что это такое и как использовать?
Время чтения: 7 минут
Сейчас в магазинах можно найти сварочник на любой вкус и кошелек. Производители предлагают купить сварочные трансформаторы, инверторы, полуавтоматы и, конечно, выпрямители. Начинающий сварщик сталкивается с рядом трудностей при выборе своего первого сварочного аппарата, поскольку не может разобраться в таком большом ассортименте. Мы уже рассказали вам про инверторы, трансформаторы и полуавтоматы. Настало время поговорить про выпрямители.

Из этой статьи вы узнаете, что представляет собой сварочный аппарат выпрямитель, каков принцип его работы и какие плюсы/минусы есть у данного типа аппарата. Вы также узнаете о некоторых особенностях применения выпрямителя.
Содержание статьи
Общая информация
Выпрямитель для сварки — это один из классических типов сварочного оборудования наравне с трансформатором. Он применяется уже ни одно десятилетие и сумел в полной мере раскрыть все свои достоинства и недостатки. Основная функция выпрямителя — преобразование переменного тока в постоянный, чтобы использовать его для поджига дуги и дальнейшего формирования шва.
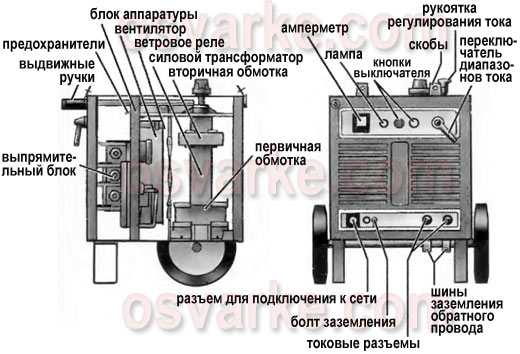
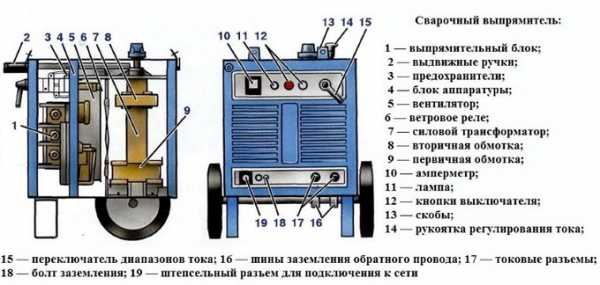
Стандартный выпрямитель для ММА сварки (ручная дуговая сварка с использованием электрода с покрытием) состоит из силовой части (чаще всего трансформатора), выпрямительного блока, а также из компонентов, выполняющих роль защиты, запуска и регулировки аппарата.

Это простейшее описание, по которому можно понять устройство сварочного выпрямителя. Конечно, на деле все гораздо сложнее. Каждый компонент, будь то силовой трансформатор или выпрямительный блок, состоит из множества дополнительных элементов.
Но, несмотря на кажущуюся сложность устройства аппарата, он все еще гораздо надежнее инвертора или полуавтомата. А все потому, что в его основе не используются электронные компоненты. А ведь именно они чаще всего выходят из строя, если вы используете инвертор. Феноменальная надежность — это основное достоинство выпрямителя по сравнению с другими аппаратами (не считая сварочного трансформатора).
При желании можно собрать сварочный выпрямитель своими руками в домашних условиях. Конечно, если вы обладаете достаточными навыками. Тем более, схема сварочного выпрямителя есть в открытом доступе и ее несложно найти при необходимости.
Существует много разновидностей сварочных выпрямителей. Основные отличия заключаются в их силовой части. В продаже есть выпрямители на основе трансформатора, с дросселем, с тиристорами, с транзисторами и даже есть инверторный выпрямитель. У каждого типа есть свои достоинства и недостатки, но на деле больших отличий при использовании вы не заметите. Так что выбирайте аппарат исходя из технических характеристик и стоимости.
Принцип работы
Принцип работы сварочного выпрямителя можно описать довольно просто. Сначала аппарат понижает получаемое напряжение сети 380В до параметра напряжения холостого хода. Затем он преобразовывает переменный ток в постоянный. И в конечном итоге производится регулировка сварочного тока. Можно приступать к сварке.
В этом смысле трансформаторы и выпрямители очень похожи. Отличие заключается в типе получаемого тока: трансформатор использует для сварки переменный ток, а выпрямитель — постоянный.
В остальном оба аппарата похожи. При этом варить на постоянном токе гораздо проще, чем на переменном. Поэтому трансформатор — это тот же выпрямитель, только еще более сложный в применении.
Достоинства и недостатки
Преимущества сварочных аппаратов-выпрямителей в основном заключаются в большой надежности агрегата. Аппарат может использовать практически в любых условиях, даже если вокруг грязь, пыль и прочие «недруги», способные на раз-два уничтожить инвертор. Также с помощью выпрямителя можно выполнять сложные сварочные работы. Например, варить нержавеющую сталь или цветной металл.
При умелом поджиге дуга горит очень стабильно и позволяет вести аккуратный шов. Также выпрямитель можно использовать для большинства ходовых сварочных технологий, начиная от MMA, заканчивая TIG, MIG, MAG технологиями. Еще один немаловажный плюс — это возможность организации сразу нескольких сварочных постов от одного аппарата. Это значит, что вы сразу несколько человек могут варить, используя один лишь выпрямитель. Такой аппарат называется выпрямитель сварочный многопостовой и применяется на производстве.
Недостатки у такого аппарата тоже есть, и порой они критичны. Первое, что вам нужно знать — выпрямитель очень тяжелый и неповоротливый. У вас не получится в одиночку закинуть его в багажник и отвезти на дачу. Также могут быть трудности с транспортировкой аппарата на стройплощадку.
Еще один минус — это высокая стоимость комплекта оборудования. Сам выпрямитель стоит не очень дорого, а вот сопутствующее ему оборудование может оказаться не по карману. Впрочем, об этом мы подробнее рассказываем далее. Также учитывайте, что выпрямитель потребляет очень много электроэнергии, и вы можете быть не готовы к большим счетам.
Последний минус, который можно назвать одновременно плюсом — это необходимость высокой квалификации для формирования качественного шва. Если вы новичок, то будьте готовы к годам постоянной практики. С другой стороны, если вы научитесь варить выпрямителем, то после него сможете варить чем угодно. И это несомненное достоинство.
