Из чего состоит чугун-О производстве литья
Содержание:
Что такое чугун, дадим определение — чугун это многокомпонентный сплав железа с углеродом, в котором содержание углерода свыше 2%, а также другие элементы, затвердевающий с образованием эвтектики.
Рассмотрим какие – же элементы входят в состав чугуна и для чего они нужны.
Находящиеся в чугуне элементы можно условно разделить на две группы:
1.Постоянные – C,Si,Mn,P,S
2.Легирующие – Cr,Ni,Cu,V,Ti,Mo,Ai,Mg,Ca,Ba.
Легирующими элементами также могут быть и Si c Mn.
Химический состав чугуна и механические свойства оговариваются в технических условиях чертежей на каждые конкретные литые детали.
Влияние элементовКремний –Si.
Уменьшает растворимость углерода в жидком и твердом растворах, способствует графитообразованию, поэтому с увеличением его содержания механические свойства высокоуглеродистых чугунов снижается из-за образования крупных зерен графита.
Марганец – Mn.
Растворяется в феррите и соединяется с углеродом, образуя карбиды, а с серой – сульфид марганца MnS, что повышает прочность чугуна и снижает вязкость. Марганец в чугуне нейтрализует вредное влияние серы – S. Содержание Mn до 1,5% положительно влияет на механические свойства серого чугуна.
Сера – S.
Образует с железом легкоплавкую эвтектику, с температурой плавления 985°С. Сера присутствует в виде сульфидов, богатых железом, или в виде эвтектики, она тормозит графитизацию в низкомарганцовистых чугунах, снижает их механические свойства из- за образованияна границах крупных зерен эвтектики.
Сульфидные соединения увеличивают вязкость чугуна, ухудшают жидкотекучесть и механические свойства.
Фосфор – Р.
Уменьшает растворимость углерода в чугуне и температуру эвтектических превращений. Фосфор повышает жидкотекучесть , поэтому его содержание в чугуне для художественного литья увеличивают до 1% и более. На графитизацию фосфор влияет незначительно .
На графитизацию фосфор влияет незначительно .
Хром – Cr.
Хром увеличивает прочность чугуна при повышенных температурах и многократных нагревах, поэтому его применяют в составе жаростойких и окалиностойких чугунов. Хром повышает твердость, сопротивление износу, коррозии в морской воде и слабых растворах кислот, но увеличивает хрупкость чугуна.
Никель – Ni.
Повышает коррозионную стойкость чугунных отливок в морской воде и щелочах.
Медь — Cu.
При содержании в пределах 3-4 % легко растворяется в жидком чугуне способствует графитизации и уменьшает твердость, в сером чугуне способствует стабилизации перлита и увеличивает твердость, повышает температуру эвтектического превращения, способствует получению структуры, близкой к однородной в тонких и массивных сечениях отливки.
Титан — Ti.
Титан нейтрализует действие хрома в чугуне, являясь модификатором, в следстве чего отпадает необходимость в повышении содержания кремния. Титан используется как модификатор при производстве ковкого чугуна, но в высокопрочном чугуне Ti нежелательная примесь,так как препятствует образованию шаровидного графита.
Титан используется как модификатор при производстве ковкого чугуна, но в высокопрочном чугуне Ti нежелательная примесь,так как препятствует образованию шаровидного графита.
Исходными материалами, входящими в состав металлической шихты для производства чугуна, являются: доменный чушковый чугун ( литейный и передельный чугуны),
чугунный и стальной лом,чугунная и стальная брикетированная стружка, возврат собственного производства ( литники, скрап, сливы, бракованные отливки), которые загружаются в плавильную печь.
В качестве добавок в зависимости от марки выплавляемого чугуна применяются ферросплавы: ферросилиций, ферромарганец и другие.
Состав чугуна в процентах
марки, химический состав, структура. Серый чугун и применение СЧ
Основные составляющие серого чугуна (СЧ) – железо, углерод и графит. И если первые два элемента являются стандартным сочетанием для большинства сталей, то графит, присутствующий в сером чугуне в виде отдельных включений (хлопья, волокна, пластины), наделяет данный сплав весьма необычными свойствами. Прежде всего, это высокие литейные свойства, которые позволяют применять СЧ для отливки массивных станин промышленных станков, поршней, цилиндров и прочих изделий, вынужденных противостоять силам сжатия.
