Принцип работы сварочного аппарата
Дачнику, собственнику частного дома или гаража, вполне доступно выполнять сварочные работы самостоятельно. Выбор типа бытового сварочного аппарата зависит от того, что и как требуется надежно соединить.
Консультации и советы продавцов, конечно, помогут сориентироваться в многообразии коммерческих предложений. Однако личная осведомленность покупателя и самые элементарные знания помогут задать правильные вопросы и понять ответы на них.
В этой статье вы найдете для себя базовую информацию о том, что такое сварка и на чем основан принцип работы сварочного аппарата.
Что такое сварка?
Процесс неразъемного соединения нескольких деталей в единое целое посредством нагрева, деформирования и применения присадочных материалов (электродов) называется сваркой.
Материалы твердых соединяемых компонентов нагреваются до состояния, когда возникают межмолекулярные или межатомные связи в месте сварки. Аналогичного эффекта можно достичь, оказывая давление на поверхности в месте желаемого соединения.
Сочетание давления и нагрева позволяет оптимизировать и регулировать процесс сварки. Причем чем выше температура, тем меньшее требуется давление. При достижении температур плавления материалов соединяемых деталей потребность в давлении на них и вовсе исчезает.
Способ сварки, будучи зависимым от ряда факторов, влияет на выбор сварочного оборудования.
В этой статье мы говорим не о промышленных, а о бытовых сварочных аппаратах, которые можно купить в магазинах. Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают на переменном токе, сила которого регулируется путем изменения напряжения с помощью понижающего трансформатора. В итоге обеспечивается надежное питание сварочной дуги, температура которой может составлять несколько тысяч градусов по Цельсию.
В большинстве конструкций понижение напряжения до требуемого для поддержки стабильности сварочной дуги уровня достигается за счет перемещения одной из обмоток по магнитопроводу-сердечнику. Полученное рабочее напряжение, как правило, не превышает 80В при исходных уровнях 220-380В. Индуктивное сопротивление обмоток изменяется и таким образом регулируется величина сварочного тока.
Кроме этой применяются также конструкции с подвижным магнитным шунтом или тиристорами.
Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220В) до значений, необходимых для возникновения и поддержания сварочной электродуги.
Схематично это происходит так:
- Сначала переменный ток трансформируется в постоянный с помощью первичного выпрямителя. Для понижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток становится снова переменным, но высокочастотным, как и напряжение.
- В трансформаторе полученное высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований сила тока значительно повышается.
- После оптимизации напряжения высокочастотный переменный ток во второй раз преобразуется в постоянный. Далее его сила регулируется до требуемых величин.
Таким образом, в сварочном инверторе ток и напряжение четко контролируются. Это позволяет плавно регулировать их уровни и выполнять широкий диапазон сварочных работ для соединения деталей даже из самых тугоплавких металлов и сплавов.
Принцип работы сварочного полуавтомата
Электроды тут не нужны. Потому что в сварочном полуавтомате применяется специальная сварочная проволка, которая плавится в газовой среде.
Для облегчения понимания, что такое сварочный полуавтомат, достаточно знать, что это – установка, в которую входят:
- Источник питания, которым может быть сварочный инвертор или сварочный выпрямитель
- Устройство подачи сварочной проволоки
- Сварочная горелка
- Система управления
- Соединительные кабели и шланги
Сварочная проволка через специальное устройство плавно и корректно поступает в сварочную горелку. В место сварки также подается чистый углекислый газ или его смесь с аргоном.
Так что к вышеперечисленным компонентам установки логично добавить и специальные газосодержащие емкости, а также катушки с намотанной сварочной проволокой.
Информация о том, на чем основан принцип работы сварочного аппарата, в зависимости от его типа, надеемся, поможет лучше разобраться в потребительских характеристиках этого необходимого в быту оборудования и сделать оптимальный выбор.
semidelov.ru
какой можно считать хорошим, как его выбирать и использовать
 При выборе полуавтомата для сварки следует учитывать некоторые его характеристики. Чтобы понять, какой сварочный полуавтомат хороший, необходимо прежде уточнить особенности этого аппарата и принцип его работы.
При выборе полуавтомата для сварки следует учитывать некоторые его характеристики. Чтобы понять, какой сварочный полуавтомат хороший, необходимо прежде уточнить особенности этого аппарата и принцип его работы.
Полуавтомат сварочный работает с помощью проволоки в газовой среде. Это довольно новый способ работы, который за относительно короткое время стал необычайно популярен благодаря своим достоинствам.
 Применение полуавтоматической сварки позволяет сделать качественный шов, не нуждающийся в дополнительной обработке. Такая методика позволяет сваривать даже тонкие листы металла, а сам сварочный процесс производить в сокращенные сроки.
Применение полуавтоматической сварки позволяет сделать качественный шов, не нуждающийся в дополнительной обработке. Такая методика позволяет сваривать даже тонкие листы металла, а сам сварочный процесс производить в сокращенные сроки.
В процессе сварки в зону с постоянной скоростью подается электродная проволока, а газ обеспечивает защиту от кислородного воздействия. Полуавтоматы имеют широкий спектр применения: от сварки и монтажа металлоконструкций до машиностроения и строительства. Сварочные аппараты для бытовых нужд
На что следует обратить внимание при выборе
сварочного полуавтомата?
 Чтобы понять какой сварочный полуавтомат хороший и как его выбрать, следует обратить внимание на ряд важных характеристик аппарата. Прежде чем отправиться в магазин, следует подумать, для каких целей он будет использоваться. По своей классификации, которая зависит от производимой устройством силы тока и времени его работы, сварочные полуавтоматы подразделяются:
Чтобы понять какой сварочный полуавтомат хороший и как его выбрать, следует обратить внимание на ряд важных характеристик аппарата. Прежде чем отправиться в магазин, следует подумать, для каких целей он будет использоваться. По своей классификации, которая зависит от производимой устройством силы тока и времени его работы, сварочные полуавтоматы подразделяются:
- Бытовые, которые вырабатывают ток до 200 Ампер.
- Полупрофессиональные, вырабатывают ток в пределах 300 Ампер.
- Профессиональные, предназначены для выработки тока свыше 300 Ампер.
В зависимости от источника питания, установленного при производстве устройства, полуавтоматы бывают:
- Инверторные.
- Выпрямительные.
- Трансформаторные.
Выбирая хороший сварочный аппарат, следует обратить внимание на то, что инверторные полуавтоматы отличаются легкостью и компактностью, обладая к тому же рядом других незаменимых функций, таких как регулировка сварочного тока, антиприлипание и простой розжиг. Трансформаторный полуавтомат незаменим при частой смене рабочего места, что позволяет переносить его с одного помещения в другое.
При выборе хорошего сварочного аппарата необходимо смотреть на время включения прибора. Для бытовых полуавтоматов время включения около двадцати процентов служит хорошим показателем. Для профессионального оборудования этот показатель должен превысить шестьдесят процентов.
Не менее значимым аспектом при выборе хорошего сварочного полуавтомата является показатель уровня потребляемой мощности. Но следует помнить, что при включении полуавтомата, он потребляет мощности больше, чем при дальнейшей работе. Дешевыми полуавтоматами можно варить только тонкий металл.
