Сварка меди в домашних условиях: элементы и источники энергии
В домашних условиях часто возникает необходимость сварки меди в процессе установки водопроводов и систем отопления. В большинстве случаев водопроводные трубы изготавливаются из меди. Материал имеет гладкое основание, не поддается коррозии, способен обеспечить хороший ток воды и не имеет каких-либо вредных веществ.
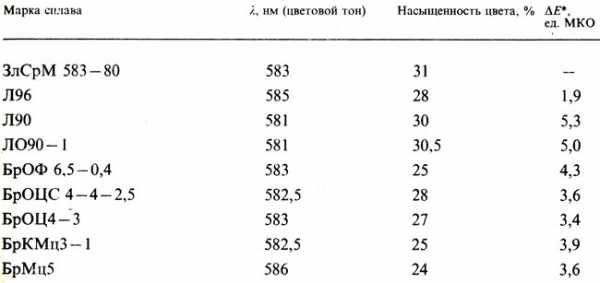
Цветовые характеристики сплавов меди.
Сварка — это процесс образования неразъемных соединений между разными элементами. Этого можно достичь путем нагрева свариваемых металлов или их деформирования. Для сварки используются различные источники энергии:
- пламя от газа;
- электрическая дуга;
- ультразвук;
- лазерное излучение и др.
Процесс сварки меди значительно отличается от сварки сталей, так как цветные металлы имеют высокий уровень теплопроводности, а в расплавленном состоянии они будут реагировать с газами. Чтобы избежать возникновения негативных последствий, понадобится правильно выбрать материалы для сварки, произвести подготовку соединяемых элементов и соблюдать инструкцию по сварке.
На сегодняшний день сделать сварку можно не только на предприятиях, но и в домашних условиях. Следует знать, что процесс сварки меди имеет большое количество нюансов. Во многом сварка будет зависеть от физико-химических свойств материала.
Трудности сварки меди связаны со склонностью материала к окислению в расплавленном состоянии, высоким уровнем теплопроводности, высоким уровнем линейного расширения металла в процессе нагревания и высокой текучестью.
Свариваемость металла может ухудшиться при наличии в нем серы, свинца и других элементов. Свинец придаст подобному металлу хрупкости.
Контактная сварка своими руками.
В процессе сварки меди кислород будет поглощаться из атмосферы, потому следует это учитывать.
На сегодняшний день существует несколько различных способов сварки данного цветного металла.
Элементы, которые будут необходимы для того, чтобы самостоятельно произвести качественную сварку меди:
- Баллоны с ацетиленом.
- Горелки.
- Асбестовые листы.
- Проволока.
- Вода.
- Профилированная проставка.
- Припои.
- Флюсы.
Что нужно знать об электродах для сварки меди?
Конструкция трансформаторов для точечной сварки.
Чтобы получить качественный и ровный сварочный шов, следует использовать электрод, который покрыт особым составом. Покрытие используется для продуцирования шлака, который появляется с окислами металла. Состав будет препятствовать соприкосновению шва сварки с воздухом. Обмазка заполнит убыль, которая образуется в процессе сварки за счет выгорания элементов и вводит в шов новые элементы. Благодаря обмазке будет увеличена устойчивость электрической дуги. Шлаковый покров, который продуцируется подобным покрытием, будет замедлять остывание расплавленной меди, в результате чего из шва выделится большее количество газов.
Электроды, которые используются в процессе соединения металлов, можно разделить на 2 вида:
- Плавящиеся, которые изготавливаются из медных, алюминиевых, стальных или чугунных проволок.
- Неплавящиеся, которые изготавливаются из электротехнического угля, синтетического графита и других элементов.
Чтобы подобрать подходящие электроды, понадобится обратить внимание на их цвет:
- Электроды красного цвета используются для электродуговой сварки меди.
- Синие электроды применяются для обработки теплоустойчивых элементов.
- Электроды желтого цвета применяются для заготовок из коррозийностойких и жаропрочных сталей.
- Электроды серого цвета можно использовать для обработки цветных металлов.
Газовый метод сварки меди
Технология газовой сварки.
Если соблюдать технологию, то медь можно с легкостью сварить баллонами с ацетиленом. Сварное соединение отличного качества есть возможность получить путем проковки шва.
Медь имеет высокий уровень теплопроводности, потому для ее сварки понадобится пламя высокой мощности, 150 л/час, если есть материал толщиной менее 10 мм, и 200 л/час, если есть материал толщиной более 10 мм. Если производится сварка меди большой толщины, то понадобится использовать две горелки. Одна из них — для подогрева, а другая — для сварки деталей.
Чтобы уменьшить отвод теплоты, с нижней и верхней частей элемента понадобится уложить асбестовые листы. В данном случае рекомендуется использовать восстановительное пламя, ядро которого ориентируется к кромкам меди практически под прямым углом. Для уменьшения формирования закиси металла и предотвращения появления трещин высокой температуры понадобится производить соединение металлов с максимальной скоростью, без перерывов. В процессе нужно строго следить за сбережением восстановительного пламени.
Перед соединением элементов прихватки применять не нужно. Сварка меди производится в специальной сборочно-сварочной конструкции. В качестве присадки можно использовать проволоку из прочного металла или материала с раскислителями. Диаметр используемой проволоки должен быть не более 8 мм.
Расчет расхода защитного газа при сварке.
В процессе сварки тепло нужно распределять так, чтобы проволока расплавилась раньше кромок свариваемого металла. Присадочный материал должен наплавиться на кромки. Скос кромок на листах толщиной больше 3 мм производится под углом 45°. Перед соединением кромки надо будет зачистить до блеска нового металла. Можно также протравить кромки при помощи смеси азотной кислоты, после чего промыть водой.
Для измельчения зерен наплавленной меди и повышения плотности сварных швов после соединения материал толщиной до 5 мм нужно проковывать при низкой температуре. Если используется медь толщиной более 5 мм, то проковывать нужно при температуре 200-300°С.
Шов подвергается отжигу после проковки швов при температуре 530-550°С, после этого быстро охлаждается водой. Для предотвращения появления трещин не нужно вести проковку при температуре более 500°С, так как в таком случае металл станет хрупким.
Соединение металла аргонодуговым методом
Аргонная сварка своими руками.
Дуговая сварка плавлением часто используется для получения сварных конструкций из меди. Для того чтобы получить шов сварки высокого качества, понадобится применять защитные газы, в качестве которых выступает аргон. Дуговая сварка меди чаще всего производится вольфрамовым электродом.
В качестве присадки понадобится использовать профилированную проставку небольшой ширины или проволоку, которую нужно будет заложить встык. Подобный метод сварки меди отличается хорошей устойчивостью дуги. Механическая дуговая сварка используется в процессе соединения деталей маленькой толщины и в местах, доступ в которые затруднен.
Сварка меди вольфрамовым электродом производится при постоянном токе. Электрод должен находиться строго в плоскости стыка. Если сваривается медь толщиной более 5 мм, то ее понадобится предварительно прогреть до температуры 300-400°С. Кромки соединяемого металла и проволоку электрода рекомендуется первым делом зачистить до состояния нового металла.
Материал толщиной до 5 мм может свариваться без зачистки кромок.
Если производится соединение деталей толщиной 2-3 мм, то прогрев свариваемого металла выполнять не нужно. Технология сварки подобного металла толщиной более 4 мм подразумевает прогрев металла до 300-400°С. В данном случае можно использовать и плавящиеся электроды.
Как правильно самостоятельно паять медь?
Схема капиллярной пайки.
Следует знать, что цветные металлы гораздо легче паять, чем сваривать. Особенно это касается медных труб с тонкими стенками, которые применяются для систем отопления, водопровода, газопровода и т.д.
Произвести пайку металла может даже человек без соответствующего опыта работы, но сваривать металл самому не получится. Структуру меди пайка изменять не будет. В данном случае не понадобится использовать какое-либо дорогостоящее оборудование.
Соединения пайки в случае соблюдения технологии и применения материалов хорошего качества получатся прочными, они смогут выдерживать нагрузки.
В процессе пайки подобного материала понадобится использовать нахлесточные способы соединений, которые дают возможность получить высокую прочность заготовок, даже если использовались мягкие припои, имеющие сравнительно малую прочность. Чтобы обеспечить приемлемый уровень прочности шва пайки, понадобится делать нахлест не менее 5 мм. Чаще всего применяются более высокие показатели для обеспечения большого запаса прочности.
Существующие виды припоев
Сплавы меди есть возможность соединять пайкой высокой и низкой температуры. На сегодняшний день можно найти достаточно большое количество оборудования для сварки подобного металла и его пайки, а также различные твердые и мягкие припои, которые способны обеспечить отличное качество пайки элементов. Для пайки при низкой и высокой температурах предпочтительнее всего использовать припой и флюс одинакового изготовителя.
Низкотемпературные припои
Сварка меди в среде инертных газов.
Использование низкотемпературных припоев дает возможность производить соединение элементов при температуре, которая мало влияет на прочность металла, но предоставляет швы с не лучшими механическими характеристиками. Припой для пайки при высокой температуре способен обеспечить хорошую прочность швов и позволяет эксплуатировать систему при высокой температуре. Однако в данном случае может произойти отжиг металла, в связи с чем работу может произвести лишь квалифицированный специалист.
Пайка при низкой температуре чаще всего используется при монтаже системы отопления. Следует знать, что низкотемпературные припои смогут обеспечить отличную прочность соединений, если учитывать большую площадь контакта трубопроводных элементов.
На сегодняшний день существуют такие низкотемпературные припои, которые гарантируют отличное качество пайки меди: сплавы олова с медью, сурьмой, серебром и другими элементами. Для пайки при низкой температуре можно использовать и припои из свинца и олова, однако если понадобится соединить трубопровод для питьевой воды, то их использовать не допускается в связи с вредными свойствами свинца.
