Классификатор на пиломатериалы
Главная ->Статьи ->Классификатор на пиломатериалы
Пиленую продукцию получают продольным делением бревен и кряжей на части с последующим продольным и поперечным раскроем. Пиломатериалы, заготовки и деревянные детали по степени готовности применяются в дальнейшем использовании.
Пиломатериалами называют пилопродукцию определенных размеров и качества с двумя плоскопараллельными пластями.
Заготовка из древесины — пилопродукция с размерами и качеством, соответствующими изготовляемым из нее деталям и изделиям с припусками на обработку и усушку. Деталь — пилопродукция, не требующая последующей обработки для ее использования.
По форме поперечного сечения пилопродукция делится на брусья, бруски, доски, шпалы, обапол.
Брусья — пиломатериалы толщиной и шириной 100 мм и более. Соответственно числу пропиленных сторон брусья бывают двухкантные, трехкантные (ванчесы) и четырехкантные.
Бруски — пиломатериалы, за исключением авиационных, имеющие толщину до 100 мм и ширину не более двойной толщины.
Доски — пиломатериалы толщиной от 16 до 100 мм и шириной более двойной толщины.
Шпалы — пилопродукция в виде бруса, предназначенная для укладки под рельсы железных дорог.
Обапол — пилопродукция, получаемая из боковой части бревна и имеющая одну пропиленную, а другую непропиленную поверхности. Плоские бруски, тонкие узкие доски называют рейками. Пиломатериалы с прямоугольным сечением, тонкие и короткие называют дощечками и планками.
Пиломатериалы имеют следующие элементы: пласти, кромки, ребра, торцы. Пласть — продольная широкая сторона пиломатериала, а также любая сторона пиломатериалов квадратного сечения. Пласть, отличающаяся наибольшей чистотой в отношении качества древесины и обработки, называется лучшей, противоположная ей — худшей; в экспортных пиломатериалах пласть, обращенная к сердцевине, называется внутренней, а обращенная к заболони — наружной.
Кромка — продольная узкая сторона пиломатериалов.
Ребро — линия пересечения пласти и кромки пиломатериалов.
Торец — концевое поперечное сечение пиломатериалов.
По характеру обработки пиломатериалы разделяют на необрезные, обрезные и односторонне обрезные. Пиломатериалы, имеющие вместо кромок боковую поверхность бревна, называют необрезными; пиломатериалы, у которых все четыре стороны пропилены, а величина обзола (часть поверхности бревна, оставшаяся на пиломатериалах) не превышает допускаемых размеров, называют обрезными. Односторонне-обрезные пиломатериалы имеют пиленые пласти и одну кромку, а размеры обзола на пропиленной кромке не превышают допускаемых. В направлении длины доски различают комлевый (широкий) и вершинный (узкий) торец. Обзол, занимающий часть ширины кромки, называется тупым, вся ширина кромки — острой.
По степени обработки пиломатериалы разделяют на нестроганые и строганые. В зависимости от назначения строганые пиломатериалы имеют различную форму поперечных сечений.
По месторасположению пиломатериалов в бревне (по отношению их к продольной оси) различают сердцевинные, центральные и боковые доски.
Сердцевинные доски содержат сердцевину и наибольшее количество сучков всех разновидностей, которые снижают качество древесины. Очень часто в центральной части растущих деревьев образуются метиковые и отлупные трещины. Эти доски больше подвергаются растрескиванию. Сердцевинные доски, как правило, выпиливают толщиной 40 мм и более из толстых бревен. При выпиловке тонких сердцевинных досок сердцевина может выходить на пласть или быть близкой к пласти и при строгании выйти наружу. Поэтому тонкие сердцевинные доски высших сортов не изготовляют.
В центральных досках сердцевина распилена вдоль ее оси. При выпиловке центральных досок наилучшим образом вскрываются пороки на внутренней пласти доски. Все годичные слои в центральных досках перерезаны, поэтому эти доски меньше, чем сердцевинные, подвержены растрескиванию. Качество центральных досок по сравнению с сердцевинными выше.
Боковые доски получают в процессе распиливания зоны бревна, расположенной между сердцевинной или центральными досками и горбылем. Боковые доски менее сучковаты, не имеют разветвленных сучков. Они легко строгаются и обладают более чистой поверхностью. Боковые доски содержат меньшее количество пороков и характеризуются лучшим качеством, чем центральные и сердцевинные при условии, если они получены при распиловке бревен комлевой части хлыста.
Боковые доски менее сучковаты, не имеют разветвленных сучков. Они легко строгаются и обладают более чистой поверхностью. Боковые доски содержат меньшее количество пороков и характеризуются лучшим качеством, чем центральные и сердцевинные при условии, если они получены при распиловке бревен комлевой части хлыста.
способы резки металла, чем можно резать
Существует большое количство различных способов резки металла. В связи с этим, вопросы: чем режут металл, чем можно резать металл и чем резать толстый металл, не утрачивают своей актуальности.
Для максимального удовлетворения потребительского спроса, на смену морально устаревшим, классическим методам обработки, пришло достаточно много альтернативных вариаций.
СОДЕРЖАНИЕ СТАТЬИ
- Резка металла лазером
- Плазменная резка толстого металла
- Резка газовым резаком
- Кислородная резка металла
- Газоэлектрическая резка металла
- Плюсы и минусы газовых способов резки металла
- Гидроабразивная резка металла
- Механические способы резки металла
- Чем режут металл в домашних условиях
- Подробнее о видах ручных ножниц для резки металла
- Разновидности пил для резки металла
- Сравнение способов резки металла
- Итог: чем лучше резать металл
Так чем же лучше резать металл и чем вообще режут металл? Чем можно разрезать толстый металл? Ответ на этот вопрос достаточно многогранен, в связи с тем, что процесс резки применяется не только в промышленных масштабах, но и в домашних условиях.
РЕЗКА МЕТАЛЛА ЛАЗЕРОМ
Эта, одна из самых передовых технологий, приобретает все большую популярность благодаря своей исключительной точности и высокой производительности. Суть лазерной резки металла заключается в точечном, направленном воздействии лазерного луча на металл. Воздействие лазером позволяет производить детали любой геометрической сложности контура, с сохранением максимальной точности, практически идеальной ровности кромок, при этом не теряя производительности. Основные отличия лазерной резки и плазменной резки в толщине обрабатываемых металлов и качестве реза.
