что это такое, холодная и горячая вулканизированная резина
Почти каждый автолюбитель хоть иногда задавался вопросом: вулканизация шин — что это такое? И действительно, далеко не многие знают, как именно происходит данный процесс, в результате каких химических реакций осуществляется вулканизация.
Вулканизированная резина: что это такое
Вулканизация резины — это довольно интересная процедура, так как в качестве вулканизирующих агентов выступает немало химических соединений. Основным элементом данной структуры является каучук. Именно он преобразовывается в резину вследствие технологического процесса вулканизации.
 Вулканизированная резина
Вулканизированная резинаЭто химическая реакция, которая представляет собой превращение сырого каучука в вулканизационную сетку, благодаря присоединению к нему иных химических соединений. При этом у каучука улучшается твердость, эластичность, устойчивость к высоким и низким температурам.
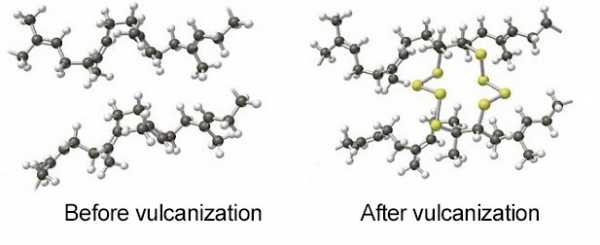
Применение таких веществ, как каучук и сера в процессе вулканизации называется серной вулканизацией. Именно атомы серы способствуют образованию межмолекулярных поперечных связей. Смесь нагревают до 160 °. Когда процент добавленной серы не превышает 5 %, то получается мягкий вулканизат. Из него изготавливают камеры, покрышки, резиновые трубки и т. п. А если добавляется больше 30 % серы, то получается жесткий эбонит.
Еще один вид вулканизации называется радиационным. Она проводится путем ионизирующей радиации, где применяются потоки электронов, что излучает радиоактивный кобальт.
Таким способом можно получить эластомер, который будет невероятно стойким к химическим и термическим воздействиям.
Весь процесс вулканизации можно разделить на несколько этапов:
- Вулканизируемый состав помещают в формы.
- Формы устанавливают между нагретыми плитами гидропресса.
- Смесь нагревают до определенной температуры.
- Неформовые изделия засыпаются в автоклавы либо котлы и тоже поддаются нагреву.
Обратите внимание!
Детали из эластомеров используются не только для вулканизации колес. Они применяются в производстве обуви, детских товаров, монтаже сантехники.
Горячая вулканизация
Такой метод чаще всего используется для устранения боковых порезов на автошине, которые больше 1 см. Именно на горячую получается добиться более надежного скрепления резины. Данный способ считается одним из самых прочных среди всех известных. Горячее склеивание имеет массу плюсов:
- процедуру можно делать даже зимой;
- изделие будет склеено даже если имеет загрязнения;
- пользоваться шиной можно сразу после процедуры;
- материалы дешевле, чем для холодной склейки.
Различают одноэтапную и двухэтапную вулканизацию.
В первом случае происходит следующее:
- Поврежденное место зачищается фрезой.
- Укладывается вязкая резина.
- Дыра заполняется кусками холодной резины.
- Специальным прессом производится нагрев и сваривание компонентов.
Все поврежденные места охватываются прибором и надежно склеиваются.
Двухэтапная проходит следующим образом:
- Порез зачищается и вулканизируется.
- Накладывается заплатка на место повреждения.
- Поврежденные места склеиваются прессом.
Такой способ более плотно закрывает порез и обеспечивает хорошее затвердевание резины.
 Горячая склейка
Горячая склейкаВажно!
Температура, при которой проводится горячая склейка, — 120-140 °.
Технология и время вулканизации сырой резины
Время вулканизации сырой резины — примерно 4 минуты на каждый миллиметр толщины. При этом по 30 минут дается на прогрев промежуточных подушек. Так, например, профессионалы могут отремонтировать шину за пару часов. Если речь идет о грузовой покрышке, то продолжительность ремонта может затянуться до 4 часов. Этапов обработки и склеивания пореза несколько:
- Пространство вокруг повреждения зачищается фрезой.
- Резиновая крошка сдувается, поврежденное место обрабатывается с обеих сторон специальным составом.
- Соответствующая по размеру заплатка устанавливается с внутренней стороны шины.
- Снаружи порез заполняется сырой резиной, которую заранее подогревают для лучшей пластичности.
- Каучук прижимают к шине и выравнивают, он должен выступать на 3-5 мм.
- Горячим прессом производится склейка поврежденного участка.
На заметку.
Пластины пресса могут прилипнуть к резине, поэтому можно вставить между ними бумагу. Если невулканизированная резина заполнила воронку не полностью, то в ней останется воздух, произвести склейку будет невозможно. В таком случае понадобится заново закладывать материал в место повреждения и производить все манипуляции снова.
 Время вулканизации сырой резины: таблица
Время вулканизации сырой резины: таблицаХолодная склейка
Холодный ремонт не предусматривает нагрева, все что необходимо — это заплатка и специальный клей.