На какие критерии следует обращать внимание при выборе хорошего полуавтомата?
При выборе хорошего оборудования нужно обратить внимание и на диапазон регулировки тока. Полуавтомат можно считать хорошим, если он имеет:
- Плавное зажигание дуги.
- Мягкий старт.
- Снабжение режимом последующего сжигания проволоки.
- Специальный режим, позволяющий сварщику при длительной работе с полуавтоматом не держать кнопку на горелке.
 Полуавтомат следует выбирать с закрытой системой для подачи сварочной проволоки. Такой аппарат можно по праву считать самым хорошим. Закрытый механизм способствует защите проволоки от грязи и пыли, а также уменьшает износ направляющего канала. При выборе хорошего устройства следует предпочесть модели с защитой от короткого замыкания.
Полуавтомат следует выбирать с закрытой системой для подачи сварочной проволоки. Такой аппарат можно по праву считать самым хорошим. Закрытый механизм способствует защите проволоки от грязи и пыли, а также уменьшает износ направляющего канала. При выборе хорошего устройства следует предпочесть модели с защитой от короткого замыкания.
Неотъемлемым качеством является универсальность полуавтомата. Такие приборы приспособлены для работы проволокой и электродами, что делает их очень удобными в эксплуатации и позволяет владельцу не тратить деньги на приобретение нового оборудования. Автоматическая регулировка подачи проволоки является неотъемлемым качеством для хорошего аппарата. Опытному мастеру не доставит большого удовольствия работа с ручной регулировкой скорости подачи проволоки.
При выборе прибора следует обращать внимание на запасные наконечники контактов, объем газового баллона и расположение управляющих элементов. В сварочном процессе все эти детали играют немаловажную роль, что обусловлено качеством выполняемой работы и безопасностью проводящего ее лица. Выбор горелки особыми рекомендациями не облагается, тем более что на дорогих устройствах они высокого качества. На других аппаратах они легко заменяются.
Какому производителю сварочных полуавтоматов отдать предпочтение?
 На сегодняшнем рынке сварочного оборудования можно найти полуавтоматы от разных производителей. Новичков, помимо прочих характеристик оборудования, нередко волнует вопрос о предпочтении определенного производителя. Если хочется приобрести хороший сварочный аппарат, то лучше заказать оборудование на заказ. Все дело в том, что не являющиеся профессионалами в этой области люди, отдают предпочтение дешевым устройствам.
На сегодняшнем рынке сварочного оборудования можно найти полуавтоматы от разных производителей. Новичков, помимо прочих характеристик оборудования, нередко волнует вопрос о предпочтении определенного производителя. Если хочется приобрести хороший сварочный аппарат, то лучше заказать оборудование на заказ. Все дело в том, что не являющиеся профессионалами в этой области люди, отдают предпочтение дешевым устройствам.
Поэтому продавцы сварочного оборудования привозят на продажу полуавтоматы китайского производства, которые не отличаются особым качеством и надежностью, зато дешево стоят. Полуавтоматы американского или европейского производства отвечают всем требованиям качественного товара, но любители приобретают их редко в силу высокой стоимости.
Поэтому тем, кто собирается работать с полуавтоматом ежедневно и не заниматься постоянно ремонтом оборудования, следует предпочесть европейских или американских производителей. За долгие годы производства сварочного оборудования европейская и американская промышленность накопили огромный опыт и могут представить к выбору потребителей качественные аппараты с различными функциями.
Американская компания «Миллер Электрик» способна представить потребителям большое количество моделей сварочных аппаратов с высоким качеством. Среди европейских производителей можно выделить две итальянские фирмы Profhelper и Awelko. Все эти производители следят за качеством выпускаемого оборудования, поэтому приобретя сварочные аппараты этих фирм можно работать долгие годы, не беспокоясь о ремонте оборудования.
Самые требовательные к качеству выпускаемой продукции — немцы, тоже могут похвастаться полуавтоматами марки EWM, которая снискала славу на рынке сварочного оборудования. Эти аппараты вполне о
Тем, у кого недостаточно денег, чтобы приобрести представленные выше модели, можно обратить внимание на чешского производителя Kuhtreiber. Его стоимость гораздо меньше описанных выше аналогов, зато качество на высшем уровне и ничуть не уступает известным европейским производителям. А в качестве второго варианта можно предложить китайский аналог устройства от фирмы Сварог.
Эти полуавтоматы проходят заводскую сборку и поэтому имеют идеальное соотношение цены и качества. Можно выбрать хороший аппарат от этой фирмы и для аргонно-дуговой сварки. Разнообразие моделей поможет найти нужный полуавтомат как новичку в этой области, так и опытному сварщику.
Как правильно настроить оборудование для работы?
Независимо от выбранной модели сварочного аппарата его необходимо правильно настроить для работы. Залогом качественной и легкой работы можно считать точно выставленные настройки на приборе. Чтобы произвести верную настройку полуавтомата следует соблюдать определенные требования:
-
 Прочитать инструкции по эксплуатации и установить необходимую силу тока. Обычно производители размещают в инструкции специальные таблицы с указанием толщины металла и необходимой силой тока.
Прочитать инструкции по эксплуатации и установить необходимую силу тока. Обычно производители размещают в инструкции специальные таблицы с указанием толщины металла и необходимой силой тока. - Установка скорости подачи проволоки, которую регулируют сменой шестеренок, прилагаемых к комплекту.
- Регулировка режима сварки на полуавтомате и повышение мощности достигается путем подключения к трехфазному напряжению. Получить высокую производительность от двухфазного напряжения можно применением инверторного полуавтомата. Правильность настроек можно увидеть по устойчивой стабильной дуге и необходимому количеству флюса.
 Прочитать инструкции по эксплуатации и установить необходимую силу тока. Обычно производители размещают в инструкции специальные таблицы с указанием толщины металла и необходимой силой тока.
Прочитать инструкции по эксплуатации и установить необходимую силу тока. Обычно производители размещают в инструкции специальные таблицы с указанием толщины металла и необходимой силой тока.Как правильно работать с полуавтоматом?
Для успешного проведения сварочных работ необходимо не только настроить сварочное оборудование, но и подготовить сам материал. Перед проведением сварочных работ рекомендуется:
- Удалить с металлических поверхностей краску, жир и другие материалы, которые могут воспрепятствовать прохождению электрического тока.
- При помощи растворителя убрать все жирные пятна.
- Ввиду отсутствия необходимого сварочного опыта может потребоваться тренировка на черновой заготовке для накладывания правильного сварочного шва. На вид правильный шов при работе полуавтоматом выглядит ровно без наплывов и большого количества брызг.
- Правильный подбор газа для сварки поможет избавиться от брызг при работе. Аргонно-углекислотная смесь подходит для стали и черных металлов. Для улучшения качества работы надо следить за правильным плавным протягиванием дуги и контролировать сварочную ванну.
- При использовании полуавтоматической сварки без газа потребуется специальная флюсовая или порошковая проволока. Защитный слой газа в этом случае образуется при сгорании специального вещества, расположенного внутри проволоки. В этом случае пользоваться сварочным аппаратом можно при подключении прямого тока или плюса на изделие.
