Что такое травление по металлу и немного о нашей студии – Ярмарка Мастеров
Это будет не совсем статья о травлении металла, таких статей и публикаций великое множество, а скорее о техниках, которые я преподаю в нашей студии Alchimia Metal Magic в Израиле. Все медные и латунные пластины, украшения и аксессуары вытравлены и сделаны в студии.
Прежде всего о самой студии Alchimia Metal Magic ( Алхимия Магия Металла). Студия находится в городе Холон в центре Израиля. К нам приходит много людей и пообщаться, и поработать, есть и те которые впервые услышали о травлении или увидели наши платы в интернете и им захотелось посмотреть, подержать в руках, попробовать найти новые дизайнерские решения своим идеям. Это и дизайнеры, и ювелиры, и стеклодувы, керамисты, прикладники.. Всегда рождаются новые идеи в процессе работы. Цвет, форма и рисунок на пластине порой диктуют правила игры, а в сочетании с кожей, стеклом, керамикой, камнями придают изделию неповторимость и оригинальность.

Техника травления электролитом древняя как мир, правда тот мир в котором уже знали, что такое электричество. Этой технике я обучаю в студии людей, которые не хотят использовать опасные кислоты. Это техника безопасна, конечно же если человек умеет правильно пользоваться простейшим электроприбором. В России много умельцев, которые используют эту технику, а вот в Израиле почти ничего об этом не знают. За 4 часа мастер-класса, каждый, не имеющий никаких навыков и опыта, может сделать украшение, аксессуар или нарисовать картинку на металле.
Несколько картинок с нашего мастер-класса:


Патинирование я тоже считаю техникой травления.
Искусственное патинирование это процесс создания особых декоративных покрытий на бронзе и латуни.

Говорят, что процессом патинирования невозможно управлять. Зачистили медную пластину, побрызгали нашатырным спиртом, помазали кремами из аптечки и ждем… Что вышло, то вышло. Я доволен…
Управлять можно! Можно контролировать, планировать, прерывать и продолжать. Главное дело в опыте и желании достичь результата!
Задумала картинку «Танец» и вот что получилось.
Медная пластина, патина.

И есть еще один способ травления меди и латуни, это травление килотами.
Это травление применяется для передачи мелких деталей и более точного изображения. Эту технику мы используем для травления наших латунных и медных пластин.



Сам процесс химического травления опасными кислотами довольно сложный и я его описывать не буду. Об этом пусть пишут профессионалы. Смотрите ниже описание процесса химического травления меди и латуни взятого из учебника С. Маркина «Как травить платы «. Здесь много химии и «головной боли » и может не все вы дочитаете до конца, но я бы хотела, чтобы вы увидели всю сложность этого процесса. Да, сложно. Да, долго. Но конечный результат меня радует. Мы все делаем профессионально и от души!
» В непромышленных условиях в качестве травителя для плат наибольшее распространение получил раствор хлорного железа. Эта соль в водном растворе окисляет медь: FeCl3+Cu => FeCl2+CuCl, а затем и образовавшийся хлорид одновалентной меди:FeCl3+CuCl => FeCl2+CuCl2. В свою очередь хлорид двухвалентной меди взаимодействует с металлом: СuСl2+Сu => 2СuСl. Концентрация используемого раствора 400 г/л, рабочая температура до 35°С. Регенерации использованный раствор не поддается*. Травить можно и раствором персульфата аммония (200-250 г/л) с добавлением концентрированной серной кислоты (4-5 мл/л, кислоту лить в раствор, а не наоборот!): (Nh5)2S2O8+Cu => (Nh5)2SO4+CuSO4. Наилучшие температуры этой реакции — до 50 °С. Для более полного использования реактива раствор надо подщелочить аммиаком и охладить до 5 °С. При этом выпадают в осадок кристаллы состава CuSO4·(Nh5)2SO4·6h3O. Распространен также раствор на основе хлорида двухвалентной меди СuСl2 Как уже сказано, эта соль тоже способна окислять медь. Получающийся хлорид одновалентной меди CuCl нерастворим в воде, поэтому в раствор добавляют, например, хлорид аммония в количестве 145-150 г/л или хлорид натрия (160-165 г/л), с которыми CuCl образует хорошо растворимые соли с не очень устойчивым комплексным анионом [СuСl2]-. Исходная концентрация СuСl2 100-150 г/л, рабочая температура 45-50 °С. Существенно, что 100 граммам СuСl2 эквивалентна смесь 185 г медного купороса CuSO4·5h3O и 85 г поваренной соли. Эти компоненты (не забудьте про хлорид меди для образования комплекса!) растворяют в горячей (около 80 °С) воде. Сразу после остывания раствор готов к применению. Медно-хлоридный раствор обладает еще и тем преимуществом, что его можно регенерировать. Для этого 1/7 часть отработанного раствора сливают, оставшуюся часть подкисляют концентрированной соляной кислотой (20-25 мл/л), добавляют разбавленный 1:6 пергидроль** (110-115 мл/л) и перемешивают раствор воздухом (например, с помощью микрокомпрессора) 20-30 минут. При этом происходит реакция: 2СuСl+Н2О2+2НСl => 2СuС12+2Н2О.
