Заточка цепи для продольного пиления: углы заточки, конфигурация зубьев
Бензопилу можно назвать довольно распространенным инструментом, который применяется для резания дерева. Механическая обработка в рассматриваемом случае осуществляется за счет специальной пильной цепи, фиксация которых проводится на специальной шине. Длительная и неправильная эксплуатация довольно часто становится причиной, по которой приходится проводить демонтаж и заточку. При этом со снятием цепи для продольного пиления и ее надеванием сегодня не возникает проблем, то с непосредственной заточкой все же есть проблемы. Рассмотрим особенности подобной процедуры подробнее.

Пильные цепи для продольного пиления бензопилой
Современная цепь для продольного пиления представлена достаточно сложной конструкцией, которая изготавливается при применении высококачественной стали, характеризующейся повышенной износоустойчивостью и коррозионной стойкостью. Среди особенностей можно отметить следующее:
- Конструкция представлена отдельными звеньями, которые соединены между собой особым способом. За счет этого обеспечивается высокий уровень гибкости, цепь для продольного пиления может повторять сложную форму шины.
- Есть несколько различных пластин по предназначению: режущие, направляющие и соединительные. Режущие проводят непосредственное снятие материала.
Естественный процесс эксплуатации становится причиной, по которой происходит износ режущих пластин. Кроме этого, нарушение рекомендаций по эксплуатации также могут привести к подобному результату, к примеру, если в зону резания попал грунт.
Именно поэтому все обладатели подобного инструмента должны уделить внимание тому, каким именно образом проводится заточка.

Внешние признаки тупой режущей кромки зуба бензопилы
Заточка цепи для продольного пиления, как правило, проводится исключительно при износе, периодически процедура выполняется крайне редко. Именно поэтому нужно знать то, какие именно признаки указывают о необходимости проведения подобной процедуры. Среди особенностей рассматриваемого вопроса отметим следующее:
- Зуб цепи продольного пиления бензопилы характеризуется сложной конфигурацией, поэтому просто при визуальном осмотре определить дефекты не получится.
- Для проверки состояния зубьев проводится пробное пиление. Если при выполнении подобной работы возникает вибрация, то это указывает на необходимость заточки.
- Определить состояние цепи для продольного пиления можно также при визуальном осмотре стружки. Грубая стружка и вмятины также указывают на необходимость проведения обслуживания.
- Сила нажима бензопилы также учитывается при оценке состояния цепи. Вначале при пилении пластины легко входят в материал, но при сильном износе даже в начале приходится прикладывать силу.

При визуальном осмотре также могут быть выявлены закругления и конические участки, которые указывают на износ цепи и другие дефекты. Однако, подобный признак может выявить исключительно специалист с большим опытом.
Углы шлифования и конфигурация зубьев пилы
Как ранее было отмечено, рассматриваемое изделие характеризуется довольно сложной конфигурацией. Среди особенностей современных вариантов исполнения можно отметить следующие моменты:
- Выбор цепи для продольного пиления проводится для конкретной модели бензопилы, так как конфигурация во многом зависит от мощности и некоторых других моментов.
- Для продольного распиливания шаг расположения режущих пластин составляет 0,325 дюйма. За счет этого обеспечивается высокая стабильность на момент работы.
- Режущая кромка может иметь толщину 1,3 мм. В продаже встречаются также варианты исполнения, которые имеют толщину около 1,1 мм, но их сложно заточить в домашних условиях. Кроме этого, небольшая толщина позволяет проводить резание не толстых веток.
- Уделяется внимание и высоте профиля, которая варьирует в диапазоне от 0,625 до 0,762 мм. Для бытовых вариантов исполнения подходит вариант исполнения с низким профилем. Этот показатель определяет вероятность появления вибрации на момент пиления.
Угол заточки цепи бензопилы во многом зависит от цели инструмента, так как некоторые подходят для поперечной резки, другие для распиловки. Продольная стойкость древесины к пилению весьма высокая, поэтому края должны быть весьма острыми. Рекомендуемый угол заточки составляет 6-12°. Разница углов распила выбирается в зависимости от поставленной задачи, а также некоторых других моментов.
При выполнении работы не стоит забывать о том, что слишком малый показатель заточки становится причиной быстрого измельчения кромки. Этот момент наиболее важный в случае, когда изделие изготавливается при применении легированных сталей, к примеру, марки 40ХГС.
Шаблон заточки цепной пилы
Для существенного упрощения процедуры рекомендуется приобрести специальный шаблон, за счет которого существенно упрощается процедура установки требуемого угла. Подобный инструмент позволяет проверять показатель задних углов конической и верхней лопатки, а также переднего края режущей кромки.
Специалисты указывают на то, что наиболее важно использовать шаблон для контроля заднего угла. Это связано со сложностью изменения этого показателя, при этом он должен выдерживаться в строгом диапазоне.
Довольно распространенным показателем можно назвать угол измельчения, который также изменяется в зависимости от поставленной задачи.
Слишком высокая твердости материала определяет необходимость уменьшения подобного показателя. Специалисты указывают на то, что оптимальное значение варьирует в пределе от 10 до 12°.
Механизированная заточка на машине
Довольно большое распространение получили специальные инструменты, которые могут применяться для упрощения процедуры. Подобные машины оснащаются специальным электрическим приводом и шлифовальными кругами с повышенной износоустойчивостью.
Для применения в домашних условиях подходит инструмент небольших размеров. Такие устройства могут питаться от сети 220 В, и при этом показатель электропотребления составляет 100 Вт. Установка цепи довольно проста, процедура заточки может проводится даже без наличия специальной подготовки.
При выборе машины уделяется внимание нижеприведенным моментам:
- Регулировка угла заточки в определенном требуемом диапазоне.
- Возможность обработки цепи с различным шагом и толщиной режущей кромки.
- Особенности процедуры смены шлифовальных дисков.
- Контроль значения ширины реза.
- Мощность установленного электрического двигателя и показатель энергопотребления.
Кроме этого, рекомендуется уделять популярности бренда, так как от этого зависит срок службы и многие другие моменты.

В заключение отметим, что допущенные ошибки на момент заточки могут стать причиной повышенного износа цепи. Именно поэтому при частом использовании инструмента и отсутствии требующей машины для заточки рекомендуется доверить работу профессионалам, которые предоставляют соответствующие услуги.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Цепи для бензопилы. Как выбрать? Как устроена? Видео.
Home » Цепи » Цепи для бензопилы. Как выбрать? Как устроена? Видео.
Лесорубов-профессионалов и новичков в этом деле отличает между собой то, что первые точно понимают, как определить качество бензопилы. Брать в расчет одну только мощность устройства смысла мало, так как определяющее значение имеет конфигурация режущего элемента. В случае с бензопилой, этим элементом является цепь, которая состоит из режущих, ведущих и соединительных звеньев. Режущее звено включает в себя ограничитель глубины и саму режущую часть, работа которого чем-то похожа на рубанок, то есть, толщина стружки зависит от того, насколько сильно будет выдвинута верхняя кромка. Ведущее звено берет на себя функцию вращения цепи по пазу и распределение смазывающего вещества, а соединительные звенья предназначены для того, чтобы соединить остальные элементы цепи между собой. Их конструирование происходит всегда под строгим углом, то же самое относится и к последующей заточке, так как малейшее изменение угла в ту или иную сторону приведет к тому, что бензопила не будет работать.

