4 | 5 | 5 | 8 | 8 | 8 | |
| Время сжатия/разжатия, с | 12 | 12 | 12 | 12 | 15 | 15 | 15 | |
| Тип привода центратора | электрический (постоянного тока) | |||||||
| Рабочее давление гидросистемы, МПа | 15 | |||||||
| Заправочный обьем гидросистемы, л | 10 | |||||||
| Габаритные размеры, мм | длина | 2000 | 2200 | 2300 | 2500 | 3400 | 3400 | 3400 |
| диаметр | 380 | 430 | 630 | 760 | 1000 | 1200 | 1400 | |
| Длина штанги, м | 36,5 | 36,5 | 36,5 | 36,5 | 39,1 | 39,1 | 39,1 | |
| Масса со штангой не более, кг | 540 | 810 | 1130 | 1910 | 2390 | 2470 | ||
Комплект поставки:
- Центратор внутренний гидровлический ЦВ
- Штанга в разобранном виде
- Тросики и провода
- Комплект запасных деталей и инструмент
- Паспорт (Инструкция по эксплуатации)
Центраторы внутренние ЦВ
Центраторы внутренние ЦВ
|
ЦЕНТРАТОРЫ
ВНУТРЕННИЕ ГИДРАВЛИЧЕСКИЕ ЦВ предназначены
для центровки торцов труб и секций при сборке неповоротных
и поворотных стыков при строительстве трубопроводов. Внутренние центраторы придают торцам собираемых труб форму окружности, обеспечивают их концентричную сборку, равномерно распределяя разность периметров. Преимущество их по сравнению с наружными центраторами состоит в том, что стык, оставаясь полностью открытым, позволяет вести сварку первого слоя непрерывно и использовать сварочные автоматы. Внутренние центраторы
имеют электрогидравлический привод и два независимых ряда
центрирующих жимков. Питание центраторов осуществляется
от сварочных агрегатов постоянного тока. Перемещение центратора
от стыка к стыку производится за штангу трубоукладчиком
или трактором. Для центровки труб с деформированными торцами
Жимки имеют возможность поворота относительно друг друга. 1 — центратор, 2 — провод, 3 — штанга. Техническая характеристика
Дополнительное оборудование
для ЦВ107, ЦВ127, ЦВ147: вентилятор. Возможна поставка центраторов внутренних гидравлических типа CW (Польша) после капитального ремонта. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 JPG»>
JPG»> JPG»>
JPG»>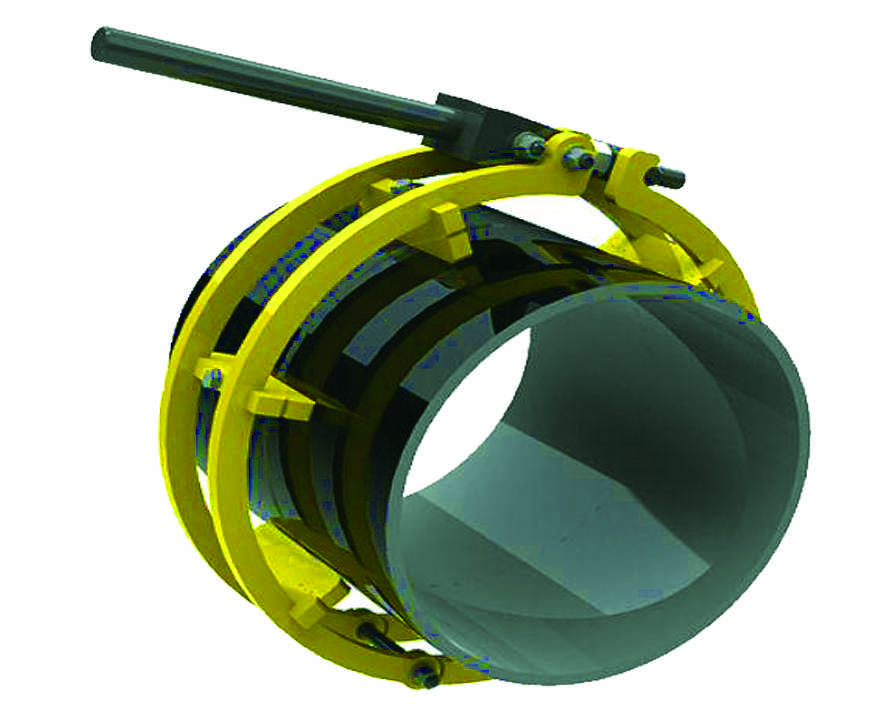 JPG»>
JPG»>


Центраторы и аксессуары — Forum Energy Technologies, Inc.
