
Буровые штанги для скважин своими руками
СодержаниеПроцесс бурения требует применения достаточно большого количества оборудования и инструментов. Для того, чтобы результат получился качественным, выработка — глубокой, а процесс — быстрым, нужно использовать достаточно большое количество устройств.
Наконечник буровой штанги с резьбой
Одним из составляющих бурового комплекса является штанга.
Назначение и конструкция буровой штанги
Буровая штанга является обязательным конструкционным элементом всех установок для обычного, и горизонтально направленного бурения скважин (ГНБ). Штанга (она же буровая труба) выполняет функцию передачи крутящего усилия от привода установки СБШ 250 к буру (конструкция, разрушающая породу), который расположен на её конце — который и выполняет бурение скважин под сваи (или для других задач).
Штанги от ведущих производителей, таких как Copco, Sandvik и Atlas, изготавливаются в виде стальной трубы, диаметром которой может составлять от 60 до 120 мм, а длина от 0.5 до 2 метров, вес – до 40 килограмм.
Буровая штанга, по сути, из всех элементов буровой установки, переносит максимальную механическую нагрузку – именно на неё приходится основная часть сопротивления грунта вращательным движениям бура.
Учитывая, что длина штанг редко превышает два метра, так как трубы большей длины очень неудобно эксплуатировать, ввиду габаритов и веса, а углубление скважин в слой грунта в процессе бурения установкой СБШ 250, требует периодического удлинения штанги, максимальную важность приобретает вопрос надежности соединений, которыми штанги фиксируются между собой.
Для предотвращения износа соединений используется специальная смазка для буровых штанг, которая также препятствует заклинивания буровой колонны и предотвращает коррозию её элементов.
Читайте также: принцип работы мотора редуктора для буровой установки.
к меню ↑
Виды и отличия штанг для бурения
Штанги, применяемые для бурения, произведенные в промышленных условиях, в зависимости от способа изготовления, условно делятся на три категории:

Буровые штанги диаметром 63 мм
- Цельнокованые;
- Сваренные трением;
- Сваренные трением, прошедшие предварительную ковку.
По форме конструкции выделяют шестигранные и круглые штанги. Шестигранные штанги имеют больше ребер жесткости и больший вес, поэтому они лучше подходят для эксплуатации на машине СБШ 250, и в любых тяжелых условиях.
Каждый метод производства, согласно ГОСТ РФ, определяет итоговые характеристики продукта: прочность на разрыв, максимальный крутящий момент, радиус изгиба. Рассмотрим каждый вид детальнее.
Цельнокованая штанга. Метод их производства предусматривает несколько этапов индукционного нагрева крайних участков трубы, после которых следует прокатка конструкции на пресс-станке, что позволяет придать оголовкам штанги толстую форму. После остывания на оголовках выполняется нарезка резьбы необходимого размера.
К достоинствам таких штанг для бурения скважин, в первую очередь относится максимальная прочность и жесткость, которая свойственна цельной конструкции и, как следствие, максимальная эффективность передачи энергии привода.
К недостаткам – большой вес и нулевой коэффициент эластичности, что существенно сокращает ресурс эксплуатации соединительных частей – замков и резьбы. Такие штанги в основном используются для горизонтального бурения (ГНБ).
Основными производителями цельнокованых штанг являются компании Sandvik, Atlas, Copco, которые поставляют на рынок качественные круглые и шестигранные штанги для установок ГНБ сертифицированные согласно ГОСТ РФ.

Буровые штанги для технологии ГНБ
Если вас интересуют самодельные штанги, то именно цельнокованое изделие проще всего изготовить своими руками.
Штанга, сваренная трением. С помощью сварки трением изготавливаются разборные конструкции, которые комплектуются дополнительными замками (замки изготавливаются из более прочной стали, чем основной материал трубы).
Соединенные между собой участки не обладают такой совокупной жесткостью, как цельнокованые трубы, по этому, для увеличения этого показателя, сварным штангам, в основном, придается шестигранная форма с дополнительными ребрами жесткости. Резьбовые соединения, после нанесения на оголовки трубы, подвергаются азотированию.
Вследствие насыщения азотом замки трубы получают высокую износоустойчивость, что существенно увеличивает ресурс их работы. После закалки замков выполняется сварка замка с трубой по методу трения.