Управление установкой производится оператором станка ЧПУ. Полная автоматизация процесса сводит вероятность ошибки, и, как следствие, выбраковки деталей, к минимуму.
Процесс работы такого станка разделен на три этапа:
- Создание чертежного изображения разрабатываемой детали;
- Загрузка чертежей в файловом изображении в программу ЧПУ;
- Обработка данных и запуск выполнения.


Лазерная установка состоит из трех основных действующих частей:
- Источник излучения (рабочая среда).
- Источник энергии.
- Оптический зеркальный резонатор.
В зависимости от типа источника энергии, установки для резки металла делят на:
Газовые
В них действующая сила это сочетание воздействия луча и смесей газа.
Твердотопливные
Действие происходит за счет многомерного зеркального усиления газоразрядной лампы.
Газодинамические
В данном случае лазерный луч усиливает нагретый углекислый газ.
По технологическому способу действия лазерного луча, проводится разделение на:
- Метод плавления. Такой тип обработки оправдан при работах с любыми заготовками, в том числе, толстостенными и изготовленными из меди и алюминия. Суть метода заключается в плавлении места среза направленным лучом, сочетающимся с подачей струи сжатого газа, отводящей расплавленный металл вниз и охлаждающей кромки.
- Метод испарения. Этот метод заключается в нагреве металла, который проводит его через три стадии:плавления, кипения и испарения.
ВИДЕО ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛА
Преимущества лазерной резки
К основным положительным качествам обработки лазером принято относить:
- Универсальность;
- Технологическую безопасность;
- Высочайшую скорость и производительность;
- Чистоту процесса;
- Сверхточное выполнение сложных контуров.
ПЛАЗМЕННАЯ РЕЗКА ТОЛСТОГО МЕТАЛЛА
В вопросе «чем резать тостый металл«, плазменная резка — лучший вариант. В данном случае, воздействие на металл производит струйная подача плазмы. По своей сути плазма является ионизированным газом, разогретым до сверхвысоких температур.
Различают два типа воздействия:
- Плазменно-дуговой рез. Суть метода соответствует названию. Между режущим инструментом и изделием, пропускают электрическую дугу. Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
- Косвенно воздействующий механизм. В данном случае, воздействующая электроискра находится непосредственно внутри режущего элемента и воздействие происходит только за счет плазмы.
 Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.ВИДЕО ПЛАЗМЕННОЙ РЕЗКИ МЕТАЛЛА
Преимущества плазменной резки металла
К преимуществам плазменной резки металла
- Универсальность в отношении любых видов материала;
- Высокую скорость процесса при минимальных повреждениях и деформациях;
- Гладкость мест разреза;
- Техническая безопасность;
- Возможность обработки сложных контуров.
- Возможность резать толстый металл.
РЕЗКА МЕТАЛЛА ГАЗОВЫМ РЕЗАКОМ
В вопросе «чем режут металл» — данный способ является одним из самых простых с технической точки зрения. Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
Весь процесс делится на три этапа:
- Разогрев до предельных температур;
- Окисление кислородом;
- Удаление шлаковых образований выдуванием и отвердение мест среза.
Из чего состоит оборудование для газовой резки металла
Оборудование газовой резки состоит из:
- Газовый баллон.
- Шланги для подключения.
- Режущий элемент.
- Мундштук с регулируемыми размерами.
- Система регуляции.
Использование подобной технологии в резке металла предусматривает выполнение следующих требований:
- Плавность ведения резака;
- Соблюдение угла наклона на 6 градусов против движения;
- Разогрев не менее чем до отметки в 1000 градусов.
Преимущества
К преимуществам резки металла газовым резаком следует отнести:
- Возможность резки толстого металла с сохранением ровных и качественных швов;
- Автономность и мобильность;
- Универсальность и скорость процесса;
- Экономическая выгода.

КИСЛОРОДНАЯ РЕЗКА МЕТАЛЛА
В процессе кислородной резки металла происходит процесс горения металла в кислороде, который идет потоком в виде струи, удаляющей оксиды. Самое главное, что в данной процедуре металл не плавится — он лишь горит, при этом сохраняя свою твердость и прочность, а рамки реза выходят ровными.
Существуют некоторые подвиды кислородной резки металла, о которых мы расскажем ниже:
Кислородно-флюсовая резка
При кислородно-флююсовой резке металла используют порошковый плюс, который подается в место реза, из-за чего процедура облегчается, так как флюс на место реза оказывает 3-ное действие: абразивное, химическое и термическое.
Кислородно-копьевая резка
Кислородно-копьевая резка металла подразумевает собой высокий температурный режим, поддерживаемый из-за сгорания кислородного «копья», которое представляет собой трубку из стали, через которую в область реза подается кислород.
ГАЗОЭЛЕКТРИЧЕСКАЯ РЕЗКА МЕТАЛЛА
Для газоэлектрической резки, исходя из названия, необходим источник электричества.
Воздушно-дуговая газоэлектрическая резка
Металл, который расплавился, удаляют при помощи мощной воздушной струи, движущейся под высоким давлением.
Кислородно-дуговая резка
При этом виде газоэлектрической резки металла осуществляется движение кислородной струи, которая вызывает горение накаленного электродугой металла, и удаление оксидов из области реза.
Основной минус газоэлектрического способа резки металла — начало науглероживания металла в области реза. Обычно, такой вид металлорезки применяют в случае, если необходимо избавиться от дефектов сварных швов.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ ГАЗОВЫХ СПОСОБОВ РЕЗКИ МЕТАЛЛА
Основные плюсы, которые можно выделить из способов газовой металлорезки:
- Доступная цена;
- Процессы понятны и не вызывают сложностей;
- Возможно резать толстый металл;
Из недостатков можно выделить следующее:
- Неидеальная точность резки;
- Высокий расход материала;
- Небольшая скорость резки;
- Необходима доп. обработка по краям реза;
- Возможна термическая деформация металлоизделий;
 обработка по краям реза;
обработка по краям реза;ГИДРОАБРАЗИВНАЯ РЕЗКА МЕТАЛЛА
Гидроабразивная резка – современный способ резки металла, позволяющий высокоточно производить раскрой листового металла по линиям любой кривизны и сложности и резать толстые металлические изделия толщиной до 200 миллиметров. В данной технологии обработки металла используется очень тонкая струя водного раствора, смешанного с абразивными частицами. Жидкость подается под высоким давлением порядка 4 тысяч атмосфер через специальное узкое сопло, имеющее диаметр до 0,5 миллиметров.
