основы, характеристики и особенности сварочного процесса
Сварка при помощи газа — соединение металлических деталей методом расплавления. Исторически это один из первых появившихся видов сварки. Технология была разработана еще в конце XIX века.
Впоследствии, с развитием технологий электрической сварки (дуговой и контактной), практическая ценность газовой несколько уменьшилась, особенно для соединения высокопрочных сталей. Но она до сих пор с успехом применяется для соединения чугунных, латунных, бронзовых деталей, для техники наплавления и во многих других случаях.

Сущность процесса
Сущность метода состоит в том, что высокотемпературное пламя сварочного газа нагревает кромки свариваемых деталей и часть присадочного материала (электродную часть).
Металл переходит в жидкое состояние, образуя так называемую сварочную ванну — область, защищенную пламенем и газовой средой, вытесняющей воздух. Расплавленный металл медленно остывает и затвердевает. Так формируется сварочный шов.
Используется смесь какого-либо горючего газа с чистым кислородом, играющим роль окислителя. Наиболее высокую температуру — от 3200 до 3400 градусов — дает газ ацетилен, получаемый непосредственно при сварке от химической реакции карбида кальция с обычной водой. На втором месте находится пропан — его температура горения может достигать 2800 °C.
Реже применяются:
- метан;
- водород;
- пары керосина;
- блаугаз.
У всех альтернативных газов и паров температура пламени существенно ниже, чем у ацетилена, поэтому сварка альтернативными газами практикуется реже, и только для цветных металлов — меди, латуни, бронзы и других, с небольшой температурой плавления.
У газовой сварки есть особенности по сравнению с электрической, которые формируют как ее недостатки, так и достоинства.
Достоинства и недостатки
Как и у любой вещи или явления, преимущества газовой сварки являются прямым отражением ее недостатков, и наоборот.
Основная характеристика газосварки — более низкая скорость нагрева оплавляемой зоны и более широкие границы этой зоны. В некоторых случаях это плюс, а в других — минус.
Это плюс, если нужно сварить детали из инструментальной стали, цветных металлов или чугуна. Для них требуется плавный нагрев и плавное охлаждение. Также существует ряд сталей специализированного назначения, для которых оптимален именно такой режим обработки.
К другим плюсам относится:
- невысокая сложность технологического процесса газовой сварки;
- доступность, адекватная стоимость оборудования;
- доступность газовой смеси либо карбида кальция;
- отсутствие необходимости в мощном источнике энергии;
- контроль мощности пламени;
- контроль вида пламени;
- возможность контроля режимов.
Основных минусов у газовой сварки четыре. Первый — именно низкая скорость нагрева и большое рассеивание тепла (сравнительно низкий КПД). Из-за этого практически невозможно сваривать металл толщиной свыше 5 мм.
Второй — слишком широкая зона термического влияния, то есть зона нагрева. Третий — себестоимость. Цена расходуемого ацетилена при газосварке выше, чем цена электроэнергии, затраченной на тот же объем работы.
Ее четвертый недостаток — слабый потенциал механизации. Из-за своего принципа действия фактически может быть реализована только ручная газовая сварка.
Полуавтоматический метод невозможен, автоматический — только с применением многопламенной горелки, и только при сварке тонкостенных труб либо иных резервуаров. Такой метод сложен и рентабелен лишь при производстве полых резервуаров из алюминия, чугуна либо некоторых их сплавов.
Нормативы
ГОСТ на газосварку — особый вопрос. В связи с тем, что качество шва при газовой сварке в большей степени зависит от мастерства сварщика, оно определяется субъективно.
Характер газосварочного процесса — исключительно ручной, конкретного ГОСТа на газовую сварку нет
. Но существует ГОСТ 1460-2013 — на карбид кальция, из которого производится газ для сварки.Кроме того, различными ГОСТами определяются такие параметры, как типы присадочной проволоки, давление в редукторе и баллоне, требования к генератору ацетилена. Существуют свои требования к типам применяемых шлангов и горелок, связанные с безопасностью работы.
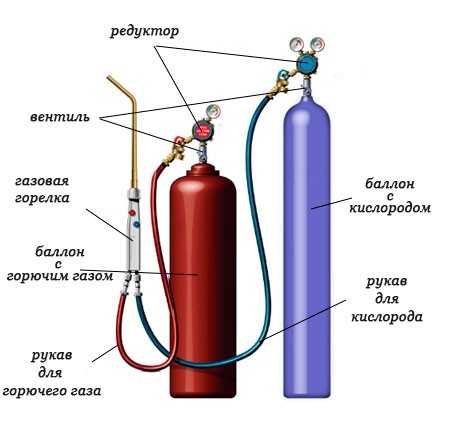
Стандартный комплект оборудования
Для газовой сварки или резки (технологически более простой процесс) требуется оборудование. Прежде всего, это генератор ацетилена либо источник иного горючего газа (пропана, водорода, метана).Потребуется также Баллон с окислителем — кислородом, горелка, редуктор для сжатого газа (регулятор потока) и соединительные шланги.
Могут применяться различные вспомогательные устройства, например пьезозажигательный элемент, предохранительный водяной затвор для защиты от обратного пламени (в последнее время — практически обязательный элемент), и другие.
Отличительная особенность этого вида сварки — для него не требуется электропитание, поэтому работы можно производить практически в «полевых» условиях. Во многом из-за этого преимущества газовую сварку до сих пор активно используют.
Виды пламени
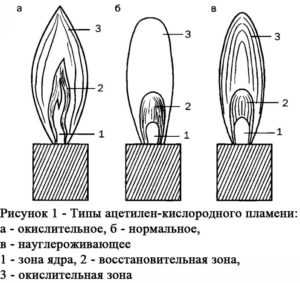 Одним из достоинств газосварки является возможность использования огня с разными химическими свойствами: окислительным, восстановительным, с повышенным содержанием ацетилена.
Одним из достоинств газосварки является возможность использования огня с разными химическими свойствами: окислительным, восстановительным, с повышенным содержанием ацетилена.
«Нормальным» считается восстановительное пламя, при котором металл окисляется с той же скоростью, что восстанавливается. Оно применяется в большинстве случаев. Для соединения деталей из бронзы и других сплавов с содержанием олова применяется только восстановительный огонь.
Окислительное пламя образуется при увеличении количества кислорода в газовой смеси. В некоторых случаях оно предпочтительно и даже необходимо, например, при соединении латуни и пайке твердым припоем.
Особое свойство окислительного пламени состоит в возможности увеличить скорость газовой сварки. Но при этом необходимо применять специальную присадку, содержащую раскислители — марганец и кремний.
Если использовать с окислительным пламенем в качестве присадочной проволоки тот же материал, что и в свариваемых деталях (за исключением латуни) — шов выйдет хрупким, с большим количеством пор и каверн.
Пламя с увеличенным содержанием горючего газа применяется для наплавки на какую-либо деталь другой детали из более твердого сплава, а также при варке деталей из чугуна и алюминия.
Технология и способы
 Техника газовой сварки сильно зависит от специфики свариваемых металлов и сплавов, формы деталей, направления шва и других факторов.
Техника газовой сварки сильно зависит от специфики свариваемых металлов и сплавов, формы деталей, направления шва и других факторов.
Основное предназначение газосварки — обработка чугуна и цветных металлов, которые поддаются ей лучше, чем дуговой. Хуже всего «берет» она легированную сталь — из-за низкого коэффициента теплопередачи детали из нее сильно коробятся при варке газом.
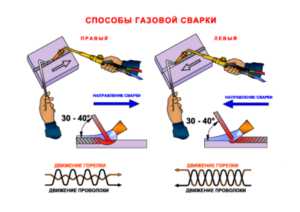
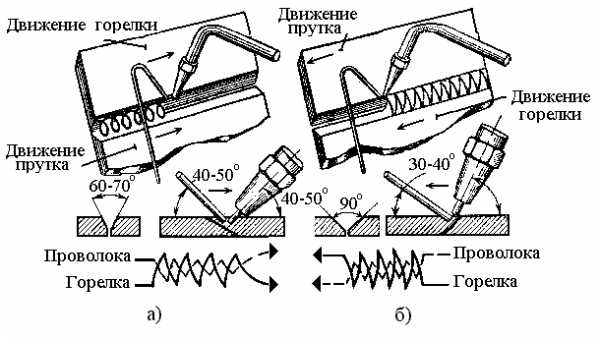
Существует «правая» и «левая» методика газовой сварки. Есть также технология сварки валиком, ванночками и многослойная сварка.
«Правый» способ — это когда сварочное сопло ведут слева направо, а присадку подают вслед за движением огненной струи. Пламя при этом направлено на конец проволоки, так, что расплавленный состав — температура плавления присадки обычно ниже, чем у основного материала — ровно ложится в шов.
При «левом» способе газовой сварки — он считается основным — поступают наоборот. Горелка движется справа налево, присадка подается ей навстречу. Этот способ проще, но подходит только для тонких листов металла. Кроме того, при нем больше, чем при «правом», идет расход присадочной проволоки и горючего газа.
Сварка валиком — более трудоемкий способ, подходящий только для листового материала. Шов образуется в форме валика, но при этом качество шва очень высокое, без образования шлака, пор и воздушных лакун.
Сварка ванночками — способ, требующий от сварщика большого мастерства. При этом присадочная проволока укладывается в шов спиральным способом, проходя через разные участки пламени. Каждый новый виток спирали слегка перекрывает предыдущий. Способ хорошо подходит для соединения листов из низкоуглеродистых сталей.
