📌 Цинкование — это… 🎓 Что такое Цинкование?
Под этим названием известен в технике процесс покрытия цинковым слоем поверхностей металлических предметов в видах предохранения их от окисления действием воздуха и влаги. Оцинковываются преимущественно железные и стальные предметы: телеграфная и телефонная проволока, проволочные ткани и канаты, листовое железо, железная посуда и т. д. Оцинкованные поверхности не отличаются таким красивым внешним видом, как луженые (т. е. покрытые слоем олова), но зато обладают, сравнительно с последними, большею устойчивостью против разрушительного действия ржавчины, а также большею дешевизной. Цинк защищает находящийся под ним металл не только чисто механически, подобно олову, но еще и вследствие образовании с железом гальванической пары (см. Железо). Образующаяся, под влиянием развивающегося гальванического тока и действия кислорода на цинк, окись цинка образует, кроме того, как бы поверхностную кору на слое цинка, предохраняющую последний от дальнейшего окисления; этим защищающее действие цинка по отношению к железу еще более усиливается. Оцинкованная телеграфная проволока, в продолжение 25 лет подвергавшаяся действию атмосферических влияний, не проявляет почти никаких следов ее порчи, между тем как не оцинкованная уже через 12 — 15 лет становится совершенно негодной к дальнейшему употреблению. Благодаря указанным гальваническим свойствам цинка, оцинкованные железные (и стальные) предметы носят нередко название «гальванизированных». Первая идея защиты железных предметов от ржавчины путем покрытия их цинковым слоем относится еще к сороковым годам XVIII в. К концу того же столетия обнародовано уже было подробное описание способа Ц., в главнейших чертах сходного с ныне применяемым, но все эти опыты ограничивались лабораториями. В фабричных же размерах Ц. было введено лишь с 1840 г., и с тех пор процесс этот почти не подвергся изменениям, усовершенствованы лишь конструктивные детали вспомогательных приборов. Различная форма и размеры цинкуемых предметов обуславливают и различное устройство цинковальных приборов. Типами таковых являются: приборы для Ц.
Железные листы, предназначенные к оцинковке, предварительно подвергаются протраве их кислотами — серною или соляною. Последняя, оказывая такое же действие, предпочитается за ее дешевизну. Раствор составляется из 7 об. частей воды на 1 об. ч. соляной кислоты, и действию подобного раствора лист подвергается дважды. Протравленный в первом чану с кислотным раствором лист переносится в другой чан, с чистой водой, обмывается в нем, а затем погружается в третий чан, с кислотным раствором той же крепости, что и в первом чану. По выходе из вторичной протравы, сообщающей поверхностям листа совершению чистый металлический блеск, лист вносится в сушильную камеру, температура воздуха в которой поддерживается при 50°С, и после просушки в ней поступает в цинковальный аппарат. При этом предварительно обнаженная металлическая поверхность листов покрывается раствором из 2 частей хлористого цинка, 1 ч. нашатыря и 30 ч. соляной кислоты, разведенных 30 частями воды. После новой просушки листа на его поверхности отлагается беловатый налет соли, предохраняющий металл от окисления. После этой подготовки лист погружается в ванну с расплавленным цинком. Ванны для расплавленного цинка изготовляются из толстого железа, а в новейшее время — из литой стали. Чтобы цинк плотно и равномерно пристал к цинкуемой металлической поверхности, необходимо поддерживать ванну постоянно в весьма жидком, т. е. сильно перегретом состоянии. А так как расплавленный цинк при высокой температуре сильно окисляется, покрываясь пленкой цинковой окиси, весьма мешающей успеху операции Ц., то, в предупреждение окисления, держат расплавленную цинковую ванну под толстым слоем нашатыря. Самый цинк должен быть, по возможности, чист; поэтому, когда от продолжительного действия аппарата количество цинка в ванне уменьшится, самый же цинк загрязнится, удаляют из нее загрязненный цинк и затем наполняют свежим. Погружаемый в ванну цинкуемый лист не должен оставаться в ней слишком долго. Если передержать лист в ванне, то слой цинка выйдет слишком толстым и притом столь хрупкий, что дальнейшие манипуляции с подобным листом (загибка, разрезка, отгибание швов и т. п.) сделаются невозможны без повреждении нанесенного слоя цинка. Поддержание цинковой ванны в требуемой степени жидкоплавкости и установление должной продолжительности погружении в нее цинкуемых листов требуют со стороны руководителя процессом большой опытности, и выработанные приемы обыкновенно держатся в большом секрете. Цинкуемые листы захватываются клещами, подвешенными на роликах, и погружаются в ванну в вертикальном положении, затем вынимаются и кладутся в ванну, наполненную холодною водою, в которой и оставляются до полного охлаждения. Прием этот (весьма распространенный) сам по себе уже вызывает хрупкость нанесенного цинкового слоя. Поэтому гораздо безопаснее погружать вынимаемые из цинковой ванны листы не в холодную, а в кипящую воду, оставляя их постепенно охлаждаться вместе с водою. Еще лучше вместо воды применять кипящее сало или пальмовое масло. При Ц. железных листов, подвергаемых дальнейшей механической обработке (напр., штампованию), только таким путем и можно достигнуть необходимой вязкости цинкового слоя. Дав листам охладиться до 50 — 60°, их вынимают, дают хорошенько стечь салу или маслу, затем обмывают тщательно щелоком и обтирают насухо мягкими тряпками. Листы, охлажденные в воде, просушивают погружением в ящик с опилками или отрубями, или прямо обтирают этими веществами, забрав их в горсть. Слишком большая крепость кислотного раствора, в котором травятся листы перед Ц., имеет следствием хрупкость цинковой оболочки, а потому должна быть избегаема. Вместо простых клещей для погружения в ванну листов устраиваются иногда вращающиеся валки, помещаемые ниже поверхности расплавленного цинка и протаскивающие заложенный между ними лист через ванну. При больших и толстых листах, подлежащих Ц., подобное приспособление безусловно необходимо. Железо обладает свойством легко сплавляться с цинком. Вследствие этого стенки железных ванн, под влиянием действия расплавленного цинка, быстро выедаются и продырявливаются. Для защиты железных ванн покрывают стенки раствором жидкого стекла, в который подмешана тонко измельченная и отсеянная глина. Последней прибавляется столько, чтобы раствор принял молочный цвет. Слою подобного раствора дают совершенно просохнуть, а затем наносят поверх его второй, третий и следующие слои, пока железо не перестанет просвечивать сквозь обмазку. Затем разводят под ванной слабый огонь и дают обмазке окончательно окрепнуть. В такую ванну кладется сначала лишь часть цинка и расплавляется, а затем в него погружаются дальнейшие порции цинка. Предохранительная обмазка дозволяет ванне служить несколько лет, если только с нею обращаться осторожно. Употребляются иногда вместо железных цинкоплавильных ванн кирпичные пламенные печи, с подом, заделанным в виде корыта и одетым огнеупорною глиною.
Ц. мелких железных изделий разнообразной формы (напр., крючьев, цепей, гвоздей, колец, кронштейнов и т. п.) производится, в общих чертах, подобно вышеописанному, с отступлениями, вызываемыми лишь особенностями размеров и внешних очертаний этих изделий. Предназначенные к оцинковке изделия кладутся, прежде всего, в чан с раствором серной или соляной кислоты, затем омываются водою и просушиваются. После этого они складываются по нескольку в проволочную сетку и погружаются сначала в раствор хлористого цинка и нашатыря, а затем в расплавленный цинк. Сетка при этом встряхивается, чтобы дать возможность цинку проникнуть во все извилины предметов, а также на все те места, в которых к ним прикасалась сетка. Погружение длится 2 — 3 мин., после чего предметы вынимаются и закладываются на под небольшой пламенной печи, осыпаются угольным порошком и нагреваются до красного каления. Под действием жара избыток цинка, не вошедший в сплав с железом, расплавляется и стекает на пониженную часть печного пода, откуда он потом собирается. Предметы выгребаются кочережкою на возвышенную часть пода и переворачиваются, пока цинковая оболочка их совершенно не затвердеет. Тогда они вынимаются из печи и обтираются щетками с целью удалить приставший к их поверхности угольный порошок. Для получения более прочной оцинковки железные предметы, тщательно протравленные, прежде нежели будут подвергнуты оцинковке, омедняются, для чего погружаются в раствор из 1 части медного купороса на 10 ч. воды, оставляются в нем несколько секунд, затем ополаскиваются водою и погружаются в расплавленный цинк. При Ц. железных листов толщина цинковой оболочки составляет от 0,006 до 0,043 мм, что соответствует весу цинка на каждом квадратном метре оцинкованной поверхности от 45 до 300 грамм.
После листового железа, чаще всего подвергается Ц. железная проволока, огромные количества которой предназначаются для телеграфных и телефонных проводов и проч. Ведение этой операции может быть выгодно лишь при массовом производстве, а след., доступно лишь крупнейшим проволочным заводам, на которых работа эта и выполняется с недостижимым для мелких предприятий совершенством. Сущность проволокоцинковального процесса та же, что и при Ц. железных листов, и заключается в том, что проволока, вытравленная в кислотном растворе и получившая чистую металлическую поверхность, погружается в ванну с расплавленным цинком. Получение оболочки, прочно держащейся и дозволяющей гнуть проволоку без риска облупить цинк, достигается лишь путем долгого опыта и значительных издержек. Многие фирмы, вложив в это дело значительные капиталы, вынуждены были, в конце концов, отказаться от него за невозможностью конкурировать с изделиями уже установившихся производств. В сущности, все сводится к тщательной предварительной очистке проволоки, поддержанию надлежащей темпер. цинковой ванны и соответствующей скорости движения по ней проволоки. Слишком горячий цинк образует на проволоке красивую, блестящую, но очень непрочную (хрупкую) оболочку. Слишком холодный, густой цинк дает оболочку толстую, а потому также непрочную. Тот же результат получается, если проволока остается в цинковой ванне слишком долго, хотя бы цинк, сам по себе, был и достаточно жидок. При надлежаще соразмеренных скорости протягивания проволоки через цинковую ванну и температуре цинк отлагается на проволоке тонкою оболочкою, которая держится весьма прочно. При сгибании проволоки оболочка эта, хотя и дает трещины, но не соскакивает с железа. Внешний вид такой тонкой цинковой оболочки, правда, значительно уступает толстой оболочке. Для лучшей очистки проволоки, перед погружением ее в цинковую ванну, ее травят нередко не в холодном, а в сильно (до красного каления) нагретом состоянии. Доказано, что при этом уничтожение ржавчины на поверхности проволоки происходит более совершенно и без молекулярных изменений, вызываемых в металле холодною протравою. Само собою разумеется, что прокаливание проволоки перед ее протравою не должно служить, само по себе, источником образования окалины, а потому нагревают проволоку не на голом огне, а в особых трубках из шамотной массы (или железных, обмазанных глиною), которые омываются пламенем лишь снаружи и доводятся до красного каления. Каждая проволочная нить пропускается через свою особую трубку. Раскаленная проволока протаскивается затем через ванну со слабым раствором соляной кислоты. Пудлинговое железо требует более крепкого раствора, нежели литое. В большинстве заведений предпочитается, однако же, холодная протрава проволоки и лишь пропускают протравленную уже проволоку над открытым пламенем с целью ее просушки. Чтобы воспрепятствовать проволоке уносить на себе слишком толстый слой цинка, пропускают ее при выходе из цинковой ванны через слой грубозернистого песку, который и стирает с проволоки избыток цинка. Протягивание проволоки через ряд последовательных аппаратов производится равномерно и автоматически, для чего проволочная нить, свиваемая с упруго вращающейся катушки, навивается на барабан, приводимый в равномерно вращательное движение от механического привода. Общая схема расположения всех частей одного из лучших проволокоцинковальных приборов представлена на прилагаемом рисунке.