Скорость, с которой раствор взаимодействует с металлом, сравнима со скоростью звука, зачастую даже выше, что, в свою очередь, позволяет производить резку металла с высокой скоростью и очень гладкую поверхность реза, сравнимую с методом лазерной резки металла.
Преимущества
Гидроабразивная резка металла является, на сегодняшний день, одним из лучших способов резки металла, так как она обеспечивает возможность резать толстый металл, сложные детали нестандартной формы легко поддаются обработке, расход металла минимален вследствие маленькой ширины реза, а низкий температурный режим в зоне реза обеспечивает защиту от деформации и плавления.
Гидроабразивная резка используется, в основном, в декоративной и художественной резке, где требуется высочайшая точность реза и минимальный расход металла.
МЕХАНИЧЕСКИЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
Механические способы резки металла в промышленных масштабах используются все реже. В данном методе часто встает вопрос: какой станок по металлу лучше выбрать, однако обычно для этих целей используют ленточные, дисковые и гильотинные станки по металлу. Минус такого оборудования в его ограниченных возможностях и достаточно высокой трудоемкости процесса.
Резка металла на ленточном станке
Данный станок это фиксированное режущее полотно с зубцами на одной стороне. Благодаря работе мотора происходит непрерывное вращение ленты.
Гильотинное
оборудование
Обрабатываемый металлический материал фиксируется в горизонтальном положении и подвергается рубящему удару станка резака-гильотины.
Резка металла дисковым станком
Суть действия схожа с работой ленточного станка. Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
ЧЕМ РЕЖУТ МЕТАЛЛ В ДОМАШНИХ УСЛОВИЯХ
Резка металла в домашних условиях производится при помощи механических устройств. К ним можно отнести как не промышленные модели станков, так и подручный инструмент. К наиболее часто используемым приспособлениям для резки металла в домашних условиях можно отнести:
Ручные ножницы для резки металла
Ручные ножницы позволяют резать металл толщиной до 3 миллиметров.
Пилы различного типа для резки
Пилы ручные, дисковые, торцевые, ленточные и маятниковые.
Болгарка для резки металлоизделий
Болгарка достаточно популярна и универсальна в домашних условиях.
ПОДРОБНЕЕ О ВИДАХ РУЧНЫХ НОЖНИЦ ДЛЯ РЕЗКИ МЕТАЛЛА
Существует несколько видо ручных ножниц для резки металла, каждый из которых обладает своими особенностями, преимуществами и недостатками. Рассмотрим их ниже.
Гильотинные ножницы
Преимуществами такого вида ручных ножниц для резки металла является: При разделке металла такими ножницами обеспечивается:
- Не остается каких-либо механических дефектов;
- Наружное покрытие металла, который режут, сохраняется в прекрасном качестве;
- Высокий показатель точности резки;
Особенность гильотинных ножниц заключается в том, что в их строении предусмотрен нож, который движется строго в одной плоскости, что прекрасно подходит для разрезания металлических листов. Если изменять угол наклона ножа, то существенно снижается необходимое усилие руки, однако, при этом страдает показатель качества резки. Гильотинные ножницы бывают как ручные, так и механические, либо с гидроприводным модулем.
Если изменять угол наклона ножа, то существенно снижается необходимое усилие руки, однако, при этом страдает показатель качества резки. Гильотинные ножницы бывают как ручные, так и механические, либо с гидроприводным модулем.
Ручными ножницами практически невозможно разрезать металл средней толщины, а вот гильотинные ножницы с гидроприводом очень здорово себя показыают в показателях точности резки, так как они зачастую имеют ЧПУ-модуль, позволяющий «запоминать» типовые операции.
Шлицевые ножницы по металлу
Шлицевые ножницы позволяют резать металл по прямым и кривым произвольным линиям, благодаря чему, возможно выполнить качественную декоративную или фигурную резку металла. Работают такие ножницы от электродвигателя.
РАЗНОВИДНОСТИ ПИЛ ДЛЯ РЕЗКИ МЕТАЛЛА
Как и с ручными ножницами, существует несколько видов пил для металлорезки, которые обладают своими плюсами и минусами:
Дисковая пила
Самая легкая в работе пила. В дисковой пиле используются качественные диски из высокоустойчивых твердых сплавов или быстрорежущая специальная сталь, не подверженная температурному режиму. Основное ее применение — распил тонких металлических листов и листов средней толщины. Обычно один из факторов ценообразования на дисковую пилу — это ее распиловочный круг, ведь в зависимости от его диаметра, пила
расширяет свой возможный спектр задач.
Основное ее применение — распил тонких металлических листов и листов средней толщины. Обычно один из факторов ценообразования на дисковую пилу — это ее распиловочный круг, ведь в зависимости от его диаметра, пила
расширяет свой возможный спектр задач.
Из минусов можно отметить то, что хорошие дисковые пилы редко стоят дешево и имеют крупные габариты, что не всегда удобно.
Сабельная пила
Сабельная пила по своему образу схожа с электродрелью с удлиненной пилой, а по принципу работы — с электролобзиком. Существует 2 варианта сабельных пил: аккумуляторные и с зарядкой от сети.
Многообразие пильных полотен позволяет выполнять сабельной пилой различные задачи по резке металла. С сабельной пилой сложнее управляться, нежели с дисковой — для нее надо иметь правильные навыки и отличный глазомер.
Углошлифовальная машина
За этим серьезным названием скрывается знакомая всем болгарка. Интересно то, что изначально она разрабатывалась как инструмент для шлифования, однако теперь по
функциональным качествам заменят сабельную и дисковую пилы.
Универсальность углошлифовальной машины позволяет проводить резку, шлифовку и полировку металлических изделий — для этого стоит просто купить необходимые материалы и комплектующие.
СРАВНЕНИЕ СПОСОБОВ РЕЗКИ МЕТАЛЛА
При сравнении основных способов резки металла лучшими видами для промышленных масштабов признаны лазерная и плазменная резка металла.
