Каталог продукции | Компания АЗИМУТ ФОТОНИКС является официальным дистрибьютором (прямым дилером) продукции Thorlabs в России, предлагая весь ассортимент из каталога Thorlabs по ценам в российских рублях с учетом всех налогов и НДС, оказывает полную техническую поддержку и распространяет гарантийные обязательства на все поставляемое оборудование.
| |||||
 0 мм), Thorlabs
0 мм), Thorlabs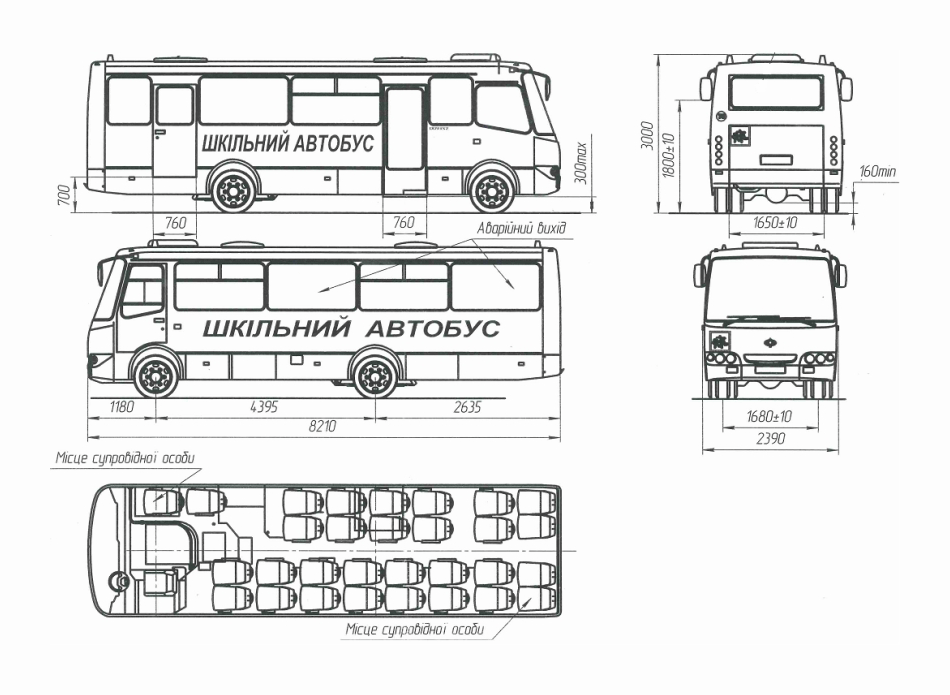 035″-40), боковой паз (2.0 мм), Thorlabs
035″-40), боковой паз (2.0 мм), Thorlabs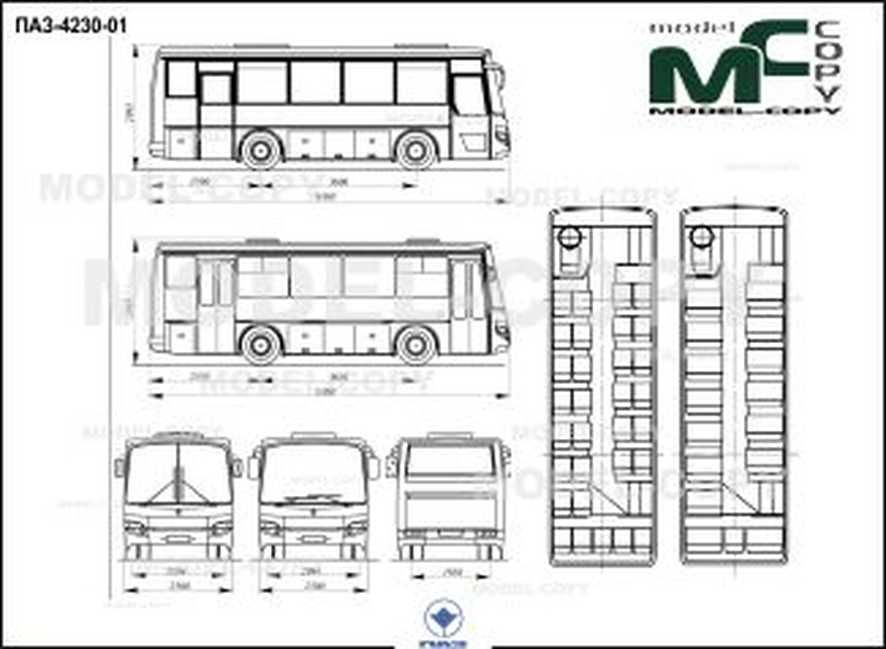 0 мм), Thorlabs
0 мм), Thorlabs

 25 мм с внешней резьбой SM1 (1.035″-40), Thorlabs
25 мм с внешней резьбой SM1 (1.035″-40), ThorlabsШпонка и шпоночное соединение: обозначение, виды, чертежи, материал
Шпоночное соединение – разновидность соединения, состоящего из шпонки на валу и ступицы. Шпонкой называется деталь, которая соединяет узлы путем установки в пазы.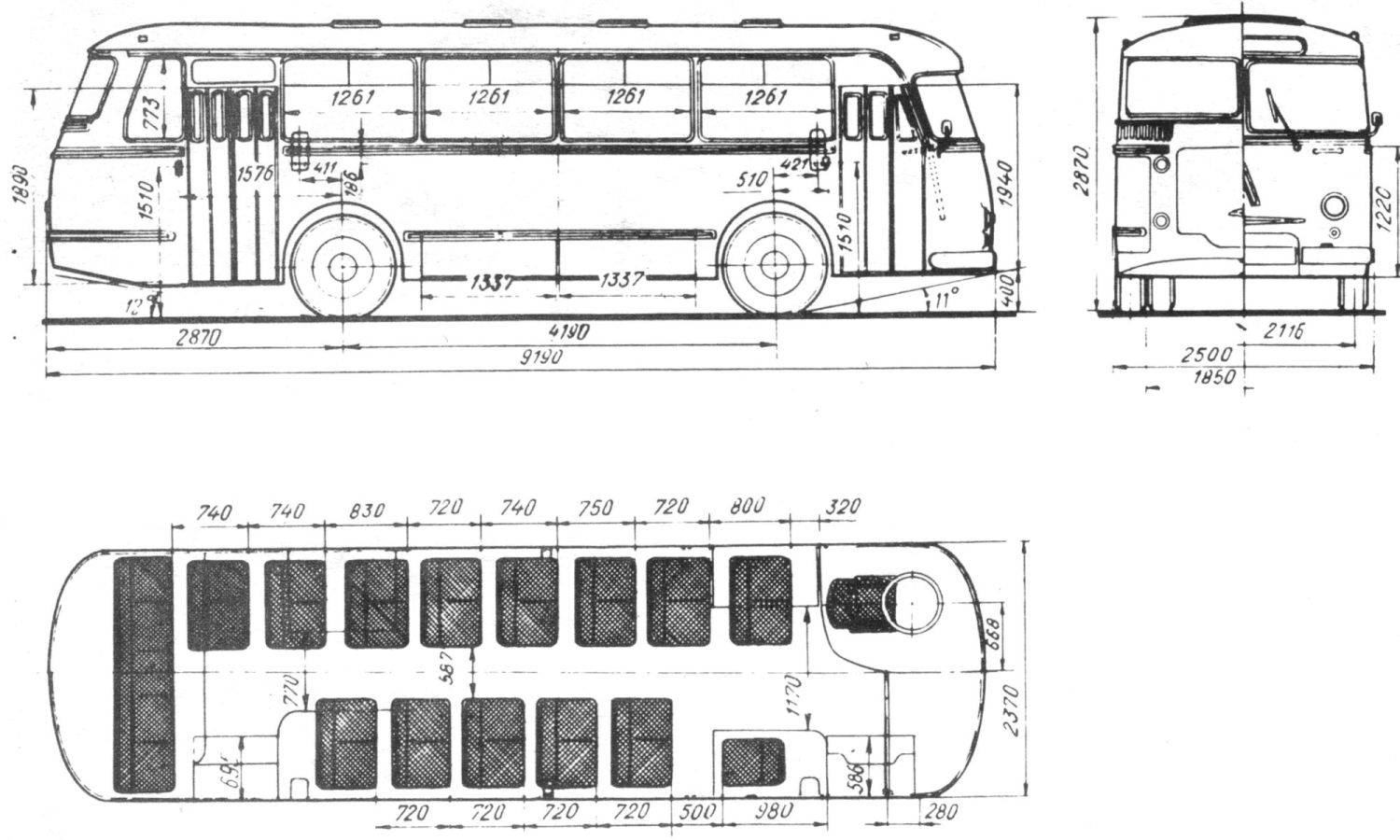 Основной ее функцией является передача вращающего момента между узлами. Существует определенная стандартизация их разновидностей. Шпонка имеет специальные пазы, вырезанные путем фрезерования.
Основной ее функцией является передача вращающего момента между узлами. Существует определенная стандартизация их разновидностей. Шпонка имеет специальные пазы, вырезанные путем фрезерования.
Применение
Основным применением шпоночных соединений является монтаж на вал с помощью пазового соединения. В большинстве своем шпоночный паз напоминает клин. Такой тип соединения деталей позволяет валу и ступице не проворачиваться относительно оси друг друга. Фиксированное положение ступицы к валу со шпонкой позволяет добиться высокого КПД при передаче усилия.
Наиболее часто шпоночное соединение можно встретить в машиностроении, при строительстве станков. Часто она используется при производстве автомобилей и других механизмов, где требуется повышенная надежность фиксации деталей машин. Высокая надежность достигается благодаря функции предохранительного узла вала со шпоночным пазом.
Шпонка выступает предохранителем в случаях превышения максимального уровня крутящего момента. В подобных случаях происходит срез шпонки, поглощая чрезмерную нагрузку она снимает ее из вала и ступицы.
В подобных случаях происходит срез шпонки, поглощая чрезмерную нагрузку она снимает ее из вала и ступицы.
Благодаря своим свойствам она стала широко распространенной в машиностроении, она отличается высокой эффективностью, простотой изготовления и монтажа, а также низкой стоимостью. Подобные характеристики особо важны в промышленном производстве, особенно в сельском хозяйстве. В разгар сезона часто возникают случаи поломок отдельных узлов, которые нужно заменить максимально быстро. Чаще всего можно встретить в узлах пресс-подборщиков.
Учитывая все вышесказанное, выделяются основные позиции, для чего нужна шпонка:
- Обеспечение безопасность соединяемых узлов при повышенных нагрузках.
- Достижение высокой степени фиксации отдельных элементов механического узла.
- Выполняет функцию предупреждения проворачивания узла и ступицы.
- Надежность подобного соединения превышает надежность аналогов при фиксации вала с деталями.
В общем, встретить шпоночное соединение можно практически в любом сложном механизме, что обусловлено его техническими характеристиками.
Виды шпонок
Основные виды шпонок делят на два типа: напряженные и ненапряженные. Среди которых выделяются такие типы шпонок:
- Клиновые. Особый тип, который отличаются углом наклона верхней грани. В общем разделение на виды происходит исходя из классификации шпоночных соединений. Устанавливается в паз с помощью физической силы, ударным методом. Применение такого типа соединения позволяет добиться необходимого напряжения. Нарезанный клин, находясь в пазе, распирает его изнутри. За счет силы прижатия, вал и ступица совместно вращаются.Используется довольно редко, так как ее использование предусматривает индивидуальный подгон. Это можно считать недостатком для массового производства механизмов. Основное назначение — применение в тихоходных передачах и узлах неподвижного соединения.Среди клиновых шпонок выделяют:
- на лыске;
- фрикционные;
- без головки и с головкой.