 Удалить с металлических поверхностей краску, жир и другие материалы, которые могут воспрепятствовать прохождению электрического тока.
Удалить с металлических поверхностей краску, жир и другие материалы, которые могут воспрепятствовать прохождению электрического тока.Как выбрать сварочный полуавтомат?
[contents] Выбор сварочного полуавтомата
Выбор сварочного полуавтомата
Сегодня мы поговорим о том, как выбрать сварочный аппарат. Отчего он так называется? Дело в том, что он как бы автомат, но сварщик все равно должен немного участвовать. К примеру, направить горелку куда надо, нажать кнопку и прочее. Теперь немного теории.
Особенности и принцип работы сварочного полуавтомата
Такой аппарат сваривает детали в газовой среде, отчего эту методику называют MIG–MAG, что значит, что работы можно проводит как в инертном, так и активном газе. При работе газ поступает к месту соединения и ограждает его от подачи кислорода, так как он (кислород) сильный окислитель. Такая сварка идеально подходит для тонких листов металла, к примеру, для кузова автомобиля.
При выборе аппарата помните, что он может быть трех типов:
1. Бытовым.
2. Профессиональным.
3. Полупрофессиональным.
В целом же, в составе сварки-полуавтомата есть следующие компоненты:
1. Источник питания.
2. Прибор, подающий проволоку и контролирующий силу подачи газа.
3. Рукав, пропускающий газ и проволоку.
4. Горелка.
5. Зажим массы.
Помимо того, вам потребуется бобина, на которую намотана проволока, и емкость с углекислым газом. А теперь – коротко об основных элементах.
Источник питания
Как подключается сварочный полуавтоматПри покупке сварочного аппарата-полуавтомата особое внимание обращайте на источник питания. Это может быть:
1. Инвертор.
2. Выпрямитель.
3. Трансформатор.
Именно от такого источника будут зависеть габариты аппарата, его вес и его стоимость. Не верьте людям, твердящим, что чем больше сварочный аппарат – тем он лучше, это не так.
Важно! Самой высокой эффективностью и качеством сварочного шва характеризуются именно инверторные устройства.
Прибор, подающий проволоку
 Подача проволоки
Подача проволокиСуществует несколько типов механизмов для подачи проволоки:
1. Толкающе-тянущий (два больших рукава, работающих совместно).
2. Тянущий, который располагается в ручке горелки.
3. Толкающий, который находится непосредственно в корпусе прибора.
Проволока
В сварочный аппарат устанавливается бобина, на которую наматывается проволока. Далее проволока идет через рукав, на который прикреплена сама горелка. Также крепится газовый баллон, газ из которого посредством металлической трубки передается в той же рукав. Срзу отметим, что если будет использована порошковая проволока, то подача углекислого газа не требуется.
К слову, о порошковой проволоке. Это скорее трубка, внутри которой находится флюс, который при горении создает необходимую газовую среду. Разумеется, такая проволока стоит дороже обычной.
 Сварочная проволока
Сварочная проволокаВ зависимости от материала, для полуавтоматической сварки используются следующие виды проволоки:
1. Из стали.
2. Из алюминия.
3. Из нержавейки.
Важно! Проволока одного типа (к примеру, алюминиевая) от разных производителей в большинстве случаев имеет разный химический состав.
Больше всего нам подходит стальная проволока, покрытая пленочкой из меди, поскольку электроконтакт с горелкой в данном случае будет лучшим, из-за чего пульсации по току уменьшаются и, как результат, сварочный шов получается более качественным.
Горелка
 Горелка
ГорелкаИменно горелку вы будете держать в руках при работе. Она может соединяться с аппаратом без использования разъемов, а может и с ними. Если аппарат профессиональный, то в нем, скорее всего, используется разъемное соединение.
Помимо того, именно благодаря горелке углекислый газ и проволока подаются в место сварки.
Несколько дельных советов, которые помогут при покупке сварки-полуавтомата
Итак, если ва необходимо купить сварочный полуавтомат, то можете воспользоваться этой ссылкой http://www.instrument-optom.com/poluavtomat-svarochnyj-invertornyj, где вашему вниманию представлены советы по его выбору.
 Советы при выборе сварочного полуавтомата
Советы при выборе сварочного полуавтомата1. Начать покупку необходимо с того, что создается четкое черчение будущих задач. Вы должны четко определить, что именно вы будете сваривать и насколько часто.
2. Более того, при выборе той или иной модели вы, как и другие покупатели, будете ориентироваться на надежность и качество, на известность компании-производителя, и, конечно же, на стоимость аппарата. Именно по этой причине лучше предварительно проконсультироваться у опытного специалиста, не стоит особо рассчитывать на миловидных девушек-продавцов.
3. Также обратите внимание на то, что чем ниже показатель минимальной мощности аппарата, тем меньше он (аппарат) будет стоить. Как следствие, такой аппарат сможет работать лишь с теми материалами, которые имеют незначительную толщину.
4. Обратите внимание на наличие электронного контроля клапана для подачи углекислого газа. Желательно, чтобы он предусматривался конструкцией выбранной вами модели, поскольку он сделает работу аппарата менее затратной.
5. Осведомитесь, какую представленность имеет обслуживающий сервис именно для вашего аппарата. Узнайте, можно ли в вашем городе купить проволоку, баллоны с газом, запасные комплектующие (сопла к горелке, изолирующие втулки, наконечники, проводящие ток и так далее) к сварочнику.
Дело в том, что это тоже очень важно.
stroy-dom.info
Полуавтоматический сварочный аппарат
Сварочные аппараты этого класса выпускаются в разных модификациях. Специфическое название, «полуавтомат», означает, что отдельные действия придётся выполнять самому. Тем не менее, специальное оснащение позволяет упростить многие операции, поэтому с помощью такого оборудования вполне допустимо создавать качественные сварные соединения без помощников. Разумеется, для этого понадобится изучение соответствующих технологий и приобретение устойчивых практических навыков.

Вид полуавтоматического сварочного аппарата
Принципы работы
Для соединения деталей с помощью этого метода используется разогрев областей будущего контакта. Расплавленные участки объединяются и после снижения температуры образуют прочное цельное сплочение. Ниже перечислены вопросы, на которые обращают внимание разработчики соответствующих технологий:
- Нагрев должен быть достаточно интенсивным, чтобы металл начал плавиться после обработки.
- С другой стороны, необходимо обеспечить только локальное воздействие, чтобы структура соседних участков не была повреждена.
- Также следует учесть активизацию окислительных процессов, возможное проникновение (в область расплавленного металла) примесей из окружающего воздуха. Такие «добавки» способны ухудшить прочность и другие исходные параметры материалов.
Перечисленные задачи успешно решает сварочный аппарат. Нагрев в нём создаётся электрической дугой. Она образуется между электродом и металлической поверхностью при подаче на них напряжения. Так как для мощного постоянного разряда используется сильный ток, сравнительно небольшой по размерам рабочий разрядник быстро сгорает. Чтобы не выполнять часто его замену, используют тонкую проволоку, которая подаётся с нужной скоростью в рабочую область. Для исключения вредного влияния окружающей среды сюда же обеспечивается подача нейтрального газа.