Схема расположения цинковального устройства.
Бунты проволоки, которую предстоит оцинковать, надеваются на катушки aa, насаженные на вертикальные оси. Проволочная нить направляется с катушки на направляющий валик с, а с него идет в травильную ванну b, причем огибает с нижней стороны два погруженных в эту ванну направляющих валика dd, поднимается кверху, огибает (сверху) направляющий валик с, а с него переходит на направляющий валик е, проходя попутно над пламенем для высушивания. Очищенная и просушенная проволока направляется затем в ванну с расплавленным цинком f, куда погружается особыми вилками. По выходе из этой ванны, проволочная нить огибает еще два направляющих валика и затем наматывается на свой особый барабан. Ряд таких барабанов, насаженных попарно на горизонтальные оси, виден на левой стороне рисунка. На каждой оси, кроме двух барабанов, заклинено еще винтовое колесо.
Все эти винтовые колеса приводятся во вращение бесконечными винтами, насаженными на общий вал, движимый от привода. Вращение этих барабанов и вызывает протаскивание проволочных нитей через все перечисленные выше части цинковального прибора. Описываемый аппарат требует для его помещения площади в 25 м в длину, при 3 м в ширину (не считая необходимых по обе его стороны проходов). Зато проволока идет в нем постоянно в одном и том же направлении, не испытывая вредных перегибов. Травильные ванны устраиваются из песчаниковых плит, связанных в стыках асфальтом, или же из цементной массы в виде монолитного ящика. В видах экономии устраиваются и деревянные ванны из толстых клепок, плотно прифугованных одна к другой. Внутри стенки такой деревянной ванны одеваются свинцовыми листами, а чтобы предохранить и эти последние от разъедания кислотою, в свинцовый ящик вставляется второй деревянный ящик, уже из тонких досок, который от времени до времени и сменяется. Для удержания пропускаемых проволочных нитей в растворе в ванну вставляются два направляющих валика. Валики эти отформованы из цементной массы и насажены наглухо на железные оси, могущие вращаться на их цапфах. Если проволока вводится в кислотный раствор в раскаленном состоянии, то, отдавая свой жар кислотному раствору, она привела бы его в нежелательное кипение. Поэтому, в таких случаях употребляются травильные ванны с двойными дном и стенками, между которыми циркулирует холодная вода. Подобное устройство можно сообщить лишь свинцовым ваннам. Над кислотною ванною устраивается обыкновенно шатер с вытяжною трубою, служащий для удаления отделяющихся вредных паров. Размеры травильной ванны делаются обыкновенно одинаковыми с размерами цинковой ванны. Цинковая ванна склепана из толстых железных листов (стенки в 22 мм, а дно в 25 мм толщиною). Размеры ее (при расчете на пропуск 12 проволок одновременно) 90 × 200 см, при глубине в 45 см. Опорою ванне служат стенки из огнеупорного кирпича, возведенные на поду печи и образующие один продольный и несколько поперечных каналов. Кирпичными же стенками (выложенными изнутри огнеупорным кирпичом) ванна окружена и с боков, причем между ее стенками и кирпичными стенами оставлен зазор в 128 мм, заполняемый коксом. Сожиганием этого кокса развивается жар, передающийся боковым стенкам ванны, а через них цинку. Дно ванны не подогревается. Для регулирования горения кокса, в кирпичных стенах, окружающих ванну устроены люки, закрываемые кирпичами. Открывая эти люки, можно усилить горение в прилегающих местах коксового слоя, а прикрывая их — ослабить. Наблюдение за состоянием расплавленной массы цинка показывает, в каких местах требуется поднять или ослабить жар. Через эти же люки производится прочистка коксовых камер и удаление из них изгари. В части печи, обращенной к травильной ванне, устроена топка с решеткою, на которой также сжигается кокс. Жаром, им развиваемым, просушиваются проволочные нити перед поступлением их в цинковую ванну. На стенках печи укреплены две пары подшипников для направляющих валиков и пара стоек, между которыми укрепляются вилки, направляющие проволоки в цинковой ванне. Вилки подвешены к двум перекладинам, укрепленным на стойках, и снабжены дырами, дозволяющими перестанавливать вилки глубже, коль скоро уровень расплавленного цинка в ванне понизится. Приемные барабаны заклинены попарно на осях; на тех же осях в середине насажено по винтовому колесу, получающему вращательное движение от продольного вала. Над каждым барабаном помещен направляющий ролик, обеспечивающий правильную намотку проволоки. Вместимость описываемой ванны 600 пд. расплавленного цинка. Ц. ведется непрерывно — днем и ночью, в будни и праздники, т. е. однажды расплавленный цинк уже не допускается до охлаждения и отвердения. Оцинковка увеличивает вес проволоки на 4,5 до 10,5%, смотря по толщине ее. Полежав на воздухе, оцинкованная проволока постепенно утрачивает красивый белый цвет и приобретает синевато-серый оттенок. На оцинковку каждых 1000 кг проволоки закладывается в ванну, средним числом, 110 кг цинка, из коих, хотя и остается неизрасходованным до 40 кг, но уже в виде перегорелого цинка, негодного на дальнейшее Ц. (хотя и могущего быть употребленным в литейных). Кроме того, на то же количество проволоки расходуется 27 кг соляной кислоты, 4 кг нашатыря и 4 кг кокса. Железная цинковальная ванна служит не более года. Было сказано, что для очищения выходящей из ванны проволоки от избытка цинка употребляется песок, сквозь который заставляют проходить проволочные нити. На расплавленную поверхность цинка насыпается слой древесно-угольного порошка, а поверх его — слой песка. Для той же цели (очистки избытка цинка) применяются железные скребки, или же кожаные подушки, между которыми пропускаются оцинкованные и еще горячие проволочные нити. Вместе с цинком, проволока оставляет в этих приспособлениях и различные приставшие к ней на пути нечистоты. При вступлении в цинковый раствор, проволока проходит через слой нашатыря, насыпанный на поверхность расплавленного цинка. Опытом установлены следующие приблизительные наивыгоднейшие скорости протягивания: для телеграфной проволоки — от 15 до 40 мм, для проволоки № 20 — от 30 до 70 мм и для проволоки № 10 и тоньше — от 100 до 140 мм в секунду (номера проволоки подразумеваются по международной метрической проволочной мерке).
Кроме описанного, чисто механического способа Ц., применяется также Ц. с помощью гальванического тока. В отличие от предыдущего «горячего» способа Ц., последний способ носит название «холодного». При современных средствах электротехники Ц. электрохимическим способом не представляет никаких затруднений. К сожалению, цинковая оболочка, осажденная этим способом на железной поверхности, очень неустойчива к окисляющему действию воздуха и влаги и быстро превращается в цинковую окись, так что главная цель процесса остается невыполненною или выполненною лишь весьма несовершенно. Для Ц. холодным способом можно употребить раствор из 2 ч. цинкового купороса на 10 ч. воды, подкисленный слегка серною кислотою. Но при этом требуется наличность весьма интенсивного электрического тока. Процесс значительно облегчается, если вместо указанного выше раствора применить щелочной раствор цинка. Для этого растворяют цинковый купорос в воде и прибавляют к нему едкого щелока в таком количестве, чтобы образовавшийся вначале осадок гидрата цинковой окиси снова совершенно растворился. В раствор этот погружают большие пластины цинка и соединяют их с медным полюсом гальванической батареи, цинкуемый же железный предмета соединяют с ее цинковым полюсом. При этом на железной поверхности отлагается равномерный слой цинка, чрезвычайно красивого оттенка, но, как уже замечено было выше, весьма непрочный. Чтобы предохранить его, в свою очередь, от окисления, нередко покрывают оцинкованное таким способом изделие слоем прозрачного лака. Ввиду изложенного, электрохимический способ Ц. не может быть применен во всех тех случаях, когда оцинкованному изделию предстоит находиться долгое время на воздухе или в воде. К нему с успехом прибегают, однако же, в тех случаях, когда оцинкованные изделия предназначаются для комнатного употребления, причем Ц. заменяет в этих случаях дорогое лужение. Таким способом цинкуются, напр., тонкие железные листы, идущие на выделку некоторой домашней утвари, детских игрушек и т. п., которые и заменяют белую жесть.
В. С. Кнаббе. Δ.
dic.academic.ru
Гальваническое цинкование: виды и характеристики электролитов
При комнатной температуре цинк почти не реагирует с химическими элементами, при нагреве более +225°С скорость окисления критически возрастает. По мере увеличения толщины коррозионной пленки окислительные процессы замедляются. Гальваническое цинкование защищает от коррозии изделия из железа, никеля, меди и прочих металлов.
Виды и технологии цинкования
В настоящее время антикоррозионное цинкование производится несколькими способами. Конкретный метод выбирается с учетом назначения и размеров деталей и технологических возможностей предприятия и наличия оборудования.
- Холодное цинкование. Процесс покрытия осуществляется в результате электрохимических реакций, адгезия обеспечивается за счет молекулярного притяжения. Для защиты от коррозии поверхности покрываются специальными красками большим процентным содержанием высокодисперсного цинка. Наиболее простотой и доступный метод, имеет широкое распространение во время изготовления товаров народного потребления и металлоконструкций быстровозводимых зданий.
- Горячее цинкование. По частоте использования располагается на втором месте среди всех способов, а по качеству покрытия занимает лидирующие позиции. Недостатки – большие энергетические потери, вредное влияние на окружающую среду. Подготовленные детали погружаются в специальные ванны с расплавленным цинком, после выдержки вынимаются и оставляются в подвешенном состоянии для удаления излишков и остывания.
- Гальваническое цинкование. Технические параметры отвечают требованиям ГОСТ301-86, толщина покрытия до 30 мкм. Во время процесса цинк переходит из анода на поверхность изделия, для придания заданных свойств для покрытия применяются различные по химическому составу электролиты. Недостаток метода – сложность очистки технологических составов.
- Газо-термическое цинкование. Один из сложных методов, цинк расплавляется в нагретом газовом потоке и направляется на поверхность обрабатываемых деталей. Используется для обработки элементов промышленного назначения с большими линейными размерами. Осадки пористые, для увеличения защиты от коррозионных процессов требуется дополнительное покрытие слоя цинка.