Прежде всего, это высокие литейные свойства, которые позволяют применять СЧ для отливки массивных станин промышленных станков, поршней, цилиндров и прочих изделий, вынужденных противостоять силам сжатия.
При этом серый чугун, благодаря всё тому же графиту, является сплавом хрупким, т.е. разрушающимся при относительно небольшой ударной нагрузке. Другими словами, элементы из СЧ не могут применяться в механизмах, работающих на изгиб или растяжение.
Структура серого чугуна
В основу классификации серых чугунов заложены особенности структуры материала, а именно – формы включений из графита. Этот элемент может присутствовать в структуре в виде:
- игольчатых включений
- пластинчатых завихренных
- пластинчатых прямолинейных
- гнездообразных
Свою роль играет и металлическая основа серого чугуна, которая может быть:
- перлитной
- ферритной
- феррито-перлитной
Химический состав
Для всех марок данного сплава характерен следующий химсостав:
- C – в пределах 2,9-3,7%
- Si – в пределах 1,2-2,6%
- Mn – в пределах 0,5-1,1%
- P – до 0,2-0,3%
- S – до 0,12-0,15%
Дополнительно серый чугун может легироваться при помощи хрома (Cr), никеля (Ni) или меди (Cu). Если же в составе материала присутствуют такие элементы как магний (Mg) или церий (Ce), то вкрапления графита приобретают глобулярную форму, в свою очередь, обеспечивающую максимально высокую прочность сплава.
Если же в составе материала присутствуют такие элементы как магний (Mg) или церий (Ce), то вкрапления графита приобретают глобулярную форму, в свою очередь, обеспечивающую максимально высокую прочность сплава.
Серый чугун: марки чугуна, маркировка и применение
Данный сплав всегда маркируется символами СЧ, после которых ставятся цифры, указывающие на предел прочности (кг/мм²). Так, существуют сплавы СЧ20, СЧ30 и т.д. Для высокопрочных чугунов технологи используют обозначение «ВЧ», а к цифрам, указывающим прочность, добавляется показатель относительного удлинения (%). К примеру, ВЧ50-2.
На сегодня распространение получили следующие марки чугуна: СЧ10, СЧ15, СЧ18, СЧ20, СЧ21, СЧ25, СЧ30, СЧ35.
Считается, что серый чугун наиболее дешев в производстве, к тому же на фоне его отличных литейных качеств ему находят крайне широкое применение в машиностроении. В частности, СЧ незаменим для отливки разнообразных деталей, которые в процессе эксплуатации не подвергаются большим механическим нагрузкам. Вместе с тем, для серого чугуна с перлитной металлической структурой характерна очень высокая прочность на сжатие, что позволяет отливать из этого материала высоконагруженные детали различных механизмов.
Вместе с тем, для серого чугуна с перлитной металлической структурой характерна очень высокая прочность на сжатие, что позволяет отливать из этого материала высоконагруженные детали различных механизмов.
Стоит отметить, что СЧ участвует в производстве более чем 80% всех чугунных отливок. Особой востребованностью пользуется материал с пластинчатыми вкраплениями графита.
Ковкий чугун
Ковкий чугун представляет собой термически обработанный сплав железа с углеродом, затвердевающий в литом состоянии со структурой, не содержащей графита, т.е. общее содержание углерода находится в цементитной форме (Fe3C).
Определены две группы ковких чугунов (белозернистые и чернозернистые ковкие чугуны), различающиеся химическим составом, температурой и временными циклами процесса отжига, атмосферой отжига и обусловленными этим свойствами и микроструктурой.
