Принцип аргонной сварки: технология производства работ
Вопросы, рассмотренные в материале:
- Каковы основные принципы аргонной сварки
- На каком оборудовании возможна аргонная сварка
- В чем особенности аргонной сварки алюминия и меди
Аргонодуговая сварка отличается от всех остальных видов тем, что в данном процессе используется электродуга с аргоном в качестве защитной среды. Инертный газ подается в первую очередь, чтобы защитить металлы на время обработки от контакта с кислородом. Из этой статьи вы узнаете основной принцип аргонной сварки, а также о том, в каких случаях его используют.
На чем основан принцип аргонной сварки
Сварка аргоном представляет собой технологию гибридного типа – благодаря ей удается соединять металлы, работа с которыми считается наиболее сложной. Принцип аргонной сварки отлично работает как с большими трубами, так и с крохотными бронзовыми статуэтками. Дело в том, что этот способ вобрал в себя лучшее из двух классических методов: дугового электрического и газового. В качестве самого распространенного примера работы с аргоном можно привести сварку нержавеющей стали.
Дело в том, что этот способ вобрал в себя лучшее из двух классических методов: дугового электрического и газового. В качестве самого распространенного примера работы с аргоном можно привести сварку нержавеющей стали.
Прежде чем приступать к обсуждению принципа действия аргонной сварки, необходимо понять физику данного процесса. Не секрет, что соединение металлических поверхностей невозможно без их нагрева. Но поскольку нагрев требует использования огня, задействуется и кислород, содержащийся в воздухе, который запускает реакцию окисления. Проблема в том, что сложные металлы или сплавы типа легированных сталей или цветных металлов сильно подвержены окислению.
Окисление опасно тем, что оно значительно снижает качество швов, – они становятся хрупкими и быстро приходят в негодность. Это происходит из-за образования в шве множества мельчайших пузырьков. Если говорить об алюминии, то он при нагревании в обычных условиях начинает гореть.
Принцип аргонной сварки используется, в первую очередь, чтобы защитить сварочную рабочую ванну от газов и примесей.
В связи с тем, что мы описали выше, гелий сегодня редко применяется в чистом виде, его используют в смесях для газовых лазеров. Другой инертный газ – азот. Он подходит исключительно для работы с медью. Поэтому основным и самым распространенным инертным компонентом, применяемым при гибридном подходе, работы является аргон.
Назовем основные качества аргона:
- Гораздо тяжелее, чем воздух. Именно благодаря этому он легко занимает всю сварочную ванну, защищая зону плавления от других газов.
- Инертен, поэтому не вступает в реакцию с другими элементами, но, что важнее всего, никак не взаимодействует со свариваемыми поверхностями – на этом и строится принцип аргонной технологии.

Однако принцип аргоновой сварки неидеален, ведь при работе с током обратной полярности этот газ превращается в электропроводную плазму. Мы не будем вдаваться в подробности, говоря о малоприятных последствиях этого свойства.
В целом, у аргонной сварки мало минусов:
- сложное оборудование, нуждающееся в точной настройке;
- возможность работы только при наличии большого практического опыта.
Плюсов у этого принципа работы гораздо больше:
- Шов получается высокого качества, так как в нем нет примесей.
- Обработка металла в среде аргона предполагает умеренный нагрев металла, поэтому подходит для соединения заготовок даже очень сложных конструкций, при этом не происходит их деформации.
- Данный принцип работы позволяет варить однородные и разнородные металлы и сплавы, с которыми не справляются все остальные методы.
- Высокая скорость работы достигается благодаря использованию дуги с высоким температурным режимом.

Все обозначенные нами недостатки кажутся незначительными по сравнению с тем, какие возможности открывает аргонная сварка.
Аргонная сварка: принцип работы в зависимости от вида
Аргонную сварку принято делить на виды исходя из степени механизации:
- Ручная. В этом случае сварщик самостоятельно передвигает горелку и подает сварочную проволоку. При данном подходе могут применяться только неплавящиеся электроды из вольфрама.
- Механизированная/полуавтоматическая методика, при которой проволоку подает машина, а сварщик работает непосредственно с горелкой. Чаще всего этот принцип используется при аргонной сварке нержавейки полуавтоматом. Еще один яркий пример – механизированная аргонодуговая сварка плавящимся электродом. Есть и новые, узкоспециализированные технологии в этой области. К ним относится обработка нержавейки полуавтоматом в среде углекислого газа.
- Автоматическая аргонная сварка. Оператор дистанционно управляет автоматом: перемещает горелку и подает проволоку. Сегодня постепенно распространяются системы, которые могут работать даже без постоянного контроля человека. Чаще всего роботы выполняют сварку труб из нержавейки. Автоматическая аргонодуговая сварка с использованием неплавящегося электрода все чаще применяется в сфере промышленности.
 К ним относится обработка нержавейки полуавтоматом в среде углекислого газа.
К ним относится обработка нержавейки полуавтоматом в среде углекислого газа.На каком оборудовании осуществляется аргонная сварка
Принцип аргонной сварки требует использования разнообразного оборудования. Но в этом нет ничего страшного, ведь сегодня можно приобрести готовые наборы со всем необходимым, причем по доступной цене.
