Что такое полуавтомат. Статья о сварочных полуавтоматах
Сварочный полуавтомат – это электромеханический прибор для выполнения сварочного процесса плавящимся электродом в виде проволоки путем механизированной подачи его к месту сварки (к сварочной ванне). Скорость подачи проволоки устанавливается сварщиком на самом аппарате, а скорость и стабильность скорости перемещения горелки вдоль шва зависит только от сварного.
Полуавтоматов есть большое множество. Для того чтобы их более-менее разделить, имеется классификация по способу защиты сварочной ванны от окислительных процессов. Поэтому разделение будет следующим:
- Полуавтоматическая сварка под слоем флюсов.
- Сварка в защитных газах (инертные или активные).
- Полуавтомат для работ порошковой проволокой.
Флюсованная проволока стоит немалых денег, поэтому более практично использовать сварочные аппараты предназначенные для работ в защитных газах. На сегодняшний день особенно полюбили сварку под флюсом производители якобы «очень доступных полуавтоматов». Данные аппараты по себестоимости недорогие, а посему очень доступны. Они привлекают покупателя ценой, отсутствием надобности покупки баллона с защитным газом. Но, есть и скрытые недостатки: качество шва намного хуже, чем у аппаратов с защитным газом, очень дорогостоящая флюсованная проволока.
Порошковую проволоку используют при сварке на полуавтоматах с защитным газом.
Каждый полуавтоматический аппарат состоит из следующих незаменимых блоков:
- источник тока для электродуговой сварки,
- редуктор с двигателем для перемещения проволоки,
- горелка с рукавом,
- сварочный кабель для подключения зажима к свариваемой детали (это чтобы замкнуть сварочную цепь),
- рукав для подачи газа к входному штуцеру аппарата,
- баллон с понижающим давление редуктором,
- система управления, которая управляет пуском, остановкой проволоки, регулировками скорости подачи и мощности дуги.
Сварочные полуавтоматы можно разделить еще на две категории согласно исполнения:
www.vdi-ua.com
Как варить полуавтоматом — видео, особенности
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.

Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока (для алюминия, нержавейки).
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
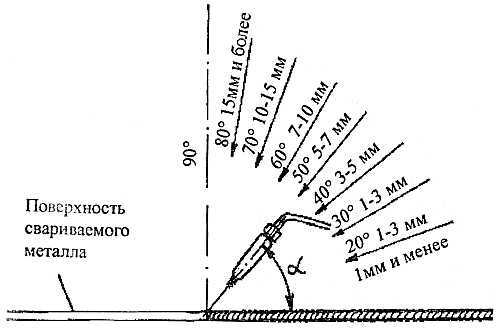
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
Это простые правила, которые нужно помнить.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
По типу соединения:
- в стык;
- тавровое;
- в нахлест;
- угловое.
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
Правила:
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Поделись с друзьями
1
0
3
0
svarkalegko.com
преимущества над ручными моделями, разновидности и управление
К сварочным полуавтоматам относят устройства, осуществляющие электродуговую сварку металлов, использующие проволочный электрод с непрерывной автоматической подачей.
В процессе выполнения сварочных работ такие процедуры, как возбуждение и поддержание электрической дуги, выбор ее оптимальной длины и визуальный контроль качества образующегося шва, выполняются сварщиком в ручном режиме.
По степени автоматизации процесса, сварка полуавтоматом занимает промежуточное положение между ручной дуговой сваркой, использующей сменяемые штучные электроды, и автоматической сваркой, полностью выполняемой без участия сварщика. Таким образом, автоматическая и полуавтоматическая сварка, выполняется, соответственно, с полной или частичной автоматизацией процесса.

Режимы работы
 Еще одной отличительной чертой сварочных полуавтоматов является использование в процессе сварки среды защитных газов. Сварка может осуществляться как в инертной среде (обычно это аргон), так и в активной (углекислый газ). В первом случае, процесс носит название MIG (metal inert gas), во втором – MAG (metal active gas).
Еще одной отличительной чертой сварочных полуавтоматов является использование в процессе сварки среды защитных газов. Сварка может осуществляться как в инертной среде (обычно это аргон), так и в активной (углекислый газ). В первом случае, процесс носит название MIG (metal inert gas), во втором – MAG (metal active gas).
Канал подачи газа в зону сварки располагается в рукаве вместе с трубкой, в которой перемещается проволочный электрод. Рукав соединяет корпус сварочного полуавтомата с горелкой, которую сварщик удерживает в руке.
Название «горелка» закрепилось за этим аналогом держателя электрода ручной сварки из-за его внешнего сходства с горелками, применяемыми в газосварочном оборудовании. Функционально, это совершенно разные устройства.
Управление подачей газа, проволочного электрода и включением источника сварочного тока осуществляется нажатием одной кнопки, удобно расположенной на рукоятке горелки, под пальцем сварщика.