Перейти к содержимому
Помощь с центраторами и аксессуарами :
Centralizers & Accessories
- Solid Body
- Bow Spring
- Stop Devices
Solid Body
Solid Body
Welded Hollow Vane Spiral Centralizer
In applications for running casing or liners in unstable boreholes and Если требуется вращение, Davis-Lynch™ предлагает жесткий центратор специального типа для этих требований. Для обеспечения оптимальной работы в нестабильных стволах скважин центраторы с полыми лопастями имеют положительный зазор, но преднамеренно обеспечивают деформацию при заданном боковом усилии для предотвращения прихвата обсадной колонны. Эти центраторы имеют торцевую муфту цельного типа для надевания на штифтовой конец соединения обсадной колонны.
Эти центраторы имеют торцевую муфту цельного типа для надевания на штифтовой конец соединения обсадной колонны.
Особенности/Преимущества
- Изготовлен из стали, обеспечивающей жесткость и ударную вязкость по сравнению с другими более слабыми материалами.
- Обычно проходят между стопорными кольцами для применений, требующих вращения корпуса. Ребра
- приварены к торцевому буртику для обеспечения максимальной прочности с большим радиусом сварки и плавным переходом к основному телу ребра, который также имеет осевой радиус.
- Типовой коэффициент трения составляет 0,12–0,14 для необсаженного ствола. Гладкий наружный диаметр ребра не будет пахать в искривленных стволах скважин.
- Спиральная форма ребра создает турбулентность для оптимизации удаления бурового раствора и предотвращения образования каналов цемента. Прямое ребро также доступно. Полое ребро
- будет деформироваться при более высоких боковых усилиях, обычно 30-40 000 фунтов, поэтому обсадная труба все еще может быть спущена на полную глубину, даже если встречаются ограничения ствола скважины или нестабильные породы.
 Центраторы с полыми лопастями
Центраторы с полыми лопастями - симметричны, поэтому сопротивление входу или выходу из ствола скважины будет одинаковым.
Disrupter®
Disrupter представляет собой уникальный цельный композитный центратор со спиральными лопастями. Обладая усовершенствованной конструкцией, которая позволяет обсадной колонне колебаться в стволе скважины, Disrupter® снижает трение и обеспечивает меньшее сопротивление, позволяя обсадной колонне легко скользить по отклонениям ствола скважины и горизонтальным участкам. Разрушитель использует отрицательную энергию сопротивления скважины, превращая силу бокового контакта в прикладываемые колебания обсадной колонны.
Разрушитель успешно прошел испытания в скважинах с забойной температурой выше 390°F в геотермальных установках. Обладая прочной конструкцией корпуса, изготовленного из высококачественной смолы, Disrupter способен противостоять типичным ударам, износу и термостойкости, встречающимся в скважине.
Работает на основе запатентованной конструкции- Идет по пути наименьшего сопротивления
- Навигация по препятствиям в стволе скважины
- Подходит для применения с высокими DLS и отклонителями
Преимущества
- Независимость от всех формаций, типов заканчивания и типов буровых растворов
- Снижает коэффициент трения в открытом стволе на 20+%
- Увеличивает доступную нагрузку на крюк на общей глубине на 25+%
- Более быстрое время работы и увеличенная скорость срабатывания на 15+%
Загрузить техпаспорт
FET Davis-Lynch является авторизованным поставщиком центраторов DISRUPTER®, разработанных и изготовленных компанией Friction Tool Solutions, расположенной в Альберте, Канада.