Многослойная сварка — самый технологически сложный способ. Его основы — как бы наплавка одного слоя поверх следующего. При этом достигается идеальный прогрев всех нижележащих слоев. Главное — контролировать, чтобы стыки швов разных слоев не находились один под другим.
В каждом из этих видов газовой сварки могут использоваться, в зависимости от обрабатываемого металла, различные флюсы. Их задача состоит в том, чтобы защитить поверхность шва от образования окислов, нарушающих его качество.
svaring.com
технология работы, оборудование, виды резаков и техника безопасности
Газовая сварка — это работа, в которой при помощи высокой температуры изделие нагревается и расплавляется до мягкого состояния. Такой вид сварки часто применяется для конструкций из тонкой углеродистой стали, для ремонта чугунной продукции, а также для заварки повреждённых деталей из чёрных или цветных металлов.
Особенности газовой сварки
Газы, которые отлично горят в воздухе и при этом не достигают высокой температуры: ацетилен; метан; пропан; водород; пары бензина.
Чтобы они сгорели, понадобится кислородная струя. Сварка чаще всего проводится на основе ацетилена, который вырабатывается при реакции карбида кальция и воды. Горение происходит при температуре от 3200 до 3400 градусов Цельсия.
К ценным качествам газосварки относят следующие:
- доступность;
- ненужность наличия электричества;
- простоту сварочного оборудования.
Однако, процесс такой работы нельзя назвать высокопроизводительным, так как всё выполняется вручную. А эксплуатационные и механические свойства готового изделия не всегда соответствуют высокому качеству.
При работе сварочного аппарата, кислород подаётся из специального кислородного баллона, который по ГОСТу окрашивается в голубой или синий цвет. Чтобы обеспечить беспрерывный процесс, кислород должен подаваться на горелку при слабом давлении, равномерно.
Для таких целей баллоны комплектуются редукторами, которые контролируют и регулируют подачу кислорода. К горелке подводятся шланги — кислородный и ацетиленовый. Кислород подают по центральному каналу: струя разряжается, засасывает ацетилен, который поступает под небольшим давлением в горелку. В камере газы перемешиваются и выходят из наконечника наружу.
Технология и способы газовой сварки
 Чтобы выполнить сварку и получить качественное соединение, надо уделить особое внимание подготовке кромок шва, способу соединения, выбору горелки (её мощность должна совпадать с параметрами свариваемого металла).
Чтобы выполнить сварку и получить качественное соединение, надо уделить особое внимание подготовке кромок шва, способу соединения, выбору горелки (её мощность должна совпадать с параметрами свариваемого металла).
А также требуется металлической щёткой тщательно почистить края, подлежащие свариванию, чтобы не было загрязнений, окалины, шлака. Ещё произвести прихватку кромок для предотвращения деформации металла. Существует несколько способов сварки.
Левая (наиболее применяемая). Нужна для работы с легкоплавкими, тонкими конструкциями. Горелку двигают справа налево, впереди пламени проводят присадочную проволоку и направляют на несваренный отрезок шва. Правая характерна тем, что горелку введут слева направо и за горелкой двигают присадочную проволоку.
Жар пламени почти не рассеивается и угол открытия шва составляет 60-70 градусов. Считается целесообразней использовать правую при соединении металла толщиной свыше 3 мм и с высокой теплопроводностью. Советуют пользоваться присадочной проволокой с диаметром в половину толщины свариваемого полотна.
Сквозной валик. Листы крепятся вертикально зазору, который равен ½ толщины листа. При помощи горелки оплавляется кромка так, чтобы получилось круглое отверстие. Затем его со всех сторон расплавляют, пока не сварится шов.
Сварка ванночками подходит для крепления углов и стыков металла, толщина которых не превышает 3 мм. В образовавшуюся ванночку на шве вводится конец присадочной проволоки. Её слегка расплавляют и перемещают на другой отрезок шва. Такой вид сваривания подходит для тонких листов и труб из стали (низколегированной и малоуглеродистой) и даёт шов отличного качества.
Многослойная сварка: небольшая зона нагрева; нижележащие слои обжигаются при наплавке следующих; можно проковать любой шов перед следующим слоем.
Это повысит качество шва, но будет небольшая производительность: большой расход газа, в сравнении с однослойной сваркой, и применяется только при необходимости изготовления качественных изделий.
При работе горизонтальным швом пользуются правым способом. Это помогает легко его сформировать, а расплавленный металл ванночки не стекает. Левым способом ведётся сварка наклонных и вертикальных швов.
При толщине материала свыше 5 мм применяют двойной валик. Потолочные швы требуют нагревания кромок, пока те не расплавятся, потом в ванночку прокладывается присадочная проволока, у которой быстро оплавляется конец. Процесс проводится правым способом.
Необходимое оборудование
Аппараты, используемые для газовой сварки: ацетилено-кислородные; пропано-кислородные; бензинно-кислородные; керосино-кислородные.
Наиболее используемые для сварочных работ — пропановые и ацетилено-кислородные аппараты, так как они при горении выделяют самую большую температуру.
Чаще используются ацетиленовые генераторы, которые выделяют ацетилен при смешивании воды и карбида кальция. Такой вид генератора существует в пяти типах, поэтому легко подобрать нужный вариант, для конкретного металла.
Немаловажную роль играют предохранительные затворы. Они обеспечивают безопасность, предотвращают проход обратного удара огня, возникающего при сварке. А также клапаны перекрывают обратный поток газа по резиновым шлангам.
Баллон — цилиндрическая ёмкость с отверстием и резьбой в горловине для вкручивания запорного вентиля. Производится из углеродистой или легированной стали. По ГОСТу окрашивается краской специального цвета, в зависимости от газа.
Вентиля для газовых баллонов производятся из латуни (так как сталь неустойчива к коррозии), обязательно с левой резьбой, меньшего диаметра, по сравнению с вентилем кислородного баллона (для того, чтобы не было возможности перепутать редукторы).
Виды редукторов
- Газовый редуктор — это устройство для контроля давления газа. Для газосварки и резки понадобятся разные типы редукторов.
- Кислородные применяют при сварке металлов и газовой сварки. На него наносится голубая маркировка. Подлежит использованию в агрессивной среде, так как не боится коррозии.
- Ацетиленовые редукторы прикрепляются к баллону накидным хомутом и маркируются белым цветом. К данному виду редуктора прилагаются два манометра: один следит за давлением газа в баллоне, второй — за давлением в рабочей камере.
- Углекислотные редукторы широко применяются в химической и пищевой промышленностях. Комплектуются одним или двумя манометрами и подключаются к вертикальному манометру.
- В аргонодуговой сварке применяются аргоновые редукторы, работающие с негорючими газами.
- Газовые горелки используются во всевозможных отраслях промышленности. Все горелки по своей конструкции похожи. Каждая состоит из корпуса, к которому прикрепляется несколько деталей: вентиль, контролирующий подачу газа; рычаг, контролирующий высоту огня; наконечник.
При помощи редуктора выполняется соединение с баллоном. Горелка может комплектоваться пьезоподжигом и ветрозащитой.
Горелка при работе с пропаном отличается своей безопасностью. Поддерживает высокую температуру огня, которой достаточно для большого количества сварочных работ. Некоторые виды сварки проводятся ацетиленовыми горелками при смеси кислорода и ацетилена.
Газовые резаки
Выделяют следующие виды газовых резаков:
- пропановые;
- ацетиленовые.
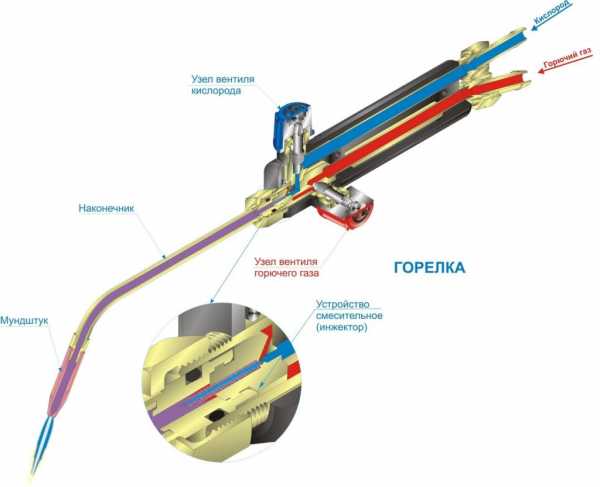
Изделие состоит из рукоятки, корпуса, ниппелей (к ним крепятся газовые шланги), инжектора, трубки, смесительной камеры, головки газового резака, трубки с вентилем. Сварка металла и её качество зависят от того, насколько правильно подобрали резак.
Принцип: кислород подаётся в редуктор, далее, в шланг, попадает в корпус — резак разветвлён на два канала. Одна часть кислорода двигается через вентиль в инжектор. Газ выходит с огромной скоростью, в то же время подсасывает горючий газ.
Вступая в соединение с кислородом, образуется горючая смесь, которая движется между мундштуками и сгорает. Появляется подогревающий огонь. Кислород, двигающийся по второму каналу, проходит в трубку, отчего появляется режущая струя. Именно она обрабатывает участок материала.