Именно хороший клей в силах склеить резину так, как бы это сделала горячая вулканизация. Но стоит отметить, что данный способ является временным ремонтом. Его можно сделать самостоятельно при поломке в дороге и доехать так до ближайшей СТО. А там уже произвести склеивание на горячую. Если такая ситуация случилась в пути, то нужно произвести следующие манипуляции:
- Снять колесо и осмотреть повреждение.
- Очистить и обезжирить место склейки
- Нанести клей на заплатку и поврежденное место.
- Придавить заплатку к резине и подержать некоторое время.
- Накачать колесо и ехать на СТО.
Нужно учитывать, что края резинового жгута должны отступать не менее чем на 1 см от края пореза.
Также эффективному склеиванию поддаются повреждения не более 35 мм (продольные) и 25 мм (поперечные). Холодная вулканизация схватывается около 30 минут. После этого только можно ехать. Но тут все зависит от величины пореза, холода либо жары, а также от качества клея. Полное высыхание материала наступает через двое суток. Такой способ очень хорошо подходит для устранения мелких порезов и проколов.
 Самовулканизирующаяся резина
Самовулканизирующаяся резинаВулканизатор для шин своими руками
Любой вулканизатор обязательно должен состоять из пресса и нагревательного элемента.
Его можно сделать даже собственными руками, имея смекалку и умелые руки. Изготовить агрегат можно:
- из бытового утюга;
- из электроплитки;
- из поршня от двигателя авто.
Если использовать утюг, то его подошва будет служить нагревательным элементом. Идеальным будет прибор, имеющий терморегулятор. В качестве пресса может выступать струбница. Для такого вулканизирующего устройства понадобится минимум затрат денег и материала.
Обратите внимания!
Если использовать электроплитку, то в данном случае на спираль потребуется положить металлическую пластину. Перед тем как укладывать на нее резину, рекомендуется положить бумагу, дабы пластина не прилипла. Сюда же потребуется присоединить терморегулятор, который настроить на отключение при 150 °. Здесь также в качестве пресса можно использовать струбницу.
Поршневой вулканизатор станет незаменимым помощником, если прокол шины случился в пути, а под рукой нет никаких специальных материалов для вулканизации и розетки. Такой агрегат работает по следующей схеме:
- Камера укладывается на ровной металлической поверхности.
- Поврежденный участок прижимается днищем поршня и плотно фиксируется.
- Между резиной и металлом укладывается бумага.
- Рядом с поршнем рассыпается песок (чтобы бумага не горела).
- В поршень заливается бензин и поджигается.
Таким образом получается произвести вулканизацию практически подручными средствами.
 Самодельный вулканизатор
Самодельный вулканизаторПроизвести самодельную вулканизацию вполне возможно, но лучше, если эту работу сделают профессионалы на СТО. Данная процедура не займет много времени, да и стоит недорого.
kolesa.guru
выездной шиномонтаж, эвакуатор, грузовая техпомощь, подвоз топлива, зарядка аккумулятора.
Большой Энциклопедический словарь даёт такое пояснение слова вулканизация: «превращение каучука в резину, осуществляемое с участием т. н. вулканизующих агентов (например, серы, органических пероксидов, некоторых синтетических смол) или под действием ионизирующей радиации. В результате вулканизации повышаются прочность, твердость, эластичность, тепло- и морозостойкость каучука, снижается его растворимость в органических растворителях».
Оглавление:
- Практическое применение вулканизации
- Немного истории: GoodYear и вулканизация
- Горячая вулканизация
- Холодная вулканизация
- Подытожим
Что такое вулканизация
-
Практическое применение вулканизации
 Слово «вулканизация» многим из нас известно с детства: мы слышали его всякий раз, когда обращались к взрослым за помощью, проколов велосипедную шину. Вскочив на отремонтированный велосипед, мы улетали по своим детским делам, недолго поудивлявшись, какое отношение ремонт велика имеет к вулканам. Как оказывается, имеет!
Слово «вулканизация» многим из нас известно с детства: мы слышали его всякий раз, когда обращались к взрослым за помощью, проколов велосипедную шину. Вскочив на отремонтированный велосипед, мы улетали по своим детским делам, недолго поудивлявшись, какое отношение ремонт велика имеет к вулканам. Как оказывается, имеет!
Слово «вулканизация», как и сказано в Энциклопедии, означает «превращение каучука в резину». Процесс осуществляется при помощи т.н. вулканизирующих агентов, веществ, способствующих этому превращению. В качестве таких агентов используют серу, оксиды металлов и другие вещества вместе с ускорителями вулканизации.
Сами по себе каучук, резина и их взаимные превращения, мало кого волнуют, кроме специалистов. Нас сейчас интересует практическое применение этого метода. А точнее, один его аспект: ремонт автомобильных покрышек.
-
Немного истории: Goodyear и вулканизация
 Хотя вулканизация применяется далеко не только для ремонта шин, изобретение этого метода тесно связано именно с автомобильными покрышками. Всем автолюбителям хорошо знакома фамилия изобретателя вулканизации. Его звали Чарльз Нельсон Гудьир. Да-да, именно Goodyear, в честь которого и названа известная компания-производитель, основанная почти через 40 лет после смерти изобретателя. Открытый им процесс был назван именем Вулкана, древнеримского бога огня.
