Что нужно для сварки аргоном
- Обучение аргонодуговой сварке
- Какие металлы варят аргонной сваркой
- Аргонная сварка своими руками
Для того чтобы начать варить аргонно дуговой сваркой нужно приготовить все необходимое оборудование, а так же средства защиты. В каждом даже не сложном деле стоит соблюдать технику безопасности. Варим мы дуговой сваркой, а аргон у нас служит защитным газом. В данной статье я постараюсь рассказать о том что нам потребуется для сварки аргонно-дуговой сваркой.
И так я решил составить список оборудования который необходим для аргоновой сварки.
После составления списка разберем каждый пункт поподробней. Как ранее было уже рассказано на странице «Аргонная сварка» существует несколько видов данной сварки. Здесь мы рассмотрим наиболее популярную и доступную «Ручную аргонно-дуговую сварку с неплавящимся электродом»

- Баллон
- Редуктор
- Шланг высокого давления
- Аппарат для сварки неплавящимся электродом
- Электроды вольфрамовые
- Присадочная проволока
- Инструменты для подготовки металла к сварке
- Спецодежда и средства защиты
Баллон
Баллон нужен для того чтобы хранить газ в сжатом виде, в данном случае аргон. Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.
А теперь давайте рассмотрим как эти баллоны маркируются.
И так же нужно знать какие данные наносят на баллоны и что там набито.
Данные на каждом баллоне могут отличатся.
Редуктор
Для каждого газа как правило предусмотрен свой редуктор. Как правило цвет редуктора совпадает с цветом баллона для того чтобы было понятно что он именно для этого газа.
Как правило цвет редуктора совпадает с цветом баллона для того чтобы было понятно что он именно для этого газа.
Сейчас большой выбор различных редукторов. Для аргона можно использовать редуктор с черной окраской который предназначен для углекислоты дешевый вариант. Или взять дороже редуктор с ротаметром
его чаще используют под аргон, но и под углекислоту он тоже предназначен. Теперь мы знаем какой редуктор использовать.
Шланг высокого давления
Все обычно используют шланги одного типа предназначены для кислородных баллонов так как они более надежны. Так как мы рассматриваем аргоновую сварку то и шланги будем брать кислородные. Внутренний диаметр кислородного шланга может быть 9, 12, 16, или 18 миллиметров, но чаще всего используют либо девять либо двенадцать. Если внутренний диаметр 9 то наружный будет 20 миллиметров.
Аппарат для сварки неплавящимся электродом
Сейчас большой выбор аппаратом для сварки вольфрамовыми электродами.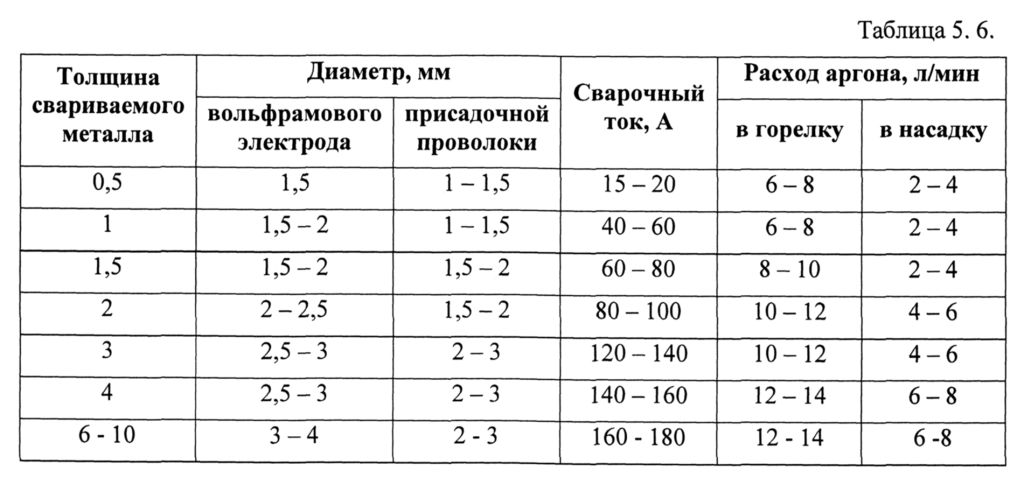 Например аппарат может выглядеть вот так.