Значительно реже применяется режим работы сварочного полуавтомата без использования защитного газа. В этом случае используется специальная проволока, представляющая собой тонкую трубку, внутренняя полость которой заполнена флюсом.
Так как флюс имеет порошкообразную структуру, такую сварочную проволоку в обиходе часто называют порошковой. При плавлении стальной оболочки в процессе сварки сгорающий флюс обильно выделяет газ, образующий необходимую защитную среду.
Типы конструкции
Основой конструкции полуавтомата является источник сварочного тока или блок питания. Этот узел может быть построен по одному из двух принципов. Классический вариант представляют устройства, в основе которых обычный понижающий трансформатор.
Но превалируют на рынке аппараты, в основе конструкции которых лежат инверторные преобразователи. Сварочное оборудование, построенное на основе этой инновационной технологии, уверенно теснит классику уже не первый год, и тому есть веские причины.
Преимущества инверторных полуавтоматов очевидны и подтверждены неоднократно проводимыми тестированиями. Среди важных достоинств инверторов особо следует выделить:
- высокую стабильность горения электрической дуги, обеспечиваемую даже при пониженных значениях питающего напряжения;
- более высокий КПД по сравнению с трансформаторными устройствами;
- относительно маленький вес и небольшие габариты аппаратов.
К положительным чертам трансформаторных полуавтоматов можно отнести только простоту конструкции, и то, что в случае возникновения неисправности, починить его сможет электрик, не обладающий очень высокой квалификацией.
 Конструкции полуавтоматов различаются по используемому напряжению питания. Аппараты, ориентированные на бытового потребителя, питаются от однофазной сети 220 Вольт.
Конструкции полуавтоматов различаются по используемому напряжению питания. Аппараты, ориентированные на бытового потребителя, питаются от однофазной сети 220 Вольт.
Устройства, предназначенные для промышленного применения, чаще выпускаются в трехфазном варианте. Такие полуавтоматы способны выполнять сварку более высокими токами, с использованием более толстой проволоки и в более нагруженном режиме.
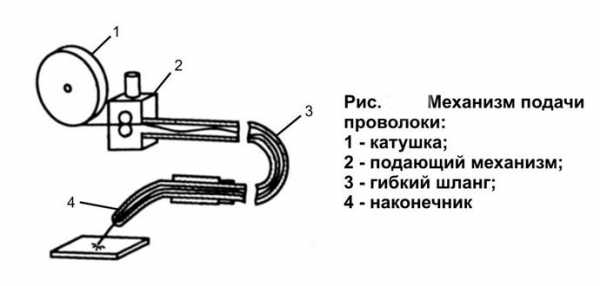
Механизм подачи проволоки
Еще одна важная деталь устройства сварочного полуавтомата – это механизм подачи сварочной проволоки, намотанной на вращающейся бобине. Устройство механизма может быть толкающим, тянущим, или комбинированным.
 Выбор типа устройства зависит от длины рукава, соединяющего корпус полуавтомата с горелкой. Обычно, при длине рукава до 3 метров, применяется толкающий механизм, если длина превышает этот уровень, используется тянущий или комбинированный привод.
Выбор типа устройства зависит от длины рукава, соединяющего корпус полуавтомата с горелкой. Обычно, при длине рукава до 3 метров, применяется толкающий механизм, если длина превышает этот уровень, используется тянущий или комбинированный привод.
Толкающий привод располагается внутри корпуса сварочного аппарата, тянущий привод – в ручке горелки.
Конструкция механизма подачи проволоки в полуавтомате очень проста. Основными его элементами являются одна или две пары роликов, один из которых играет роль ведущего, второй является прижимным.
Бобина с проволокой может располагаться внутри корпуса, а может находиться снаружи, на специальной подставке. Первый вариант, безусловно, более компактный, но сварочная проволока поставляется с заводов на бобинах разного размера, а крупную катушку удобнее расположить вне корпуса.
Все модели сварочных полуавтоматов имеют функцию регулирования скорости подачи проволоки.
Технология сварки
Одной из отличительных черт, которой обладает сварка полуавтоматом (особенно это относится к аппаратам инверторного типа) является простота выполнения операций.
Даже человек, никогда не имеющий дела со сваркой, в состоянии очень быстро освоить основные правила работы и научиться выполнять качественные соединения.
Вначале надо проверить все комплектующие полуавтомата, необходимые для выполнения работ. Комплект оборудования должен быть таким:
- собственно полуавтомат;
- горелка с рукавом для присоединения к основному корпусу;
- катушка с проводом требуемой марки;
- баллон с газом, который предполагается использовать;
- соединительные провода требуемого сечения, чтобы подключить электрическое питание.