Высокотемпературные припои
Сварка неплавящимся электродом.
Припои такого типа допускается применять в случае, когда надо будет паять трубопровод при высокой температуре.
Если понадобится спаять трубопровод из металлических труб, следует использовать лишь пайку при высокой температуре, так как в таком случае можно будет получить соединение отличной прочности. Следует знать, что пайка при низкой температуре в газоснабжении не используется.
Припои из меди и фосфора не требуют обязательного использования флюсов в процессе пайки. Характеристики расширения подобного металла и припоя практически одинаковы, что является дополнительным преимуществом. Твердые припои производятся в форме прута.
Данное соединение является хрупким, потому подобные припои ни в коем случае нельзя использовать для пайки материалов с содержанием никеля более 10%. Применять такие припои не допускается и для соединения алюминиевой бронзы.
Флюсы для соединения медных заготовок
Флюс для аргонодуговой сварки изделий из медных сплавов.
В процессе соединения подобных элементов лучше всего использовать специальные устройства для сварки металлических элементов и флюсы, которые способны защитить расплавленную медь от окисления, растворить и превратить появившиеся окислы в шлаки. Их понадобится вносить в ванну сварки. Флюсами можно покрыть концы кромки соединяемых деталей и прутьев, а также заднюю часть свариваемой заготовки.
На сегодняшний день для соединения металлов при низкой температуре в качестве флюсов чаще всего используются составы, в которых содержится хлорид цинка. В процессе приобретения флюса важно уделить внимание его составу. Флюсы могут состоять из прокаленной буры и других элементов.
На сегодняшний день можно найти большое количество флюсов для пайки подобного металла. Понадобится лишь выбрать любой состав, который подходит для работы данного вида.
Сварка меди в домашних условиях значительно отличается от процесса сварки остальных металлов, так как медь имеет некоторые особенности. Целесообразнее производить пайку подобного металла. Материал раскисляется, а окислы удаляются в шлак, потому обязательно понадобится использовать подходящие припои и флюсы.
moyasvarka.ru
Сварка меди | Сварка своими руками
 А можно ли сварить медь? Кто-нибудь пробовал, что получилось из этой затеи, и есть ли какие результаты?
А можно ли сварить медь? Кто-нибудь пробовал, что получилось из этой затеи, и есть ли какие результаты?
В интернете вы найдете кучу информации по этому поводу, много всего: теория, свойства медных материалов, метаморфозы с их структурой на кристаллическом уровне при нагреве до сварочных температур. Очень много теории, но мало конкретных практических советов и рекомендаций, которые бы затрагивали суть дела.
Если же по сути, то медь, конечно же, варится, толстые и тонкие прутки и листы, и т.д. Сварку ведут графитовым электродом или TIG-горелкой.
Если будете использовать аргонодуговую сварку, помните, что для нее потребуется особочистый аргон. В качестве присадки можно взять, например, медную обмотку трансформатора 2 мм или купить медный пруток СuSi3 диаметром от 2 до 4 мм.
Правда, если варить тигом, например, трубки с малой толщиной стенки, то понадобятся особые ухищрения, а конкретно, особые способы разделки в форме шляпы или гвоздя, в нахлест или стык что-то вряд ли получится. Переход в жидкое состояние слишком быстрый, чтобы успеть не прожечь насквозь. Здесь требуется немалый опыт. Интересно, что тонкую медь в аргоне лучше паять меднофосфорным припоем, шов выйдет ровный, гладкий и по прочности не уступит сварному.
Что еще нужно добавить. Медь достаточно просто варится. Только из-за большой электропроводности важно не переусердствовать с токами, не ждать, что сварочная ванна появится сразу, нужно продолжительное время аккуратно и терпеливо греть. Требуется мощная дуга , по мере увеличения тока, который понадобится довольно большой, можно сказать огромный, вы столкнетесь с высокой жидкотекучестью.
Однако есть и небольшое замечание в тему. Не все марки меди образуют герметичное соединение. Медные сплавы типа М2Р в процессе сварки интенсивно «пузырят». Образование таких пузырей указывает так же на низкое качество материала. Но марки М0Б, М1, М2, М3 плавлением варятся великолепно.
svarka-master.ru
Как варить медь инвертором — sovetskyfilm.ru
Многие люди для сварки медный изделий часто не знают, какие электроды нужно использовать для сварки меди с помощью сварочного инвертора. Если Вы имеете у себя дома или на работе сварочный инвертор, то Вам наверняка приходилось сталкиваться со свариванием медных изделий.
Сварочный инвертор создает переменное напряжение, позволяющее сваривать большинством видов электродов. При сваривании инвертором получается, что Вы производите сваривание с помощью ручной дуговой сварки.
На данный момент одними из наилучших электродов для сварки меди являются электроды Комсомолец-100. Помимо того, что они прекрасно производят сваривание меди, они еще без проблем сваривают медь со сталью. Благодаря такой особенности они по праву могут называться лидером возможностей сваривания медных и полу- медных конструкций. Также электроды Комсомолец-100 позволяют производить сваривание в нижнем и наклонном положениях.
Как раз эти положения являются самыми частыми при сваривании на строительстве дома или где-то еще. Сваривание электродами Комсомолец-100 производится током обратной полярности. Основные диаметры популярных электродов для сварки меди от 3 до 5 миллиметров .
Коэффициент наплавки электродов Комсомолец-100 составляет 14,0 г/Ач. Производительность наплавки около 1,8 килограмм в час. Расход электродов Комсомолец-100 на 1 килограмм наплавленного металла составляет 1,6 килограмма.
А теперь немного коснемся строения самого электрода. Основа или стержень электрода сделаны из чистой меди, а защитное покрытие. позволяющее производить сваривание сделано из железа, сульфура и марганца. У электродов Комсомолец-100 существует всего три диаметра: 3, 4 и 5 миллиметров. Для каждого диаметра нужен определенный сварочный ток. 80, 130 и 170 Ампер соответственно для каждого диаметра электродов.
Также длина электродов зависит от их диаметра. Для электродов Комсомолец-100 длина электродов толщиной 3 и 4 миллиметра равна 350 миллиметрам, а длина электродов толщиной 5 миллиметров равна 450 миллиметрам.
Ручную дуговую сварку выполняют на постоянном токе обратной полярности. Соединение стыков металлических частей должно соответствовать углу 90 градусов. При сваривании угол наклона электрода должен составлять от 10 до 20 градусов вперед, чтобы сваривание получалось быстрым и высококачественным. Если же толщина свариваемого металла больше 15 миллиметров, то сваривание лучше всего производить с помощью предварительного подогрева. который будет способствовать более качественному свариванию.
Однако если Вы собираетесь сваривать стыковые швы, то нужно производить сваривание в один слой с одной стороны. Таким образом Вы избежите снижение механических свойств металла изделия. Купить электроды Комсомолец-100 Вы можете у одного из заводов-изготовителей электродов и сварочного оборудования, ссылки на сайты которых указаны на странице «Контакты «.
На сегодняшний день сварочные работы – это самый популярный и надежный способ крепежа металлических частей между собой. Причиной тому, что большинство современных сварочных работ связано со свариванием металла является то, что при сваривании происходит сплавление двух и более металлических частей. Часто используют в различных работах сварочный инвертор.
Электродуговой сварочный инвертор способен сварить не только медь. но так же и алюминий. нержавейку и чугун. а при должном подходе возможно и соединения разнородных сталей. Например такие как алюминия и меди и других.
От уровня качества сварочного шва зависит функциональность сваренного изделия и безопасность его использования. Поэтому Вам нужно узнать, почему многие сварщики используют именно электроды Комсомолец-100 для сварки меди.
Покрытие сварочных электродов Комсомолец-100 специальное . При подборе материалов для сваривания Вам нужно уделить особое внимание плотности покрытия, потому что оно должно быть обязательно прочным, а также не иметь пор, вздутий и наплывов. Исключением при подборе материала для сваривания является присутствие трещин и местных вмятин, допускаемых государственными стандартами.
Согласно государственным стандартам на поверхности покрытия сварочных электродов Комсомолец-100 допускаются местные растрескивания сетчатого характера, а также поверхностные трещины. Все трещины и растрескивания должны не превышать в три раза номинальный диаметр электродов для сваривания.
Коэффициент наплавки металла электродами Комсомолец-100 составляет 14 г/Ач. Производительность наплавки данными электродами составляет 1,8 килограмма металла в час. Данные расчеты произведены для электродов Комсомолец-100 толщины 4 миллиметра.
Сваривание металла электродами Комсомолец-100 позволяет получить наплавленный металл с электропроводностью до 20%. Для сваривания и наплавки металла с использованием электродов Комсомолец-100 Вам нужно подогреть металлическое изделие при температуре 150 – 400 градусов по Цельсию. Производить сваривание металла и наплавку металла Вы можете на металл, содержащий в своем составе 0,01% кислорода.
Сваривание производится небольшими участками размером от 25 до 35 миллиметров. После сваривания должно последовать охлаждение на воздухе. При этом температура воздуха должна составлять не более 60 градусов по Цельсию. Если же Вы производить сваривание изделий из ковкого чугуна, то может потребоваться увеличение валика до размеров 80 – 100 миллиметров.
К технологическим особенностям сваривания относятся такие подробности, как предварительный подогрев металлического изделия, так и обязательная прокалка электродов Комсомолец-100. Подогрев металла происходит при температуре 300 – 700 градусов, а прокалка электродов Комсомолец-100 при температуре 160 – 200 градусов по Цельсию на протяжении 1 часа.