Этапы сварки труб
Подготавливается металл, проводится зачистка, разметка, разрезаются и собираются трубы. Резка круглого сечения трубы должна выполняться термическим резаком.
Большую часть работы занимает именно подготовка. Это замеры, разметки, резка и многое другое. Сборку конструкции выполняют с помощью прихватки газовой сваркой, это предотвратит смещение и деформацию отрезков труб, что может сказаться на появлении трещин.
В результате неспешного нагрева зона воздействия при газосварке значительней, чем при дуговой. Пласты основного материала, непосредственно прилегающие к сварочной ванночке, постоянны и имеют крупнозернистую структуру.
У самой близости у границы шва располагается зона неполного расплавления металла с крупной структурой, типичной для ненагретого материала. В этой зоне прочность ниже, чем у металла шва, потому здесь и происходит разрушение сварочного соединения.
Резка проводится при использовании металлов и сплавов, которые могут гореть в струе чистого кислорода. Этот вид резки проделывается двумя способами: поверхностно и разделительно. Можно вырезать заготовки, разметить металл, разделать кромку будущего шва под сварку.
При помощи поверхностной резки удаляется поверхностный металл, заделываются канавки, удаляются дефекты. Такой вид работы выполняется специальными резакам
Техника безопасности
 Газосварка — это работа, требующая повышенного внимания. Запрещено проводить вблизи легковоспламеняющихся и огнеопасных материалов (бензин, керосин, опилки, пакля, ветошь).
Газосварка — это работа, требующая повышенного внимания. Запрещено проводить вблизи легковоспламеняющихся и огнеопасных материалов (бензин, керосин, опилки, пакля, ветошь).
Если процесс происходит в помещении, то работнику необходимо периодически дышать свежим воздухом. Работа должна проходить в проветриваемом помещении.
Если проводится газопламенная обработка металла, помещение надобно вентилировать и удалять вредоносные газы. Сварка и резка проходят с дистанции до десяти метров от ацетиленовых генераторов и перепускных рамп.
Горелка, резак, шланги, редуктор, кислородный баллон ни в коем случае не должны быть испачканы в масле. Такая деталь, как наконечник или сопло, перегревается. Для снижения температуры, всегда рядом должно находиться полведра воды. В потухшем состоянии, наконечник охлаждают в воде.
Сварщик, на рабочем месте обязан быть в брезентовом костюме, перчатках, закрытой обуви. При себе иметь защитные очки, головной убор.
Карбидом не переполнять секции загрузочных коробок. В корпусе генератора контролировать наполненность водой. Запрещается работа с кислородным баллоном, если его давление ниже нормы, 10 кг. на сантиметр кубический. Огонь горелки направлять в противоположную источнику газопитания, сторону.
Газосварочные работы должны проводиться с обязательным соблюдением правил безопасности, жизнедеятельности и применением качественного оборудования. Эти требования помогут сделать процесс работы безопасным, а сварочные соединения металлов надёжными.
tokar.guru
📌 газовая сварка — это… 🎓 Что такое газовая сварка?
- газовая сварка
- га́зовая сва́рка
-
соединение деталей с нагревом (плавлением) мест сварки газовым пламенем, получаемым при сжигании различных горючих веществ в кислороде. Различают водородно-кислородную, бензино-кислородную, ацетилено-кислородную и другие виды сварки. Наибольшее промышленное применение получила ацетилено-кислородная сварка. В отличие от электрической дуги или других источников энергии, газовое пламя нагревает материал медленнее и более плавно. Это определяет целесообразность применения газовой сварки для соединения деталей из чугуна, инструментальных сталей, когда нужны подогрев или медленное охлаждение в процессе соединения металла. Для газовой сварки не требуется сложного оборудования (используются сварочные горелки и газ из баллона), поэтому этот способ сварки часто применяется при ремонтных работах. Разновидностью газовой сварки является газопрессовая сварка, производимая с осадкой (сдавливанием) после нагрева соединяемых частей – труб, рельсов и т. п.
Сварочная горелка для газовой сварки:
1 – кислород; 2 – горючий газ; 3 – регулятор подачи кислорода; 4 – регулятор подачи горючего газа
Энциклопедия «Техника». — М.: Росмэн. 2006.
.
- газобетон
- газовая турбина
Смотреть что такое «газовая сварка» в других словарях:
газовая сварка — Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] газовая сварка Сварка плавлением, при… … Справочник технического переводчика
ГАЗОВАЯ СВАРКА — ГАЗОВАЯ СВАРКА, сварка плавлением с помощью пламени, образованного при сжигании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом в сварочной горелке. Созданию газовой сварки способствовали использованию процессов… … Современная энциклопедия
Газовая сварка — ГАЗОВАЯ СВАРКА, сварка плавлением с помощью пламени, образованного при сжигании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом в сварочной горелке. Созданию газовой сварки способствовали использованию процессов… … Иллюстрированный энциклопедический словарь
ГАЗОВАЯ СВАРКА — см. Сварка. Технический железнодорожный словарь. М.: Государственное транспортное железнодорожное издательство. Н. Н. Васильев, О. Н. Исаакян, Н. О. Рогинский, Я. Б. Смолянский, В. А. Сокович, Т. С. Хачатуров. 1941 … Технический железнодорожный словарь
ГАЗОВАЯ СВАРКА — способ сварки металлических изделий с помощью газового пламени, образованного при сгорании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом. Применяют для сварки тонкостенных изделий из стали, цветных металлов и сплавов … Большой Энциклопедический словарь
Газовая сварка — Устройство газового резака … Википедия
Газовая сварка — 32. Газовая сварка Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
газовая сварка — способ сварки металлических изделий с помощью газового пламени, образованного при сгорании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом. Применяют для сварки тонкостенных изделий из стали, цветных металлов и сплавов … Энциклопедический словарь
газовая сварка — dujinis suvirinimas statusas T sritis chemija apibrėžtis Neišardomas metalinių detalių sujungimas dujų liepsna. atitikmenys: angl. gas welding rus. газовая сварка ryšiai: sinonimas – autogeninis suvirinimas … Chemijos terminų aiškinamasis žodynas
ГАЗОВАЯ СВАРКА — сварка плавлением, при к рой для нагрева используется теплота пламени смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом, сжигаемой с помощью горелки сварочной. Наибольшую темп ру (ок. 3200 °С) имеет ацетилено кислородное … Большой энциклопедический политехнический словарь
газовая сварка — [gas welding] сварка плавлением, при которой свариваемые поверхности нагреваются газовым пламенем, питание газами горелок при газопламенной сварке осуществляется от баллонов (О2 и С2h3 ) и непосредственно от генераторов горючих газов. Такие газы … Энциклопедический словарь по металлургии
Книги
- Газовая сварка и резка металлов, И. И. Соколов, Воспроизведено в оригинальной авторской орфографии издания 1975 года (издательство`Москва`).В… Категория: Сельхозмашины Издатель: ЁЁ Медиа, Производитель: ЁЁ Медиа, Подробнее Купить за 2477 грн (только Украина)
- Газовая сварка и резка металлов, И. И. Соколов, Воспроизведено в оригинальной авторской орфографии издания 1975 года (издательство «Москва»)… Категория: Технологии, инженерия, сельское хозяйство Серия: — Издатель: ЁЁ Медиа, Подробнее Купить за 1915 руб
- Газовая сварка (наплавка) (для СПО). Учебник, Овчинников Виктор Васильевич, Основывается на программных материалах по химии, технологии металлов и конструкционных материалов. Содержит сведения о газовой сварке и наплавке металлов, технологии газовой сварки цветных… Категория: Строительство Серия: Среднее профессиональное образование Издатель: Кнорус, Подробнее Купить за 1371 руб
dic.academic.ru
что это такое и как выбрать?
Время чтения: 7 минут
Сварка и резка с применением горючего газа — это давно известная и часто применяемая технология. С помощью газосварочного оборудования можно сварить практически любой металл, поскольку горелка позволяет плавно регулировать температуру пламени, а значит подстраивается под температуру плавления заготовки. Также эта технология позволяет не использовать электроэнергию, так что вы сможете варить даже в полевых условиях.