Строение полуавтомата
Части оборудования, их предназначение и важные особенности:
- Источник питания. При создании дуги образуется напряжение несколько десятков вольт до 200 ампер и более того. Потребляемая мощность многих серийных моделей – диапазон от 5 до 6 кВт. Эти цифры приведены для того, чтобы точнее можно было оценить требования к блоку питания.
- Устройства управления предназначены для регулировки скорости подачи проволоки и установки уровня сварочного тока.
Сигнальные индикаторы оповещают о включении в сеть, возникновении критичных режимов работы и аварийных ситуациях.
- Провод для подключения к соединяемым сваркой деталям оснащается специальным пружинным зажимом.
- Горелка присоединена через гибкий рукав к корпусу. Внутри пропущен трубопровод и шланг. Они предназначены для дозированной подачи в рабочую область проволоки и газа.
- Если конструкция получилась тяжёлой, то для перемещения в днище устанавливают поворачивающиеся колёса.
- Проволока, намотанная на бобину, устанавливается внутри корпуса. Её подача осуществляется толкающим, тянущим, или комбинированным приводом.

Вид полуавтомата со снятой крышкой корпуса
Технические параметры
Прежде чем выяснять, сколько стоит тот или другой сварочный полуавтомат, надо определить круг задач, которые придётся решать на практике. Это поможет подобрать оборудование не слишком дорогое, но вполне подходящее по своим техническим параметрам.
Профессиональной иногда называют технику, которая способна обеспечить ток свыше 300 А. На практике такие значения требуются редко. Многим опытным мастерам, работающим в автомобильных сервисных центрах, вполне достаточно 200-250 А.
Определённый запас по мощности не будет лишним. Он позволит работать в номинальных режимах, без чрезмерных нагрузок, что продлит срок службы оборудования даже при интенсивном распорядке его использования.
Впрочем, если полуавтомат предполагается применять от случая к случаю, для решения личных бытовых задач, то подобные особые требования будут явно лишние. Но в любом случае надо изучить подробнее технические характеристики понравившейся модели техники.
Сеть питания 220 V подходит лучше для бытового применения, не придётся искать специальный источник питания. Но профессионалы отмечают преимущества трёхфазной сети 380 V. Как правило, такая проводка лучше приспособлена к повышенным нагрузкам. Использование трёх фаз позволяет получить разряд с более стабильными параметрами, что позитивно отражается на качестве сварки.

Полуавтомат, который подключается к сети 220 V
Если приобрести универсальный полуавтомат, то он будет способен работать от 220 V, или 380 V при соответствующем подключении. Допустимые отклонения напряжения не превышают 15-20%.
При снижении напряжения будет уменьшаться потребляемая мощность и ток.
Необходимо проверять рекомендованный номинальный ток сети питания. Его величина может составлять 15-25 А. Проводка должна быть рассчитана на соответствующие нагрузки.
Нужно обращать внимание на продолжительность постоянного включения при максимальном токе. Этот параметр указывают в процентах. Если он равен 60% при 180А, то это значит, что при наибольшей допустимой нагрузке полуавтомат может работать 6 минут, после чего понадобится четырехминутный перерыв для охлаждения оборудования. Аналогичным образом определяются временные отрезки стандартного рабочего цикла (10 мин.) при других значениях параметра.
В описаниях используют следующие обозначения:
- MIG – сокращение от «Metal Inert Gaz» (металл-инертный-газ). Оно определяет, что оборудование предназначено для сварки металлов в среде аргона, или другого инертного газа, их смесей в определённых пропорциях. Расходные материалы в этом случае дороже, но сварной шов получается надёжным даже без дополнительной защиты.
- MAG – это аббревиатура от «Metal Active Gaz» (металл-активный-газ). Для этой технологии используют защиту углекислым газом. По сравнению с первым вариантом, в данной среде качество сварного шва несколько хуже. Рекомендуется последующая зачистка созданного соединения, покрытие его антикоррозийными средствами.
Габаритные размеры и вес также надо изучить внимательно. При выполнении сложных работ, в ограниченном пространстве, именно они будут иметь решающее значение.

Как выглядит компактный сварочный аппарат
Длина газового рукава, обратного кабеля с зажимом – эти данные проверяют для определения радиуса рабочей зоны (когда аппарат устанавливается стационарно).
Диапазон, шаг изменения рабочего напряжения и сварочного тока, скорость, с которой осуществляется подача проволоки – определяют возможность применения разных режимов сварки, работы с различными металлами, размерами соединяемых деталей.
Максимальный диаметр электродов (вольфрамовых, щелочных и других). С помощью этой информации и специальных таблиц можно установить, какой толщины изделия из определённых металлов и сплавов способен сваривать этот аппарат.
Классы защиты, изоляции имеют значение при выполнении работ в помещениях с повышенной влажностью, в иных неблагоприятных и опасных условиях.
Если приведён коэффициент полезного действия, то можно будет оценить эффективность использования аппаратом энергетических ресурсов. В современных качественных моделях такой параметр достегает 85% и более.
Виды сварочного оборудования
Понятно, что потенциальные возможности этой техники во многом определяются параметрами электрической силовой части. Ранее использовались только схемы с трансформаторным преобразованием тока и напряжения. Они обеспечивали необходимый результат, но отличались крупными габаритами, недостаточно точной регулировкой и поддержанием рабочих параметров.
В наши дни подобные инженерные решения используются всё реже. Более распространены сварочные аппараты с частотными преобразователями.
Типичный инвертор работает по следующей схеме:
- Для питания используют стандартную сеть (220 V, или 380 V (три фазы) 50-60 Гц).
- Переменный ток выпрямляется, а для удаления оставшихся пульсаций применяют фильтрацию.
- Транзисторами, другими электронными приборами, выполняющими функции коммутаторов, ток преобразуется в переменный. Но, по сравнению с исходным значением, частоту увеличивают многократно, до 40 – 55 кГц.
- На следующем этапе напряжение снижают до 20-80 V, что позволяет получить на выходе сварочного аппарата сильный ток (20 – 300 А), достаточный для сварочных процедур.
Инверторный аппарат гораздо удобнее и функциональнее, сем устаревшие аналоги. Он значительно, в несколько раз, легче. Его вполне может перемещать один человек.
Специалисты ценят следующие преимущества техники этого типа:
- Компактный инверторный сварочный аппарат можно переносить с помощью наплечного ремня. Для его размещения требуется минимум места, поэтому становится доступно выполнение самых сложных рабочих процедур в стеснённых условиях.
- Развитие производственных технологий и удешевление электронных компонентов, позволили снизить цены на оборудование этого класса. Качественный инверторный сварочный аппарат стоит недорого. Он вполне доступен даже для частных пользователей.
- Инвертор точно настраивается для работы с определённой толщиной и материалом деталей. В отдельных моделях ток регулируется плавно, в широком диапазоне. Такие возможности при правильном использовании позволяют получить безупречное качество сварного соединения.
- Установленное значение тока инверторный сварочный аппарат поддерживает точно. Не понадобятся дополнительные подстройки со стороны пользователя, что также положительно влияет на характеристики рабочих процессов.