Особенности использования
Первое, на что нужно обратить внимание, если вы хотите использовать выпрямитель в быту — это напряжение вашей электросети. Вряд ли оно превышает 220В, а зачастую цифра даже меньше. Конечно, в продаже существуют аппараты, способные работать от напряжения 220В, но они встречаются редко. Большинство выпрямителей требуют 380В для полноценной работы. Такую электросеть еще называют промышленной трехфазной. Чтобы решить эту проблему, необходимо использовать генератор, выдающий 380В.
Отсюда вытекает главный недостаток выпрямителя. Это мощный аппарат, дающий вам множество возможностей, который при этом стоит не очень дорого. Но для его работы придется докупать недешевый генератор и каждый раз возиться с подключением. Именно по этой причине многие новички предпочитают купить маломощный инвертор и включить его в розетку, вместо того, чтобы мучиться с трансформатором или выпрямителем.

Также учитывайте, что для стабильной работы недостаточно просто подключить выпрямитель к 380В и приступить к работе. Выпрямитель (как и трансформатор) очень требователен к самой электросети. Она должна быть не просто стабильна, но и иметь запас по мощности. Это необходимо для поджига дуги и ее стабильного горения.
Также учитывайте, что с выпрямителем не так просто поджечь дугу, даже если с напряжением в сети все отлично. Здесь важно иметь навык или просто много практиковаться. Выпрямитель не оснащен дополнительным функционалом вроде форсажа дуги или горячего старта. Так что вам придется поджигать дугу, опираясь на свой опыт и навыки.
Читайте также: Что такое форсаж дуги на сварочном инверторе?
Несмотря на все трудности, выпрямитель — это очень стабильный и надежный аппарат. Он без проблем переносит небрежное хранение и регулярную работу. В том числе при атмосферных осадках (хотя мы не рекомендуем производить сварку при плохих погодных условиях).
Вместо заключения
Сварочный выпрямитель назначение которого — сварка сложных металлоконструкций, может понадобиться вам не только в профессиональной сварке, но и при работе в гараже или при изучении навыков сварочного дела. Он не так прост, как инвертор, зато лишен недостатков, присущих трансформаторам. Выпрямители очень громоздкие, но современные модели часто оснащаются колесами, так что аппарат можно перевозить на небольшие расстояния.
Конструктив выпрямителя так же прост, как и у трансформатора, так что его можно без проблем починить в домашних условиях. При этом ремонт не ударит по кошельку. А при наличии определенных навыков, можно своими руками модифицировать аппарат, сделав его применение более эффективным и удобным. Оставляйте свои комментарии, делитесь мнением и опытом. Это будет полезно для многих новичков. Желаем удачи в работе!
[Всего голосов: 1 Средний: 5/5]svarkaed.ru
устройство, назначение и принцип действия
Соединение металлических деталей – специфическая работа, предполагающая использования соответствующих технологий. В последнее время активно разрабатываются клеи по металлу, дающие необходимую прочность и устойчивость к внешним нагрузкам, что упрощает процесс, но лидером, как и прежде, является сварка.
Сварка позволяет получить неразъемное соединение огромной прочности, герметичное, устойчивое к вибрациям и ударам, а при должной обработке еще и совершенно не заметное. Для выполнения работы используются специальные аппараты, электроды и сварочные выпрямители, устройства, при помощи которых удается добиться стабильного постоянного напряжения.
Превращение переменного тока в постоянный способствует формированию условий, идеально подходящих для сварки. Рассмотрим, что представляет собой выпрямитель, какими модификациями он представлен, какова его схема, принцип работы и преимущества.
Особенности использования
Выпрямитель сформирован несколькими блоками, работа которых преобразует входящее напряжение, повышать силу тока.

Основная задача модуля – формирование постоянного тока с большой силой, что обеспечивает следующие эксплуатационные возможности:
- Сварка любыми электродами, вне зависимости от типа покрытия. Наличие покрытия способствует стабильному горению дуги, металл не разбрызгивается, шов получается более ровным и прочным, нуждающимся в минимальной доработке.
- Расширение возможностей сварочного аппарата. Регулировка силы тока позволяет эффективно работать и с деталями, толщина стенок которых составляет 5 сантиметров, и с миллиметровыми пластинами. Также аппарат может использоваться и не непосредственно для сварки, а для плавления кромки с целью корректировки ее геометрии.
- Появляется возможность применения неплавящихся электродов (к примеру, на вольфрамовой основе), требующих дополнительного применения присадочной проволоки.
- Выпрямитель для дуговой сварки расширяет список материалов, с которыми может вестись эффективная работа. Удается сваривать детали из нержавейки, чугуна, стали с малым содержанием углерода и иных “сложных” сплавов.
- Устройство помогает не только варить, но и резать металл. Для этого выставляются максимальные значения силы тока, формирующие очень мощную дугу, прорезающую материал.
Некоторые специалисты могут заметить, что для проведения указанного спектра работ можно пользоваться и обычным трансформатором, но практика показывает, что выпрямитель гораздо технологичнее и удобнее, кроме того, он способствует снижению общего расхода электродов.
Интересное видео, переделка сварочного аппарата АС WELDER 160C на постоянный ток:
Конструктивные особенности и рабочий принцип
Теперь рассмотрим устройство сварочного выпрямителя. Главные составные элементы выглядят следующим образом:
- диоды;
- трансформатор, работающий на понижение;
- система охлаждения. Как правило, это простой вентилятор;
- модули, измеряющие текущую силу тока;
- набор регулирующих деталей.
Такой набор деталей позволяет с высочайшей точностью корректировать силу тока, что расширяет эксплуатационную сферу и дает возможность проводить наиболее ответственные операции, требующие стабильности дуги.
У каждого конструктивного модуля свое назначение, и принцип действия оборудования таков:
- Производится подача электрического тока на первичную обмотку понижающего трансформатора.
- Явление электромагнитной индукции позволяет понизить напряжение и повысить силу тока, возникающую на вторичной обмотке трансформатора.
- Достигнутое напряжение передается диодам, самые технологичные детали выполняются из кремния. Диоды – это полупроводники, то есть ток имеет одностороннее направление хода. Именно диод и позволяет добиться постоянства напряжения.