Хотя вулканизация применяется далеко не только для ремонта шин, изобретение этого метода тесно связано именно с автомобильными покрышками. Всем автолюбителям хорошо знакома фамилия изобретателя вулканизации. Его звали Чарльз Нельсон Гудьир. Да-да, именно Goodyear, в честь которого и названа известная компания-производитель, основанная почти через 40 лет после смерти изобретателя. Открытый им процесс был назван именем Вулкана, древнеримского бога огня.
Изобретению Гудьира мир обязан существованию всех изделий из резины, которыми мы привычно пользуемся, не задумываясь о том, что эксперименты с каучуком, по сути, стоили изобретателю жизни. Гудьиру приходилось работать с весьма вредными веществами, что не могло отразиться на здоровье изобретателя.
История жизни Чарльза Нельсона Гудьира заслуживает отдельного описания, каковых, впрочем, существует немало. Мы же, отдав должное памяти изобретателя, вернёмся к использованию метода вулканизации для ремонта автомобильных шин.
-
Горячая вулканизация
Для ремонта автомобильных шин используют заплатки из «сырой резины», которые в процессе вулканизации образуют с покрышкой единое целое, надёжно заделывая место прокола. Этот процесс можно выполнить одним из двух способов: горячая и холодная вулканизация.
ВАЖНО: результат ремонта шины методом горячей вулканизации во многом зависит от квалификации мастера. Неправильное использование оборудования может привести к браку.
Горячую вулканизацию используют для восстановления покрышек с боковыми порезами от 1 см, а также для ремонта серьёзных повреждений протекторной части. Как видно из названия, этот способ подразумевает воздействие высокой температуры. Этот способ считается более прочным, кроме того, к важным преимуществам горячей вулканизации относится возможность использования покрышки сразу после ремонта.
Применение этого способа требует наличия специального оборудования и навыков работы с ним. Качественный ремонт шин методом горячей вулканизации возможен лишь при соблюдении всех технологических требований.
-
Холодная вулканизация
При этом способе вместо термического воздействия для активации бутилового слоя покрышки применяются химические вещества. По сути, если говорить бытовым языком, холодная вулканизация — это склеивание.
ВАЖНО: качество ремонта зависит от предварительной подготовки поверхности покрышки. Её необходимо очистить от грязи и влаги, сделать шероховатой для лучшего схватывания.
Для проведения ремонта шин холодной вулканизацией не требуется громоздкое оборудование, здесь можно обойтись ручным инструментом. Между тем, соблюдение технологии в этом случае не менее важно: любое нарушение процесса приведёт к браку. После ремонта использовать покрышку можно не ранее, чем через сутки (при температуре не ниже +20°С).
-
Подытожим
Выбор способа ремонта покрышки, горячей или холодной вулканизации, зависит от конкретных условий: особенности повреждения покрышки, возможности шиномонтажной мастерской, и других. Заочно нельзя сказать, который из способов окажется предпочтительнее в вашем случае, каждый из них имеет как преимущества, так и недостатки в сравнении с другим.
radius15.ru
Вулканизация шин горячая и холодная: вулканизация бокового пореза, грузовых шин, вулканизация пореза шины, ремонт резины горячей вулканизацией, круглосуточный ремонт шин с выездом на место
Шины в наличии КРУГЛОСУТОЧНО!ДОСТАВКА 24/7 — БЕСПЛАТНО
при заказе шиномонтажа. ЗВОНИТЕ!
Весь месяц СКИДКА 15% на следующие модели авто:
Kia Rio, Лада Гранта, Лада Веста, Hyundai Solaris, Volksvagen Polo, Лада Ларгус, Renault Logan
МЕНЮ
Услуги
 Центр Mobileshina24 – один из лидеров оказания услуг выездного шиномонтажа по Москве и Подмосковью. Вы можете обращаться к нам в случае аварийных ситуаций и плановых ремонтов. Наши специалисты, осуществляющие круглосуточное дежурство во всех районах столицы, оперативно подъедут и помогут на месте справиться с любыми возникшими проблемами.
Мы содержим собственный автопарк, оборудованный всем необходимым для проведения качественного ремонта шин и дисков, после проведения которого транспортное средство сможет безопасно эксплуатироваться без каких-либо ограничений.
Инженеры Mobileshina24 проводят множество видов работ от сезонной замены покрышек до сложного ремонта боковых порезов шин горячей вулканизацией.
Центр Mobileshina24 – один из лидеров оказания услуг выездного шиномонтажа по Москве и Подмосковью. Вы можете обращаться к нам в случае аварийных ситуаций и плановых ремонтов. Наши специалисты, осуществляющие круглосуточное дежурство во всех районах столицы, оперативно подъедут и помогут на месте справиться с любыми возникшими проблемами.
Мы содержим собственный автопарк, оборудованный всем необходимым для проведения качественного ремонта шин и дисков, после проведения которого транспортное средство сможет безопасно эксплуатироваться без каких-либо ограничений.
Инженеры Mobileshina24 проводят множество видов работ от сезонной замены покрышек до сложного ремонта боковых порезов шин горячей вулканизацией.