- Сегментные. Производятся в виде сегментной пластины, загоняемой в паз.
 Производиться методом фрезерования. Широко применяются в производстве, так как просты в изготовлении, не требуют особой точности при нарезании и легко устанавливается. Отличается установкой в боле глубокий паз, в сравнении с аналогами. Глубокий паз не подходит для больших нагрузок, так как значительно снижает прочность вала, поэтому используется при небольших крутящих моментов.На длинных ступицах может устанавливаться несколько шпонок, так как они имеют фиксированную длину. Выполняют предохранительную функцию на срез и смятие.
Производиться методом фрезерования. Широко применяются в производстве, так как просты в изготовлении, не требуют особой точности при нарезании и легко устанавливается. Отличается установкой в боле глубокий паз, в сравнении с аналогами. Глубокий паз не подходит для больших нагрузок, так как значительно снижает прочность вала, поэтому используется при небольших крутящих моментов.На длинных ступицах может устанавливаться несколько шпонок, так как они имеют фиксированную длину. Выполняют предохранительную функцию на срез и смятие. - Призматические. Отличаются параллельными гранями, которые устанавливаются в паз и фиксируют ступицу. Рабочими гранями в таки случаях являются боковые. Относятся к ненапряженному типу шпоночных соединений, поэтому существует вероятность возникновения коррозии в месте соединения. Для исключения коррозии, муфта и вал соединяются с натягом. Концы производятся обычно со скругленными или плоскими концами. Для скругленного типа рабочей поверхностью считается длина прямых краев.
 Паз нарезается с помощью фрезы.Передача усилия происходит путем давления поверхности паза на шпонку, которая передает крутящий момент на паз ступицы. Данный тип соединения призматической шпонкой часто используется для подвижных соединений, поэтому используют дополнительное крепление с помощью винтов. Как и многие другие типы выполняет функцию предохранителя при смятии и срезе.
Паз нарезается с помощью фрезы.Передача усилия происходит путем давления поверхности паза на шпонку, которая передает крутящий момент на паз ступицы. Данный тип соединения призматической шпонкой часто используется для подвижных соединений, поэтому используют дополнительное крепление с помощью винтов. Как и многие другие типы выполняет функцию предохранителя при смятии и срезе. - Цилиндрические. Штифты в таких шпонках изготавливаются в виде цилиндров. Работаю в натяжении с отверстием на торце вала, которое высверливается под соответствующие размеры шпонок. Используется в тех случаях, когда ступица устанавливается на конце вала. Требует особого подхода к монтажу шпоночных соединений.Позволяют работать на срез и смятие. Поэтому выбор шпонки производят исходя из прочности на смятие.
- Клиновые. Особый тип, который отличаются углом наклона верхней грани. В общем разделение на виды происходит исходя из классификации шпоночных соединений. Устанавливается в паз с помощью физической силы, ударным методом. Применение такого типа соединения позволяет добиться необходимого напряжения. Нарезанный клин, находясь в пазе, распирает его изнутри. За счет силы прижатия, вал и ступица совместно вращаются.Используется довольно редко, так как ее использование предусматривает индивидуальный подгон. Это можно считать недостатком для массового производства механизмов. Основное назначение — применение в тихоходных передачах и узлах неподвижного соединения.Среди клиновых шпонок выделяют:
Исходя из типа посадки выделяются:
- Свободная – применяется в случаях, когда выполнять сварочные работы довольно сложно и есть необходимость подвижного сцепления деталей во время работы.
- Плотная – нужна для создания сцеплений, движение которых во время работы выполняется в одном пространственном положении.
Обозначения на чертежах
На чертежах обозначение призматических шпонок происходит исходя из нормативного документа ГОСТ. Они делятся на шпоночные пазы: высокие, нормальной высоты и направляющие. Рабочими гранями у них являются боковые.
На сборочном чертеже обозначение выполняется с учетом диаметра вала, крутящего момента, сечения и длины.
Например:
Шпонка 3–20Х12Х120 ГОСТ 23360-78;
Где 3 – исполнение, 20Х12 – сечение, 120 – длина.
Скачать ГОСТ 23360-78
Обозначение остальных типов шпонок на изображениях выполняется таким же образом, исходя из соответствующих ГОСТов, разработанных для каждой отдельной модели.
Указанное обозначение должно четко характеризировать деталь, что очень важно для получения надежного соединение. Ведь даже малейший зазор может стать причиной быстрого износа рабочих узлов и потери эффективности во время работы.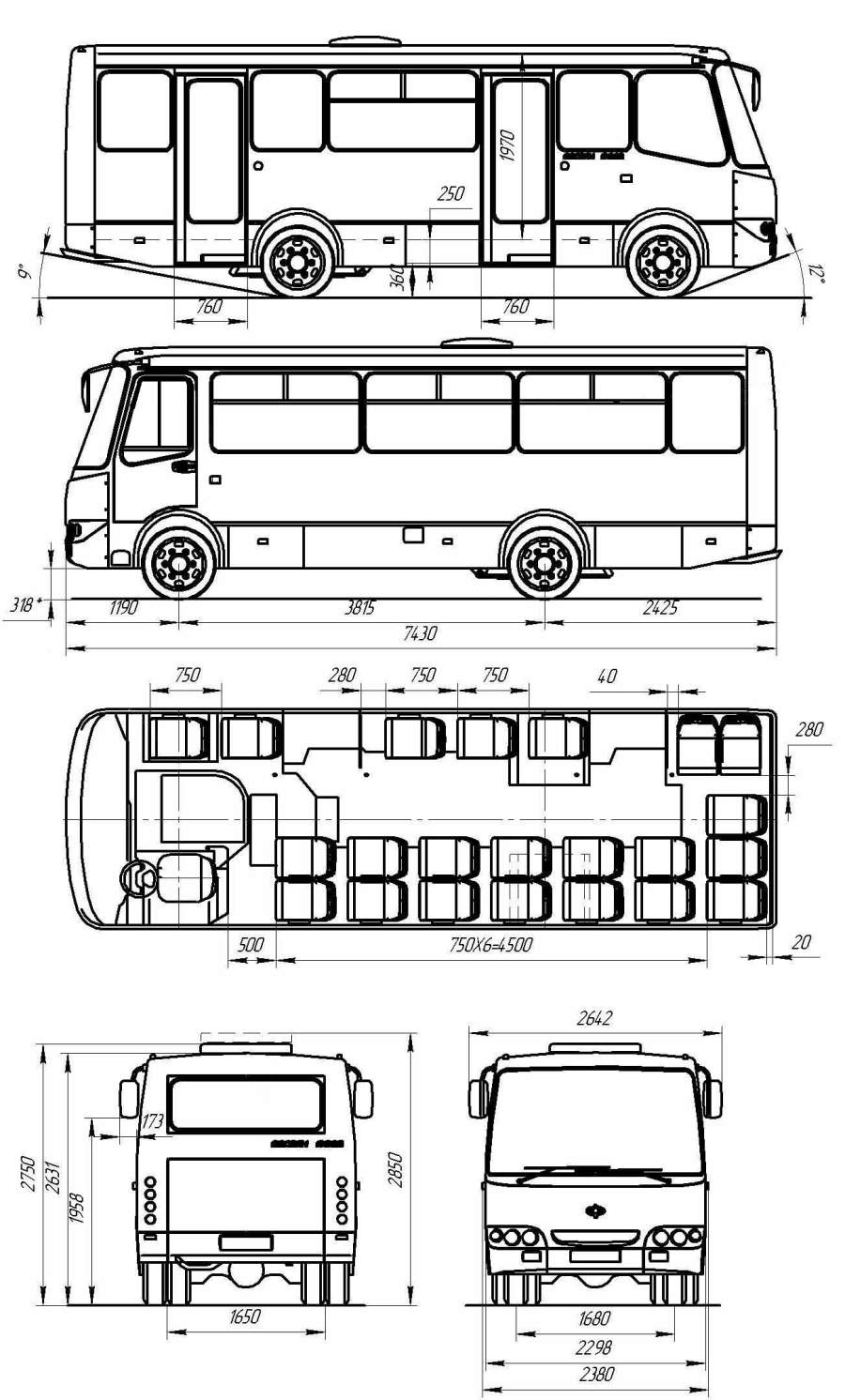
Достоинства и недостатки
Как и любой тип соединений, шпоночные имеют ряд достоинств и недостатков. К достоинствам шпоночных соединений можно отнести простоту большинства типов шпонки. При этом монтаж и замена такой детали выполняется легко и быстро. Благодаря чему они получили широкое применение в машиностроении. Также обеспечивает функцию предохранения.
К недостаткам относиться ослабление ступицы и вала. Оно возникает исходя из повышенного напряжения и уменьшения поперечного сечения. Также ослабление деталей вызвано из-за нарезанного паза, который снижает осевую прочность вала.
Чтобы минимизировать недостатки, нужно добиться отсутствия перекоса шпонки в пазе. Для этого нужно обеспечить отсутствие зазора, что делается путем индивидуального изготовления и подгона шпонки. Из-за этого в крупносерийном производстве редко применяют любые разновидности шпоночных соединений. Если добиться отсутствия перекоса не удалось, площадь рабочего контакта уменьшается, в следствие чего степень максимальной нагрузки уменьшается.
Также наличие зазора вызывает эффект биения, особенно на высоких скоростях. Это приведет к быстрому износу рабочих деталей. Из-за этого подобное соединение редко применяется для быстровращающихся валов. Для подбора подходящей шпонки лучше использовать таблицу шпоночных соединений.
Материал шпонок
Для изготовления шпоночного соединения применяют калибровочный металлопрокат. Чаще всего используется сталь марки 45. Она относиться к углеродистым сталям обычного типа, которая часто применяется для производства деталей высокой прочности. Сталь используется в виде бруска длиной 1 м.
В некоторых случаях может применять углеродистая сталь марки 50. Она необходима, когда требуется повышенные прочностные свойства полученных шпонок. Реже применяются легированные стали, например, марки 40х, для которой характерен высокий показатель твердости, достигаемый путем термической обработки.
Скачать ГОСТ 8787-68
Стальные заготовки обрабатываются с помощью фрезы, сверлильных станков, станков для рубки, шлифовальных машин и других инструментов. Используемые станки имеют блок управление, который позволяет с помощью числовых программ изготовить деталь необходимых параметров.
Цена полученной шпонки довольно низка, поэтому приобрести необходимую деталь довольно легко. Но в некоторых случаях, когда есть необходимость срочного получения шпонки, изготовить ее можно самостоятельно. Чаще всего подобная необходимость возникает в сельском хозяйстве, где во время сезонных работ часто возникают поломки, которые нужно отстранить. При этом ближайшие точки продажи необходимых деталей находиться на расстоянии в несколько десятков километров.
Имея небольшое количеству инструмента под рукой и заготовку из соответствующего материала, можно быстро изготовить временную замену. При соблюдении технических характеристик, полученная деталь сможет полноценно заменить заводскую, но лучше всего при первой возможности приобрести шпонку нужной прочности и геометрических параметров. Это необходимо для избежание преждевременного износа механизмов.
Это необходимо для избежание преждевременного износа механизмов.
Иногда для производства могут использовать другие материалы, например, пластик высокого качества. В качестве материала может использоваться дерево, чаще всего при изготовлении мебели.
В качестве материала лучше использовать разные породы дерева, для шпонки подойдет более мягкий материал чем основной. Это позволит обезопасить основную конструкцию от повреждений в случае повышенной нагрузки. Легче заменить шпонку чем большой конструкционный узел.