- Активируется вентилятор, обеспечивающийся обдув диодов, существенно нагревающихся во время работы. Чем мощнее модель, тем более производительным должен быть вентилятор. В критических ситуациях срабатывает датчик перегрева, предотвращающий выход оборудования из строя. Дополнительно активируются и датчики, определяющие текущее значение напряжения. При его критическом превышении автоматика также отключит прибор, исключив поломку.
- Для корректировки напряжения вращаются ручки регуляторов. Это позволяет эффективно работать с металлическими деталями вне зависимости от их толщины.
Посмотрите полезное видео, принцип работы сварочного выпрямителя:
Классификация устройств
Можно выделить различные основные типы сварочных выпрямителей, так как существует несколько способов их классификации.
Если рассматривать конструкцию силовой части, то допускается деление на следующие категории:
- тиристорные модели;
- исполнения с насыщающим дросселем;
- инверторы;
- модификации, регулируемые трансформатором;
- устройства, регулируемые транзистором.

При подборе выпрямителей нужно ориентироваться на предстоящую технологию сварки. Например, если работа будет вестись в газовой защитной среде, под флюсом, используются модели, обладающие жесткими внешними показателями. Они предполагают, что напряжение настраивается магнитным, витковым, фазовым и импульсным способами.
Классическая технология ручной дуговой сварки подразумевает использование выпрямителей с падающими внешними показателями. Они базируются на повышении сопротивления трансформаторов или на обратной связи по току. Представлены и универсальные устройства, которые сочетают жесткие и падающие внешние характеристики.
Прочие параметры, позволяющие классифицировать устройство, можно представить таким списком:
- Выходная сила тока. Чем больше этот показатель, тем толще могут быть стенки обрабатываемой детали. Небольших токов достаточно только для работы с тонкими металлическими пластинами. Высокая сила существенно расширяет эксплуатационную сферу, позволяет не только сваривать металл, но и резать его.
- Класс точности регулировки. Профессионалам лучше выбирать приборы, позволяющие предельно точно скорректировать рабочие показатели.
- Число выходов. Профессиональные модели нередко предполагают наличие на корпусе сразу нескольких выходов для установки держателей электродов. Получается, что одним устройством одновременно могут пользоваться несколько сварщиков. Это избавляет от необходимости покупки дополнительных приборов, но отражается на габаритах в большую сторону.
- Эффективность охлаждающей системы. Бытовые модели редко оснащаются дорогой и производительной системой охлаждения, так как ориентированы на краткосрочные и не слишком сложные работы. Профессиональные аналоги эксплуатируются бесперебойно гораздо дольше.
Посмотрите видео-обзор сварочного выпрямителя ВД-201 АД AC DC:
Подведем итоги
Итак, мы разобрались, что такое сварочный выпрямитель. Несмотря на недавнее появление, он уже пользуется высоким спросом и у профессионалов в области сварки, и у тех, кто пользуется данной технологией время от времени.
Расширение функциональных возможностей сварочного аппарата, улучшение качества получаемого шва – преимуществ у его использования множество, что и способствует популярности.
Загрузка…plavitmetall.ru
Сварочный выпрямитель — устройство и принцип работы
Выпрямитель переменного тока, однофазный или трёхфазный, является самым неприхотливым, дешёвым и надёжным устройством для сварки разнообразных металлических конструкций. Он прекрасно работает на открытом воздухе при очень низких и высоких температурах и в условиях нестабильного входного напряжения. Главным недостатком является большой вес сварочного выпрямителя, который обусловлен его конструкцией. Но самодельные устройства безупречно выполняют свои функции, а фабричные модели бессменно продолжают нести свою нелёгкую службу. О них мы вдумчиво и подробно расскажем.
Виды сварки и устройство выпрямителя
Существует масса новейших методов соединения металлов и их сплавов, как правило, они основаны на лёгких и надёжных мобильных, инверторных, сварочных аппаратах. Эти изделия работают на принципе выпрямителя, но их конечные характеристики, отличаются от традиционных устройств. К относительно новым видам сварки относятся следующие способы соединения металлов:
- Сварка методом MIG/MAG, которая работает на принципах сварки металлов в активной или защитной среде газа с полуавтоматической подачей присадочной проволоки в зону плавления;
- сварка методом TIG, где процесс происходит в защитной среде инертного газа, с использованием неплавких электродов и наплавляемой полосы присадочного материала;
- сварка методом ММА, где используются принципы инвертора в режиме постоянного тока, но электроды, покрытые и возможна смена полярности.
Популярность высокотехнологичных методов вполне объяснима, но не утрачивает значение и использование старых методов сварки металлов. Причина заключается в предсказуемости параметров, глубине провара и использовании доступных комплектующих.
Основным недостатком метода сварки, с применением выпрямителя, кроме большого веса, является его нагрузка на питающие электросети общего использования. Это воздействие снижается за счёт питания через трёхфазное напряжение 380 V, оно же позволяет перераспределить нагрузку во вторичной цепи и создать многопостовые выпрямители.
Констукция устройства
Конструктивно устройство выпрямления напряжения и создания мощного сварочного тока выглядит следующим образом, а именно:
- необходимость понижения входного напряжения означает наличие трансформатора, он преобразует переменный 50 Гц ток 220/380 В, в низковольтное напряжение;
- мощный диодный мост выпрямляет переменное напряжение в циклическое постоянное;
- сглаживающий конденсаторный фильтр большой ёмкости, преобразует пульсирующее напряжение в, практически, линейное постоянное напряжение;
- блок регулировки силы тока;
- дроссели, ограничивающие нарастание сварочного тока.
Конструкция аппаратов может несколько отличаться от упрощённой схемы для улучшения технических характеристик, но по этому принципу можно собрать выпрямитель своими руками. Он позволит выполнять простые сварочные работы дома и на даче.
Важно помнить, что необходимо предусмотреть индикацию режимов работы и воздушное охлаждение сварочного аппарата потому, что выпрямительные диоды при сварке сильно нагреваются.
Сварочный выпрямитель: принцип работы и характеристики
Принцип работы сварочного трансформатора заключается в том, что он работает на переменном токе 220/380 V с понижением напряжения во вторичной обмотке, а устройство выпрямителя подразумевает наличие мощного диодного моста после вторичной, понижающей обмотки трансформатора. Такое конструктивное решение даёт преимущества при регулировке сварочного тока и может быть организовано по следующим схемам:
- выпрямление однофазное, более подходит для бытовых условий и отличается сравнительной простотой;
- выпрямление по трёхфазной схеме, делает возможным снижение пульсации в первичной и вторичной обмотках;
- схема выпрямления по шестифазной системе, позволяющая организовать многопостовой сварочный пункт.