В заводских условиях применяют смесь соляной кислоты и 30 %-ного пероксида водорода в соотношении 1:3. После использования этот раствор практически не отличается по составу от отработанного медно-хлоридного. Однако дома копировать этот процесс не советуем. Такая смесь очень опасна в обращении — при попадании ее на открытые участки тела неизбежен ожог, поэтому с раствором такого состава работать можно только в очках и резиновых перчатках, под вытяжкой. В домашней лаборатории намного безопаснее смесь концентрированной соляной кислоты, пергидроля и воды в соотношении 1:1:3. Сначала растворяют в воде пероксид, затем кислоту. Известен и такой рецепт: в 1 л холодной воды растворяют 20-25 таблеток гидроперита (твердое соединение пероксида водорода с мочевиной состава (Nh3)2СО·Н2О2), затем осторожно добавляют 100 мл концентрированной серной кислоты. Растворы такого рода — самые «быстрые». Для сведения: в промышленном производстве печатных плат чаще всего применяют щелочной раствор солей меди, содержащий 65-110 г/л хлорида меди (II), 100-150 г/л хлорида аммония, 20-30 г/л карбоната аммония, 400-500 мл/л 25 %-ного раствора аммиака. Температура при травлении 45 — 50 °С. Реакция в этом случае такова: Сu(Nh4)4Cl2+Cu =>2Cu(Nh4)2Cl.
Вместо аммиачного медно-хлоридного раствора иногда применяют аммиачный медно-сульфатный раствор следующего состава: медный купорос 170-190 г/л, сульфат аммония 150-170 г/л, водный аммиак 400- 500 мл/л. Рабочая температура также 45-50 °С, но травление меди в этом случае протекает медленнее. Несколько слов о реактивах. Раствор хлорного железа можно получить, например, так: 10 %-ной соляной кислотой заливают в открытом сосуде железные опилки (1 объем на 25 объемов кислоты) и оставляют на несколько дней (осторожно, при этом выделяется взрывоопасный водород!). Когда раствор приобретёт желто-бурый цвет, он готов к работе. «
С. Маркин » Как травить платы»
Вот такой ужастик с опасными кислотами!
Спасибо всем,
Алена Гуревич
www.livemaster.ru
показания, методы травления и материалы
Автор perminoviv На чтение 7 мин. Опубликовано
Нержавеющая сталь зачастую требует обработки поверхности для достижения необходимых эстетических или эксплуатационных свойств. Обработка дробеметными и пескоструйными аппаратами ограничена из-за высокой вероятности появления наклепа. Современное производство применяет травление нержавеющей стали, после предварительной термической или механической обработки. Сложность этого процесса, по сравнению с обычными черными, низколегированными сталями, объясняется наличием пленкой оксида хрома, выполняющей функцию защитного барьера. Именно она образует жесткую окалину, плохо взаимодействующую с реагентами. При технологических воздействиях могут возникнуть изменения цвета на поверхности. К ним относятся сварка, пайка, другие операции, связанные с высокими температурами. Цвета радужной побежалости можно избавиться при помощи травления. Для различных химических составов нержавеющей стали разработаны индивидуальные методы и составы для травления, учитывающие влияние элементов стали, для достижения максимального результата.
 Преобладающими способами травления нержавеющих сталей являются щелочное и кислотное, которое может интенсифицироваться электролизом или протекать без такового.
Преобладающими способами травления нержавеющих сталей являются щелочное и кислотное, которое может интенсифицироваться электролизом или протекать без такового.
Травление кислотами
Максимальный эффект травления нержавеющей стали кислотами достигается при последовательном взаимодействии поверхности нержавеющей стали в ваннах с двумя типами кислот – серной и азотной. Очередность стадий следующая
- Обезжиривание, удаление крупных зацепок, окалины
- Травление в сернокислотной ванне (концентрация 10-12%) или сернокислотной ванне (8% серной кислоты, 4% соляной). При этом происходит разъедание окалины и шероховатостей на поверхности. Идеальная температура протекания процесса находится между 60 и 80 градусов Цельсия. Контроль этого параметра важен для управления процессом. Продолжительность обработки зависит от марки стали, наличия контролируемого соотношения, концентрации кислот. В случае истощения ванны возможны проявления точечной коррозии. Для примера, сталь с 18% Cr, 8% Ni требует от 23 до 45 минут травления в сернокислой ванне. Сокращения времени обработки в два раза можно добиться, если проводить эту операцию в среде контролируемой атмосферы.
- Промывка в большом количестве проточной воды
- Погружение обрабатываемой детали в ванну, наполненную раствором азотной кислоты и плавиковой (10 – 20, 1-2 весовых процентов, соответственно). При температуре ванны 60 – 70 градусов время обработки 7 – 15 минут.
- Повторная промывка большим объемом водой
Представленный способ является базовым и имеет множество вариаций. Травление в одной азотнокислой ванне, с примесью кислоты плавиковой, увеличивает время травления до 30 минут. Заменителем плавиковой кислоты может выступать фтористый натрий. Увеличение концентрации плавиковой кислоты до 10% позволяет проводить процесс при низких температурных показателях, позволяя избежать предварительного опускания в серную кислоту.