Первый раз подобные инструменты стали использоваться еще в 1920 году, но тогда зубья были плоскими и прямыми, что не могло не сказаться на конечном результате резки, да и работать с такой пилой было достаточно трудно. Определенный прорыв в данной области случился в 1947 году, когда был введен принципиально новый тип зубьев цепи — Г-образная форма позволила выполнять распил материала значительно быстрее, кроме того, процесс заточки зубьев упростился, поэтому неудивительно, что изобретение Джозефа Кокса, который и предложил такую идею, за короткий срок стало лидером продаж. Если рассматривать именно наши дни, то до нас дошел практически такой же вариант бензопилы, в основе которой лежит цепная система с серпообразным режущим профилем, для которого тип древесины не играет существенной роли.
На что обращать внимание при подборе пильной цепи ?
Среди ключевых характеристик пильной цепи выделяется ее шаг, толщина хвостовика или ведущего звена, глубина резания и размер профиля, а также длина цепи. Также в расчет следует принимать направление распила. Именно от этих параметров нужно отталкиваться, когда приобретается цепь взамен износившейся, или же когда требуется приобрести цепь для каких-то особенных нужд. Чтобы не ошибиться, можно посмотреть в паспорт устройства, где производитель указывает основные параметры пилы. Если же речь идет о первоначальной покупке инструмента, то эти сами параметры должны соответствовать целям использования бензопилы.
Шаг цепи
 Данный параметр представляет собой значение в миллиметрах, хотя в документации принято писать дюймы. Вычисляется он посредством деления на 2 расстояния между тремя заклепками. Именно от этой характеристики принято разделять полотна на несколько основных групп:
Данный параметр представляет собой значение в миллиметрах, хотя в документации принято писать дюймы. Вычисляется он посредством деления на 2 расстояния между тремя заклепками. Именно от этой характеристики принято разделять полотна на несколько основных групп:
- Шаг в 0,25 дюйма (6,35 мм) используется в устройствах с минимальной мощностью, которые подходят исключительно для дачных работ. Габаритные бревна с таким шагом распилить не получится. Цепи для бензопил с таким шагом мало распространены.
- Следующие две группы, где используется шаг в 0,325 и 0,375 дюйма (8,25 и 9,3 мм соответственно) являются наиболее распространенными из всех, так как примерно 70% всех бензопил, которые выпускаются в мире, входят в эти группы. Соответственно, они могут быть использованы для большинства существующих бытовых задач. Но есть одна маленькая хитрость! Так как перепутать цифры 0,325 и 0,375 довольно легко, то цепи с шагом в 0,375 обозначаются маркировкой 3/8, то есть 3/8 дюйма.
- Последняя группа с шагом в 0,404 и 0,75 дюйма (10,26 и 19,05 мм) используется для самых сложных задач. В данном случае речь идет уже о лесозаготовительном инструменте, чем о пиле для бытового пользования. То есть встретить цепи с таким шагом можно только на профессиональных бензопилах.
Тут есть прямая зависимость между размером шага и производительностью инструмента, но также нужно учитывать, что большой шаг предполагает наличие более мощного мотора. Качество пропила устройств с большим шагом все же уступает устройствам с первых трех категорий, так как зубья там расположены более плотно. Для мощности 2,5 л подойдет шаг в 0,325 мм, а на более производительную бензопилу лучше ставить пильное полотно и цепь в 3/8 мм, так как это поможет раскрыть потенциал пилы в полной мере.
Толщина ведущего звена
 В этом случае также используется разбиение на несколько основных категорий в соответствии с данным параметром. Речь идет о таких значениях толщины, как 1,1; 1,3; 1,5; 1,6; 2 мм (0,043’’, 0,050’’,0,058’’,0,063’’,0,080’’). Эта характеристика, измеряемая в дюймах, оказывает влияние на то, насколько плавно будет режущее полотно двигаться во время работы пилы.
В этом случае также используется разбиение на несколько основных категорий в соответствии с данным параметром. Речь идет о таких значениях толщины, как 1,1; 1,3; 1,5; 1,6; 2 мм (0,043’’, 0,050’’,0,058’’,0,063’’,0,080’’). Эта характеристика, измеряемая в дюймах, оказывает влияние на то, насколько плавно будет режущее полотно двигаться во время работы пилы.
- Цепи с шагом в 1,1 мм применяются на маломощных бытовых бензопилах, а так же на бензопилах предназначенных для фигурной резки (карвинга).
- Цепи с шагом в 1,3 мм более распространены. К примеру, знаменитая бензопила — Stihl MS 180 комплектуется цепями с именно таким шагом. Да и вообще это самый популярный шаг.
- Шаг в 1,5 и 1,6 мм имеют цепи которые предназначаются для профессиональных и «полупрофессиональных» (фермерских» бензопил.
- 2 мм -такой шаг встречается исключительно на цепях устанавливаемых на очень производительные и мощные бензопилы профессионального сегмента.
Низкопрофильные и высокопрофильные цепи
Что нужно знать про высоту профиля цепи? Она определяет, какой будет глубина резания пилы. Исходя из этого параметра, пила может быть или низко или высокопрофильной, соответственно, в первом случае стружка будет сниматься тоньше, но работа будет происходить несколько медленней, тогда как во втором случае глубина и производительность будет большей. Для низкопрофильного инструмента используется параметр в 0,635 мм, а для высокопрофильного — 0,762 мм. Если рассматривать именно устройства для бытового использования, то они всегда являются низкопрофильными, профессиональное же оборудование может выпускаться в двух вариантах. При этом, чтобы стабилизировать вибрацию, которая неизбежно происходит во время работы, производители делают баланс между высотой профиля и количеством шагов. Для маленького шага делают высокий профиль, и наоборот. Несоблюдение этого правила приведет к тому, что бензопилой долго работать будет невозможно, хотя древесина будет разрезаться очень быстро. Баланс этот нужно соблюдать, если есть намерение выполнить заточку в домашних условиях, во всех же остальных ситуациях остается только выбирать пилу для дома или для профессиональной резки.
Основные виды звеньев
 Если рассматривать наиболее распространенные виды звеньев, то это чизельные звенья, которые чаще всего можно встретить на профессиональном оборудовании, и чипперные, которые поставляются на простые бензопилы. Первый вариант в разрезе немного похож на цифру 7, а такая конструкция позволяет максимально быстро работать с пилой, так как звено впивается в материал равномерно. Резка происходит более точно, но точить такие звенья в домашних условиях крайне трудно, так как малейшее отклонение от допустимого угла нивелирует все преимущества данной конструкции. В случае с чиппером, нет необходимости выдерживать строгие углы, также такое звено не так сильно боится загрязнения, хотя отмечается более высокая нагрузка на инструмент. Для эксплуатации дома второй вариант подходит больше, особенно если навыков в заточке пилы нет. Что касается материала, то в основном используется хромоникелевая сталь, хотя при особой необходимости, если потребуется работать с особо прочным материалом, на зубья могут быть надеты твердосплавные напайки, о чем свидетельствует маркировки на них.
Если рассматривать наиболее распространенные виды звеньев, то это чизельные звенья, которые чаще всего можно встретить на профессиональном оборудовании, и чипперные, которые поставляются на простые бензопилы. Первый вариант в разрезе немного похож на цифру 7, а такая конструкция позволяет максимально быстро работать с пилой, так как звено впивается в материал равномерно. Резка происходит более точно, но точить такие звенья в домашних условиях крайне трудно, так как малейшее отклонение от допустимого угла нивелирует все преимущества данной конструкции. В случае с чиппером, нет необходимости выдерживать строгие углы, также такое звено не так сильно боится загрязнения, хотя отмечается более высокая нагрузка на инструмент. Для эксплуатации дома второй вариант подходит больше, особенно если навыков в заточке пилы нет. Что касается материала, то в основном используется хромоникелевая сталь, хотя при особой необходимости, если потребуется работать с особо прочным материалом, на зубья могут быть надеты твердосплавные напайки, о чем свидетельствует маркировки на них.
Цепи для продольного и поперечного пиления
Название цепей соответствует тому, для какого направления резки волокон они предназначаются. Для работы поперек острый угол заточки звена не нужен, так как сопротивление древесины не такое большое, как при работе в продольном направлении. Каждый сорт древесины предполагает выбор того или иного направления, и если речь идет именно о профессиональной работе с деревом, предполагающим и продольную резку в том числе, то затачивать зубья потребуется до 5-15 градусов, тогда как для работы дома хватит и 25-35 градусов. Спрос на продольные цепи минимальный, так как для продольной работы разумнее использовать циркулярную пилу. Бывает, что найти модель, которая работает вдоль, достаточно трудно даже в специализированном магазине. Для работы дома не имеет смысла искать такую пилу, так как все домашние задачи устройства для поперечного распила выполнят без труда.
Как определить для продольного или поперечного пиления цепь?
- Для поперечного пиления угол заточки цепи — 30 градусов.
- Для продольного пиления угол заточки пильной цепи- 10 градусов.
У Stihl цепь для продольного пиления имеет обозначение PMX. Например, STIHL 63 РМX 50.
У Oregon в индексе модели цепи будет стоять буква R. Пример: 73RD100R
Важна ли последовательность режущих звеньев?
В обычном варианте, когда пила изготовляется на заводе, принято ставить два ведущих звена на одно режущее звено, тем самым, всего режущих зубьев получается 50 %. Тогда производительность оборудования остается на уровне, и качество распила не хромает, но с целью удешевления цепи, режущие звенья могут ставить не каждый шаг, а через один или даже два шага, что доведет общее количество режущих звеньев до 37,5 %. Бензопила станет дешевле, но качество резки сильно ухудшится, поэтому на такие устройства лучше внимания не обращать.
Цепи твердосплавные
Подобные цепи стоят на порядок дороже, и они имеют особое предназначение – работа с мерзлой древесиной или с загрязненным материалом. Во всех остальных ситуациях деньги будут потрачены напрасно, так как для простой древесины смысла в твердосплавных напайках нет.
Основные производители цепей
Практически в любом интернет-магазине или специализированном салоне предлагают комплектующие для бензопилы, в том числе и цепи, от фирм Husqvarna (Швеция), Oregon (Канада), и Stihl (Германия). Каждый из производителей имеет свои преимущества перед своими конкурентами, но качество выпускаемых изделий от этих компаний находится на примерно одинаковом уровне.
Видео о цепях для бензопил
Мой мир
Вконтакте
Одноклассники
Google+
benzopilatut.ru
Цепь для бензопилы: как выбрать лучшую
Даже при самой аккуратной эксплуатации бензопилы владелец рано или поздно сталкивается с необходимостью замены пильной цепи. Ассортимент представлен несколькими видами, отличающимися шагом, конфигурацией режущих звеньев и другими показателями. Лучшая цепь для бензопилы — это модель, рекомендованная инструкцией по применению.
Направляющая шина и цепь относятся к сменному оборудованию, поэтому владельцам бюджетных бензопил предоставляется возможность выбора более износостойкого и долговечного в работе пильного комплекта.
 Фото: цепь для бензопилы
Фото: цепь для бензопилыЖелание повысить производительность пилы за счет установки более длинной гарнитуры, можно реализовать только при наличии у двигателя достаточного резерва мощности и вращательного момента.
Самостоятельно подобрать цепь для бензопилы оптимальную по стоимости и рабочим параметром лучше всего после консультации с опытным специалистом. Неправильный выбор комплектующих элементов гарнитуры может снизить производительность бензопилы или инициировать ее досрочный выход из строя.
Критерии выбора