Цельный сварной центратор
Цельный сварной центратор имеет ребра, приваренные к непрерывной стальной втулке. Ребра или лопасти могут быть прямыми или изогнутыми (спиральные лопасти) для отвода потока. Ребра обеспечивают достаточный контакт со стволом скважины для центрирования, но предотвращают прилипание к стенке. Они могут быть установлены стационарно на корпусе (установочные винты) или свободно вращаться. Длина перемещения определяется размещением стопорных устройств или длиной стыков обсадных труб.
- Сохраняйте централизацию за счет положительного противостояния.
- Обеспечьте прочную центрацию, которая с меньшей вероятностью будет повреждена при спуске в скважину.
- Уменьшите крутящий момент, необходимый для поворота корпуса.
- Прямая лопатка снижает силы сопротивления при спуске обсадной колонны.
- Низкий коэффициент трения.
- Спиральная лопасть обеспечивает отвод потока, улучшающий качество бурового раствора
Скачать техпаспорт
Косая пружина
Несварная дугообразная пружина
Шарнирный несварной центратор с дугообразной пружиной
Несварные центраторы Davis-Lynch™ типа «NW» спроектированы таким образом, чтобы превосходить эксплуатационные требования спецификации API 10D как по пусковым, так и по восстанавливающим усилиям.
Несварной турболайзер представляет собой центратор с металлическими ребрами, установленными на носовой части, чтобы способствовать созданию турбулентности в цементном растворе во время перекачки. Как и пружинные дуги, ребра изготовлены из термообработанной легированной стали. Это делает их гибкими, что сводит к минимуму повреждения при движении в скважине. Турболизатор Davis-Lynch включает в себя такое же несварное торцевое кольцо с замковым соединением пружинной дуги, что и центратор Davis-Lynch. Турболизаторы доступны с теми же размерами и высотой изгиба, что и центраторы. Как и центратор Дэвиса-Линча, турболайзеры могут изготавливаться со встроенным стопорным устройством. Эти предметы доступны по специальному заказу.
Другие конструктивные особенности центратора типа «NW» включают:
- Косые пружины из легированной стали, подвергнутые термообработке и отпуску до твердости 42-44 Rc, обеспечивают надлежащие и стабильные характеристики пружины.
- Петли торцевых манжет, отгибаемые внутрь.
 Это сводит к минимуму растяжение муфты, которое обычно происходит, когда центраторы сталкиваются с конусами, характерными для некоторых соединений труб.
Это сводит к минимуму растяжение муфты, которое обычно происходит, когда центраторы сталкиваются с конусами, характерными для некоторых соединений труб. - Ребро жесткости, выштампованное на концевом буртике. Это усиливает его, чтобы обеспечить сохранение его круглой конфигурации во время транспортировки.
- Доступны несколько вариантов высоты пружинных дуг, которые подходят практически для любой конфигурации от обсадной колонны до скважины.
- Центраторы со встроенными стопорами, а также для нестандартных размеров по запросу.
Загрузить техпаспорт
Шарнирный несварной полужесткий центратор
Полужесткий центратор отличается уникальной изогнутой конструкцией, позволяющей каждому центратору иметь две точки контакта со стволом скважины при низком пусковом и рабочем усилии, но при очень высоком восстановлении или центрировании. силы. Это также разновидность без сварки и имеет лук с двойными изгибами, придающими луку S-образную форму. Он одновременно обеспечивает функции, желательные как для пружинных, так и для жестких центраторов. Центраторы Davis-Lynch Semi-Rigid типа «SR» спроектированы таким образом, чтобы превосходить требования спецификации API 10D как по пусковым, так и по восстанавливающим усилиям.
Он одновременно обеспечивает функции, желательные как для пружинных, так и для жестких центраторов. Центраторы Davis-Lynch Semi-Rigid типа «SR» спроектированы таким образом, чтобы превосходить требования спецификации API 10D как по пусковым, так и по восстанавливающим усилиям.