Все оборудование делится на три вида:
- Специализированное – для работы с заготовками одного типа.
- Специальное – для промышленных предприятий, работающих с заготовками одного типоразмера.
- Универсальное – для всех видов работ в аргоне, в том числе для соединения деталей из нержавеющей стали полуавтоматом.

Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Но нужно понимать, что принцип аргонной сварки совершенствуется. Так, чтобы обрабатывать листы металла с более толстыми краями и увеличить производительность, технология была доработана следующим образом:
- Используется специальная горелка, позволяющая одновременно использовать несколько вольфрамовых электродов. Это необходимо, чтобы получать качественный шов, несмотря на высокую скорость работы.
- Есть приспособление для нагревания проволоки.
- Применяется пульсирующий ток – паузы в его поступлении нужны, чтобы металл успевал кристаллизоваться. Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.
 Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.
Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.Горелка необходима для подачи электроэнергии и формирования газовой защиты, поэтому так важен ее грамотный подбор. Принцип аргонной сварки предполагает использование специальной горелки с неплавящимся вольфрамовым электродом, что очень важно, например, для сварки нержавейки.
Чтобы понимать принцип работы в среде аргона, важно представлять себе технические характеристики горелки:
- допустимое значение сварочного тока/мощность;
- тип охлаждения при сильных и слабых токах;
- длину кабеля;
- наличие в конструкции керамического сопла и фиксатора вольфрамового электрода;
- универсальность, то есть возможность подключать горелку к разным системам.
Главным элементом аргоновой горелки является резервуар со штуцерами для охлаждающей жидкости.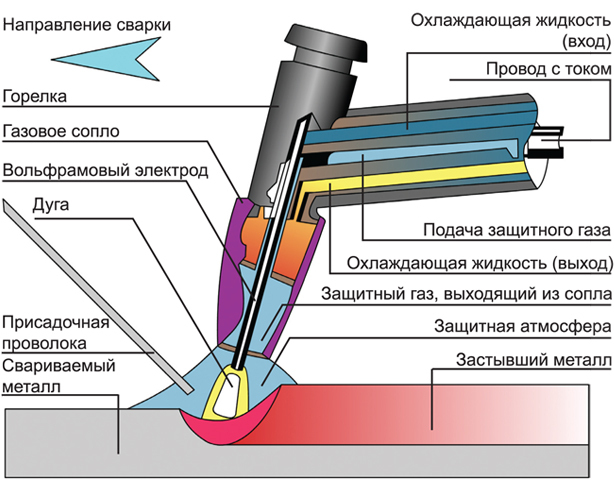
Как работает горелка?
- Одновременно включаются сварочный аппарат, циркуляция охлаждающей жидкости, подача газа на горелку, в результате чего образуется защитное облако аргона.
- Поджигается дуга, заготовки нагреваются до температуры плавления, присадочная проволока помещается в рабочую ванну.
- Присадочная проволока и вольфрамовый электрод перемещаются вдоль шва.
1. Горелка с неплавящимся электродом.
Речь идет, преимущественно, о ручной аргонной сварке неплавящимся электродом. Такой способ является единственным возможным для обработки нержавеющей стали и химически активных металлов, то есть алюминия, титана и магния, при этом используется электрод из вольфрама.
Горелка состоит из электрода, зафиксированного в токоподводящей цанге, керамического сопла, которое используется для направления аргоновой струи, системы охлаждения посредством воздуха либо воды. Диаметр электрода подбирается в соответствии с используемой силой тока.
Диаметр электрода подбирается в соответствии с используемой силой тока.
Принцип работы при механизированной аргонной сварке несколько отличается, поэтому используется иная горелка. Она состоит из вольфрамового неплавящегося электрода с маховичком для подъема и опускания, токоподводящей сменной цанги с гайкой, позволяющей использовать разные по диаметру электроды.
Поскольку данный принцип работы дает возможность избежать появления брызг металла, вместе с керамическими соплами используются проницаемые для газа сетчатые линзы – они необходимы для образования равномерного потока газа. Отметим, что аргонная сварка неплавящимся электродом является одним из наиболее популярных подходов в непромышленных масштабах.
2. Горелка с плавящимся электродом.
Такой вариант работы обычно применяют при автоматической и полуавтоматической аргонной сварке. Дуга подается между концом сварочной проволоки и заготовкой. Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.
Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.
Читайте также: Лазерная резка алюминия: особенности технологии и сырья
Принцип работы аргонной сварки инверторным способом
На сегодняшний день инверторный способ является наиболее востребованным принципом аргонной сварки. Его используют как в промышленности, так и в домашних условиях. Инвертор представляет собой аппарат дуговой сварки, задача которого состоит в том, чтобы преобразовывать постоянный ток в переменный. Немаловажно, что это устройство легко подстраивается под скачки напряжения источника электричества.
Инверторный аппарат отличается небольшими размерами и весом, при этом надежен и отлично подходит для сварочных работ в любых условиях. Немаловажно, что он может использоваться для обучения новичков.