- Современный инверторный полуавтомат хорошо защищён от бросков напряжения в сети. Он приспособлен к работе в сложных условиях, сохраняет неизменность своих технических характеристик в течение длительной эксплуатации.
Инверторный сварочный аппарат сильно нагревается, поэтому такую технику часто оснащают достаточно мощными системами принудительного воздушного охлаждения. При постоянной работе в пыльных помещениях регулярно выполняют профилактические мероприятия, аккуратно удаляют попавшие внутрь загрязнения, сняв корпус.
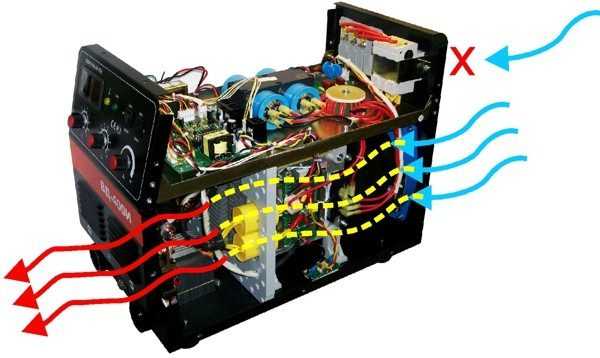
Охлаждение инвертора должно быть достаточно эффективным
Выбор проволоки
Следует учитывать разные значения для проволоки из стали, титана, меди, других металлов и сплавов. В наше время выпускается более 70 разных модификаций изделий, предназначенных для всевозможных видов сварки. Их классифицируют по следующим основным группам:
- Проволока для сварки типа MIG (MAG), которая обладает сплошной структурой и предназначена для выполнения рабочих операций в защитной газовой среде.
- Полые изделия, с наполнителями. При использовании они создают локальную защиту в области нагрева.
- Проволоки для сварки с применением аргонодуговых технологий. В их составе есть специальные присадки
- Изделия, которые предназначены для формирования сварных соединений с применением флюса.
Отдельные виды проволок создают для сварки низколегированных, высокопрочных, нержавеющих и углеродистых сталей, медных, чугунных, никелевых и алюминиевых изделий. В стандартном обозначении первая группа цифр означает процентное содержание углерода («09» – это 0,08%). Чем параметр меньше, тем выше пластичность проволоки.

Проволока для сварочных аппаратов в готовом для установки виде, на специальных бобинах
В сварочный полуавтомат, работающий с токами до 200-250А включительно, устанавливают подающие механизмы, рассчитанные на проволоку с диаметром от 0,6 до 1 мм. При увеличении мощности техники монтируют соответствующее оснащение.
Параметры техники и производительности, которые необходимо использовать на практике для расчётов и настройки
| Диаметр проволоки, мм | Толщина металлических деталей, в мм | Напряжение между электродом и участком сварки, В | Сварочный ток (диапазон в А) | Скорость подачи защитного газа, л за мин | Скорость создания сварного шва, м за час непрерывной работы |
|---|---|---|---|---|---|
| 0,6 | 0,5-1,5 | 16-20 | 40-100 | 6-7 | 25-35 |
| 0,8 | 0,8-2,5 | 17-25 | 50-180 | 7-12 | 22-32 |
| 1 | 1,0-4,0 | 18-28 | 60-250 | 8-16 | 20-30 |
| 1,2 | 1,5-8,0 | 18-32 | 70-350 | 9-20 | 18-28 |
| 1,6 | 2,0-20 | 20-36 | 100-500 | 10-22 | 16-25 |
Настройка сварочного аппарата при использовании проволоки с определённым диаметром
| Диаметр проволоки, мм | Напряжение между электродом и участком сварки, В | Сварочный ток (диапазон в А) | Расстояние в мм от области сварки до сопла горелки | Вылет электрода в мм |
|---|---|---|---|---|
| 0,6 | 16-20 | 40-100 | От 5 до 15 | От 6 до 10 |
| 0,8 | 17-25 | 50-180 | От 5 до 15 | От 8 до 12 |
| 1 | 18-28 | 60-250 | От 8 до 18 | От 8 до 14 |
| 1,2 | 18-32 | 70-350 | От 8 до 16 | От 10 до 15 |
| 1,6 | 20-36 | 100-500 | От 15 до 25 | От 14 до 25 |
Стандартно сварочный аппарат такого типа комплектуется для работы со стальными проволоками, приведённых выше типоразмеров. Но если предполагается сварка алюминиевых изделий в аргоновой среде, то используют особые механизмы подачи, рассчитанные на относительно большой диаметр проволоки и невысокую прочность.
Для равномерного продвижения, наконечники покрывают изнутри тефлоном, иными материалами, обеспечивающими низкий коэффициент трения.
Проволока порошкового типа содержит специальные присадки. При образовании электрической дуги и высокой температуры они испаряются, создают защитную среду в рабочей зоне сварки. Это решение позволяет не пользоваться инертным газом. С его помощью можно отказаться от тяжёлых баллонов, устранить заботы и затраты, сопряжённые с применением этих ёмкостей. Их необходимо перевозить и хранить в особых условиях, соблюдать дополнительные меры безопасности при работе. Понадобится потратить время и деньги на процедуру переаттестации.
Виды проволок с наполнителями
Порошковые проволоки создают менее надёжную и равномерную защиту. Они быстро загрязняют атмосферу вредными соединениями, поэтому применение их в закрытых помещениях ограничено.
Сварка с помощью полуавтомата
Эта технология существенно отличается при работе с разными металлами, формой и толщиной деталей. Далее приведён алгоритм основных действий и особенности, которые опытные мастера учитывают в процессе сварки алюминиевых изделий.

Как выглядит сварка полуавтоматом
Этот металл отличается низкой плотностью, небольшой прочностью, высокой электро-, и теплопроводностью. Он плавится при + 660 °С, а плёнка окислов, которая очень быстро образуется на поверхности – при температуре выше + 2000 °С. Приведённые данные определяют основные условия для качественной сварки:
- При высоких показателях теплопроводности необходимо использовать большой ток и малое расстояние от электрода до соединяемых изделий. Это способен обеспечить сварочный инверторный полуавтомат.
- Такой аппарат пригодится для точной установки оптимальной силы тока, ведь алюминиевые детали можно быстро прожечь.
- Даже опытный специалист не сможет сделать так, чтобы на сварном шве не образовался кратер. Для устранения таких дефектов также хорошо подходит полуавтомат.
Сварку алюминиевых деталей выполняют следующим образом:
- Обеспечивают отсутствие в атмосфере помещения загрязнений, поддерживают температуру воздуха в диапазоне от + 18°С до + 22°С при влажности не более 65-70%.
- Удаляют механически и с помощью специальных химических препаратов окислы, жиры и другие загрязнения с поверхностей.
- Защитную среду создают газом – аргоном. Выбирают проволоку и устанавливают режимы, которые соответствуют параметрам соединяемых элементов.
- При выполнении работ используют маску, рукавицы, иные средства индивидуальной защиты.