Сокращение времени травления в серной кислоте можно добиться, добавив не более 5% хлористого натрия. Такой ход дает необходимый эффект за 15 минут, но при той же температуре, порядка 80 градусов Цельсия.
Будьте осторожны: если необходимо произвести процедуру, в помещении с недостаточной аспирацией, замените компоненты второго этапа травления. Кислоты выделяют вредные пары при травлении. Предлагается для замены раствор сернокислого железа (7%) и плавиковой кислоты (2%).
 Для правильного выбора метода кислотного травления нужно знать, учитывать состояние окисной пленки на поверхности нержавеющей стали. Внешний вид может подсказать о составе пленки. Зеленый цвет окалины говорит о высоком содержании окислов хрома. Соответственно действие кислотных сред будет затруднено и потребует большего времени.
Для правильного выбора метода кислотного травления нужно знать, учитывать состояние окисной пленки на поверхности нержавеющей стали. Внешний вид может подсказать о составе пленки. Зеленый цвет окалины говорит о высоком содержании окислов хрома. Соответственно действие кислотных сред будет затруднено и потребует большего времени.
Рекомендуется промежуточная механическая очистка между двумя ваннами, если снятие окалины затруднено.
Электролитическое травление
Одним из вариантов, распространенных на современных предприятиях, является электролитическое травление. Заготовка или деталь, помещенная в кислотную ванну, подключена к положительному или отрицательному контакту. При прохождении тока на поверхности нержавеющей стали происходит выделение кислорода. Газообразная фаза оказывает механическое воздействие на оксидную пленку. Это помогает ускорить процесс обработки и качество получаемой поверхности.
Травление готовыми пастами
Современная индустрия предлагает на рынке множество травильных паст для нержавеющей стали. Их основное назначение локальная обработка сварных швов, последствий изменения равномерности окраски поверхности под влиянием температурного воздействия. Принцип работы с такими пастами прост и может быть использован даже в мелких мастерских.
- Нанесение пасты толстым слоем до 2см., при помощи щетки
- Выдержка 60-90 минут
- Промывка струей воды
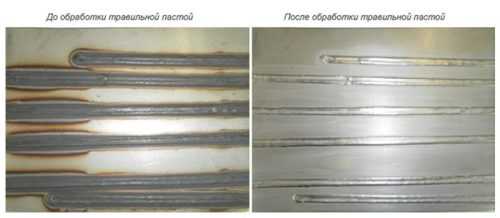 Применение паст целесообразно для обработки сварочных швов нержавеющих марок стали. Обработанный шов способен противостоять коррозии даже в условиях сырого помещения автомобильной мойки.
Применение паст целесообразно для обработки сварочных швов нержавеющих марок стали. Обработанный шов способен противостоять коррозии даже в условиях сырого помещения автомобильной мойки.
Щелочное травление
Обработка поверхности нержавеющей стали расплавом каустической соды называется щелочным травлением. Следует отметить, что при этом процессе происходит разрушение окисной пленки, при этом химикалии не реагируют с металлом. Повышение температуры способствует разъеданию оксидной пленки, улучшая качество обрабатываемой поверхности. Резкое охлаждение в жидкости также способствует улучшению обрабатываемой поверхности.
 Добиться 100% результата при этом типе обработки практически невозможно. На металле возможны остаточные плены от окислов хрома, окислов никеля и железа. Среди рекомендаций по окончательной доводке таких дефектов значится кратковременная обработка в азотнокислой ванне.
Добиться 100% результата при этом типе обработки практически невозможно. На металле возможны остаточные плены от окислов хрома, окислов никеля и железа. Среди рекомендаций по окончательной доводке таких дефектов значится кратковременная обработка в азотнокислой ванне.
Методы щелочного травления
Различают следующие методы
- Выдержка в соде. Содержание нитрата натрия должно колебаться в пределах 20-40%, разогретого до температуры 460-500 градусов Цельсия. Травление в такой среде длится в течение 15 минут. Некоторые аустенитные марки нержавеющей стали запрещено нагревать выше 450 градусов. Это может привести к межкристаллитной коррозии. Далее следует этап промывки в большом количестве воды, затем следует 5-минутное опускание в сернокислотную ванну и до 10 минут в азотнокислой.
- Известный в Англии, с первой половины 19 века метод травления, в комплексе с пропусканием электрического тока через протравливаемую деталь. При плотности тока 11 А/м2 достаточно 15 секунд. Данная скорость протекания реакции связана с процессом электролиза. Выделение на катоде натрия и водорода способствуют восстановлению окислов. Восстановленный металл осаждается на поверхности. Данный вид травления позволяет получить обезжиренный металл, характеризующийся чистотой и однородностью. При таком способе используют соду. Возможны вариации с составом и добавлением хлористого кальция. Применяется такой метод для травления плоских, стержневых заготовок, волоченых изделий.