Кроме того, сварочный выпрямитель дуга, которого позволяет добиться устойчивого плавления покрытого электрода и соединяемых заготовок, может отличаться по способам регулирования выходных характеристик, а именно:
- трансформаторная регулировка достигается изменением схемы подключения обмоток;
- регулировка характеристик с помощью дросселя и мощного реостата;
- тиристорная или транзисторная регулировка с кольцевой, трёхфазной или шестифазной схемой выпрямления.
С помощью марки изделия и руководства по эксплуатации можно определить вольт-амперные характеристики конкретного изделия, которые могут быть падающими, пологопадающими и жёсткими или комбинированными. Например, выпрямитель ВД 306 сконструирован, как аппарат с падающей характеристикой, а аппараты серии ВДГ и ВС имеют жёсткую характеристику и предназначены для сварки в защитном газе плавящимися электродами.
Очень важно, для обеспечения качества, подобрать вольтамперные характеристики модели для выполнения тех работ, которыми вы будете заниматься.
Так, выпрямитель ВСВУ-160 предназначен для сварки неплавящимися электродами, поэтому перед приобретением агрегата необходимо предварительно ознакомиться с инструкцией и техническими характеристиками модели. При этом ВСВУ обладает всеми свойствами универсального аппарата.
Модели сварочных выпрямителей и их параметры
Стабильные технические характеристики, простота и малая зависимость от перепадов температуры заставляют потребителей забыть о большой массе сварочных выпрямителей, хотя эти показатели находятся в пределах от 30 кг до 900 кг. Вес выпрямителей объясняется наличием тяжёлых трансформаторов и силовых полупроводниковых элементов с радиаторами охлаждения, а также необходимо учитывать систему охлаждения и вес корпуса. Это обстоятельство становится маловажным, особенно при организации производственного процесса с большим количеством сварочных постов. Рассмотрим параметры такого аппарата.
Мощный выпрямитель ВДМ-1201 У3 используется для ручной дуговой сварки и питает постоянным током многопостовой рабочий пункт. Этот аппарат подходит для профессиональной поточной сварки металлоконструкций в холодных или отапливающих помещениях и обладает следующими характеристиками:
- напряжение питания 380 В, трёхфазное;
- потребляемая мощность 102 кВА, при потребляемом токе 160 А;
- на выходе выдаёт сварочный ток 1250 А, на каждый пост от 60 до 315 А;
- КПД равно 80%, а класс защиты IP-23;
- продолжительность работы ПВ 100% и на каждый пост не менее 60%;
- холостой ход с напряжением 80 В, обслуживает до 8 постов;
- крутизна вольт-амперной характеристики 0,02 В/А;
- вес 400 кг и срок службы не менее 5 лет.
Нужно отметить наличие регулировки тока сварки непосредственно с рабочего места, которое может быть удалено от самого аппарата. Имеется индикация режимов работы агрегата и эффективная система охлаждения. Следует отметить, что, несмотря на несколько устаревшую конструкцию, сварочные выпрямители в состоянии составить конкуренцию некоторым современным аппаратом, более дёшевы и долговечны.
Важно, что ремонт выпрямителя обойдётся значительно дешевле починки современных инверторных аппаратов.
Что имеем в итоге?
Подводя итоги, нужно сказать, что выбор каждого человека определяется решаемыми задачами и денежными ресурсами, но выбор выпрямителя, особенно для производства, будет верным решением. Мы рассказали о свойствах трансформаторных выпрямителей, основных характеристиках и принципе действия и надеемся, что эта информация будет вам полезна.
electrod.biz
Что такое сварочный выпрямитель, как он устроен и работает?
Сварочные выпрямители – устройства, назначением которых является преобразование переменного тока в постоянный, что необходимо при работе со средне- и высокоуглеродистыми марками стали, чугуном, цветными металлами и сплавами. Сварка на постоянном токе облегчает формирование аккуратных швов, снижает разбрызгивание металла, повышает прочность сварного соединения.
Конструкционные особенности и принцип действия полупроводниковых сварочных выпрямителей
Конструкция выпрямителя в классическом варианте включает следующие компоненты:

- Диодные мосты. Диоды в сварочных выпрямителях собирают по мостовым схемам – одно- или трехфазной. Востребована трехфазная схема, обеспечивающая стабильность сварочной дуги, она подходит для элементов различной толщины, позволяет осуществлять не только сварку, но и резку. Для резки устанавливают высокое значение силы тока.
- Понижающий трансформатор. На этом устройстве происходит уменьшение напряжения и повышение силы тока.
- Охлаждающая система. Обычно это вентилятор, обеспечивающий постоянный воздушный поток к полупроводниковым элементам, которые нагреваются во время работы. В некоторых аппаратах устанавливают датчики перегрева.
- Датчики контроля напряжения. При напряжении питания, превышающем предельное значение, датчики подают сигнал автомату на отключение.
- Пусковая и измерительная аппаратура.
- Регуляторы, позволяющие установить значения тока в соответствии с толщиной свариваемого металла.
Принцип работы сварочного выпрямителя
- Ток из электросети или от электрогенератора попадает на первичную обмотку понижающего трансформатора.
- На вторичную обмотку поступает ток пониженного напряжения и повышенной силы.
- Ток пониженного напряжения поступает на выпрямительные диодные мосты. Полупроводниковые элементы открывают ток в одном направлении, и закрывают – в противоположном. Производители чаще всего используют селеновые и кремниевые полупроводники. Селеновые элементы стоят недорого и способны выдерживать значительные перегрузки, кремниевые обеспечивают высокий КПД, но плохо переносят перегрузки.
Виды регулирования силы тока на выходе:
- Ступенчатая регулировка – наиболее часто встречающийся вариант. Разные модели могут иметь разный шаг, но в любом варианте такая настройка является грубой.
- Тонкая настройка. Осуществляется методом дроссельного насыщения. Дроссель (комплекс из нескольких катушек) устанавливается между диодами и трансформатором.
- Точная регулировка с использованием тиристорного блока.