Качество бюджетных и фирменных цепей существенно отличается. Многие владельцы дешевых бытовых бензопил предпочитают эксплуатировать свою технику с более совершенными пильными гарнитурами ведущих брендов Штиль, Хускварна и Oregon. Неофициальный рейтинг зафиксировал рост потребительского спроса на аналогичную продукцию торговых марок Hammer и PowerSharp.
Стандартная длина шины бытовой пилы мощностью 2-2,5 л.с. составляет 40-45 см. Размер высокопроизводительных аналогов профессионального класса доходит до 70 см.
Более высокий ценовой уровень фирменных шин и цепей компенсируется высоким качеством сложных распиловочных работ, увеличенным ресурсом, стабильностью рабочих характеристик на протяжении всего времени назначенного производителем срока службы.
Свойства износостойких цепей общего и специального назначения
Предназначенные для работы с древесиной виды цепей бытового и профессионального класса отличаются качеством материала продолжительностью ресурса и стоимостью. Предназначенная для работы по бетону уникальная по износостойкости алмазная цепь относятся к категории специального аварийно-спасательного оборудования.
Одним из вариантов выбора может быть износостойкая твердосплавная цепь. Межремонтный ресурс такого изделия на порядок выше, но для его заточки нужно специальное оборудование, позволяющее заточить режущие звенья под разными углами, соответственно для стандартного поперечного и для продольного пиления.
Твердосплавная цепь предназначена для производительной распиловки твердых пород древесины и легких строительных блоков. Следует иметь в виду, что при работе по газобетону или пенобетону ресурс пильной гарнитуры, даже самой престижной марки уменьшается в 2-3 раза.
Шаговые характеристики пильной цепи
Выбранная цепь должна соответствовать длине направляющей шины и особенностям ее конструкции. Один из основных параметров подбора цепи — это ее шаг, который традиционно измеряется в дюймах.
В режущих гарнитурах бензопил бытовой группы эксплуатируются плавные в ходу и безопасные в работе 3/8 дюймовые цепи, в метрическом стандарте — 0,325 мм.
Аналоги с увеличенным шагом типа 0,404″ предназначены для комплектации мощных и производительных бензопил профессионального уровня, поэтому в бытовой бензопильной технике практически не используются.
Самостоятельная установка гарнитуры с увеличенным шагом должна быть обязательно согласована с типом и тяговыми характеристиками силового агрегата.
Параметры хвостовика

Не менее важное условие правильного выбора пильной цепи — это толщина ее хвостовика, которая варьируется в диапазоне от 1,1 до 2-х мм. В дюймовом стандарте хвостовики представлены в размерах соответственно 0,043/ 0,04/ 0,05/ 0,058/ 0,063 и 0,08 дюйма.
Цепи с минимальной толщиной эксплуатируются в легких малокубовых моделях бюджетного уровня. В бытовых и полупрофессиональных бензопилах в большей степени востребованы стойкие к постоянным и переменным нагрузкам аналоги, толщиной от 1,3 до 1,6 мм. Усиленными цепями с хвостовиками 2 мм, комплектуется профессиональная бензопильная техника.
Конструкционные особенности
В цепи среднего и высокого класса каждое режущее звено оборудовано двумя хвостовиками, что неизбежно сказывается на повышении ее стоимости. Владельцам собственных бензопил предлагаются более доступные по стоимости модели пропускного или полупропускного типа.
В первом случае дополнительные элементы цепи располагаются непосредственно после режущего звена. Во втором варианте — соединительные элементы монтируются после каждой второй пары.
В стандартной, пропускной и полупропускной цепях количество пильных звеньев составляет соответственно 50, 40 и 37,5 процента. Упрощение конструкции дешевых изделий неизбежно сопровождается увеличением нагрузки на пильные звенья, необходимостью частой заточки и сокращением ее срока службы.
→ КУПИТЬ ЦЕПЬ HUSQVARNA 3/8Длина
Этот показатель цепи определяется количеством звеньев. Ведущие производители указывают в сопроводительной документации длину цепи в дюймах или количество звеньев. При самостоятельной покупке любой модели рекомендуется знать оба параметра.
Особенности конструкции цепей профессионального уровня
Предлагаемый ассортимент можно разделить на цепи с чизельной и чипперной конфигурацией режущих звеньев. В первом случае звено в разрезе имеет схожесть с цифрой 7. Такой профиль обеспечивает повышенную производительность распиловочных работ повышенной сложности.
Существенный недостаток чизельной «семерки» — сложность ручной заточки, поскольку даже незначительное отклонение от заданного угла, основные преимущества семерочного профиля аннулируются.
Чипперные звенья имеют серпообразную форму. Увеличенная площадь контакта с распиливаемой древесиной создает дополнительные нагрузки на двигатель. В положительном плане — конструкции чипперных цепей ценится за стабильность работы при высоком уровне загрязнения и менее строгие требования к точности доводки режущих кромок.
Виды материалов
Стандартные пильные цепи производятся из качественной хромоникелевой стали. Для работы с плотной и мерзлой древесиной рекомендованы цепи с твердосплавными звеньями. Значимый недостаток таких моделей — это повышенная стоимость и необходимость применения специального заточного оборудования с корундовыми насадками.
Глубина распиловки и высота профиля цепи