Первое, о чем следует позаботиться прежде, чем начать работу, это выбрать сварочную проволоку требуемого диаметра из нужного материала. На выбор влияет металл, который предстоит сваривать и его толщина.
Существуют разновидности сварочной проволоки, имеющие диаметр от 0,6 мм до 1,2 мм. Очень удобно пользоваться специальными таблицами, содержащими необходимые данные для выбора типа сварочной проволоки, ее диаметра, скорости подачи и величины сварочного тока. Так, например, для сварки стальных изделий применяется стальная проволока, для сварки алюминия – алюминиевая.
Правила выполнения соединений различного вида с использованием автоматической и полуавтоматической сварки регламентируются ГОСТ 11533-75. Сварщику-любителю, решившему использовать сварочный полуавтомат для выполнения ремонтных работ в собственном доме или на даче, неплохо перед этим заглянуть в этот документ.
Что же касается сварщиков-профессионалов, то все сварочные работы на производственных предприятиях должны выполняться в соответствии с проектом, на основании которого технологами составляется технологическая карта процесса, где учитываются все требования ГОСТ.
Выбор оборудования
Перед тем как купить полуавтоматический аппарат, в первую очередь внимание следует обратить на его технические характеристики.
Основной характеристикой полуавтомата является рабочий ток, на котором может вестись сварка. Эта характеристика напрямую связана с толщиной металла, сварку которого можно осуществлять на этом аппарате.
Хорошо, если максимальный ток выбранного экземпляра на 20 – 30% превышает требуемый. Этот запас обеспечит более надежную и длительную работу устройства.
Еще одна важная характеристика – так называемая продолжительность включения. Эту величину принято выражать в процентах. Она показывает, какую часть 10-ти минутного промежутка времени полуавтомат находится в работе.
Например, автоматические сварочные аппараты, работающие на сборочных конвейерах машиностроительных предприятий, должны обеспечивать продолжительность включения до 100%.
Для выполнения ремонтных работ на бытовом уровне, вполне удовлетворительным можно считать значение этого показателя на уровне 20%. Этот параметр является основным, по которому сварочные полуавтоматы относятся к категории профессиональных или любительских. Также, его значение в большой степени определяет цену прибора.
Что касается напряжения питания, безусловно, в быту более практичными являются модели с однофазным питанием, подключить которые можно практически в любых условиях – в квартире, доме, на даче, в гараже.
Значение производителя
Важным фактором при решении вопроса, какой сварочный полуавтомат выбрать, является выбор производителя. Здесь трудно давать рекомендации, ведь бывают ситуации, когда изделия никому не известных производителей безотказно работают годами, а продукция мировых брендов не отрабатывает гарантийный срок эксплуатации.
Не смотря на это, лучше все же отдавать предпочтение именитым производителям. Главным образом потому, что они при реализации продукта, обычно создают сеть сервисных центров, обеспечивающих обслуживание, и если понадобится, гарантийный ремонт аппарата.
Особенно важно обращать на это внимание, если приобретается инверторный сварочный полуавтомат, для ремонта которого требуется специально обученный, высококвалифицированный персонал.
svaring.com
Устройство сварочного полуавтомата, принцип работы
Как только человечество научилось получать металлы, назрела необходимость создания оборудования для производства изделий из данного материала. В различных отраслях промышленности сварка полуавтоматом используется для скрепления металлических конструкций. Полуавтомат сварочный подходит для варения черных и цветных металлов различной толщины. Специальное оборудование для сварки позволяет ускорить производственный процесс и повысить качество швов. Для проведения сварочных работ нужно обладать достаточными знаниями, иметь арсенал оборудования и соблюдать технику безопасности.
Интересная информация. Полуавтомат сварка применяется на многих СТО. С его помощью производится кузовной ремонт авто.
Что представляет собой полуавтомат
Человек, желающий освоить технику сварки, должен в первую очередь понять, что такое сварочный полуавтомат и изучить его устройство. Говоря простыми словами, он представляет собой электромеханический прибор, в котором в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки.
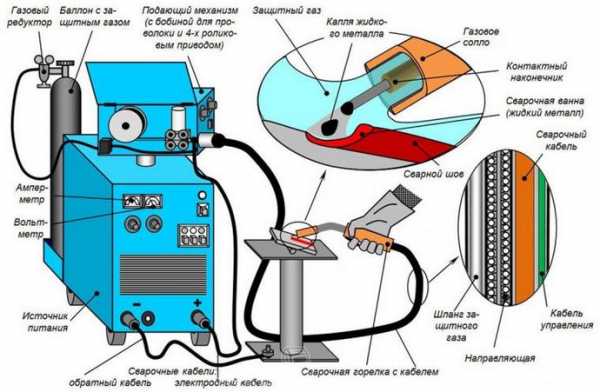
Комплект работающего агрегата состоит из нескольких узлов:
- основной блок, состоящий из трансформатор для подачи питания и механизма, подающего проволоку;
- шланг или сварочный рукав для полуавтомата
- горелка полуавтоматической сварки, внутрь которой помещается проволока
- токопроводящий наконечник для полуавтомата – его обычно называют соплом для полуавтоматов
- система подачи инертного газа

Комплект полуавтоматического оборудования
На крупных предприятиях задействуют производительные стационарные модели. Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Как работает полуавтомат
Понять принцип работы сварочного полуавтомата несложно. В процессе обработки на свариваемый участок подается непрерывно электродная проволока. Поэтому мастеру не нужно постоянно ставить новые электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Не всегда используются газовые баллоны. Иногда применяется техника варения без аргона. Выбор той или иной методики зависит от возможностей рабочего оборудования.