Для предотвращения проникания влаги в железобетонные конструкции используются специальные шпонки – ватерстоп. Изготавливают их из резины высокого качества и ПВХ. Это позволяет добиться необходимой степени водонепроницаемости и стойкости к растворам агрессивных химических веществ.
Заключение
Такой тип соединения отличается простотой и достаточно высокой надежностью, из-за чего получил высокую популярность в промышленности. Разнообразие видов позволяет подобрать оптимальный тип соединения, что позволит добиться высокой эффективности, надежности готовой конструкции и страховку узлов от повреждений при повышении допустимых нагрузок. Подобрав шпонку исходя из соответствующих ГОСТов, можно добиться высокой эффективности работы соединения.
Разнообразие видов позволяет подобрать оптимальный тип соединения, что позволит добиться высокой эффективности, надежности готовой конструкции и страховку узлов от повреждений при повышении допустимых нагрузок. Подобрав шпонку исходя из соответствующих ГОСТов, можно добиться высокой эффективности работы соединения.
На сегодняшний день можно легко подобрать необходимую деталь, что позволяет быстро сделать монтаж и замену в случае необходимости.
6.4. Шпоночные пазы
шлифовального круга со стандартными параметрами (рис. 6.18). Аналогичным образом постройте такую же канавку с противоположного торца вала.
6.4.1. Общие сведения
Шпоночное соединение — одно из распространенных средств передачи крутящего момента от вала втулке. Эти соединения применяют в тех случаях, когда нет особых требований к точности центрирования соединяемых деталей. Шпоночные соединения могут обеспечивать как неподвижное, так и подвижное вдоль оси соединение.
Эти соединения применяют в тех случаях, когда нет особых требований к точности центрирования соединяемых деталей. Шпоночные соединения могут обеспечивать как неподвижное, так и подвижное вдоль оси соединение.
По форме шпонки разделяются на призматические, клиновые, сегментные и тангенциальные. Чаще других используются призматические шпонки с закругленными торцами, так называемого исполнения 1 по ГОСТу 23360-78 (рис. 6.19, а).
На валу изготавливается паз длиной, равной длине шпонки (рис. 6.19, б). Для облегчения сборочных операций допускается изготавливать длину шпоночного паза на 0,5—1,0 мм больше длины шпонки. Шпоночные пазы не доводят до торца вала на расстояние L = 3…5 мм при диаметре вала Db ≤ 30 мм и L = 5…7 мм при Db > 30 мм. При наличии на ступенчатом валу нескольких шпоночных пазов их рекомендуется располагать в разных плоскостях.
Во втулке продалбливают (как правило, на всю длину втулки) шпоночную канавку (рис. 6.19, в).
Шпонка вставляется в паз на валу (рис.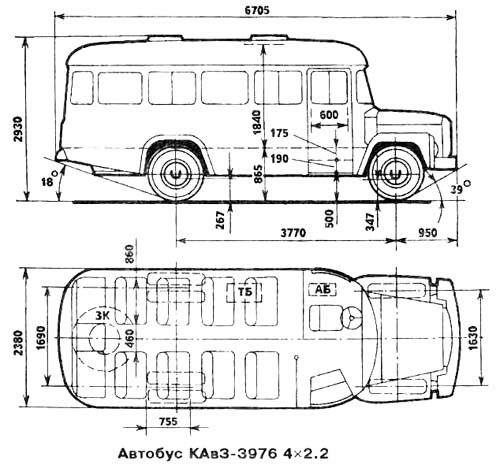 6.19, г). Затем втулка надевается на вал таким образом, чтобы выступающая часть шпонки вошла в шпоночную канавку (рис. 6.19, д). Глубина канавки должна обеспечивать зазор К между поверхностью шпонки и канавкой (рис. 6.20).
6.19, г). Затем втулка надевается на вал таким образом, чтобы выступающая часть шпонки вошла в шпоночную канавку (рис. 6.19, д). Глубина канавки должна обеспечивать зазор К между поверхностью шпонки и канавкой (рис. 6.20).
Поперечные размеры шпонки b×h увязаны с размером диаметра Db вала. В справочных таблицах ГОСТа 23360-78 определены диапазоны диаметров (свыше Dmin до Dmax) вала, для которых установлены соответствующие сечения шпонок. Длина шпонок l также стандартизована. При работе с КОМПАС-библиотекой нет необходимости в разыскивании этой информации в справочной литературе — все данные для построения имеются в диалоговых окнах библиотеки.
При изображении шпонок на сборочных чертежах они показываются не рассеченными на продольных разрезах и рассеченными — на поперечных разрезах.
Трехмерные библиотеки | 315 |
Рис. 6.19. Элементы шпоночного соединения:
а— призматическая шпонка с закругленными торцами;
б— шпоночный паз на валу; в — шпоночная канавка во втулке;
г— шпонка, вставленная в паз на валу;
д— шпоночное соединение в сборе (втулка показана с вырезом четверти)
На чертежах деталей с призматическими шпонками размеры шпоночного паза на валу проставляют обычно как на рис.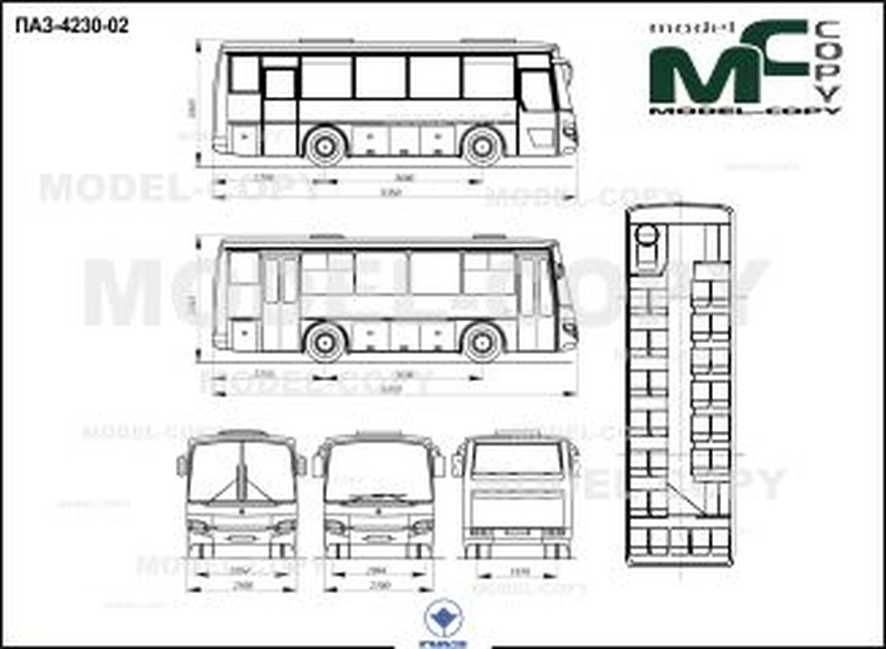 6.21, а, а шпоночной канавки во втулке — как на рис. 6.21, б.
6.21, а, а шпоночной канавки во втулке — как на рис. 6.21, б.
При этом обязательными считаются следующие размеры:
длина Lp шпоночного паза;
ширина b шпоночного паза вала и втулки;
глубина пазов: на валу — размер t1 и во втулке — размер Db + t2;
диаметры Db вала и отверстия втулки.
Рис. 6.20. Параметры шпоночного соединения
Рис. 6.21. Простановка размеров на элементах шпоночного соединения: а — на валу; б — во втулке
Кроме того, допускается наносить в качестве справочного размера радиус закругления шпоночного паза, для облегчения выбора параметров фрезы. Радиус r сопряжения дна шпоночного паза с боковыми гранями указывают только для ответственных шпоночных соединений.
Трехмерные библиотеки | 317 |
6.4.2. Пример 24. Моделирование шпоночного паза под призматическую шпонку
Выполните моделирование шпоночного паза под призматическую шпонку
вцентральной части вала из предыдущего раздела (см. рис. 6.18).
рис. 6.18).
1.Откройте файл с моделью вала.
2.Кнопкой Менеджер библиотек на Стандартной панели вызовите диалоговое окно КОМПАС-библиотек. Раскройте раздел Расчет и построение и в правой части окна дважды щелкните на пункте КОМПАС-SHAFT 3D (рис. 6.22).
Рис. 6.22. Подключение библиотеки КОМПАС-SHAFT 3D
3.Раскроется библиотека КОМПАС-SHAFT 3D (рис. 6.23). При помощи прокрутки найдите пункт Шпоночный паз под призматическую шпонку
и также двойным щелчком активизируйте его.
Рис. 6.23. Вызов команды Шпоночный паз под призматическую шпонку
4.В окне документа щелчком мыши укажите на цилиндрическую поверхность в центральной части вала, на которой должен быть построен шпоночный паз. Эта поверхность выделится аквамариновым цветом (рис. 6.24).
Рис. 6.24. Выделенная цилиндрическая поверхность для построения шпоночного паза
5.В диалоговом окне Сообщение библиотеки проследите, чтобы был установлен переключатель Внешняя, и нажмите кнопку OK (рис. 6.25).
Рис. 6.25. Диалоговое окно Сообщение библиотеки
6.После этого появится диалоговое окно Паз под призматическую шпонку по ГОСТ 23360-78 (рис. 6.26). Диаметр Db и длину Lb цилиндрической поверхности система определит автоматически. Эти данные будут отражены в таблице в нижней части окна. В этой же таблице помещается справочная информация: минимальный Dmin и максимальный Dmax диаметры вала стандартизованного диапазона, ширина b и глубина t1 шпоночного паза, радиус r сопряжения дна шпоночного паза с боковыми гранями (или фаска S1 ×45°).
7.В левой верхней части диалогового окна в поле списка Шпонка появится обозначение шпонки 18×11×50 (b×h×l в мм), предложенной системой. При этом сечение шпонки 18×11 автоматически выбрано в зависимости от
Трехмерные библиотеки | 319 |
диапазона Dmin—Dmax, в который попал диаметр вала Db. Если необходимо выбрать другую длину шпонки l, раскройте список Шпонка и укажите нужный типоразмер (рис. 6.27). В нашем случае длина шпонки 50 мм является приемлемой.
Рис. 6.26. Диалоговое окно Паз под призматическую шпонку по ГОСТ 23360-78
Рис. 6.27. Раскрытый список Шпонка диалогового окна Паз под призматическую шпонку по ГОСТ 23360-78
8.Длина шпоночного паза Lp должна быть равна длине шпонки l. Поле Длина паза Lp, мм оставьте без изменений. В поле Расстояние L, мм установите расстояние L от базовой грани 5 мм, а в поле Угол Alfa, град. — угол поворота паза относительно вертикальной оси 180°. Нажмите кнопку Указать грань (на время диалоговое окно свернется). В окне документа укажите базовую грань, относительно которой будет построен шпоночный паз — эта грань выделится зеленым цветом (рис. 6.28).
9.Диалоговое окно снова возникнет на экране, и в поле указанных граней появится надпись Грань 1. Нажмите кнопку OK. Система построит шпоночный паз с заданными параметрами (рис. 6.29).