- Поскольку наружный диаметр лука обычно очень близок к размеру отверстия, центратор имеет очень низкие пусковые усилия и силы сопротивления.
- Двойной профиль дуги приводит к гораздо более высоким восстанавливающим усилиям, чем обычные дуговые пружины.
- Луки изготовлены из легированной стали, подвергнуты термообработке и отпуску.
- Использует запатентованное Davis-Lynch замковое крепление дуги к торцевым хомутам.
- Может использоваться в сильно наклонных и горизонтальных стволах скважин.
- Можно перемещать по соединениям корпуса или стопорным кольцам.
- По запросу может поставляться со встроенным стопорным устройством. Изгибы
- по-прежнему обладают некоторой гибкостью, что позволяет центратору сжиматься в узких местах и при сильных искривлениях, в отличие от обычного жесткого центратора.

- Может быть снабжен ребрами турболизатора, которые способствуют созданию турбулентности в цементном растворе во время перекачки.
Загрузить техпаспорт
Шарнирный несварной жесткий центратор
Этот продукт Forum отличается запатентованным замковым соединением между концевыми кольцами и дуговыми пружинами, которое благодаря своей эффективности широко используется в центраторах Davis-Lynch™.
В сочетании со штампованной листовой сталью или штампованными и сварными дуговыми рессорами получается жесткий узел с малым сопротивлением, востребованный современными операторами.
Центратор с жесткой дугой не только обеспечивает низкое сопротивление, но и оптимальную концентричность для операций цементирования, и его можно использовать как в обсаженном, так и в необсаженном стволе с одинаковыми результатами.
Эти центраторы предлагаются с широким ассортиментом размеров изгиба, чтобы соответствовать большинству конфигураций от обсадной колонны до скважины. Они также могут быть сконфигурированы с использованием нового типа дуги, которая штампуется и не требует сварки, чтобы стать жесткой. Эти дужки крепятся к концевому кольцу таким же запатентованным способом без сварки.
Они также могут быть сконфигурированы с использованием нового типа дуги, которая штампуется и не требует сварки, чтобы стать жесткой. Эти дужки крепятся к концевому кольцу таким же запатентованным способом без сварки.
Цельный центратор с дугообразной пружиной
Цельный центратор с дугообразной пружиной Forum представляет собой несварной цельный центратор дугообразного типа. Эти центраторы изготовлены из цельного куска трубы из легированной стали, которая прецизионно вырезана с помощью лазера, чтобы сформировать торцевые втулки и дуговые пружины как единое целое. Затем дуги расширяются до желаемого внешнего диаметра с помощью передовых инструментов. Наконец, весь блок подвергается термообработке, чтобы максимизировать восстанавливающую силу луков, а также придать прочность всему блоку. Опционально он может быть покрыт различными покрытиями для снижения трения, предотвращения коррозии или защиты областей уплотнения подвески.
- Самый прочный центратор дугового типа, доступный сегодня.

- Изготовлены из трубчатой стали с более жесткими допусками, что позволяет спускать их в более узких кольцевых пространствах (скважины с жесткими допусками).
- Большее отступление, чем у цельнокорпусных центраторов, в обычных и двухцентровых стволах скважин (где внутренний диаметр необсаженного ствола, пробуренного ниже обсадной колонны, больше, чем внутренний диаметр обсадной колонны).
- Поскольку наружный диаметр дуги обычно такой же или лишь немного больше, чем внутренний диаметр ствола скважины, силы сопротивления значительно ниже, чем у обычных центраторов дугового типа, но восстанавливающие силы выше.
- Большая площадь проходного сечения, чем у большинства центраторов дугового типа или цельнокорпусных.
- Легко покрывается полимерами с низким коэффициентом трения для снижения коэффициента трения при установке горизонтальной обсадной колонны с увеличенным радиусом действия или для предотвращения эрозии из-за покрытия дорогих сплавов обсадной колонны при установке в агрессивной среде.