Важно. Полуавтоматическим метод сварки называется потому, что проволока подается автоматически, а контроль подачи и, собственно, процесс сваривания осуществляется сварщиком вручную.
Так же как и в ручной дуговой сварке, полуавтоматический аппарат имеет два полюса: положительный и отрицательный. Выбор полярности подключения зависит от свариваемого металла. Один зажим крепится к детали, другой подается к скользящему контакту сварочной горелки.
Важно. В роли сварочного контакта выступает наконечник, к которому подается питание от основного блока
Силу тока подбирают в соответствии с характеристиками обрабатываемого материала. Обычно профессионалы пользуются специальными таблицами для расчета или следуют рекомендациям производителя агрегата. Скорость подачи задается при помощи коробки передач или шестерни.
Газовые полуавтоматы работают с инертным или углекислым газом. Загружается сварочная проволока для полуавтомата с содержанием магния и кремния, которая расплавляется и попадает на свариваемый участок. Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
В случае с аппаратурой для флюсовой проволоки, газ не нужен. Флюс – это особый порошкообразный состав, находящийся в сердцевине проволоки. По своему составу он близок к обмазке электродов. В процессе сварки полуавтомат флюс сгорает и образуется газ, который нейтрализует вредное воздействие воздуха. Использоваться могут различные виды проволоки.
Закрепить полученные знания поможет просмотр данного видео
Режимы полуавтоматической сварки – теория и практика
Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Полезная информация. Если толщина детали более 5 миллиметров, придется производить обработку в несколько шагов.
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа. Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа.
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
О тонкостях настройки механизма смотрите в видео:
Основы сварки полуавтоматом
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариант
Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газа
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
svarkagid.ru
Сварочный полуавтомат: достоинства и недостатки
 Что такое сварочный полуавтомат. Чем он особенен и как работает? Каковы плюсы применения таких аппаратов? А минусы? Почему полуавтоматы применяют в автомастерских? Собственно, минусы – это лишь особенности конструкции.
Что такое сварочный полуавтомат. Чем он особенен и как работает? Каковы плюсы применения таких аппаратов? А минусы? Почему полуавтоматы применяют в автомастерских? Собственно, минусы – это лишь особенности конструкции.
Среди конструкций сварочных аппаратов особое место заняли полуавтоматы. Принцип работы, наперед заметим, у них тоже особый, что позволяет осуществлять довольно специфические сварочные работы. Доказательством незаменимости полуавтомата служит его применение в автомастерских (позже узнаем, почему).
Работает полуавтоматическая сварка следующим образом. Особый механизм подает особую же сварочную проволоку в специальную рабочую зону с газовой средой. В газе проволока расплавляется и направляется в сварочную ванну. Возле ванны газ вытесняет воздух, благодаря чему шов будет защищаться от кислородного воздействия. Из газов используются гелий, аргон, углекислый газ либо их комбинации, а диаметр сварочной проволоки обычно — 6…1,6 мм.
Сварочный полуавтомат является, по сути, оборудованием стационарным, его конструкцию составляют источник питания, представляющий собой инвертор либо сварочный выпрямитель, а также блок, подающий присадочную проволоку и система управления. Помимо этого, есть еще газовые баллоны, газоподающая оснастка и рукава с горелкой. Ток при работе используется постоянный. Режим работы такой системы регулируют посредством применения различных газовых смесей (или отдельных газов), а также типом присадки плюс меняют силу тока и скорость подачи проволоки.

Плюсами полуавтоматическая сварка обладает такими:
- Легкая и продуктивная сварка тонколистового металла – отлично подходит для автомастерских.
- Шов качественный, его можно делать очень длинным либо, наоборот, точечным.
- Возможность сваривать немало разнообразных материалов – нержавейку, алюминиевые сплавы, сталь легированную и прочее.
- Множество настроек и нужных регулировок. Удобно при разнообразных работах, так как такие у таких аппаратов можно гибко изменять параметры сварочного тока при различных работах.
- Высокая производительность.