Ковкий чугун представляет собой термически обработанный сплав железа с углеродом,
который затвердевает в литом состоянии с
структура без графита, т.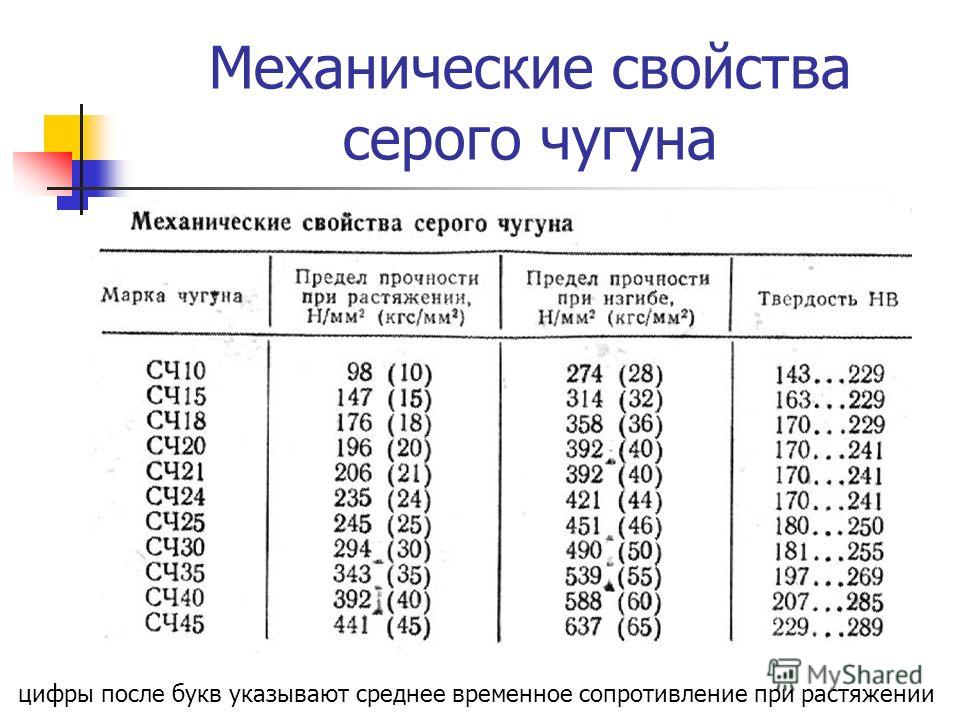
Указаны две группы ковкого чугуна, различаются по химическому составу, температуре и времени циклы процесса отжига, атмосфера отжига и вытекающие из этого свойства и микроструктура.
Ковкий чугун с белой сердцевиной
Микроструктура белого ковкого чугуна зависит по размеру сечения. Небольшие участки содержат перлит и закалку. углерод в ферритной подложке. В больших разделах существует три различных зоны:
- поверхностная зона, содержащая чистый феррит,
- промежуточная зона, состоящая из перлита, феррита и закалки углерод, Центральная зона
- , содержащая перлит, отпускной углерод и ферритные включения.
Микроструктура не должна содержать чешуйчатый графит.
Чугун ковкий и перлитный
Микроструктура черносердечного ковкого чугуна имеет
матрица по существу из феррита.
Графит присутствует в виде конкреций темперированного углерода. Микроструктура не должна содержать чешуйчатый графит.
Система обозначения ковкого чугуна
Обозначение по ISO 5922 (1981) ковкого чугуна состоит из одной буквы, обозначающей тип железа, две цифры, обозначающие прочность на растяжение, и две цифры, обозначающие минимальное удлинение.
- Буквы, обозначающие тип ковкого литья железо может быть:
- W для ковкого чугуна с белой сердцевиной,
- B для чернозернистого ковкого чугуна,
- P для периитового ковкого чугуна.
За этой буквой следует пробел.
 Например, если
минимальная прочность на растяжение составляла 350 Н/мм², обозначение
будет 35.
Например, если
минимальная прочность на растяжение составляла 350 Н/мм², обозначение
будет 35.Например: Обозначение белосердечного ковкого гипса. железа с минимальной прочностью на растяжение 400 Н/мм² и минимальное удлинение 5% при измерении на образце диаметром 12 мм будет В 40-05 .
Химический состав ковкого чугуна
Химический состав ковкого чугуна в целом соответствует
диапазонам, указанным в таблице 1. Небольшие количества
хром (от 0,01 до 0,03%), бор (0,0020%), медь (≤ 1,0%),
также никель (от 0,5 до 0,8%) и молибден (от 0,35 до 0,5%).
иногда присутствует.
| Элемент | Состав % |
| Углерод | 2,16-2,90 |
| Кремний | 0,90-1,90 |
| Марганец | 0,15-1,25 |
| Сера | 0,02-0,20 |
| Фосфор | 0,02-0,15 |
Механические свойства ковкого чугуна
Ковкий чугун, как и ковкий, обладает значительной пластичность и прочность из-за сочетания узловатых графит и низкоуглеродистая металлическая матрица. Из-за того, как в котором графит образуется в ковком чугуне, однако конкреции не совсем сферические, как в ковком чугуне но представляют собой агрегаты неправильной формы.
Ковкий чугун и ковкий чугун используются для некоторых из
применения, в которых важны пластичность и ударная вязкость. Во многих случаях выбор между ковким и ковким чугуном
основывается на экономичности или доступности, а не на
характеристики. Однако в некоторых случаях ковкое железо
имеет явное преимущество. Предпочтение отдается тонкому срезу.