- Обработка гидридами натрия основано на восстановлении воздействием на металл натрием и водородом. Наличие гидрида натрия добиваются взаимодействием водорода и натрия, находящегося в расплавленном состоянии. В расплавленную каустическую соду помещают цилиндр без нижней плоскости. Верхняя плоскость имеет отверстие. Натрий всыпают в это отверстие, он реагирует на поверхности ванны. Через пятно натрия на каустической соде пропускают струю водорода. Происходит образование гидрида и диффундирование его в объеме ванны. Достижение необходимой концентрации 1-2 % гидрида натрия происходит в контролируемых пороговых значениях. При отсутствии продукта разделения воздуха применяют диссоциированный аммиак. Детали разогревают в такой ванне до 400 градусов Цельсия. Нержавеющие стали показывают хорошие результаты травления при такой методике и продолжительности 4-17 минут. После травления рекомендуется тщательно промыть детали. В случае необходимости произвести дополнительную обработку в азотнокислой ванне. При высокой себестоимости такого метода очевидным его преимуществом является тот факт, что металл не взаимодействует с травителем. Потери металла минимальны. Более низкая температура процесса позволяет сократить расходы на теплоноситель и безопасность проведения операций.
Существуют определенные правила, выполнение которых обязательно для любого из представленных способов. Среди них приоритетные обработка поверхности металла перед травлением, удаление окисной пленки, обезжиривание. Процесс травления не менее важен.
Материалы для ванн
Правильный выбор материала для изготовления травильных ванн сложная задача для химиков и материаловедов.
Рекомендуются емкости:
- покрытые керамикой
- покрытого стеклом кирпича
- дерево, бетон с покрытием из свинца
- вещества, производные от резины
- определенные марки нержавеющей стали для кислотных ванн.
Содержание азотистой с примесями плавиковой или соляной кислоты позволяет применять такие же материалы. Исключение составляют лишь свинец, как покрытие, керамику с повышенным содержанием кремния, из-за их взаимодействия. Применение стали вполне возможно для использования в ваннах со щелочью, отслеживая протекание и интенсивность электролиза в непосредственной близости к материалу. При определенных условиях и содержании кислоты, ее температуры, характера есть возможность применять для травильных емкостей нержавеющие марки стали. Такие, например, как 8Х18Н8М или 10Х20Н25М4.
Из приведенной в этом обзоре информации можно сделать вывод, что режим обработки, химический состав ванны, необходимость дополнительной механической обработки, применение электролиза должны определяться исходя из конкретных начальных условий (марка стали, состояние оксидной пленки, технологические возможности) и регулироваться в контексте ожидаемого конечного результата.
solidiron.ru
Металлографический травление Объяснение 2019
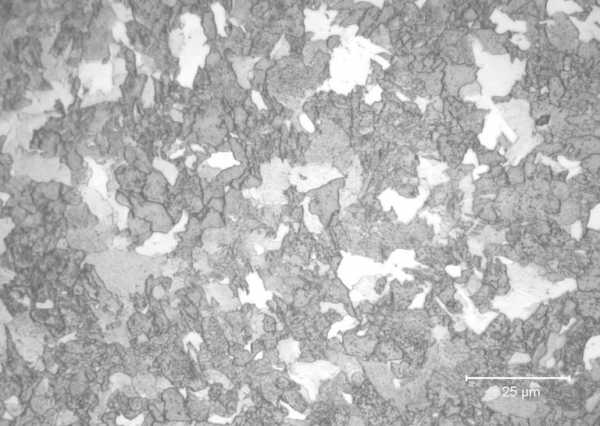
Металлографическое травление — это химический метод, используемый для выделения признаков металлов на микроскопических уровнях. Изучая характер, количество и распределение этих различных характеристик, металлурги могут прогнозировать и объяснять физические свойства и отказы производительности данного образца металла.
Как травление выявляет проблемы в металлах?
Большинство металлургических объектов имеют микроскопические размеры — их невозможно увидеть или проанализировать без оптического увеличения не менее 50x и до 1000x при использовании световых микроскопов.
Чтобы проанализировать такие характеристики, металлический образец должен быть отполирован до очень тонкой зеркальной поверхности. К сожалению, под микроскопом такая тонко полированная поверхность выглядит просто как белое поле.
Чтобы создать контраст между элементами микроструктуры металла, используются химические растворы, известные как травители. Etchants выборочно разъедают некоторые из этих элементов, которые проявляются как более темные области. Это возможно, потому что различия в составе, структуре или фазе металла изменяют относительные скорости коррозии при воздействии травителя.
Для экспонирования используются травители:
- форма и размер границ зерен (дефекты кристаллической структуры)
- металлические фазы (различные типы металлов в сплаве)
- включения ( крошечные количества неметаллического материала)
- целостность точек припоя, особенно в электронных изделиях
- трещины и другие проблемы сварных швов
- однородность, качество и толщина материалов для покрытия
Типы металлографического травления
Согласно сайту Металлография. com, «Травление — это процесс раскрытия структуры материала, общие методы травления включают:
ru.routestofinance.com
|
www.sites.google.com
Травление металлов / Кустарь — сайт для тех, кто всё делает сам
Травление металлов имеет своей целью или сплошное растворение тонкого слоя с поверхности металла — матовое травление, или вытравление на поверхности только отдельных мест — травление рисунков, букв. В последнем случае поверхность металла покрывается защитным слоем, на который наносится рисунок, прорезываемый острым инструментом (иглой) до металла, с тем, чтобы дать в этих местах доступ травящей жидкости. Ниже мы указываем протравы для разных металлов.