- Термодиффузионное цинкование. Один из разновидностей горячего цинкования. Покрытие происходит за счет проникновения атомов цинка в сталь, образуется сложная структура железоцинкового сплава. Преимущества: детали обрабатываются в замкнутых пространствах, что минимизирует вредное воздействие на окружающую среду, покрытие ровное без микропор, толщина нанесения цинкового покрытия колеблется в широких пределах.
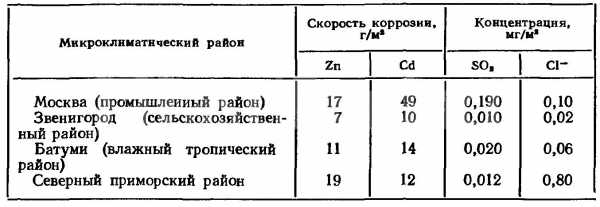
Скорость коррозии гальванического цинкования и кадмирования
На сегодняшний день для цинкования используется до 40% общей добычи металла, это наиболее используемый метод антикоррозионной защиты металлических поверхностей. В связи с тем, что потенциал цинка отрицательнее, чем имеет сталь, чугун и железо, защита происходит электрохимическим путем. При воздействии летучих продуктов синтетических смол, олиф и хлоридсодержащих углеводородов покрытия гальванического цинкования быстро разрушаются.
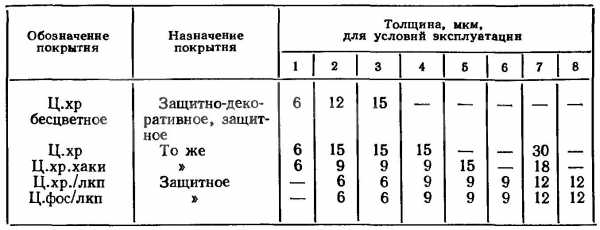
Используемая толщина цинкования
Для увеличения коррозионной стойкости после цинкования изделий выполняется специальная химическая дополнительная обработка в растворах хромовой или фосфорной кислоты.
Сравнительная характеристика применяемых электролитов
Для гальванического цинкования применяются простые и сложные электролиты. К первым относятся хлоридные, сульфатные, борфторидные и прочие. Ко вторым относятся аммонийные, цианидные, аминонокомплексные и цинкатные электролиты, для улучшения могут добавляться различные добавки и присадки. Цинкование гальваническое в простых электролитах происходит при довольно низкой поляризации катода, в сложных электролитах поляризация имеет значительные величины. Осадки цинкования в кислых растворах с крупнокристаллической структурой. Качество улучшается после введения различных добавок. В сложных электролитах покрытие мелкокристаллическое, плотное, имеет повышенные эксплуатационные показатели. Конкретный способ цинкования подбирается с учетом условий эксплуатации изделий и технических возможностей предприятия.
Низкие показатели рассеивающей способности простых электролитов ограничивают цинкование деталей со сложными геометрическими формами. Осаждение цинка из сложных растворов происходит при высокой рассеивающей способности, они дают равномерное покрытие на сложных поверхностях.
Кислые (простые) электролитыДля процесса требуется специальное оборудование гальванического цинкования, ванны изготавливаются из устойчивых пластиков, размеры ванн регламентируются государственными стандартами, при желании заказчика могут корректироваться с учетом особенностей производственных помещений. В зависимости от того, какие размеры и планировку имеет цех гальваники, предусматривается возможность монтажа линий или отдельных рабочих зон для гальванического цинкования.
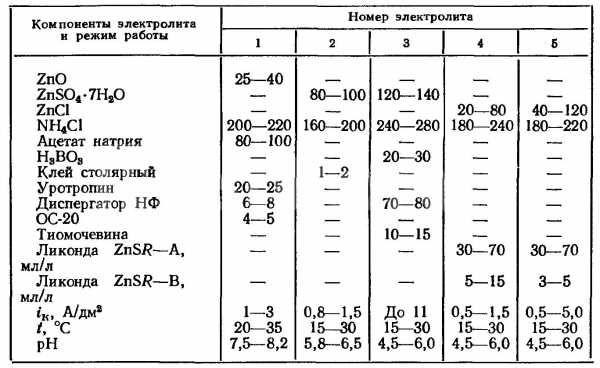
- Сульфатные электролиты. Главный компонент – сульфат цинка, оптимальная концентрация не менее 200 мг/л. Для непрерывно двигающихся деталей цинкования концентрация может повышаться до 700 мг/л. Сульфатные растворы просты в работе, нетоксичны, отличаются высоким выходом по току. За счет этих показателей цинкование гальваническое в сульфатных электролитах получило широкое распространение во время обработки деталей простой конструкции. Для стабилизации кислотности в состав добавляются специальные добавки.
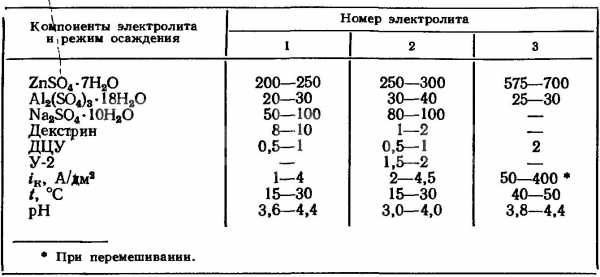
Режим цинкования и состав хлоридных электролитов
Первый электролит применяется для цинкования во вращающихся установках, второй для гальванического цинкования с блестящими покрытиями, третий для покрытия цинком листового проката и проволоки.
- Хлоридные электролиты для гальванического цинкования. Несмотря на высокую проводимость по току применяются намного реже. Причина – получить химически чистый хлорид цинка технологически трудно, а в остальных марках соли присутствует большое количество недопустимых примесей.
Режим цинкования и состав хлоридных электролитов
- Борфторидные электролиты цинкования. Главный компонент – борфторид свинца, для повышения показателей электропроводности добавляются соли натрия, структура поверхности улучшается за счет добавок состав ПВА. На выход по току большое влияние оказывает режим работы оборудования. Нанесение цинкового покрытия должно производиться при температуре +20°С. Масса цинка зависит от времени осаждения и концентрации раствора.
Режим цинкования и состав борфторидных электролитов.
Цианидные электролиты для гальванического цинкования
Большое влияние на качество осадков оказывает режим работы гальванических ванн. Температурные параметры электрохимических процессов контролируются автоматических, процентное содержание цинка проверяется по окончании каждой рабочей смены. Добавление в растворы органических веществ позволяет получать блестящее гальваническое цинкование. Работы на оборудовании разбиваются на отдельные этапы, соблюдение рекомендованных параметров каждого из них обеспечивает надлежащее качество покрытий.
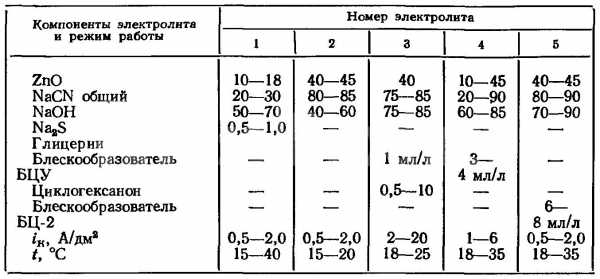
Состав цианидных электролитов для промышленного оборудования
Раствор цианида натрия готовится отдельно при обязательном соблюдении правил техники безопасности производства работ на промышленном оборудовании. После подготовки цианида натрия в раствор небольшими порциями при постоянном перемешивании вводится гидроксид натрия. На завершающем этапе приготовления электролит разводится дистиллированной водой до получения расчетной концентрации цинка. Цинкование гальваническое в растворе производит значительно меньше примесей, при необходимости они удаляются электрохимическим путем по мере накопления.
Цинкатные электролитыПринципы гальванического цинкования в цинкатных электролитах отличаются по показателям плотности тока. Диссоциация компонентов происходит ступенчато, для осаждения необходимы высокие значения катодной поляризации. Поверхность изделия имеет губчатую структуру и темный цвет из-за микрочастиц, появляющихся за счет электрохимического растворения в щелочной среде цинковых анодов. Для устранения проблемы в раствор добавляются соединения четырехвалентного олова. Допускается в тех же целях использовать трилон Б, полиэтиленполиамин и др. Добавки дают возможность получать более полное цинкование гальваническое при увеличенных параметрах плотности тока.
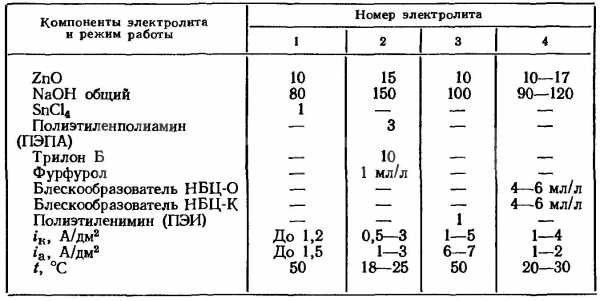
Состав и режим цинкатных электролитов
- Хлораммонийные электролиты. За счет высокой катодной поляризации и электропроводности достигается оптимальная рассеивающая способность. Цинкование гальваническое получается гладким и блестящим, покрытия равномерные на сложных профилях. Оборудование не требует дополнительных механизмов перемешивания раствора, для стабилизации показателей кислотности используются буферные добавки. Для получения блеска во время гальванического цинкования применяются блескообразователи. В промышленности широко применяются хлораммонийно-уротропные электролиты, для депассивации анодов добавляется ацетат аммония.
Состав и режимы хлораммонийных электролитов для гальванического цинкования
- Аминокомплексные электролиты для гальванического цинкования. Получают за счет добавки к хлораммонийным различных органических соединений, имеют высокую поляризацию цинка. Осадки мелкокристаллические, при использовании специальных дополнительных компонентов блестящие. Оборудование для производства работ обыкновенное,

Состав электролитов для гальванического цинкования с использованием аминокомплексных соединений
- Пирофосфатные электролиты для гальванического цинкования. Для оборудования технологических линий применяются емкости из пластиков, подготовка деталей производится в отдельных ваннах. В результате химического взаимодействия исходных компонентов выпадает осадок пирофосфата цинка, в дальнейшем он растворяется с образованием комплексных соединений цинка.

Состав пирофосфатных электролитов для гальванического цинкования
Для повышения качества и устойчивости цинковых покрытий дополнительно может выполняться финишное осаждение верхнего слоя. Чаще всего в промышленности в этих целях используется хроматирование.
Цинкование в домашних условиях своими руками
Небольшие по размерам изделия можно цинковать своими руками. Для гальванического цинкования применяется простой кислый электролит, приготавливаемый из 200 г сернокислого цинка, 50 г сернокислого аммония, 15 г уксуснокислого натрия. Компоненты растворяются в одном литре воды, температура электролита во время нанесения цинкового покрытия 18 ÷ 25°С, плотность по току 1,5 А/дм2.