Видео. Тест полуавтоматов
Современные полуавтоматы настраивать проще. В них есть блоки управления со встроенными разными режимами работы. После ввода исходных данных, будет задана оптимальная сила тока, иные параметры. Тем не менее, многое зависит от мастерства исполнителя. Именно поэтому для получения качественного и надёжного соединения сваркой нужен не только наиболее совершённый аппарат, но и тренировки, которые помогут накопить необходимый практический опыт.
Оцените статью:elquanta.ru
его преимущества, отличия и основные характеристики
 Метод сварки с использованием специальной плавящейся сварочной проволоки в защитной газовой среде начал использоваться в 60–е годы прошлого века. В начале аппараты такого типа, ввиду своей дороговизны и громоздкости работали в основном на крупных механосборочных и ремонтных предприятиях.
Метод сварки с использованием специальной плавящейся сварочной проволоки в защитной газовой среде начал использоваться в 60–е годы прошлого века. В начале аппараты такого типа, ввиду своей дороговизны и громоздкости работали в основном на крупных механосборочных и ремонтных предприятиях.
Технологический бум последних десятилетий, главным образом, появление и совершенствование инверторных технологий, позволили снизить весогабаритные и ценовые характеристики сварочных полуавтоматов.
Сегодня полуавтоматические сварочные аппараты инверторного типа уже не являются исключительной прерогативой профессионалов, а широко используются бытовыми потребителями.
Принцип действия и сфера применения
Сварочный полуавтомат инверторного типа относится к классу устройств, осуществляющих электродуговую сварку металлов с применением плавкого электрода. В отличие от ручных аппаратов, использующих штучные электроды, в рассматриваемом агрегате электродом служит специальная сварочная проволока, намотанная на бобину.
 В процессе работы осуществляется непрерывная подача проволоки к свариваемому участку. Наличие в аппарате механизма, выполняющего перемещение проволочного электрода по мере его оплавления, служит основанием называть это устройство полуавтоматическим.
В процессе работы осуществляется непрерывная подача проволоки к свариваемому участку. Наличие в аппарате механизма, выполняющего перемещение проволочного электрода по мере его оплавления, служит основанием называть это устройство полуавтоматическим.
Еще одной особенностью, которой обладает сварочный аппарат полуавтомат, является возможность выполнять сварку в защитной газовой среде, что препятствует окислению и азотированию металла в сварочной ванне, уменьшая разбрызгивание расплавленного металла. Такой режим обеспечивает высокое качество сварного шва, а также позволяет работать с материалами, обычная атмосферная сварка которых невозможна или требует применения специфических электродов.
Подача проволоки и защитного газа происходит через газовую горелку, которую сварщик при работе удерживает в руке.

Такое название за этим устройством закрепилось благодаря внешней схожести с горелками газопламенного оборудования, на которой аналогия заканчивается.
Газовая горелка, с которой работает сварочный проволочный аппарат полуавтомат, служит для подачи защитного (негорючего) газа и проволочного электрода, находящегося под напряжением инверторного источника питания. Газ, подаваемый к месту сварки, может быть инертным (чаще всего это аргон), либо активным, которым служит углекислый газ. В первом случае, режим называется MIG (metal inert gas), Во втором – MAG (metal active gas).
Возможна сварка без подачи защитного газа. В этом варианте применяется специальная сварочная проволока, представляющая собой очень тонкую трубку из металла, внутри которой находится порошковый флюс, образующий защитный слой при сварке. По этой причине такую проволоку называют порошковой.
Основой сварочного полуавтомата является блок питания, построенный по принципу инвертора. Располагается он в основном корпусе аппарата. Там же находятся вентилятор для охлаждения элементов схемы и патрубки для присоединения газового баллона и подачи газа в горелку.
Механизм, осуществляющий подачу проволоки, может располагаться как внутри корпуса (толкающий), так и в ручке горелки (тянущий). Некоторые модели имеют оба вида привода. На Фото 2 представлен внешний вид основного корпуса инверторного полуавтомата.

Критерии выбора полуавтомата
Выбирать инверторный сварочный полуавтомат следует по техническим характеристикам, сопоставляя их с теми задачами, которые предполагается решать с его помощью. Рассмотрим основные параметры, влияющие на выбор аппарата.
Максимальная величина сварочного тока. Это одна из основных характеристик. Ток сварки, а также связанный с ним диаметр проволоки, в совокупности определяют толщину провара металла. Зная толщину металла, который предполагается сваривать, пользуясь данными Таблицы 1, можно определить необходимое значение тока сварки.

При выборе аппарата по сварочному току, желательно обеспечить запас по этому параметру. Хорошо, если значение максимального тока выбранного аппарата превосходит требуемое по технологии хотя бы на 30%.
Допустимый режим работы. Производители могут по-разному обозначать этот параметр. Часто его называют продолжительностью включения (ПВ) и указывают число в процентах. Смысл этой характеристики заключается в следующем. Работу сварочного агрегата принято разбивать на 10-ти минутные циклы. Продолжительность цикла принимается за 100%. Например, если указано ПВ 60%, это означает, что в течение цикла из 10-ти минут аппарат должен работать в режиме сварки не более 6 минут.
Иногда указывается режим работы для нескольких значений тока сварки. Например: при токе 150 Ампер, ПВ 100%, при токе 250 Ампер, ПВ 50%. Такая запись означает, что при значении сварочного тока 150 Ампер, аппарат может длительно работать без остановки, а при 250 Амперах, только 5 минут из 10-ти.
Ориентируясь на этот признак, а также на значение сварочного тока, модели аппаратов условно принято классифицировать на:
- Профессиональные;
- Полупрофессиональные;
- Любительские или бытовые.
Разумеется, аппараты разных классов находятся и в разных ценовых категориях.
Делая выбор по этому параметру, необходимо оценить предполагаемый режим работы агрегата. Если устройство используется для мелкого ремонта в домашних условиях, то вполне удовлетворительной можно считать возможность его 20-ти процентной загрузки. Аппараты, работающие на сборочных линиях и крупных ремонтных предприятиях, должны обеспечивать длительный непрерывный режим работы, то есть, 100 – процентную загрузку.
Мощность, потребляемая из сети. Этот параметр связан со значением сварочного тока. Но его следует учитывать отдельно, сопоставляя с возможностями питающей электросети там, где предполагается использовать сварочный аппарат полуавтомат инверторного типа. Большие значения сварочного тока и возможность длительно работать без перерыва обеспечиваются закладываемым в аппарате запасом мощности. Поэтому, наибольшей мощностью и потреблением энергии отличаются профессиональные устройства.
Вид напряжения питания. Сварочные полуавтоматические инверторы имеют однофазное или трехфазное исполнение. Профессиональные аппараты, как правило, трехфазные. Такие устройства имеют лучшие характеристики сварочной дуги, но они существенно дороже.
Отличия полуавтоматов
К главным отличиям сварочных полуавтоматов следует отнести:
- Использование сварочной проволоки вместо штучных электродов;
- Применение защитных газов для формирования среды;
- Наличие автоматического механизма непрерывной подачи проволоки в процессе сварки.
Перечисленные конструктивные особенности обусловливают уникальные возможности, которыми обладают сварочные полуавтоматические аппараты.