1. Протравы для железа и стали. а) Разбавленная азотная кислота в следующей пропорции: 1 азотной кислоты на 4-8 воды. Менее сильный раствор употребляют для первоначального травления и смешивают его для этой цели с несколькими куб. сант. раствора азотнокислого серебра в воде. При самом же травлении не прибавляется азотнокислого серебра. Для более глубокого травления можно, при условии хорошего грунта, взять на 1 воды 1 азотной кислоты. б) Кик рекомендует следующий раствор: 1 хлористой сурьмы, 6 соляной кислоты и 6 воды. Чтобы получить равномерное травление, нужно эту жидкость разбавить еще более. в) Очень рекомендуется также раствор 15 хлорной ртути (сулемы) и 1 винно-каменной кислоты в 420 воды с прибавлением небольшого количества азотной кислоты. г) При густом грунте можно применять травильную жидкость, похожую на глифоген (см. ниже). Она приготовляется из 600 г алкоголя (80%), 40 г химически чистой азотной кислоты и 2 г азотнокислого серебра, предварительно растворенного в небольшом количестве дистиллированной воды. Жидкость эта сохраняется нехорошо закупоренной бутылке и особенно пригодна для сильно полированных стальных и никелированных железных предметов. д) Если же грунт нанесен тонким слоем, то рекомендуется изменить вышеприведенную смесь таким образом, чтобы вместо чистого алкоголя взять смесь из 240 г алкоголя и 360 г. воды. Азотнокислого серебра можно совершенно не прибавлять или же взять половину указанного количества. Таким образом травильная жидкость состояла бы из 240 г алкоголя, 360 г воды, 40 г азотной кислоты и 1 г азотнокислого серебра. е) Смешивают 30 г медного купороса, 8 г квасцов, 0,5 чайной ложки истолченной в порошок поваренной соли, 0,125 литра уксуса и 20 капель азотной кислоты. Смотря по продолжительности действия, жидкость глубокого въедается в металл и придает ему красивую шероховатую поверхность. ж) Для твердой стали применяют смесь 2 азотной кислоты и 1 уксусной кислоты в качестве травильной жидкости.з) Чугунные изделия лучше всего протравливаются в 3% серной кислоте, железо-в 10%, а сталь-в 20% кислоте.и) Для железных и стальных предметов. Предметы, хорошо очищенные от жировых пятен, погружаются в азотную кислоту, которую смешивают с небольшим количеством сажи. После травления, за силой которого следят, вынимают предмет из травильной жидкости. Предмет хорошо прополаскивается сначала водой, а затем водой, в которой растворено немного соды. Вслед за этим его еще раз промывают и высушивают в опилках (по Бюхнеру).к) Глифоген — травильная жидкость для стали — состоит из жидкости для предварительного травления, из воды для ополаскивания и из собственно травильной жидкости. Жидкость для предварительного травления состоит из 95 воды, 5 химически чистой азотной кислоты и небольшого количества алкоголя; обрабатываемую стальную поверхность подвергают действию этой жидкости только в течение нескольких минут. Затем предметы споласкивают жидкостью, состоящей из 25-ти процентного раствора винного спирта в дистиллированной воде, и быстро высушивают их при помощи мехов. Только после этого наливают собственно травильную жидкость (30 дистиллированной воды, 15 винного спирта, 5 химически чистой азотной кислоты, 0,5 азотнокислого серебра в кристаллах), причем предметы должны быть покрыты травильной жидкостью не менее, чем на 1 см.
2. Протравы для меди. а) Для травления меди употребляют разбавленную азотную кислоту или смесь из 3 насыщенного раствора меди в азотной кислоте и 1 тоже насыщенного раствора хлористого аммония в уксусе; эту смесь после наливания доводят до желаемой крепости, осторожно прибавляя по капле азотной кислоты. б) 10 дымящейся азотной кислоты разбавляют 70 воды и прибавляют кипящий раствор из 2 хлорнокислого кали в 20 воды. Вытравление более глубоких мест достигается продолжительным действием травильной жидкости или усилением жидкости. Для слабого травления разбавляют вышеприведенный раствор 100 или 200 воды. Эта травильная жидкость пригодна также и для серебра. в) 8 винного уксуса, по 4 поваренной соли и яри медянки, 1 квасцов, 16 воды (по Калло и Пиранези). г) Растворяют 3 хлорнокислого кали в 50 воды и смешивают отдельно 8 азотной кислоты с 80 воды и вслед за этим соединяют обе жидкости. д) Взять 100 азотной кислоты, 5 соляной кислоты.