Эти параметры следует знать владельцам профессиональных моделей, которые затачивают цепи вручную в домашних условиях. Глубина резания регулируется уменьшением высоты упора каждого режущего звена.
Параметры низкопрофильной и высокопрофильной цепи соответственно 0,025 и 0,03 дюйма. Знание типов профиля необходимо для правильного выбора высоты ограничителей.
Модели цепей для поперечной и продольной распиловки
Основной ассортимент пильных цепей с углом заточки режущих звеньев 25-35° предназначен для стандартной поперечной разделки древесины. Модели для продольной распиловки на отечественном рынке присутствуют в минимальном количестве.
При необходимости, проблема дефицита просто решается изменением угла заточки стандартных цепей до 5-15°. Шина в таком варианте эксплуатируется без изменения конструкции.
Вся приведенная информация действительна для китайских бензопил и их комплектующих. Большинство китайского бензопильного ассортимента составляют более или менее удачные копии ведущих европейских разработчиков, поэтому все стандарты практически идентичны.
Как проявляется необходимость заточки цепи?
Затупленные зубья пильной цепи существенно увеличивают время распиловки. Неисправность проявляется повышенной вибрацией, обратными ударами при заходе гарнитуры в пропил, выбросом мелкой стружки и явным запахом горелой древесины.
При помощи установленного на гарнитуре ручного заточного устройства, цилиндрического и плоского напильников, режущая кромка пильных звеньев восстанавливается без снятия цепи с шины. Более совершенный и производительный способ — доводка цепи в условиях специализированной мастерской.
→ КУПИТЬ ЦЕПЬ BOSCH ПО ЛУЧШЕЙ ЦЕНЕЗаточка на стационарном заточном станке дает существенный выигрыш по времени, гарантирует одинаковый угол на всех режущих элементах цепи. Пользовательские отзывы по автоматизированной заточке в большинстве своем положительные. В негативном плане отмечается шаблонная доводка каждого пильного звена, без учета его износа и других индивидуальных особенностей.
Рекомендации профи по эксплуатации и обслуживанию пильных цепей
Значительная часть эксплуатируемых гарнитур не полностью вырабатывает назначенный ресурс.
Основные причины форсированного износа:
- низкая эффективность работы системы смазки;
- высокая степень износа ведущей звездочки;
- чрезмерное натяжение пильной цепи;
- применение некондиционных и суррогатных цепных масел.
Специалисты советуют эксплуатировать комплект из нескольких цепей, меняя их по мере необходимости. В таком варианте можно задействовать преимущества более производительной механизированной заточки.
Изношенные и поврежденные цепи следует своевременно отбраковывать. Даже при наличии тормоза аварийной остановки и ловителя, эксплуатация выработавших ресурс деталей характеризуется повышенной травмоопасностью.
Как исключить риски покупки цепного фальсификата?
На отечественном рынке присутствует небольшой, но стабильный ассортимент поддельных деталей для бензопил и комплектующих материалов азиатского, в большинстве своем китайского производства.
При всем желании соответствовать качеству европейского уровня, технические и эксплуатационные свойства китайских копий далеки от совершенства, поскольку вырабатывают свой ресурс где-то на 50-70%.
Этот недостаток в определенной степени компенсируется более низкой стоимостью. С другой стороны, практика показывает, что продолжительную и беспроблемную работу бензопильной техники гарантирует только фирменная продукция.
Приобретение детали в лицензированном или фирменном магазине поможет избежать рисков покупки оформленной под брендовое изделие китайской подделки.
opilah.com
Подобрать пильные цепи для продольного пиления для переносной цепной пилорамы. Большой выбор продольных пилорамных цепей
Цепи для продольной распиловки используются на переносных цепных пилорамах для резки вдоль волокон древесины. Специфицеские свойства данных пильных цепей обусловлены особыми углами заточки режущих звеньев.
Продольное пиление с направляющими длиной 40 см.
Нет в наличии
490.00 Руб
480.00 Руб
Используется на Stihl MS640, MS660 LOGOSOL и подобных
Нет в наличии
550.00 Руб
540.00 Руб
Для продольного пиления на Stihl MS660 LOGOSOL и т.д.
Нет в наличии
600.00 Руб
580.00 Руб
Для продольного пиления на переносных цепных пилорамах
Нет в наличии
700.00 Руб
680.00 Руб
Для продольной распиловки на Stihl MS640, Efco 147, Partner 4900, Oleo-mac 962 и т.д.
Нет в наличии
0.00 Руб
Для продольной распиловки на Stihl MS6x0 и т.д.
Нет в наличии
0.00 Руб
Для распиловки на McCulloch, Efco, Stihl с шиной 14″.
Нет в наличии
420.00 Руб
410.00 Руб
для распиловки на бензопилах Echo
Нет в наличии
450.00 Руб
430.00 Руб
Распиловка вдоль волокн на бензопилах Champion, Dolmar, Husqvarna, Stihl
Нет в наличии
470.00 Руб
460.00 Руб
Для пил Makita, Oleo-mac, Poulan, Интерскол и т.д.
Нет в наличии
480.00 Руб
460.00 Руб
Для цепной пилы Stihl MS660 LOGOSOL и т.д.
Нет в наличии
590.00 Руб
570.00 Руб
Пилорамная цепь для Stihl MS660 LOGOSOL и т.д.
Нет в наличии
640.00 Руб
620.00 Руб
Для цепной пилы Stihl MS660 LOGOSOL и т.д.
Нет в наличии
750.00 Руб
730.00 Руб
sawpro.ru
Угол заточки цепи бензопилы. Как выбрать правильный?
 Даже популярный Stihl не вечен: когда-то зубья бензопилы изнашиваются, что легко установить по характеру образующейся стружки. При затупленной режущей кромке стружка получается мелкой, потому что рабочая кромка не режет, а мнёт древесину. Естественно, что затрачиваемые оператором усилия резко возрастают. Пришло время заточить пилу. Каким образом это сделать верно – выбрать оптимальную технологию, установить, какой угол заточки зуба должен быть и как это проверить?
Даже популярный Stihl не вечен: когда-то зубья бензопилы изнашиваются, что легко установить по характеру образующейся стружки. При затупленной режущей кромке стружка получается мелкой, потому что рабочая кромка не режет, а мнёт древесину. Естественно, что затрачиваемые оператором усилия резко возрастают. Пришло время заточить пилу. Каким образом это сделать верно – выбрать оптимальную технологию, установить, какой угол заточки зуба должен быть и как это проверить?
Внешние признаки затупившейся режущей кромки зуба бензопилы
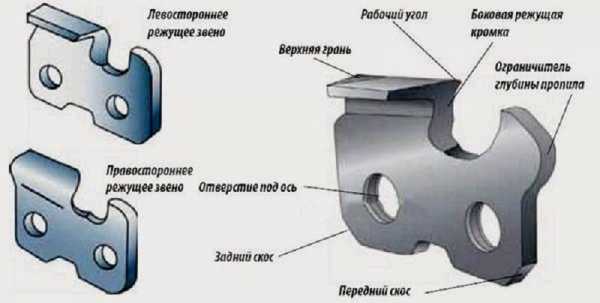
Напомним, что зуб бензопилы имеет сложную конфигурацию (см. рис. 1), которая зависит и от направления движения цепи. У него две рабочих кромки: боковая, которая расположена перпендикулярно оси перемещения звеньев, и верхняя, расположенная под определённым углом к направлению движения цепи. Кроме того, на каждом зубе предусмотрен ограничитель, параметры которого определяют высоту снимаемой стружки. Поскольку главное усилие реза приходится именно на рабочий угол, то от того, на какой угол заточить зуб, будет зависеть вся последующая работа с инструментом.