Например аппарат может выглядеть вот так.
Огромный выбор сварочного оборудование сейчас предлагается на нашем рынке, по этой причине я не буду описывать конкретный сварочный аппарат. Для правильного выбора сварочного аппарата рекомендую почитать отзывы людей которых можно найти на сварочных форумах.
Электроды вольфрамовые
Вольфрамовые электроды маркируются вот так ЭВЧ, ЭВЛ,ЭВИ, ЭВТ-15 и имеют гост ГОСТ 23949-80. Вбив гост в поиск вы сможете найти подробную информацию о этих электродах.
Так же электроды бывают с примесями для того что бы приобрести особые свойства. Вот какие бывают примеcи в вольфрамовых электродах которые предназначены для аргонной сварки.
Присадочная проволока.
Присадочная проволока это материал который нужен будет в процессе сварки. Материал присадочный называют по разному. В данном случае это пруток присадочный или присадочная проволока.
Материал присадочный называют по разному. В данном случае это пруток присадочный или присадочная проволока.
Инструменты для подготовки металла.
Сюда можно включить такие инструменты как болгарка и щетка по металлу. Сейчас большой выбор всяческих зачистных инструментов и приспособлений так что выбор за вами.
Спецодежда для сварки.
Здесь все зависит от ваших желаний. Выбор огромен. Что хочется сказать о спец одежде. Одежда сварщика бывает разной плотности и степени огнестойкости. О масках для сварщика можно говорить долго. Обувь тоже играет немаловажную роль как и перчатки. Перчатки сварщика еще называют крагами.
Внимательно относитесь к выбору средств защиты для сварочных работ так как от этого зависит ваше здоровье. Одежда для сварщика продается в специализированных магазинах которые занимаются продажей сварочного оборудования. Посетив данные магазины вы без труда подберете именно то что вам нужно.
Посетив данные магазины вы без труда подберете именно то что вам нужно.
А теперь я хочу вам показать как происходит процесс аргоновой сварки.
Думаю данный материал поможет как начинающим сварщикам так и тем кто хочет начать варить аргоновой сваркой.
Сварка аргоном — что нужно для TIG сварки, выбор и настройка сварочного аппарата
Сварка в среде газа аргон является на сегодняшний день одним из самых точных и высококачественных видов соединения металлов. При полуавтоматической (MIG) или дуговой (MMA) сварке происходит частичное или полное взаимодействие сварочного шва с воздухом, которое в значительной степени снижает прочность и устойчивость к коррозии.
Отличительной чертой аргонодуговой сварки является то, что в качестве защитного газа используется газ аргон или смесь аргона с гелием, которые вытесняют кислород с поверхности и позволяют создать оболочку, выступающую в данном процессе защитой от окисления детали или заготовки.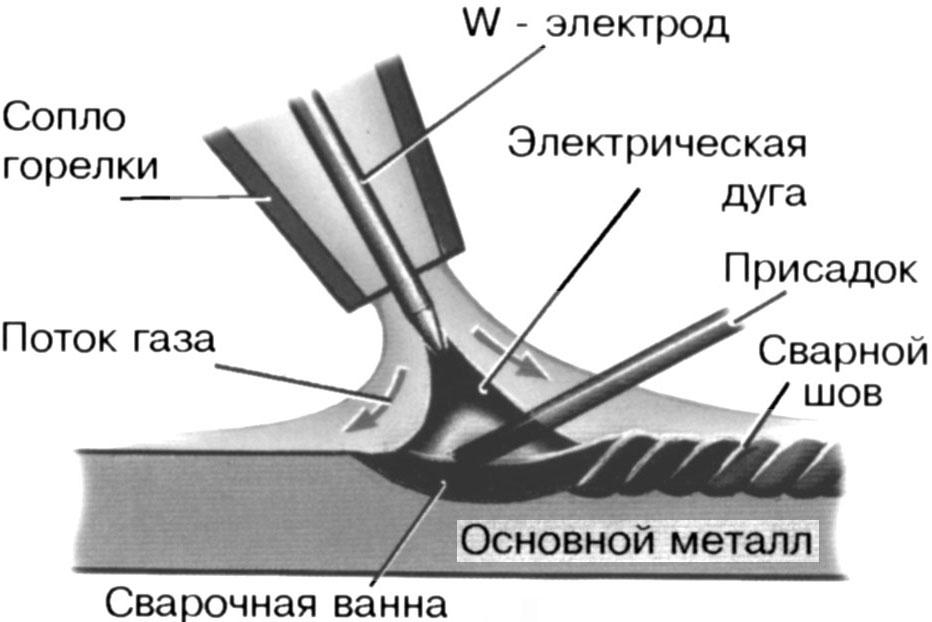
В среде аргона можно сваривать практически все металлы и их сплавы, при этом он не вступает с ними в реакцию, таким образом, не разрушает их структуру и препятствует образованию ржавчины на сварочном шве.