- Доступна резка по любым кривым линиям;
- Возможность резать толстый металл практически любой толщины;
- Благодаря точности резки металла данными способами обеспечивается высокая точность;
- Универсальность выбора металла: возможность резки алюминия, оцинковки, нержавейки, титана, черных металлов и т.д. одним оборудованием;
- Экономия времени на этап подготовки металла к резке: благодаря высокой температуре лазерная и плазменная резка легко справляется с инородними примесями;
- Затраты на электроэнергию и воздух — достаточно низкие, как и на расходные материалы.
Что касается выбора наилучшего способа резки металла в домашних условиях, то здесь наибольшую популярность имеет углошлифовальная машина (болгарка). Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: «чем лучше резать металл дома».
Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: «чем лучше резать металл дома».
ИТОГ: ЧЕМ ЛУЧШЕ РЕЗАТЬ МЕТАЛЛ
Отвечая на вопросы: «Чем режут металл» и «чем резать толстый металл«, стоит отметить, что несмотря на доступность многих из перечисленных вариантов обработки, качество зависит не только от сложности оборудования, но и от профессионализма специалистов на нем работающих. Компания «Металик» имеет в своем арсенале оборудование для проведения всех видов резки металла любой толщины и конфигурации. Получить консультацию и оставить заказ вы можете на нашем сайте, или связавшись с нами по телефону.
Толстый или тонкий? — Клингспор Абразивная Технология
Толстый или тонкий?
При выборе отрезных кругов принять решение часто бывает не так просто. В дополнение ко многим очевидным факторам, таким как машина или область применения, также играют роль различные предпочтения. Так что же на самом деле имеет значение?
https://www.klingspor.ca/press/news/толстый-или-тонкий
https://www.klingspor.ca/@@site-logo/logo.png
Так что же на самом деле имеет значение?
https://www.klingspor.ca/press/news/толстый-или-тонкий
https://www.klingspor.ca/@@site-logo/logo.png
03 июля 2019 г.
При выборе отрезных кругов принять решение часто бывает не так просто. В дополнение ко многим очевидным факторам, таким как машина или область применения, также играют роль различные предпочтения. Так что же на самом деле имеет значение?
При выборе отрезных кругов принять решение часто бывает непросто. В дополнение ко многим очевидным факторам, таким как машина или область применения, также играют роль различные предпочтения. Так что же на самом деле имеет значение?
Все сводится к миллиметру. Нет, речь не о фотофинише в трековом велоспорте, а об обрезании колес. Каждый в Германии, желающий профессионально резать нержавеющую сталь, металл или другой материал, сталкивается с выбором: 0,8 мм, 1,0 мм, 1,6 мм, 2,0 мм или 2,5 мм. Klingspor также производит отрезные круги различной толщины. Но какая модель имеет идеальные размеры? Кто-то, кто должен знать, это Антон Бодрин. 36-летний мужчина работает в отделе управления продуктами Klingspor и с улыбкой поясняет: «На этот вопрос нет простого ответа. Это зависит от того, что пользователь хочет делать с отрезным кругом, какой станок используется, где выполняется работа и какой материал обрабатывается, и это лишь некоторые факторы». Дискуссия о правильной толщине колеса не нова. С тех пор, как Klingspor впервые выпустила высокоскоростной, адаптируемый шлифовальный диск с волоконным переплетом в 1954 и коренным образом изменил всю технологию резки, многое произошло на рынке. Хотя первые диски были несколько прочнее, около 15 лет назад ведущие производители начали конкурировать с моделями толщиной 1,0 мм и тоньше для использования на угловых шлифовальных машинах диаметром от 100 до 125 мм.
Klingspor также производит отрезные круги различной толщины. Но какая модель имеет идеальные размеры? Кто-то, кто должен знать, это Антон Бодрин. 36-летний мужчина работает в отделе управления продуктами Klingspor и с улыбкой поясняет: «На этот вопрос нет простого ответа. Это зависит от того, что пользователь хочет делать с отрезным кругом, какой станок используется, где выполняется работа и какой материал обрабатывается, и это лишь некоторые факторы». Дискуссия о правильной толщине колеса не нова. С тех пор, как Klingspor впервые выпустила высокоскоростной, адаптируемый шлифовальный диск с волоконным переплетом в 1954 и коренным образом изменил всю технологию резки, многое произошло на рынке. Хотя первые диски были несколько прочнее, около 15 лет назад ведущие производители начали конкурировать с моделями толщиной 1,0 мм и тоньше для использования на угловых шлифовальных машинах диаметром от 100 до 125 мм.
Преимущества в зависимости от области применения
Сегодня отрезные круги толщиной 2,5 мм и более используются в основном в сегменте DIY. Профессионалы используют более тонкие варианты. Их преимущества очевидны, особенно когда речь идет о резке дорогих материалов, таких как нержавеющая сталь. «Работа с более тонким диском намного точнее и требует меньше усилий. Обрабатываемый материал меньше нагревается, и потерь гораздо меньше, образуется меньше заусенцев, меньше искр и вибраций», — объясняет Бодрин. Тем не менее, даже более прочные модели выигрывают в некоторых областях: например, при резке более толстых материалов толщиной от пяти миллиметров более толстые колеса более стабильны и, следовательно, более безопасны для менее опытных пользователей или при работе в положениях, где существует риск скручивания. «Безопасность является важным фактором для всех отрезных кругов, толстых или тонких, и мы работаем в соответствии с последними стандартами и требованиями», — подчеркивает Антон Бодрин.
Профессионалы используют более тонкие варианты. Их преимущества очевидны, особенно когда речь идет о резке дорогих материалов, таких как нержавеющая сталь. «Работа с более тонким диском намного точнее и требует меньше усилий. Обрабатываемый материал меньше нагревается, и потерь гораздо меньше, образуется меньше заусенцев, меньше искр и вибраций», — объясняет Бодрин. Тем не менее, даже более прочные модели выигрывают в некоторых областях: например, при резке более толстых материалов толщиной от пяти миллиметров более толстые колеса более стабильны и, следовательно, более безопасны для менее опытных пользователей или при работе в положениях, где существует риск скручивания. «Безопасность является важным фактором для всех отрезных кругов, толстых или тонких, и мы работаем в соответствии с последними стандартами и требованиями», — подчеркивает Антон Бодрин.