Точность регулировки напрямую влияет на удобство проведения работ и качество полученного результата.
Разновидности выпрямительных устройств

В зависимости от внешних характеристик, различают три типа сварочных выпрямителей:
- Крутопадающие внешние характеристики. Такие аппараты востребованы для ручной дуговой сварки и для работы с неплавящимся электродом в среде защитных газов. В устройство выпрямителей входит понижающий трансформатор с высоким рассеиванием магнитного поля. Сварочный ток настраивается путем корректировки дистанции между первичной и вторичной обмотками трансформатора.
- Жесткие внешние характеристики. Выпрямители этого типа используются для сварочных работ с плавящимся электродом в углекислом газе или другой защитной газовой среде, под флюсом, с использованием порошковой проволоки.
- Универсальные. Такие устройства позволяют получать падающие и жесткие внешние характеристики. Поэтому они подходят для широкого перечня сварочных процессов – ручных и автоматизированных, плавящимися и неплавящимися электродами, в газовых средах, под флюсом. В конструкцию входят понижающий трансформатор и дроссели насыщения.
Сварочные выпрямители на диодных мостах с различными техническими характеристиками дают возможность сваривать металлические элементы толщиной от 1 до 50 мм. Они удобны в работе и обслуживании, просты в настройке, мобильны. К недостаткам можно отнести слабую устойчивость к перепадам напряжения питающего тока и длительным коротким замыканиям.
www.stroy-res.ru
Зачем нужен сварочный выпрямитель?

Есть ещё такие технологии, без которых существование современной промышленности, а значит и всего остального, что напрямую от неё зависит просто невозможно. Сварка, например, как наиболее востребованный, надёжный и экономичный способ соединения металлических элементов в единую конструкцию. Это крайне распространённая в промышленности технология востребована в экономике практически всех стран и соответственно востребованы и специалисты-сварщики.
Поэтому компании, предлагающие сварочное оборудование всегда будут интересны специалистам, ведь оно постоянно совершенствуется. Естественно, что предприятия покупают данное оборудование по мере необходимости либо целыми комплектами, либо докупая нужные устройства, как, например, сварочный выпрямитель без которого невозможна дуговая сварка.
Для тех, кто прекрасно разбирается в его назначении, предлагаем выбрать необходимую модель выпрямителя в компании «Планета Сварка», которая посвятила свою деятельность сварочным технологиям, обеспечивая всех нуждающихся нужным оборудованием.
Немного теории
Тем, же, кому не знакомо понятие сварочный выпрямитель устроим небольшой ликбез, чтобы иметь хотя бы приблизительное представление, зачем всё это нужно. Итак, из курса физики мы знаем, что ток бывает переменный и постоянный, мы с вами потребляем производимую и распределённую переменную энергию.
Однако есть потребители, которым просто необходим постоянный ток и один из них сварочный аппарат с дуговой сваркой, поскольку именно при постоянном токе повышается устойчивость горения этой самой дуги, меньше разбрызгивается металла, повышается прочность шва за счёт более глубокого проплавления и, как следствие шов имеет меньше дефектов. Поэтому ответственные участки, где очень важно иметь надёжное соединение выполняется при постоянном токе.
Выбираем выпрямитель
Вот для этих преобразований и необходим выпрямитель тока, который представляет собой аппарат, подключенный к рабочему напряжению электрической сети и, собственно выполняет свою миссию, находясь в комплекте сварочного оборудования. Они имеют разнообразные модификации и различаются по типам мощности.
В бытовых надобностях чаще применяются однофазные выпрямители, которым достаточно обычной розетки, а вот трёхфазные, дающие большую нагрузку на сеть используются в масштабах промышленных предприятий, где требуются выполнение больших рабочих объёмов и потому они имеют более профессиональные характеристики для работы.
www.penza-press.ru
Сварочный выпрямитель
Изобретение относится к сварочным выпрямителям и может быть использовано в качестве источника постоянного тока, обеспечивающего режимы механизированной сварки в среде защитных газов. Технический результат заключается в получении плавной регулировки выходного напряжения с одновременным уменьшением пульсации выпрямленного напряжения и тока, снижении материалоемкости и стоимости устройства. Начало первой вторичной обмотки 4 и конец второй вторичной обмотки 5 первого трансформатора 1 подключены к первому выводу дросселя 6. Второй вывод дросселя 6 подключен к выходному зажиму 7 положительной полярности. Первая вторичная обмотка 4 первого трансформатора 1 имеет отпайку, которая подключена к концу первой вторичной обмотки 8 второго трансформатора 2. Вторая вторичная обмотка 5 первого трансформатора 1 имеет отпайку, которая подключена к началу второй вторичной обмотки 9 второго трансформатора 2. Начало первой вторичной обмотки 8 второго трансформатора 2 подключено к катоду вентиля 10, конец второй вторичной обмотки 9 подключен к катоду вентиля 11. Конец первой вторичной обмотки 4 трансформатора 1 подключен в точку соединения начала третьей вторичной обмотки 12 и конца четвертой вторичной обмотки 13 второго трансформатора 2. Начало второй вторичной обмотки 5 трансформатора 1 подключено в точку соединения конца пятой вторичной обмотки 14 и начала шестой вторичной обмотки 15 второго трансформатора 2. Конец третьей вторичной обмотки 12 второго трансформатора 2 подключен к катоду вентиля 16, начало пятой вторичной обмотки 14 второго трансформатора 2 подключено к катоду вентиля 17. Начало четвертой вторичной обмотки 13 второго трансформатора 2 подключено к катоду управляемого вентиля 18, конец шестой вторичной обмотки 15 второго трансформатора 2 подключен к катоду управляемого вентиля 19. Аноды вентилей 10, 11, 16, 17 и управляемых вентилей 18, 19 объединены во второй выходной зажим 20 отрицательной полярности. 5 ил.
СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ
Изобретение относится к оборудованию для электродуговой сварки, в частности к сварочным выпрямителям, и может быть использовано в качестве источника постоянного тока, обеспечивающего режимы механизированной сварки в среде защитных газов, кроме того, выпрямитель может использоваться и в других случаях, когда необходимо обеспечить непрерывность тока в режимах глубокого регулирования.