Преимущества TIG сварки
- высокое качества сварочных швов;
- комфортно работать в любом положении;
- нет вредных выбросов и шлаков;
- нет разбрызгивания металла;
- можно контролировать состояние электродуги и процесс сварки.
Сварочные аппараты для TIG сварки
1. Сварочные инверторы или полуавтоматы с возможностью подключения TIG горелки вентильного типа.
В теории можно подключить к любым сварочным инверторам, в которых полностью отсутствуют функции форсирования дуги (ARC FORCE), антизалипания электрода ANTI STICK и горячий старт (HOT START). Т.е. для аргонной сварки на постоянном токе необходим выходной ток, значения которого не меняются при зажигании или прилипании электрода.
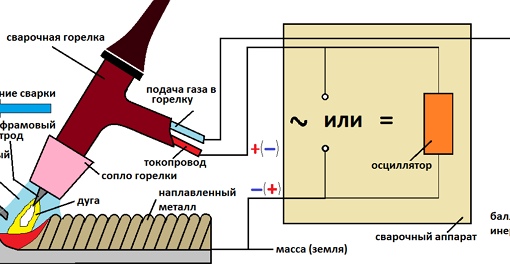
В данном случае поджиг дуги производится касанием вольфрамового электрода к заготовке и газ в сварочную ванну подается через сопло вентильной горелки.
Подача и отключения газа происходит вручную с помощью вентиля, расположенного на рукоятке горелки.
Недостатки этого метода: большой расход газа, необходимость частого затачивания стержня и быстрый износ вольфрамового электрода, невысокое качество сварочного шва.
2. Аргонно-сварочный аппарат на постоянном токе.
В конструкции этих аппаратов присутствует бесконтактное возбуждение сварочной дуги с помощью осциллятора, они комплектуются горелкой с автоматическим управлением клапана подачи газа. Во многих моделях присутствуют режимы 2Т/4Т, настройки стартового тока, баланса полярности, частоты пульсаций и т.д.
Основной недостаток: нельзя проводить сварку алюминия и сплавов на его основе.
3. Аппараты для аргонной сварки на постоянном или переменном токе AC/DC.
Профессиональные устройства, которые способны выдавать постоянный или переменный ток. Подходят для работы с любыми типами и сплавами металла, имеют большое количество настроек (стабилизация дуги, модуляция тока, заварка кратера, настройка регулировки удаления оксида, и др.) для создания максимально качественного сварочного шва. Некоторые модели комплектуются аргонной горелкой с водяным охлаждением, которая позволяет осуществлять продолжительные сварочные работы на производстве или в ремонтных мастерских. Настройка таких аппаратов под силу только опытным, квалифицированным сварщикам.
Подходят для работы с любыми типами и сплавами металла, имеют большое количество настроек (стабилизация дуги, модуляция тока, заварка кратера, настройка регулировки удаления оксида, и др.) для создания максимально качественного сварочного шва. Некоторые модели комплектуются аргонной горелкой с водяным охлаждением, которая позволяет осуществлять продолжительные сварочные работы на производстве или в ремонтных мастерских. Настройка таких аппаратов под силу только опытным, квалифицированным сварщикам.
В нашем магазине вы можете выбрать оптимальный по цене и качеству аппарат для аргонодуговой сварки.
Что нужно для аргонной сварки
Перед тем как приступить к сварке нужно подготовить спецодежду и защитные аксессуары. Необходимо иметь:
- Обувь на кожаной или резиновой подошве.
- Защитные перчатки или краги.
- Защитную маску-хамелеон. Рекомендуем использовать светофильтр с технологией True-Color (более реалистичная и точная цветопередача при включенном и отключенном adf фильтре).