Рекомендуем похожие статьи из раздела:
Особенности и критерии выбора сварочных аппаратов Ресанта, преимущества и недостатки, актуальные модели с отзывами.
Стоит ли приобретать сварочные аппараты Кемпи, какими особенностями и преимуществами они обладают, примеры аппаратов фирмы и отзывы потребителей.
Преимущества и недостатки
Сформулируем основные положительные свойства, которыми обладает сварочный инвертор полуавтомат, делающие выбор в пользу такого аппарата более предпочтительным.
- Возможность создавать высококачественные соединения, в том числе материалов, обычно плохо поддающихся сварке. Это преимущество обусловлено использованием специфической технологии, заключающейся в применении специальных газов, формирующих защитную микросреду в сварочной зоне.
- Возможность сваривать тонколистовой металл. Таким свойством полуавтомат обладает в силу того, что благодаря защитной среде и возможности применения тонкой (до 1 мм) сварочной проволоки, можно работать с малыми токами сварки. Такой режим недоступен при использовании штучного электрода, либо требует от сварщика высочайшего мастерства.
- Малый нагрев деталей при сварке. Данное качество обусловлено применением тонкой сварочной проволоки, благодаря чему зона горения дуги локализуется более узко, общая энергия дуги, и, следовательно, количество выделяемого тепла, уменьшается. Это очень важно при работе с тонколистовым материалом, неравномерный нагрев которого может привести к его короблению. При кузовном ремонте автотранспортной техники, малый нагрев обеспечивает сохранность лакокрасочного покрытия прилегающих к месту сварки деталей.
- Способность длительно работать в режиме сварки без гашения дуги. Это свойство особенно важно в условиях промышленного использования. При сварке ответственных крупногабаритных деталей, длинные сварные швы можно выполнять за одну проходку, благодаря наличию «бесконечного» электрода в виде сварочной проволоки.
- Простота использования. Настройка полуавтомата на нужный режим работы, обеспечивает дальнейшую устойчивость, не зависящую от квалификации сварщика. Это позволяет успешно работать с полуавтоматом даже новичкам.
Обладает устройство и некоторыми недостатками:
- Более высокие требования к подготовке свариваемых поверхностей. Полуавтомат более чувствителен к наличию загрязнений и коррозии.
- Использование баллона с газом делает устройство менее мобильным.
Описание процесса сварки алюминия полуавтоматом, основные нюансы и советы, а также меры предосторожности при сварке алюминия в аргоне — читать здесь.
Заключение
Резюмируя написанное здесь, следует отметить, что инверторный сварочный аппарат полуавтомат является универсальным устройством, способным решать разнообразные задачи в быту и на производстве. Добавить к этому можно тот факт, что некоторые представители этого класса устройств обладают возможностью использовать их в режиме ручной сварки с применением штучного электрода, а также ручной сварки в защитной газовой среде.
С этим читают:voltobzor.ru
Для чего нужен сварочный инвертор полуавтомат
Все особенности сварочного инвертора полуавтомата можно узнать в нашем каталоге.
Задать интересующие вас вопросы можно по телефону:
+7 (4712) 747-242
Что такое инверторный полуавтомат
Электрическая сварка за все время своего существования прекрасно зарекомендовала себя как отличный способ соединять различные металлы. На сегодняшний день она нашла применение в производстве и строительстве. Причем недорогие сварочные аппараты доступны и для бытового применения.
С момента своего создания сварочный аппарат постоянно совершенствовался, претерпевая различные конструктивные изменения, в результате из большого и тяжелого трансформаторного сварочного аппарата получился инверторный. Эти же изменения коснулись и полуавтоматических сварочных аппаратов, которые также стали легче и компактнее.
Однако инвертор не только позволил существенно уменьшить габариты и вес сварочного аппарата, благодаря данной технологии появилась возможность оснащать сварочное оборудование микроконтроллерами, в которых заложены алгоритмы по управлению сварочным аппаратом. Автоматика облегчает зажигание дуги, выдавая дополнительный импульс в момент «чиркания», она способна разорвать цепь в случае короткого замыкания или если сварочной проволоки коснется человек. Инверторные сварочные аппараты обеспечивают более качественный шов, так как в процессе сварочных работ металл почти не разбрызгивается.
Сварочный инвертор полуавтомат отличается от обычного аппарата радом особенностей. В первую очередь полуавтоматы вместо коротеньких электродов используют специальную, свернутую в рулон, сварочную проволоку. Благодаря этому у сварщика отпадает необходимость тратить время на замену электродов.
Еще одной особенностью сварочных полуавтоматов это возможность производить сварку в среде защитного газа. В результате чего, таким сварочным аппаратом возможно работать с более разнообразными металлами. К примеру, можно варить алюминиевые сплавы, нержавеющую, низкоуглеродистую или легированную сталь и этими металлами список не ограничивается.
Сварочные швы у полуавтомата получаются более качественными из-за автоматической системы подачи проволоки и меньшего нагрева металла. В результате, металлическая поверхность не деформируется, а швы не трескаются даже по прошествии большого количества времени.
Стоит отметить, что сварочный полуавтомат годиться и для точечной сварки, для проведения которой необходимо специальное сопло. Данное сопло имеет цилиндрическую форму и специальные отверстия для выхода газа.
Также существуют сварочные полуавтоматы, которые сваривают металл под слоем флюса и используют для сварки специальную порошковую проволоку. Однако данные типы сварочного оборудование не получили особого распространения.
Применение сварочных полуавтоматов наиболее оправдано на производствах и стройках, где приходится ежедневно сваривать большое количество разнообразных металлов. Такой аппарат способен в значительной степени увеличить производительность труда и качество готовой продукции.
www.tweld.ru
Как выполняется сварка полуавтоматом: советы по свариванию металла

Сварка полуавтоматом – один из самых удобных способов соединения металлических изделий, особенно для новичков. Полуавтоматическая дуговая сварка происходит за счет плавления электрода, который ведется автоматическим способом. Сейчас рассмотрим основные аспекты, как работает механизированное оборудование и как варить металл с помощью такого аппарата.
Содержание статьи
Типы полуавтоматического сварочного оборудования
Сварка полуавтомат делится на несколько видов, в зависимости от типа материала и перемещения по рабочему изделию. Основная характеристика:
- мобильность: переносные: передвижные и стационарные аппараты. Большое стационарное оборудование применяется в специализированных мастерских для выполнения больших объемов работы. Маленькие агрегаты отлично подходят для домашнего использования соединения небольших площадей изделий;
- защита шва: порошковой проволокой, флюсом, газом. При подаче проволоки, она плавится и образует защитный слой, который оберегает расплавленное железо от агрессивных факторов воздействия окружающей среды;
- тип электрода: стальной, алюминиевый, комбинированный.
Узнать больше о сварке электродами.
Полуавтоматическая сварка происходит за счет образования дуги, которая преобразовывает электроэнергию в тепловую посредством плавления основного сварочного элемента – электрода. Это специальная проволока, которая служит проводником энергии. Ее подача осуществляется автоматически с помощью медной катушки.