В отделе исследований и разработок Klingspor используются новейшие технологии, чтобы учесть все возможные варианты. Шлифовальные роботы с Force Control имитируют различные контактные давления, поскольку они значительно различаются от пользователя к пользователю. Тепловизионная камера отображает соответствующее изменение средней температуры. Но специализированные дилеры и промышленные заказчики также являются постоянными гостями учебного центра в Хайгере, чтобы попробовать что-то своими руками, протестировать и сравнить. «Это единственный способ оптимизировать консультирование клиентов, потому что в конечном итоге каждый пользователь сам решает, что для него важнее при выборе толщины круга», — утверждает Бодрин. Klingspor хочет упростить это решение для своих клиентов в будущем и создал для этой цели новый инструмент поиска продуктов. Клиент может шаг за шагом сузить свой выбор, чтобы быстро определить, какой инструмент лучше всего подходит для его работы (см. ниже).
Тепловизионная камера отображает соответствующее изменение средней температуры. Но специализированные дилеры и промышленные заказчики также являются постоянными гостями учебного центра в Хайгере, чтобы попробовать что-то своими руками, протестировать и сравнить. «Это единственный способ оптимизировать консультирование клиентов, потому что в конечном итоге каждый пользователь сам решает, что для него важнее при выборе толщины круга», — утверждает Бодрин. Klingspor хочет упростить это решение для своих клиентов в будущем и создал для этой цели новый инструмент поиска продуктов. Клиент может шаг за шагом сузить свой выбор, чтобы быстро определить, какой инструмент лучше всего подходит для его работы (см. ниже).
Инструмент для принятия решений: Поиск продукта
1. Какая машина?
С какой угловой шлифовальной машиной можно использовать отрезной круг? Чем больше мощность машины, тем выше скорость. Спецификации инструмента являются первым критерием принятия решения при выборе круга.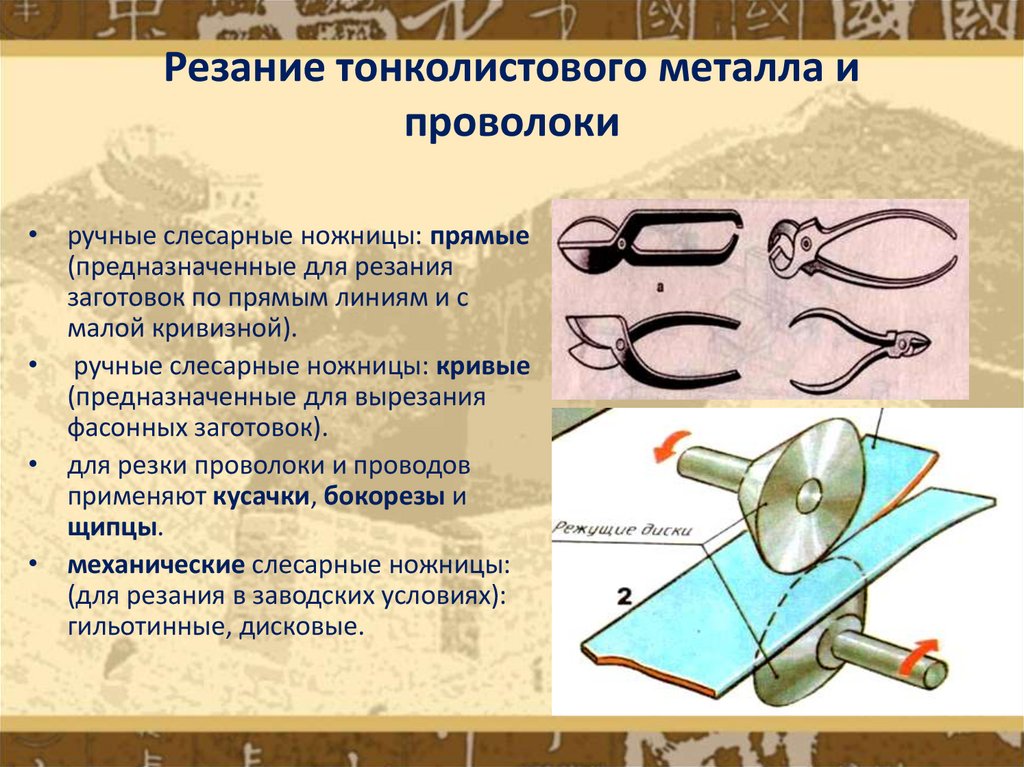
- Угловая шлифовальная машина диаметром от 100 до 150 мм и мощностью от 600 до 1700 Вт
- Угловая шлифовальная машина диаметром от 180 до 230 миллиметров и диапазоном мощности более 1700 Вт
2. Какой материал?
Мягкий, твердый или особенно чувствительный к теплу? Каждый материал имеет разные свойства, которые необходимо учитывать при выборе соответствующей толщины отрезного круга. Что будут резать?
- Сталь
- Нержавеющая сталь
- Алюминий или другой цветной металл
- Чугун
3. Какой профиль заготовки?
Гибкий тонкий листовой металл требует другого подхода к сплошному профилю или моноблочной трубе. Выбор правильной толщины отрезного круга также зависит от формы, которую необходимо вырезать.
- Листовой металл
- Трубка, твердый материал
- L, U или T профиль
4. Требования безопасности?