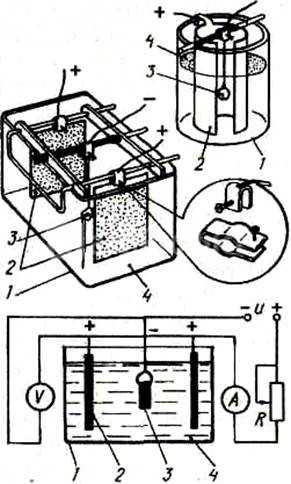
Оборудование своими руками для цинкования
1 – емкость под электролит. Можно изготовить своими руками из пластиков.
2 – аноды из цинка. Размеры должны отвечать размерам емкости, количество подбирается в зависимости от размещения обрабатываемых деталей.
3 – изделия цинкования. Размеры и количество должны учитывать технические характеристики ванны.
4 – электролит. Раствор приготавливается согласно существующих рекомендаций по химическому составу.
Толщина цинкового покрытия своими руками регулируется временем выдержки, плотностью тока и концентрацией электролита. Цинкование гальваническое должно производиться с соблюдением техники безопасности, размеры оборудования обеспечивать благоприятные параметры процесса.
plast-product.ru
Цинкование металла своими руками и технологии оцинковки
Оцинковка металла — один из распространенных способов его защиты от появления и развития коррозии, повышающих его эксплуатационные качества и значительно увеличивающих срок эксплуатации.
Под оцинковкой понимается нанесение на поверхность металла покрытия, на 95 процентов состоящего из цинка. Цинкование выполняется различными способами, каждая технология имеет свои преимущества и недостатки.
Общие сведения и назначение
Стальные изделия подвержены коррозии, особенно если речь идет о применении в условиях высокой влажности. Оцинкованная стальная деталь надежно защищена от коррозии. Покрытие вместе с металлом образует гальваническую пару, где цинк по сравнению со сталью имеет большую степень электроотрицательного заряда. Соответственно, коррозии подвергается цинк, а реакции стали практически отсутствуют. Антикоррозийная защита металла будет держаться, пока цинковое покрытие не разрушится.
Существует несколько технологий цинкования. Некоторые технологии допускают оцинковку своими руками с получением приемлемого по качеству результата.
Способы цинкования металла
Существуют следующие способы цинкования металла:
- холодный;
- горячий;
- гальванический;
- термодиффузионный;
- газотермический.
Выбирать тот или иной метод для цинкования стальных деталей или конструкций нужно в зависимости от условий применения и характеристик защитного слоя. Независимо от применяемой технологии оцинковки нужно определиться с толщиной защитного слоя. Она зависит от таких параметров, как период воздействия рабочей среды на металл и температура обработки.
При применении стальных конструкций, на поверхность которых нанесен слой цинка, нужно помнить, что их нельзя подвергать сильным механическим воздействиям, поскольку защитное покрытие из металла отличается высокой хрупкостью и может разрушиться.
Рассмотрим разные виды цинкования металла.
Способ горячей оцинковки
Горячее цинкование металла позволяет добиться максимального качества изделий и обеспечить их долговечность. Этот метод имеет ключевой недостаток — его реализация подразумевает использование химических реагентов для обработки поверхности, а процедура выполняется в расплавленном цинке.
Горячий метод оцинковки стали включает подготовку поверхности изделия и собственно процедуру покрытия металла цинком.
Шаги для подготовки обрабатываемой поверхности:
- очищение;
- обезжиривание;
- нанесение кислотных растворов;
- промывка и флюсование;
- просушивание поверхности.
Когда поверхность проходит все этапы подготовки и просыхает, изделие помещается в специальную ванну с расплавленным цинком. На поверхности стали формируется тонкий слой цинка и железа, надежно обеспечивающий антикоррозийную защиту. Когда изделие извлекается из ванны, его обдувают сжатым воздухом для просушки и удаления излишков цинка с поверхности.
Недостаток этого способа: размеры изделий ограничиваются габаритами ванны с расплавленным цинком. Такой способ практикуется на крупных производственных мощностях при работе с опорами ЛЭП, строительными лесами или мачтами освещения.
Способ подразумевает большие трудозатраты и использование сложного оборудования, поэтому для домашних условий не подходит.
Холодное цинкование стали
Данный способ обработки цинком металла приобрел широкую популярность в последние годы. Главная причина — высокая технологичность и простота метода вкупе с высокими защитными свойствами слоя на поверхности металла. Вариант подходит для цинкования металла своими руками, поскольку не требуется специальное оборудование для работы.
Технология холодного цинкования заключается в нанесении на поверхность изделия цинкосодержащей смеси, например, цинконола. Наносить ее нужно валиком или кисточкой. Если нужно покрыть конструкции сложной формы или труднодоступные места, то можно использовать краскопульт. Благодаря специальным составам на поверхности образуется защитный слой, состоящий более чем на 90 процентов из цинка.
Этот способ оцинковки единственно приемлем для обеспечения антикоррозийной защиты конструкций, которые иным способом оцинковать невозможно. Например:
- смонтированные трубы;
- элементы ж/д путей;
- опоры линий электропередач и прочие конструкции в стационарном или смонтированном варианте.
Цинконол и прочие составы для холодного цинкования применяются во время ремонтов, если есть необходимость восстановления поврежденного цинкового слоя на металлических конструкциях. Например, это актуально с целью восстановления оцинковки автомобильного кузова.
Оцинковка изделий из стали холодным методом выполняется в широком температурном диапазоне, сформированное покрытие имеет высокую защиту, эластичность, устойчивость к механическим воздействиям и температурным перепадам.
Холодное цинкование имеет свои минусы. Например, сформированное покрытие имеет недостаточно высокую устойчивость к механическим воздействиям, также нужно строго соблюдать технику безопасности, если процедура предусматривает применение органических растворителей.
Гальванический метод оцинковки
При гальваническом цинковании на поверхность изделия оказывается электрохимическое воздействие. Покрытия в итоге имеют высокую точность по толщине и исключительную гладкость. Также на поверхности металла формируется защитный слой толщиной порядка 20−30 мкм.
С помощью такого цинкования можно регулировать толщину защитного слоя, при этом слой равномерный и обладает высокими декоративными качествами. Металл и цинк во время оцинковки соединяются на молекулярном уровне, покрытие обладает высокой адгезией с основным материалом. На степень адгезии влияет наличие на поверхности окисных и жировых пленок, которые удалить практически невозможно.
Гальваническое цинкование проводится следующим образом:
- конструкция и цинковые пластины помещаются в электролитический раствор, затем к стенке ванны и пластинам подключаются положительный и отрицательный контакты источника тока;
- благодаря разности потенциалов пластины растворяются в электролите, а молекулы цинка оседают на поверхности изделия и образуют однородный защитный слой.
Ключевым преимуществом данного метода является то, что таким способом на поверхности формируется защитный слой, имеющий особые декоративные характеристики. Толщину слоя можно регулировать. Но имеет метод и свои недостатки. В частности, это высокая себестоимость.
Технология термодиффузионного цинкования
Данную технологию также называют шерардизацией. Она была разработана в 20-е годы прошлого века, однако длительное время не находила широкого применения. И только в 90-е годы метод приобрел популярность.
Суть метода в том, что деталь вместе с сухой смесью на основе цинка помещается в герметичный контейнер, где создается температура около 2600 градусов. При такой температуре цинк переходит в газообразное состояние, соответственно, процесс диффузного проникновения атомов цинка в поверхностный слой изделия ускоряется. Данная технология цинкования применяется в случаях, когда на поверхности металла нужно сформировать защитный слой толщиной от 15 мкм.
Подготовка металлических изделий для термодиффузионного покрытия цинком не отличается от горячего способа. Преимущества этого способа:
- процесс проходит в герметичном контейнере, соответственно, отличается экологичностью;
- почти целиком отсутствуют поры на защитном покрытии, имеющем высокую адгезию по отношению к поверхности;
- покрытие получает высокую степень защиты;
- сохраняются сложные геометрические формы и параметры изделий, покрытых цинком;
- полученные отходы не нуждаются в специальной утилизации.
Недостатки термодиффузионного способа:
- готовое покрытие не имеет металлического блеска и обладает грязно-серым оттенком;
- низкая производительность;
- цинковая пыль в воздухе во время работы может нанести вред организму;
- цинковое покрытие по толщине неоднородное.
Газотермическое напыление
Газотермический способ цинкования подходит для покрытия цинком объемной детали или листа металла. Его суть в том, что цинк, находящийся в виде сухой смеси либо проволоки, напыляется в составе газовой среды на поверхность обрабатываемого изделия. Технология применяется для нанесения слоя цинка на крупногабаритные изделия, которые иначе обработать невозможно.
Процесс покрытия цинком:
- частицы расплавленного металла наносятся на обрабатываемую поверхность, формируя тонкий слой с чешуйчатой структурой;
- на пористое покрытие наносятся лакокрасочные материалы. Созданный за счет комбинирования слой защищает изделие и позволяет ему долгое время использоваться в условиях высокой влажности, постоянного воздействия пресной или морской воды и других агрессивных средах.
Параметры покрытий из цинка, наносимых перечисленными выше способами, устанавливаются соответствующим ГОСТом.
Оцинковка своими руками
Как уже говорилось, некоторые виды цинкования можно проводить самостоятельно в домашних условиях. Это касается технологии холодного цинкования или электрохимического способа.
Чтобы самостоятельно выполнить оцинковку электротехническим способом, нужно тщательно подготовить поверхность обрабатываемого изделия. Подготовка включает:
- очистку;
- обезжиривание;
- кислотное протравливание;
- промывку под проточной водой.
Аппарат для гальванического цинкования можно сделать самому на основе источника постоянного тока с напряжением 6−12 В при силе тока в 2−6 А и емкости на основе диэлектрического прибора и прибора для фиксации изделия и электрода. В качестве электролита выступает любой солевой цинкосодержащий раствор. Для приготовления раствора цинк помещается в аккумуляторный электролизер и растворяется в нем. Перед применением состав процеживают.
При выполнении оцинковки своими руками нужно учесть, что на качество и толщину покрытия влияют следующие факторы:
- плотность тока на единицу площади изделия;
- температура электролитического раствора;
- температура электролита;
- геометрия и сложность формы изделия.
Оцинковка металлов позволяет замедлить процесс коррозии изделий. Способы цинкования зависят от условий эксплуатации изделий. Оцинковать материалы можно в домашних условиях.
tokar.guru
Холодное цинкование
Теория и практика
В данной статье рассматриваются теоретические основы и преимущества практического использования холодного цинкования, как наиболее эффективного метода (альтернативного горячему цинкованию) для защиты металлоконструкций от коррозии.
Цель статьи: привлечь внимание предприятий организаций, ведомств, отраслевых проектных и научно-исследовательских институтов, эксплуатационников и специалистов к перспективному методу холодного цинкования для более широкого внедрения его в практику антикоррозийной защиты черных металлов.
Суть и преимущества метода
Хорошо известно, что наиболее длительную (до 20-25 лет) защиту стали от коррозии обеспечивают цинковые покрытия. Однако, нанесение их традиционными методами, такими, например, как горячее цинкование или электрохимическое осаждение, на крупногабаритные металлоконструкции технически трудноосуществимо и на практике не используется.