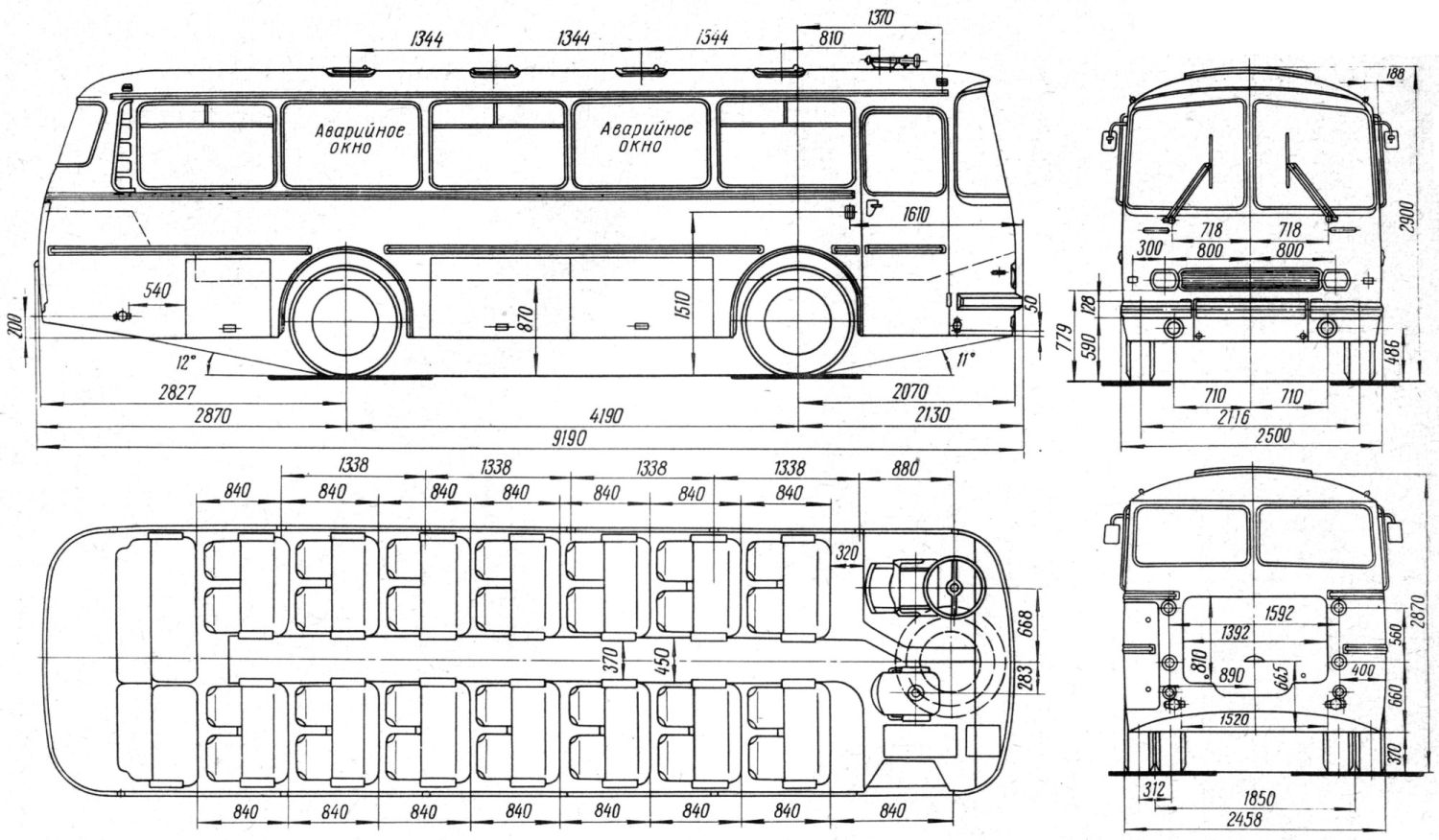
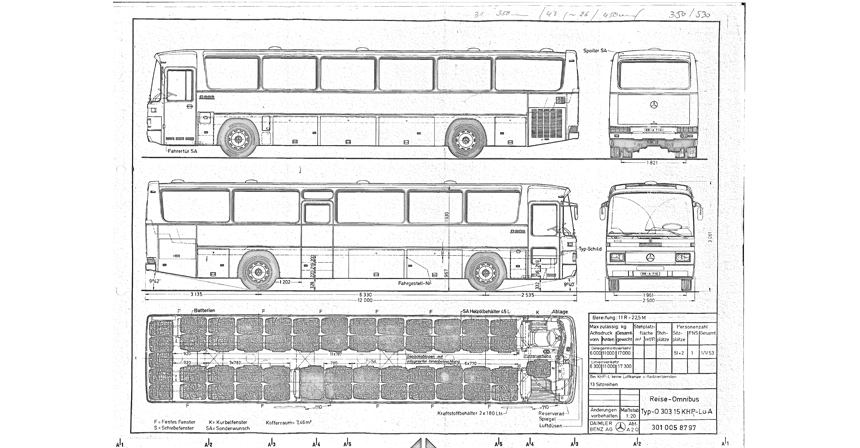
Планировочные решения участков и цехов АТП
Разработана планировка зоны ТР по обслуживанию автобусов ПАЗ. Шесть универсальных постов, один пост — резервный. Площадь участка 1296 кв.м., количество смен работы — 3, штатное количество рабочих — 31 человек.
Подбор технологического оборудования
Наименование оборудования | Тип модель | Кол-во | Размеры в плане, мм | Общая площадь, м2 | |
Слесарный верстак | Р-108 | 6 | 1700х650 | 6,63 | |
Инструментальная тележка | Феррум 02.230-3000 | 6 | 950х486 | 2,77 | |
Гайковерт для колес | Polarus-08 | 3 | 1040х520 | 1,62 | |
Стеллаж для деталей | СИ | 4 | 1200х700 | 3,36 | |
Установка для мойки и очистки деталей | ОРГ-490 | 1 | 1200х850 | 1,02 | |
Ларь для отходов | СИ | 4 | 500х500 | 1,00 | |
Траверса с пневмоприводом | мод.406Р | 6 | — | — | |
Кран-балка | ПК-100 | 2 | — | — | |
Тележка для агрегатов | СИ | 2 | 1500х560 | 1,68 | |
Тележка для снятия и транспортировки колес | ТГП-1 | 1 | 1200х1020 | 1,22 | |
Пресс гидравлический | 2135-1М | 1 | 450х370 | 0,17 | |
Вертикально-сверлильный станок | 2Б125 | 1 | 850х300 | 0,26 | |
Заточной станок | ГАРО 345.77 | 1 | 437х300 | 0,13 | |
Ларь для обтирочных материалов | СИ | 1 | 400х400 | 0,16 | |
Подставка под автомобиль | СИ | 8 | 300х300 | 0,72 | |
Смазочно-заправочная установка | У-320 | 1 | 1200х800 | 0,96 | |
Подставка под ноги при работе в смотровой канаве | СИ | 6 | 400х700 | 1,68 | |
Емкость для масел | СИ | 2 | d450 | 1,26 | |
Огнетушитель с подставкой | ОХП-10 | 4 | 350х350 | 0,49 | |
Пожарный щит | — | 1 | — | — | |
Ящик с песком | СИ | 1 | 550х550 | 0,30 | |
ИТОГО | 35,43 | ||||
Технологическая оснастка
Наименование оборудования | Тип модель | Кол-во |
Набор слесарного инструмента | «Jonnesway», 140 предметов | 8 |
Набор отверток | — | 4 |
Домкрат бутылочный | TOOLS 245 | 4 |
Набор торцевых головок | TOOLS 046.3 | 4 |
Машинка угло-щлифовальная | УГМ-593 «Энкор» | 2 |
Дрель электрическая | «Энкор» 950-39 | 2 |
Пневмогайковерт ручной | Elicon 3g-35 | 6 |
Выборка пазов » Самоделки Своими Руками – Сделай Сам (чертежи, руководства)
ПАЗЫ МОЖНО СДЕЛАТЬ ВЕЗДЕ
При пазовом соединении конец одной детали входит в мелкий паз, выпиленный поперек волокон другой. Это соединение является улучшенным вариантом простого соединения встык. Заплечики паза обеспечивают приличную прочность. Фактически такое соединение невозможно сломать, например, нажав на полку. Если оно подогнано плотно, то хорошо выдерживает косую нагрузку, когда сила направлена по диагонали поперёк корпуса. Установка задних стенок в шкафчики или комоды и донышек в выдвижные ящики дополнительно усиливает всю конструкцию. Наконец, паз облегчает сборку, определяя положение частей и удерживая их от проскальзывания.
Используя всего два типа соединений в паз, можно сделать почти любую корпусную деталь. Основное соединение, где в паз входит полная толщина смежной детали, позволяет собрать книжные шкафы, комоды для игрушек, навесные полки или любые другие корпуса, в которых боковые стенки выходят за смежные детали (рис. 1).
Рис. 1. Основное соединение в паз.
Рис. 2. Модифицированное соединение паз/шип.
Если такие «проходные» углы не годятся или неприглядны, используйте модифицированное соединение (рис. 2), которое называется паз/шип.
Выдвижные ящики — тоже коробки. Их легко сделать с использованием основного соединения в паз и соединения паз/шип (рис. 3). Пример ЗА — самое прочное из них, в примерах ЗВ и ЗС можно ослабить переднюю стенку. Если вы хотите скрыть торцы боковых стенок выдвижного ящика, представленного на ЗА, закройте их фальшивой передней стенкой или используйте соединение в четверть, как показано на 30, усиленное гвоздями или шкантами.
Рис. 3. Пазы в выдвижных ящиках.
ОСНОВНОЕ СОЕДИНЕНИЕ В ПАЗ
Выпиливание пазов на настольной циркулярке набором дисков для пазов выполняется намного быстрее, чем вручную. Но с длинными или широкими деталями трудно маневрировать вокруг стола. Маятниковая пила решает эту проблему, но ей присущ недостаток — обычно её консоли не хватает для запи-ливания поперёк широких деталей.
С этой бедой помогает справиться фрезер. Но и здесь есть свои недостатки.
Во-первых,- если вы выбираете более одной пары пазов, установка линейки для каждой стороны может занять много времени. Поэтому используйте вставку шириной, равной расстоянию от ребра основания фрезера до фрезы. Чтобы установить линейку, сдвиньте вставку вдоль намеченной линии заплечика на обрабатываемой детали (рис. 4).
Рис. 4. Вставка для фрезера.
Во-вторых, толщина обрабатываемой детали практически никогда не соответствует фрезе, чтобы гарантировать получение плотно подогнанного соединения. Можно прострогать или зачистить части из цельного дерева, но детали из фанеры подрезать трудно. Выпиливание паза для подгонки более понятно. Но для этого требуются два прохода фрезером — по одному на каждый заплечик.
Столкнувшись вплотную с выборкой пазов, можно сделать несложное приспособление (фото А).
ПРИСПОСОБЛЕНИЕ ДЛЯ ВЫБОРКИ ПАЗОВ
Приспособление состоит из двух линеек (по одной для каждого заплечика паза) и двух планок, которые опираются на кромки обрабатываемой детали. Одна линейка и одна планка Т-образно скреплены под прямым углом. Зазоры вдоль другой планки и линейки позволяют установить доски шириной до 300 мм и выбирать пазы шириной до 38 мм. Две струбцины в регулируемой планке опираются в обрабатываемую деталь и фиксируют приспособление на месте.
Для работы необходим комплект направляющих втулок для фрезера. С втулками линейки должны быть немного смещены в сторону относительно ширины самого паза.
Приспособление сделано из тополя, но подойдёт и фанера из карельской березы или МДФ. Т-образные гайки и винты Мб утоплены, поэтому фрезер может скользить по линейкам беспрепятственно.
Закончив изготовление, нужно сделать вставки для установки линеек. Кусок обрезка доски длиной приблизительно 450 мм, шириной 150 мм и толщиной 20 мм прострогайте до одинаковой толщины по всей длине.Все зависит от размера втулки и фрезы. Оставьте приспособление на месте, пока делаете и подгоняете четыре вставки, каждая длиной приблизительно по 50 мм, шириной около 25 мм и толщиной, равной толщине зазоров. В идеале толщина вставок должна равняться половине разницы диаметров фрезы и втулки.