Сварочный полуавтомат может работать с газом и без газа. Первый тип применяется для соединения цветных металлов или легированных сталей. В качестве газа используется углекислота, которая подается к пистолету под делением из баллона.
Устройство аппарата
Перед тем, как приступать к разбору, как варить металл, необходимо разобраться в строении самого аппарата. При использовании полуавтомата в сварочных работах можно получить качественный и ровный шов, прикладывая при этом минимум усилий. Его можно происходить как ниточным, так и точечным способом, если нет полноценного доступа к свариваемым деталям. С учетом некоторых «пробелов» или зазоров, все равно получается прочное и долговечное соединения. Это объясняется свойствами оборудования, которое для этого используется. При использовании газа, он попадает в рабочую среду и защищает материал от окисления газов из внешней среды.
Полуавтоматический сварочный аппарат состоит из следующих деталей:
- Газовый баллон, в котором находится газ для защиты металла.
- Трубка для подачи газа – это приспособление, через который и подается газ в рабочую зону.
- Катушка для проволоки.
- Механизм для автоматической подачи проволоки может быть тянущим, толчковым или комбинированным, при котором подача осуществляется двумя приводами.
- Газовая горелка обеспечивает подачу газа в активную зону для защиты металла от внешней среды. Изоляционная рукоятка обеспечивает высокий уровень безопасности для мастера во время сплава материалов.
- Источник питания может быть нескольких видов – инвертор или трансформатор. Это зависит от габаритов и предполагаемой мощности аппарата.
- Блок управления.
- Газовая аппаратура для полуавтомата.
- Провод цепи управления.
Принцип работы данного аппарата заключается в следующем. Изначально важно правильно установить полярность в зависимости от технологии – с газом иле без. Затем необходимо установить катушку с проволокой и газовый баллон. После этого проводится настройка, то есть натягивается проволока, регулируется подача газа. Ток для сварки настраивается в процессе работы.
Технология сварки полуавтоматом зависит от нескольких факторов: типа металла, из которого выполнена рабочая деталь, длина шва, применение или отсутствие баллона. Кроме этого, выполнять швы можно несколькими способами:
- Стыковый метод предусматривает плотное соединение двух частей между собой тонким и практически незаметным швом. При этом качество дорожки остается на высшем уровне. Такой способ чаще всего применяется при ремонте и строении автомобильной техники.
- Внахлест сплавление выполняется точечным методом, когда одна деталь немного «находит» на вторую. В некоторых случаях при этом образую сплошной неразрывный шов.
Режим работы мастер настраивает самостоятельно, ориентируясь на качество деталей, то есть типа металла и их толщину. При толстых изделиях шов необходимо прокладывать в несколько этапов, выстраивая дорожки, плотно прилегающие друг к другу. Тогда соединение будем ровным и прочным.
Плюсы и минусы полуавтоматической сварки
Механизированная сварка становится все популярнее не только у профессионалов, но и у любителей. Сварки полуавтомат имеет ряд преимуществ и недостатков, с которыми обязательно нужно ознакомиться прежде чем приняться за работу. К достоинством данного вида сплавления можно отнести следующие:
- возможность создания неразъемного соединения для оцинкованных изделий, не повреждая при этом покрытие. Сплав происходит с помощью медной проволоки;
- способность варить как конструкционную стать, так и другие металлы – алюминий, чугун;
- возможность работы с тонкими стальными листами, толщиной не более половины миллиметра;
- низкая чувствительность к загрязнениям и коррозии основного материала;
- удобство, при котором шлак не перекрывает шов и оператор сразу видит результат;
- невысокая стоимость, в сравнении с другими типами создания неразъемных соединений.
Кроме этого, стоит отметить некоторые недостатки, которые возникают при работе на полуавтомате:

- при сварке без газа увеличивается разбрызгивание раскаленного железа;
- происходит более сильное излучение дуги, поэтому необходимо применять защитную форму и маску для лица.
Даже с некоторыми недочетами такой тип сварки широко применяется во многих производственных отраслях. Чаще всего такие типы используются в сферах автостроения и ремонта транспортных средств. При этом применяется защитный газ – гелий, аргон или углекислый газ.
Особенности сварки газом и без газа
Полуавтоматическая сварка с газом применяется чаще, так как она может выполнить более широкий спектр функций, чем без газа. Кроме этого, стоит отметить преимущества данного типа сплавления:
- качество сварки намного выше, чем работа без газа, то есть швы получаются практически идеальные и малозаметные;
- умеренная термическая обработка деталей позволяет производить швы даже на тонких изделиях, не деформируя их;
- высокий коэффициент полезного действия за счет быстрой плавки проволоки производительность увеличивается в несколько раз;
- перед соединением не нужно проводить первичную подгонку деталей, что экономит время мастера;
- углекислый газ самый доступный среди всех и широко применяется для сплавления;
- технология работы сварочным полуавтоматом намного проще, чем работа электродом вручную, поэтому данное ремесло легко освоить даже новичку.
Сварка полуавтоматом без газа используется в том случае, если работы проводятся не слишком часто, то есть, нет смысла приобретать баллон. В таком случае для защиты применяется порошковая проволока или флюсовая. Во время спайки металлических изделий она расплавляется под воздействием высокой температуры и создает над швом слой защитного газа.
Выполняя сварочные работы без газа, необходимо учесть некоторые нюансы и секреты, которые помогут в работе:
- для устойчивости качества дуги необходимо контролировать сварочный ток. То есть, применять тонкую проволоку на высокой плотности. Это поможет контролировать дугу и уменьшить разбрызгивание металла. Также значительно снижается риск обрывания дуг;
- тонким электродом нужно производить движения исключительно вдоль шва, тогда дорожка будет ровной и прочной. При использовании проводника большого диаметра допустимо плавные движения из стороны в сторону;
- швы на деталях который расположены вертикально или под углом более 55 градусов по отношению к горизонтальной плоскости нужно варить снизу вверх, чтобы избежать стекание плавленого металла.
Узнать больше о дуговой сварке электродами.
Как выбрать полуавтомат
Чтобы сварка полуавтоматом без газа и с газом была выполнена идеально, необходимо несколько условий. Первое из которых — непосредственно мастерство сварщика, а второе – качество и функциональность самого аппарата. Рассмотрим основные аспекты, на которые следует обратить внимание при выборе сварочного аппарата:
- Мощность оборудования является основным условием для качества работы и КПД. Если данный аппарат будет использоваться в промышленных условиях, тогда рекомендуется приобретать более мощный агрегат. И наоборот, для домашних условий достаточно будет простого переносного полуавтомата.
- Бренд. Важно изучить производителя и ознакомиться с реальными отзывами пользователей.
- Функции. Перед покупкой нужно ознакомиться с технологией работы таким изделием, чтобы выбрать максимально подходящее оборудование.
В завершении хотелось бы отметить, что сваривать металлические детали посредством полуавтоматического оборудования намного легче и быстрее, чем ручными аппаратами. Технология полуавтоматической сварки значительно отличается от ручного способа подачи электрода. Методику накладывания шва выбирает мастер в зависимости от типа деталей, их толщины и качества металла, из которого они произведены.
[Всего голосов: 4 Средний: 3.3/5]svarkaed.ru