В сравнении с традиционным методом наиболее доступным, дешевым, а иногда и единственно возможным, оказывается метод холодного цинкования металла.
Холодное цинкование — это нанесение на подготовленную поверхность приемами, используемыми в работе с обычными красками, специального цинксодержащего состава, в результате чего образуется покрытие, обладающее теми же антикоррозийными свойствами, что и полученное методом горячего цинкования.
Цинк и его основные свойства
Прежде, чем перейти к описанию имеющихся сегодня на Российском рынке составов для холодного цинкования, необходимо рассмотреть некоторые теоретические основы самого метода, и в частности, те свойства цинка, которые определяют эффективность его применения для антикоррозийной защиты стали.
Цинк — серебристо-белый, в нормальных условиях довольно хрупкий металл плотностью ~ 7.1 г/см3 и температурой плавления около 420 °C. Так же, как и железо, цинк относится к группе металлов повышенной термодинамической нестабильности, имеющей значение электродного потенциала меньше, чем потенциал водородного электрода при pH=7 (-0.413 В). Однако вода почти не действует на цинк. Это объясняется тем, что при взаимодействии цинка с водой на его поверхности образуется гидроксид, который практически не растворим и препятствует дальнейшему течению реакции. Даже в слабокислой среде коррозия чистого цинка замедлена, что связано с достаточно высоким значением перенапряжения выделения водорода на цинке (~1 В).
При содержании в цинке сотых долей процента примесей таких металлов, как, например, медь и железо, имеющих меньшее значение перенапряжения выделения водорода (соответственно 0.6 и 0.5 В), скорость взаимодействия цинка с кислотами увеличивается в сотни раз.
На воздухе цинк окисляется, покрываясь тонкой, но прочной пленкой оксида или основного карбоната цинка. Эта пленка надежно защищает его от дальнейшего окисления и обуславливает высокую коррозийную стойкость. В противоположность этому ржавчина, например, не образует сплошной пленки на поверхности железа и между отдельными кристаллами гидратированного оксида трехвалентного железа, имеются большие просветы, наличием которых и объясняется склонность железа к прогрессирующей коррозии.
Высокие противокоррозионные свойства цинка при нанесении его на железо (сталь) обусловлены еще и тем, что цинк имеет электрохимический потенциал ниже, чем железо (-760 и -440 мВ, соответственно), поэтому в электрохимической паре цинк-железо, возникающей в присутствии воды (влаги), цинк выполняет роль анода и растворяется, а металлическая подложка (железо) роль катода:
Zn – 2e ↔ Zn2 + H2O + ½O2 + 2e ↔ 2OH¯
В результате чего, имеет место пассивация стали за счет подщелачивания. Ионы цинка реагируют с диоксидом углерода, находящимся в воздухе. Это сопровождается образованием плотных слоев нерастворимых карбонатов цинка, тормозящих дальнейшее развитие коррозионного процесса.
Два типа защиты
Из перечисленных выше свойств цинка следует, что при нанесении на железо (сталь) цинк защищает его как по барьерному (изоляционному) типу, (что более характерно для горячего цинкования, где цинк сразу образует сплошное влагонепроницаемое покрытие), так и по электрохимическому (протекторному) типу, где цинк, в присутствии влаги выполняя роль анода по отношению к железу, расходуется для его защиты, а образующиеся при этом соединения цинка «залечивают» дефекты покрытия, предотвращая коррозию железа.
Протекторный тип защиты более характерен для холодного цинкования, особенно в стадии первоначального формирования покрытия, когда оно еще имеет определенную пористую структуру, через которую возможен доступ влаги к поверхности стали, приводящий к образованию электрохимической пары «цинк-железо». В процессе дальнейшей эксплуатации происходит уплотнение структуры покрытия и переход его защитного действия от протекторного к барьерному.
Таким образом, покрытие, полученное методом холодного цинкования, по истечении определенного времени, зависящего от условий эксплуатации (в основном влажности), защищает сталь по тому же механизму, что и покрытие, нанесенное горячим способом.
Дальнейшее действие цинка по электрохимическому типу защиты (также как и для горячеоцинкованных поверхностей) происходит только тогда, когда по тем или иным, в т.ч. механическим причинам нарушается целостность нанесенного покрытия и влага проникает к поверхности стали.
Требования и их реализация
Согласно стандартам ISO 3549 (DIN 55969,) составы для холодного цинкования, обеспечивающие активную электрохимическую защиту по всей поверхности (повсеместную и свободную передачу электронов как между частицами цинка внутри покрытия, так и от частиц цинка к поверхности стали), должны содержать в сухом покрытии не менее 94% чистого цинка с размером частиц 12-15 мкм или не менее 88 % цинка с размером частиц 3-5 мкм.
Более высокие концентрации цинка увеличивают защитное антикоррозийное действие покрытия, а использование атоминизированной (< 5 мкм) цинковой пудры, при прочих равных условиях, способствует повышению адгезии (за счет облегчения междиффузионного взаимодействия цинка и железа), эластичности, снижению пористости покрытия и получению более гладкой (менее шероховатой) поверхности.
Цинкнаполненные (цинкосодержащие) краски, не отвечающие вышеуказанному стандарту, не относятся к составам для холодного цинкования и не образуют электропроводного цинкового покрытия, адекватного по свойствам и срокам эксплуатации с горячеоцинкованному. Цинк, присутствующий в них, выполняет роль специального (в т.ч. цветообразующего) пигмента, усиливающего лишь барьерную (пленочную) защиту за счет своего окисления и «закупоривания пор» в слое краске.
В приведенной таблице рассмотрены основные технические характеристики одноупаковочных органоразбавляемых составов для холодного цинкования производства двух Российских материалов, в т. ч. UR-100 «Жидкий цинк», а также хорошо известной специалистам Бельгийской компании ZINGA METALL. Также указаны основные приемы и рекомендации по предварительной подготовке поверхности и нанесению покрытий.
Одноупаковочные составы для холодного цинкования металлоконструкций
|
Zinga Компания Zinga Metall (Бельгия) |
UR-100 «Жидкий цинк» («Liquid Zinc») ГОСТ Р 51693-2000 (Россия) |
(ТУ 2313-012-12288779-99) (Россия) |
|
1. Основные требования к подготовке поверхности перед нанесением покрытия |
||
|
Для обеспечения наилучшего контакта металла с цинком необходимо максимальное удаление с поверхности ржавчины, окалины, старой краски, грязи, пыли и масел (Обезжиривание). Наиболее эффективным способом является абразивно-струйная (пескоструйная, дробеструйная, гидроабразивная) обработка поверхности. Для небольших поверхностей можно использовать ручной или механизированный способ очистки. Оптимальная степень шероховатости поверхности 15-20 мкм. (При тонкослойном нанесении для Zinga и UR-100 достаточно 8-10 мкм). Допускается наличие на поверхности незначительных вкраплений (остатков) плотной ржавчины. |
||
|
2. Цвет: Серый (серебристо-серый), матовый |
||
|
3. Характеристика (гранулометрический состав) применяемого цинка в составах для холодного цинкования |
||
|
Атомизированная цинковая пудра с размером частиц 3-5 мкм |
Цинк марки ПЦВД (с размером частиц от менее 4 мкм до более 20 мкм, но не менее 55 % фракции 4-12 мкм. |
|
|
4. Массовая доля нелетучих веществ в исходном материале (сухой остаток) |
||
|
80 % |
82-85 % |
73-78 % |
|
5. Содержание цинка в сухом слое покрытия |
||
|
96 % |
95±0,5 % |
95-96 % |
|
6. Рекомендуемая толщина сухого покрытия, обеспечивающая прогнозируемые защитные свойства на срок от 25 до 50 лет в зависимости от условий эксплуатации |
||
|
80-100 мкм |
80-100 мкм |
100-120 мкм |
|
7. Расход материала для достижения толщины сухого слоя 40 мкм: ≈ 0.25 кг/м2 |
||
|
8. Высыхание до ст. 3 при t +20±2 °С, и вл. воздуха 70±5 % (после чего можно наносить следующий слой) |
||
|
1 час |
1 час |
1 час |
|
9. Исходная вязкость при t +20 °С по ВЗ — 4 |
||
|
60 с |
40 – 60 с |
16 — 25 с |
|
10. Нанесение: |
||
|
Температура при нанесении: минимальная -20 °С; рекомендуемая +5 — +40 °С |
||
|
Максимальная относительная влажность воздуха: 90 % |
||
|
Допускается нанесение на влажную (без капель и конденсатов) поверхность |
||
|
11. Методы нанесения: |
||
|
Составы для холодного цинкования наносятся кистью, валиком, пневматическим или безвоздушным распылением, окунанием. Существенное различие в плотности цинка, с одной стороны и связующего вещества и растворителя с другой, требует перед нанесением и в процессе работы добиваться получения абсолютно однородного состава путем тщательного перемешивания. В противном случае, в сухом слое покрытия может содержаться менее требуемого количества цинка, и оно не будет обеспечивать активную катодную защиту по всей поверхности. |
||
|
12. Стойкость: |
||
|
Термостойкость от -40 до +150 °С с кратковременным повышением температуры до +160 °С и выше: |
||
|
Химстойкость |
||
|
Высокая, в пределах pH 5-10 |
Высокая, в пределах pH 5.5-9 |
Высокая, в пределах pH 6-8.5 |
|
Водостойкость – Высокая, в т.ч. для эксплуатации покрытий под водой. |
||
|
Бензостойкость – убывает в ряду UR-100 — Zinga — ЦИНОЛ. |
||
|
При необходимости получения покрытий с более высокими показателями по химической и бензостойкости, рекомендуется применять систему покрытия с нанесением поверх цинкового слоя специальных ЛКМ. |
||
|
13. Совместимость с другими ЛКМ, наносимыми поверх цинкового слоя |
||
|
С любыми, в т.ч. вододисперсионными ЛКМ, (ограниченно с алкидными, вследствие возможного «омыления» алкидных смол и преждевременного отслаивания поверхностного покрытия). Применение холодного цинкования в качестве предварительного грунтования в сочетании с поверхностными, химически стойкими ЛКМ существенно расширяет области применения метода, особенно в условиях повышенной агрессивности среды, и гарантирует общий срок эксплуатации такой двойной защитной системы, равный сумме сроков эксплуатации каждого из покрытий, умноженный на коэффициент 1.5 — 2.5. |
||
|
14. Экономика. В сравнении со стоимостью горячего цинкования при получении адекватного по стойкости покрытия и толщине цинкуемых металлоконструкций 6-8 мм (без учета транспортных издержек, связанных с доставкой металлоконструкций к месту горячего цинкования и обратно). |
||
|
Покрытие Zinga сопоставимо по стоимости с горячеоцинкованным покрытием |
Покрытие UR-100 и покрытие ЦИНОЛ дешевле горячеоцинкованного в 4-5 раз |
|
В настоящее время на Российском рынке представлены и другие составы для холодного цинкования, где в качестве связующего используются «жидкое стекло» (цинксиликатные краски), эпоксидные или кремнийорганические смолы. Однако, одним из факторов, сдерживающих внедрение этих материалов в широкую практику антикоррозийной защиты, является их двух- и даже трехупаковочность: (связующее + порошок цинка + отвердитель), (связующее + порошок цинка) или, в лучшем случае (связующее с цинком + отвердитель). Понятно, что это не всегда устраивает потребителя в виду непродолжительной жизнеспособности состава после смешивания.