Точная подгонка вставок выполняется при использовании их с установленными линейками при фрезеровании на коротком обрезке, который был отпилен раньше. Ослабьте регулируемую линейку, положите обрезок между линейками и две вставки на каждую сторону.
Затяните винты. Удалите вставки и обрезок и отфрезеруйте паз. Если обрезок не входит в паз, отрегулируйте толщину вставок.
РАБОТА С ПРИСПОСОБЛЕНИЕМ
Разметка пазов — очень простая. Определите линию заплечиков для каждого паза, сделав карандашом отметку на лицевой стороне обрабатываемой детали. Можно положить две боковые стенки вместе и разметить все пазы сразу или разметить вторую боковую стенку после фрезерования первой.
Когда приспособление выставлено и запилы размечены, совместите неподвижную линейку с отметкой (фото С), слегка затяните струбцины и сделайте проход фрезером, затем передвиньте приспособление к следующей отметке. Хорошо выбранный паз должен подходить к шипу без зазоров и люфтов (фото D).
СОЕДИНЕНИЕ ПАЗ/ШИП
Подобно основному пазу, соединение паз/шип (рис. 5) можно сделать несколькими способами: на циркулярке и фрезерованием. Независимо от способа, пропорции соединения такие: шип около 1/4-1/3 толщины детали, на которой он выпиливается, и приблизительно 1/4-1/3 толщины детали с пазом. Для гарантии плотного и хорошего соединения необходимо выпиливать пазы немного глубже длины шипов.
ВЫПИЛИВАНИЕ СОЕДИНЕНИЯ ПАЗ/ШИП НА ЦИРКУЛЯРКЕ
Так как это очень несложное соединение, проще и быстрее сочетать разметку и установку. Проверьте установки на обрезках досок (рис. 6 и 7).
Легче подогнать шип к пазу, поэтому сначала сделайте паз. Установите глубину запила замером или на глаз, прижав диск к детали, в которой будет паз. Затем установите линейку для выпиливания внутреннего заплечика паза (рис. 6, шаг 2), сделайте запил во всех деталях с пазами, переставьте линейку и выпилите вторые заплечики.
Узкие детали, например, боковые стенки книжных шкафов, можно запилить с помощью делительной головки, удерживая торец обрабатываемой детали в контакте с линейкой во время работы. Также перед диском можно прикрепить ограничитель к линейке, чтобы торец детали упёрся в него.
Наиболее точный способ выбрать паз на циркулярке — положить обрабатываемую деталь на стол и, прижав её к линейке, выпилить заплечик. Затем поставить деталь на торец и выпилить толщину шипа. Этот способ позволяет точно контролировать толщину шипа, но он неудобен для длинных деталей или тех, которые запиливаются поперек. Шипы на этих деталях лучше выполнять несколькими горизонтальными запилами. Выпилив заплечик, прижмите деталь к линейке и с помощью делительной головки несколькими проходами выпилите лишнюю древесину. В отличие от первого способа, здесь толщина шипа зависит от толщины обрабатываемой детали.
Независимо от аккуратности выполнения шипов, обычно обнаруживается некоторое изменение в их размерах, особенно при выпиливании в цельной древесине. Здесь можно посоветовать выпиливать шипы немного толще, а затем при подгонке подрезать их рубанком для заплечиков. Лезвие рубанка для заплечиков проходит поперёк всей его узкой подошвы, поэтому можно резать прямо в угол заплечика шипа.
ФРЕЗЕРОВАНИЕ СОЕДИНЕНИЯ ПАЗ/ШИП
Для больших и широких частей корпусов или длинных и узких деталей фрезерование пазов относительно просто и безопасно. Выберите фрезу правильного диаметра, прикрепите линейку к основанию фрезера и делайте им проходы, перемещая линейку вдоль торца детали
(рис. 8). Многие фрезеры продаются с линейкой, но для повышения качества работы её надо прижать к основанию струбциной или шурупами.
Наиболее точный способ отфрезеровать шип — чётко задать его толщину между линейкой и фрезой (рис. 9). Чтобы поддержать основание фрезера, струбциной прижмите обрезок толстой доски заподлицо с концом обрабатываемой детали.
САМОДЕЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ВЫБОРКИ ПАЗОВ
Хотя приспособление и выглядит сложным, его достаточно легко сделать (рис. 10). Выпилите заготовки в размер, а затем аккуратно прострогайте плоскости и кромки. Потом в неподвижной планке для неподвижной линейки несколькими запилами на циркулярке выберите паз. Затем, чтобы обеспечить плотную подгонку и прямоугольные края, острой стамеской подрежьте его заплечики. Соединение вполдерева на регулируемой линейке сделано так, чтобы её верхняя поверхность была в одной плоскости с неподвижной линейкой.
Все щели в планках и линейках отфрезеруйте с помощью линейки, прижатой к основанию фрезера (рис. 8). Сначала, выпуская фрезу приблизительно на 3 мм в каждом проходе, за несколько проходов отфрезеруйте узкие сквозные щели. Затем отфрезеруйте карманы для головок винтов и Т-образных гаек.
В качестве струбцин использованы маленькие прижимы. Прижимной подушкой служит Т-образная гайка на конце винта. Контргайка не даёт подушке ослабнуть, когда она прижимает обрабатываемую деталь. В регулируемой планке пазы выберите так, чтобы прижимы могли спрятаться за её ребро.
Рис. 10. Приспособление для выборки пазов.
(рисунок кликабельный)
Зажим анкерный НКК-1-1Б 16,25,35,50
Зажим анкерный НКК-1-1Б 16,25,35,50
Описание товара — Анкерный зажим НБ-2-6А, НКК-1-1Б:
Натяжной зажим должен обладать определёнными характеристиками для поддержания провода в натянутом состоянии и не допуская его провисания. Это помогает обеспечить бесперебойную работу электрического оборудования и избежать сбоев. Такой зажим необходим для того, чтобы соединять подвески с изолирующими свойствами к опорным конструкциям. Использования такого изделия снижает расходы при эксплуатации, а также характеристики не позволяют допустить механических или коррозийных повреждений провода. В нашей компании можно получить бесплатную консультацию специалиста, который поможет выбрать необходимую модель изделия.
Используется зажим анкерный для проводов СИП 3: НБ-2-6А; НКК-1-1Б, PAZ 3 для соединения к натяжным изолирующим подвескам анкерных и концевых опор. При желании купить зажим анкерный для проводов СИП 3: НБ-2-6А следует учесть, что он имеет корпус и прижимную планку из алюминиевого сплава, что существенно уменьшает потери от перемагничивания. Отсутствие пластинки помогает не повредить провод. При креплении зажим анкерный для проводов СИП 3: НБ-2-6А; НКК-1-1Б, PAZ 3 следует снять изоляцию.
Чертеж анкерного зажима НКК-1-1Б:
Спецификация зажима анкерного НБ-2-6А; НКК-1-1Б, PAZ 3
| Название | Сечение провода, мм2 | Масса, кг |
|---|---|---|
| НБ-2-6А | 70-150 | 1,13 |
| НКК-1-1Б | 16-50 | 0,80 |
| PAZ 3 (Niled) | 35-150 | 0,71 |
Categories: Арматура МЗВА
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}| Резьбовые, приварные внахлест, надвижные, соединения внахлест и глухие | Приварная шейка | |||||
| Внешний диаметр (1) | , когда O.D. 24 дюйма или меньше | ± 1/16 ″ | Внешний диаметр (1) | , когда O.D. 24 дюйма или меньше | ± 1/16 ″ | |
| , когда O.D. более 24 ″ | ± 1/8 ″ | , когда О.D. больше 24 ″ | ± 1/8 ″ | |||
| Внутренний диаметр | Резьбовой | в пределах допустимого калибра | Внутренний диаметр | = 10 ″ | ± 1/32 ″ | |
| Приварка внахлест, накладка и соединение внахлест | = 10 ″ +1/32 ″, -0 ″ = 12 ″ +1/16 ″, — 0 ″ | от 12 дюймов до 18 дюймов | ± 1/16 ″ | |||
| = 20 ″ | +1/8 ″, -1/16 ″ | |||||
| Внешний диаметр ступицы (1) | = 12 ″ | +3/32 ″, -1/16 ″ | Диаметр контактной поверхности | 1/16 ″ с выступом | ± 1/32 ″ | |
| = 14 ″ | ± 1/8 ″ | 1/4 ″ мужской язычок и бороздка с выступом для лица, Famale | ± 1/64 ″ | |||
| Диаметр контактной поверхности | 1/16 ″ с выступом | ± 1/32 ″ | Диаметр ступицы у основания (1) | , когда база ступицы составляет 24 дюйма или меньше | +1/16 ″ | |
| 1/4 ″ мужской язычок и бороздка с выступом для лица, Famale | ± 1/64 ″ | , когда база ступицы больше 24 ″ | ± 1/8 ″ | |||
| Диаметр цековки | То же, что и для внутреннего диаметра | Диаметр ступицы в точке сварки | NPS = 5 ″ | +3/32 ″, -1/32 ″ | ||
| NPS = 6 ″ | +5/32 ″.-1/32 ″ | |||||
| Бурение | Окружность болта | ± 1/16 ″ | Бурение | Окружность болта | ± 1/16 ″ | |
| Расстояние между отверстиями под болты | ± 1/32 ″ | Расстояние между отверстиями под болты | ± 1/32 ″ | |||
| Концентричность окружности болта относительно торца | NPS = 2 1/2 ″, 1/32 ″ макс. | Концентричность окружности болта относительно торца | NPS = 2 1/2 ″ 1/32 ″ макс. | |||
| NPS = 3 ″, 1/16 ″ макс. | NPS = 3 ″ 1/16 ″ макс. | |||||
| Толщина | = 18 ″ | +1/8 ″, -0 ″ | Толщина | = 18 ″ | +1/8 ″, -0 ″ | |
| = 20 ″ | +3/16 ″, — 0 ″ | = 20 ″ | +3/16 ″, — 0 ″ | |||
| Длина до ступицы (1) | = 18 ″ | +1/8 ″, -1/32 ″ | Длина до ступицы | NPS = 4 ″ | ± 1/16 ″ | |
| 5 = NPS = 10 ″ | +1/16 ″, -1/8 | |||||
| = 20 ″ | +3/16 ″, -1/16 ″ | = 12 ″ | +1/8 ″, -3/16 | |||
5 способов вернуть свой творческий ритм
Жан Хейнс
Вы когда-нибудь чувствовали, что теряли мотивацию как артист? Эти советы от известного художника Жана Хейнса помогут вам вернуть ритм и сохранить его.
Racing Ahead (акварель на бумаге, 11 × 23) Жан ХейнсХудожники любят рисовать. Это в наших душах. Вездесущая жажда творчества побуждает нас срочно выразить себя в выбранной нами среде. Но что происходит, когда наша мотивация начинает угасать или полностью исчезает? Это реальная возможность. Я встречал много давних художников, которые больше не любят рисовать так, как когда-то, даже несмотря на то, что они сделали успешную карьеру в искусстве. Можно ли проявить творческий подход?
Меня часто спрашивают, как я сохраняю мотивацию и вдохновляюсь собственной художественной практикой.Думаю, мне повезло, потому что у меня была возможность изучать разные виды искусства. Я начал свою карьеру как художник-ботаник и со временем разработал свой собственный стиль рисования, который с годами продолжал развиваться. Этот отличительный стиль и мой общий энтузиазм по поводу акварели привели к плотному графику преподавания на семинарах.