УРОВЕНЬ ТЕХНИКИ
Известен сварочный выпрямитель, содержащий трехстержневой трансформатор, на крайних стержнях которого расположены первичные обмотки, соединенные открытым треугольником, при этом вторичные обмотки на этих стержнях состоят каждая из двух полуобмоток с выведенной средней точкой, соединенных в один выходной зажим, начала и концы обмоток подключены к четырехфазной схеме выпрямления [Смирнов В.В. и др. Оборудование для дуговой сварки. — Л.: ЭАИ, 1986. — 650 с., стр.454].
К недостаткам устройства относится наличие трехстержневого трансформатора и большие пульсации выпрямленного напряжения, до 0,5 максимального значения, вследствие того, что фазовый сдвиг между двумя вторичными напряжениями составляет π/3.
Известен также сварочный выпрямитель, содержащий два полупроводниковых вентиля и два трансформатора, первичные обмотки которых объединены, отличающийся тем, что он снабжен двумя полупроводниковыми неуправляемыми диодами, а полупроводниковые вентили выполнены в виде полупроводниковых неуправляемых диодов, при этом трансформаторы снабжены дроссельными обмотками, каждая из которых расположена на одном магнитопроводе с первичной и вторичной обмотками, причем вторичные и дроссельные обмотки выполнены с отводами, при этом первичные обмотки трансформаторов соединены последовательно, а точка их соединения и свободные выводы соединены с выходными клеймами, каждый из выводов вторичных обмоток через диод соединен с первой выходной клеммой, а каждый из отводов вторичных обмоток через дроссельные обмотки соединен со второй выходной клеммой, причем дроссели выполнены на магнитопроводе с воздушным зазором (А.с. СССР №1833265, B23K 9/00).
Недостатками устройства являются значительные пульсации напряжения и тока, из-за сдвига по фазе выпрямленных напряжений на угол π/3, для сглаживания пульсаций требуются большие индуктивности двух дросселей, следствием чего является сложная конструкция трансформатора.
Наиболее близким по технической сущности является сварочный выпрямитель, содержащий первый однофазный трансформатор с первичной и вторичной обмотками, второй однофазный трансформатор с первичной и двумя парами вторичных обмоток, дроссель, один вывод которого связан со вторичной обмоткой первого трансформатора, а второй вывод подключен к выходному зажиму, и четыре вентиля, первичные обмотки трансформаторов подключены к линейным напряжениям трехфазной сети, при этом вторичная обмотка первого трансформатора выполнена из двух полуобмоток, соединенных согласно последовательно и общая точка соединения которых подключена к одному выводу дросселя, начало одной вторичной полуобмотки первого трансформатора соединено последовательно с началом и концом одной пары вторичных обмоток второго трансформатора, конец второй полуобмотки первого трансформатора соединен последовательно с началом и концом второй пары вторичных обмоток второго трансформатора, другие начала и концы каждой из четырех вторичных обмоток второго трансформатора раздельно подключены к четырем катодам вентилей, аноды которых объединены во второй выходной зажим (RU 2268810, B23K, 9/10).
Недостатком устройства является наличие сложного переключателя первичных обмоток трансформаторов для получения необходимого диапазона выходного напряжения выпрямителя и отсутствие плавной регулировки выходного напряжения.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Технический результат, который может быть получен с помощью предлагаемого изобретения, сводится к получению плавной регулировки выходного напряжения с одновременным уменьшением пульсации выпрямленного напряжения и тока, снижением материалоемкости и стоимости устройства.
Технический результат достигается с помощью сварочного выпрямителя, содержащего два однофазных трансформатора с первичными и вторичными обмотками, дроссель, два выходных зажима и четыре вентиля, причем первичные обмотки трансформаторов подключены к трехфазной сети, при этом сварочный выпрямитель дополнительно снабжен двумя управляемыми вентилями, отпайками от вторичных обмоток на первом трансформаторе и двумя вторичными обмотками на втором трансформаторе, при этом в качестве вентилей используются диоды, а в качестве управляемых вентилей используются тиристоры, при этом первый трансформатор содержит первую и вторую вторичные обмотки, соединенные последовательно согласно, при этом точка соединения обмоток подключена к первому выводу дросселя, а второй вывод дросселя — к первому выходному зажиму, вторичные обмотки первого трансформатора снабжены отпайками, при этом отпайка первой вторичной обмотки первого трансформатора подключена к концу первой вторичной обмотки второго трансформатора, а отпайка второй вторичной обмотки первого трансформатора подключена к началу второй вторичной обмотки второго трансформатора, начало первой и конец второй вторичных обмоток второго трансформатора подключены к катодам неуправляемых вентилей, конец первой вторичной обмотки первого трансформатора подключен к точке соединения начала третьей и конца четвертой вторичной обмотки второго трансформатора, начало второй вторичной обмотки первого трансформатора подключено к точке соединения конца пятой и начала шестой вторичной обмотки второго трансформатора, конец третьей и начало пятой вторичной обмотки второго трансформатора подключены к катодам неуправляемых вентилей, начало четвертой и конец шестой обмотки подключены к катодам управляемых вентилей, при этом аноды управляемых и неуправляемых вентилей объединены во второй выходной зажим.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1 приведена принципиальная электрическая схема сварочного выпрямителя.
На фиг.2 приведена векторная диаграмма вторичных напряжений на обмотках трансформаторов.
На фиг.3, 4, 5 приведены осциллограммы выходного напряжения выпрямителя в различных режимах.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Сварочный выпрямитель (фиг.1) содержит однофазные трансформаторы 1 и 2, подключенные первичными обмотками 3 к трехфазной сети (на фиг.1 не показано), при этом первый трансформатор 1 содержит первую 4 и вторую 5 вторичные обмотки, начало первой вторичной обмотки 4 и конец второй вторичной обмотки 5 первого трансформатора 1 подключены к первому выводу дросселя 6, второй вывод дросселя 6 подключен к выходному зажиму 7 положительной полярности. Первая вторичная обмотка 4 первого трансформатора 1 имеет отпайку (на фиг.1 не показана), которая подключена к концу первой вторичной обмотки 8 второго трансформатора 2. Вторая вторичная обмотка 5 первого трансформатора 1 имеет отпайку, которая подключена к началу второй вторичной обмотки 9 второго трансформатора 2. Начало первой вторичной обмотки 8 второго трансформатора 2 подключено к катоду вентиля 10, конец второй вторичной обмотки 9 подключен к катоду вентиля 11. Конец первой вторичной обмотки 4 трансформатора 1 подключен в точку соединения начала третьей вторичной обмотки 12 и конца четвертой вторичной обмотки 13 второго трансформатора 2. Начало второй вторичной обмотки 5 трансформатора 1 подключено в точку соединения конца пятой вторичной обмотки 14 и начала шестой вторичной обмотки 15 второго трансформатора 2. Конец третьей вторичной обмотки 12 второго трансформатора 2 подключен к катоду вентиля 16, начало пятой вторичной обмотки 14 второго трансформатора 2 подключено к катоду вентиля 17. Начало четвертой вторичной обмотки 13 второго трансформатора 2 подключено к катоду управляемого вентиля 18, конец шестой вторичной обмотки 15 второго трансформатора 2 подключен к катоду управляемого вентиля 19. Аноды вентилей 10, 11, 16, 17 и управляемых вентилей 18, 19 объединены во второй выходной зажим 20 отрицательной полярности.