отливки:
Во многих случаях выбор между ковким и ковким чугуном
основывается на экономичности или доступности, а не на
характеристики. Однако в некоторых случаях ковкое железо
имеет явное преимущество. Предпочтение отдается тонкому срезу.
отливки:
- для деталей, которые должны быть проколоты, отчеканены или охлаждены сформировано,
- для деталей, требующих максимальной обрабатываемости,
- для деталей, которые должны сохранять хорошую ударопрочность при низких температурах и
- для деталей, требующих износостойкости (мартенситные только ковкое железо).
Ковкий чугун имеет явное преимущество там, где низкое затвердевание
усадка необходима, чтобы избежать горячих разрывов или где сечение
слишком толстый, чтобы допустить затвердевание в виде белого железа
(Затвердевание в виде белого чугуна по всему сечению
необходимо для производства ковкого чугуна). Податливый
чугунные отливки изготавливаются в сечениях толщиной от
примерно от 1,5 до 100 мм и массой менее 0,03
до 180 кг и более.
Механические свойства образцов из ковкого литья. чугуна должны соответствовать значениям, указанным ниже:
| Обозначение | Диаметр образца мм | Прочность на растяжение Н/мм² | 0,2% условное напряжение Н/мм² | Удлинение (L 0 = 3d) % мин. | Твердость HB |
| Ж 35-04 | 9 — 15 | 340 — 360 | — | 5 — 3 | 230 |
| Вт 38-12 | 9 — 15 | 320 — 380 | 170 — 210 | 15 — 8 | 200 |
| Ж 40-05 | 9 — 15 | 360 — 420 | 200 — 230 | 8 — 4 | 220 |
| Ж 45-07 | 9 — 15 | 400 — 480 | 230 — 280 | 10 — 4 | 220 |
 Механические свойства черносердечного и перлитного ковкого чугуна
Механические свойства черносердечного и перлитного ковкого чугуна| Обозначение | Диаметр образца мм | Прочность на растяжение Н/мм² | 0,2% условное напряжение Н/мм² | Удлинение (L 0 = 3d) % мин. | Твердость HB |
| Б 30-06 | 12 — 15 | 300 | — | 6 | 150 макс. |
| Б 32-12 | 12 — 15 | 320 | 190 | 12 | 150 макс. |
| Б 35-10 | 12 — 15 | 350 | 200 | 10 | 150 макс. |
| П 45-06 | 12 — 15 | 450 | 270 | 6 | 150-200 |
| П 50-05 | 12 — 15 | 500 | 300 | 5 | 160-220 |
| П 55-04 | 12 — 15 | 550 | 340 | 4 | 180-230 |
| П 60-03 | 12 — 15 | 600 | 390 | 3 | 200-250 |
| П 65-02 | 12 — 15 | 650 | 430 | 2 | 210-260 |
| П 70-02 | 12 — 15 | 700 | 530 | 2 | 240-290 |
| П 80-01 | 12 — 15 | 800 | 600 | 1 | 270-310 |
Методы плавки
Плавка может быть осуществлена путем периодического холодного плавления или путем
дуплекс. Холодная плавка осуществляется в бесстержневой или канальной
индукционные печи, электродуговые печи или вагранки
печи. При дуплексировании железо плавится в вагранке или
электродуговая печь, и расплавленный металл переносится в
тигельная или канальная индукционная печь для выдержки и
заливка.
Холодная плавка осуществляется в бесстержневой или канальной
индукционные печи, электродуговые печи или вагранки
печи. При дуплексировании железо плавится в вагранке или
электродуговая печь, и расплавленный металл переносится в
тигельная или канальная индукционная печь для выдержки и
заливка.
Шихтовые материалы (литейный возврат, стальной лом, ферросплавы, и, за исключением ваграночной плавки, углерод) тщательно выбран, и операция плавления хорошо контролируется, чтобы получить металл с нужным составом и свойствами. Незначительные исправления в составе и температуре заливки. производится на второй стадии дуплексной плавки, но большая часть управление технологическим процессом осуществляется в первичной плавильной печи.