 Необходимость ремонта шин вулканизацией возникает при серьёзных повреждениях их поверхности. Существует холодная вулканизация, проведение которой осуществляется с использованием специальной химии, и горячая вулканизация шин, проводимая с помощью сложного профессионального оборудования.
Чаще всего вулканизация в Москве выполняется в стационарных центрах. Мы же готовы осуществить эту сложную техническую процедуру на выезде, не требуя от автолюбителя куда-то ехать. Наши специалисты проведут ремонт шин горячей вулканизацией даже на дороге, вернув вашему автомобилю способность самостоятельно передвигаться.
Ремонт боковых порезов горячей вулканизацией проводится в несколько этапов:
Необходимость ремонта шин вулканизацией возникает при серьёзных повреждениях их поверхности. Существует холодная вулканизация, проведение которой осуществляется с использованием специальной химии, и горячая вулканизация шин, проводимая с помощью сложного профессионального оборудования.
Чаще всего вулканизация в Москве выполняется в стационарных центрах. Мы же готовы осуществить эту сложную техническую процедуру на выезде, не требуя от автолюбителя куда-то ехать. Наши специалисты проведут ремонт шин горячей вулканизацией даже на дороге, вернув вашему автомобилю способность самостоятельно передвигаться.
Ремонт боковых порезов горячей вулканизацией проводится в несколько этапов:
- Снятие покрышки с диска и аккуратное фрезерование поврежденного места.
- Зачистка и обезжиривания поверхности резины.
- Нанесение в несколько слоев специального состава и заполнение участка шины жидким каучуком.
- Термообработка на специальном станке, предназначенном для горячей вулканизации.
- Установка кордовой заплатки с внутренней части резины, предназначенной для дополнительного усиления боковой стенки.
- Финишная обработка участка покрышки после застывания жидкой резины.
- Доступность. Цена вулканизации заметно ниже стоимости новой покрышки.
- Оперативность. Даже при самом сложном повреждении, вулканизация бокового пореза шины полностью восстанавливает работоспособность колеса в кратчайшие сроки.
- Универсальность. Вулканизация резины может без проблем выполняться как для легковых, так и для грузовых авто, причем процесс вулканизации грузовых шин будет полностью аналогичным.
mobileshina24.ru
17 Технологический процесс вулканизации покрышек
17.1 Вулканизация покрышек на гидравлических прессах
В настоящее время основным оборудованием для вулканизации покрышек, камер и ободных лент является оборудование, в котором производится вулканизация только одной (одноформовые) или одновременно двух (двухформовые) заготовок. Такое оборудование получило название индивидуальных вулканизаторов. Работа этих вулканизаторов в пределах загрузки заготовок и выгрузки готового изделия полностью автоматизирована.
В последние годы индивидуальные вулканизаторы для покрышек значительно усовершенствованные благодаря совмещению ряда операций, ранее проводимых до вулканизации (формование) и после вулканизации (выемка варочной камеры). Все операции, начиная от загрузки и кончая выгрузкой свулканизованной покрышки, полностью автоматизированы.
Индивидуальные вулканизаторы – прессы специальной конструкции с закрепленной формой применяют преимущественно для вулканизации многослойных автомобильных покрышек больших размеров, а также для вулканизованных камер, ободных лент, технических изделий, некоторых видов резиновой обуви.
По конструкции вулканизаторы подразделяют на одно- и двухместные, применяемые для крупногабаритных изделий, и многогнездные – для малогабаритных технических изделий. Давление в вулканизаторах создается посредством гидравлических устройств.
В шинном производстве применяют одноместные или двухместные вулканизаторы автоклавного типа для изготовления автопокрышек. Особенность вулканизации автомобильных покрышек заключается в том, что в этом процессе необходимо достичь прочного соединения всех деталей покрышки, в результате чего она приобретает определенную форму. Для обеспечения необходимого внутреннего давления при вулканизации применяют внутренние эластичные формы – варочные камеры, которые закладывают внутрь покрышек. Варочная камера имеет вид полого резинового кольца с утолщенным сердечником, снабженным вентилем, через который в полость варочной камеры поступает перегретая вода и пар. Перед вводом перегретой воды варочные камеры обычно прогревают насыщенным паром.
Собранную невулканизованную покрышку с варочной камерой помещают на
нижнюю полуформувулканизатора, затем вентиль варочной камеры соединяют
через специальное устройство (адаптер) с системой трубопроводов, по которым согласно установленному режиму вулканизации подают необходимый теплоноситель или агент давления. Далее вулканизатор закрывают, при этом стенки полуформ смыкаются. Внутрь варочной камеры для ее прогрева сначала подают насыщенный пар под давлением до 1,3 МПа, а затем под давлением 2–2,5 МПа перегретую воду с температурой 175–180 ºС для обеспечения прессующего давления на покрышку с целью ее окончательного формования и вулканизации. Под действием перегретой воды, находящейся под давлением, варочная камера раздувается и плотно прижимает невулканизованную покрышку к поверхности формы, благодаря чему на поверхности покрышки отпечатывается рисунок, выгравированный на форме, и происходит прочное соединение всех слоев. Воздух, находившийся в форме, удаляется в полость паровой камеры через просверленные в форме отверстия. При вулканизации покрышки внутрь паровой камеры индивидуального вулканизатора подают греющий насыщенный водяной пар с температурой 140–170 ºС. Продолжительность вулканизации зависит от размеров покрышки и параметров применяемых теплоносителей. По окончании вулканизации из варочной камеры удаляют перегретую воду, а из паровой камеры – греющий пар. В некоторых случаях производят охлаждение вулканизованных покрышек под давлением, для чего внутрь варочной и паровой камер подают охлажденную воду. После удаления из паровой и варочной камер теплоносителей открывают вулканизатор и извлекают вулканизованную покрышку.