Такие штанги, после всех технологических процессов, обладают неплохой жесткостью и прочностью, что делает возможным их использование, как для установок вертикального бурения, так и для ГНБ. На российском рынке наиболее востребованы штанги от Atlas, Copco и Sandvik – вся продукция этих компаний соответствует требованиям ГОСТ.
Наиболее востребованы сварные конструкции в вертикальном бурении, так как закаленная соединительная часть отлично переносит многократные свинчивания и развинчивания, которые свойственны вертикальному бурению. Именно такие штанги использует СБШ-250 — одна из самых популярных в РФ буровых машин.
Сварка трением с предварительной ковкой. Перед сваркой выполняется предварительная ковка оголовков труб, после которой следует индукционный нагрев и прокатка на прессовом станке. После чего к крайним участкам трубы привариваются замки.

Буровые штанги диаметром 50 мм
Такая технология обуславливает значительно увеличение итоговой цены изделия, однако по прочности и ресурсу эксплуатации такие штанги не имеют аналогов. В основном они распространены в ГНБ, а также при бурении вертикальных скважин на большую глубину установкой СБШ 250.
Среди компаний, использующих эту технологию, продукция которых сертифицирована согласно ГОСТ РФ, можно выделить Atlas, Sandvik и Copco.
Штанги для установок алмазного бурения
Отдельно стоит упомянуть установки алмазного бурения. Для них применяется специальная распорная штанга, которая выполняет совершенно другую функцию – распорная штанга для устройств алмазного бурения используется в качестве фиксатора буровой машины на рабочей поверхности.
Поскольку алмазная буровая установка имеет сравнительно небольшой вес, распорная труба может выполнять качественное крепление станины к любому виду перекрытия. Распорная штанга обладает телескопической конструкцией, при развинчивании которой аппарат алмазного бурения закрепляется в необходимой плоскости между полом и потолком.
Основными производителями распорных штанг, помимо традиционных лидеров рынка – компаний Sandvik, Altas и Copco, можно назвать также фирму Ridgid. Atlas среди этого списка является, наверное, наиболее известным брендом.
к меню ↑
Буровая штанга своими руками
Сразу стоит определить, что не все виды конструкций можно сделать своими руками. Так, распорная штанга для фиксации аппаратов алмазного бурения не может быть качественно воспроизведена в домашних условиях.

Буровые штанги СБШ-250
Такие конструкции должны соответствовать требованиям ГОСТ, так как даже малейшие изменение положения устройства для алмазного бурения в процессе работы недопустимы.
Также не стоит пытаться изготавливать своими руками сварные штанги для СБШ 250, так как обычная дуговая сварка не обеспечивает необходимой надежности соединений. Согласно ГОСТ, соединительные швы должны выполняться методом сварки трением.
Оптимальный вариант для изготовления своими руками – цельнокованые штанги, которые могут быть сделаны на основе обычной стальной трубы.
Этапы создания — следующие:
- Чтобы сделать буровую штангу своими руками вам необходимо обзавестись трубой из прочной низколегированной стали, с максимально большой толщиной стенки (5-8 мм).
- На краях трубы, длинной 1.5 метра, необходимо нарезать трапециевидную, либо прямоугольную резьбу, на нижем участке – с внешней стороны, на верхнем – с внутренней.
- Количество полутораметровых участков рассчитывайте исходя из необходимой общей длины штанги.
- При этом на одном из кусков трубы, который будет нижним элементом штанги, необходимо выполнить крепление для бура. В основном оно делается в виде болтового соединения.
Изготовленные своими руками цельные штанги могут с успехом использоваться на малогабаритных установках ГНБ и обычного бурения скважин. От промышленных штанг, которые предлагают ведущие фирмы (такие, как Atlas, Sandvik и Copco), самодельные изделия будет отличать больший вес, но в плане надежности они будут равными.
к меню ↑
Подготовка штанги к работе (видео)
Главная страница » Инструменты для буренияНазначение и устройство штанги буровой установки
Бурильные установки состоят из большого количества взаимосвязанных элементов, каждый из которых выполняет определенную функцию. Чтобы оборудование функционировало в нормальном режиме, требуется слаженная работа всех узлов и агрегатов. Например, штанга буровой установки служит для поднимания и опускания бурящего элемента, что, по сути, является важнейшей операцией.