В этой статье мы напомним об этой простой, но эффективной сварочной технологии, а также подробно объясним, что такое аппарат для газовой сварки и резки, каковы его характеристики и существует ли он на самом деле. Мы также расскажем, как подобрать комплект оборудования для выполнения газовой сварки и резки.
Содержание статьи
Общая информация
Для начала напомним о технологии. Газовая сварка и газовая резка — это метод сварки/резки металла с использованием кислорода и ацетилена (или любого другого горючего газа). Кислород и газ используются по отдельности и поставляются в баллонах. Эта технология широко применяется даже в 21 веке, поскольку позволяет осуществить сварку и резку без электричества.
Суть технологии проста. К баллонам с газом и кислородом с помощью шлангов подсоединяется газовая горелка, которая используется для смешивания и последующей подачи этой смеси. При выходе из сопла смесь поджигается. Температура при горении газа и кислорода может достигать 3000 градусов по Цельсию, и этого более чем достаточно для плавления большинства металлов. Швы формируются либо за счет основного металла, либо с применением присадочной проволоки.
Читайте также: Сварочная проволока для газовой сварки
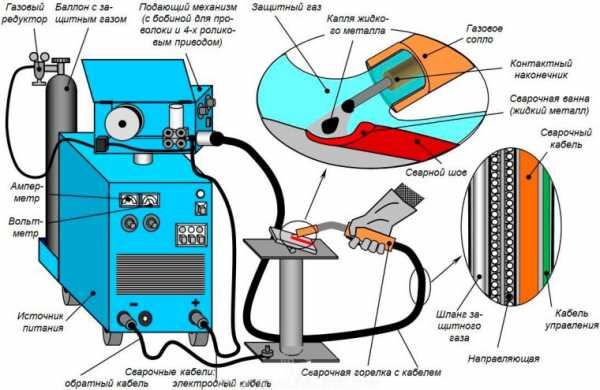
Для выполнения газовой сварки/резки необходимо собрать так называемый сварочный пост. Он состоит из двух баллонов (один с горючим газом, другой с кислородом), газового редуктора, двух шлангов (для ацетилена используется шланг для горючего газа, обозначенный красным цветом, а для кислорода — синим), а также горелки или резака.
Как видите, никакой аппарат для газовой сварки и резки здесь не фигурирует. Эта технология в принципе не подразумевает использование сварочного аппарата, поскольку он питается от сети и работает по совершенно другому принципу. Отсюда можно сделать вывод, что фраза «аппарат для газовой резки/сварки» — это просто заблуждение несведущих сварщиков.
В случае с газовой сваркой и резкой правильнее говорить «комплект оборудования» или «газосварочный пост». Но никак не «аппарат для сварки и резки газом».
Как выбрать оборудование?
Оборудование и аппаратура для газовой сварки требуют тщательного подбора. Далее мы подробно расскажем основные особенности, которые вам нужно учесть при выборе всех комплектующих.
Сварочная горелка/резак
Сварочная горелка или резак — это главный компонент во всей цепочке. Именно в горелке или резаке смешивается кислород с горючим газом. Также горелка/резак используется для регулировки подачи газовой смеси. Благодаря этому можно довольно точно подстроит температуру горения пламени. Так вы сможете варить металл с любой температурой плавления, не превышающей 3000 градусов.