Рисунок 1 – Функциональные части зуба бензопилы и их вид
Перед началом длительных работ с бензопилой, ей необходимо выполнить осмотр и выполнить пробное пиление, в результате которых:
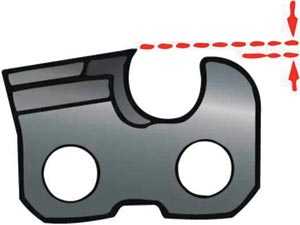
- Визуально установить наличие (или отсутствие) конического участка, прилегающего к углу зуба, а также радиусного закругления на нём – основных признаков затупления (см. рис. 2).
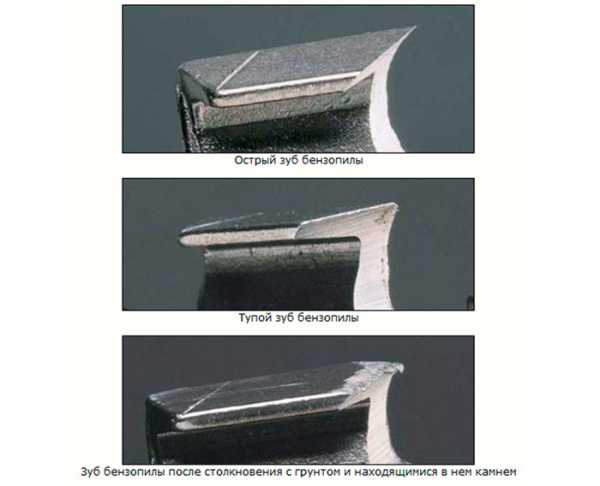
Рисунок 2
- Проверить усилие подачи, при котором инструмент работает устойчиво, с быстрым производством реза. Для острых зубьев начальный момент внедрения зуба в древесину происходит быстро, и без значительного сопротивления материала.
- Выяснить наличие вибраций цепи во время установившегося реза – если они ощутимы, то зубья необходимо затачивать.
- Осмотреть внешний вид только что разрезанного торца (особенно, если инструмент задействован для продольного пиления). При наличии грубых сколов и вмятин цепь бензопилы подлежит заточке.
Углы заточки и конфигурация зуба бензопилы
Режущая кромка зуба характеризуется следующими параметрами:
- Шириной;
- Толщиной;
- Углом заточки.
Кроме того, каждая модель инструмента имеет свой шаг зубьев, значение которого для бытовых и полупрофессиональных моделей связано с мощностью бензопилы, и крутящим моментом, который развивает привод. Например, для продольного пиления шаг принимают меньше (например, 0,325 дюйма). Производительность работы при этом снизится, но требуемое усилие будет существенно ниже. Верхние значения шагов для бытовых бензопил принимают крайне редко, в основном, при валке деревьев с большим диаметром ствола. Мощность двигателя при этом не должна превышать 2500 Вт.
Толщина режущей кромки у большинства производителей бензопил устанавливается одинаковой, и равной 1,3 мм (бывают и кромки с толщиной 1,1 мм, но, во-первых, их крайне сложно заточить в домашних условиях, а, во-вторых, такие звенья крайне малофункциональны: их можно использовать лишь для распила тонких сучьев).

Высота цепного профиля может быть либо 0,625 мм, либо 0,762 мм, причём для бытового бензоинструмента в подавляющем большинстве случаев используется именно низкий профиль. При заточке ограничителей этот параметр весьма важен, потому что с уменьшением высоты сверхдопустимых значений вибрация инструмента при работе возрастает, хотя качество пропила остаётся по-прежнему удовлетворительным. Поэтому увлекаться снижением высоты ограничителя при заточке зуба не стоит.
Угол заточки цепи бензопилы зависит от основного предназначения инструмента – для поперечного или для продольного пиления. Поскольку при продольном пилении сопротивление древесины всегда заметно выше, то и кромка зуба должна быть очень острой. Рекомендуется делать её в диапазоне 6…12° (для сравнения – при преобладании поперечного распила – до 25…30°). Естественно, в первом случае заточка должна производиться чаще, и особенно тщательно, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию при работе бензопилы. Это особенно важно для звеньев, которые изготавливаются из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Шаблон для заточки цепи бензопилы
Приобретая бензопилу, целесообразно обзавестись и специальным шаблоном (см. рис. 3), при помощи которого можно легко установить оптимальные значения углов зуба. С его помощью контролируются значения задних углов верхнего и торцевого лезвий, а также передний угол кромки (он указывается в инструкции производителя, и может изменяться в пределах 65…80°).
Особенно важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от 50 до 60°.
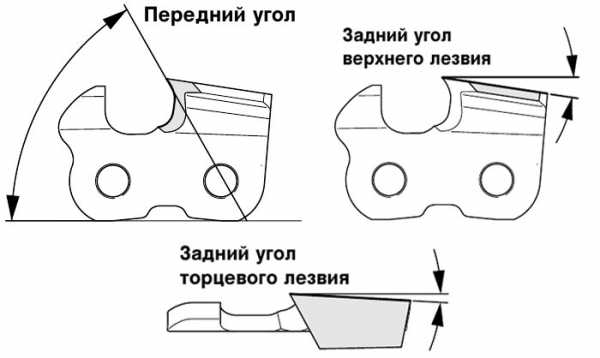
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10…12° – при продольном распиле, и 25…30° – при поперечном распиле.

Рисунок 3 – Внешний вид шаблона для затачивания зубьев бензопилы
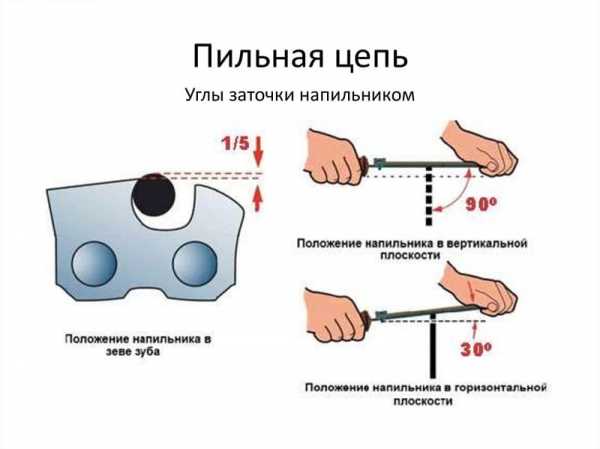
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5.5 мм, либо на станке. В первом случае крайне важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба. Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба

Одного круглого напильника недостаточно. Для заточки ограничителя потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются также специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Как видно из рис. 4, державка может быть установлена на зуб сверху, и опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен на рис. 5.