Помимо этого, возникают определенные сложности, связанные с необходимостью работы с пылящим высокодисперсным цинковым порошком при смешивании компонентов непосредственно на рабочей площадке и применением дополнительных устройств для диспергирования (перемешивания). В этом плане готовые к применению одноупаковочные составы выгодно отличаются от двух- и трехупаковочных.
Еще раз о преимуществах метода
Использование метода холодного цинкования эффективно, как для получения самостоятельного покрытия и предварительного грунтования, так и для межоперационной защиты стали и ремонта ранее оцинкованных поверхностей.
Применение метода имеет ряд неоспоримых преимуществ по сравнению с горячим цинкованием — это:
-
Отсутствие ограничений по размерам цинкуемых поверхностей;
-
Возможность производить подготовку поверхности на месте;
-
Легкая свариваемость конструкций, покрытых составом для холодного цинкования;
-
Возможность на месте оцинковывать сварные швы;
-
Простота ремонта поврежденных (в т.ч. при транспортировке и монтаже) участков цинкового покрытия
-
Возможность оцинковывать в широком диапазоне температур от -20 до +40 °С;
-
Получение эластичного покрытия, выдерживающего как механическую деформацию, так и термическое расширение и сжатие в широком диапазоне температур;
-
Возможность оцинковывать собственными силами и любым способом (погружением в состав, кистью, валиком, распылителем).
Уже сегодня перечисленные составы для холодного цинкования металла, как самостоятельно, так и в системах покрытий, успешно используются на практике в России и за ее пределами. Они служат для защиты от коррозии мостовых сооружений, тоннелей, строительных металлоконструкций, городских столбов освещения, опор ЛЭП, металлических кровель, резервуаров, трубопроводов, арматуры зданий, для антикоррозионной обработки агрегатов и деталей кузовов автомобилей и мн. др.
Пользователи отмечают эффективность метода, его простоту, относительно невысокую стоимость и весьма быструю эксплуатационную окупаемость.
И в заключении необходимо еще раз сказать, что более широкое внедрение в практику современных и перспективных методов антикоррозионной защиты, в частности таких, как — холодное цинкование, позволит резко сократить ущерб, приносимый в результате коррозии металлов, который в промышленно развитых странах достигает 5 % национального дохода.
www.infrahim.ru
Цинкование, оцинковка, что это?
Разновидности и процесс цинкования металла
Цинкование железа – это процесс покрытия железного изделия тоненьком слоем цинка. Делается это для того, чтобы надежно защитить железо от коррозии.
Защита железа от коррозии методом цинкования основана на следующем принципе: некоторые металлы, в числе которых имеется и цинк подвержены окислению на воздухе. То есть, при химической реакции с кислородом на поверхности металла образуется защитная пленочка, которая состоит из оксида самого металла. Пленочка в данном случае является довольно плотной, и она, как нельзя лучше препятствует дальнейшему окислению металла и служит своеобразным барьером.
С железом дело обстоит совершенно по-другому. Оксид железа не обладает такими же свойствами. Он менее плотный, менее прочный, рыхлый, и не защищает остальную часть от окисления. В результате чего и образуется ржавчина.
Чтобы защитить железную часть от коррозии современная наука придумала виды цинкования железа.
Цинкование
То есть, если покрыть железо тоненьким слоем цинка, то процесс окисления будет выглядеть совершенно иначе. Окислится верхних слой цинка, на поверхности образуется пленочка, которая по своей фактуре будет очень прочной и сможет защитить изделие от дальнейшего окисления на долгие годы.
Виды цинкования
Существует немало видов цинкования, среди них можно выделить такие как:
- Гальванический. Его суть заключается в электрохимическом осаждении молекул цинка на поверхности железа в электролитном растворе, содержащем цинк;
- Горячее цинкование;
- Диффузионное цинкование;
- Шоопирование;
- Холодное цинкование;
- Газодинамическое цинкование.
Это основные виды цинкования. Однако, самыми востребованными и удобными считаются такие виды цинкования как: горячее цинкование и гальваническое цинкование. На них мы и заострим наше с вами внимание.
Горячее цинкование
Процесс горячего цинкования – это погружение обрабатываемой железной детали в расплавленный горячий цинк пи температуре 460 градусов по Цельсию.
В ходе этого происходят следующие химические реакции:
- Расплавленный цинк вступает в реакцию с кислородом, образуя при этом оксид цинка.
- Следующим этапом идет реагирование оксида цинка с диоксидом углерода. В результате реакции, и образуется карбонат цинка, который является достаточно твердым материалом, способным остановить коррозию.
Горячее цинкование на сегодняшний момент является самым распространенным и востребованным видом покрытия металла для защиты его от коррозии. При этом толщина цинкового слоя колеблется в таких пределах как 30-100 мкм, в зависимости от интенсивности цинкования и обрабатываемой поверхности.
Как правило, детали, оцинкованные горячим методом, находятся под защитой от коррозии от 60 до 130 и более лет, в зависимости от толщины слоя и от условий хранения и эксплуатации.
Гальваническое цинкование
Гальваническое цинкование или, как его еще называют, нанесение гальванического покрытия – это, наряду с горячим цинкованием один из самых распространенных способов защиты металла от коррозии.
Нанесение гальванического слоя повышает основные характеристики металла, в частности такие как: проводимость электричества, устойчивость к коррозии, прочность верхнего слоя и многие другие.
Гальваническая оцинковка, это процесс, при котором под действием электрического тока выделяется металл из солевого раствора.
В этом процессе анод играет роль вспомогательного электрода, он подключается к плюсу. В качестве катода выступает основная деталь, на которую и наносится таким вот образом гальваническое покрытие.
Доставка товара
Наша компания занимается производством оцинкованных деталей, а также осуществляет доставку товара, в такие российские города как:
- Екатеринбург,
- Пермь,
- Челябинск,
- Курган,
- Нижний Тагил,
- Тюмень,
- Уфа.
Возможно Вас так же заинтересуют следующие статьи:comments powered by HyperComments
| Не знаешь? Спроси! Непонятная проблема с машиной? Нужна помощь c ремонтом? Задать вопрос | Типы оцинковки кузова автомобиля |
| 6 сентября 2014 Распечатать |
В машиностроении, при обработке кузова, помимо полного или частичного оцинковывания, различают несколько типов цинкования.
Существует — огромная разница как был оцинкован тот или иной кузов машины.1. Горячая оцинковка Лучший вид цинкования. Данная термическая технология наиболее устойчива к коррозии в процессе эксплуатации машины с такой оцинковкой.
Заранее подготовленный и сухой кузов опускают в ванну с расплавом цинка температура которого от 500 до 4000 градусов С.
Гарантия производителя на кузов машины с таким видом обработки начинается от 15 лет и выше.
Высокая устойчивость от коррозии даже после повреждения кузова. При незначительных повреждениях кузова, место в котором образовался скол, может со временем затянуться тонким слоем цинковых отложений (процесс самовосстановления).
Горячее цинкование обеспечивает толщину цинкового покрытия в пределах 2-15 мкм. 2. Гальваническая оцинковка Кузов купают в ванне с цинксодержащим электролитом, где под воздействием электрического тока цинк осаждается на поверхности металла.

Такая обработка менее устойчива к коррозии, но обеспечивает равномерность покрытия, блестящий, декоративный характер поверхности с неизменными размерами.
Гальваническое цинкование обеспечивает толщину цинкового покрытия в пределах 5-20 мкм. Гарантия производителя на кузов машины такой обработки начинается от 10 лет.
Практически все производители, применяющие один из вышеупомянутых методов, отмечают наличие цинкового покрытия в технических характеристиках автомобилей и дают отдельную гарантию на кузов от сквозной коррозии. 3. Холодная оцинковка В последние годы этот метод получил широкое распространение среди недорогих марок. Цинкование происходит путем окраски кузова грунтами с высоким содержанием высокодисперсного цинкового порошка (содержание цинка в готовом покрытии 89-93%).
Холодное цинкование является смесью цинкования с нанесением лакокрасочного покрытия. При эксплуатации такого кузова отмечается низкая устойчивость к коррозии.
Зачастую производитель — лукавит, называя кузов такой машины оцинкованным, что активно используется в рекламных целях.
Цинкование металла: разновидности, проведение в домашних условиях
4. Цинкрометалл Метод заключается в покрытии стали на стадии проката, грунтом состоящим из подслоя оксидов содержащих цинковые частицы и богатый цинком органический верхний слой.
Из такого метала без проблем можно изготовить кузов. Материал хорошо поддается сварке, формовке, покраске и совместим с обычно используемыми клеями. Покрытие при этом не теряет свои защитные свойства.
Цинкрометалл хорош там где нет высокой влажности, но при эксплуатации его на машинах отмечается также слабая защита от коррозии, особенно в местах повреждения.
Данный тип цинкования распространен лишь среди немногих недорогих марок. При покупке подержанного автомобиля, доказать или опровергнуть наличие так называемой оцинковки можно только с помощью дорогостоящих испытаний и специального оборудования.
Все это теперь ненужно, можно использовать этот сервис с информацией об оцинковке по каждой из моделей.
Каждый производитель автомобилей производит согласования с государственным управлением в области охраны окружающей среды. А так же хранит отчетности о своем ежегодном товарообороте в соответствующих департаментах.
Информация собрана из индикаторов архива департамента по товарному рынку стран производителей использующих технологию оцинковки кузова.
При покупке нового автомобиля, советуем уделять больше внимания наличию гарантии производителя на кузов, нежели громким фразам об оцинковке в рекламе. Сохраняйте у себя полезные страницы!
| © 2011–2018· AutoGener.ru · Логотипы и названия фирм, используемые на сайте, принадлежат их владельцам. Использование материалов сайта возможно с разрешения редакции. | О сайте·Редакция·Файлы Cookies·Условия использования |
| Об автомобилях — без воды Информационный сайт для Российских автолюбителей |
Оцинкованный металлопрокат – применение и преимущества
Металлы, прошедшие обработку цинком, считаются самыми долговечными изделиями.
Как проводят цинкование металла?
Данный факт обусловлен антикоррозийными свойствами цинкового покрытия. В связи с этим оцинкованный металлопрокат экономичен в использовании, так как имеет довольно длительный срок эксплуатации. Цена за дополнительную обработку со временем окупается в разы, ведь изделия, покрытые цинком, могут прослужить в течение долгого периода времени без каких-либо затрат на дополнительную обработку и уход.
Где применяется оцинкованные металлы?