Формы изготавливаются из зеленого песка, силиката CO 2 связанный песок или песок, связанный смолой (оболочки). Оборудование
варьируется от высокомеханизированных или автоматизированных машин до
требуется для напольного или ручного формования, в зависимости от
размер и количество отливок, которые должны быть изготовлены.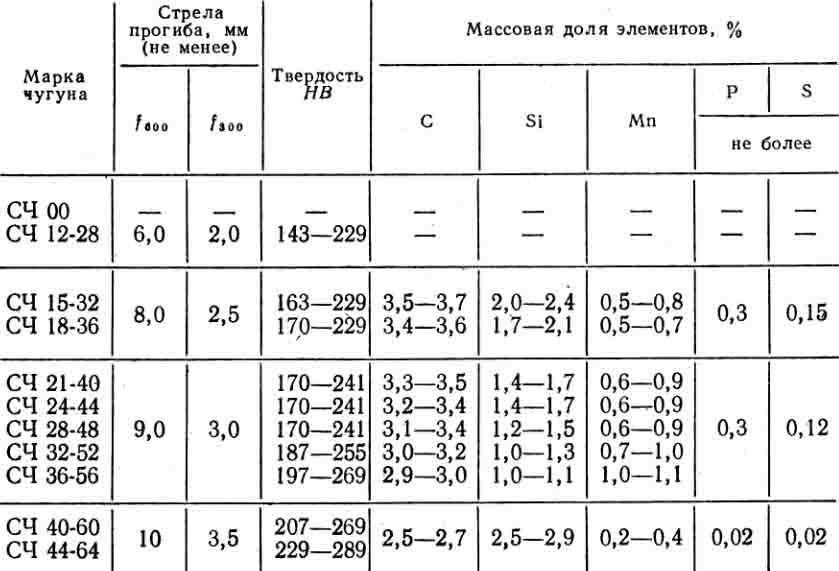 В целом,
технология литья и заливки ковкого чугуна аналогична
к тому, что используется для производства серого чугуна. Термическая обработка проводится в
высокопроизводительные печи непрерывного действия с контролируемой атмосферой или
печи периодического действия, опять же в зависимости от производства
требования.
В целом,
технология литья и заливки ковкого чугуна аналогична
к тому, что используется для производства серого чугуна. Термическая обработка проводится в
высокопроизводительные печи непрерывного действия с контролируемой атмосферой или
печи периодического действия, опять же в зависимости от производства
требования.
После затвердевания и охлаждения металл имеет белый цвет. состояние железа, а ворота, литники и кормушки могут быть легко удаляются из отливок ударом. Эта операция, называемая литник, как правило, выполняется вручную с помощью молотка потому что разнообразие отливок, производимых в литейном цехе делает механизацию или автоматизацию литника очень трудный. После штамповки отливки подвергаются нагреву. обработки, а ворота и стояки возвращаются в плавильное отделение для переработки.
Гиссерей Лексикон
ist Weltweit das umfangreichste Werk, das auf neuestem Technologiesstandard basiert und in English und Deutscher Sprache verfügbar ist!
В бессрочном онлайн-лексиконе вы найдете полный набор технических и промышленных технологий!
Может быть студентом или инженером, специалистом или практиком, профессором университета или инвестором. Hier finden Sie был Siesuchen!
Hier finden Sie был Siesuchen!
Lars Priess verstärkt das Führungsteam der Norican Gruppe — Norican A/S («Norican Group»), ein mehrheitlich im Besitz der Altor Fund IV Holding AB…
Neue Geschäftsleitung bei Tool-Temp in Tschechien — Das schweizerische Mutterhaus Tool-Temp AG informiert über eine wichtige Mutation in der…
Godfrey & Wing CFi installiert neue Anlage für Zylinderkopfhauben в Германии — Godfrey & Wing hat von einem führenden europäischen Bearbeiter den…
Февраль 2023 г. — Mössner erweitert seine Geschäftsführung — Die August Mössner GmbH + Co.
 08.02.2023
08.02.2023 Elkem hat beschlossen, seine Produktion im norwegischen Bremanger teilweise zu drosseln und einen Ofen vorübergehend abzuschalten. Grund Hierfür sind…
Lithiumfreie Alternativen für Eisen-, Stahl- und Aluminiumgießereien
Amerikas Metallgießer sind vorsichtig optimistisch, was die Geschäftsbedingungen für das Jahr 2023 angeht. Dies geht aus der neuen «Ежеквартально…
Weltweit erstes Pilotprojekt zur Kohlenstoffabscheidung in Schmelzwerken bei Elkem in Rana, Norwegen, eingeweiht — die weltweit erste Pilotanlage zur…