Как не трудно догадаться, горелка используется для сварки металла (точнее, для плавления кромок), а резак — для резки.
У горелок и резаков отличается мощность. Для дома лучше выбрать маломощную горелку, она компактна и весит немного, так что вам будет удобно с ней работать. Мы не рекомендуем выбирать горелку с запасом по мощности, поскольку вы переплатите и получите не самый удобный «инструмент» в работе из-за ее веса.
Большинство горелок предназначены для смешивания кислорода с ацетиленом, а большинство резаков — для смешивания кислорода и пропана. Учитывайте это перед покупкой.
Шланги
Шланги необходимы для подачи газа из баллонов в горелку или резак. Всего используется два шланга. Один для кислородного баллона, другой — для баллона с горючим газом. Оба шланга подсоединяются к горелке/резаку.
В большинстве своем, шланги изготавливают из прочной, но гибкой резины. Если в качестве горючего газа используется керосин или бензин, то нужно выбирать бензостойкий шланг.

Что касается длины шлангов, то здесь мнения разнятся. Но мы считаем, что все зависит от объема баллонов. Чем больше объем, тем длиннее должен быть шланг, чтобы вам не пришлось перетаскивать тяжелый баллон из места в место. Если вы используете баллоны объемом 10 литров, то можете купить обычные короткие шланги и не беспокоиться.
Обращайте внимание на цвет шлангов. Для горючего газа выбирайте шланг, окрашенный в красный цвет. А для кислорода — окрашенный в синий.
Редуктор газовый
Редуктор предназначен для понижения давления газа и контроля за его расходом. Устанавливается прямо на газовый баллон. При этом редуктор используется не просто для понижения давления, а для его стабилизации до необходимого уровня. Этот простой прибор предназначен не для снижения давления до нулевой отметки. Это важно понимать.

У редуктора есть два датчика, с помощью которых можно осуществлять настройку. На одном датчике показывается давление, а на другом можно проследить расход газа. Прибор очень удобен и прост в применении.
Выбирая редуктор, обращайте внимание на его цвет. К примеру, редукторы для ацетилена окрашивают в черный цвет, чтобы их можно было отличить от других. Вы не можете использовать любой редуктор с горючим газом. Необходимо учитывать сам газ и подбирать редуктор исходя из этого.
Баллоны
Как мы уже упомянули выше, используется два баллона — с горючим газом (чаще всего ацетиленом) и кислородом. Их так же окрашивают в различные цвета. Не запутаетесь.

У каждого баллона есть резьба, на которую накручивается вентиль подачи газа. На вентиль устанавливается редуктор (о нем мы говорили выше), а к редуктору уже подключаются шланги, которые затем подсоединяются к горелке или резаку. Система очень простая.
Для домашних работ подойдут баллоны небольшого объема. Они компактны и их без проблем можно перевезти в багажнике вместе со всеми остальными комплектующими. Для профессиональной сварки и резки необходимо использовать баллоны объемом 40 литров. Но вы должны понимать, что в таком случае мобильность сильно снижается и вы точно не сможете забраться с этим баллоном в труднодоступное место. Эта проблема решается с помощью длинных шлангов.
Обращайте внимание и на вентили. Для кислородного баллона лучше выбрать латунный вентиль, а для ацетиленового баллона — стальной. Но ни в коем случае не наоборот. Также не устанавливайте на ацетиленовый баллон медные вентили, это запрещено.
Вместо заключения
Сварка с применением горючего газа — это очень простая, но действенная технология, проверенная временем. Для ее применения не нужно электричество, достаточно двух баллонов, горелки и комплекта шлангов. Многие ошибочно полагают, что существует некий аппарат, предназначенный для газовой резки и сварки. Но это заблуждение. Эта технология не предусматривает применение никакого сварочного аппарата. Только вы, горючий газ, кислород и горелка/резак.
При выборе всех комплектующих обращайте внимание не только на стоимость, но и на характеристики, качество сборки. Обязательно просите технический паспорт на баллоны.
Отнеситесь с особой внимательностью к выбору сварочной горелки или резака. Ведь именно в них смешивается кислород и горючий газ. А это, в свою очередь, очень опасно для жизни и здоровья сварщика. Словом, не скупитесь и приобретите более-менее качественные комплектующие. Так вы не только сохраните свою жизнь, но и будете лучше выполнять работу. Желаем удачи!
svarkaed.ru
Газовая сварка — 120 фото технологии применения газового оборудования
Газовая сварка для металлов используется множество десятилетий. Но не смотря на свою долгую историю, она и по сей день незаменима для многих работ.