На самом деле, если сравнивать принцип инверторной аргонной сварки нержавейки и работу с другим оборудованием, то первый вариант оказывается проще и удобнее.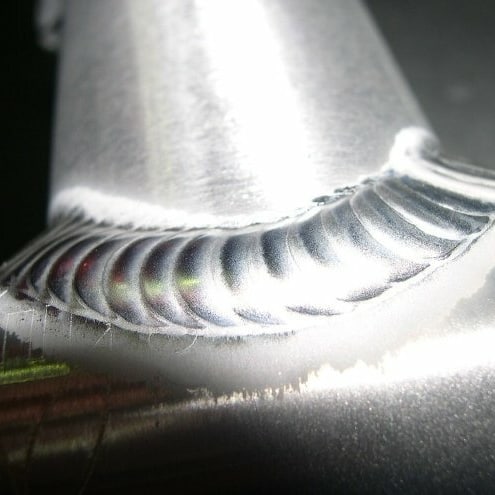 Дело в том, что от сварщика требуется только двигать горелку вдоль шва. Радует и результат – шов получается тонким и ровным, но лишь при условии, что соблюдены все технологические требования. Работа возможна и без присадочной проволоки, если удается добиться очень плотного соединения краев заготовок.
Дело в том, что от сварщика требуется только двигать горелку вдоль шва. Радует и результат – шов получается тонким и ровным, но лишь при условии, что соблюдены все технологические требования. Работа возможна и без присадочной проволоки, если удается добиться очень плотного соединения краев заготовок.
Как выбрать режим работы, не нарушая основные принципы аргонной сварки
Качество сварного шва во многом зависит от выбора режима сварки.
Направление и полярность тока подбирают в соответствии с обрабатываемыми металлами. Так, большая часть сплавов на основе стали требует сварки полярным постоянным током: на этом основан принцип сварки нержавейки полуавтоматом и труб из нержавеющей стали. Для цветных металлов, алюминия, магния подходит переменный ток обратной полярности.
Расход аргона зависит от скорости его подачи и внешних условий: если приходится работать на улице при сильном ветре, объем необходимого газа значительно увеличивается.
Может показаться странным, но в аргоновую газовую смесь добавляют до 5 % кислорода. В столь небольших количествах последний способствует очистке от вредных примесей, так как они вступают с ним в реакцию и просто сгорают.
Сварка алюминия по принципу аргонной сварки
Как мы уже говорили, невозможно сварить алюминий без использования аргонной среды. Дело в том, что при соприкосновении с кислородом, содержащимся в воздухе, на этом металле сразу же образуется оксидная пленка. И это становится действительно серьезной проблемой, поскольку, хотя алюминий является одним из самых сложных в обработке, его чаще всего используют для бытовых нужд.
Для плавления оксидной пленки требуется температура, значительно превышающая температуру плавления самого металла. Принцип аргонной сварки алюминия основан на том, что данный газ предупреждает процесс окисления, вытесняя кислород из сварочной рабочей ванны. В результате алюминиевая присадочная проволока легко плавится и получается качественный шов.
Принцип работы с данным металлом предполагает использование только переменного тока. Ток обратной полярности значительно поднимает температуру плавления за счет особой катодной очистки оксидной пленки. Высокая температура приводит к тому, что разрушается даже тугоплавкий вольфрам в электроде. Ток прямой полярности не позволяет пробить оксидную пленку, зато дуга получается стабильной и короткой. Как вы поняли, прочность и внешний вид шва зависят от переключения полярности.
Работа с постоянным током при аргонной обработке алюминия возможна, но только при условии использования чистого гелия в качестве инертного газа. Такой вариант обработки будет стоить гораздо дороже, а сам принцип работы более сложен с технической точки зрения.
Очень важно правильно подготовить алюминиевые заготовки, прежде чем приступать к процессу плавления. От этого непосредственно зависит качество будущего шва. Во время очистки нужно выполнить такие этапы:
- обезжирить металл при помощи растворителя;
- зачистить поверхность от оксидной пленки – зачистка может быть механической либо химической;
- дать очищенным поверхностям полностью просохнуть.

Сварка меди по принципу аргонной сварки
Медь отличается от других металлов тем, что отлично противостоит ржавчине и устойчива в агрессивных средах. Поэтому для ее сварки требуется аргон высшего сорта либо в сочетании с гелием (причем аргона при этом должно быть больше). Используются плавящиеся или неплавящиеся вольфрамовые электроды, постоянный ток.
Предварительный нагрев до +800 °С используется в тех случаях, когда толщина медной заготовки превышает 4 мм. Присадочная проволока может быть из меди или медно-никелевого сплава. Дуга в этом случае должна обладать высокой устойчивостью.
Поскольку медь имеет высокую теплопроводность, кромки металла нужно обязательно разделывать. Если речь идет о листе до 12 мм толщиной, можно произвести только одностороннюю разделку, тогда как для более толстых кромок приходится проводить двустороннюю.