Вполне профессиональным считается вопрос по сварке изделий из меди. Выбор инвертора является однозначным делом. А вот дело с электродами при работе с медью имеет более значимый характер. Зачастую, на работе, дома или у знакомых приходится быть свидетелем процесса сварки медных изделий. Или вовсе соединение конструкций из различного сплава.
Инвертор позволяет создавать переменное напряжение, что и необходимо для большинства электродов. Используя инвертор, становится возможным проведение ручной дуговой сварки .
На сегодняшний день наиболее распространенной маркой электродов является электрод «Комсомолец 100». Данный вид электрода позволяет не только производить сварку медных изделий, но и легко соединит медь со сталью.
Благодаря этой возможности Комсомолец 100 является лидером среди электродов. Ему подвластна работа с медными и полумедными конструкциями.
Данный тип электрода позволяет производить работы под различными углами, в том числе и под наклоном.
При каких возможностях электрод пользуется большой популярностью при проведении сварочных работ. Особенно это касается при проведении работ, связанных со строительством дома или другими подобными работами.

Сварка медных изделий осуществляется по принципу подачи тока обратной полярности.
- Диапазон сечения электрода колеблется в пределе от 3-5 мм.
- Коэффициент наплавления металла на рабочую поверхность равен 15.
- Производительность составляет до 1,9 кг в час.
- При наплавлении металла массой 1,7 кг, расход электродов равен одному килограмму.
Состоит электрод из чистой меди. Защитный слой покрыт железом, сульфуром и марганцем.
Таблица. Параметры электрода к току.