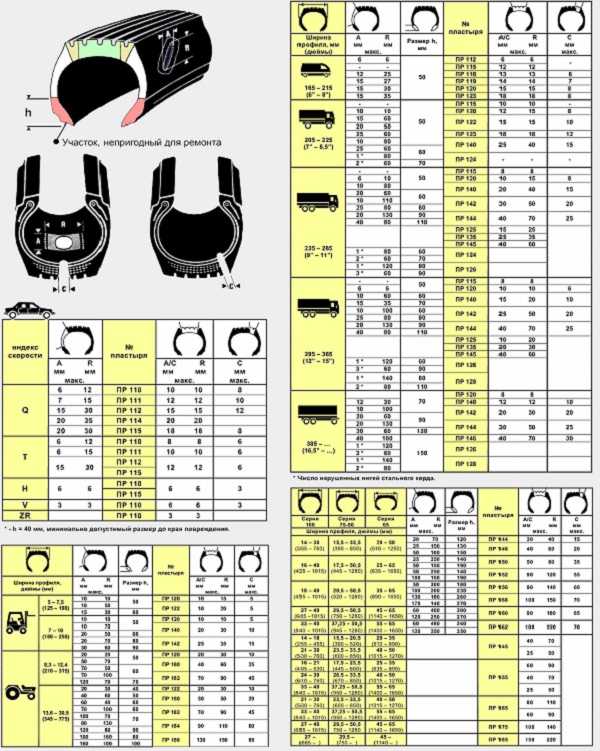
Индивидуальные вулканизаторы (для покрышек) выпускаются различных размеров: 36, 45, 55, 65 и 85 дюймов, с распорным усилием от 1,2 до 11 МН и внутренним диаметром паровой камеры от 1000 до 3250 мм. Размер вулканизаторов (в дюймах) показывает расстояние между шатунами рычажно-кривошипного механизма. В обозначении вулканизатора указывают максимальное допустимое распорное усилие на пресс-форму. Например: ИВП–310 – индивидуальный вулканизатор для покрышек с максимальным допустимым распорным усилием на пресс-форму 3,10 МН. При вулканизации в индивидуальных вулканизаторах ездовых камер прессующий агент (сжатый воздух) подают непосредственно через вентиль внутрь камеры, а теплоноситель (насыщенный водяной пар) под давлением 0,5–0,8 МПа – внутрь паровой камеры.
studfiles.net
Сложные технологии в ремонте и вулканизации шин
Сложные технологии в ремонте и вулканизации шин
Сложные технологии в ремонте и вулканизации шин
Ремонт бескамерных шин выделен в отдельный вид ремонта совсем неслучайно. Вне всякого сомнения, бескамерные шины обладают рядов важных преимуществ в процессе эксплуатации, но ремонтировать их намного сложнее, чем шины с камерами. Вулканизация шин, которые не имеют камер, это сложная технология, которой необходимо придерживаться от начала робот до их завершения. Начинается ремонт бескамерных шин с процесса демонтажа, который необходимо провести максимально аккуратно. Достаточно на минуту потерять бдительность и повредить бортовые закраины, что приведет к полной разгерметизации шины. Ремонт бескамерной шины нужно выполнять только на специализированном оборудовании. Например, для снятия и монтажа лучше всего использовать шиномонтажный станок. Ряд таких станков идут уже в модификации TI, то есть в конструкции уже предусмотрен блок, который можно использовать для накачки бескамерных шин.