3. Матовая протрава для латуни. I. Горячая протрава: растворяют в стеклянной посуде 1 цинка в 3 азотной кислоты, прибавляют затем 3 серной кислоты и погружают предметы на несколько секунд в кипящую жидкость. II. Холодная протрава: смешивают 20 азотной кислоты 36° по Б. (Здесь и далее изображаются градусы по ареометру Бомэ, т.е. прибору для определения плотности (удельного веса) жидкостей) с 100 серной кислоты, прибавляют 1 поваренной соли и 1 — 5 цинкового купороса и оставляют 5-20 мин, в этой протраве. Чем дольше действие, тем сильнее мат. Затем предметы могут быть погружены в блестящую протраву, от чего вещь очень выигрывает и мат не страдает.
4. Блестящая протрава для латуни. Смешивают 15 кг азотной кислоты 40° по Б., 2 кг серной кислоты 66° по Б. и 10 г поваренной соли. Предметы погружают в охлажденную смесь. При употреблении теплой смеси или при продолжительном действии раствора получается матовая протрава. 3. Протравы для цинка. а) 2 кристалл, сернокислой меди и 3 хлорной меди растворяют в 64 дистиллированной воды и смешивают с 8 соляной кислоты. Если погрузить вычищенную разведенной соляной кислотой и песком цинковую пластинку в эту слегка окрашенную в синий цвет жидкость, то пластинка моментально окрасится в темно-черный цвет. б) Для предметов с слабым покрытием 1 серной кислоты в 10-20 воды. в) Для предметов с сильным покрытием в 10 серной кислоты медленно вливают при помешивании 10 азотной кислоты 36° по Б , дают остыть смеси, быстро погружают предметы и споласкивают водой.
5. Протрава для алюминия. а) Алюминиевые предметы погружают в 10% раствор едкого натра и оставляют их в растворе, пока не начнется выделение водорода, затем прополаскивают водой и опускают в 20% соляную кислоту, после чего снова промывают водой. б) Алюминиевые предметы опускают на 10-20 сек. в 10% натровую щелочь, насыщенную поваренной солью, споласкивают водой и чистят мелкозернистой пемзой. Затем их снова погружают в щелочной раствор до появления пузырьков, промывают водой и сушат в опилках. Мат на алюминиевые вещи наводят опусканием в горячую натровую щелочь, в который предметы выдерживают до бурного выделения пузырьков. Если предметы состоят из сплава алюминия с медью, то после погружения в щелочь их надо опустить на некоторое время в концентрированную азотную кислоту, которая не действуя на алюминий, разъедает несколько медь и другие примеси. в) Опустить алюминиевые предметы в слабый раствор едкого кали, сполоснуть водой и высушить сукном. г) Для белой протравы наиболее пригоден 10% (насыщенный поваренной солью) раствор едкого натра, который нужно употребить горячим, если хотят достигнуть красивого матово серебряного цвета Предметы погружают в раствор на 15-20 сек, после чего их вынимают, моют и чистят щеткой, затем погружают опять приблизительно на 0,5 мин в тот же раствор, после чего на металле образуются пузырьки газа. Затем предметы снова промываются (если возможно в проточной воде) и высушиваются в опилках. Эта протрава годится также для алюминия, содержащего в себе медь.
6. Протрава для серебра. а) Разогревают предмет и погружают его в смесь из 1 серной кислоты и 5 воды. При изготовлении смеси необходимо вливать кислоту в воду, а не наоборот. б) Мелкие предметы погружаются в 6% холодноводный раствор буры, доведенный затем до кипения.
Автор: Г. Бродерсен
www.sdelaysam.info
Художественное травление металла. Художественная обработка металла. Эмалирование и художественное чернение
Художественное травление металла
Мастерам оружейных дел художественное травление известно издавна. Оно заменило один из трудоемких процессов – ручную гравировку, не утратив при этом прежних художественных качеств. Техникой травления довольно легко можно на любом металле воспроизвести рельефный или углубленный орнамент, текст, сюжет.
При таушировании (тауширование – насечка) травлением образуются канавки для запрессовки проволоки или металлических контрастирующих полосок. Требуется только небольшая доводка, которая заключается в расширении днища канавок, что значительно экономит время по сравнению с выполнением этих углублений техникой гравировки.
Художественное травление бывает химическим и гальваническим. Гальванический способ более эффективен и менее вреден, так как раствор электролита не выделяет ядовитых газов, которые при химическом способе неизбежны.
Сущность технологического процесса изготовления художественных изделий методом химического травления в том, что металлическое объемное изделие или пластину местами покрывают кислотоупорным лаком, а затем опускают в травильную ванну, где под действием травителя на открытых участках изделия образуется углубленный рисунок.
Процесс химического травления несложен, но художественное исполнение гораздо труднее, так как требует тщательной, кропотливой работы по созданию композиции рисунка и четкого его переноса на подготовленное изделие.