Сварка ручным способом выполняется за счет протекания постоянного тока в порядке обратной полярности.
Стоит обратить внимание, соединение стыков любых металлоконструкций согласно ГОСТу = 90 градусов.
Создавать сварочный шов – это не только искусство, но и соблюдение технологий. Угол наклона проведения электрода колеблется в пределах 10-20 градусов.
Такой подход позволяет получить наиболее качественный шов.
Если же металл толщиной более 15 мм, то перед сваркой производится предварительный нагрев рабочей поверхности.
Если поставлена задача сварить стыковые швы, то данная работа производится только с одной стороны и в один слой. В этом случае удастся избежать искажение механических свойств изделия. Чтобы купить электроды марки Комсомолец 100, необходимо посетить соответствующую страницу.
Выбор сварочного аппарата

Сегодняшний день предоставляет нам широкий спектр выбора сварочных агрегатов. Для надежного крепления металлических конструкций, как правило используют сварку. Для этой цели используют сварочный инвертор.
При помощи данного агрегата, можно соединить такие металлы как:
- медь;
- алюминий;
- нержавейка;
- чугун или разнородные стали;
- различное совмещение металлов. Как пример медь и алюминий.
Безопасность металлоконструкций, прежде всего, должна отвечать существующих требованиям и ГОСТам. Электроды Комсомолец полностью удовлетворяют всем этим документам. При качественной эксплуатации выполнении сварочных работ, данный тип электродов позволяет исключить огрехи в соединениях.
Покупая электроды, важно проверять их на подлинность. Поддельная продукция, как правило, не может избежать различных наплывов и пор защитного покрытия.
Если следовать требованиям ГОСТ, то заводские электроды допускают небольшие местные растрескивания и вмятины. Их размеры также оговорены. Подобно несоответствия не должны превышать трехкратной величины диаметра электрода.
Электропроводность наплавленного материала должна составлять не более 20%. Сваривание необходимо производить небольшими участками в пределах до 35 мм. После этого производить небольшие перерывы, необходимые для остывания наплавленного металла.
Важные технологической особенностью сварки, является возможность подогрева рабочих поверхностей. После проведения данной процедуры, гарантируется дальнейшее качество нанесенного шва.
Кроме этого стоит производить прокалку электродов.
Образовавшийся шлак на шве после проведения работ подлежит удалению и является производной процесса защиты от растекания металла во время процедур. Производить операции по очищению следует щеткой по металлу или надежным инструментом наподобие отвертки.
mortis 20 Мар 2016
Здравствуйте, коллеги.
Столкнулся с необходимостью сварить медные пластины, до этого никогда варить медь не приходилось .
Длина швов 40-60 мм ,толщина свариваемого металла 5 мм.
Из имеющихся средств только инвертор.
Подскажите пожалуйста, как лучше это сделать.
Читал, что варят к-100, омз-1 ,зт, зеллер 390.
Есть ли шанс сварить обычной мр-кой и с какими особенностями придется иметь дело?
Сообщение отредактировал Илария: 20 Март 2016 20:01
шрифт
- 1
Виктор 69 20 Мар 2016
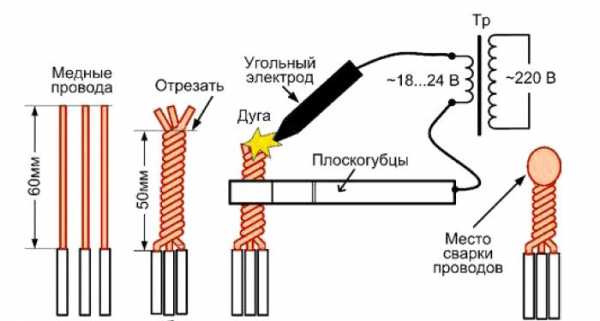
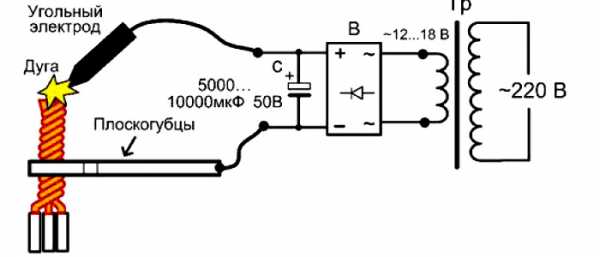
Возьми круглую батарейку большую, достань графитовый стержень, вставь в держак, и пробуй, конечно лучше бы не постоянкой а переменкой варить, 4-6 см в легкую, пробуй постоянкой только на малых токах сложновато будет.
можно взять кусок медной проволоки и использовать как присадочный пруток, дерзай
варю скрутки при монтаже электрики, пользовался при ремонте сварочных аппаратов сваривал медные шины оригинальные по 10 см проблем нет, тренировка и всё.
Сообщение отредактировал Виктор 69: 20 Март 2016 15:57
- 0
pavel83 20 Мар 2016
Почему сварка, а не пайка
Проблемой сварки основного радиатора охлаждения я озаботился, так как безуспешно пытался его запаять до этого. Простой пайки хватало на полгода. Расходился он по шву верхнего бачка с внутренней стороны. Это в общем-то объяснимо, так как это наиболее нагруженный узел в плане термического расширения — при открытии термостата туда резко поступает ОЖ с температурой под 100 градусов. А если дело происходит зимой то верхний бачок испытвает термошок — мгновенный нагрев с отрицательной температуры до тех самых ста градусов, при этом на швы приходится высокая нагрузка. Кроме того, в исправном двигателе ОЖ находится под давлением, что несколько увеличивает температуру кипепния ОЖ, создавая небольшой запас защиты от перегрева. Я пробовал для снижения давления убирать клапан из пробки радиатора, который и держит это давление, но делать этого не советую, хотя и нагрузка на швы радиатора несколько снижается, но из-за отсутствия давления в системе температура кипения ОЖ снижается, увеличивается риск возникновения воздушных пробок. Я из-за отсутствия клапана слегка перегрел ГБЦ, отчего со стороны коллекторов стал сочиться тосол, то есть клапан в системе должен быть.
Была у меня ещё одна гипотеза, о причине расхождения радиатора по шву — до капиталки у меня было довольно сильное калильное зажигание, то есть при глушении движок колбасило продолжительное время, а шланг от термостата до верхнего патрубка радиатора довольно жёсткий, то есть судороги двигателя создавали дополнительную механическую нагрузку, испытывали шов на прочность.
Таким образом, для надёжного ремонта радиатора я решил попробовать его заварить, если и это не поможет, то придётся покупать новый радиатор. При этом претензий к производительности медного трёхрядного радиатора у меня нет, стрелка указателя температуры стоит как вкопанная, грелся только летом когда половины тосола не хватало, и зимой с закрытыми жалюзи и заткнутой мордой.
Материалы и расходники
Важнейшим расходником является электрод. Варить медь требуется вольфрамовым электродом в общем-то не дефицит сейчас, так что вопрос стоит в диаметре, от диаметра зависит требуемый сварной ток. У меня были электроды на 1 и 2 мм, я попробовал разжечь искру. Сварочный аппарат — инвертор Ресанта, ток 10 Ампер, толщина стенки радиатора порядка 1 мм, плюс на радиаторе, минус на электроде. Прожёг по две дырки элеткродом в 1 мм и 2 мм:

А вот вид изнутри:

Как видно, дырка от розжига искры от диаметра электрода не зависит никак. Однако, электродом 1мм можно варить током 10 Ампер, в то время как для электрода 2 мм тока в 10 Ампер — недостаточно, искра тухнет, приходится увеличивать ток до 15-20 Ампер, а это как увеливает вероятность прожигания дырки, так и вызовет лишний нагрев радиатора, отчего начнёт плавится припой поблизости от места сварки, то есть могут отпаяться как трубки, так и штуцеры. Однозначно рекомендую использовать электроды в 1 мм.
Диаметр дырки при розжиге в 3 мм совершенно не порадовал, попробовал «случайно» чиркнуть по сотам:

И также «случайно» чиркнул по трубке:

Как видно варить надо очень аккуратно, одно неловкое движение — и или радиатор на металлолом, или много увлектельной и не обязательной возни.
Далее о флюсе. Я использовал буру, вроде бы читал, что она водорастворима, но почему-то растворяться в воде она не захотела 🙂 Тем не менее, наносить смоченную водой буру удобнее. Хуже то, что после сварки бура образует коричневый шлак наподобие стекла, удалить который проблематично. Аргон, понятное дело, предпочтительнее, но и не совсем бюджетно.
В качестве присадки я использовал электрические провода. Сперва одножильные, потом многожильные, вообще присадочного материала у меня ушло много, и в процессе сварки я как матёрый сборщик лома облазил весь гараж, даже раздербанил одну ненужную разетку 🙂 Многожильный провод мне показался более практичным, чем такой:

Такой, гораздо лучше ложится:

Технология «производства» такая, дербаним провод:

Сгибаем пополам, концы зажимаем дрелью, другой конец удерживаем отвёрткой:

Такая присадка очень удобна, не «распушается».

Так совпало, что я решил сменить радитор отопителя, и он оказался медным трёхрядным. Недолго думая, отточить мастерство я решил на нём. Изначально диаметр дырки при розжиге искры зародил во мне сильные сомнения в реальности заварки медного радиатора инвертором, тем не менее, решил попробовать. Важнейшее условие качественной сварки/пайки — тщательная очистка свариваемых/спаиваемых повехностей:

Я зачищал металлической щёткой, насадкой для дрели:

Как показала практика, при сварке ранее паяных деталей важно удалить весь старый припой. Также залогом успешной сварки является флюс, я использовал буру:

Технология сварки медного радиатора такая, наносим капли присадочного материала, при этом чтобы не прожечь дырку, поджигаем искру об присадку:

Потом эти капли размазываем:

Результат получился весьма обнадёжвающим:

С электродом в 1мм вообще очень удобно упереть держатель в радиатор и его поворотом управлять искрой, при этом можно очень деликатно направлять дугу на стенки радиатора. Их можно цеплять только по касательной, при направлении дуги прямо на стенку, будет дырка:

Набрался смелости и наварил ещё, шло совсем не плохо:

Вот зачищенный шов крупным планом:

Вид зачищенного шва:

Смотрится вполне надёжно:

Напоследок ещё разок чиркнул по радиатору — вто что будет при неаккуратном касании:

Набравшись опыта, приступил к основному радиатору. Зачистил от старого припоя

Зачищенный шов крупным планом. Моей серьёзной ошибкой было то, что не удалил весь припой, это важно, как оказалось:

Нанёс буры на всю длину планируемой сварки:

Не раз прожигал такие дырки, варить надо очень аккуратно, и не направлять дугу напрямую на стенки:

Как бы заварил, смотрелось всё неплохо:

Вот получившийся шов крупным планом:

Пока паял электродом в 1мм, всё было неплохо, но у меня их было всего два и их хватило только на половину радиатора. Затем перешёл на электрод в 2мм, при это сварной ток пришлось увеличить до 15-20 Ампер. это привело к повышенному нагреву радитора, отчего местами потёк штатный припой:

По завершении сварки, отнёс домой радиатор на промывку и проверку, нашёл две крупных дырки:




Следующие пару часов прошли довольно увлекательно. Я проверял герметичность радиатора, находил дырку, заваривал, снова проверял снова находил, снова заваривал и так много раз. Причина мне видится в припое — при сварке он кипел, вытекал и мешал, а при сварке неподалёку просто сваливал по-английски. Не раз делал так:

Что устранял так:

Промаявшись так, я решил прекратить свои мучения и страдания радитора и покрыть сварной шов сверху припоем. Обнаружил ещё одну дырку:

Посколку доверять такую дырку припою я бы не стал, то вкрутил шуруп:

Покрыл весь шов припоем:

Так сказать варёно-паяный радиатор:

Для защиты покрасил, при первом прогреве краска немного воняла:

Итак, что имеем в итоге? Заварить медный радиатор инвертором можно, но электродом в 1мм и при условии тщательной очистки свариваемых поверхностей и хорошему доступу ко шву. Наиболее практичным вариантом мне кажется сделать прихватки в легкодоступных местах, наиболее нагруженных механически, а сверху покрыть обычным припоем. При таком раскладе сварка даст механическую прочность, а припой даст герметичность. Будем надеться что такой технологии хватит на более продолжительное время, чем просто пайка — которой хватало на полгода.
И напоследок небольшая хохма. Ходит миф, что медный радиатор не медный, а латунный, отчего как бы хуже по эффективности, чем алюминиевый. Специально сделал фото, здесь штуцер из латуни, а болванка — сердечник от компьютерного кулера (окисленная медь). Присадкой для шва, напомню, были электрические провода:

И ещё аргумент в пользу того, что медный радиатор таки из меди. Я при сварке столкнулся с проблемой нехватки присадочного материала, и как писал выше, раздербанил розетку. С соединительными проводами проблем не возникло, а вот металл контактов скатывался в шарик и никак не хотел приставать к меди радиатора. И только потом до меня допёрло — контакты же из латуни, поэтому и не так просто приставал этот металл к меди. Кроме того, мне показалось что аналогично себя вёл металл штуцеров радиатора. То есть бачки, соты и трубки радиатора — медные, а штуцера — латунные, что в общем-то логично, так как медь не отличается механической прочностью
Важно! При сварке цветных металлов выделяется много всяких вредных веществ! Варить или на улице, или при обеспечении хорошей вытяжки!
Внимание, только СЕГОДНЯ!
sovetskyfilm.ru
Как сваривать медь?
Медь характеризуется высокими показателями тепло- и электропроводности. При этом данный металл устойчив к коррозии. Благодаря этим свойствам ее широко применяют в химической промышленности, при изготовлении сосудов, токопроводящих элементов для различного оборудования и многого другого.
В домашних условиях медь используется преимущественно при устройстве водопровода и систем отопления, поэтому довольно часто возникает необходимость ее сварки. Процесс этот нелегкий и требует наличия определенных навыков. Если под рукой есть современный однофазный сварочный аппарат инверторного типа, сваривать медь можно несколькими способами:
- ручным (MMA) – штучным электродом;
- аргонодуговым (TIG) – при наличии соответствующей функции, специальной горелки с вольфрамовым электродом и баллона с аргоном.
Технология сварки меди ручным способом
Наиболее распространенные электроды для меди – «Комсомолец-100». Процесс выполняется на постоянном токе с обратной полярностью («+» на электрод, «-» на изделие).
Сваривать не рекомендуется колебательными движениями, нужно поддерживать короткую дугу при возвратно-поступательных движениях. Только при соблюдении этих условий будет достигнуто оптимальное формирование шва. При увеличении дуги повышается разбрызгивание металла, и ухудшаются механические свойства сварного соединения.
Но медь склонна к образованию окислов в расплавленном состоянии. Поэтому шов будет обладать меньшими показателями электропроводности, чем основной металл. Именно поэтому при изготовлении токопроводящих элементов рекомендуется отдавать предпочтение аргонодуговому способу.
Аргонодуговая сварка
При наличии определенного опыта целесообразнее сваривать медь аргонодуговым способом. Для этого будут необходимы такие расходные материалы:
- вольфрамовый электрод;
- присадочная проволока – желательно идентичной с основным металлом марки;
- защитный газ – аргон.
Кромки свариваемых деталей и присадочный пруток необходимо зачистить от окислов и различных загрязнений. В правую руку берется горелка, а в левую – присадка. Рабочий ток выбирается в зависимости от толщины основного металла. Подача аргона включается за не менее чем за 15 секунд до начала процесса.
Возбуждение дуги осуществляется легким касанием вольфрамового электрода к изделию, который при сварке должен находиться на расстоянии не более 2 мм к поверхности детали. После поджига в стык по мере сплавления с основным металлом и образования соединения подается присадка. Шов получается монолитным без пор и других дефектов.
sam-brigadir.ru
Медь способы её варки — пайки
АМАДЕУС 25-02-2014 11:56Подскажите чем можно соеденить листы меди керметично при условии что медь будет нагреватся до 200 градусов цельсия и возможно выше .
Массив меди большой прогреть всё затруднительно.
Можноли Инвертером варить Медь?
quote:
Originally posted by АМАДЕУС:
Массив меди большой прогреть всё затруднительно.
1м х 1м?bricks20 25-02-2014 12:42
http://www.coppertube.ru/?page_id=2520
Пайка припоями на основе серебра (или медно-фосфорными) вряд ли подойдет, так как при прогреве листов будет их значительная тепловая деформация, которую потом не уберешь.
Уточню варится будет перегонный куб толщина предположительно 3 мм
паять припоями боясь. Чем наши деды лудили медь? Ранее вся посуда была медная ка кто всё это соединяли без нано технологий
Vadim Nord 25-02-2014 15:42Из меди куб не айс.
Такие вещи всегда из листовой нержавейки варили.
quote:
Originally posted by Vadim Nord:
Такие вещи всегда из листовой нержавейки варили.
варили да но это не значит что так правильней.
Нержавейка конечно и пищевая есть, но досих пор на предприятиях текилу , коньяк и вискарь, перегоняют в медных кубах. Наверное не просто так ?
Не просто так варенье варят в медных тазах а не тазах из нержавейки или люминя.
Можно и в алюминевом и стальном но вкус? Разнитца в общем есть .
quote:
Originally posted by bricks20:
Пайка припоями на основе серебра (или медно-фосфорными) вряд ли подойдет, так как при прогреве листов будет их значительная тепловая деформация, которую потом не уберешь.
А если пропан кислородом продувать?
И твёрдым припоем?nik373k 25-02-2014 21:01
Вот такая штука 
quote:
Originally posted by nik373k:
Вот такая штука
Даже вот такая штука (MAPP обведено красным) не прогреет то,что ему надо без кислорода.
Или пропан с кислородом или MAPP с кислородом
 nik373k 25-02-2014 21:22
nik373k 25-02-2014 21:22  привык верить глазам. Однако писал что дядя газосварщик лучше. Кстати они почему то пропаном режут. А варят ацетиленом.
привык верить глазам. Однако писал что дядя газосварщик лучше. Кстати они почему то пропаном режут. А варят ацетиленом.
quote:
Originally posted by Youri:
Даже вот такая штука (MAPP обведено красным) не прогреет то,что ему надо без кислорода.
Или пропан с кислородом или MAPP с кислородом
[URL=http://img.allzip.org/g/169/orig/8933063.jpg][/URL]
Сейчас ваабще устыдился, пришлось устроить тест драйв. Расплавил медную шинку.
Youri 25-02-2014 22:11quote:
Originally posted by nik373k:
привык верить глазам. Однако писал что дядя газосварщик лучше. Кстати они почему то пропаном режут. А варят ацетиленом.
На заборе написано слово МИР с тремя ошибками-вы верите,что это он.
Вот,что выпускает «фирма»(именно так в кавычках) blowgrana.com (рога и копыта),указанная на Вашем баллоне
http://blowgrana.com/producs/
А вот ,что выпускает всемирно известная фирма,которая является эталоном портативных горелок Bernzomatic
http://bernzomatic.com/products.html
Газ MAPP с ацетиленом-это самый «горячий» газ для портативных горелок.Youri 25-02-2014 22:14
quote:
Originally posted by nik373k:
Сейчас ваабще устыдился, пришлось устроить тест драйв. Расплавил медную шинку.
Медь даже на углях плавят-это не показатель
quote:
Originally posted by nik373k:
Кстати они почему то пропаном режут. А варят ацетиленом.
Мастера,фигли nik373k 25-02-2014 22:15
quote:
Originally posted by Youri:
На заборе написано слово МИР с тремя ошибками-вы верите,что это он.
Вот,что выпускает «фирма»(именно так в кавычках» blowgrana.com(рога и копыта)
http://blowgrana.com/producs/
А вот ,что выпускает всемирно известная фирма,которая является эталоном портативных горелок Bernzomatic
http://bernzomatic.com/products.html
Газ MAPP с ацетиленом-это самый «горячий» газ для портативных горелок.
Все так. Пусть пишут что хотят. Пусть это шлак, и есть вещи лучше. Факт: шинка медная потекла.
Youri 25-02-2014 22:16quote:
Originally posted by nik373k:
Факт: шинка медная потекла.
quote:
Originally posted by Youri:
Медь даже на углях плавят-это не показатель
nik373k 25-02-2014 22:23
quote:
Originally posted by Youri:
Даже вот такая штука (MAPP обведено красным) не прогреет то,что ему надо без кислорода.
Или пропан с кислородом или MAPP с кислородом
[URL=http://img.allzip.org/g/169/orig/8933063.jpg][/URL]
Началось все отсюда. И если температуры плавления меди не достаточно для пайки ее медноцинковым припоем, то мои аргументы закончились
Youri 25-02-2014 22:30quote:
Originally posted by nik373k:
Началось все отсюда. И если температуры плавления меди не достаточно для пайки ее медноцинковым припоем, то мои аргументы закончились
Ни моим,ни тем более Вашим баллоном большой объём меди,а не шинку не прогреть,только если продувать кислородом или воздухом.
Учитывая то,что у меня вот такие горелки,которые значительно производительнее Ваших так как используют частичную продувку воздухом
http://bernzomatic.com/item.html?id=15
http://bernzomatic.com/item.html?id=19
Ни моим,ни Вашим баллоном не приварить гаражные большие петли к гаражным воротам и косякам,а вот этим запросто.
Это проверено.
http://bernzomatic.com/item.html?id=30
Горелку под пропан+кислород можно купить за 1000 руб,с газами проблем вообще нет
Но прогрев должен быть зонным,сильным и непрерывным,чтобы медь не полопалась при охлаждении по шву
quote:
Originally posted by АМАДЕУС:
Нержавейка конечно и пищевая есть, но досих пор на предприятиях текилу , коньяк и вискарь, перегоняют в медных кубах. Наверное не просто так ?
Не просто так варенье варят в медных тазах а не тазах из нержавейки или люминя.
Можно и в алюминевом и стальном но вкус? Разнитца в общем есть .
Потому что медь убивает все нафиг! Не как серебро, но очень близко. Ее специально добавляют в хирургические стали для этого
Люминь тоже ядовит для человека, хотя и считается, что капсулируется
klyepan 25-02-2014 22:45Не слушайте никого.Балон кислорода,пропан.Пробовал с мапом и кислородом,в целом только деньги тратить.5%серебрянный припой.Никаких флюсов.Листы через см 30стянуть,например 2 отверстия и заклепать медной клёпкой.(как вариант).Лучше если нижний лист края загнуть .а верхние ставить в него внахлёст.Неплохо сделать такую операцию с двумя боковыми листами.
Другие горелки типа только Мапп в вашем случае хрень.давление в балоне через минут 5 просядет и температура упадёт.
Почитал по ссылке.Аргон? Может быть.Алюминий знаю варят.про медь такого не слышал.Наверно тоже можно.
Youri 25-02-2014 22:57quote:
Originally posted by klyepan:
Балон кислорода,пропан
Золотые слова zluck2 25-02-2014 23:14
Варил у себя в квартире медную водопроводную разводку , трубы 16, китайская пропановая горелка,припой без свинца и флюс для пищевых труб, швы ровные, в ближайшее время собираюсь строить колонну, выбрал медь от «РУССКИХ МЕДНЫХ ТРУБ», куб буду делать из пивного кега или скороварки ОКА, нержавейка , готовая конструкция , делали из меди раньше потому что нержавейки не было.
den45 25-02-2014 23:42quote:
Originally posted by zluck2:
куб буду делать из пивного кега или скороварки ОКА, нержавейка , готовая конструкция , делали из меди раньше потому что нержавейки не было.
Вот это правильное решение,себе сделал куб из кега приварил к нему крышку от скороварки в качестве люка АМАДЕУС 26-02-2014 12:19
quote:
Originally posted by zluck2:
делали из меди раньше потому что нержавейки не было.
ещё раз из меди кубы делают и сейчас именно на заводах за вкус борятся
ест простые вещи которые надо помнить
манную кашу варить в алюминевой кастрюле (не эмалированное не в нержавейке ни вкоем случае не в медной)
варенье варят в медной посуде
перегонные кубы медные
с этим спорить не стоит вопросы к пищивикам
теперь про варку мед
сварить медь на костре из двух кусков в один можно
сварить два куска паяльником сложнее иза оксидной плёнки и ли варить в газовой среде
как и в алюминии тепература плавление плёнки намного выше плавление меди
но как как деды и прадtды паяли без асетелена и кислорода ?
qwertyui 26-02-2014 12:25Буквально на днях обсуждал данную тему с товарищем.
Я вот силюсь понять нахрена нужен этот самогон? Есть же в продаже алкоголь любой ,какой душа пожелает, ну для сильно рачительных и экономных есть спирт ,причем отличного качества.
Нет ,нужно гнать сивуху и пытаться ее очистить с помощью кошачьих наполнителей для туалета и прочей хрени.
Медь паять просто ,предварительно отдельно прогреваем всю деталь (цыгане лудили медные дежи на костре ),далее пропан +кислород + говнезит или серебро, но есть одно но, если выкипит вся брага пипец пайке, так что можно просто на полуде собрать и всех дел.
На хлебозаводах во времена царя гороха применялись медные луженые дежи ,с появлением нержавейки все медные дежи сдали в металлолом не взирая на их «целебные» и прочие достоинства.
На всех современных пищевых производствах используется нержавейка.
‘но как как деды и прадtды паяли без асетелена и кислорода ?’
На костре.
quote:
Originally posted by qwertyui:
Медь паять просто ,предварительно отдельно прогреваем всю деталь (цыгане лудили медные дежи на костре
не спаять а сварить надо
quote:
Originally posted by qwertyui:
На всех современных пищевых производствах используется нержавейка.
ну ну ты это производителям коньяка , вискаря и текилы раскажи
они поди про нержавеку то не знают
ты случайно не знаеш почему молочные каши нужно варить в алюминевых кастрюлях а не вдругих?
для каждого продукта свой метал
пиву нержавека в самый раз медь там не проканает алюминий сест сразу
кондиционерщики паяют медные трубки прямо стоя на стремянке под потолком ,какой-то горелкой небольшой ,просто водя прутком(возможно ЛОК) по месту спайки. Хрен вырвешь потом. И температуру в 200 эта спайка точно держит. Пообщайтесь с ними. Давление в кондеях тож же есть и его держит(правда не скажу сколько, но думаю бара 3-4 точно есть)
klyepan 26-02-2014 06:53quote:
кондиционерщики паяют медные трубки прямо стоя на стремянке под потолком ,какой-то горелкой небольшой ,просто водя прутком(возможно ЛОК) по месту спайки. Хрен вырвешь потом. И температуру в 200 эта спайка точно держит. Пообщайтесь с ними. Давление в кондеях тож же есть и его держит(правда не скажу сколько, но думаю бара 3-4 точно есть)
так а я думаете кто?Почитайте моё сообщение ещё раз.Хотя нет, я наверное всё таки более продвинутый холодильщик.Ремонтирую промышленные холодильники.qwertyui 26-02-2014 09:02
‘не спаять а сварить надо’
Ну со сваркой проблем быть вообще не должно ,любой газэлектросварщик шестого разряда должен уметь варить медь.
‘ты случайно не знаеш почему молочные каши нужно варить в алюминевых кастрюлях ‘
Нет не знаю ,скажу больше я ни в одном ресторане не видел на кухне алюминиевой посуды.
Карамель на производстве варят в медной посуде ,но она вся с покрытием.
___________________________________________________________________
‘Хотя нет, я наверное всё таки более продвинутый холодильщик. Ремонтирую промышленные холодильники.’
Чайник ты медный, нет такой специальности — холодильщик, диплом покажи.
klyepan 26-02-2014 12:38quote:
Чайник ты медный, нет такой специальности — холодильщик, диплом покажи.
А может ещё и ключи от квартиры хде деньги лежат?
Если не изменяет память.мастер по ремонту малых и средних холодильных установок.АМАДЕУС 26-02-2014 12:54
Вообще есть электроды для меди варить полярным током тобиш инвертор.
Марка «Комсомолец» и ещё какаето не помню но меня предупридили могут быть проблемы аналогичные варки алюминия электродами по алюминию.
Сейчас разговаривал с товарищем,который занимается ремонтом автокондеев.варит аргоном сложные достаточно вещи.Говорит можно, только греть предварительно нужно и чистую медь в прутке.Одобрил моё предложение скрепить предварительно куб медными клёпками.
winstone 26-02-2014 13:14quote:для фреона R410a рабочее давление 25,6 бар, опрессовка делается на 41,5 барАндрей60 26-02-2014 14:12
правда не скажу сколько, но думаю бара 3-4 точно есть
Парни, подскажите, водоразводку в бане из меди если делать, горелкой фитинги греть или можно феном промышленным тоже? И в чём разница между отожжёной медью и неотожжёной? Какую брать?
shtoff 26-02-2014 15:34Прикольно наблюдать такое обсуждение на ганзах.
АМАДЕУС показал свою некомпетентность в самогонной теме, но не успокоился, решил стать производителем элитных напитков.
По существу: можно варить аргоном, но получится некрасиво, стучать много придется, присадка необязательно чистая медь.
Лучше паять ПСР или ПМЦ. ПСР предпочтительнее, может работать непрофессионал.
Можно паять пропановской горелкой с инжекцией, прогреть лист 3мм без проблем, но неэффективно. Проще пропан+кислород, эффективный локальный прогрев, быстрее, меньше деформация.
Нах для меди ацетилен вообще не понял, температуры пропана с избытком.
quote:
Парни, подскажите, водоразводку в бане из меди если делать, горелкой фитинги греть или можно феном промышленным тоже? И в чём разница между отожжёной медью и неотожжёной? Какую брать?
Если паять оловом то можно феном.если припоем меднофосфорным то горелка по любому.shtoff 26-02-2014 17:09
Андрей60, зачем в бане медь? Металлопластик в той же цене. Если недослил на зиму — есть шанс, что обойдется, чуток трубы подует, фитинги не полопаются.
Монтируется с помощью ножовки по металлу и трех-четырех ключей.
Давления в системе практически нет, лет на нцать хватит, даже подтягивать не нужно.
quote:
Originally posted by shtoff:
зачем в бане медь?
А фиг его знает, просто хочется. Опять же в парилке, куда обязательно будет подвод воды температура может быть достаточно большой. Да и паять мне проще, чем с фитингами металлопластовыми связываться.Dmitry68 26-02-2014 18:53
уточните толщину свариваемых листов и желательно марку материала
вообще медь сваривается аргно-дуговой, только режимы сварки запредельные
к примеру: 10мм листы потребуют ток 400-420 ампер
горелку с водяным охлаждением и постоянный подогрев примерно в 500 градусов
qwertyui 26-02-2014 23:35‘А фиг его знает’
———————
Да правильно думаешь, медь она и в Африке медь, бери не отожжённую (магистральную)’она ровней, красивше, ее можно ваще не крепить, накидал и забыл .
Пластик от пару провиснет сиськами как ты его не крепи, порно сплошное вобчем ,тока медь!
__________________________________
‘мастер по ремонту’
Изменяет, изменяет.
Слесарь по ремонту ,ё.
qwertyui 27-02-2014 23:19Автор ну че решил то¿
Могу сварного попинать.
quote:
Originally posted by qwertyui:
Могу сварного попинать.
Вот он реальный выход и решение вопроса!
Копию страницы(если она кому-нибудь интересна) можно получить у меня
quote:нормальная медь тоже не лопаетсяАМАДЕУС 28-02-2014 10:19
Originally posted by shtoff:
Андрей60, зачем в бане медь? Металлопластик в той же цене. Если недослил на зиму — есть шанс, что обойдется, чуток трубы подует, фитинги не полопаются.
по меди , так как занимался кондиционерами то отожженная медь применяется там где не надо гнуть , отожженная медь хуже гнётся но лутше паяется как выше было указанно и по сему она применяется в магистралях хладогена в домашних условиях по установке кондеев применяют не отожжоную потому что много изгибов по трассе, соеденяют фитингами
наверное я неправильно поставил вопрос
то что сварщик сварит это и кабану понятно
дома на кухне как сварить
как варили медь в 17 веке без аргона? а в 14 веке как это делали?
походу проще расплавить медь и отлить по форме нужный формат кастрюли
Ну чего ты велосипед изобретаешь то¿
Дома всех потравишь к буям.
Буду в понедельник на заводе спрошу по медной посуде, обещать не могу но если на складе завалялось отдадут по цене лома.
quote:
Originally posted by qwertyui:
Буду в понедельник на заводе спрошу по медной посуде, обещать не могу но если на складе завалялось отдадут по цене лома.
Миш,мамане нужен таз глубокий для варенья.
Это я так,на всякий случай АМАДЕУС 01-03-2014 12:07
опаньки таки медная посуда рулит.
медные тазы и посуда продаются но ценник не гуманный 10-15 тыр
Кто-то из классиков:
— отчего помер?
— попил молочка из медного котелка.
Медь с молоком несовместима.
Брэн 04-03-2014 08:39Я видел медный типа аламбрик в тульской обл. которому лет 100 наверно.
Небыло на нем пайки, половинки соединялись загибом как крыша жестяная и клепками.
Медной посуды на заводах не осталось,все сдали в утиль еще в 90х.
Есть дежи из нержавейки в отличном состоянии, если кому нужно можно уточнить ценник.