1. Двухэтапный метод ремонта шин. (Метод
“холодной вулканизации”)
Именно этот способ ремонта пришел в Россию из-зарубежа и стал известен как “холодная вулканизация”. Производится он в два этапа. Сначала выполняется наружный косметический ремонт шины путем горячей вулканизации сырой резины. Затем проводится повторная зачистка ремонтной поверхности внутри покрышки, и устанавливается пластырь. Дальнейшая “холодная” вулканизация пластыря протекает медленно при температуре окружающей среды. По рекомендациям производителей после ремонта “холодным” способом шина должна отстояться не менее 24 часов при температуре 20°С. При снижении температуры окружающей среды сроки необходимой выдержки увеличиваются. Первое время, когда самовулканизирующиеся ремонтные материалы еще только появились на рынке России и были в диковинку, они преподносились продавцами как “панацея” от всех бед. Но прошло время и по мере накопления практического опыта наряду с преимуществами проявились и недостатки, о которых продавцы предпочитают умалчивать, вполне логично опасаясь потерять рынок сбыта. Ремонт двухэтапным методом производится, как правило, в мастерских, где для ремонта имеется только С-образный вулканизатор с плоскими нагревательными элементами малой площади. В России такие вулканизаторы широко представлены продукцией зарубежных производителей Tip-Top и ТЕСН, а также их отечественными аналогами из Омска и Златоуста. Несмотря на привлекательный внешний вид конструктивные особенности этих вулканизаторов не позволяют достичь нужного качества, и поэтому их можно рекомендовать только для ремонта несложных повреждений. Для профессиональных целей вулканизаторы этой конструкции следует комплектовать профильными нагревательными элементами большей площади, способными обжимать ремонтный участок без деформации каркаса шины. Использование в работе таких вулканизаторов не позволяет избавиться от проблем, характерных для “холодной” вулканизации. Главной проблемой “холодного” двухэтапного ремонта является С-образный вулканизатор нестабильное качество, когда для косметического ремонта любое отклонение от технологии может явиться причиной брака. А как правило, в условиях придорожного автосервиса именно условие соблюдения технологии и не выполняется, Причина кроется в отсутствии необходимого инструмента и недостаточной квалификации персонала. К тому же, не хватает времени следовать всем технологическим тонкостям. Поэтому для России более приемлем менее проблемный одноэтапный метод ремонта.
2. Одноэтапный метод ремонта шин (метод
“Термопресс”).
Особеность этого метода, разработанного специально для наших дорог, состоит в том, что горячая вулканизация косметической сырой резины и химическая вулканизация пластыря идут одновременно под давлением 4кг/см и температуре 130-150°С. На ремонт легковой шины требуется в среднем от 40 до 60 минут, а для ремонта грузовых шин необходимо 2-4 часа, в зависимости от толщины ремонтируемого участка. В мировой практике одноэтапный метод используется для ремонта грузовых и крупногабаритных шин, работающих в тяжелых дорожных условиях. В России для ремонта грузовых шин раньше применялось специальное оборудование, которое целесообразно было иметь только на больших предприятиях. Для нужд небольших мастерских предлагался ряд импортных вулканизационных систем производства фирмы “Монофлекс”. Но из-за высокой цены, диктуемой торговыми посредниками, это столь необходимое оборудование оставалось невостребованным, и поэтому при ремонте шин повсеместно применялась двухэтапная технология, заметно уступающая по надежности, но не требующая значительных затрат на оборудование. С началом производства отечественных аналогов “Монофлекса”, у многих шиноремонтников появилась реальная возможность приобретать это необходимое оборудование по доступной цене и с помощью него начинать работать на качественно новом уровне. В 2006 году компания РОССВИК приступила к серийному выпуску вулканизационных систем “Термопресс-520” , “Термопресс-820” и “Термопресс-1100” созданных для ремонта грузовых, сельскохозяйственных и карьерных шин по одноэтапной технологии в условиях небольших шиноремонтных мастерских. К разработке системы на ключевых этапах привлекались специалисты предприятия НОРДШИНА, занимающегося ремонтом карьерных и внедорожных шин в республике Карелия. Испытания и доводка оборудования проводились на протяжении нескольких лет в условиях динамично растущего шиноремонтного производства. Отличительной особенностью новой разработки стала ее универсальность, позволяющая производить ремонт грузовых шин большего диапазона размеров и при более высоких технологических параметрах, чем это возможно на аналогичном оборудовании других
производителей. А для ремонта легковых шин одноэтапным методом выпускается усиленный 2-х стоечный вулканизатор со смещенным центром “Термопресс-1M “. Экспресс-ремонт легковых шин лучше производить на двухстоечном винтовом вулканизаторе, укомплектованном большой профильной плитой. Из всего многообразия вулканизаторов эта конструкция оказалась самой удачной для ремонта автошин размером до 18 дюймов. Главным преимуществом одноэтапного метода является то, что прочность связи пластыря с шиной всегда будет выше, чем при двухэтапном ремонте. При этом время ремонта будет самым минимальным, тогда как ремонт в два этапа требует дополнительной выдержки пластыря после установки на шину не менее
24 часов при 20°С. Преимущество одноэтапного метода заключается в возможности исправить ошибки, допущенные при подготовке шины, даже на последней стадии ремонта, когда ремонтируемая зона с пластырем прогревается под давлением. Именно на этом этапе происходит резкое увеличение прочности соединения пластыря с покрышкой. И рост настолько большой, что с запасом перекрывает все ошибки, допущенные в процессе подготовки.
ts-56.ru
ВУЛКАНИЗАЦИЯ — это… Что такое ВУЛКАНИЗАЦИЯ?
технол. процесс, в к-ром пластичный каучук превращается в резину. В результате В. фиксируется форма изделия и оно приобретает необходимые прочность, эластичность, твердость, сопротивление раздиру, усталостную выносливость и др. полезные эксплуатационные св-ва. С хим. точки зрения В. — соединение («сшивание») гибких макромолекул каучука в трехмерную пространств. сетку (т. наз. вулканизационную сетку) редкими поперечными хим. связями. Образование сетки происходит под действием спец. хим. агента или (и) энергетич. фактора, напр. высокой т-ры, ионизирующей радиации. Поперечные связи ограничивают необратимые перемещения макромолекул при мех. нагружении (уменьшают пластич. течение), но не изменяют их способности к высокоэластич. деформации (см. Высокоэластическое состояние). Степень сшивания (густоту сетки поперечных связей) характеризуют равновесными модулями растяжения или сдвига, к-рые определяют при сравнительно небольших деформациях, равновесным набуханием в хорошем р-рителе, а также содержанием макромолекул, оставшихся в сшитом образце вне сетки (зольфракция).