Минусами, точнее, особенностями конструкции сварочных полуавтоматов являются:
- Высокая стоимость полуавтоматического оборудования, а также необходимых газов и расходных материалов (сложная конструкция и дорогостоящие компоненты).
- Подключение полуавтомата осуществимо лишь при наличии специальной трехфазной сети, а еще баллоны – это делает полуавтоматическую сварку практически всегда стационарным оборудованием.
- На улице полуавтоматом работать сложно – газовую среду надо защитить, иначе сдует ветром.
Но, как видим, полуавтоматы частенько незаменимы (еще раз просмотрите их достоинства). Поэтому определенная популярность им всегда присуща. А сейчас небольшое видео:
consultinfo.net
Сварка полуавтоматом для начинающих
Сварка полуавтоматом для начинающих
Сварка полуавтоматом для начинающих – уроки, изучаем азы
Начинающим сварщикам, которые еще не освоили азы этого процесса, для начала нужно изучить основы, правила безопасности и инструкцию по использованию сварочного аппарата. Что такое сварка полуавтоматом, уроки на эту тематику можно без проблем найти в интернете. Уроки сварки полуавтоматом подскажут какие инструменты должны быть под рукой и как ими правильно и безопасно пользоваться.
С чего начать
Сам этот процесс можно назвать способом, с помощью которого металлические элементы можно соединить друг с другом. Этот процесс состоит из конкретных последовательных этапов. Рассмотрим основные из них:
- Очистка металла. Перед тем как приступить к процессу, обязательно нужно очистить металл от пыли, грязи, влаги или ржавчины.
- Разделяем кромки металла с помощью болгарки. Состыковываем заготовки между собой.
- Начинаем сам процесс с помощью сварочного аппарата. Способы сваривать металл мы рассмотрим ниже.
Очень большое значение имеет качество сварочного аппарата и электроды. Подбирать их нужно в зависимости от вида и метода сварки. В интернете существует множество роликов, которые разъяснят, что такое сварка полуавтоматом для начинающих, можно найти на многих сайтах.
Кроме того, узнать и посмотреть, что такое полуавтоматическая сварка, о ней, можно изучив так называемое пособие для чайников.

Сварка полуавтоматом – почему именно этот вид сварки
Для новичка оптимальным и правильным выбором будет именно сварочный полуавтомат. Это связано с тем, что варить на полуавтомате гораздо легче и проще чем с помощью ручной сварки. Принцип работы этого вида сварки основан на сварочной проволоке. Качество и результат сварки зависит от скорости подачи проволоки и газа.
Для людей, которые не имеют профессиональных навыков и опыта в сварочной сфере, правильным будет выбрать именно такой аппарат.
Сварка полуавтоматом для начинающих – онлайн уроков наглядно покажет, как проходит сам процесс и что нужно знать.
Техника безопасности – обязательное условие для сварки непрофессионалами
Подборку видеоматериалов по теме самостоятельной сварки можно без труда найти в интернете. Любой материал расскажет, как проходит сварка полуавтоматом, уроки помогут лучше разобраться в этом процессе. Но, главное, не забывать о правилах безопасности.
Техника безопасности очень важна и порой помогает сохранить здоровье человека, поэтому не стоит ей пренебрегать. Основные правила:
- иметь защитную маску. которая предотвращает попадание искр на участки кожи лица и в глаза;
- специальные перчатки, которые должны быть прорезинены и отличаться высоким качеством, иначе можно повредить руки;
- огненепроницаемая одежда и обувь. Обувь должна иметь резиновую подошву, а кроме того, в ходе работы под ноги кладется резиновый коврик.
Итак, теперь мы знаем, что такое безопасная сварка полуавтоматом для начинающих, уроки помогли изучить основы техники безопасности.
В чем разница между ручной и автоматической сваркой, что такое ручная дуговая сварка, сварочный аппарат, сварка полуавтоматом, уроки помогут ответить на все эти вопросы.
Любители работать дома, что-то мастерить и варить, обычно имеют в своем арсенале инструментов самый простой сварочный аппарат. Этого вполне достаточно для работы в домашних условиях. Не нужно запасаться профессиональными аппаратами и тратить на них огромные суммы.
Безусловно, такие приборы выполнят работу качественнее, но уроки сварки полуавтоматом, помогут разобраться и обойтись недорогим аппаратом.

Классификация сварочных аппаратов. Инструкция по использованию
Прежде, чем приступать к работе, нужно изучить виды сварочных аппаратов и принципы их действия. Правильный подход и хорошая подготовка помогут избежать травм и качественно выполнить работу.
По типу проволоки различают:
- универсальные аппараты;
- соединяющие стальную проволоку;
- соединяющие алюминиевую проволоку.

По уровню защиты, они классифицируются на:
- в газах защиты;
- защищены слоем флюса;
- защищены с помощью порошковой проволоки.