- Защитные прозрачные очки или маску, которые необходимо использовать при зачистке заготовки.
- Спецовку или робу, подходящую вам по размеру.

Оборудование и расходные материалы для аргонодуговой сварки
- Инструмент для подготовки/обработки деталей перед и после сварки. К ним относятся: болгарки, точила, дрели, фрезерный или граверный станок, наждачная бумага.
- Вольфрамовые электроды. В зависимости от толщины и марки металла используются разные электроды. В последнее время большую популярность приобрели так называемые «универсальные» (маркировка WL, WC), которые подходят ко всем металлам и нет необходимости в постоянной их замене. Необходимый диаметр электрода выбирается в соответствии с шириной и глубиной сварочного шва. Производители выпускают вольфрамовые электроды толщиной от 0,8-6мм, по нашей практике, самыми популярными и часто покупаемыми являются диаметры:1,6; 2,0; 2,2; 2,4 миллиметра.
- Присадочный материал. В его качестве выступают сварочные прутки или сварочная лента. Они могут состоять из меди, латуни, стали, нержавейки, алюминия и используются соответственно к маркам свариваемых металлов. Многие наши клиенты подбирают толщину присадочного прутка под толщину используемого вольфрамового электрода (пример: диаметр электрода 2.4 мм, пруток так же 2.4).
- Защитный газ. В основном используют чистый аргон, иногда добавляют гелий в процентном соотношении 25-30%. Такую пропорцию используют в случаях сварки цветных металлов, когда необходимо высокое качество внешнего вида сварочного шва.

Подготовка к сварке аргоном
- По возможности закрепить детали или заготовку тисками, или магнитными держателями.
- Закрепить газовый редуктор на баллоне, проверить отсутствие утечки газа в местах соединения.
- Подключить шланг высокого давления к вентильной горелке или к соответствующему выходу в аппарате.
- Присоединить байонет горелки к минусовому разъему.
- Провод управления поджига дуги подключаем в двупиновый разъем на лицевой панели.
- Кабель массы соединяем с плюсовым гнездом аппарата.
- Обязательно заземляем устройство.

Настройка TIG сварки
В комплектацию каждого аппарата входит инструкция по эксплуатации, в которой приводится таблица с настройками параметров в соответствии выбранной толщины и марки металла. Ориентируясь на нее выставляем на лицевой панели настроек необходимые основные значения:
- Изначально выставляем расход газа, приблизительно 8-10л/мин.
- Переменный или постоянный ток.
- Величину тока.
- Время продувки газом до и после окончания сварки.
- Силу начального тока для поджига дуги.
- Период нарастания и спада тока, его значения для заварки кратера в зависимости от толщины металла.
- Включаем или отключаем режим пульсации.
- Настраиваем частоту и продолжительность пульсаций.
- При необходимости устанавливаем регулировки удаления металлического оксида для алюминия или магния.
В отличие от дуговой и полуавтоматической сварки, TIG очень чувствителен к ржавчине и загрязнению. Желательно начинать сварку на аналогичной по составу заготовке, предварительно так же, как и основную деталь хорошо зачистить ее или обезжирить.
В начале процесса хорошо присмотритесь к сварочной дуге, если она гаснет или нестабильна, необходимо увеличить величину тока, если прожигает металл или образует наплывы, соответственно уменьшить. Если проблема не исчезла или получается кривой шов, попробуйте отрегулировать подачу газа.
После окончания сварки рекомендуется еще некоторое время обдувать сварочную ванну во избежание образования окисления шва и вольфрамового электрода.
Комментарии
Почему при сварке используется аргон и что это такое? Руководство на 2023 год
Последнее обновление
Введение
В некоторых из наиболее популярных сварочных процессов, особенно в среде TIG (вольфрамовый инертный газ), используется газ под названием аргон. Он также используется при сварке MIG (металл в инертном газе). При сварке MIG его часто комбинируют с диоксидом углерода в газовой смеси для защитного газа. В то время как сварка MIG технически возможна без аргона в смеси, в наши дни сварка TIG невозможна без такого газа, как аргон.
Он также используется при сварке MIG (металл в инертном газе). При сварке MIG его часто комбинируют с диоксидом углерода в газовой смеси для защитного газа. В то время как сварка MIG технически возможна без аргона в смеси, в наши дни сварка TIG невозможна без такого газа, как аргон.