 Кроме того, покрытия могут предотвратить повреждение чувствительных зон, таких как внутренние уплотнения подвески и т. д.
Кроме того, покрытия могут предотвратить повреждение чувствительных зон, таких как внутренние уплотнения подвески и т. д. - Радиально изогнутые дуги уменьшают трение и снижают вероятность сопротивления или повреждения при прохождении через окна фрезерованного корпуса.
- Установочные винты могут быть встроены в нижний торцевой хомут для обеспечения анкеровки без необходимости использования отдельного стопорного хомута.
Загрузить техпаспорт
Вращающийся центратор с накладным узким допуском
Аналогичен нашему центратору с накладной узким допуском с дугообразной пружиной, однако эта версия имеет быстроподнимающуюся дуговую пружину, позволяющую установить стопорное кольцо с установочным винтом внутри центратора .
- Стопорное кольцо с установочным винтом расположено внутри, так что центратор можно втягивать в ствол скважины и извлекать из него для снижения начального усилия/силы сопротивления.
- Позволяет вращать корпус.

- Опционально может проходить между стопорными кольцами. Дуги
- приварены заподлицо с торцевым кольцом для обеспечения максимальной прочности при минимальном зазоре.
- Луки изготовлены из легированной стали, подвергнуты термообработке и отпуску до твердости, обеспечивающей надлежащие и стабильные характеристики пружины.
Сварной центратор с дугообразными пружинами с натягом с малым допуском
Для спуска обсадной колонны в стволах скважин с жесткими допусками или узких скважинах Forum предлагает специальный центратор с дугообразными пружинами, отвечающий этим требованиям. Для обеспечения оптимальной работы в скважинах с жестким допуском эти центраторы характеризуются низким начальным усилием и высоким восстанавливающим усилием. Эти центраторы состоят из цельного торцевого кольца для надевания на штифтовой конец соединения обсадной колонны.
- Предлагается с установочными винтами в нижнем торцевом кольце для встроенного стопорного устройства (стандарт), так что нет необходимости в отдельном стопорном кольце.
 Концевая муфта с установочными винтами должна быть спущена вниз (по направлению к забою скважины), чтобы центратор втягивался в ствол скважины для оптимизации пусковых усилий/сил сопротивления.
Концевая муфта с установочными винтами должна быть спущена вниз (по направлению к забою скважины), чтобы центратор втягивался в ствол скважины для оптимизации пусковых усилий/сил сопротивления. - Опционально может проходить между стопорными кольцами для применений, требующих вращения корпуса. Дуги
- приварены заподлицо с торцевым кольцом для обеспечения максимальной прочности при минимальном зазоре.
- Луки изготовлены из легированной стали, подвергнуты термообработке и отпуску до твердости 42-44 Rc, что обеспечивает надлежащие и стабильные характеристики пружины.
- Типичные области применения включают 5-дюймовую обсадную трубу в 6-дюймовом стволе, 7-5/8-дюймовую обсадную трубу в 8-1/2-дюймовом стволе и 9-5/8-дюймовую обсадную трубу в 10-5/8-дюймовом стволе.
- Рекомендуемый момент затяжки установочного винта составляет 20–25 футо-фунтов.
Загрузить техпаспорт
Стопорные устройства
Стопорные устройства
Компания Forum производит аксессуары, известные как стопорные кольца. Стопорные кольца служат для ограничения движения центратора на стыке обсадной колонны, когда центратор не установлен над муфтой обсадной колонны. Один тип, известный как фрикционная стопорная муфта (иногда называемая стопорной муфтой болтового типа), прикрепляется к корпусу путем затягивания болта, который заставляет стальную полосу захватывать корпус. Второй тип известен как стопорное кольцо с установочным винтом, которое надевается на корпус и крепится путем затягивания установочных винтов, которые захватывают внешний диаметр. Стопорные кольца с установочными винтами также доступны с двумя рядами установочных винтов для дополнительной удерживающей силы, известной как «сверхмощная». Стопорные кольца Set-Screw также доступны в шарнирном исполнении.