По характеру перемещения бывают:
Для того, чтобы качественно и правильно варить металл, чтобы результат был долговечен, нужно соблюдать правила, прописанные в инструкции: правильно подбирать режимы, настраивать скорость, нужные параметры и обязательно изучить технику безопасности.
Следуя инструкции, можно выбрать вид сварочного аппарата и метод самой сварки.
Как видим, техника достаточно проста и научиться этому процессу можно самостоятельно, просмотрев курс уроков.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (жмите на кнопки ниже):
http://swarka-rezka.ru
legkoe-delo.ru
Сварка полуавтоматом для начинающих – видео уроки, изучаем азы
Начинающим сварщикам, которые еще не освоили азы этого процесса, для начала нужно изучить основы, правила безопасности и инструкцию по использованию сварочного аппарата. Что такое сварка полуавтоматом, видео уроки на эту тематику можно без проблем найти в интернете. Уроки сварки полуавтоматом подскажут какие инструменты должны быть под рукой и как ими правильно и безопасно пользоваться.
С чего начать
Сам этот процесс можно назвать способом, с помощью которого металлические элементы можно соединить друг с другом. Этот процесс состоит из конкретных последовательных этапов. Рассмотрим основные из них:
- Очистка металла. Перед тем как приступить к процессу, обязательно нужно очистить металл от пыли, грязи, влаги или ржавчины.
- Разделяем кромки металла с помощью болгарки. Состыковываем заготовки между собой.
- Начинаем сам процесс с помощью сварочного аппарата. Способы сваривать металл мы рассмотрим ниже.
Очень большое значение имеет качество сварочного аппарата и электроды. Подбирать их нужно в зависимости от вида и метода сварки. В интернете существует множество роликов, которые разъяснят, что такое сварка полуавтоматом для начинающих, видео можно найти на многих сайтах.
Кроме того, узнать и посмотреть, что такое полуавтоматическая сварка, видео о ней, можно изучив так называемое пособие для чайников.

Сварка полуавтоматом – почему именно этот вид сварки
Для новичка оптимальным и правильным выбором будет именно сварочный полуавтомат. Это связано с тем, что варить на полуавтомате гораздо легче и проще чем с помощью ручной сварки. Принцип работы этого вида сварки основан на сварочной проволоке. Качество и результат сварки зависит от скорости подачи проволоки и газа.
Для людей, которые не имеют профессиональных навыков и опыта в сварочной сфере, правильным будет выбрать именно такой аппарат.
Сварка полуавтоматом для начинающих – видео онлайн уроков наглядно покажет, как проходит сам процесс и что нужно знать.
Техника безопасности – обязательное условие для сварки непрофессионалами
Подборку видеоматериалов по теме самостоятельной сварки можно без труда найти в интернете. Любой материал расскажет, как проходит сварка полуавтоматом, видео уроки помогут лучше разобраться в этом процессе. Но, главное, не забывать о правилах безопасности.
Техника безопасности очень важна и порой помогает сохранить здоровье человека, поэтому не стоит ей пренебрегать. Основные правила:
- иметь защитную маску, которая предотвращает попадание искр на участки кожи лица и в глаза;
- специальные перчатки, которые должны быть прорезинены и отличаться высоким качеством, иначе можно повредить руки;
- огненепроницаемая одежда и обувь. Обувь должна иметь резиновую подошву, а кроме того, в ходе работы под ноги кладется резиновый коврик.
Итак, теперь мы знаем, что такое безопасная сварка полуавтоматом для начинающих, видео уроки помогли изучить основы техники безопасности.
В чем разница между ручной и автоматической сваркой, что такое ручная дуговая сварка, сварочный аппарат, сварка полуавтоматом, видео уроки помогут ответить на все эти вопросы.
Любители работать дома, что-то мастерить и варить, обычно имеют в своем арсенале инструментов самый простой сварочный аппарат. Этого вполне достаточно для работы в домашних условиях. Не нужно запасаться профессиональными аппаратами и тратить на них огромные суммы.
Безусловно, такие приборы выполнят работу качественнее, но видео уроки сварки полуавтоматом, помогут разобраться и обойтись недорогим аппаратом.

Классификация сварочных аппаратов. Инструкция по использованию
Прежде, чем приступать к работе, нужно изучить виды сварочных аппаратов и принципы их действия. Правильный подход и хорошая подготовка помогут избежать травм и качественно выполнить работу.
По типу проволоки различают:
- универсальные аппараты;
- соединяющие стальную проволоку;
- соединяющие алюминиевую проволоку.

По уровню защиты, они классифицируются на:
- в газах защиты;
- защищены слоем флюса;
- защищены с помощью порошковой проволоки.
По характеру перемещения бывают:
- передвижные;
- стационарные;
- переносные.