Структура вулканизационной сетки. Механизм вулканизации. Вулканизац. сетка имеет сложное строение. В ней наряду с узлами, в к-рых соединяются две макромолекулы (тетрафункциональные узлы), наблюдаются также полифункциональные узлы (соединение в одном узле неск. макромолекул). Св-ва сеток зависят от концентрации поперечных хим. связей, их распределения и хим. строения, а также от средней мол. массы и ММР вулканизуемого каучука, разветвленности его макромолекул, содержания в сетке зольфракции и др. Оптимальная густота сетки достигается при участии в сшивании всего 1-2% мономерных звеньев макромолекулы. Дефектами сетки м. б. своб. концы макромолекул, не вошедшие в нее, но к ней присоединенные; сшивки, соединяющие участки одной и той же цепи; захлесты или переплетения цепей и т. д.
Поперечные хим. связи — мостики образуются под действием разл. агентов В. и представляют собой фрагменты молекул самого агента. От хим. состава этих мостиков зависят мн. эксплуатац. характеристики резин, напр. сопротивление термоокислит. старению, скорость накопления остаточных деформаций в условиях сжатия при повыш. т-рах, стойкость к действию агрессивных сред. Влияние хим. состава и длины поперечных связей на прочность резин при обычной т-ре надежно не установлено.
Строение сетки вулканизатов, наполненных технич. углеродом (сажей), сложнее, чем ненаполненных, из-за сильного физ и хим. взаимод. каучука с наполнителем. Для таких вулканизатов количеств. связь между параметрами сетчатой структуры и эксплуатац. характеристиками до сих пор не найдена. Однако существуют разнообразные качеств. и полуколичеств. зависимости, к-рые широко используют для разработки рецептур резин и прогнозирования их поведения при В.
На практике, чтобы обеспечить высокую производительность оборудования, стремятся к миним. продолжительности В., но в условиях, обеспечивающих эффективную переработку смесей и получение резин с наилучшими св-вами. Весь процесс принято подразделять на три периода: 1) индукционный; 2) период формирования сетки; 3) перевулканизация (реверсия). По продолжительности индукц. периода, когда измеримое сшивание не наблюдается, определяют стойкость резиновой смеси к преждевременной вулканизации (подвулканизации). Последняя затрудняет переработку смеси и приводит к ухудшению кач-ва изделий. Этот период особенно важен при В. многослойных изделий, т. к. с увеличением его продолжительности усиливаются слипание отдельных слоев смеси при формировании изделия и совулканизация слоев.
Завершению периода формирования сетки соответствует оптимум вулканизации — время, за к-рое обычно достигается образование вулканизата с наилучшими св-вами. Технически важная характеристика — плато вулканизации, т. е. отрезок времени, в течение к-рого значения измеряемого параметра, близкие к оптимальным, изменяются сравнительно мало. К перевулканизации приводит продолжение нагревания резины после израсходования агента В. Перевулканизация проявляется в дальнейшем повышении жесткости вулканизата (напр., при В. полибутадиена, сополимеров бутадиена со стиролом или акрилонитрилом) или, наоборот, в его размягчении (при В. полиизопрена, бутил-каучука, этилен-пропиленового каучука). Эти изменения св-в связаны с термической перестройкой вулканизац. сетки, термич. и термоокислит. превращениями макромолекул.
Элементарные р-ции, протекающие при В., определяются хим. строением каучука и агента В., а также условиями процесса. Обычно, независимо от характера этих р-ций, различают 4 стадии В. На первой, охватывающей в основном индукц. период, агент В. переходит в активную форму: в результате его р-ции с ускорителями и активаторами процесса образуется т. наз. действительный агент В. (ДАВ). [Применение сравнительно стабильных компонентов вулканизующей системы обусловлено необходимостью относительно длительного (до одного года) их хранения на резиновых заводах, а также сохранения в течение нек-рого времени пластичности резиновой смеси, поскольку в противном случае исключается возможность формования изделия.]
Собственно сшивание охватывает две стадии: а) активацию макромолекул в результате их р-ции с ДАВ, приводящей к образованию полимерного своб. радикала, полимерного иона или активного промежут. продукта присоединения агента В. к макромолекуле; б) взаимод. двух активированных макромолекул (или активированной и неактивированной) с образованием поперечной связи. На 4-й стадии происходит перестройка «первичных» поперечных связей в термически и химически более устойчивые структуры; при В. каучуков спец. назначения, напр. полисилоксановых или фторкаучуков, этой цели служит отдельная технол. операция — выдержка в воздушных термостатах.