Сварка аргоном
вернуться назадОсуществляем сварочные работы более 30-ти лет! Варим детали любой сложности.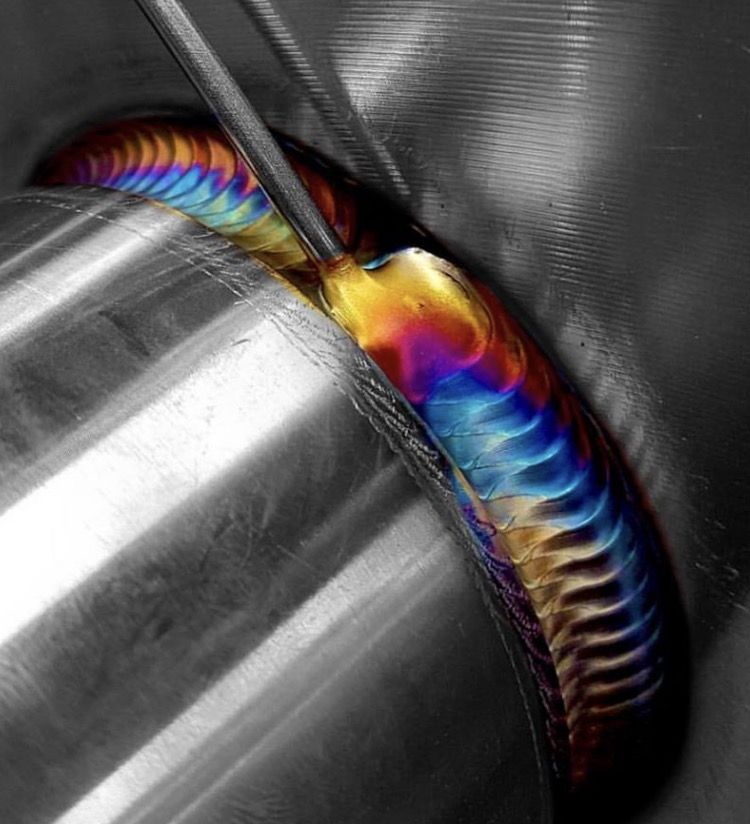
Также возможно наращивание металла в защитной среде инертного газа.
30-ти летний опыт работы с ГОЗ. Работаем ФЗ-44, ФЗ-275 и ФЗ-223. Мы предоставим полный цикл изготовления продукции от идеи, до серийного производства на современном предприятии в Санкт-Петербурге.
Стоимость сварки аргоном, прайс-лист в формате PDF
Каждый человек знает из курса программы средней школы, что если поцарапать алюминиевую пластину, то на свежей царапине мгновенно образуется защитная оксидная плёнка. По этой причине алюминий не теряет цвет, и мы его знаем, как серебристый металл. Причиной этому является кислород, содержащийся в воздухе. В данном примере он помогает металлу оставаться невредимым, но что делать в случаях, когда нам необходимо добраться до «чистого» металла при его сварке? Как исключить попадание кислорода на поверхность свариваемой детали? Эта проблема касается не только алюминия, но и меди, а также других цветных металлов, из которых необходимо изготавливать изделия и конструкции.
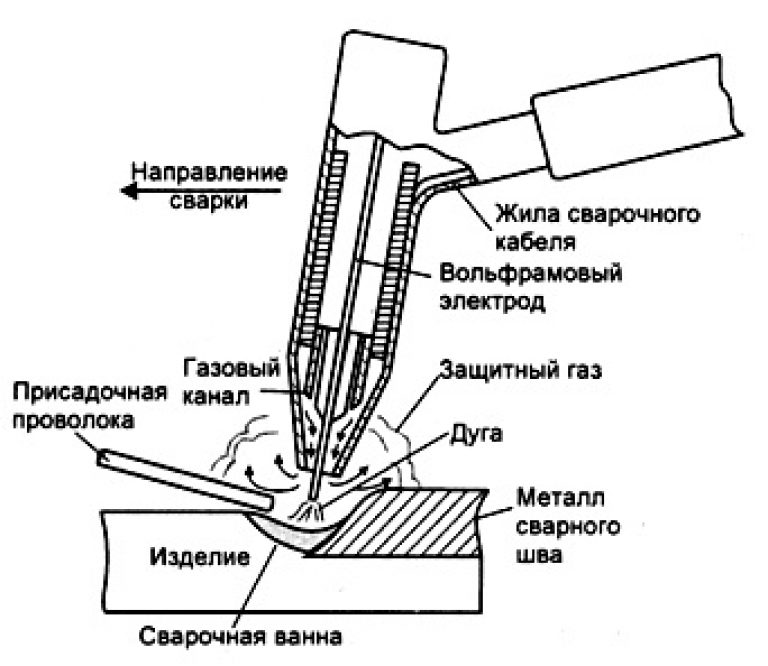
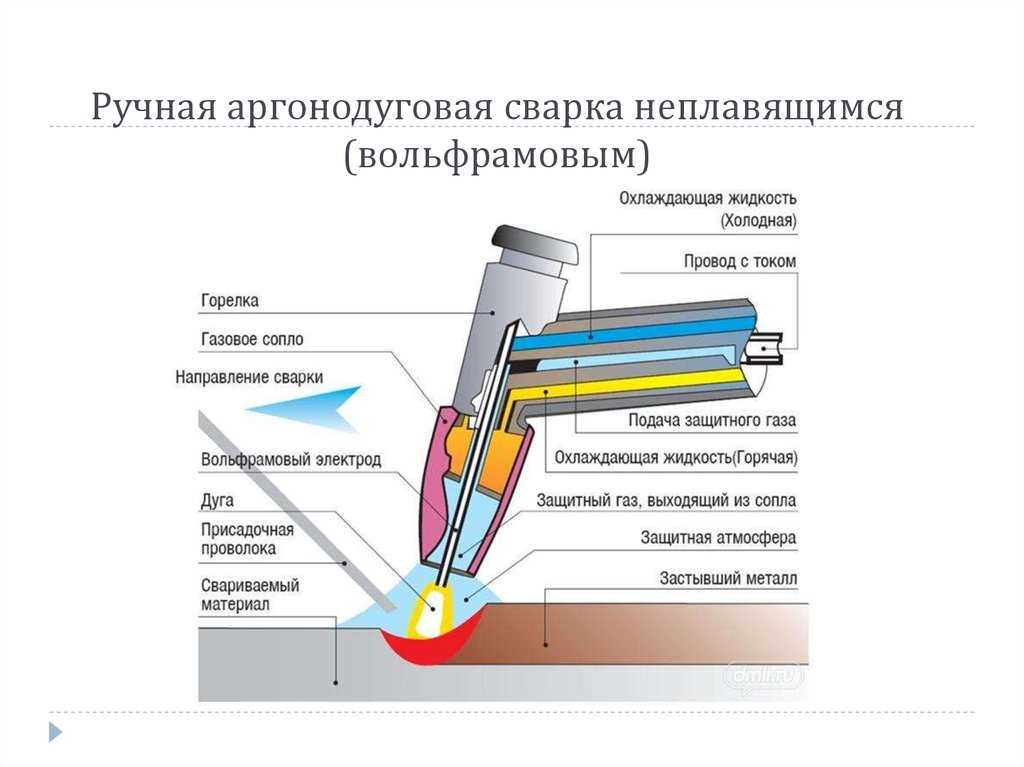
Для решения этой технологической задачи был придуман метод, исключающий попадание кислорода из воздуха на поверхности свариваемых деталей. Он называется сварка в защитной среде инертного газа аргона (или ручная аргонодуговая сварка). Этот способ предусматривает подачу постоянного потока инертного газа в зону формирования сварного шва. Этот газ тяжелее воздуха приблизительно в 1,4 раза и это свойство позволяет ему буквально выдавливать кислород из места соединения. Вместо привычного держателя с электродом сварщик использует специальную горелку, через которую одновременно с потоком газа подаётся вольфрамовый электрод.
Схема процесса аргонодуговой сварки:
Данный метод сварки чаще всего используют:
-
Сварка нержавейки
-
Сварка полуавтоматом в среде защитного газа
-
Наплавление металлов на поверхности
Применение такой сварки не ограничено сварными швами.
 По этой технологии производится наплавка металлов на поверхности. Это востребовано при ремонте изнашиваемых деталей вращения, например, валов. На шейку вала наплавляется металл, а затем шлифуется до нужного размера и качества поверхности.