Стопорные кольца служат для ограничения движения центратора на стыке обсадной колонны, когда центратор не установлен над муфтой обсадной колонны. Один тип, известный как фрикционная стопорная муфта (иногда называемая стопорной муфтой болтового типа), прикрепляется к корпусу путем затягивания болта, который заставляет стальную полосу захватывать корпус. Второй тип известен как стопорное кольцо с установочным винтом, которое надевается на корпус и крепится путем затягивания установочных винтов, которые захватывают внешний диаметр. Стопорные кольца с установочными винтами также доступны с двумя рядами установочных винтов для дополнительной удерживающей силы, известной как «сверхмощная». Стопорные кольца Set-Screw также доступны в шарнирном исполнении.
Цветовое кодирование, наконечники и зачистки
Гидравлика имеет множество применений; от механических систем, которые поднимают или толкают тяжелые предметы, до шасси в самолете для перемещения колес на место для смягчения приземления, до управления ковшом на обратной лопате. И гидравлические шланги выполняют огромное количество важных функций в любой системе, от низкого до среднего и высокого давления, шланги являются артериями гидравлической системы.
И гидравлические шланги выполняют огромное количество важных функций в любой системе, от низкого до среднего и высокого давления, шланги являются артериями гидравлической системы.
Цветовое кодирование: в схемотехнике и лейлайнах
Для инженеров по проектированию гидравлических систем на схемах гидравлических цепей используется стандарт цветового кодирования. Это не относится к самому шлангу. Один и тот же шланг можно использовать в гидравлическом контуре или системе для нескольких требований в контуре. Однако для стандартов, используемых при проектировании гидравлических цепей, в приведенной ниже таблице показано, как можно использовать цветовые коды. Эта стандартизированная цветовая кодировка потоков и давлений была установлена Объединенной отраслевой конференцией (JIC) и Американским национальным институтом стандартов (ANSI).
Что касается цветовой маркировки рукавов, согласно статье в журнале «Гидравлика и пневматика», многие производители рукавов, реагируя на рыночные тенденции в отношении рукавов высокого давления, разработали семейства рукавов постоянного давления. Эти шланги соответствуют требованиям стандарта ISO 18752 или превышают их, и каждое семейство шлангов для постоянного рабочего давления имеет цветную маркировку, основанную на конкретных номинальных значениях давления, и доступны с различными вариантами цветового покрытия в соответствии с требованиями применения. Эти шланги соответствуют минимальным требованиям ISO 18752 Grade D, Type DC в один миллион циклов и часто превышают спецификации, поскольку были испытаны до 2 миллионов импульсных циклов при меньшем радиусе изгиба, чем требуется в спецификации. Например, один производитель поставляет шланги на 1 000, 3 000, 4 000, 5 000 и 6 000 фунтов на квадратный дюйм с различными вариантами покрытия, которые соответствуют конкретному рабочему давлению для создания связных систем шлангов и фитингов. В то время как SAE J517 и ISO 18752 не требуют испытаний импульсом давления во время движения шланга, некоторые из этих производителей проводят такие испытания, чтобы обеспечить увеличенный срок службы шланга.
Эти шланги соответствуют требованиям стандарта ISO 18752 или превышают их, и каждое семейство шлангов для постоянного рабочего давления имеет цветную маркировку, основанную на конкретных номинальных значениях давления, и доступны с различными вариантами цветового покрытия в соответствии с требованиями применения. Эти шланги соответствуют минимальным требованиям ISO 18752 Grade D, Type DC в один миллион циклов и часто превышают спецификации, поскольку были испытаны до 2 миллионов импульсных циклов при меньшем радиусе изгиба, чем требуется в спецификации. Например, один производитель поставляет шланги на 1 000, 3 000, 4 000, 5 000 и 6 000 фунтов на квадратный дюйм с различными вариантами покрытия, которые соответствуют конкретному рабочему давлению для создания связных систем шлангов и фитингов. В то время как SAE J517 и ISO 18752 не требуют испытаний импульсом давления во время движения шланга, некоторые из этих производителей проводят такие испытания, чтобы обеспечить увеличенный срок службы шланга.