quote:
Originally posted by АМАДЕУС:
Уточню варится будет перегонный куб толщина предположительно 3 ммпаять припоями боясь.
А ведь «не наврали большевики про скорость света!» Медь достаточно хорошо сваривается в аргоне. Только что попробовал…
Может, поможет таблица из книжки:
quote:
Originally posted by Drix:
Медь достаточно хорошо сваривается в аргоне.
об этом и раньше зналAleksandr Dackov 19-03-2014 23:41
quote:
Originally posted by nik373k:
Вот такая штука температура факела 1982цельсия. Припой медно- цинковый, есть прутки с флюсом. Температура плавления 900 цельсия. И бура конечно.Все получится. Но лучше дядя газосварщик: Латунная проволока, ацетилен,кислород,бура.
сварка в азоте , который по отношению к меди является инертным газом , ведется угольным или графитным стержнем. использовать вольфрамовые электроды нецелесообразно, так как их расход в азоте слишком велик. азотнодуговую сварку с угольным электродом ведут на постоянном токе прямой полярности.
Выдержка из умной книги. афтар книги Н.А. Юхин
«Ручная дуговая сварка не плавящимся электродом в защитных газах»
отожженная медь хуже гнётся
С каких это пор??
quote:
Originally posted by Aleksandr Dackov:сварка в азоте , который по отношению к меди … бла-бла-бла
Выдержка из умной книги. афтар книги Н.А. Юхин
«Ручная дуговая сварка не плавящимся электродом в защитных газах»
картинки в книжке тоже были?
quote:
Originally posted by иваныч:
отожженная медь хуже гнётся
С каких это пор??
народ тупеет особенно после введения ЕГ
а вообще 100 теоретиков читавших книги(что уже не плохо)
далеки от одного реального с практикой, а дальше будет еще ведь хуже
guns.allzip.org