Корень слова расскажет нам больше о том, что это такое. Аргон происходит от греческого слова argos, что означает «медленный» или «неактивный». Другими словами, газ является «инертным». Аргон — это химическое вещество, принадлежащее к группе благородных газов. Благородные газы обычно не имеют запаха, бесцветны и одноатомны. Аргон определенно подходит под это описание. Но одна особенность благородных газов, которая делает аргон идеальным для сварки, заключается в том, что он обладает свойством относительно низкой химической реактивности, если только он не подвергается воздействию экстремальных условий. Это также может помочь предотвратить окисление. Вы можете услышать, как некоторые старожилы называют сварку TIG Heliarc. Это связано с тем, что когда-то самым популярным защитным газом для сварки TIG был гелий, еще один благородный инертный газ.
Это связано с тем, что когда-то самым популярным защитным газом для сварки TIG был гелий, еще один благородный инертный газ.
Почему при сварке используется аргон?
Поскольку аргон имеет низкую химическую активность, это означает, что он может действовать как газ, отталкивая другие газы, не мешая самому процессу сварки. Аргон также помогает избежать окисления. Это особенно полезно при сварке TIG, которая может страдать даже от незначительных дефектов.
При сварке MIG он используется в сочетании с углекислым газом, поскольку он помогает лучше стабилизировать дугу. Обычная газовая смесь состоит из 75% углекислого газа и 25% аргона.
Как используется аргон при сварке?
Действует как защитный газ. Это означает, что он защищает зону сварки и вольфрамовый электрод от загрязнения во время процесса. Представьте, что газ распространяется по поверхности металла и создает индивидуальную атмосферу или озоновый слой, изолирующий сварной шов от внешних загрязнений.
Авторы и права: Prowelder87, Commons Wikimedia
Газ рассеивается из газового диффузора, прикрепленного к сварочному пистолету. Газовый диффузор на горелке TIG, как правило, больше, а поток более прямой, в отличие от сварочной горелки MIG (включая сварочную горелку с флюсовой сердцевиной). В сварочной горелке MIG диффузор устанавливается под соплом и имеет отверстия по бокам, тогда как диффузор или линза TIG, как правило, представляет собой одну поверхность, через которую может проходить газ.
Другое различие между способами диффузии газов заключается в том, что TIG часто имеет настройку предварительного потока. Это означает, что когда сварщик нажимает на педаль, нажимает на курок или царапает вольфрам, чтобы зажечь дугу, газ начнет поступать еще до того, как загорится дуга. Причина этого в том, что в противном случае сварной шов будет загрязнен, поскольку его единственная защита — от защитного газа. Существует также постпоток, который используют как TIG, так и MIG. Сварщик после завершения сварки как бы «зависает» над последней сваренной деталью, чтобы убедиться, что она остыла должным образом и без каких-либо дефектов.
Сварщик после завершения сварки как бы «зависает» над последней сваренной деталью, чтобы убедиться, что она остыла должным образом и без каких-либо дефектов.
- См. также: Где взять сварочный газ и сколько платить?
Часто задаваемые вопросы (FAQ)
Является ли аргон взрывоопасным веществом?Поскольку он не обладает высокой реакционной способностью, он не взрывоопасен. Однако если вы проткнете баллон с аргоном под давлением, баллон может взорваться из-за сброса давления. Самой большой проблемой безопасности при использовании аргона является обеспечение надлежащей вентиляции. Поскольку аргон не является пригодным для дыхания газом, он удушающий, как углекислый газ. Всегда следите за тем, чтобы у вас было достаточно кислорода или вентиляции.
Насколько дорог аргон? Он достаточно доступен для использования в больших масштабах. Однако углекислый газ дешевле аргона. Вот почему порошковая проволока с двойным экраном чаще всего используется со 100% углекислым газом. Аргон не обязателен для FCAW, но он, безусловно, улучшает характеристики дуги.
Вот почему порошковая проволока с двойным экраном чаще всего используется со 100% углекислым газом. Аргон не обязателен для FCAW, но он, безусловно, улучшает характеристики дуги.
Изображение предоставлено: Christopher.S.rcbc, Commons Wikimedia
Срок годности аргона истекает?Поскольку аргон является благородным газом и не вступает в реакцию с другими химическими веществами, он никогда не испортится.