Специфич. особенности рассмотренных р-ций — высоковязкая среда, а также большой избыток каучука по сравнению с кол-вом агента В. (обычно 1-5% от массы каучука). Большинство агентов В. плохо растворимо (твердые в-ва) или плохо совместимо (жидкости) с каучуком; поэтому для равномерного диспергирования агента В. в среде каучука в виде частиц (капель) минимально возможного размера применяют спец. диспергаторы, являющиеся ПАВ для данной системы. Хорошим диспергатором служит, напр., стеарат цинка, к-рый образуется в резиновой смеси при р-ции стеариновой к-ты с ZnO, применяемыми в кач-ве активаторов серной В. Присутствие полярных группировок в макромолекуле, полярных нерастворимых в-в в резиновой смеси и ряд др. факторов способствует локальному концентрированию даже р-римых в каучуке агентов В. Вследствие этого р-ции, обусловливающие В., идут частично как гомогенные (растворенный ДАВ), а частично как гетерогенные [р-ции на границе раздела каучук — частица (капля) ДАВ]. Полагают, что гетерогенные р-ции приводят к образованию сетки с узким ММР отрезков макромолекул между сшивками, благодаря чему повышаются эластичность, динамич. выносливость и прочность вулканизатов. Статистич. распределение поперечных связей, характерное для гомогенных р-ций, предпочтительнее при получении уплотнит. резин, наиб. важное св-во к-рых — малое накопление остаточных деформаций при сжатии.
Поскольку от доли гетерог. р-ций зависит строение вулканизац. сетки, св-ва вулканизатов определяются не только механизмом хим. р-ций, но и размером и распределением дисперсных частиц агента В. и ДАВ в каучуке, интенсивностью межмол. взаимод. на межфазной границе и др. Влияние этих факторов проявляется при смешении каучука с ингредиентами и переработке резиновой смеси. Поэтому св-ва вулканизата зависят от «предыстории» конкретного образца.
Технология вулканизации. Вулканизующие системы. Большинство резиновых смесей подвергается В. при 130-200
Химическая энциклопедия. — М.: Советская энциклопедия. Под ред. И. Л. Кнунянца. 1988.
dic.academic.ru
Горячая вулканизация и ее особенности
 Когда на дороге возникает непредвиденная ситуация, то решать ее нужно оперативно. Механическое повреждение шины одна из таких неприятностей. Вулканизация – это эффективный способ ее оперативно восстановить. Восстановление происходит с помощью каучука и резины, которые реагируют под воздействием химических элементов: пероксидов, окиси металлов или серы.
Когда на дороге возникает непредвиденная ситуация, то решать ее нужно оперативно. Механическое повреждение шины одна из таких неприятностей. Вулканизация – это эффективный способ ее оперативно восстановить. Восстановление происходит с помощью каучука и резины, которые реагируют под воздействием химических элементов: пероксидов, окиси металлов или серы.
Всего выделяют два типа вулканизации: холодную и горячую. Холодная вулканизация проводится с применением специального состава – активатора бутилового слоя. Горячая подразумевает обработку поврежденного места под высокой температурой, благодаря чему происходит склеивание поврежденной резины.
Метод горячей вулканизации подходит для устранения боковых порезов больше 1 см, так как он позволяет добиться более надежного скрепления резины. Кроме того, в место повреждения не смогут проникнуть пыль и влага. Производить работы по вулканизации можно даже на месте неожиданной остановки.
Горячая вулканизация: плюсы
Прежде всего, горячая вулканизация считается самым прочным из всех известных способов стыковки. Если соблюдены все правила при проведении данной операции, то гарантированная прочность достигает уровня более 90%.
Пользоваться восстановленной шиной можно сразу же после завершения работ. Производить горячую вулканизацию можно при отрицательных температурах в зимнее время. Стыковка может быть осуществлена даже при слишком большой запыленности изделия. При этом стоимость материалов, используемых при горячей вулканизации, значительно дешевле тех, что применяются при холодной.
Горячая вулканизация: технологии
Сегодня хорошо известны и широко применяются две технологии горячей вулканизации: одноэтапная и двухэтапная. Одноэтапную вулканизацию проводят в следующем порядке: сначала обрабатывается воронка, после чего накладывается специальный пластырь, отличающийся особой эластичностью, воронка заполняется. Затем производится вулканизация пластыря и воронки, для чего используются специальные приборы с эластичными нагревательными элементами, которые дают возможность охватить полностью все место повреждения.
Двухэтапная горячая вулканизация отличается от одноэтапной тем, что в первую очередь происходит обработка воронки, и только после этого производится установка на нее эластичного пластыря, т.е. воронку обрабатывают, заполняют и вулканизируют. Затем на место повреждения накладывают эластичный пластырь (вязкая резина), поврежденный участок шины снова вулканизируется. Повторение данной процедуры обеспечивает безупречное затвердевание резины, которая теперь будет плотно закрывать место повреждения.
Обратиться за услугами по ремонту и восстановлению шин выгодно в компанию «Ремшина», которая осуществляет грузовой шиномонтаж, то есть ремонтирует колеса грузовых автомобилей и спецтехники. Безусловно, здесь вы можете найти и обслуживание легкового автотранспорта.
remshina.spb.ru