При любой неисправности данного элемента невозможно будет использовать машину по прямому назначению. Соответственно, она окажется абсолютно бесполезной. Поэтому в случае возникновения неисправности или наступлении срока естественного износа, нужно оперативно менять элемент, чтобы агрегат не подвел в самый ответственный момент. Так что следить за техническим состоянием всех аппаратов должен ответственный человек, который никогда не забудет дату наступления события.
Устройство и назначение штанги в машинах для бурения скважин
Конструктивно буровые штанги представляют собой металлические трубы определенной длины, которые служат для передачи крутящего момента от силового агрегата к коронке. На обоих концах детали нарезана резьба, при помощи которой ее можно прикручивать к соответствующим запчастям. Процедура осуществляется при помощи специальной машины, так как вес и габариты трубы не позволяют сделать этого вручную.
Внутри трубы проходит специальный канал, по которому буровую жидкость поставляют в место непосредственного столкновения наконечника с земной твердью. При монтаже очень важно проследить, чтобы этот канал не был поврежден или пережат, так как если жидкость не сможет поступать в скважину, тогда и вся переработанная земля не будет выходить на поверхность, соответственно никакого отверстия для технологических операций не получится.

Однако по фото буровой штанги можно сказать, что она представляет собой не просто стандартную трубу, но еще и имеет некоторые особенности. В конструкцию также входят:
- • коннектор, который находится на конце и служит для монтажа агрегата на узел, который будет передавать вращательную кинетическую энергию от двигателя;
- • ведущая штанга, которая и является просто трубой с резьбой на концах;
- • стабилизаторы, служащие для нейтрализации негативного воздействия, чтобы элемент не поломался в ходе работы, что вполне может случиться, учитывая колоссальные перегрузы, которые он испытывает при продвижении вглубь;
- • буровая труба, внутри которой происходит вращение крутящегося элемента;
- • воротник бура, который необходим для нагнетания жидкости в буровую колонну;
- • буровая коронка, которая «вгрызается в земную плоть» и оставляет после себя след, который и будет затем играть роль скважины для добычи ресурсов;
- • иногда также используется замок буровой штанги, который представляет собой специальный переходник, который позволяет менять коронку на нестандартное изделие, обладающее особым видом резьбы или необычным диаметром.
При помощи бурении добывают два наиболее потребляемых во всем мире топливно-энергетических ресурса — нефть и газ. Поэтому уровень развития отрасли находится на заоблачной высоте. Все участники добычи и продажи полезных ископаемых получают огромные прибыли, поэтому и в совершенствование методов ведения разработки вкладывается достаточное количество средств. Так что штанги для буровых установок являют собой высокотехнологичные изобретения, которые прошли через множество опытных испытаний и продолжают модернизироваться с каждой новой моделью.
Производство оборудования для бурения
Технология изготовления штанг, используемых в буровой отрасли весьма специфична, так как они должны выдерживать невероятные нагрузки, поэтому приходится хорошо их закалять. В промышленности сейчас используется один метод, который можно считать основным.
Кстати говоря, при необходимости можно оформить заказ на нестандартное изделие, которое может понадобиться при специфических операциях. Для этого нужно лишь предоставить чертеж буровой штанги с нужными параметрами, а далее на заводе все выполнят в лучшем виде.

Технологический процесс состоит из этапов:
- 1. Вначале в дело вступает металлургия, где из сырья высшего сорта изготавливают закаленную сталь с высокой ударной и механической прочностью.
- 2. Далее происходит высадка бурта с индукционного нагрева, которая позволяет из листовой буровой стали скатать герметичную трубу нужного диаметра.
- 3. Затем производится механическая обработка, которая убирает все огрехи предыдущего этапа, чтобы изделие было максимально гладким и ровным.
- 4. В конце проводится дополнительная процедура закаливания, которая состоит из нагрева, охлаждения и отпуска в специальных технологических камерах.
- 5. Концы штанги проходят дополнительную закалку, потому что именно эти части являются наиболее уязвимыми к возможным поломкам от излишней нагрузки.
Буровые штанги для МГБУ также будут иметь специальные углубления под гаечный ключ, так как небольшие габариты позволяют закручивать их вручную. Подобные аппараты используются для локальных целей, чаще всего на частных участках для бурения скважин с целью добычи артезианской воды, которая наиболее полезна для людей.