Рисунок 5 – Комплект заточного инструмента и приспособлений
Сначала затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки круглый напильник периодически проворачивают вдоль своей оси.
Механизированная заточка на станке
Заточка на станке значительно более удобна, и не требует высокой квалификации исполнителя. Такие станки имеют электропривод, и оснащаются специальными заточными кругами.
Для бытовой мастерской стоит приобретать компактные агрегаты, не занимающие много места при хранении, и пригодные для быстрого и качественного затачивания цепей бензопил от разных производителей. Такие агрегаты должны работать от стационарной электросети напряжением 220 В, обладать небольшим энергопотреблением (до 100 Вт) и лёгкостью своей установки на цепь.
Выбирая станок, необходимо обращать внимание на следующие его технологические характеристики:
- Возможность обработки зубьев с различной толщиной верхней кромки и разным шагом цепи;
- Возможностью регулирования угла заточки, в пределах, указанных ранее;
- Наличие сменных шлифовальных дисков;
- Постоянным значением ширины реза.
Конструкция станка проста, и включает в себя приводной электродвигатель, вал с посадочным местом для заточного диска, ручку с органами управления, приспособление для закрепления станка на цепь. Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом. Современные модели заточных станков снабжаются дифференцированным зажимом, которые предусматривает самоцентрирование изделия на станке. Для удобства проведения работ на корпусе зажима имеется измерительная шкала.
Опционно станки могут снабжаться также миниатюрной электрической лампочкой, которая производит подсветку рабочей зоны, а также гидроусилителем, облегчающим заточку.
Безопасность проведения работ обеспечивается откидным предохранительным щитком.
proinstrumentinfo.ru
Цепь Для Продольного Пиления Хускварна • AURAMM.RU
Цепи, шины, звёздочки. увеличиваем срок службы
Для владельцев цепных пилорам и бензопил с приспособлениями для продольного пиления весьма актуален вопрос продления срока службы режущей позволяющей вести бухгалтерский учет (софт). Большие эксплуатационные нагрузки при продольном распиле приводят к быстрому износу цепей, звёздочек, шин. Попытаемся выяснить основные причины износа пильной гарнитуры не по возможности свести их к нулю.
1. Ведущая звёздочка для цепной пилорамы
Начнём разбор полётов с ведущей звёздочки, так как именно эта маленькая деталь испытывает максимальную нагрузку, приводя в действие режущую систему нашей пилорамы (бензопилы). Качественные ведущие звёздочки изготавливают методом порошковой металлургии, они способны выдерживать очень большие нагрузки не устойчивы к истиранию.
Но, увы, никакой агрегат не вечен не, несмотря на такую прочность, ведущие звёздочки довольно быстро изнашиваются, постепенно приходя в негодность. сказываются жёсткие условия эксплуатации не более высокие нагрузки при продольном пиление. После первоначальной притирки с пильной цепью, у ведущей звёздочки начинает снашиваться рабочая грань. Когда износ достигает критической точки, звёздочка разрушается, разламываясь пополам.
Продолжительность срока службы ведущей звёздочки зависит от длинны шины. чем длиннее шина, тем быстрее звёздочка сгорает (с длинной шины возрастают нагрузки). Значительно сокращает срок службы ведущей звёздочки сильное натяжение цепи, вибрационные нагрузки не рывки, которые бывают вариации возникать по причине неправильной подготовки цепи иначе говоря вследствие конструкционной особенности пилорамы. Тут плане сильно проигрывают цепные пилорамы с одной точкой крепления шины. Кто работал на такой пилораме, тот нас поймёт.
Стоимость ведущей звёздочки около пять у.е. сумма небольшая, так что лучше заменять её при любых сомнениях в надёжности.
4. Шина для цепной пилорамы
С шинами всё намного сложнее. Несмотря на довольно большое разнообразие шин, которые можно было бы использовать для продольной распиловки древесины, нас в основном «кормят» шинами Oregon (50см/ 1,3 / 3/8 / 72). На данный момент это самая распространённая шина для цепной пилорамы.
Читайте так же
Лет 30 качество подобных шин было на высоте (их есть вариант отличить по шести клёпкам на опорной звёздочке), теперь же сильно упало. звёздочки стали «сыпаться» гораздо быстрее. Насколько нам понятно дело для металла звёздочки не подшипника. Качество самой шины осталось прежним. вполне приемлемым.
Нашему клиенту остается детали узла ведомой(опорной) звёздочки, Вы, изнашиваются одновременно не требуют одновременной замены, что тогда невозможно. нет продаются. Что переклёпка опорной звёздочки дело несложное не шины могут ещё послужить.
Заточка цепи для продольного пиления
Страница Вконтакте: Форум Мастеровой: .
Звёздочки качественных шин приходят в негодность по причине износа рабочих граней.
В итоге у пильной шины первым делом сгорает звёздочка. Из соображений этого, было можно бы сделать вывод, что для цепных пилорам не бензопил с приспособлениями для продольной распиловки целесообразнее применять шины со сменными наконечниками (носками), если бы не одно увы. цена таких шин.

Значительно увеличивает ресурс ведомой звёздочки подводка смазки непосредственно к её подшипнику. Реализовать подобную систему смазки при крепление шины в двух точках достаточно просто, но владельцам цепных пилорам с креплением шины только около двигателя, придётся значительно модернизировать конструкцию.

Для уменьшения износа рабочих граней ведомой звёздочки не предотвращения преждевременного износа подшипника следует приобретать шины из параметров предполагаемого диаметра леса для распиловке, с запасом двух или больше пятьдесят мм (носок шины не должен полностью входить в бревно). Также важно почаще переворачивать шину. Переворачиванием шины удаётся добиться равномерного износа роликов ведомой звёздочки. Когда шина, при продольной распиловке, продолжительное время находится в одном положение, ролики подшипника снашиваются под конус, что не конечно гуд.
3. Цепи для бензопил и цепных пилорам
Цепь является «краеугольным камнем» всей режущей системы, во многом, именно от неё зависит, сколько прослужат шина и звёздочки, не говоря уже о качестве получаемых пиломатериалов и о комфорте работы.
Читайте так же
Для продольной распиловки используются специальные цепи, от обычных они отличаются углом заточки режущей грани. У обычных цепей для бензопил угол заточки равен 30°, у цепей для продольной распиловки 10°. Для цепных пилорам, как впрочем, для мощных бензопил подходят цепи с шагом 3/8 не 0,404 дюйма.
Угол заточки 10° имеют заводские цепи для продольной распиловки, 10°. это усреднённое значение для всех видов древесины, однако отнюдь не оптимальное. В реальных же условиях его часто приходиться изменять экспериментально, исходя из вида не качества распиливаемой древесины. Поэтому угол заточки может колебаться от 6° до 20°.
При каждой заточке режущих зубьев цепи необходимо также стачивать не ограничитель реза. От высоты ограничителя зависит очень многое. Так, если ограничитель сточен излишне, будет быстрее снашиваться «пятка» звена, увеличиться вибрация не нагрузка на всю систему в итоге. При недостаточном стачивание значительно снизиться производительность пиления.
От правильности заточки цепи зависит очень многое. почти всё! ( Заточка бензопильных цепей )
В свое время работы цепь движется с очень высокой скоростью, одновременно постоянно соприкасаясь с шиной, что ведёт к постепенному износу их обоих. Рабочие грани шины в течении времени утрачивают правильную плоскую форму на них появляется заметное углубление. Новая цепь, установленная на такую шину, изнашивается проворнее.