По этой технологии производится наплавка металлов на поверхности. Это востребовано при ремонте изнашиваемых деталей вращения, например, валов. На шейку вала наплавляется металл, а затем шлифуется до нужного размера и качества поверхности.
Наши менеджеры свяжутся с вами в ближайшее рабочее время
Заявка на консультацию
Телефон
Комментарий
Позвоните мне Напишите мне
Так выглядит наш сварочный цех
Сварочный стол Tempus
Техническое оснащение сварочного цеха
Точная сварка деталей в защитном газе
Сварка аргоном на сварочном столе
Специалистами нашего конструкторского бюро и технологического отдела будет оказана квалифицированная инжиниринговая поддержка в любой ситуации и с наличием любых исходных данных, которые есть у клиента.

Нет конструкторской документации? не проблема!
Наш собственный конструкторский отдел поможет вам, даже если вместо КД у вас:
-
Письменное техническое задание
-
Чертёж в любом формате
-
Образец детали
-
Эскиз выполненный от руки
-
Эскиз в электронном виде любого формата
Почему заказчики доверяют АО «НПФ «Спецмаш» сварочные работы:
- Надёжность компании с 30-ти летним опытом работы с заказами военного и гражданского назначения;
- Возможность работать по специальным счетам, 275-ФЗ, 44-ФЗ и 223-ФЗ;
- Квалифицированные и аттестованные сварщики выполнят работу любой сложности;
- Современное оборудование позволяет делать заказы по сварке любой сложности с чёрными и цветными металлами;
- Благодаря современному производительному оборудованию и рационально организованному процессу, у нас сравнительно выгодные цены на аргонодуговую сварку;
- Работы проводятся на сварочно-монтажных столах Tempus, что позволяет производить точное 3D-моделирование собираемых изделий;
- Собственная служба ОТК гарантирует клиентам отличное качество выполненных работ и контроль на каждой технологической операции;
- Высокие стандарты по безопасности и охране труда;
- За производством закреплено ВП МО РФ.

Реальные преимущества
Полный цикл изготовления
Собственное конструкторское бюро
Выполняем государственные
заказы
30 лет опыта
работы
>100 ед. станков
от 1 ед. продукции
Основные преимущества аргонодуговой сварки
Главное преимущество сварки в среде защитного газа и её отличие от обычной электродуговой, заключается в том, что она позволяет работать с металлами, которые тяжело поддаются свариванию:
- алюминий;
- латунь;
- медь;
- силумин;
- титан;
- чугун;
- нержавеющая сталь и никелевые сплавы.