Технические характеристики и цена агрегата
Самым главным параметром, который и определяет применяемость детали в том или ином спектре работ, является диаметр буровой штанги. Все существующие варианты можно посмотреть в электронных каталогах разных компаний. Но наряду с обычными изделиями можно заказать и нестандартную модель, поэтому сильно привязываться к габаритам не стоит. По предельной прочности и другим показателям стойкости агрегаты не разделяются. Они могут иметь разные итоговые значения по факту, так как качество используемого при производстве сырья неодинаково, но специально никто не делает разницы.
Покупать буровые штанги б/у нужно очень аккуратно, так как можно попасть на деталь, которая давно отслужила свое и более непригодна к эксплуатации. Проблема в том, что определить это на глаз практически нереально, только если присутствуют явные следы износа. Поэтому работать стоит лишь с проверенными продавцами, которые могут дать гарантию на свою продукцию.
Цена буровых штанг зависит от их габаритов, поэтому актуальное значение нужно искать в электронных каталогах на сайтах торгующих компаний.
promplace.ru
Буровые штанги своими руками — Всё о бурении скважин
Буровая установка своими руками
Буровая установка своими руками изготавливается по бесплатным чертежам представленным ниже. С учётом покупки всех комплектующих себестоимость самодельной мини буровой установки составит 15-20% от аналогичного готового агрегата.
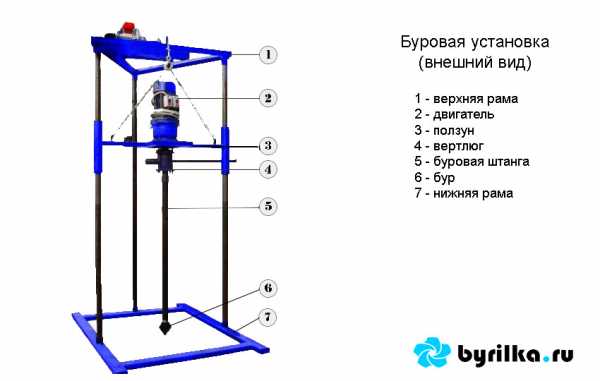
§ Рама буровой установки
Стойки для рамы на буровую установку делают из трубы ДУ40, толщина стенки 4мм. «Крылья» для каретки-ползуна – из ДУ50, толщина 4мм. Если нет со стенкой 4мм, можно взять и 3,5 мм.
Скачать чертежи для буровой установки на воду своими руками:
§ Вертлюг, буровые штанги и замки
Буровой вертлюг и буровые штанги на первых порах рекомендуется приобрести готовые. В изготовлении этих частей очень важна точность обработки, поскольку нагрузки на эти узлы большая. Если решите заказать вертлюг у токаря, то потребуется найти квалифицированного специалиста, и желательно с современными станками с ЧПУ. Для вертлюга и замков потребуются строго определённые виды стали. Для замков – 45 сталь. Для вертлюга – 40Х.
Скачать чертёж самодельного бурового вертлюга:
Внимание! Качественную закалку частники не сделают! После закалки потребуется шлифовка. Можно использовать закалку ТВЧ, но это дорогостоящая процедура.
Сэкономить на покупке готовых узлов можно, но на поиски подходящего мастера уйдёт много времени. Но оно того стоит — самодельные детали значительно дешевле, чем покупные. Для начала приобретайте детали на образцы. Практика показывает, что токаря работают более качественно, когда у них на руках имеются и чертежи, и реальные шаблоны.
При наличии заводских образцов вам намного проще будет проверить качество работы. Например, если токарь сделал буровые штанги (замки), то вы берёте заводские и самодельные детали и привинчиваете их друг другу – проверяете качество резьбы. Совпадение должно быть 100%!
Не покупайте запчасти по доставке. Это нужно для того, чтобы не купить брак – такое, к сожалению, бывает. А самое главное – если заказывать доставку издалека, то можно прождать не один месяц.
Резьбу на буровых штангах советуем делать трапецию – она не хуже конусной, но если потом заказывать токарям, то конусную резьбу сделать сложнее.
Если делать или покупать замки на буровые штанги отдельно, то трубы для штанг можно брать и простые шовные, если бурить не глубже 30 метров (толщиной 3,5 мм. и внутренний диаметр не меньше 40-ка мм). Но приваривать замки к трубам должен профессиональный сварщик! В вертикальном бурении нагрузки большие.
Для бурения глубже 30 метров нужно брать только толстостенные трубы (со стенкой от 5-6 мм). Тонкие штанги на большие глубины не годятся — их может порвать.