Устройство работает следующим образом: при подключении первичных обмоток 3 трансформаторов 1, 2 к трехфазной сети во вторичных обмотках 4, 5 трансформатора 1 наводятся напряжения U1, U2, U3, U4, точка соединения обмоток 4, 5 трансформатора 1 подключена к одному выводу дросселя 6, а второй вывод дросселя 6 — к выходному зажиму положительной полярности 7, на вторичных обмотках 8, 12, 13, 9, 14, 15 трансформатора 2 наводятся напряжения U5, U6, U7, U8, U9, U10, соответственно. При геометрическом сложении этих напряжений (фиг.2) образуются напряжения U1-5, U2-6, U2-7, U3-8, U4-9, U4-10, например векторы напряжения U4 и U9 при сложении образуют вектор U4-9, остальные векторы складываются аналогично. Значение фазового сдвига между образованными векторами напряжения кратно π/2. С помощью вентилей 10, 11, 16,17 напряжения U1-5, U2-6, U3-8, U4-9, U4-10 выпрямляются и формируется постоянная составляющая напряжения сварочной дуги, особенностью которого является сдвиг полуволн напряжения на угол π/2 (фиг.3). Переменная составляющая напряжения сварочной дуги формируется из напряжений U2-7, U4-10 с помощью управляемых вентилей 18, 19, которые управляются фазоимпульсным методом (управляющее устройство на фиг.1 не показано). При фазе управляющего сигнала α=0 на выходе выпрямителя формируется напряжение максимального значения (фиг.4) с коэффициентом пульсации kn=0,34, а при фазе управляющего сигнала α=π вектора напряжений U2-7, U4-10 равны нулю, следовательно, на выходе выпрямителя действует только постоянная составляющая напряжения сварочной дуги (фиг.3) с коэффициентом пульсации kn=0,16. Промежуточные значения фазы управляющего сигнала в диапазоне α=(0×…π) позволяют получить плавную регулировку выходного напряжения, (фиг.5). Кратность регулирования выходного напряжения при использовании плавного регулирования и переключения первичных обмоток трансформаторов 1, 2 с линейных напряжений на фазные достигает значения 2,45. Аноды вентилей 10, 11, 16, 17 и управляемых вентилей 18, 19 объединены в выходной зажим отрицательной полярности 20, это позволяет конструктивно разместить вентили 10, 11, 16, 17 и управляемые вентили 18, 19 на общем охлаждающем радиаторе, что упрощает конструкцию сварочного выпрямителя.
Отсутствие нулевых значений в выпрямленном напряжении по сравнения с однофазными схемами повышает стабильность горения сварочной дуги и снижает индуктивность сглаживающего дросселя, уменьшая его габариты и массу. По сравнению с трехфазными схемами выпрямления рассматриваемый выпрямитель имеет меньшую стоимость, поскольку в нем используют только два однофазных силовых трансформатора. Токи, протекающие через вентили 10, 16, 11, 17, меньше в раз, чем токи через управляемые вентили 18, 19, что позволяет снизить класс по току для неуправляемых вентилей 10, 16, 11, 17 и дополнительно удешевляет выпрямитель. С учетом уменьшения числа фаз выпрямления по сравнению со схемой Ларионова для изготовления первичной обмотки трансформатора требуется на 15% меньше меди.
На средних углах зажигания управляемых вентилей 18, 19 выходное напряжение сварочного выпрямителя имеет крутой фронт (фиг.4), в момент которого повышается сварочный ток, вследствие чего увеличивается электромагнитная сила, которая сбрасывает каплю расплавленного металла с конца электрода. Изменяя угол зажигания управляемых вентилей 18, 19, можно регулировать величину и фазу импульсов сварочного тока.
Предлагаемое изобретение по сравнению с прототипом и другими техническими решениями имеет следующие преимущества:
1) снижение пульсаций выпрямленного напряжения и тока, достигнутого за счет наличия постоянной составляющей напряжения сварочной дуги и оптимального сдвига по фазе полуволн выпрямленных напряжений на угол π/2;
2) наличие постоянной составляющей в выпрямленном напряжении уменьшает вероятность возникновения прерывистых токов, следовательно, улучшается стабильность процесса сварки;
3) наличие крутого фронта импульса напряжения нормализует процесс перехода капель расплавленного металла в сварочную ванну и повышает стабильность сварочного процесса;
4) упрощение конструкции сварочного выпрямителя достигнуто за счет размещения вентилей и управляемых вентилей на общем охлаждающем радиаторе;
5) снижение материалоемкости достигнуто за счет уменьшения массы и габаритов дросселя в виду меньшего коэффициента пульсации;
Сварочный выпрямитель, содержащий два однофазных трансформатора с первичными и вторичными обмотками, дроссель, два выходных зажима, четыре вентиля, причем первичные обмотки трансформаторов подключены к трехфазной сети, отличающийся тем, что он дополнительно снабжен двумя управляемыми вентилями, отпайками от вторичных обмоток на первом трансформаторе и двумя вторичными обмотками на втором трансформаторе, при этом в качестве вентилей используют диоды, а в качестве управляемых вентилей используют тиристоры, при этом первый трансформатор содержит первую и вторую вторичные обмотки, соединенные последовательно согласно, при этом точка соединения обмоток подключена к первому выводу дросселя, а второй вывод дросселя — к первому выходному зажиму, вторичные обмотки первого трансформатора снабжены отпайками, при этом отпайка первой вторичной обмотки первого трансформатора подключена к концу первой вторичной обмотки второго трансформатора, а отпайка второй вторичной обмотки первого трансформатора подключена к началу второй вторичной обмотки второго трансформатора, начало первой и конец второй вторичных обмоток второго трансформатора подключены к катодам неуправляемых вентилей, конец первой вторичной обмотки первого трансформатора подключен к точке соединения начала третьей и конца четвертой вторичной обмотки второго трансформатора, начало второй вторичной обмотки первого трансформатора подключено к точке соединения конца пятой и начала шестой вторичной обмотки второго трансформатора, конец третьей и начало пятой вторичной обмотки второго трансформатора подключены к катодам неуправляемых вентилей, начало четвертой и конец шестой обмотки подключены к катодам управляемых вентилей, при этом аноды управляемых и неуправляемых вентилей объединены во второй выходной зажим.