Краткое содержимое статьи:
Применение газовой сварки
Это тип сварки характеризуется медленным нагревом материала, что способствует его применению в совершенно разных работах:
- для обработки стали;
- для цветных металлов;
- для инструментальной стали;
- для чугунных изделий;
- также при многих типах ремонтных работ и прочее.

Оборудование применимое для газосварки
Оно представлено несколькими видами:
Водяной затвор требуется, главным образом, для того, чтобы защитить сам газ и трубки от мощной инверсионной тяги огня из самой газосварки.

Затвор – основное оборудование, поэтому всегда должно находиться в отличном состоянии, вода в нем должна быть на уровне крана. Стоит он между самой газ. горелкой и проводом газа. Смотрите фото газовой сварки, чтобы точно определить его местоположение.

Газовый баллон характеризуется кривой резьбой на том расстоянии, на котором расположен открывающий вентиль. Его поверхность помечена условным знаком в зависимости от типа газа:
- синим – кислородный газ,
- белым – ацетиленовый газ,
- желто-зеленым — водородный газ,
- рубиновым — другие.

Из-за того, что не следует допускать контакты газа с тем маслом, которое содержится в краске, верхнюю часть баллона не окрашивают.

Редуктор обеспечивает снижение давления выпускаемого газа. Существует тип однокамерного и двухкамерного редуктора, второй обеспечивает более стабильный уровень газа внутри прибора. Также иная характеристика редуктора – это тип его действия: прямого и обратного типов действия.

Специально для таких веществ, как кислород и ацетилен изготовлен особый тип редуктора.

Помимо этого всякий редуктор выступает в качестве клапана сброса давления. Если же в редукторе присутствует сжиженный газ, то существует оребрение его ради избежание вымерзания газа на выходе из баллон.
Шланги, предназначенные для передачи горючего газа характеризуются сплошной линией красного оттенка в качестве условного знака. Они работают при подаче давления от шести атм.

Такие шланги относятся к 1 классу (по общепринятой классификации), они обозначены желтой полоской по поверхности изделия. Шланги третьего класса работают при давлении до 20 атм, обозначены синим цветом.

Горелка позволяет смешивать газы, выпускать смесь, плавящую металлы, из мундштука при требуемом давлении. Имеет несколько видов: безинжекторный, инжекторный виды, второй является более распространенным.

В состав изделия включены: ниппель, корпус с ручкой, наконечник, инжектор, камера-смеситель, мундштук, гайки.

Горелка имеет несколько видов. Она может быть как микромалой, малой, так и средней и наиболее большой по собственной мощности, этот показатель определяется в первую очередь от объема пропускаемого газа в определенную единицу времени.

Пост – это правильно обустроенная площадь для работы с использованием сварки. Он выглядит следующим образом: стол со специальными тумбами и удобно расположенными местами для хранения рабочих инструментов (сварочное оборудование, шланги).
Посты делятся на те, которые способны поворачиваться или не поворачиваться в зоне столешницы. Поворотная столешница требуется для более мелкой работы сваркой.
 Стационарный или передвижной пост используется на фабриках, он более удобен на большом производстве.
Стационарный или передвижной пост используется на фабриках, он более удобен на большом производстве.

ГОСТ предусматривает снабжение поста специальной вытяжкой или же не прерываемым доступом воздушного потока, по той причине, что газовая сварка способствует появлению в окружающем ее воздухе опасных для здоровья паров.

Пост позволяет сделать производство и работу вообще более эффективной, не требует постоянного нагибания к инструменту и стойки в неудобной или непривычной позе для качественного выполнения работы.

Технология сварки газом
Редуктор по распоряжению специалиста-сварщика способен изменять характер своего пламени при применении состава из кислорода и ацетилена или другого газа.

В итоге выделают три вида пламени:
- Восстановительный вид применяется почти для всех типов металлов, а также для работы в защищенных средах.
- Окислительный вид применяется при обязательном наличии проволоки с кремнием или марганцем.
- Тип, характеризующийся избытком газа, применяется в работе с прочными сплавами.
Фото газовой сварки





