Для того, чтобы качественно и правильно варить металл, чтобы результат был долговечен, нужно соблюдать правила, прописанные в инструкции: правильно подбирать режимы, настраивать скорость, нужные параметры и обязательно изучить технику безопасности.
Следуя инструкции, можно выбрать вид сварочного аппарата и метод самой сварки.
Как видим, техника достаточно проста и научиться этому процессу можно самостоятельно, просмотрев курс видео уроков.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru
Осваиваем полуавтоматический сварочный аппарат: полезная информация для новичков
Полуавтоматическая сварка – это отличный агрегат для домашних мастеров, с помощью которого можно выполнить массу полезных операций. Этот вид рекомендуют для начинающих в сварочном деле, так как им работать проще всего, если сравнивать с ручным или автоматическим газовым аппаратом.
Полуавтомат позволяет работать с черными и цветными типами металлов. Чем же отличается этот вид от ручного агрегата? Во время работы электрод механическим методом подается в рабочую зону. В качестве основного материала используется проволока. Изучив данный материал, вы поймете принцип и особенности работ с полуавтоматическим аппаратом.
Начало работы
Состоит процесс из следующих последовательных этапов:
- Подготовка металла. Сварка начинается только после того, как рабочая зона и место контакта очищены от ржавчины, влаги, пыли и грязи. В противном случае варить вы не сможете.
- Кромки металла разделяются болгаркой. Заготовки необходимо зафиксировать и состыковать между собой.
- Далее идет проверка параметров на сварочном аппарате. Если все в норме, то клемма присоединяется к металлу и начинается сварка полуавтоматом.
Начинающим лучше всего подходит данный вид по той причине, что проволока подается автоматически, мастеру не нужно отвлекаться от работы, чтобы установить новый электрод.
Особенности
Чтобы сварка полуавтоматом получилась удачной, стоит выставить правильные настойки для аппарата. Все зависит от соотношения мощности и типа металла, с которым происходит контакт. Если параметры выставлены правильно, то дуга будет ровно гореть, и в рабочем процессе не будет разрывов.
Проволоку, использующуюся в качестве электрода, необходимо выставить направлением вперед. Это нужно делать для страховки: даже при движении рывками дуга не оборвется. Стоит заранее подготовиться, что сварка полуавтоматом обеспечивает практически мгновенный контакт.
При работе с этим оборудованием нет нужды постоянно выключать аппарат и устанавливать электроды, так как в устройство перед работой помещается большое количество проволоки. Еще один положительный момент заключается в том, что на заготовке скапливается минимальное количество шлака.
Виды сварочных аппаратов
Сварка полуавтоматом имеет два направления:
- С использованием газа. Обычно этот вариант применяют в закрытых помещениях. На открытом воздухе использовать агрегат не рекомендуется. Достоинства аппарата – большие температуры и быстрый процесс, из минусов можно выделить необходимость менять газовые баллоны и отсутствие возможности работать на улице.
- Сварка полуавтоматом без газа. В этом случае процесс выполняется при помощи порошковой (флюсовой) проволоки. Порошок засыпан в стальную трубку аппарата. Во время сгорания образуются облака газа. Основной плюс – это дешевизна материала. Что касается отрицательных моментов, то это шлак от процесса сгорания флюса.
Техника безопасности
Работать с полуавтоматом опасно, поэтому пренебрегать сварочным аппаратом никак нельзя. Необходимо соблюдать следующие правила для сохранения жизни и здоровья:
- Наличие огненепроницаемой обуви и одежды. Для повышения безопасности необходимо подкладывать под ноги резиновый коврик. Подошва обуви тоже должна быть прорезиненной.
- Защитная маска, которая защищает глаза от вредного воздействия сварки. Рекомендуется не экономить на этом элементе защиты и выбрать модель с двойным стеклом.
- Специальные перчатки для работы с электричеством. Они должны быть эластичными и иметь резиновую основу.
Выбор агрегата
Чтобы удачность выбрать оборудование, нужно сразу определиться с целями, в которых он будет применяться. Если не планируется сварка крупных труб, то подойдет недорогой агрегат с минимальной мощностью. С ним всегда можно выполнить работы в гараже и на даче. Варианты с большой мощностью подойдут для мастерских, где нужно работать с габаритными деталями. В любом случае, перед покупкой необходимо обратить внимание на изготовителя и наличие гарантийного срока.
Похожие статьиgoodsvarka.ru
Сварка полуавтоматом без газа — отличный выбор для начинающих
Сварка — это процесс, который до сих пор не имеет аналогов, он позволяет качественно и надёжно производить неразъемное соединение каких-либо частей или деталей, из различных видов металла. Сегодня существует множество различных видов и методов сваривания плавлением, которые внедрены в производство. Каждый способ имеет свои недостатки и преимущества. В наши дни сварка полуавтоматом без газа — наиболее востребованная сварочная технология, которая используется в различных защитных газовых средах.