Изделия, обладающие цинковой защитой, могут использоваться в различных областях промышленности и строительства. Они незаменимы при монтаже металлических конструкций, используются для обустройства кровельных сооружений, заборов, настилов, ограждений и т. д. Оцинкованный металлопрокат пользуется широким спросом при постройках городской инфраструктуры.
Преимущества оцинкованных изделий
Оцинкованный металлопрокат пользуется большой популярностью во всех сферах промышленности и строительства, благодаря своим уникальным свойствам. Перечислим лишь малую толику достоинств изделий, обладающих цинковым покрытием:
- Самое основное преимущество – это высокий уровень устойчивости к коррозии. Изделия, покрытые цинком, могут сохранить свой первозданный вид от 30 до 120 лет.
- Стойкий защитный барьер от неблагоприятных условий окружающей среды. Цинковому покрытию не страшны выраженные перепады температур, соприкосновение с влагой, механическое воздействие.
- Экономия при затратах на оцинкованные изделия. Цена за тонну металлопроката с цинковым покрытием существенно отличается в меньшую сторону от стоимости изделий из других материалов с такими же положительными характеристиками.
- Низкая теплопроводность. Особенно ценится такое свойство металлов при оборудовании кровли, профессиональных настилов, панелей домов.
- Безупречный внешний вид. При холодном цинковании можно придать изделию благородство материала и декоративность. Можно выбрать любой оттенок оцинковки, чтобы покрытие наиболее выигрышно смотрелось и приобрело декоративные свойства.
Как происходит процесс оцинковки металлов?
На сегодняшний день цинкование металлических изделий предполагает два метода: холодное и горячее.
Горячее цинкование происходит посредством расплавленного цинка. Изделия проходят специальную обработку:
- На начальном этапе конструкции очищают и обезжиривают специальными растворами. Зачистка металлов может проходить пескоструйным способом.
- Далее изделия промывают в больших ваннах – ёмкостях для цинкования.
- После промывки следует процесс травления, чтобы удалить все окислы для лучшего соединения цинка с металлической поверхностью.
- Изделие вновь промывают, удаляя химические вещества.
- Металлопрокат флюсуют.
- Конечный этап предварительной обработки содержит просушивание изделий.
После подготовительных процедур приступают к непосредственному горячему цинкованию. Изделия погружаются в расплавленный цинк при температуре 460 градусов. Толщина покрытия зависит от скорости погружения металлов в горячую смесь. Далее изделия вынимают из ванн и охлаждают диффузорным способом. На выходе получаются металлы с устойчивым защитным покрытием.
Примечательно, что цинк обладает способностью к самовосстановлению. Это означает, что ежегодно происходит зарастание повреждений. Этот процесс продолжается до полного исчезновения цинкового покрытия до последнего атома. Цинковое покрытие, полученное горячим способом, может прослужить в течение 120 лет в обычных условиях.
Холодное цинкование является самым простым и доступным методом для защиты металлов от коррозии. Единственный недостаток такого способа обработки – невозможно получить такой же толстый слой цинка, как при горячем цинковании. Основным принципом нанесения цинка холодным способом является покрытие металлов специальными составами, с наибольшим процентом цинкосодержащей смеси – до 95%.
Купить оцинкованный металлопрокат в Москве можно у нашей компании. Цены вас приятно порадуют.
Доставка осуществляется во многие российские города и регионы, среди которых и такие как:
- Екатеринбург
- Челябинск
- Первоуральск
- Тюмень
- Курган
- Нижний Тагил
- Серов
- Пермь
- Тобольск
- Сургут
- Ханты-Мансийск
- Уфа
- Ижевск
- Казахстан
Возможно Вас так же заинтересуют следующие статьи:comments powered by HyperComments
Как восстановить цинковое покрытие: советы и секреты.
Если вам необходимо восстановить цинковое покрытие, то скорее всего вы столкнулись с одной из проблем:
- Оцинкованное покрытие пострадало при транспортировке и местами откололось.
- Цинкование сделали некачественно — нужно новая защита.
- Оцинковка истерлась со временем и начала ржаветь.
- Края конструкций пострадали после сварки.
Решить все эти проблемы довольно легко! Во всех случаях вы можете покрыть поврежденный участок покрытия составом для холодного цинкования.
Мы расскажем, что для этого нужно и как лучше восстановить цинковое покрытие.
Качественно восстановить покрытие можно только краской с содержанием цинка
Особенность оцинкованных изделий заключается в том, что благодаря высокому содержанию цинка в плёнке, обеспечивается катодная защита. Это означает что цинк «жертвует» себя для защиты основного металла. Покрытие не будет коррозировать даже, если повреждено.
Цинкование металла
На фото ниже пример поврежденногоцинкового покрытия «Барьер-ЦИНК» после погружения на долгий срок в морскую воду.
Коррозия отсутствует даже в местах повреждений/
Обычная краска или грунтовка не подходит для восстановления
Если закрашивать места повреждения обычной грунтовкой или краской 3 в 1, то вы просто спрячете металл от коррозии на короткий промежуток времени. Коррозия все равно появится через месяц, два, возможно и сразу, после того как пройдёт дождь. Даже если вы не видите коррозию, то под краской она будет появляться, поскольку краска не обладает катодной защитой, о которой мы говорили чуть ранее.
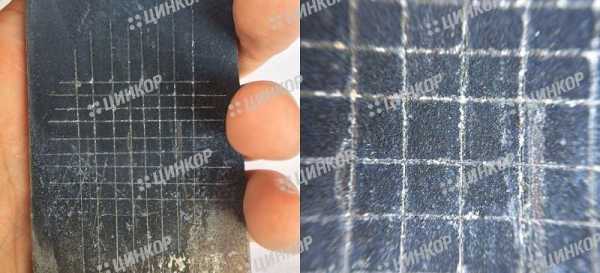
Также стоит понимать, что наличие цинка в краске не дает 100% гарантии от коррозии. Не все цинковые покрытия способны надолго защитить металл от коррозии. Внизу на фото пример некачественной краски с цинком:
Как мы видим покрытие отслаивается, на нем появляются пузыри. Это потому, что покрытие было сделано просто краской с цинком, а не составом для холодного цинкования.
В наших покрытиях такое невозможно.
Цвет оцинковки серый или серебристый?
Чтобы цвет восстановленного участкане отличался от ранее оцинкованного слоя, то наносят дополнительное покрытие с Алюминием. Нас часто спрашивают, а можно сразу нанести алюминиевый слой? Можно, но тогда катодной защиты не будет и вскоре коррозия начнёт проявляться.
Поэтому оптимально нанести:
- Слой Цинка (~ 40-80 мкм за 1-2 прохода)
- Слой Алюминия (~ 40 мкм)

- Для защиты и восстановления покрытия необходимо нанести состав с цинком
- Если требуется внешний вид схожий с горячим цинкованием, дополнительно нанесите состав с Алюминием.
Технология восстановления
Сама технология нанесения не сложная и на первый взгляд не отличается от нанесения обычной краски, но есть нюансы.
Важные моменты при использовании:
- Чтобы защита была долговременной, и осуществлялся электрохимический контакт поверхность металла должна быть совершенно чистой. Ничего не должно мешать контакту между покрытием и металлом.
- Для лучшей адгезии придайте шероховатость поверхности.
- Перемешивайте состав каждый 15-20 минут, цинк тяжёлый и оседает.

Цифры о компании ЦИНКОР:
- Более 120 тонн продукции отгружено за 2017год
- Наши постоянные клиенты — более 450 предприятий (от небольших кузниц до крупных заводов)
- Более 500 частных клиентов купили наши покрытия в 2017 году
Что приобрести для восстановления покрытия
Холодное цинкование весьма удобная и многофункциональная методика. Повреждения и дефекты, которые возникли при монтаже или эксплуатации конструкции, можно быстро и качественно устранить за минимум времени и денег. Мы предлагаем вам составы, с помощью которых вы сможете восстановить защитное покрытие быстро, легко и экономично:
- Барьер-Цинк — состав для восстановления покрытия 96% Цинка.
- Краска ЦИНОЛ — 95% Цинка.
- Спрей-цинк — удобное использование при небольших объемах или после сварки.
- Барьер-Алюминий — состав с оттенком, как у горячего цинкования
ВАМ НУЖНА КОНСУЛЬТАЦИЯ И ПОМОЩЬ В ВЫБОРЕ ПОДХОДЯЩЕГО СОСТАВА?
Звоните нам по телефонам: +7 (495) 540-44-38, 8 (800) 555-34-18
Оставить запрос можно письменно на e-mail: [email protected]
Для вас мы работаем по будням (без обеда) с 08:45 до 18:00 по Московскому времени.
Звоните прямо сейчас, мы гарантируем качество нашей продукции и доступные цены!
< ПредыдущаяК списку статейСледующая >
Похожие статьи
shtyknozh.ru
Гальваническое цинкование металла – это формирование покрытия на металле электрохимическим способом
Автор perminoviv На чтение 4 мин. Опубликовано
Оцинковка металла – это самый востребованный способ его защиты от коррозии. Около 40% от добычи цинка ежегодно расходуется именно для этих целей. Сегодня различают несколько способов нанесения Zn на металлические изделия, электрохимические методики дают наиболее высокие результаты. Один из них – гальваника. Она позволяет наносить чрезвычайно тонкие защитные слои. Что это гальваническая оцинковка? Это формирование тонкого слоя на поверхности металла в растворе электролита. Процесс осуществляется между анодом и катодом. Цинк во время процедуры растворяется, защитный слой образуют его положительные ионы, оседающие на поверхность металлического изделия.
Так формируется пленка, минимальные значения которой 4мкм. Максимальные параметры могут достигать 20 мкм. Одно из важнейших преимуществ данного вида обработки – это формирование эстетически привлекательных изделий с гладкой и точной поверхностью.
Технология цинкования
Технология гальванического цинкования металла выполняется в несколько этапов, каждый из которых является частью единого цикла:
- сначала металлические изделия обезжиривают в специальных реагентах и тщательно промывают;
- затем в растворе соляной кислоты с добавлением специальных веществ металл протравливают, удаляя с него окалину и коррозию, по завершении соли тщательно смывают;
- подготовленное изделие отправляется в ванну с электролитом, конструкция подключается к постоянному электрическому току, анод из цинка растворяется и оседает на поверхность основного металла изделия;
- затем металл промывают от электролита;
- далее следует этап осветления в азотной кислоте, в это же время удаляются оксидные пленки;
- затем следует этап очередной промывки;
- теперь выполняется процедура пассивации, если в ТУ заявлен дополнительный слой, его наносят сразу после пассивации;
- металлическое изделие промывается, высушивается и отправляется на ОТК.
Защитные свойства цинкового покрытия можно усилить. Чаще всего для этого создают на поверхностях хромированные или фосфатные пленки с помощью погружения в растворы кислот. На цинковый слой наносят лакокрасочные материалы.
Гальваническое покрытие цинком позволяет формировать защитный слой с прекрасными защитными параметрами. Для этого процесса могут быть применены электроды различных видов, но соли цинка используются всегда. В процессах могут дополнительно использоваться самые различные материалы: от борной кислоты до сернокислого алюминия. Каждое вещество придает процессам и результату различные химико-физические параметры.