Сварка аргоном более экологична.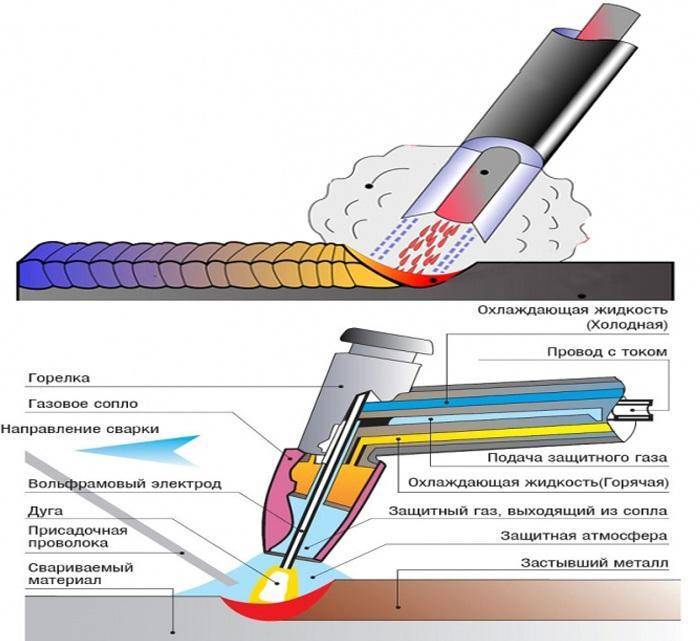 В ходе работ выделяется меньше сварочных газов, что не так агрессивно для дыхательных органов человека. Ещё можно добавить, что сварные швы аргоновой сварки более эстетичны и не требуют дополнительной зачистки.
В ходе работ выделяется меньше сварочных газов, что не так агрессивно для дыхательных органов человека. Ещё можно добавить, что сварные швы аргоновой сварки более эстетичны и не требуют дополнительной зачистки.
Из минусов можно отметить сравнительно более высокую цену за сантиметр сварного шва. Это обусловлено значительными трудозатратами в плане материалов и оборудования, а также высокой квалификацией сварщиков.
Итоговая цена аргонодуговой сварки за сантиметр зависит от сложности, масса-габаритных показателей и суммарного объема заказа. На нашем производстве в СПб предусмотрена динамическая система скидок на обработку металла. А если речь идёт о серийных изделиях, то мы однозначно предложим вам специальные условия. Просто заполните форму ниже - мы подберём решение индивидуально для вас.
Наши менеджеры свяжутся с вами в ближайшее рабочее время
Заявка на консультацию
Телефон
Комментарий
Как с вами связаться?
Позвоните мне Напишите мне
СОПУТСТВУЮЩИЕ УСЛУГИ
- Резка металла лазером
- Гибка металла
- Покраска ЛКМ
Резервуары для газовой смеси аргона | Смесь углекислого газа аргона | Поставщик газа высокой чистоты | Аргонно-кислородная смесь | Обмен газовых баллонов | Сварочные смеси Мизон | Висконсин Промышленный перевозчик топлива |
Резервуары для газовой смеси аргона | Смесь углекислого газа аргона | Поставщик газа высокой чистоты | Аргонно-кислородная смесь | Обмен газовых баллонов | Сварочные смеси Мизон | Висконсин Промышленный перевозчик топлива | | Сварщик питанияГазовые смеси с аргоном, поставляемые сварочными перевозчиками, соответствуют вашим спецификациям
Различные газы смешиваются с газообразным аргоном для изменения характеристик электродуговых процессов, включая GMAW, GTAW, PAW и PAC.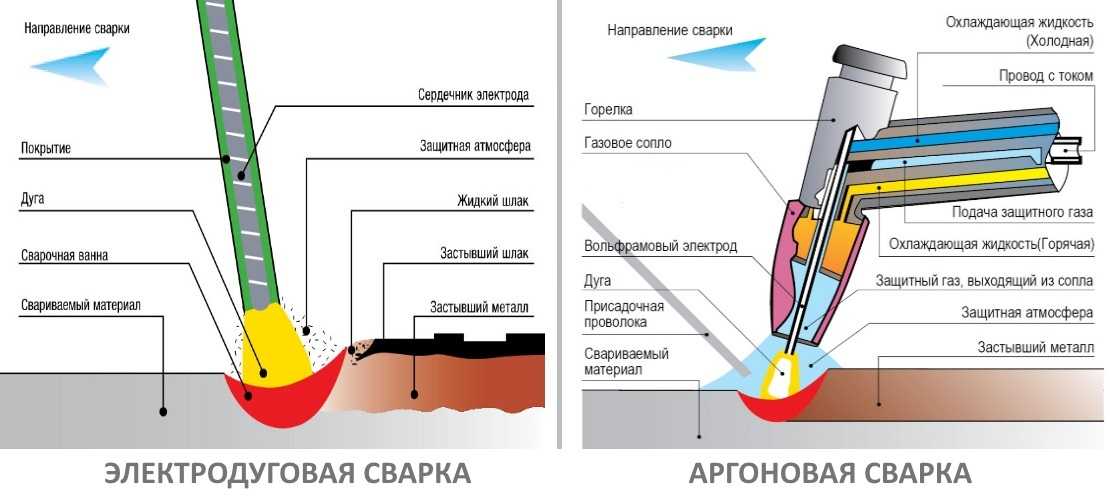 Добавление различного процентного содержания газообразного диоксида углерода, газообразного кислорода, газообразного гелия или газообразного водорода может регулировать характеристики дуги, профиль валика, проникновение дуги, уровни дыма, уровни сварочного разбрызгивания и образование оксида при использовании в следующих процессах:
Добавление различного процентного содержания газообразного диоксида углерода, газообразного кислорода, газообразного гелия или газообразного водорода может регулировать характеристики дуги, профиль валика, проникновение дуги, уровни дыма, уровни сварочного разбрызгивания и образование оксида при использовании в следующих процессах:
5-25% диоксида углерода в аргоне в процессе GMAW (дуговая сварка металлическим газом) короткой дугой на углеродистой стали
2-5% диоксида углерода в аргоне в процессах GMAW, струйной дуге и в качестве недорогой смеси для сварки нержавеющих сталей короткой дугой
- 2-5% кислорода в аргоне в процессе GMAW для сварки нержавеющих сталей и для дуговой сварки струйным распылением углеродистых сталей
Тримикс кислорода и углекислого газа в аргоне в процессе GMAW для сварки тонких профилей из углеродистой стали