Заключение
Санитарно-пищевая нержавеющая сталь, электростанции, нефтеперерабатывающие заводы — все это зависит от сварки TIG, которая была бы невозможна без аргона. Ставки в таких проектах высоки, и аргон помогает защитить эти сварные швы от водорода, кислорода и азота, обеспечивая безопасность оборудования.
Рекомендуемое изображение: Сварщик, Wikimedia Commons
- Введение
- Почему аргон используется при сварке?
- Как используется аргон при сварке?
- Часто задаваемые вопросы (FAQ)
- Является ли аргон взрывоопасным веществом?
- Насколько дорог аргон?
- Срок годности аргона истекает?
- Заключение
Сварка MIG с использованием 100% аргона в защитном газе
Можно ли сваривать сталь MIG с использованием 100% аргона?
С этим вопросом рано или поздно столкнется каждый сварщик, и да, вы можете сваривать сталь MIG, если у вас есть только чистый аргон. Но это не идеально. И нержавейка не рекомендуется.
Но это не идеально. И нержавейка не рекомендуется.
И…
Кажется, всегда есть но, или два, или три. Однако в этом случае вам нужно знать, что стоит за этими «но», чтобы правильно ответить на этот, казалось бы, простой вопрос.
Зачем использовать чистый аргон?
Большинство людей, читающих эту статью, уже знают, почему кто-то может использовать 100% аргон для сварки стали методом MIG.
Необходимость.
Нехватка газа бывает у каждого сварщика. Но никто не хочет тратить драгоценное время на беготню, чтобы заправиться посреди рабочего дня. Или, может быть, ваш поставщик газа закрыт.
Но, если у вас есть баллон со 100% аргоном в магазине для других видов сварки, вы можете использовать его и продолжать работу. Нет перерыва, чтобы броситься за пополнением баллона с газовой смесью MIG.
Использование чистого аргона — это просто вопрос изобретательности и продуктивности в крайнем случае.
Но стальной сварной шов может быть недостаточно высокого качества в зависимости от того, что вы свариваете.
Почему 100% аргон так отличается?
Защитный газ MIG не только защищает сварной шов от вредных атмосферных газов. Да, важно не допустить проникновения этих газов и не сделать сварной шов пористым.
Но его состав также влияет на качество дуги и теплопроводность. Эти свойства также оказывают значительное влияние на получаемый сварной шов.
Итак, вам нужно знать, чего ожидать при использовании 100% аргона для сварки стали методом MIG.
Некоторые характеристики, которые вы почувствуете при его использовании, включают:
- Аргон имеет более низкий потенциал ионизации, что снижает напряжение и мощность дуги.
- Дуга менее стабильна.
- Сочетание нестабильной дуги с пониженной мощностью предотвращает образование текучей рабочей ванны. Другими словами, расплавленный металл будет жестким и трудным для обработки.
- Аргон имеет более низкую теплопроводность, а внешние края дуги остаются холодными. Это означает, что вы получаете узкое, уменьшенное проникновение с меньшим сплавлением.
- Присадочный материал располагается поверх стали в виде узкого высокого валика. Сварные швы
- MIG с использованием чистого аргона склонны к подрезке.
- Опыт показывает, что сварка MIG стали с использованием чистого аргона теряет пластичность. В результате при изгибе или скручивании жесткий сварной шов может треснуть или сломаться.

Таким образом, можно склеить сталь, используя хороший сварочный аппарат MIG со 100% защитным газом аргоном. Но в итоге вы получите некачественный, слабый, ломкий сварной шов.
Если вам нужен прочный и качественный сварной шов, 100% аргон НЕ является хорошим выбором для сварки стали методом MIG.
Эти проблемы еще более выражены с нержавеющей сталью, и никогда не рекомендуется использовать чистый аргон для сварки нержавеющей стали MIG.