Необходимо также принять во внимание информацию о безопасной работе со станком, а также инструкции, прилагаемые к отрезному кругу.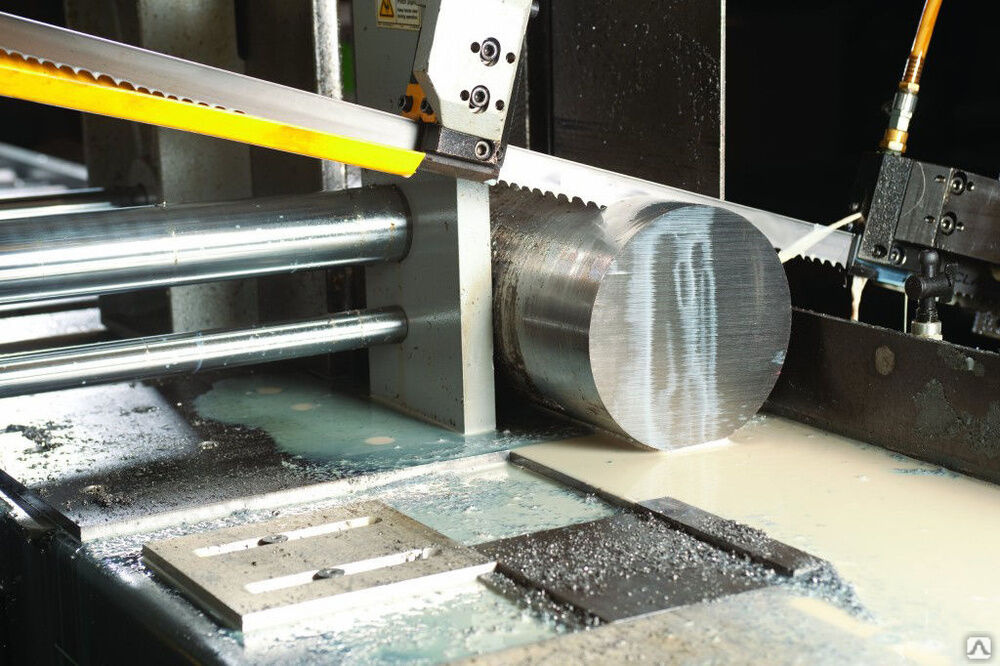
- Закрепление материала
- Рабочая высота
Руководство по отрезным кругам | Weiler Abrasives
При изготовлении металлов и производственных операциях в различных инструментах используются режущие диски для вырезания материала из заготовки.
Что такое отрезной круг? Отрезные круги, или отрезные круги, отличаются от шлифовальных кругов по своему назначению и устройству. В то время как шлифовальные круги используют абразив для шлифовки больших кусков материала с заготовки под небольшим углом, отрезные круги обычно делают узкие и точные разрезы под углом 90 градусов. Следовательно, отрезные круги часто тоньше шлифовальных кругов — хотя они не обладают поперечной прочностью, необходимой для бокового шлифования, их минимальная толщина делает их более подходящими для чистых и точных резов.
Weiler Abrasives предлагает несколько отрезных кругов для различных применений. Мы предлагаем все, от отрезных кругов диаметром 1 мм до кругов увеличенного диаметра для более крупных разрезов. В этом руководстве по отрезным кругам рассматриваются различия между различными типами отрезных кругов и объясняется, как правильно выбрать круг для конкретного применения.
В этом руководстве по отрезным кругам рассматриваются различия между различными типами отрезных кругов и объясняется, как правильно выбрать круг для конкретного применения.
ТИПЫ ОТРЕЗНЫХ КРУГОВ
Отрезные круги бывают нескольких типов. Некоторые распространенные типы: тип 1, тип 27, тип 41 и тип 42, где разные числа обозначают разные формы и свойства колес.
ОТРЕЗНОЙ ДИСК ТИПА 1 (ОТРЕЗНОЙ ДИСК ТИПА 41)
Отрезной круг ТИПА 1, также известный как отрезной круг 41, является абсолютно плоским. Обычно он считается наиболее эффективным типом круга для универсальной резки. Поскольку у него нет углубленного центра, он обеспечивает большую режущую поверхность и сводит к минимуму взаимодействие с заготовкой.
Плоский профиль позволяет делать глубокие 90-градусные пропилы в заготовке. Это обеспечивает максимальную глубину реза под углом 90 градусов за счет небольшого обзора для оператора. Хотя их прямой профиль и то, как они устанавливаются близко к защитному кожуху, могут уменьшить видимость для оператора, отрезные круги типа 1 исключительно полезны в шлифовальных и прямошлифовальных станках, высокоскоростных пилах, стационарных пилах и отрезных пилах.
ОТРЕЗНОЙ ДИСК ТИПА 27 (ОТРЕЗНОЙ ДИСК ТИПА 42)
Вместо того, чтобы быть полностью плоским, отрезной круг типа 27, также известный как отрезной круг типа 42, имеет вогнутый центр. Углубленный центр обеспечивает дополнительный зазор, когда оператор работает под ограниченным углом, но ограничивает режущую способность круга при работе вокруг углов, профилей или выступов. Вдавленная форма позволяет приподнятой ступице надежно удерживать колесо на месте.
Профиль отрезного круга с вогнутым центром дает оператору лучший обзор разреза и дает возможность выполнять рез заподлицо, поскольку приподнятая ступица означает, что стопорная гайка может быть утоплена. Отрезные круги типа 27 предназначены для угловых шлифовальных машин.
МАТЕРИАЛЫ ДЛЯ ОТРЕЗНЫХ КОЛЕС
Отрезные круги обычно содержат несколько различных материалов — в основном зерна, которые обеспечивают резку, связи, которые удерживают зерна на месте, и стекловолокно, усиливающее колеса.
ЗЕРНО
Зерна в абразиве отрезного круга – это частицы, которые выполняют резку.
Зерно бывает нескольких видов. Обычные типы зерна для режущих кругов включают керамический оксид алюминия, оксид циркония, оксид алюминия и карбид кремния.
- Керамический корунд: Керамический корунд исключительно хорошо работает со сталью, нержавеющей сталью и другими труднообрабатываемыми металлами, включая инконель, сплавы с высоким содержанием никеля, титан и бронированную сталь. При правильном использовании и уходе он обеспечивает превосходный срок службы и срезку, и имеет тенденцию срезаться при более низкой температуре, чем другие зерна, поэтому уменьшает изменение цвета при нагревании.
- Циркониевый корунд: Циркониевый корунд обеспечивает превосходную резку стали, конструкционной стали, железа и других металлов и идеально подходит для резки рельсов и других тяжелых работ. Он обеспечивает быструю резку и долгий срок службы, а также выдерживает экстремальные нагрузки.
- Оксид алюминия: Оксид алюминия является одним из наиболее распространенных абразивных зерен. Он обеспечивает высокую начальную скорость резания и стабильную производительность при обработке стали и других металлов.
- Карбид кремния: Карбид кремния представляет собой чрезвычайно твердое зерно , обеспечивающее очень острое и быстрое резание. Однако он также рыхлый, а это означает, что он не такой жесткий, как другие злаки.