Также рекомендуем посетить:
zdesinstrument.ru
Полуавтоматическая сварка в среде защитных газов
О возможности полуавтоматической сварки материалов в среде углекислого газа заговорили в середине ХХ столетия. Разработали данную методику Новожилов Н.М. и Любавский К.В. – советские исследователи. Данный способ сварки из-за дешевизны углекислого газа, благодаря высокой степени производительности стал достаточно востребованным в строительной, производственной индустрии, и, конечно же, в быту.
Суть технологии газосварки
Согласно данной методике углекислый газ, обеспечивающий защиту на соединяемом участке, под влиянием высокой температуры дуги делится на О2, угарный газ. В результате поток образовавшейся газовой смеси защищает зону сваривания материала от негативного воздействия воздуха внешней среды, взаимодействует с углеродом, железом.
Для предотвращения окисления СО2 в прут для сварки газом вводится марганец, кремний, которые являются химически активнее больше железа, они окисляются первыми. Поэтому пока Mn, Si будут присутствовать на участке соединения металлических изделий, углерод, железо окисляться не будут.
Для получения высококачественных сварных швов при сваривании углеродистых сталей, пропорция марганец/кремний берется 1/2. Образующиеся оксиды марганца, кремния при выполнении работ не растворяются в сварной ванне, они формируют легкоплавкое соединение после реакции между собой. Данное соединение легко выводится из металла, находящегося в жидком состоянии.
Особенности сварочных работ в углекислотной среде
Полуавтоматическая сварка в среде углекислого газа выполняется постоянным током, обладающим обратной полярностью, так как ток прямой полярности негативно влияет на стабильность дуги (сварной шов будет иметь дефекты).
Ток прямой полярности применяется в случае выполнения наплавления, но не сварки, так как у него коэффициент наплавления в 1,7 раз выше, чем данный коэффициент у тока, имеющего обратную полярность.
Также сварку можно производить на переменном токе, но тогда в цепи обязательно нужно использовать осциллятор.
Используемые газы для газосварки
Типов сварки существует несколько вариантов. Они отличаются между собой технологией образования сварочной ванны, имеющей высокую температуру, предназначение которой – соединение, резка металлов, их сплавов. Это может выполняться газовым пламенем, ультразвуком или электрической дугой. Принцип соединения металлов основан на расплавлении краев отдельных металлических конструкций для дальнейшего их соединения вместе, в результате которого получается сварочный шов.
Зависимо от газа, используемого для сварочных работ, показатель температуры будет отличаться. К примеру, при взаимодействии с карбидом кальция Н2О, осуществляется выделение ацетилена. В процессе реакции данного элемента с кислородом температура пламени может достигать больше 3000ºС.
Сварочные газы – это все бутаны, пропаны, бензолы, МАФ, керосины и т. д. При использовании для сварки любых газов обязательно наличие кислорода – это катализатор горения. О2 должен быть чистый и высококачественный. От этого будет зависеть максимальный температурный показатель.
Газовый состав
В газовом составе обязательно присутствие чистого кислорода, который предоставляет возможность получать максимальную температуру горения, важные показатели пламени. От качества этого компонента будет зависеть полнота сгорания горючих компонентов, а от его количества – окислительные, восстановительные характеристики, получаемые пламенем.
К условиям хранения газов предъявляются особые требования. Применение специальных емкостей (баллонов) обязательно, так как:
- большинство сварочных газов являются токсичными;
- технический кислород – это мощнейший катализатор.
Если использовать атмосферный кислород, сварные швы не получатся ровными. При этом после расплавления и последующего соединения металл потеряет свои первоначальные качества. Применение стандартного кислорода, который содержится в атмосфере недостаточно эффективно. В нем присутствуют разнообразные примеси, которые существенно снижают скорость сгорания компонентов, а это соответственно сказывается на температуре пламени горелки.

Газы для сварки
Важно! Необходимо соблюдать пропорции газовых смесей при использовании любого типа газа. Сам же выбор будет зависеть от свариваемого материала. Например, для соединения образцов из стали газовый состав должен содержать 18% углекислого газа, а для соединения материалов из нержавеющей стали смесь должна состоять на 98% из аргона.
Механизированная сварка в среде защитных газов предполагает использование активных, инертных газов. Они в металлах не растворяются, не являются ядовитыми.
Разновидности газов:
- N2 – азот, бесцветный газ, не имеющий запаха. Используется для соединения медных материалов. Выделяется четыре типа азота с различным содержанием вещества.
- He – гелий, газ бесцветный, не имеющий запаха, легче воздуха. Выделяется два типа гелия: технический, высокочастотный. Из-за высокой себестоимости данный газ менее востребован на рынке. Гелий предназначен для соединения образцов из алюминия, чистых металлов, стали.
- Ar – аргон, газ бесцветный, не имеющий запаха, весит в 1,5 раза больше воздуха, не горит. Выделяют два типа данного газа: 1-го сорта (для образцов из алюминия, стали), высшего сорта (для полуавтоматической сварки в среде защитных газов образцов из редких металлических сплавов).
Активные газы выполняют защиту от воздуха участка сваривания. Они вступают в реакцию, растворяются в металлах.
- Углекислый газ (СО2), отличается повышенными окислительными характеристиками, обладает специфическим запахом. Его масса в 1,5 раза больше воздуха, он растворяется в Н2О. Выделяю три типа данного газа, которые применяются для сваривания чугунных материалов, низко, среднеуглеродистых металлических сплавов, коррозийных, низколегированных стальных образцов. Важно запомнить! Сварка в защитных газах не предусматривает применения двуокиси углерода.
- Кислород О2 – довольно мощный катализатор, бесцветный, без вкуса, запаха, не горит, но поддерживает горение. Используется в составе с инертными компонентами.
Наиболее популярные газовые смеси, которые повышают качество шва, улучшают сам процесс соединения:
- углекислый газ «плюс» кислород
- аргон «плюс» гелий
- углекислый газ «плюс» аргон
- углекислый газ «плюс» кислород «плюс» аргон
- кислород «плюс» аргон
Достоинства, недостатки газосварки
Сварка в защитных газах характеризуется плавлением материала. Сам процесс основывается на соединении отдельных элементов предварительно нагреваемого металла до расплавления. Для этого берется высокотемпературное пламя горелки, которое формируется в процессе сжигания газового состава с кислородом. Зазор между образцами заполняется предварительно расплавленной металлической проволоки.
Преимущества:
- довольно простая технология сварки;
- нет необходимости в приобретении дорогостоящего, технически сложного оборудования;
- нет необходимости в специальном источнике питания;
- сварщик имеет возможность регулировки скорости нагревания, охлаждения соединяемого сваркой материала, меняя мощность, положение пламени горелки относительно свариваемой точки.
Недостатки:
- металл нагревают с меньшей скоростью;
- участок теплового воздействия на материал достаточно большой в сопоставлении с дуговой сваркой;
- скопление тепла, когда используется сварка в углекислом газе, меньше, коробление соединяемых образцов больше, если сравнивать с дуговой сваркой.
Несмотря на некоторые недостатки, сварка в защитных газах позволяет опытному сварщику при правильно подобранной мощности пламени горелки, концентрации газовой смеси производить соединения свариваемых конструкций высокого качества.
При относительно медленном нагреве металлического образца, незначительной концентрации тепла в процессе нагревания производительность газосварки значительно уменьшается с увеличением толщины металлических изделий, которые соединяются.
Пример: если толщина свариваемого стального листа 0,1 см, скорость газосварки приблизительно 10,0 м/ч, если толщина материала 1 см, скорость – не более 2,0 м/ч.
Сварка в защитных газах стальных изделий, толщина которых превышает 0,6 см, менее эффективна, если сравнивать с дуговой сваркой. В подобных случаях используется достаточно редко.
Цена на газ вместе с кислородом больше, если сравнивать с ценой на используемую электроэнергию при использовании контактной, дуговой сварки.
Автоматическим и механическим процессам газосварка поддается труднее, чем электрическая. Поэтому автоматизированная газосварка с многопламенными горелками используется только при соединении тонких металлических труб, обечаек.
Область применения
- Соединение труб диаметром, не более 10 см, их фасонных компонентов.
- Изготовление, ремонт изделий, выполненных из тонколистовой стали: соединение отдельных листов резервуаров небольшой вместимости, заваривание небольших трещин в металлических изделиях.
- Низкотемпературная сварка чугуна.
- Соединение высокопрочного чугуна. В данном случае дополнительно используются присадочная бронзовая или латунная проволока.
- Ремонт литых бронзовых, чугунных изделий.
- Наплавление латуни на чугунные, стальные изделия.
- Соединение алюминиевых, латунных, свинцовых, медных изделий.