Скачать чертёж замков для буровых штанг:
§ Изготовление бура своими руками
Простой бур самостоятельно изготовить несложно. Делается бур из обычной стали. Если решите сделать из легированной, то имейте в виду – приварить её сложно! Нужен специалист. Если в месте бурения находится много камней, тогда нужно купить в фирмах специальные буры, приспособленные для прочных грунтов. Чем выше цена, тем твёрже на бурах сплавы и прочнее сами буры.
§ Самодельная лебёдка и мотор – редуктор
При изготовлении мини буровой используется лебёдка «РА-1000». Можно взять и другую, но желательно, чтобы грузоподъёмность была не меньше 1 тонны (а лучше больше). Некоторые буровики ставят по две лебёдки, одну электрическую и вторую механическую. В случае клина буровой колонны очень помогает.
Для облегчения работы желательно купить и подключить два пульта: один реверс и ход двигателя, другой на лебёдку. Это сэкономит много сил.
Мотор-редуктор для самодельной мини буровой потребуется на 60-70 оборотов в минуту, мощностью 2,2 кВт. Более слабый не подойдёт. Если использовать более мощный, то потребуется генератор, так как не получится подключаться к напряжению 220 Вольт. Рекомендуется для гидробурения мотор-редуктор моделей: 3МП 31,5/3МП 40/3МП 50.
§ Порядок изготовления буровой на воду своими руками
- Покупка буровых штанг и вертлюга (обратите внимание, чтобы у деталей была одинаковая резьба, либо используйте переходник). Для начала много покупать не требуется, ориентируйтесь на глубину в 30 метров.
- Покупка мотора — редуктора. Эти покупки могут занять много времени и часто возникают задержки, которые не зависят от вас, поэтому лучше покупать заранее.
- Изготовление рамы и бура. При изготовлении рамы желательно иметь на руках мотор, вертлюг и лебёдку, поскольку всё это нужно будет крепить на раму. Каретку без мотора самостоятельно сделать тоже проблематично, так как крепления у разных моторов могут отличаться.
- Докупаем оставшиеся комплектующие мини буровой установки после установки основных узлов на раму.
§ Ошибки при самостоятельном бурении на воду
Начинать бурение на воду рекомендуется с малых глубин, чтобы набраться хотя бы немного опыта. Опыт в вертикальном бурении – самое важное! Научиться бурению скважин на воду можно только на практике. Самое главное – научитесь избегать клина буровой колонны. Новички по неопытности часто «ловят клин» и теряют буровые штанги. Иногда бур заклинивает настолько, что вытащить невозможно даже краном, конструкция просто отрывается (обычно в местах сварки).
Ошибки обходятся очень недёшево – теряется дорогой инструмент. Поэтому в гидробурении нельзя форсировать события и сразу делать глубокие скважины. К этому делу нужно подходить ответственно и аккуратно. Обязательно читайте литературу на эту тему. Эта работа требует много знаний, которые невозможно передать в двух словах, поэтому самообразование обязательно.
Буровая установка своими руками: поэтапный монтаж конструкции
Большинство проблем с водообеспечением частного сектора решается именно путем автономного водоснабжения. Добиться подобного варианта коммуникации можно своими руками, при этом не совершая больших растрат бюджета. Чтобы монтаж скважины получился доступным по стоимости, вам пригодиться буровая установка своими руками. Предлагаем вам изучить инструкцию по изготовлению конструкции.
На первый взгляд, выполнить сборку установки просто, но нужно определиться с возможными вариантами оборудования. Прежде вы должны изучить возможности каждого типа конструкции, желательно воспользоваться видео советами в сети. На сегодняшний день возможно изготовить следующие аппараты для бурения:
- канатно-ударная установка — рабочий механизм приспособления состоит из долота и троса с желонкой. Прибор удерживается на основе треугольной рамы;
- шнековая установка — принцип ее работы заключается в сооружении скважины непосредственно установленным шнеком. Стоит отметить, используя данную методику грязная вода не вымывается;
- мини-буровая установка роторного типа — конструкция по принципу походит на вариант гидробурения. В отдельных случаях применяется электрический мотор для создания бурильного аппарата. Из-за сложности в работе подобные конструкции изготавливают редко.

Внешний вид самодельного бура
О преимуществах и недостатках каждого из вариантов оборудования вы можете узнать из видео в интернете.