findpatent.ru
Марка выпрямителя сварочного
Сварочные выпрямители
Основы сварочного дела
Сварочные выпрямители получили большое распространение. Основные их преимущества следующие: высокий к. п.д. и относительно небольшие потери холостого хода; высокие динамические свойства при меньшей электромагнитной индукции; отсутствие вращающихся частей и бесшумность в работе; равномерность нагрузки фаз; небольшая масса; возможность замены медных проводов алюминиевыми. Однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как могут выйти из строя диоды. Кроме того, сварочные выпрямители чувствительны к колебаниям напряжения в сети. Все же по основным технико-экономическим показателям сварочные выпрямители являются более прогрессивными, чем, например, сварочные преобразователи.
Таблица 6
|
Сварочные выпрямители состоят из двух основных блоков: понижающего трехфазного трансформатора с устройствами для регулирования напря — +
1к
Рис. 35
Жения или тока и выпрямительного блока. Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную его эксплуатацию. Для выпрямления тока используется свойство полупроводникового вентиля проводить ток только в одном направлении. Наибольшее применение получили селеновые и кремниевые вентили. Селеновые вентили дешевы и выдерживают перегрузки. Кремниевые вентили обладают высокими энергетическими показателями и высоким к. п.д., но очень чувствительны к перегрузкам по току и поэтому требуют защитных устройств и интенсивного охлаждения.
Выпрямление тока осуществляется по трехфазной мостовой схеме Ларионова. Мост состоит из шести плёч, в каждом из которых установлены вентили, обеспечивающие выпрямление обоих полупериодов переменного тока в трех фазах (рис. 35).
Применяются различные типы сварочных выпрямителей (табл.6).
Сварочные выпрямители с жесткой внешней характеристикой типа ВС и ВДГ предназначены для сварки в защитном газе плавящимся электродом, автоматической и полуавтоматической сварки под флюсом, порошковой про волокой и др. Они просты в устройстве и надежны в работе. Имея общую принципиальную схему, выпрямители этого типа отличаются в основном мощностью и числом ступеней регулирования. Выпрямители состоят из понижающего трехфазного трансформатора, выпрямительного блока, двух универсальных, переключателей для переключения витков первичной обмотки трансформатора(для грубой и точной регулировки), дросселя(для обеспечения нарастания тока короткого замыкания и сглаживания пульсаций) и вентилятора.
Сварочные выпрямители с падающей внешней характеристикой выпускаются типа ВСС, ВКС и ВД. Сварочные выпрямители типа ВСС состоят из понижающего трехфазного трансформатора с подвижными обмотками, выпрямительного селенового блока с вентилятором, пускорегулирующей и защитной аппаратурой. Понижающий трансформатор выполнен с повышенным магнитным рассеянием, которое регулируется изменением расстояния между первичной и вторичной обмотками. Два диапазона регулирования сварочного тока получают, соединяя первичную и вторичную обмотки звездой (малые токи) и треугольником (большие токи). В пределах каждого диапазона ток плавно регулируют, изменяя расстояние между катушками первичной (нижней подвижной) и вторичной (верхней неподвижной) обмоток с помощью рукоятки. При вращении рукоятки по часовой стрелке катушки обмоток сближаются, индуктивность рассеяния уменьшается, сварочный ток увеличивается. Обмотки трансформатора выполнены из алюминия. Выпрямительный блок собран из селеновых пластин 100X400 мм, охлаждается вентилятором.
Сварочные выпрямители типа ВКС имеют следующие основные отличия от типа ВСС: выпрямительный блок составлен из кремниевых вентилей ВК-200; сварочный ток регулируют, перемещая катушки обмоток с помощью асинхронного двигателя с дистанционным управлением.
Широкое применение получили сварочные выпрямители ВД-101 и ВД — 301 с кремниевыми вентилями и ВД — 102 и ВД-302 с селеновыми вентилями. Они несложны по устройству, обладают достаточно высоким кофф’ици- ентом полезного действия и имеют небольшую массу.
Сварочные выпрямители типа ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварке под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ, кроме обычных—блока трехфазного понижающего трансформатора и выпрямительного блока, имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики. Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей—тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Для сантехнических монтажных сварочных работ Институт электросварки им. Е. О. Патона разработал переносный сварочный выпрямитель ВЖ-2М, предназначенный для питания полуавтоматов и автоматов при сварке открытой дугой и в защитном газе стыков труб диаметром 20… 100 мм. Внешняя характеристика — поло — гопадающая; число ступеней регулирования — 9; масса — 50 кг.
В последнее время с появлением китайской техники на мировом рынке, сварочный аппарат стал наиболее популярным инструментом у владельцев частных домов, коттеджей, дач и гаражей. Учитывая соотношение цен на приобретение сварки …
Техника безопасности на строительно-монтажной площадке
Выполнение сварочных работ на строительно-монтажной площадке требует особо четкого выполнения всех правил безопасности производства работ. Сварочные работы на высоте с лесов, подмостей и люлек разрешается производить только после проверки этих …
Техника безопасности при контрольных испытаниях сварных швов
Из применяемых средств контроля особую опасность представляют рентгеновские и гамма-лучи. Рентгеновские и гамма-лучи опасны для человека при продолжительном облучении и большой дозе. Предельно ДОпустимая доза, которая не вызывает необратимых изменений …
msd.com.ua
Виды сварочных выпрямителей
В
www.samsvar.ru