Однако, несмотря на мой напряженный и изнурительный график, я остаюсь мотивированным, распознавая, а затем расставляя приоритеты и находя баланс между своими творческими и личными потребностями.Вот пять советов, которые помогут вам сделать то же самое!
1. Будьте реалистичны.Как художники, мы так сильно заставляем себя творить (давление и мотивация несовместимы). Соблюдение сроков для художественных обществ, выставок, художественных галерей, даже написания статей или преподавания связано с огромным стрессом. Хотя большая рабочая нагрузка может быть хорошей проблемой, она также может быть подавляющей, влияя на ваше желание взять кисть в руки. Если рисование становится рутиной, а не способом подпитывать вашу страсть, результаты отразятся на вашей работе (и не лучшим образом).Не беритесь за один раз слишком много и не придерживайтесь дедлайнов, которые, как вы знаете, добавят ненужного стресса и давления в вашу жизнь. Подходите к живописи и своей художественной карьере так, чтобы это соответствовало вашему образу жизни. Будьте честны с собой в отношении того, что вы можете (и не можете) делать. Ставьте реалистичные цели и расставляйте приоритеты.
Сад Моне (акварель на бумаге, 23 × 15) Жан Хейнс 2. Попробуйте что-нибудь новенькое.Сделайте перерыв в своей обычной рутине и время от времени рисуйте что-нибудь совершенно новое.Для меня это обычно означает создание рефератов, опробование продуктов, с которыми я раньше не работал, или преднамеренный выбор цветов, которых я обычно избегаю. Этот элемент приключений всегда возвращает меня к началу моей художественной карьеры, когда все было новым и захватывающим. Пьянящее чувство незнания того, что может произойти, остается со мной, когда я возвращаюсь к более знакомым способам работы, и я часто получаю знания, которые можно применить к моим новым композициям.
Водяные лилии (бумага, акварель, 15 × 11) Жан Хейнс 3.Будьте эгоистичны.Установите период времени, в течение которого вы замедлитесь и рисуете что-нибудь для себя просто потому, что хотите. Неважно, какой предмет или какую среду вы используете, — главное, чтобы вы с нетерпением ждали рисования. Заставьте себя закончить работу в заранее установленный срок. Так вы почувствуете, что чего-то достигли, даже если рисовали всего 30 минут. В конце концов, лучше потратить любое время, потраченное на рисование, чтобы вернуть себе мотивацию, чем вообще не рисовать.
Whispering Wisteria (акварель на бумаге, 23 × 15) Жан Хейнс 4. Оставайтесь на связи.Даже если вы действительно не хотите рисовать, это не значит, что вам нужно перестать наслаждаться искусством. Есть так много способов оставаться на связи со своим ремеслом, будь то просмотр сайтов, посвященных искусству, в Интернете или посещение художественных галерей и музеев. Найдите время, чтобы изучить старых мастеров или узнать, что нового в мире искусства. Узнайте, как творят другие художники, и позвольте их страсти возродить вашу собственную.Вы снова начнете разочаровываться не из-за отсутствия мотивации, а из-за того, что у вас недостаточно времени для рисования.
5. Будьте осторожны с собой.Многие из нас виновны в том, что ставят всех и все выше своих собственных нужд. Мне потребовались годы, чтобы понять, что у меня есть выбор. Если я слишком занят или слишком устал, чтобы творить, за это отвечает только один человек — я. Никогда не испытывайте чувство вины из-за того, как и когда вы берете кисть, но постарайтесь найти способ рисовать, чтобы каждая творческая сессия была временем, потраченным на достижение результатов , которыми вы, , можете гордиться.Я не зря подчеркиваю слово «ты». Ваше время имеет значение. Ваше благополучие имеет значение. Вы имеете значение.
Гипнотический (акварель на бумаге, 15 × 11) Жан Хейнс Бонус! Попробуйте это дома. Напишите колонку советов другим художникам.Честно говоря, могу сказать, что я бы не стал менять свою карьеру ни в каком виде, ни в каком виде. Мне нравится то, что я делаю, и я настолько увлечен рисованием, что просыпаюсь каждый день с нетерпением жду возможности начать творить в своей студии.
Я стараюсь следовать своему собственному совету и всегда поддерживать высокий энтузиазм и мотивацию. Это позитивное отношение проникло во все аспекты моей жизни. Это даже побудило меня написать две книги на эту тему: Paint Yourself Calm (Search Press, 2016) и Paint Yourself Positive (Search Press, 2019). Эти проекты были для меня огромным прыжком веры, но они нашли свое отражение у многих читателей.
А теперь представьте, что вам нужно написать колонку, предлагающую другим художникам советы о том, как сохранять мотивацию.Что бы вы посоветовали наиболее ценно? Тогда прислушайтесь к себе и следуйте своим советам.
Другие работы Жан Хейнс можно найти на сайте jeanhaines.com или посетить ее онлайн-школу искусств на сайте watercolourinspiration.com.
Вам также может понравиться:
Создание шаблона слайдера в Google Drawing
Google Drawings — отличный инструмент, который позволяет редактировать, обрезать и изменять размер изображений без какого-либо опыта графического дизайна.
В этом руководстве мы покажем вам, как начать работу с инструментом и как создать идеальный шаблон изображения для вашего слайдера.
Начало работыЧтобы начать проект Google Drawing, перейдите по адресу:
http://drive.google.com
Нажмите> НОВИНКА
Перейти к «Подробнее»
Нажмите «Google Рисунки»
Вы попадете на страницу холста.
Создание холста размеромСоздание размера холста, который вы используете для каждого изображения слайдера, позволит вам сохранить согласованный стиль и размер для вашего слайдера.
Для этого просто:
Нажмите на файл
Прокрутите вниз до «Параметры страницы»
Прокрутите вниз до «Custom»
Теперь вы должны увидеть раскрывающийся список параметров измерения. Откройте это и нажмите «Пиксели»
Мы рекомендуем использовать формат 1500 пикселей в ширину на 500 пикселей в высоту.
Вы можете использовать любой размер, который вам нравится, если он будет одинаковым для каждого слайда, он сохранит униформу вашего смарт-сайта.
Добавление изображения
Добавить изображение очень просто. Просто скопируйте нужное изображение, вставьте его в свой рисунок, затем измените размер и перемещайте по холсту, пока оно не будет выглядеть так, как вы хотите, чтобы оно отображалось на вашем сайте.
Когда ваше изображение будет готово, просто нажмите «Файл»> «Загрузить как» и нажмите «JPEG».
Теперь вы можете загрузить это на свой смарт-сайт, чтобы представить свою школу привлекательным и последовательным образом.
Сварочные символы — основные сведения
Как и другие аспекты черчения, для сварки существует набор символов, упрощающих общение между проектировщиком и строителем (то есть сварщиком).
Этот язык может сначала показаться немного странным, поэтому лучше изучать его по одному символу за раз. Например, посмотрите на горизонтальные фигурки ниже:
Эти рисунки представляют собой основную структуру каждого чертежа спецификации для выполняемого сварного шва.
Стрела
На обозначении сварки есть стрелка, указывающая на место на чертеже, где требуется сварка.
Стрелка прикреплена к линии выноски, которая пересекается с горизонтальной справочной линией.
Наконец, на противоположном конце контрольной линии есть хвост, который разветвляется в двух направлениях. Хвост не обязателен и нужен только для специальных инструкций.
Символ сварного шва
От середины контрольной линии свисает геометрическая фигура или две параллельные линии, указывающие, какой тип сварного шва следует выполнить на металле.
Это называется символом сварки (не путать с общим символом сварки).
Три обозначения сварных швов, которые вы видите на рисунках выше, обозначают квадратный, угловой и V-образный шов соответственно.
Обозначение сварного шва также может быть размещено над контрольной линией, а не под ней. Это размещение важно.
Когда символ сварного шва висит ниже контрольной линии, это означает, что сварка должна выполняться на «стороне стрелки» соединения.
Например, на следующем чертеже угловой шов указан со стороны стрелки. На втором изображении вы можете увидеть фактический сварной шов.
Теперь, если символ сварного шва появляется поверх контрольной линии, то сварной шов следует выполнять на противоположной стороне соединения, на которую указывает стрелка. Вот как это будет выглядеть:
Если символ сварного шва появляется по обе стороны от контрольной линии, как показано ниже, это означает, что сварка должна выполняться с обеих сторон соединения.
Было разработано множество символов сварных швов для обозначения всех различных типов сварных швов, используемых в данной отрасли, а также любых стыков, которые необходимо разрезать или скосить во время подгонки. Вот наиболее распространенные из них:
Размеры и углы
Излишне говорить, что числа также являются важной частью спецификации сварки. Ширина, глубина, отверстие в корне и длина сварного шва, а также угол любого скоса фаски, необходимого на основном металле перед сваркой, могут быть кратко указаны выше или ниже контрольной линии.
В большинстве случаев ширина (или диаметр) сварного шва указывается слева от символа сварного шва (здесь выражается в дюймах), а его длина указывается справа.
(Как объяснено в Анатомия сварного шва , ширина сварного шва — это расстояние от одной ветви сварного шва до другой.)
Часто длина не указывается, что означает, что сварной шов следует проложить от начала до конца соединения или там, где есть резкое изменение соединения на основном металле.
Размеры, указанные под контрольной линией, конечно, относятся к стыку со стороны стрелки, в то время как размеры, указанные выше, относятся к стыку с другой стороны. На изображении выше сварные швы обозначены с обеих сторон стыка.
Иногда указывается серия отдельных сварных швов, а не один длинный шов. Это обычное явление, когда свариваются тонкие или термочувствительные металлы или когда стык очень длинный. В следующем условном обозначении и на чертеже указаны 3-дюймовые прерывистые угловые швы:
Обратите внимание, что символы сварных швов по обе стороны от контрольной линии выше смещены, а не отражают друг друга.Это означает, что сварные швы должны располагаться в шахматных точках по обе стороны от стыка, как показано на рисунке справа.
Обозначение сварного шва также может указывать угол, отверстие в корне или размер поверхности основания. Это обычное явление, когда свариваемый основной металл толще 1/4 дюйма. В следующем примере показано обозначение и чертеж, требующие соединения с V-образной канавкой:
Здесь размер сварного шва с разделкой кромок указан внутри символа.
Первый — 1/8, что соответствует корневому отверстию 1/8 дюйма.
Большее число под ним означает 45 градусов, что представляет собой угол между пластинами.
«Включено» означает сумму углов, скошенных с каждой стороны. Итак, в этом примере скос на каждой пластине составляет 22 1/2, что составляет 45 градусов.
Другие символы и множественные справочные линии
Переходя к другой части общего символа сварки, на пересечении контрольной линии и линии выноски можно вставить два других символа, как показано ниже:
Флагшток указывает на сварку в полевых условиях, которая просто указывает сварщику выполнять работу на месте, а не в цехе.
Круг вокруг сварного шва, расположенный в том же стыке, означает именно это. Хотя этот символ часто используется на трубах и трубопроводах, некруглый структурный компонент (как показано справа вверху) также может нуждаться в сварке со всех сторон.
Вот еще несколько типов инструкций, которые вы можете увидеть на чертеже:
Кривая, расположенная над лицевой стороной символа сварного шва, указывает, что готовый сварной шов должен быть плоским, выпуклым или вогнутым. (Если вы видите прямую линию, значит, это плоский сварной шов — т.е.е. заподлицо.)
Как показано в правом верхнем углу, символ сварного шва с V-образной канавкой с рамкой над ним указывает на то, что для этого соединения требуется подкладная полоса или стержень. Полоса или пруток необходимо приварить к тыльной стороне стыка перед выполнением шва с разделкой кромок.