Подготовка изделия к химическому и гальваническому травлению существенно не отличаются. Перед травлением поверхность изделия зачищают, шлифуют, полируют, обезжиривают, промывают и просушивают. Обезжиривание производят в подогретом до 50°С 10 процентном растворе едкого натра в течение 5 минут. Затем изделие на 1 – 2 минуты переносят в 15 процентный раствор серной кислоты и хорошо промывают в горячей воде, чтобы покрывной лак прочно держался на поверхности металла и в процессе травления не отслаивался. В качестве покрытия применяют битумный лак или специальную покрывную смесь, состоящую из 1 части белого воска, 2 частей мастики, 1 части битума. Компоненты при постоянном перемешивании сплавляются в металлической банке до образования однородной массы. Затем остывшую смесь разрезают на небольшие кусочки и заворачивают в прочную чистую ткань. Получаются своеобразные тампоны для покрытия заготовок. Металлическую пластину перед травлением слегка подогревают на электрической плитке и водят по нагретой поверхности заготовки тампоном. Расплавленная смесь, просочившись через ткань, распределяется по пластине тонким равномерным слоем.
При травлении очень важно, чтобы слой покрытия был однородным, имел повсюду одинаковую толщину и плотность.
Толстый слой лака будет отслаиваться и выкрашиваться при нанесении рисунка иглой, поэтому его лучше сразу же с поверхности заготовки удалить растворителем и после соответствующей подготовки вновь нанести на изделие, так как брак травления исправить невозможно.
На покрытую лаком и остывшую заготовку наносят тонкий слой белой гуаши, дают ей высохнуть и отточенным твердым карандашом переводят рисунок или текст.
Затем острой чертилкой или гравировальной иглой аккуратно процарапывают рисунок, соскабливая лак. Качество готового изделия зависит от тщательности операции прорезания рисунка.
Второй способ нанесения рисунка заключается в следующем: на чистую поверхность заготовки кисточкой наносят разогретую жидкую смесь или лак, т.е. сразу переводят рисунок, а после затвердения смеси или лака ретушируют и уточняют чертилками, иглами и иным инструментом. Затем заготовку помещают в травильную ванну с приступают к травлению. Для химического травления мастерская должна быть оборудована кислотоупорными ваннами и вытяжными шкафами. Кроме них необходимы защитные средства при работах с кислотами и агрессивными растворами.
В качестве травителей чаще всего применяют разбавленные кислоты, чтобы металл медленнее растворялся. Если металл растворяется быстро, кислота проникает под слой покрытия и рисунок утрачивает четкий контур. При этом повышение интенсивности действия кислоты приводит к разрушению покрывной смеси на больших участках изделия и приводит к браку. Кроме того, очень сложно надежно контролировать глубину травления.
Скорость травления определяют по интенсивности выделения пузырьков газа, которые поднимаются от мест травления. При бурном выделении пузырьков в травильный раствор нужно добавить дистиллированной воды.
В процессе травления на поверхности изделия оседают пузырьки, которые могут задерживать процесс травления. Их необходимо удалять чистым гусиным пером.
Для проверки глубины травления в ванную одновременно с изделием помещают контрольный образец и рисунком из того же материала. Образец вынимают, промывают в проточной воде и замеряют глубину рисунка. По ней судят о глубине и времени травления. Если необходима различная глубина травления, то изделие время от времени извлекают из ванны, промывают, просушивают и покрывают лаком те места, которые достаточно протравились. Затем травление продолжается. По окончанию процесса, изделие вынимают из ванны, хорошо промывают в воде, растворителем удаляют лак, и окончательно полируют. Если по замыслу необходима декоративная отделка, используют эмали, чернь и др.
Для химического травления применяют следующие составы разбавленных травильных растворов:
1. для изделий из золота – разбавленная «царская водка»;
2. для изделий из железа и стали – азотная кислота 1 ч., дистиллированная вода – 2 ч.;
3. для изделий из цинка – азотная кислота 1ч., дистиллированная вода – 4 ч.;
4. для изделий из латуни, бронзы, меди – хлорид железа 400 г, дистиллированная вода 1 л;
5. для изделий из стекла, эмали – плавиковая кислота: для изделий из алюминия – хлорид железа 1 ч., дистиллированная вода 3 части.
Для гальванического травления должен быть источник постоянного тока напряжением 4 – 10 В и ванны из изолирующего материала для электролита (насыщенный раствор железного купороса – для стали, железа; медного купороса – для меди, латуни, бронзы), дистиллированная вода.
Подготовленное изделие подвешивают к штанге с клеммой «плюс» (анод) и помещают в электролит. К клемме «минус» (катод) присоединяют пластинку из любого металла и подключают ток.
Анодное травление происходит вследствие электролитического растворения металлов и механического открывания с поверхности изделий пленки окислов выделяющимися пузырьками кислорода. Поверхность протравленных участков изделия приобретает слегка шероховатую, чистую поверхность.