 Он обеспечивает высокую начальную скорость резания и стабильную производительность при обработке стали и других металлов.
Он обеспечивает высокую начальную скорость резания и стабильную производительность при обработке стали и других металлов.Крупность зерна также помогает определить его физические и эксплуатационные свойства. Зернистость относится к размеру отдельных абразивных частиц, точно так же, как зерна наждачной бумаги классифицируются по их размеру. Размер зерна варьируется от 16 до 60, при этом меньшие числа указывают на более крупные и крупные частицы, а большие числа указывают на более мелкие и мелкие частицы.
СВЯЗКА
Связка отрезного круга представляет собой вещество, удерживающее абразивные зерна на месте.
Производители часто ссылаются на класс или твердость круга. Степень означает не твердость самих абразивных зерен, а твердость связки, удерживающей их на месте. Как правило, при одинаковых условиях более жесткая связка означает, что отрезной круг будет иметь более длительный срок службы, тогда как более мягкая связка означает, что отрезной круг будет иметь более короткий срок службы.
Как правило, при одинаковых условиях более жесткая связка означает, что отрезной круг будет иметь более длительный срок службы, тогда как более мягкая связка означает, что отрезной круг будет иметь более короткий срок службы.
Более мягкая связка дает определенные преимущества — она быстрее отбрасывает свои зерна, обеспечивая более быстрый рез. Более прочная связь может удерживать зерна на месте после их износа. Более мягкая связка освобождает их быстрее, чтобы чаще открывать свежие острые зерна и повышать скорость резания круга.
При резке некоторых металлов важно не допускать попадания в металл загрязняющих веществ. При резке нержавеющей стали и алюминия всегда следите за тем, чтобы абразив содержал менее 0,1 % хлора, железа и серы, что гарантирует отсутствие в нем загрязнений. Продукты, не содержащие загрязнений, будут иметь идентификационные этикетки.
Одной из связок, обычно используемых с абразивными зернами для отрезных кругов, является резиноид. Резиноидные связи содержат органические соединения. Они, как правило, имеют лучшую ударопрочность, чем другие типы соединений, и могут выдерживать работу при повышенных окружных скоростях. Они идеально подходят для отрезных работ и допускают самозатачивание за счет обнажения новых зерен. Некоторые специализированные связки представляют собой смолу поверх смолы. Эти связки обеспечивают дополнительную влаго- и теплостойкость, а также более прочную общую связь, позволяющую лучше использовать зерна.
Они, как правило, имеют лучшую ударопрочность, чем другие типы соединений, и могут выдерживать работу при повышенных окружных скоростях. Они идеально подходят для отрезных работ и допускают самозатачивание за счет обнажения новых зерен. Некоторые специализированные связки представляют собой смолу поверх смолы. Эти связки обеспечивают дополнительную влаго- и теплостойкость, а также более прочную общую связь, позволяющую лучше использовать зерна.
СТЕКЛОВОЛОКНО
Режущие круги содержат стекловолокно, которое может обеспечивать одинарное, двойное или тройное армирование. Одиночное армирование основано на одном слое стекловолокна и полезно для обеспечения исключительной скорости резки при одновременном уменьшении заусенцев на заготовке. В двойном и тройном армировании используется несколько слоев стекловолокна для обеспечения дополнительной поддержки в условиях сильной вибрации и тяжелых промышленных условий.
Все режущие круги Weiler Abrasives для прямоугольных и прямошлифовальных станков имеют два слоя армирования. Мы предлагаем несколько колес с одинарным усилением в нашей линейке отрезных пил большого диаметра и несколько колес с тройным усилением в нашей новой линейке высокоскоростных бензиновых и электрических пил.
ВЫБОР РАЗМЕРА ОТРЕЗНОГО КОЛЕСА
При работе с отрезным кругом инструмент, к которому имеет доступ оператор, часто определяет размер круга, и выбор правильного размера для данного применения также важен. Выбор правильного размера включает в себя расчет правильного числа оборотов в минуту (об/мин) — число оборотов в минуту отрезного круга должно соответствовать или превышать число оборотов в минуту на шлифовальном станке, который будет его использовать. В дополнение к проверке номинальных оборотов также важно убедиться, что колесо подходит к инструменту, не мешая и не снимая защитный кожух.
ДИАМЕТР ОТРЕЗНОГО КОЛЕСА
Скорость вращения круга обычно соответствует его диаметру и инструменту, для которого он предназначен. Обычные диаметры отрезных кругов варьируются от 2 до 4 дюймов для прямошлифовальных машин, от 4 до 9 дюймов для угловых шлифовальных машин и от 12 до 20 дюймов для отрубных, стационарных или высокоскоростных пил..jpg)
ТОЛЩИНА ОТРЕЗНОГО КОЛЕСА
Правильная толщина круга часто зависит от точности и аккуратности, необходимых для резки. Для высокоточной резки более тонкий диск может работать с большей точностью и точностью. Они режут быстрее и выделяют меньше тепла. Более тонкие круги также удаляют меньше материала при каждом резе, что идеально подходит при ремонте или подгонке деталей. Компромисс заключается в том, что они, как правило, не служат так долго, как более толстые колеса в одинаковых условиях. В тех случаях, когда точность и аккуратность не так важны, как долговечность, может подойти более толстое колесо.
Weiler Abrasives предлагает два ультратонких высокопроизводительных отрезных круга — Tiger® Zirc Ultracut 1 мм и Tiger Inox Ultracut 1 мм. Оба этих режущих диска имеют диаметр 4 1/2 или 5 дюймов. 1-миллиметровый инструмент Tiger Zirc Ultracut обеспечивает сверхвысокую скорость резки и долгий срок службы и идеально подходит для резки тонкого листового металла, труб, профилей и стержней с малым поперечным сечением. Сверло Tiger Inox Ultracut 1 миллиметр идеально подходит для обработки нержавеющей стали, поскольку оно не содержит примесей.
Сверло Tiger Inox Ultracut 1 миллиметр идеально подходит для обработки нержавеющей стали, поскольку оно не содержит примесей.
Компания Weiler Abrasives также предлагает новую линейку режущих, стационарных и высокоскоростных дисковых пил. Отрезные пилы имеют толщину 3/32 дюйма, а высокоскоростные пилы и стационарные пилы имеют толщину 1/8 дюйма. Эти отрезные круги идеально подходят для резки в металлообрабатывающей, строительной и железнодорожной отраслях, а некоторые из специализированных моделей могут обеспечить точную резку рельсов, резку без заусенцев и резку шпилек для тяжелых условий эксплуатации.