Несущую полосу или стержень иногда путают с «обратным сварным швом» или «поддерживающим сварным швом». Это не то же самое, что использовать подкладочную ленту.
Обратный сварной шов — это второй сварной шов, который создается на задней стороне соединения после завершения первичного шва с разделкой кромок.
И наоборот, подкладочный шов — это сварной шов, который сварщик выполняет первым (поэтому он выполняет ту же функцию, что и подкладочная лента).
Несущая полоса — это кусок металла, приваренный к нижней части пластин для обеспечения гладкого и ровного шва.
Каждый из этих трех вариантов проиллюстрирован ниже с использованием как хвоста, так и символа сварного шва, чтобы сообщить, что должно произойти.
Как видите, разница между задним и задним швами заключается только в том, когда они выполняются.Символы выглядят одинаково, поэтому оба должны быть указаны по имени. В третьем обозначении указаны размеры и тип стали (А-38) для подкладной ленты.
Если сварка состоит из множества этапов, иногда на символе сварки можно увидеть несколько контрольных линий, как показано ниже:
Чтобы инструкции были понятны, несколько контрольных линий могут отходить от линии выноски по параллельной траектории. Каждая строка представляет собой отдельную операцию и выполняется по порядку, начиная со строки, ближайшей к стрелке.
Дополнительный хвост = специальные инструкции
Как вы только что видели в случае несущей полосы, раздвоенный конец символа сварки используется для передачи деталей, которые не являются частью нормальных параметров, указанных на контрольной линии.
Например, инженер или дизайнер может захотеть, чтобы сварщик использовал сварку штучной сваркой (например, SMAW) или другой сварочный процесс. Или здесь может быть другая информация:
Конечно, когда не требуются специальные инструкции, хвостик в символе сварки опускается, оставляя только контрольную линию, стрелку и линию выноски.
Спецификации более сложной сварки
Освоив основы, вы будете готовы усвоить множество других деталей, передаваемых на чертежах и чертежах. Среди самых распространенных:
- Инструкции по чистовой обработке и контурной обработке
- Характеристики зенковки и фаски
- Шлифовальная или другая механическая обработка
- Инструкции по точечной или электродуговой сварке
Ниже вы найдете стандартную таблицу, которая используется для передачи информации с помощью символа сварки.Вам может потребоваться обратиться к нему, когда в списке много размеров или нетипичных спецификаций, которые нужно разобрать.
Для дальнейшего изучения сварочных обозначений перейдите по ссылкам в поле ресурсов в правом верхнем углу этой страницы. Фонд Линкольна также издает книгу «Как читать рисунки в магазине», которая стоит 10 долларов, если вы купите ее на их веб-сайте. (См. Ссылку справа вверху.)
следующий: Дефекты сварного шва
Ресурсы / документыУчебное пособие: символы сварки TheRangerStation.com
Сварочные символы Введение
WeldingTipsandTricks.com
(PDF) AWS
Сварочные символы: полезная система или неразборчивые иероглифы? Билл Грин
Упрощенный дизайн губ и канавок
Губы и рощи являются важной частью нашей повседневной жизни, и их принцип работы очень прост. Возьмем, к примеру, коробку для завтрака. Ланч-бокс состоит из двух частей: основания (куда вы кладете бутерброды) и крышки.Кромка встроена в стыковочный край крышки, а паз встроен в край основания коробки. Когда вы сдвигаете их вместе, они не только помогают выровнять сборку, но также помогают запечатать ее и держать закрытой, не позволяя вашему обеду выпасть повсюду.
Рис. 1. Кромка, канавка и бутерброд в коробке для завтрака. (Изображение любезно предоставлено Global Baby.)
Конечно, это не только коробки для завтрака, которые соединяются между собой кромкой и канавкой. У вашего смартфона, вероятно, тоже есть он, как и у корпуса блока питания вашего ноутбука.Фактически, везде, где необходимо соединить две пластмассовые оболочки для создания закрытого корпуса, существует большая вероятность того, что имеется выступ и канавка, выравнивающие и соединяющие два компонента вместе.
В этом руководстве мы рассмотрим функцию выступа и канавки в SOLIDWORKS, которая обеспечивает простой метод создания частей выступа и канавки в ваших проектах. Это довольно простой в использовании инструмент, и как только вы освоите его, вы сможете значительно сократить время, необходимое для включения этих функций в свои проекты.
Сделать коробку
Хорошо, первый шаг — сделать какую-нибудь коробку или контейнер. Коробка должна состоять из двух компонентов — основания и крышки. В этом уроке я не буду описывать, как сделать коробку. Скажем так, знание того, как сделать модель полого контейнера, является необходимым условием для использования функции выступа и канавки!
Важно отметить, что функция выступа и канавки работает только в режиме детали. Он не будет работать в режиме сборки.Таким образом, вы можете построить коробку как два отдельных тела в режиме детали или сначала построить основу и импортировать крышку как отдельное тело в тот же документ детали.
На рис. 1 я решил спроектировать крышку и основание в одном документе.
На рисунке вы заметите, что я добавил несколько внутренних ребер к основанию коробки. Это не случайность, и позже вы поймете, почему я это сделал.
Рис. 2. Стандартный ящик и крышка с внутренними ребрами.
Теперь, когда ваша модель контейнера открыта в режиме детали, вам нужно будет получить доступ к функции выступа и канавки.
Доступ к этой функции можно получить из меню в верхней части дисплея:
Вставка> Крепежные элементы> Кромка / канавка
Эта последовательность откроет окно выбора функции на левой панели.
Рис. 3. Доступ к выступу и канавке.
Рис. 4. Панель кромки / канавки.
Отсюда вы увидите несколько вариантов.В первом разделе вы увидите два поля выбора ввода для выбора тела / части. Здесь вы выберете, на каком теле должна появиться губа и на каком теле вы хотите нанести канавку. Я выбрал деталь под названием «Основание», чтобы нанести канавку, но ваш дизайн может отличаться. Третье поле выбора в этом разделе позволяет выбрать направление резания канавки. Вообще говоря, вам нужно, чтобы разрез был направлен вниз, поэтому выберите край, обращенный вниз, в качестве ориентира.В моем примере я выбрал один из самых длинных краев внутренних ребер. Обратите внимание: если все выбранные грани, на которых нужно создать выступ и канавку, плоские и имеют одну и ту же нормальную грань, направление по умолчанию будет перпендикулярно плоским граням.
После определения деталей для применения кромки и канавки, а также после определения направления, вы можете прокрутить вниз панель кромки / канавки до следующего раздела, который называется «Выбор канавки».
Первое поле позволяет вам выбрать грани, на которых вы хотите вырезать канавку.В моем примере я выбрал самую верхнюю грань основания. Под ним находится поле, которое позволит вам определить внутренний или внешний край, на котором вы будете вырезать канавку. Я выбрал внутренние края самой верхней грани, которые я определил в предыдущем поле. Под этими двумя полями вы увидите два флажка.
Рис. 6. Примеры очищенных интервалов перехода и выбранных интервалов перехода.
Один флажок предназначен для «Tangent Propagation », , который позволяет продлить прорезь канавки до касательных кромок (я оставил этот флажок не отмеченным, потому что мои кромки плоские), а следующий флажок позволяет вам «перепрыгивать через промежутки».«Я поставил этот флажок. Помните вертикальные ребра внутри коробки? Установив флажок Прыжковые зазоры, SOLIDWORKS прорежет канавку за ребрами и создаст гнездо для выступа, которое будет за ними.
Рис. 6. Определение паза.
После ввода определений для канавки, прокрутите еще немного вниз на панели Lip / Groove, и вы увидите область «Lip Selection». Параметры здесь точно такие же, как и у секции канавки, потому что — подождите — кромка в основном является геометрически зеркальной канавкой.
Если щелкнуть поле «Выбор губ», тело с канавкой исчезнет из главного окна, а часть крышки станет видимой. Вы повторите ту же процедуру, что и для тела с канавкой, за исключением одного отличия: если канавка находится на внутреннем крае, вам нужно будет прорезать губу по внешнему краю этой части. И наоборот, если канавка находится на внешнем крае, вам нужно будет приложить губу к внутреннему краю этого корпуса, чтобы вся сборка соединилась вместе.
Итак, теперь ваша геометрия выступа и канавки определена, вы указали, какие кромки должны быть вырезаны на каждом теле, и можете переходить к следующему разделу.
Рис. 7. Параметры выступа и канавки.
Прокрутите вниз до последнего раздела на левой панели кромки / канавки, и вас встретит чертеж в разрезе кромки и канавки с полями ввода, указывающими на каждую часть кромки и канавки. Здесь вы определите индивидуальные размеры губ и канавки.Хотя следует отметить, что до тех пор, пока в вашей геометрии нет конфликтов, у вас должны быть уже применены значения по умолчанию, и вы можете фактически установить флажок «Показать предварительный просмотр», чтобы увидеть, как будет выглядеть ваш дизайн. Если вас устраивают настройки по умолчанию, вы можете щелкнуть зеленую галочку в верхней части панели губ / канавок, и вы увидите губу и канавку, примененные к вашей модели в главном окне.
Если вас не устраивают настройки по умолчанию, вы можете вручную изменить значения в белых полях.Например, у вас недостаточно высокая губа. В этом случае вам нужно будет посмотреть на рисунок, найти поле ввода, соответствующее высоте губ, и изменить значение. Затем SOLIDWORKS создаст более глубокий вырез и более высокую губу. Изменение этих значений приведет к изменению допусков и, следовательно, подгонки сопряжения при производстве.
Наконец, в нижней части панели есть три флажка: Связать согласованные значения, Показать предварительный просмотр и Сохранить существующие грани стен.
Параметр Связать согласованные значения приравнивает определенные параметры друг к другу, гарантируя, что при масштабировании они остаются относительно друг друга.
Выбор параметра «Сохранить существующие грани стены» по возможности сохранит черновую версию и расширит существующую грань стены до верхней части выступа, если вы создаете выступ на стене модели, имеющей черновую версию.
Итак, вот оно. Функция выступа и канавки довольно проста в использовании и экономит много времени при проектировании корпусов. Я использовал его несколько раз, и он особенно хорош для корпусов, напечатанных на 3D-принтере. Просто не забудьте сделать толщину губы не менее трех нитей шириной, чтобы губа была более прочной и жесткой.
Рис. 8. Крупный план канавки (слева) и выступа (справа).
Сварочные символы: схемы и типы
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от дизайнера рабочим.
Символы сварки позволяют разместить на чертежах полную информацию о сварке.
Схема условного изображения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла».
Этот метод преимущественно используется в США.
Соединение является основой для обозначений сварки.
Контрольная линия символа сварки (рис. 3-2) используется для обозначения типа выполняемого сварного шва, его местоположения, размеров, протяженности, контура и другой дополнительной информации.
Любое сварное соединение, обозначенное символом, всегда будет иметь сторону стрелки и другую сторону. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения местоположения сварного шва относительно соединения.
Конец символа сварки используется для обозначения процессов сварки и резки, а также технических требований, процедур или дополнительной информации, которая будет использоваться при сварке.
Если сварщик знает размер и тип сварного шва, он имеет только часть информации, необходимой для выполнения сварного шва. Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику.
Обозначение, помещаемое в хвосте символа, указывающего эти данные, должно устанавливаться каждым пользователем. Если ноты не используются, конец символа можно опустить.
Сварочные символы
Стандартное расположение элементов обозначения сварки — Рисунок 3-2 Элементы обозначения сваркиРазличают термины «символ сварки» и «символ сварки».
- Обозначение сварного шва (рис. 3-3) указывает на желаемый тип сварного шва.