В приведенном ниже видео на YouTube представлена полезная информация и наглядные материалы о сварке стали методом MIG со 100% аргоном.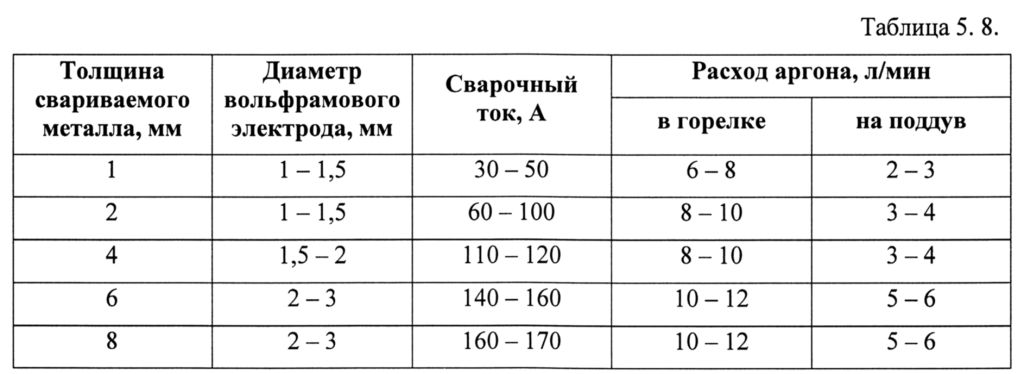
Связанные : Что такое GMAW?
Использование 100% аргона для сварки стали методом MIG
Если вы оказались в незавидном положении, когда вам приходится сваривать сталь методом MIG с использованием чистого защитного газа аргона, есть несколько советов, которые могут вам помочь.
- Скошить края соединения. Это поможет сплавить основной металл и сделать соединение более прочным.
- Увеличьте огонь, но будьте осторожны, чтобы не прожечь более тонкую сталь. Заставить шарик сидеть ровно, вероятно, будет трудно или невозможно.
Кроме того, аргон обеспечивает хорошие сварные швы при использовании другого метода сварки (например, TIG) или других основных металлов. Некоторые основные металлы, для которых можно использовать 100% аргон со сварочным аппаратом MIG, включают:
- Алюминий
- Титан
- Магний
- Никель (менее ⅛ дюйма)
- Медь (менее ⅛ дюйма)
И последнее интересное замечание: для некоторых более низкий провар делает сварку MIG со 100% аргоном предпочтительной при сварке стальных листов.
В этом случае чистый аргон может снизить вероятность проплавления тонкого основного металла. Но вы, вероятно, все равно получите высокую узкую бусину.
Прочтите также : Газы для сварки ВИГ (с таблицей)
Смеси CO2/аргона лучше подходят для сварки стали методом МИГ и решает проблемы, связанные со 100% аргоном. Для улучшения результатов сварки MIG обычно добавляют от 5 до 25 % CO2.
Эта газовая смесь обеспечивает текучую, работоспособную лужу и лучшее проникновение. Кроме того, это устраняет подрезку и меньше разбрызгивания. Важно отметить, что нагрев и охлаждение лучше контролируются, что повышает устойчивость сварного шва к изгибу и скручиванию.
При покупке смеси аргон/CO2 газ маркируется с указанием количества CO2, добавленного в аргон.
Например, «C25» представляет собой защитный газ, состоящий из 25 % CO2 и 75 % аргона. Сварка со 100% CO2 будет иметь маркировку C100.
Подняв концепцию смешивания газов на новый уровень, используя тримиксный защитный газ (например, 90 % гелия, 7,5 % аргона и 2,5 % CO2), можно получить наилучшие сварные швы на нержавеющей стали.
Этот газ может быть дорогим и не всегда доступен для сварщика-любителя. Но для качественных сварных швов на нержавеющей стали поиск тримиксной смеси может стоить затрат и усилий.
Связанное чтение : Какой размер газового баллона для MIG / TIG
Почему 100% аргон подходит для сварки стали TIG?
Сварка МИГ и сварка ВИГ отличаются применением присадочного материала и типом используемого электрода. Это влияет на дугу и характеристики сварного шва.
При сварке МИГ в качестве электрода используется присадочная проволока, поэтому проволоку необходимо постоянно подавать к наконечнику по мере ее расхода.
В противоположность этому, при сварке TIG используется неплавящийся вольфрамовый электрод, а наполнитель подается в дугу отдельно. Этот электрод производит стабильную и сильную дугу, но вольфрамовый наконечник должен оставаться чистым и неповрежденным.
Связанный : Сварка MIG и TIG
Таким образом, для сварки TIG требуется газ, который остается инертным даже при высоких температурах сварки.