Различные тримиксы двуокиси углерода, гелия и аргона в процессе GMAW для улучшения профиля валика и уменьшения образования оксида хрома в процессе короткой дуги на нержавеющих сталях. Другие проценты этих 3 газов используются в процессе GMAW-P (импульсная дуга) для нержавеющих сталей.
5-25% гелия в аргоне в процессах GMAW и GTAW для сварки более тяжелых профилей из алюминия. Обратите внимание, что чистый гелий можно использовать для сварки очень тяжелых алюминиевых профилей в процессе GTAW.
2-5% водорода в аргоне в процессах GTAW (газовая вольфрамовая дуговая сварка) и PAW (плазменная дуговая сварка) для сварки нержавеющих сталей и других тугоплавких оксидных металлов добавление водорода восстанавливает эти оксиды, чтобы обеспечить смачивание этих металлов.
До 35% водорода в аргоне в процессе PAC (плазменная дуговая резка) для снижения образования тугоплавких оксидов при резке более тяжелых профилей из нержавеющей стали и других тугоплавких оксидных металлов.
Если вы хотите узнать больше об аргоновых смесях и о том, что мы рекомендуем, свяжитесь с нами сегодня!
Обратите внимание: предложение о бесплатной доставке не распространяется на заказы газа, сделанные лично или по телефону.

Свяжитесь сейчас
Процентное содержание аргона в сварочном газе имеет большое значение. Подразумеваемый стандарт для газовой смеси аргона составляет 75-25, универсальная комбинация для большинства сварочных работ. Повышенный уровень аргона делает дугу более гладкой, но также увеличивает текучесть бассейна. Ваша дуга становится более плавной. Слишком малое количество сводит на нет преимущества аргона, заставляя вас переплачивать за отсутствие большой выгоды.
Для еще более узкоспециализированных сварочных работ вы можете использовать аргонно-кислородные смеси 98-2 или 95-5, трехсмесные сварочные аргоновые газы, такие как 90-8-2 Argon-CO 2 -Смеси кислородные и Mizon сварочные.
Все смеси этих газов с аргоном являются простыми удушающими средствами и должны использоваться в хорошо проветриваемых помещениях. Сварочный дым может быть очень опасным, поэтому необходимо использовать средства защиты органов дыхания. Смесь 35% водорода в аргоне классифицируется как легковоспламеняющаяся смесь, поэтому при использовании или хранении следует соблюдать соответствующие меры предосторожности. Ознакомьтесь с Паспортом безопасности материалов аргона (MSDS), прежде чем пытаться использовать его в своей сварочной мастерской. Никогда не думайте о безопасности. Вы должны хорошо знать свои инструменты и сварочные газы, чтобы избежать травм.
Ознакомьтесь с Паспортом безопасности материалов аргона (MSDS), прежде чем пытаться использовать его в своей сварочной мастерской. Никогда не думайте о безопасности. Вы должны хорошо знать свои инструменты и сварочные газы, чтобы избежать травм.
Доставка баллонов с аргоном в тот же день в Висконсине и Иллинойсе
С 1938 года мы представляем качественных производителей промышленных и медицинских газов, сварочного оборудования и расходных материалов в Южном Висконсине и Северном Иллинойсе.
Мы предлагаем доставку в тот же день по адресу:
- Милуоки, Висконсин
- Рокфорд, Иллинойс
- Кристал Лейк, Иллинойс
- Белойт, Висконсин
- Джейнсвилл, Висконсин
- Биг Бенд, Висконсин
- Округ Расин, Висконсин
Welders Supply продает и сдает в аренду газовые баллоны и баллоны, а также обеспечивает обмен заправок во многих городах и местах в Южном Висконсине и Северном Иллинойсе, включая Kenosha WI , West Bend WI , DeKalb IL и Waukegan IL .