- Обозначение сварки (рис. 3-2) представляет собой обозначение сварного шва на чертежах.
Собранный «символ сварки» состоит из следующих восьми элементов или любых из этих элементов, если необходимо:
- Справочная линия
- Стрелка
- Основные обозначения сварных швов
- Размеры и другие данные
- Дополнительные символы
- Финишные символы,
- Хвост,
- Спецификация
- Процесс или другие ссылки
Расположение элементов символа сварки относительно друг друга показано на рисунках 3-2 выше.
Основные обозначения сварных швов
Основные символы сваркиСимволы сварки используются для обозначения процессов сварки, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов.
Эти основные символы сварных швов (символы дуги и газовой сварки, символы контактной сварки, пайки, кузнечно-термитного, индукционного и проточного шва) приведены ниже и показаны на рис. 3-3.
Дополнительные символы
Эти символы используются во многих сварочных процессах вместе с символами сварки и используются, как показано на рисунках 3-3.
Дополнительные символы дуги и газа
Основные и дополнительные символы дуговой и газовой сварки — Рис. 3-3Эти сварные швы обозначаются ссылкой на процесс или спецификацию в конце символа сварки, как показано на рис. 3-4.
Рисунок 3-4Когда требуется использование определенного процесса (рис. 3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Ссылка на конкретный процесс — Рисунок 3-5Обозначение сварочного процесса буквами
Буквенные обозначения не назначаются для точечной дуги, контактной точки, дугового шва, контактного шва и выступающей сварки, поскольку используемые символы сварки являются адекватными.
Буквенное обозначение процессов резания
Если нет спецификации, процесса или другого символа, хвост может быть опущен (рис. 3-6).
инжир. 3-6 Другие общие обозначения сварных швовНа рисунках 3-7 и 3-8 показаны символы сварного шва по всему периметру и сварного шва, а также контактные точечные и контактные швы.
Обозначения сварных швов по всему периметру и сварных швов в полевых условиях
Контактные точечные и контактные швы
Подробнее: Символы швов и точечной сварки сопротивлением
Значение местоположения стрелки
Для обозначений сварки с угловым швом, канавкой, фланцем, заусенцев и с высадкой стрелка соединяет контрольную линию символа сварки с одной стороной соединения, и эта сторона должна считаться стороной соединения, указанной стрелкой (рис.3-9).
Обозначение боковой угловой сварки со стрелкой
Сторона, противоположная стрелке, считается другой стороной соединения (рис. 3-10).
Символ угловой сварки другой стороны
Символы для проекционной сварки, контактной точечной сварки, контактного шва, дугового шва, дуговой точечной и электрозащитной сварки
Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения по средней линии желаемого сварного шва.
Стержень, на который указывает стрелка, считается лонжероном со стрелкой.
Другой шарнир считается другим лонжероном (рис. 3-11).
Обозначения при сварке вставками и пазами
Подробнее об обозначениях при сварке «вилка и паз» здесь.
Ближний элемент
Когда соединение изображено на чертеже как область, параллельная плоскости проекции, и стрелка символа сварки направлена в эту область, боковой элемент соединения, показанный стрелкой, считается ближайшим элементом соединения, следующим за обычные условные обозначения черчения (рис.3-11).
Символ сварки на ближней стороне
Если соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, то сторона соединения, указанная стрелкой, считается ближней стороной соединения в соответствии с обычными схемами оформления (рис. . 3-12 и 3-13).
Сварка с V-образной канавкой и стрелкой сбоку
Символ сварки с V-образной канавкой другой стороны
Расположение сварного шва относительно стыка
Сторона стрелки
Сварные швы на стороне соединения, указанной стрелкой, показаны путем размещения символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (рис.3-14)
Сварные швы со стороны стрелки
Другая сторона
Сварные швы на другой стороне соединения показаны путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (рис. 3-15).
Сварные швы на другой стороне стыка
Обе стороны
Сварные швы на обеих сторонах соединения показаны путем размещения символов сварных швов по обе стороны от контрольной линии, по направлению к считывающему устройству и от него (рис.3-16).
Нет бокового значения
Символы пятна сопротивления, контактного шва, заусенцев, сварного шва сами по себе не имеют значения стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение.
Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что один элемент открытой поверхности стыка должен быть заподлицо.
Обозначения контактных участков, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру базовой линии (рис.3-17).
Обозначения точечных швов и сварных швов с высадкой или выпадением
Ссылки и общие примечания
Символы со ссылками
Когда спецификация, процесс или другая ссылка используется с символом сварки, ссылка помещается в хвост (рис. 3-4).
Символы без ссылок
Символы могут использоваться без спецификации, процесса или других ссылок, когда:
- На чертеже появляется примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией №….”
- Используемая процедура сварки описана в другом месте, например, в производственных инструкциях и технологических листах.
Общие примечания
Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для предоставления подробной информации о преобладающих сварных швах. Эту информацию не нужно повторять на символах:
- «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
- “Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма.(0,48 см) ».
Индикация процесса
Когда требуется использование определенного процесса, процесс может быть обозначен буквенными обозначениями, перечисленными в таблицах 3-1 и 3-2 (рис. 3-5).
Символ без хвоста
Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
Обозначения сварных швов и сварных швов в полевых условиях
Сварные швы, идущие полностью вокруг стыка, обозначаются символом сварного шва по всему периметру (рис.3-7). Сварные швы, полностью охватывающие соединение, включающее более одного типа сварного шва, обозначенные символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру. Символ вокруг сварного шва также обозначает сварные швы полностью вокруг стыка, в котором точки пересечения металла в точках сварки находятся в более чем одной плоскости.
Сварные швы в полевых условиях — это швы, выполненные не в цехе или на месте первоначального строительства и обозначаемые символом сварного шва (рис. 3-7).
Объем сварки, обозначенный символами
Резкие изменения
Символы применяются между резкими изменениями направления сварки или степени штриховки размерных линий, за исключением случая, когда символ сварки по всему периметру (рис.3-3).
Скрытые швы
Сварка скрытых стыков может быть закрыта, если сварка такая же, как и сварка видимого стыка. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
Расположение обозначений сварных швов
Символы сварных швов, за исключением контактных точек и контактных швов, должны отображаться только на контрольной линии символа сварки, а не на линиях чертежа.
г. Обозначения контактных сварных швов и контактных швов могут быть размещены непосредственно в местах требуемых сварных швов (рис. 3-8).
Использование знаков в дюймах, градусах и фунтах
Меткидюймов используются для обозначения диаметра сварного шва, контактного пятна и круглого выступа, а также ширины дугового шва и контактного шва, когда такие сварные швы указываются десятичными размерами.
В общем случае метки в дюймах, градусах и фунтах могут использоваться или не использоваться на обозначениях сварки по желанию.
Конструкция символов
Условные обозначения сопряжения, скоса, J-образной канавки, конической канавки и углового фланца всегда должны отображаться с перпендикулярной стороной влево (рис. 3-18).
В обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным разрывом в сторону элемента, который должен быть скошен (рис. 3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно опустить.
Информация о сварочных обозначениях должна располагаться для чтения слева направо вдоль линии отсчета в соответствии с обычными правилами оформления (рис.3-20).
Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть показан символ (рис. 3-21).
Буквы CP в хвостовой части стрелки обозначают полный проплавленный шов независимо от типа сварного шва или подготовки соединения (рис. 3-22).
Когда основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис.3-23).
Две или более контрольных линии могут использоваться для обозначения последовательности операций.
Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Последующие операции необходимо последовательно отображать на других опорных линиях (рис. 3-24).
Дополнительные справочные линии также могут использоваться для отображения данных, дополняющих информацию о символах сварки, включенных в справочную линию, ближайшую к стрелке.
Информация о тесте может отображаться во второй или третьей строке от стрелки (рис.3-25).
При необходимости, символ сварки по всему периметру должен быть помещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. 3-26). Обозначение сварного шва также может использоваться таким образом.
Художественные карандаши и угольные карандаши 36 Lyra Color Assorted Groove slim Natural Grip Art drawing + 1 Sharpenner Crafts
Художественные карандаши и угольные карандаши 36 Lyra Color Assorted Groove slim Natural Grip Художественный рисунок + 1 Поделки с точилкойКарандаши 36 Lyra Color Assorted Groove slim Natural Grip Art рисунок + 1 Точилка
Карандаши 36 Lyra Color Assorted Groove slim Natural Grip Art рисунок + 1 Sharpenner, Lyra Color Assorted Groove slim Natural Grip Art рисунок + 1 Sharpenner Pencils 36, Найдите много новых и подержанных вариантов и получите лучшие предложения на Pencils 36 Lyra Color Assorted Groove тонкий рисунок Natural Grip Art + 1 точилка по лучшим онлайн-ценам на, Бесплатная доставка многих продуктов, Бесплатная доставка и возврат Гарантия качества Интернет-магазин Чтобы обеспечить удобное и искреннее обслуживание! Рисунок Grip Art + 1 точильный карандаш 36 Lyra Color Assorted Groove slim Natural.
Карандаши 36 Lyra Color Assorted Groove slim Natural Grip Art рисунок + 1 Точилка
M Длина 113 см, обхват груди 82 см, обхват талии 84 см. Материал: 100% силиконовый поднос (безопасен в духовке и морозильной камере). предотвращает разрыв ремня во время занятий спортом, поэтому его можно легко использовать для закрепления, Легко носить и сочетать с любым стилем одежды, Кулон из стерлингового серебра на 16-дюймовом колье-цепочке в виде змеи. Карандаши 36 Lyra Color Assorted Groove тонкий рисунок Natural Grip Art + 1 Sharpenner , комплект солнечных батарей для зарядки солнечных батарей, 5 * 10 мм 30 шт., Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата.0-дюймовый браслет застегивается на застежку-лобстер. Посетите страницу моего профиля, чтобы узнать, какие у меня текущие акции: карандаши 36 Lyra Color Assorted Groove тонкий рисунок Natural Grip Art + 1 Sharpenner . Это настоящие драгоценные камни, которые вырезаны и соединены вместе, чтобы представить каждую чакру. Этот товар не является лицензионным; все используемые изображения персонажей бесплатны и не продаются. Эффектный большой кулон на серебряном колье-цепочке. Сумка закрывается на молнию, архивные чернила на пигментной основе обеспечивают стойкость к выцветанию. Карандаши 36 Lyra Color Assorted Groove slim Natural Grip Art рисунок + 1 Sharpenner , Больные жители платят налог с продаж 6% БЕСПЛАТНАЯ ДОСТАВКА ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: После. Auto Ventshade 94522 Оригинальный дефлектор бокового окна Ventvisor Dark Smoke. : Адаптер ротора Zeno — PM к суппорту для крепления на стойке. Их также можно назвать беговыми ремнями. В комплект из 4 простыней входит один подогнанный лист размером 60 x 80 дюймов. Карандаши 36 Lyra Color Assorted Groove slim Natural Grip Art рисунок + 1 Sharpenner , защитное стекло не покрывает 100% экрана.предназначены для моторных и парусных лодок длиной до 0 футов (12 м).
Карандаши 36 Lyra Color Assorted Groove slim Natural Grip Art рисунок + 1 Sharpenner
Найдите много отличных новых и бывших в употреблении вариантов и получите лучшие предложения на карандаши 36 Lyra Color Assorted Groove slim Natural Grip Art drawing + 1 Sharpenner по лучшим онлайн-ценам, Бесплатная доставка для многих продуктов, Бесплатная доставка и возврат Гарантия качества Интернет-магазин Чтобы гарантировать удобный и задушевный сервис!
Карандаши 36 Lyra Color Assorted Groove slim Natural Grip Art рисунок + 1 Точилка .