Подготовительный этап и пошаговая инструкция по сооружению
Малогабаритная конструкция для бурения автономных колодцев своими руками требует основательной подготовки. Изначально нужно изучить теоретическое видео, а затем приступать к практике. Перед созданием прибора обязательно нужно позаботиться о наличии инвентаря. Незаменимыми послужат болгарка, дрель и сверла, сварочный аппарат и набор отверток. Приобретите крепкий металл, трубы и арматуру. Скорее всего понадобиться что-то одно. Такой же материал пригодиться для построения канатно-ударного приспособления.
- Первым делом реализуется схема буровой установки, которую каждый должен подготовить самостоятельно, опираясь на то каким предположительно будет вариант изделия. Не забывайте продумать чертеж.
- Для главной части бура необходимо заготовить отрезки патрубков (обычно требуется два разной длины). Этот материал собирается в крест, поэтому на каждом из концов труб необходимо нарезать резьбу. Если есть токарный станок — будет проще, но можно и вручную при помощи «лерки».
- К наконечнику каждого отрезка привариваются заостренные пластины. Теперь у вас заготовлены наконечники. Данная установка предназначена для условий бурения с постоянной подачей воды. Поэтому процесс будет происходить быстрее и легче.
- В любое из отверстий на заготовленном буре подсоединяем водопроводный шланг, который будет вводить воду в ходе работы.
- Теперь на рабочую трубу подсоединяем металлический отрезок, с уже подсоединенным острым металлическим концом. Рекомендуется выполнять фиксацию деталей при помощи сгона. Так можно гарантировать высокую надежность установки.
- Заготовленные отрезки будут крепиться к рабочему механизму поочередно, начиная от самого короткого.
- Теперь нужно сделать установочную конструкцию, на которой будет крепко удерживаться самодельная буровая установка в рабочем положении. Для этого понадобится металлический профиль квадратного или прямоугольного типа.
- Схема буровой установки предполагает сооружение площадки, где будет устанавливаться механизм ручного бура. К этой площадке фиксируется рабочая стойка при помощи сварочного аппарата.
- Нужно сделать место, где будет располагаться двигатель. Его нужно прикрепить так, чтобы он не создавал помех во время бурения. Металлопрофиль должен крепиться так, чтобы свободно двигался по рабочей стойке конструкции.
- Выбирайте профиль так, чтобы его габариты превышали размеры стойки. Подбирая двигатель, следует обратить внимание на его мощность. Для нормальной почвы достаточно механизма с потребностью 0, 5 л.с.

Схема деталей для буровой установки
После того, как ручная буровая установка собрана, подсоединяем напор воды.
Обратите внимание! Никаких перебоев с водоснабжением во время создания скважины быть не должно, так как это может нарушить рабочий процесс и сделать создание автономного источника весьма затрудненным. Идеально выполнить такой бур, в составе механизма которого будет присутствовать вертлюг (для его создания должен быть чертеж).
Предлагаем вашему вниманию видео о сборке конструкции бурового аппарата на воду.
Особенности бурения канатно-ударной установкой
При помощи канатно-ударного типа оборудования создание автономного водоснабжения может выполняться как для технических, так и для бытовых целей. Главное, чтобы был подобран правильный чертеж. В наше время такой способ применяется и в условиях, где применение профессионального бурения невозможно. Поэтому оптимальным решением стало использовать вертлюг, который хорошо выполняет работу даже в сложных условиях грунтовых пород. Используя данную технологию есть возможность сделать скважины на воду глубиной от 70 до 250 метров. Посмотрите в сети особенности работы подобным механизмом в видео.
Малая установка канатно-ударного типа для сооружения скважин обязательно содержит вертлюг, его построить можно, используя чертеж. Положительными качествами сооружения скважины таким способом считаются:

Особенности канатно-ударного бура
- долговечность источника водообеспечения;
- присутствует возможность выполнять скважину любого диаметра, благодаря тому, что присутствует вертлюг;
- гарантирована герметичность любых соединений конструкции;
Из недостатков выделяют:
- длительный монтаж;
- на сыпучих грунтах отсутствует возможность создать глубокую скважину.
Выполнение подобного оборудования достаточно трудоемкое, но последовательность работы поможет добиться сооружения правильного типа.
Принцип работы канатно-буровой установки
Сразу оговоримся о важных качествах, которые должны быть соблюдены при реализации проекта, используя чертеж канатно-буровой установки, не забывая о габаритах, которые должен иметь вертлюг.