Гидравлические шланги, соответствующие стандарту ISO 18752, определяются специальными определениями характеристик, которые определяют марку и тип шланга, требуемого для различных применений, на основе конкретных критериев, включая температуру, номинальные циклы или импульсное давление.
Гидравлические фитинги Обжимные кольца и зачистки
Цельные фитинги для шлангов: Цельные фитинги для шлангов имеют обжимное кольцо, предварительно обжатое на фитинге шланга. Преимущество в том, что ошейник не будет соскальзывать. Этот стиль также гарантирует, что правильный наконечник соответствует правильному типу фитинга гидравлического шланга. Цельные фитинги для шлангов популярны для обслуживания в полевых условиях и хороши для основных применений и быстрой сборки.
Двухкомпонентные фитинги для шлангов: Обжимное кольцо, используемое с двухкомпонентными фитингами, обеспечивает большую гибкость при выборе и соединении шлангов, включая шланги 1SN, 2SN и многоспиральные шланги, которые позволяют использовать несколько двухкомпонентных фитингов и вариантов обжимных наконечников для конкретного применения. . Двухкомпонентные фитинги для шлангов состоят из внешнего наконечника и внутреннего зубчатого стержня шланга и обычно используются в системах с высоким давлением, особенно когда существует вероятность сильной вибрации шланга и/или скачков давления.
. Двухкомпонентные фитинги для шлангов состоят из внешнего наконечника и внутреннего зубчатого стержня шланга и обычно используются в системах с высоким давлением, особенно когда существует вероятность сильной вибрации шланга и/или скачков давления.
Важно помнить, что нельзя смешивать и подбирать компоненты фитингов от разных производителей. Наконечник и наконечник шланга должны быть совместимы и поставляться от одного и того же производителя, в противном случае изготовители и пользователи подвергаются более высокой вероятности отказа и большей ответственности.
Также имеется два типа наконечников для гидравлических шлангов.
- Обжимные втулки имеют закругленные зазубрины или зубцы, которые вгрызаются в проволочную оплетку шланга после снятия внешнего покрытия (зачистки).
- Втулки без зачистки имеют острые зазубрины, которые вгрызаются в покрытие шланга.
Зачистка: Процедура зачистки заключается в снятии внешней оболочки на конце гидравлического шланга, где будет установлена втулка, при этом едва обнажая проволочную оплетку внутри шланга. Хотя некоторые из них будут использовать бритвенные ножи или ножовки, единственный правильный способ выполнить зачистку — это использовать зачистные машины, которые имеют инструменты, в которых используются вращающиеся оправки для разрезания оболочки шланга на заданную глубину и длину наружного диаметра. Это частично обнажает внутреннюю проволочную оплетку для размещения внешнего наконечника. Для большинства применений с высоким давлением требуется, чтобы внутренний диаметр шланга был зачищен, чтобы обеспечить лучшую посадку внутреннего фитинга на конце шланга и обеспечить более надежное соединение.
Хотя некоторые из них будут использовать бритвенные ножи или ножовки, единственный правильный способ выполнить зачистку — это использовать зачистные машины, которые имеют инструменты, в которых используются вращающиеся оправки для разрезания оболочки шланга на заданную глубину и длину наружного диаметра. Это частично обнажает внутреннюю проволочную оплетку для размещения внешнего наконечника. Для большинства применений с высоким давлением требуется, чтобы внутренний диаметр шланга был зачищен, чтобы обеспечить лучшую посадку внутреннего фитинга на конце шланга и обеспечить более надежное соединение.
Без зачистки: Шланг не зачищается при использовании цельного фитингового соединения, готового к сборке без зачистки, поэтому покрытие шланга не снимается. При использовании цельного фитинга резьба наконечника вдавливается в кожух шланга, вгрызаясь в резину. В некоторых случаях это может привести к менее надежному соединению, когда фитинг может ослабнуть и протекать вокруг соединения.