Если у Вас большой объём работы, следует приобретать несколько цепей одновременно не использовать их по очереди, крапива. заменять затупившуюся цепь новой. Так у Вас будет несколько цепей с хорошей притиркой к одной шине. При сильном износе рабочих граней шины допустимо единыжды обточить их до плоской формы, желательно на алмазном диске. После обточки на шину устанавливается новые цепи.
Обязательно помните о качественной смазке. «Кашу маслом не испортишь».
P.S.
Режущая система, как музыкальный центр. как настроишь, так не заиграет.
Читайте так же
auramm.ru
Сравнение пильных цепей по основным характеристикам
Пильные цепи в своем развитии прошли уже долгий путь усовершенствования и модернизации, начиная с первой трети 20-века, когда появились и стали бурно развиваться конструкции первых бензиновых цепных пил, использовавших их. В это время работавшие на них пильные цепи оснащались  бесхитростными прямыми и плокими зубьями, очень схожими с нарезкой зубьев на современных ручных ножовках: восстановление затупившихся зубьев такого профиля было достаточно трудоемким занятием, ведь при этом приходилось учитывать тогдашнее деление зубьев на подрезающие, режущие и скалывающие… все они имели различные режущие углы и были по-разному ориентированы по отношению к направлению движения — отклонялись от него влево, вправо или располагались по центру. Революционным на этом фоне оказалось изобретение в 1947 году Джозефом Коксом пильной цепи «OREGON» универсального назначения с Г-образным контурным углом резания на ее звеньях: она дала применяющим такую схему настолько высокую производительность и простую заточку, что быстро вытеснила с рынка другие варианты пильных цепей, так что теперь практически на любом режущем звене мы найдем серповидный профиль, внедренный изобретением Кокса уже более полувека назад. Но по другим своим параметрам пильные цепи по-прежнему остаются черезвычайно многообразными. Рассмотрим их вкупе с ведущими производителями современных пильных цепей.
бесхитростными прямыми и плокими зубьями, очень схожими с нарезкой зубьев на современных ручных ножовках: восстановление затупившихся зубьев такого профиля было достаточно трудоемким занятием, ведь при этом приходилось учитывать тогдашнее деление зубьев на подрезающие, режущие и скалывающие… все они имели различные режущие углы и были по-разному ориентированы по отношению к направлению движения — отклонялись от него влево, вправо или располагались по центру. Революционным на этом фоне оказалось изобретение в 1947 году Джозефом Коксом пильной цепи «OREGON» универсального назначения с Г-образным контурным углом резания на ее звеньях: она дала применяющим такую схему настолько высокую производительность и простую заточку, что быстро вытеснила с рынка другие варианты пильных цепей, так что теперь практически на любом режущем звене мы найдем серповидный профиль, внедренный изобретением Кокса уже более полувека назад. Но по другим своим параметрам пильные цепи по-прежнему остаются черезвычайно многообразными. Рассмотрим их вкупе с ведущими производителями современных пильных цепей.
Определяя необходимую Вашей бензопиле цепь, можно выделить как особенно важные следующие ее характеристики:
- профессиональное назначение цепи;
- величина шага и толщина ее пильных звеньев;
- высота профили на ее режущих зубах и глубина производимого резания,
Таким образом,
1) разница по профессиональному назначению связана с тем, что распиловка в направлении поперек волокон и вдоль волокон древесины технологически очень различаются и вторая из них — гораздо более трудоемка. Основным различием между специализированными для них пильными цепями будут являться углы атаки режущих звеньев на цепях: цепи продольного пиления потребуют более острых углов (от 5 до 15 градусов), на цепях поперечного пиления они будут больше и достигнут 25-30 градусов. Продольная распиловка за счет цепи поперечного пиления приведет к возникновению в ходе работы сильной вибрации, пила будет неустойчива и «агрессивна» в руках оператора, создастся дополнительная нагрузка на ее двигатель. Поперечная же распиловка цепью для продольного пиления грозит сильным понижением производительности…
 2) шаг цепи характеризует тип ведущей звездочки на пиле и определяется обычно в долях дюйма по формуле — расстояние между любыми тремя заклепками на пильной цепи, деленное на два. Наиболее распространены пять типов шага для пильной цепи. Наиболее миниатюрный из них в «одну четвертую дюйма (6,35мм)» используется на портативных и одноручных пилах.
2) шаг цепи характеризует тип ведущей звездочки на пиле и определяется обычно в долях дюйма по формуле — расстояние между любыми тремя заклепками на пильной цепи, деленное на два. Наиболее распространены пять типов шага для пильной цепи. Наиболее миниатюрный из них в «одну четвертую дюйма (6,35мм)» используется на портативных и одноручных пилах.
Шаги в «325 тысячных дюйма (8,25мм)» и «три восьмых дюйма (9,3мм)» наиболее употребительны в производстве пильных цепей — они составляют более 80% их выпуска в мире.
Шагом в «404 тысячных дюйма (10,26мм)» и шагом в «три четвертых дюйма (19,05мм)» характеризуются цепные пилы с более крупным размером звеньев и повышенной производительностью. Такие шаги встречаются лишь на цепях для мощных валочных пил, а также выпускаются для харвестерного оборудования. Ими традиционно оснащались и пилы российского производства, выделявшиеся всегда повышенными габаритами и весом.
Больший шаг цепи важен с точки зрения ее высокой производительности, но оставляет и более широкий пропил, требует для его производства большей мощности двигателя пилы.
Цепи с небольшим шагом ценны большим количеством зубьев на единицу длины распила, что обеспечивает его плавность и большую чистоту, понижает в работе показатели вибрации.
Величины толщины звена пильной цепи определяются шириной паза на пильной шине. Международное сообщество производителей использует пять их стандартов: 1,1мм (сорок три тысячных дюйма), 1,3мм (пятьдесят тысячных дюйма), 1,5мм (пятьдесят восемь тысячных дюй ма), 1,6мм ( шестьдесят три тысячных дюйма), 2мм (восемьдесят тысячных дюйма).
ма), 1,6мм ( шестьдесят три тысячных дюйма), 2мм (восемьдесят тысячных дюйма).
3) По высоте профиля режущих зубов пильные цепи разделяются на низко-профильные и высоко-профильные, поскольку эта их характеристика зависит от высоты у режущей кромки по отношению к плоскости направляющей шины. Низко-профильные пильные цепи идут на укомплектование бензопил любительского назначения, чтобы за счет снижения толщины отделяемой стружки и увеличения площади опоры на режущих звеньях сделать работу этих пил более легкоуправляемой и безопасной. Высоко-профильные пильные цепи рассчитаны на профессиональное использование с целью получения максимальной производительности.
Глубина резания у пильной цепи определяется величиной зазора между ограничителем пропила и верхней гранью режущего зуба, именно она регулирует толщину срезаемой стружки. Самыми массовыми для пильных цепей являются зазоры величиной в 0,635мм (или двадцать пять тысячных дюйма) или в 0,762мм (тридцать тысячных дюйма). Скорость пиления цепью, ее производительность в первую очередь определяется именно глубиной ее резания: чем больше зазор, тем более высокой оказывается производительность… Но зато цепи с небольшими глубинами резания мягче продвигаются в пропиле, имеют низкую степень вибрации и поэтому не «дергаются». Чтобы как-то уравновесить высокие показатели производительности и низкую степень вибрации профессиональные производители цепей часто добиваются этого установкой небольших по глубине режущих зубьев на цепях с большим шагом, а иногда, наоборот, сочетают малый шаг цепи с резцами максимальной глубины.
 |
 |
 |
|
| Глубина резания | Угол заточки верхней грани | Режущий угол | Угол боковой грани |
Сами режущие зубья подразделяют на две основные разновидности:
1) CHISEL ( в переводе «долото» или «резец»),то есть с острым углом между кромками, образующим подобие цифры»семь» между верхними и боковыми гранями режущего зуба;такие «ЧИЗЕЛЬНЫЕ» зубья отличают высокие производительность и скорость пиления, потому что их конфигурация сокращает площадь контакта зуба с древесиной во время работы. Ощутимым недостатком «ЧИЗЕЛЬНОГО» зуба,однако, является его недолговечность при попадании в «абразивную»среду при распиле (он быстро тупится на загрязненной песчинками древесине), перезаточка такого зуба требует очень точного выдерживания всех «штатных» ее углов и параметров.