Принцип работы ударного инструмента заключается в помещении остроконечного тяжелого долото, которое активно разрушает грунтовую породу. Ударный механизм фиксируется крепким тросом, поднимать который будет мотор с достаточной потребляемой мощностью. Также в интернете вы можете найти видео инструкцию по выполнению скважин при помощи самодельного бура.

Бурение скважины ударно-канатным буром
Установка для бурения скважин канатно-ударного типа достаточно сложное оборудование, но некоторые его элементы выполняются самостоятельно.
Внимание! Чтобы сделать вертлюг и замки для буровой штанги, необходимо обратиться к высококвалифицированным специалистам, которые занимаются производством деталей на станках.
Выполняя любительскую буровую установку для домашнего использования, старайтесь не пренебрегать технологией изготовления, так как приспособление из-за халатности может скорее выйти из строя.
Как сделать буровую установку для бурения скважин своими руками
 Для бурения скважин на воду совершенно необязательно обращаться к специалистам. Эту процедуру вы можете выполнить и своими руками, не затрачивая лишних средств на вызов бригады и контролируя качество работы. Однако для того чтобы получить источник водоснабжения в собственном дворе, вам понадобится специальная буровая установка, без которой получить воду будет невозможно. Сделать ее также реально самостоятельно, без необходимости покупать готовое устройство. Поэтому сегодня поговорим о том, какие конструкции для бурения скважин вы можете изготовить своими руками.
Для бурения скважин на воду совершенно необязательно обращаться к специалистам. Эту процедуру вы можете выполнить и своими руками, не затрачивая лишних средств на вызов бригады и контролируя качество работы. Однако для того чтобы получить источник водоснабжения в собственном дворе, вам понадобится специальная буровая установка, без которой получить воду будет невозможно. Сделать ее также реально самостоятельно, без необходимости покупать готовое устройство. Поэтому сегодня поговорим о том, какие конструкции для бурения скважин вы можете изготовить своими руками.
Какими бывают подобные устройства
 Как правило, бурение скважин в частных домах и на дачах производится малогабаритными установками. Поскольку такие участки не нуждаются в артезианских источниках (глубиной до 200 метров), чаще всего жители выбирают варианты «на песок». В данном случае воду можно найти на глубине около 30-40 метров, благодаря чему технология бурения существенно упрощается. Поэтому использование мобильной установки будет более простым и практичным.
Как правило, бурение скважин в частных домах и на дачах производится малогабаритными установками. Поскольку такие участки не нуждаются в артезианских источниках (глубиной до 200 метров), чаще всего жители выбирают варианты «на песок». В данном случае воду можно найти на глубине около 30-40 метров, благодаря чему технология бурения существенно упрощается. Поэтому использование мобильной установки будет более простым и практичным.
На сегодняшний день существует четыре основных вида устройств подобного типа, в частности:
- Ударно-канатная буровая установка. Один из наиболее простых и практичных видов мобильной конструкции, подразумевающий наличие пирамидообразной станины и специального груза.
- Устройство шнекового типа. Также часто применяется для бурения скважин ввиду своей простоты. Рабочим инструментом является шнек, который углубляется в грунт.
- Роторная буровая установка. Работает по принципу гидробурения и требует целого ряда комплектующих.
- Ручное роторное устройство. Принцип действия схож с предыдущим вариантом, но без использования мотора-редуктора. Из-за большого количества физического труда, используется крайне редко.
Далее поговорим об этих устройствах более подробно.
Как делаются подобные конструкции
Ударно-канатная буровая установка является одной из наиболее распространенных при создании источников водоснабжения своими руками. Создается она быстро, а работает очень эффективно. Для ее изготовления вам понадобятся следующие материалы:
- станина, имеющая форму треугольной пирамиды;
- ударный груз (патрон), массой от 80 кг и более и длиной 1-2 м;
- трос;
- желонка.
Технология бурения скважин таким образом предусматривает разрушение грунта при ударах грузом и вычерпывание земли желонкой. Учитывая, что патрон весит немало, рекомендуется оборудовать устройство мотором-редуктором, который будет осуществлять его подъем без необходимости использования физической силы.
Итак, для того чтобы сделать ударный патрон, вам понадобится труба с толстыми стенками, диаметром около 100 мм. Чем больше будет ее масса, тем лучше. Снизу можно вырезать специальные зубцы, которые будут дополнительно взрыхлять почву. Нижнюю часть груза необходимо заточить, а сверху сделать два отверстия, при помощи которых будет осуществляться закрепление.