Поделитесь на страничкеСледующая глава >
diy.wikireading.ru
Травление металла в домашних условиях своими руками
Если с поверхности метала нужно удалить ржавчину, окись в растворах соли или различных кислот, то такой процесс называется травление металла. Существует два способа травления металла: химическое и электрохимическое. При химическом травлении изделия из стали опускают в сосуд, который наполнен раствором соляной или серной кислоты. Этот процесс нужно делать быстро, чтоб не повредить основной металл. При химическом травлении металла взаимодействует железо с кислотами, и в результате этого выделяется водород. На поверхности образуются пузырьки. Что бы этого избежать, то в ванну добавляют специальные добавки. Они делают так званную защитную пленку, при которой сам металл защищён от водорода. Обычно при химическом травлении нужно использовать бетонные или деревянные баки. Внутри они должны быть выложены из кислотоупорных плиток. Очень хорошо травить ржавчину специальными травильными пастами. Сначала берут одну пасту, затем другую, смывают ее, и уже после паяют деталь всем известным обычным способом. Если же у вас медное изделие, или его сплав, то для таких изделий используют серную или азотную кислоты. А изделия из алюминия желательно травить в растворе щелочей. Только лишь в единичных случаях используют соляную кислоту. В серной кислоте делают травление изделиям из никеля. При электрохимическом травлении изделие опускают в электролитическую ванну в качестве анода или катода. Но этот способ требует немало времени. Если же вы решили использовать анодное травление, то использовать нужно растворы кислот или же соли щелочей металла. Очистка изделия происходит очень быстро. Поэтому вы должны быть внимательны, и строго делать все по инструкции. Если же нет, то изделие может раствориться почти полностью! При катодном травлении металла применяют свинец в качестве анода, и используют также растворы кислот и соли щелочей металла. Если сталь вашего изделия каленная, то такой способ травления не подходит. Будьте аккуратнее с кислотами и не работайте без специальных навыков и средств защиты!
Гальваническое травление металла
Но помимо химического и электрохимического травления используют также и гальванический метод. При таком травлении используют электрическую батарею. Этот метод имеет очень много преимуществ. Одним из преимуществ есть время. Таким способом намного быстрее происходит травление металла, и после обработки контуры изделия более четкие. При гальваническом способе травления не используются различные кислоты, чем безопасно для здоровья человека. Наше изделие является анодом, и его вешают на проволоку, следовательно, погрузив его в ванну, в которой содержится протрава. Раствор нашатыря и железный купорос используют для травления изделия из стали и железа. Для меди, бронзы и латуни используют только исключительно раствор медного купороса. А если наше изделие из цинка, то тут хорошо подойдет цинковый купорос. Вот таких есть два метода травления металлов.
В домашних условиях можно также сделать травление металла. Самым безопасным для здоровья является гальваническое травление. Для процесса травления, нам нужно будет иметь трансформатор, блок питания (на выходе 4 или 5 В.). Конечно же, ванночка, в которую должно поместиться целиком наше изделие. Важно, что бы ванночка была из диэлектрика. Перед самым травлением изделие надо обезжирить и очистить. Затем припаять оловом к изделию медную проволоку и опустить его в раствор едкого натрия, после чего опустить в раствор серной кислоты. Подержать нужно в нем примерно 2 минуты, и промыть изделие под горячей водой. Ни в коем случае не трогать руками. Но есть и такие участки на изделии, которые не нужно травить, то на них наносится специальная мастика. Вы покрываете ею участки и изделие готово к травке. Для этого нужно иметь две штанги, которые будут присоединены к аноду(+), и катоду трансформатора. Они должны лежать попрёк нашей ванночки. На штангу с анодом мы вешаем наше изделие, а на штангу с катодом какое ни будь другое с металла. Опускаем в ванну и выдерживаем определенное время. Затем промываем изделие скипидаром, после чего можно приступать к шлифовке и полировке изделия.
Художественное травление металла
Еще есть художественное травление металлов. На сегодняшний день оно имеет большую популярность. С его помощью делают красивые рисунки на оружии, различные надписи и гравировку. Так же с помощью художественного травления можно писать разнообразные тексты, сюжеты на любом металле. Как уже вы знаете, лучше использовать гальванический способ (он не выделяет испарин, вредных здоровью). Рисунок получится очень четкий и красивый. Пользуются также бешеной популярностью и клинки с гравировкой, рисунком. Если у вас есть клинок, то вы можете в домашних условиях своими руками сделать рисунок или же надпись. Итак, вам нужно нарисовать рисунок(можете распечатать из интернета), прилепить на него скотч, и смыть бумагу горячей водой. Но если вы решили все же распечатать рисунок на принтере, то он(принтер) должен быть лазерным! И так, рисунок должен остаться на скотче. Пока скотч сохнет, нужно обезжирить наш клинок. Это можно сделать спиртом. Когда скотч высохнет, его нужно приклеить в то место на клинке, где должен находиться рисунок. Следите за тем, чтоб не остался воздух(пузыри). Далее прорезаем рисунок шилом(горячим). Все лишнее нужно убрать. Затем убираем лишний клей. Вот именно теперь и будем делать травление металла. Делаем все так, как при гальваническом травлении(см. вверху). При таком травлении лучше отойти в сторону, потому что будет выделятся ядовитый газ. Вот и все, работа сделана. Вот так делается травление рисунка на металле. Получился отличный клинок с рисунком, который вы с гордостью можете подарить, кому ни будь, либо же оставить себе.
Травления металла можно производить различными растворами. Например: можно делать травление хлорным железом. При таком травлении будут выделяться ядовитые испарения, так что лучше работать в маске! Более доступным является раствор медного купороса и поваренной соли. Так же хорошо делать травление соляной кислотой. После работы желательно проветрить помещение, в котором вы работали.
Так что не ничего невозможного!
rpgear.ru