Заправка или замена газовых смесей аргона в контейнере для сварочных материалов
Welders Supply поставляет газовые смеси аргона по всему юго-восточному Висконсину и северному Иллинойсу, обеспечивая своих клиентов смесями высокой чистоты.
Если у вас есть пустые баллоны и требуется их заправка или обмен, мы можем помочь по доступной цене. Ни один другой поставщик сварочных материалов в регионе не имеет лучшего опыта предоставления высококачественной продукции и услуг по более низкой цене.
Contact Welders Поставьте сегодня и получите именно ту смесь аргона, которая вам нужна для вашего сварочного проекта!
- Ацетилен
- Аргон
- Углекислый газ
- Гелий
- Водород
- Азот
- Кислород
- Пропан
- Пропилен
Просмотрите наш полный ассортимент чистых и смешанных сварочных газов на странице Welders Supply, посвященной газам и расходным материалам.
Для просмотра полной функциональности сайта требуется JavaScript!9 основных типов газов, используемых при сварке
Сварочные газы широко используются в большинстве промышленных предприятий и даже в домашних мастерских, и они по-разному используются в процессе сварки. Наиболее распространенные типы сварочных газов защищают сварочную дугу от таких загрязнителей, как воздух и пыль. Другая их функция – это топливо для нагревания металла.
Наиболее распространенные типы сварочных газов защищают сварочную дугу от таких загрязнителей, как воздух и пыль. Другая их функция – это топливо для нагревания металла.
Газы относятся к одной из двух категорий: инертные или химически активные. Инертные газы не изменятся и не изменятся при контакте с другими веществами. Реактивные газы вызывают изменение состояния дополнительного материала или самих себя.
Инертные газы позволяют проводить процесс сварки без примесей, ослабляющих сварной шов. Реактивные газы обеспечивают положительное изменение во время сварки, улучшая способ соединения материала.
Вот газы, используемые при сварке, начиная с шести защитных газов, необходимых для высококачественной дуговой сварки:
Когда воздух попадает в сварочную дугу, в расплавленном металле образуются пузырьки воздуха, что приводит к слабому и непривлекательному сварному шву. Основной целью защитного газа является защита сварочной ванны от определенных загрязнителей, таких как кислород, азот и водород. Реакция этих элементов со сварочной ванной может создать проблемы, включая пористость и разбрызгивание.
Реакция этих элементов со сварочной ванной может создать проблемы, включая пористость и разбрызгивание.
Большинство защитных газов инертны, что делает их идеальными для защиты в процессе сварки. Они остаются стабильными во время процесса сварки и способствуют сварке несколькими способами, включая повышение текучести, лучшее проплавление, более гладкую поверхность валика и желаемые механические свойства готового сварного шва.
9 основных типов сварочных газов, используемых для защиты
Первые два защитных газа, аргон и гелий, инертны, а остальные четыре — водород, кислород, углекислый газ и азот — полуинертны.
1. Аргон (Ar) Используется в основном при сварке нержавеющей стали и алюминия, аргон также подходит для сварки углеродистой стали со стабильностью дуги и непрерывным переносом металла от электрода сварочной ванны. Аргон является лучшим выбором для сварки TIG и отличным защитным газом для сварки MIG. Купить баллоны для аргоновой сварки можно здесь.
Купить газовые баллоны для полной сварки TIG
2. Гелий (He)
Более дорогой, чем другие газы, гелий обеспечивает глубокое проникновение и увеличивает тепловложение. Несмотря на то, что при использовании одного гелия может быть трудно добиться стабильного зажигания дуги, он хорошо работает в смеси с аргоном, противодействуя его непостоянным стартовым свойствам.
3. Двуокись углерода (CO2) CO2, наиболее распространенный защитный газ для сварки MIG, стоит меньше, чем аргон, но не обеспечивает такого же высокого качества сварных швов. Однако при смешивании с аргоном меньше разбрызгивания и лучше выглядят сварные швы.
75% аргон 25% полный баллон CO2 125CF для сварки MIG
Получите промышленную смесь аргона и CO2 для сварки PrimeWeld с доставкой прямо к вашей двери.
349,00 $
Магазин полных газовых баллонов для сварки MIG
4.
 Кислород (O2)
Кислород (O2) Кислород обычно смешивается с другими защитными газами, поскольку он смешивается с другими защитными газами. Это также может ускорить процесс сварки и свести к минимуму разбрызгивание.
Другой недорогой защитный газ, азот увеличивает проплавление сварного шва и стабильность дуги при смешивании с другими газами. Эти смеси могут также улучшать химические свойства сплавов, содержащих азот.
При добавлении к аргону водород обеспечивает более глубокое проплавление и более высокую скорость сварки. Смесь водорода, аргона и углекислого газа может улучшить проплавление сварного шва. Однако при неправильном использовании водород может вызвать пористость.
Другие газы, используемые при сварке
Следующие три реактивных газа используются при кислородно-топливной сварке и являются легковоспламеняющимися.
7.