Сварка в защитной газовой среде предоставляет возможность выполнять сварное соединение практически любых металлов, которые используются на технических средствах. Например, свинец, медь, чугун лучше поддаются газосварке, чем электродуговой. А благодаря простоте конструкции газосварочное оборудование является достаточно востребованным в сельском хозяйстве, на машиностроительных предприятиях, при выполнении ремонтно-строительных работ, иных сферах деятельности.
Заключение
Подбирая газ для сварки для индивидуальной ситуации, рекомендуется учитывать следующие критерии:
- технические характеристики оборудования;
- химический состав;
- характеристики свариваемых образцов;
- необходимую форму шва;
- в каких условиях предполагается проводить сварочные работы.
Газосварка будет стоить на порядок выше дуговой, контактной электросварки, так как газ с кислородом значительно дороже электроэнергии.
electrod.biz
специфика технологии, ее преимущества и недостатки
Целью сварочного процесса является нагрев материалов до температуры плавления, при котором место их контакта приобретает однородную структуру. Одним из вариантов соединения металлических изделий выступает газовая сварка, когда при сгорании смеси газов выделяется большое количество тепла, что способствует повышению температуры обрабатываемой поверхности до 2500-3000 °C.
Газосварка стала применяться в промышленности с начала 20-го века и до сих пор не утратила свою актуальность, несмотря на появление более прогрессивных сварочных технологий. Сегодня этот способ плавления и соединения металлов активно используется в строительно-монтажных работах. В частности, с его помощью удобно создавать различные металлоконструкции и осуществлять прокладку труб в системе отопления и водоснабжения.
Основные компоненты газосварочного оборудования
Технология газовой сварки отличается своей простотой. Для реализации сварочного процесса используются следующие компоненты:
- Баллон с кислородом.
Кислород является необходимой средой для окисления (горения) горючих газов. Чтобы окислительная реакция осуществлялась максимально эффективно, применяют технический O2 с показателем чистоты не менее 98,5%. - Баллон с горючим газом (обычно ацетиленом).
Ацетилен – это основной горючий газ, который чаще всего применяется при газосварке. Температура пламени кислородно-ацетиленовой смеси достигает 3150-3300 °C, тем самым обеспечивая высокую производительность рабочего процесса. - Редукторы.
Каждый баллон оснащается редуктором, который понижает давление выходящего газа до рабочей величины. В целях безопасности газовые редукторы дополнительно комплектуют клапаном сброса, который срабатывает в случае превышения допустимого давления в баллоне.
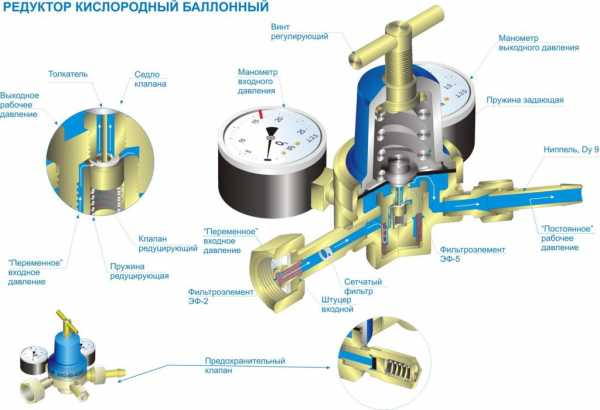
Кислородный редуктор для газовой сварки
- Горелка.
В горелке осуществляется смешивание кислорода с ацетиленом и выпуск из мундштука струи с оптимальным давлением. В зависимости от объема сгораемого ацетилена горелки бывают малой мощности (0,025 – 0,4 м³/ч), средней мощности (0,4 – 2,8 м³/ч) и большой мощности (2,8 – 7 м³/ч).
Газовая горелка
- Шланги.
Соединение газовых баллонов с горелкой производится посредством специальных рукавов (шлангов), предназначенных для работы с горючими веществами. Гибкая магистраль имеет многослойную структуру, основным компонентом которой является техническая резина, стойкая к агрессивному воздействию проходящих газов и жидкостей. - Защита от обратной тяги.
Опасность обратной тяги, когда пламя распространяется не в сторону нагреваемого металла, а в сторону баллона с горючей смесью, вынуждает устанавливать в разрыв цепи «баллон-горелка» специальный предохранительный элемент – огнепреградительный клапан. Подробно о таких средствах защиты можно прочитать в статье: Огнепреградительные клапаны: назначение, конструкция и варианты монтажа.
На видео представлен обзор оборудования:
А здесь можно наглядно увидеть весь технический процесс
Особенности процесса
Газовая сварка без ацетилена – какие возможны альтернативы
Ацетилен является идеальным компонентом для газосварки, поскольку с его помощью можно сваривать практически все виды металлов. Долгое время кислородно-ацетиленовое пламя было единственным вариантом для подобных работ. Однако с учетом того, что ацетилен со второй половины 20-го века стал активно использоваться для производства различных пластических материалов, появился некоторый дефицит данного газа, а, следовательно, возросла его цена. Поэтому возникла необходимость в поиске альтернативы ацетилену, в качестве которой чаще всего выступают пропан-бутан, пары керосина или бензина, метан и водород.
Заменители ацетилена дешевле и не столь дефицитны, но их теплотворная способность (основной показатель сварки) существенно ниже. К примеру, при сжигании пропана-бутана температура пламени достигает 2400-2500 °C, а при эксплуатации водорода нагрев происходит до 2100 °C. Поэтому такие варианты имеют ограниченную сферу применения и используются в техпроцессах, которые не требуют высокотемпературного воздействия, например: сварка тонколистовой стали (до 6 мм), чугуна, алюминия, магния, свинца и т.д.
Плюсы и минусы газосварки по сравнению с электродуговой технологией
Главными преимуществами газовой технологии являются простота оборудования и независимость от электросети. При строительстве новых объектов, которые еще не подключены к электричеству, газосварка позволяет осуществлять монтаж металлоконструкций без применения ресурсоемких генераторов. Кроме того, постепенный нагрев материала, а также возможность изменения тепловложения за счет удаления горелки от изделия, дает возможность избегать прожогов, что особенно актуально для тонких листов металла.
Вместе с тем, газопламенная сварка не может конкурировать с электродуговой в плане производительности, что связано с недостаточной скоростью прогрева металла. Широкая зона воздействия пламени является причиной слабой концентрации тепла в месте соединения деталей – это приводит к менее качественному шву и лишним расходам газа. Поэтому в условиях стабильного серийного производства газосварка, как правило, уступает место электросварке в среде защитного газа. Подробнее о видах и ценах на защитные сварочные смеси можно узнать здесь.
xn--80affkvlgiu5a.xn--p1ai