ПРИМЕНЕНИЕ ОТРЕЗНЫХ КРУГОВ
До сих пор мы обсуждали, как отрезные круги типов 1, 27, 41 и 42 имеют отличительные формы для различных областей применения. Мы изучили различные распространенные зерна, используемые в отрезных кругах, и то, как они оптимизированы для использования на различных металлах, и мы изучили, как диаметр и толщина влияют на скорость и точность круга. Теперь давайте рассмотрим несколько областей применения промышленных и профессиональных отрезных кругов и то, как правильно выбрать круги для этих целей.
Теперь давайте рассмотрим несколько областей применения промышленных и профессиональных отрезных кругов и то, как правильно выбрать круги для этих целей.
1. ОБЩЕЕ ПРОИЗВОДСТВО
В общем производстве металлов обычно выбирают колеса диаметром 0,045 дюйма. Для более тонких материалов оператор может захотеть выбрать круг диаметром 1 миллиметр для большей точности, меньшего выделения тепла и меньшего количества заусенцев, которые потребуют удаления перед сваркой. Выбор зерна, скорее всего, будет зависеть от состава материала заготовки — зерно с более высокими характеристиками для конструкционной стали и труднообрабатываемых металлов, круги без примесей для нержавеющей стали.
2. ПРОИЗВОДСТВО ТРУБ
При производстве металлических труб выбор отрезного круга часто зависит от диаметра трубы, которую необходимо разрезать. Для трубы диаметром 3/4 дюйма или меньше обычно бывает достаточно диаметра 4 1/2 дюйма. Для трубы до 2 1/2 дюйма эффективен 6-дюймовый отрезной круг, а для трубы до 3 1/2 дюйма часто наиболее подходит 9-дюймовый отрезной круг. Также рекомендуется выбирать самый тонкий круг, чтобы свести к минимуму нагрев и трение, и использовать круг типа 1 для более глубокого реза, если область применения не накладывает особых ограничений. Для более крупных труб, которые часто встречаются на трубопроводе, отрезной круг с вогнутым центром обеспечивает дополнительный зазор при работе под ограниченным углом, а толщина круга 0,045 дюйма идеально подходит для резки на производственных площадках или на полосе отвода для ремонта в полевых условиях.
Также рекомендуется выбирать самый тонкий круг, чтобы свести к минимуму нагрев и трение, и использовать круг типа 1 для более глубокого реза, если область применения не накладывает особых ограничений. Для более крупных труб, которые часто встречаются на трубопроводе, отрезной круг с вогнутым центром обеспечивает дополнительный зазор при работе под ограниченным углом, а толщина круга 0,045 дюйма идеально подходит для резки на производственных площадках или на полосе отвода для ремонта в полевых условиях.
3. СУДОСТРОЕНИЕ
Когда оператор работает в ограниченном, труднодоступном пространстве корабля, приоритетом часто является максимально долгий срок службы отрезного круга. По этой причине оператор часто хочет выбрать более прочный и потенциально долговечный круг, такой как Tiger Ceramic. Однако, когда операторы должны использовать пневматические инструменты, шланги которых растянуты на большие расстояния для доступа к труднодоступным участкам корабля, мощность этих инструментов может быть недостаточной. В этом случае идеально подойдут круги с мягкой связкой, поскольку они облегчают поддержание быстрого реза. В судостроении рабочий материал часто влияет на выбор режущего круга. При работе с алюминием оператор может захотеть выбрать отрезной круг, который не будет нагружаться или склеиваться, например, Tiger Aluminium.
В этом случае идеально подойдут круги с мягкой связкой, поскольку они облегчают поддержание быстрого реза. В судостроении рабочий материал часто влияет на выбор режущего круга. При работе с алюминием оператор может захотеть выбрать отрезной круг, который не будет нагружаться или склеиваться, например, Tiger Aluminium.
4. ПОДГОТОВКА К СВАРКЕ
Подготовка к сварке обычно включает точную резку металла. При базовой операции обрезки точность не критична, но при сложных работах или ремонте, требующих сохранения первоначальных эстетических качеств материала, точность может сэкономить время и деньги. Использование 0,045-дюймового отрезного круга — толщиной немногим более миллиметра — распространено при сварке, чтобы обеспечить точные и аккуратные разрезы. Для точной резки тонкого листового металла, профилей и стержней малого диаметра 1-миллиметровый диск UltraCut обеспечит плавную резку и исключительный контроль для чистых, сверхточных резов.
5. ЖЕЛЕЗНЫЕ ДОРОГИ
На современных железных дорогах используются труднообрабатываемые легированные стали, поэтому для высокоскоростных бензопил необходим высокопроизводительный отрезной круг. Самозатачивающееся зерно циркониевого оксида алюминия, сохраняющее высокую режущую способность на протяжении всего срока службы круга, обеспечивает превосходные характеристики. 14- и 16-дюймовые отрезные круги Tiger Zirc разработаны специально для высокоскоростных бензопил и обеспечивают высокопроизводительные решения, необходимые для повышения производительности и прибыльности.
Самозатачивающееся зерно циркониевого оксида алюминия, сохраняющее высокую режущую способность на протяжении всего срока службы круга, обеспечивает превосходные характеристики. 14- и 16-дюймовые отрезные круги Tiger Zirc разработаны специально для высокоскоростных бензопил и обеспечивают высокопроизводительные решения, необходимые для повышения производительности и прибыльности.
6. КОНСТРУКЦИЯ
На строительных и строительных площадках используется широкий спектр операций по резке металла. Операторы часто ищут круг, который может делать все, от обрезки арматуры до выполнения длинных разрезов на листовом металле. Во многих случаях круг из оксида алюминия обеспечивает правильное сочетание универсальности, производительности и цены. В линейку Tiger AO входят как плоские, так и вогнутые отрезные круги различных размеров для прямошлифовальных и прямоугольных шлифовальных машин. Линейка Tiger AO также расширяется за счет более крупных размеров от 12 до 16 дюймов для отрезных пил, высокоскоростных бензиновых и электрических пил.