 2)CHIPPER (в переводе «рубящий в щепу») — тип зуба, профиль которого образует закругленные очертания, как у серпа. Такой тип зуба имеет большую площадь контакта с древесиной на распиле и за счет этого — меньшую скорость пиления. Но этот его недостаток компенсирует нетребовательность «ЧИППЕРА» к качеству перезаточки — его скругленный угол легче перенесет погрешности в ней, хорошо себя показывает в работе с «грязной» древесиной.
2)CHIPPER (в переводе «рубящий в щепу») — тип зуба, профиль которого образует закругленные очертания, как у серпа. Такой тип зуба имеет большую площадь контакта с древесиной на распиле и за счет этого — меньшую скорость пиления. Но этот его недостаток компенсирует нетребовательность «ЧИППЕРА» к качеству перезаточки — его скругленный угол легче перенесет погрешности в ней, хорошо себя показывает в работе с «грязной» древесиной.
Теперь рассмотрим пильные цепи от основных их производителей по названным параметрам…
1) Oregon Cutting Systems — это подразделение компании Blount Incorporation ныне является ведущим мировым производителем в области пильных цепей, направляющих шин и комплектующих для цепных бензиновых и электрических пил, а также харвестеров. Oregon Cutting Systems запатентовала для своих изделий особый стальной сплав с повышенной вязкостью металла. Режущие звенья ее цепей обладают хромовым покрытием,на них наносятся специальные насечки,по которым легко отслеживать правильный угол в ходе проведения перезаточки цепи. Все цепи от Oregon Cutting Systems оснащены специальной системой виброгашения, а их ведущие и соединительные звенья отформованы таким образом,чтобы отверстия и выемки в них своим участием в смазке цепи обеспечивали более равномерное распределение смазочного масла.
|
|
|
|
Пильная высоко-профильная цепь от Oregon Cutting Systems тип 59AC с шагом цепи в 0,404 дюйма выпускается под толщину звена в 1,6мм и имеет режущий зуб профиля CHIPPER: такую цепь рекомендуют для профессиональной валки леса, поскольку ее конструкция специально учитывает особенности работы по поперечной распиловке древесины твердых пород. На выполнение именно этой задачи работают и максимальный шаг цепи, и увеличенный до 35 градусов угол заточки ее режущих звеньев высокой профили CHIPPER , которые дольше не тупятся и окажутся маловосприимчивы к возможным ошибкам при их перезаточке, когда она все же потребуется. |
|
|
|
|
|
Пильная низко-профильная цепь от Oregon Cutting Systems тип Super70 c шагом цепи 3\8 дюйма выпускается под толщину звена в 1,3мм, 1,5мм, 1,6мм и имеет режущие зубы профиля CHISEL. Это профессиональная пильная цепь для обеспечения поперечного пиления с повышенной производительностью. На ведущих звеньях этой цепи имеются специальные, снижающие вибрацию амортизаторы, а в соединительных звеньях предусмотрены небольшие выемки,служащие подобием микрорезервуаров для масла (чем обеспечивается равномерность при смазке шины и пильной цепи на ней ). |
|
|
|
|
|
Пильная низко-профильная цепь от Oregon Cutting Systems тип 91R с шагом цепи в 3\8 дюйма выпускается под толщину звена в 1,3мм и имеет режущий зуб профиля CHIPPER: специализация такой цепи — продольное пиление. Для обеспечения такой работы угол заточки на верхней режущей кромке зубьев этой цепи уменьшен до всего 5 градусов. За счет этой ее особенности такая цепь оставляет после себя очень аккуратный распил, Работающая с ней пила становится очень устойчивой и легкоуправляемой в работе, поскольку скошенный ограничитель глубины пропила дополнительно смягчает и вибрацию,и отдачу пилы. |
2) Концерн «STIHL» производит пильные цепи в широком ассортименте силами своего завода в Швейцарии. сырьем для режущих звеньев на их пильных цепях является высоколегированная хромоникелевая сталь, изделия из которой отличает повышенная прочность. Процесс клепки пильных цепей проводится на разогретом металле, поэтому впоследствии цепи от «STIHL»при разогреве в ходе работы от трения уже не растягиваются и не теряют штатных параметров. Для этого отверстия в соединительных звеньях тщательно обрабатываются и в них устанавливаются заклепки из металла особого закала. «STIHL» также использует запатентованную им систему маслоканавок в профили ведущих звеньев пильных цепей, способствующих более равономерному распределению смазки их во время работы.
|
|
|
| Пильная высоко-профильная цепь «STIHL» типов Rapid Micro и Rapid Micro 2 с шагом цепи в 3\8 дюйма и в 0,325 дюйма выпускается под толщину звена в 1,3мм, 1,5мм, 1,6мм с режущими звеньями профиля CHIPPER: такие цепи особо рекомендуют к применению в строительстве и для ведения сельского хозяйства. Их простые для заточки «чипперные» резцы имеют увеличенную высоту для повышения производительности пиления.На сильно изнашивающихся элементах цепей нанесены насечки для точного контроля за степенью этого износа, чтобы цепь могла вовремя заменяться на свежую. | |
|
|
|
|
Пильная низко-профильная цепь «STIHL» типов Picco Micro и Picco Micro 1 с шагом цепи в 3\8 дюйма выпускается под толщину звена в 1,3мм с режущими звеньями профиля CHIPPER (между собою эти типы цепи различаются лишь наличием особых амортизационных выступов на соединительных звеньях у разновидности Picco Micro 1). Цепи такого образца предназначены для проведения очень широкого спектра работ, они также снабжены насечками для контроля за степенью их износа. |
|
|
|
|
|
Пильная низко-профильная цепь «STIHL» тип Picco Micro Mini с шагом цепи в 3\8 дюйма выпускается под толщину звена в 1,1мм с режущими звеньями профиля CHIPPER — скругленный низкий профиль ее режущих звеньев обеспечивает пилам, работающим с этими цепями, особенно плавный ход. Узкий и аккуратный распил, оставляемый такой цепью, позволяет рекомендовать ее для установки на легкие одно- и двухручные пилы и садово-парковый инструмент — высоторезы. Скошенный тип ограничителя глубины пропила на этих цепях «STIHL»используется ради понижения вибрации и обратной отдачи в работе таким инструментом. |
3) Шведская компания «Husqvarna», не являясь собственно разработчиком пильных цепей, обладает всеми современными технологиями и патентами для их производства. Оно ведется под собственной торговой маркой «Husqvarna» на заводах «ОРЕГОН». Компанией «Husqvarna» запущена обширная новая программа производства аксессуаров для цепной техники в сфере полупрофессионального и любительского применения — UOA ( или UNIVERSAL OUTDOR ACCESSORIES). Эта программа содержит в себе широкий выбор и пильных цепей для обеспечения работы цепных бензиновых и электрических пил самых разных прроизводителей «ELECTROLUX MOTORS», «Mac CULLOCH», «PARTNER», «POULAN» и многих других. Кроме цепей программой UNIVERSAL OUTDOR ACCESSORIES предлагаются в очень широком спектре и различные аксессуары,необходимые для работы садово-парковой техники,и даже смазочные и топливные масла, разнообразная защитная одежда для операторов этой техники.
|
|
|
|
Пильная высоко-профильная цепь «Husqvarna» тип h35 c толщиной звена 1,5мм и шагом цепи в 0,325 дюйма имеет режущие зубы профиля CHIPPER и предназначена для обеспечения высоко производительной работы профессиональных бензопил с объемами цилиндра не более 60 куб.см. Эта цепь рассчитана на универсальное применение и имеет скошенную «пятку»(то есть, ограничитель глубины резания) — это элемент антивибрационной системы LowVib, который не только снижает вибрацию, но еще и уменьшает растяжение цепи. |
|
|
|
|
|
Пильная высоко-профильная цепь «Husqvarna» тип h40 Pixel с толщиной звена 1,5мм и шагом цепи в 0,325 дюйма имеет режущие зубья профиля CHIPPER и предназначена для работы на любительских и полупрофессиональных образцах пил. Она рассчитана на универсальное применение и интересна особой конфигурацией в сочетании элементов ее конструкции — высокопрофильные «чипперные» режущие зубья чередуются на ней с хвостовиками уменьшенной толщины. Это чередование позволяет установку такой цепи на более тонкой по профили шине и снижает толщину получаемого пропила, что увеличивает производительность самого пиления на 15%. |
|
|
|
|
|
Пильная высоко-профильная цепь «Husqvarna» тип h52 с толщиной звена 1,5мм и шагом цепи в 3\8 дюйма имеет режущие зубья профиля CHISEL и предназначена для обеспечения высоко производительной работы профессиональных бензопил с объемами цилиндра более 60 куб.см. Эта цепь также рассчитана на универсальное применение и тоже имеет скошенную «пятку» антивибрационной системы LowVib, также уменьшающей растяжение цепи. На зубьях у нее нанесены специальные насечки для коррекции в ходе процесса перезаточки, к которой очень чувствительны «чизельные» зубья. |
|
Мы надеемся, что внимание к такому широкому спектру особенностей конструкции современных пильных цепей обеспечит для Вас высокую эффективность и производительность работы Ваших цепных пил.
Подобрать цепь для бензопилы
www.arrows.ru