Область применения
Металлические изделия с цинковым покрытием, сформированным гальваническим методом широко используются в самых различных отраслях промышленности:
- нефте- и газодобывающая промышленность;
- нефте- и газоперерабатывающая промышленность;
- автомобилестроение;
- строительство;
- энергетика;
- конструкции для автодорожной инфраструктуры;
- сельское хозяйство;
- металлические конструкции для зданий;
- опоры ЛЭП, рекламных банеров и других модулей;
- судостроение;
- вагоностроение;
- крепежные и мелкие металлические детали любого назначения;
- машиностроение и другие сферы.
Причиной столь широкого применения продукции с защитным слоем цинка, нанесенного с помощью гальванических процессов, стала высокая устойчивость покрытия к агрессивным воздействиям окружающей среды, низкая стоимость производства и экологическая безопасность. Положительные частицы цинка оседают на металл, не нарушая ферритовую подложку. Защитные свойства не заменяются, а усиливаются.

Преимущества
Преимущества перед другими способами цинкования:
- процесс гальванического нанесения цинка характеризуется высокой производительностью;
- возможность нанесения цинковой защиты как на внешние стенки изделий, так и на внутренние поверхности;
- сравнительно высокая скорость выполнения процессов;
- возможность формировать тонкий слой;
- экономия цинка;
- цинковый слой характеризуют высокие параметры прочности;
- технология проста и доступна для реализации в домашних условиях;
- гальванизация имеет невысокую себестоимость;
- покрытие формируется равномерно и однородно, без капелек, подтеков и иных дефектов;
- гальваническое нанесение цинка возможно на изделия любых форм и конфигураций;
- эстетичность цинкового покрытия позволяет использовать изделия в декоративных целях.
Как и у других технологий, у гальванического способа есть и недостатки. Главный из них – это недостаточные параметры адгезии покрытия с основным материалом. Ее можно увеличить, если тщательно подготовить поверхности к цинкованию. Технологию необходимо выполнять точно, в противном случае существуют риски появления водородной хрупкости металла. В результате процессов образуются вредные отходы, которые подлежат утилизации.
Резюмируем
Гальванический слой формирует в основном материале большую подверженность усталостным напряжениям. Это обусловлено высоким содержанием водорода в металле. Но при правильном формировании технологических процессов его результаты высоки. Металлические изделия получают надежную защиту и эффектный внешний вид.
solidiron.ru
ЦИНКОВАНИЕ МЕТАЛЛА ДОМА [технология, оборудование]
В домашних условиях [цинкование металлов] вполне осуществимо. Прежде всего, оно необходимо для защиты металла от коррозии, которая является наиболее разрушительной «болезнью».
Некоторые виды металлов, контактируя с воздухом, начинают окисляться.
В результате этого процесса на поверхности появляется пленка, способная защищать поверхность от вредных воздействий.
Что касается железа, то здесь также образуется пленка, но она не отличается то же плотностью, поэтому не дает материалу нужной защиты. В итоге воздух со временем проникает все глубже, поражая большую поверхность.

Для сохранения металлических изделий от ржавчины, помимо цинкования, можно выполнить хромирование, покрыть металл медью, оловом или свинцом. Специальные заводы выпускают сегодня много вариантов различного покрытия.
Технология покрытия металла цинком довольно-таки проста, поэтому ее можно выполнить своими руками.
Оцинковка металла может осуществляться различными методами:
- Горячее цинкование.
- Холодная краска.
- Гальваническое.
- Газо-термическое напыление.
- Термодиффузионное.
Независимо от того, какие классы цинкования используются, необходимо правильно выбирать толщину этого покрытия, на которую влияет время и температура технологического процесса.
Горячее цинкование
Горячая оцинковка металлических изделий считается наиболее эффективным и долговечным методом борьбы с коррозией.
Однако, с экологической точки зрения данный метод нельзя называть безвредным и безопасным, поскольку цинк подвергается плавлению, металлическая поверхность обрабатывается химическим путем.
Технология данного метода предполагает наличие двух этапов: подготовительного и непосредственной оцинковки.
Видео:
Подготовка заключается в том, что металлическая поверхность сначала обезжиривается, затем необходимо выполнить травление.
После этого поверхность промывается, осуществляется флюсование и все тщательно просушивается.
Горячее цинкование производится, используя специальное оборудование.
После того как изделие высохнет, осуществляется процесс оцинковки: просушенный материал опускается в специальную емкость, где располагается горячий цинк.
Горячая оцинковка, несмотря на то, что является наиболее эффективным методом защиты железа от ржавчины, имеет свои недостатки.
Во-первых, необходимо иметь специальное оборудование – ванны, сушильную камеру, печь.
Во-вторых, ее размеры часто бывают ограничены, в результате чего становится невозможным обрабатывать материал больших размеров.
Хотя, нужно отметить, что современное промышленное оборудование позволяет делать горячее цинкование ЛЭП, строительных лесов и пр.
Метод холодного цинкования
Холодное цинкование металла становится наиболее популярным методом оцинковки. Технологический процесс подразумевает покрытие железа краской, содержащей порошковый цинк.
Поверхность оцинкованного изделия содержит 89-93% Zn. Технология является более простой в сравнении с предыдущим методом горячей оцинковки.
Металлическая поверхность изделия покрывается распыленным цинком таким же способом, как наносится обычная краска, то есть при помощи валика или кисти.
Видео:
Если использовать распылители, то можно не только экономить время на обработку изделия, но и прокрашивать труднодоступные места.
Холодная краска цинком металлических поверхностей удобна в тех случаях, когда другие методы обработки применить трудно или невозможно, специальное оборудование для этого не используется.
Этот способ обработки металла цинком используется также для ранее оцинкованных изделий. Данная технология может осуществляться при различных температурах.
Гальваническое цинкование
Гальваническое цинкование осуществляется с помощью электрохимического воздействия.
Используя гальваническое цинкование, вид оцинкованного покрытия гладкий, равномерный, блестящий и привлекательный с декоративной точки зрения.
Технологический процесс таков: чтобы покрасить, обрабатываемая деталь опускается в емкость, в которой находится электролит (цинковая пластина).
Подводится ток, в результате анод цинка растворяется и оседает на поверхности материала.
Нужно отметить, что цена данного метода достаточна высока.
Технологический процесс влечет образование опасных отходов, который сопровождается большими затратами на очистку сточных вод.
Газо-термическое напыление
Данная технология применяется в тех случаях, когда габариты обрабатываемых конструкций не дают возможность покрасить, используя оборудование в виде ванн, как при выше описанных методах.
Используются такие виды цинка, как проволочный или порошковый.
Видео:
Цинк сначала подвергается плавлению, после чего происходит напыление на обрабатываемую поверхность посредством газового потока.
Поверхность оцинкованного материала приобретает чешуйчатый, пористый вид. Из-за полученной структуры материал необходимо дополнительно покрасить, чтобы заполнить образовавшиеся поры.
Газо-термическое напыление цинка обладает высокой степенью защиты материала даже в таких условиях, как в воде (пресной и морской), а также в различных атмосферных условиях.
Термодиффузионное цинкование
Данная разновидность оцинковки известна еще как шерардизация.
Технологический процесс заключается в следующем: атомы цинка преобразуются в пар при очень высокой температуре (более 2600°), благодаря чему происходит проникновение в железо.
Данная технология применима в тех случаях, когда необходимо создать оцинкованный слой толщиной, превышающей 15 мкм.
Для данного метода используется специальное оборудование.
Процесс протекает при высоких температурах и в замкнутом пространстве муфелей (реторт), объемы которых заполняются обрабатываемым изделием и порошком, содержащим цинк.
Покрасить металл данным методом экологически безопасно, а также такая оцинковка характеризуется хорошей адгезией, покрытие из цинка повторяет контур деталей, защитные способности находятся на высоком уровне. Однако цена такого варианта весьма существенна.
Гальваническая оцинковка в домашних условиях
Гальваническое цинкование материала своими руками требует наличие аккумулятора от автомобиля или зарядного устройства, отвечающее следующим требованиям: 2-6А, 6-12В.
Электролит можно сделать из любой соли, но лучше воспользоваться раствором соли цинка.
Видео:
Чтобы его сделать, потребуется сернокислотный цинк (200г), сернокислотный аммоний или магний (50г), уксуснокислый натрий (15г), вода (1л).
Также для цинкования своими руками можно использовать аккумуляторный электролит (разведенная серная кислота), в который помещают цинк.
В результате реакции цинк остается на поверхности изделия, а кислота преобразовывается в соль.
Если на дне выпадет осадок, то это говорит о высокой концентрации кислотного раствора. В этом случае раствор разбавляется небольшим количеством воды.
В качестве емкости используется стеклянная банка, если обрабатываемая деталь небольших размеров, либо винипласт или любая другая стеклянная емкость.
Емкость необходимо подобрать так, чтобы на ней можно было закрепить электрод с деталью.
Сам процесс покрытия металла цинком своими руками необходимо начинать с очистки и обезжиривания детали.
После этого ее помещают в раствор серной кислоты на несколько секунд (до 10 сек), таким образом металлическая деталь активируется.
Затем ее необходимо промыть обычной водой. Далее осуществляется анодирование материала.
Электрод делают из небольшого кусочка цинка, в котором просверливают отверстие и продевают медную проволоку.
Видео:
При этом, сделанный своими руками электрод, должен быть сопоставимым по площади, как и обрабатываемый материал, форму брать лучше плоскую для удобства размещения в емкости.
Подручное оборудование присоединяют минусом к материалу, а плюсом – к цинку. Процесс будет протекать в течение 40 минут, в результате которого цинк растворится и осядет на поверхности изделия.
Следует отметить, что оцинковка своими руками должна осуществляться в проветриваемом помещении, а также в перчатках и специальной одежде. Цена домашнего метода остается невысокой.
Холодное цинкование дома
В домашних условиях можно выполнить холодное цинкование металла, для которого используется краска. Следует отметить, что это не просто краска с добавлением цинка, а скорее цинк в таком виде.
Для создания оцинкованного изделия используют специальные материалы (продаются в магазинах) с двумя составляющими: порошок цинка и связующий компонент в жидком виде.
Краска в виде двух веществ находится в отдельных емкостях. Они смешиваются согласно инструкциям, имеющимся на упаковках.
Видео:
Пропорции, в которых они смешиваются между собой, могут быть 1:1, либо 3:1 (цинк и связующий компонент соответственно).
Краска наносится при положительной температуре (5-40 градусов) в проветриваемом помещении.
Хорошим средством, которым можно покрасить металлическое изделие, считается краска «Гальванол». Он прост в применении даже в домашних условиях, может наносится на ржавчину, быстро сохнет, а цена остается доступной для простых обывателей.
Методы домашнего цинкования отличаются своей простотой, доступностью и эффективностью внешнего вида оцинкованного материала.
Также следует отметить, что специальное оборудование для данного процесса в домашних условиях использовать не надо.
rezhemmetall.ru