Сварка полуавтоматом: преимущества
Она не требует высокой квалификации мастера для её осуществления. Её смогут выполнить любой специалист, у которого квалификация ниже чем, та, что требуется для исполнения ручной сварки дугой. И при этом, процесс занимает гораздо меньше времени. В результате получится сварной шов, который будет высококачественным и не будет необходимости зачищать его от шлака, конечно, при соблюдении всех правил технологии.
Дальнейшая грунтовка, покраска и прочая обработка сварных изделий будет производиться абсолютно без лишних задержек. Полуавтоматическая сварка плавлением позволяет совершать соединение очень тонких металлических частей: 0.1 – 1.5 мм толщины. Также с её использованием можно выполнить соединительный шов по любым криволинейным стыкам, и обработать стыки маленькой протяженности.
Штрих код – это графическое изображение, состоящее из вертикальных черных и белых полос разной ширины, следующих друг за другом, а также цифрового кода. Цифровой код предназначен для людей, графика – для считывающих устройств. Зарегистрировать свой штрих-код можно на сайте компании rossertcentr.ru.
Этот сварочный процесс можно назвать идеальным, он бывает для серийного и мелкосерийного производства. Своё название «полуавтоматическая сварка», эта технология получила благодаря своей особенной подачи проволоки. Грубо говоря, это практически та же дуговая сварка, только выполняется специальным проволочным электродом, и обязательно в среде защитного газа.
Принцип работы сварочным полуавтоматом
Принцип, на котором построена вся технология сварки, достаточно простой. Все происходит с помощью подающего механизма, который производит подачу сварочной проволоки к принимающему устройству, а после этого, подаёт её в зону сварки. Для того, чтобы скорость подачи проволочного электрода регулировалась, создано специальное устройство аппарата, которое управляет этим процессом.
чтобы скорость подачи проволочного электрода регулировалась, создано специальное устройство аппарата, которое управляет этим процессом.
При нажатии на клавишу рабочего органа, включается одновременное поступление к нему проволоки и газа. Перед тем как началось поступление проволоки, место где будет сварной шов, засыпается специальным флюсом из бункера. Когда скользящий электрод передвигается вдоль поверхности кромок, которые свариваются, когда происходит включение подачи электрода происходит возбуждение дуги, или когда подача уже подключена и флюс засыпан.
В последующих действиях придется очищать застывший шлак с конца электрода, в случае если дуга потушится и снова зажжется. Чаще всего процесс происходит на переменном токе, можно использовать постоянный, в случае, если нет возможности настроить переменный.
Сварка полуавтоматом без газа — это полуавтоматизированная технология. Вручную происходит только перемещение держателя в длину шва, обычно на весу, а иногда с упором на костыль, который специально помещен в изделие.
В зависимости от сложности и специфики сварки, бывают переносные и стационарные механизмы. Электроды необходимо подбирать так, чтобы они соответствовали свойствами металлам, которые свариваются, от этого будет зависеть качество сварного шва.
Как и электроды, защитный газ тоже надо выбирать в соответствии со свойствами свариваемых металлов. Если сталь низко углеродистая, тогда газовую среду должен создавать углекислый газ, в некоторых случаях возможно применения аргона. Когда газ подается из сопла, то он вытесняет воздух из зоны сваривания, этим защищая, сварной шов.
Многие покупатели, приобретают подобный инструмент для сварки алюминия, тем более, что электросварка для начинающих, видео уроки которой можно посмотреть в сети, вовсе не сложна!
Полуавтоматическая сварка алюминия в технологическом аспекте сложнее, чем с любым другим металлом. Защитная плёнка на его поверхности плавится при температуре 2200 градусов по Цельсию, а сам алюминий плавится при 660 градусах. Поэтому качество шва будет зависеть от мастерства и опыта сварщика, который будет выполнять эту работу.
Видео: Сварка полуавтоматом без газа
21 Март 2014
al-shop.ru
www.samsvar.ru
Сварка полуавтоматом для начинающих: видео уроки
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.

Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.

Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Видео-инструкция: настройка.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
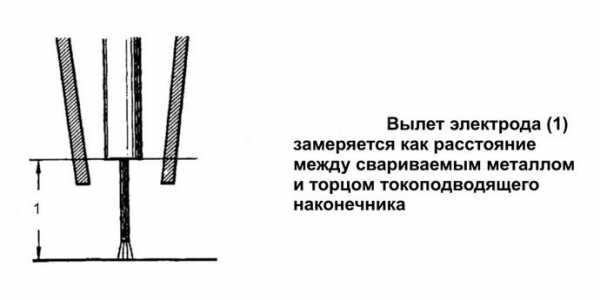
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.

Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Загрузка…plavitmetall.ru