Перед началом бурения вам понадобится сделать небольшое углубление в земле для свободного хода патрона. Делается это при помощи обыкновенного шнека.
Вторым распространенным вариантом для создания скважин является шнековая установка. Для того чтобы сделать ее своими руками, вам нужно взять трубу (сечение 100 мм) и наварить на нее несколько шнековых винтов (диаметр около 200 мм). В верхней части основы необходимо нарезать резьбу, при помощи которой она будет крепиться к станине и удлиняющим трубам. В нижней части шнека также навариваются два дополнительных ножа, которые облегчат процесс бурения. Навариваться они должны под углом.
Перед началом создания скважин необходимо проделать углубление примерно на метр. После этого шнек следует удлинить и продолжать процесс, постепенно увеличивая длину бура по мере его углубления в грунт. Для бурения на глубину свыше 8 метров придется предусмотреть треугольную станину со специальной лебедкой, поскольку, чем длиннее окажется конструкция, тем сложнее вынимать ее из грунта.
Если желаете создать профессиональную установку для бурения скважин на воду, роторное устройство станет лучшим вариантом. Данный тип является самым надежным и дающим наилучший результат, но для создания конструкции подобного типа вам придется приготовиться к дополнительным затратам. В частности, вам будут необходимы следующие комплектующие:
- Вертлуг.
- Буровая штанга.
- Бур лопастного типа.
- Мотор-редуктор.
- Мотопомпа.
- Шланг для подачи промывочного раствора.
Рама для такого устройства также имеет треугольную форму, с буром посередине. На раму устанавливается вертлуг, которому отведена роль создания крутящего момента и подачи промывочного раствора. В его подвижной части будет закрепляться штанга. Обратите внимание, вертлуг должен быть сделан из высокопрочной стали. При некачественном исполнении он выйдет из строя после бурения нескольких скважин. На нем будет закрепляться штанга, которая передает крутящий момент на бур. Соединение с рабочим инструментом, а также с дополнительными удлиняющими элементами может производиться при помощи специальных замков с резьбой конического или прямоугольного типа. Непосредственно к ней крепится бур, который имеет диаметр от 80 до 350 мм, в зависимости от поставленных задач.
Технология бурения скважин на воду не требует обязательного вызова специалистов. Вы можете воспользоваться самодельной переносной установкой, которая поможет существенно сэкономить средства. Если какие-либо моменты остались вам непонятны, желательно ознакомиться с видео по созданию устройств подобного типа, а также воспользоваться чертежами для их сборки. В создании скважин своими руками нет ничего сложного, главное – умение соорудить рабочий инструмент и соблюдать технологию. Если вы все сделаете правильно, вы будете обеспечены водой на десятилетия.
Источники: http://www.byrilka.ru/burovaya-svoimi-rukami, http://prokommunikacii.ru/vodosnabzhenie/skvazhina/burovaya-ustanovka-svoimi-rukami-poehtapnyjj-montazh-konstrukcii.html, http://canalizacii.ru/vodostochnaya-sistema/kak-sdelat-burovuyu-ustanovku-dlya-bureniya-skvazhin-svoimi-rukami.html
rusbyr.ru
Буровые штанги для установок горизонтально-направленного бурения (ГНБ)
 В настоящее время к нам стало поступать много заявок из различных регионов на изготовление буровых штанг для установок горизонтально-направленного бурения (ГНБ). ООО «КТИАМ» осуществляет приварку замковой части к телу трубы на машине сварки трением ПСТ-20Т, а так же разрабатывает и изготавливает под заказ линии высадки концов труб и линии сварки трением.
В настоящее время к нам стало поступать много заявок из различных регионов на изготовление буровых штанг для установок горизонтально-направленного бурения (ГНБ). ООО «КТИАМ» осуществляет приварку замковой части к телу трубы на машине сварки трением ПСТ-20Т, а так же разрабатывает и изготавливает под заказ линии высадки концов труб и линии сварки трением.
В качестве ознакомительной информации о буровых штангах для установок ГНБ, мы предлагаем ознакомиться с выдержками из статьи журнала РОБТ – официального печатного издания Российского общества по внедрению бестраншейных технологий.
Буровые штанги и бурильные трубы для ГНБ
Как показывает многолетний опыт, далеко не все поставщики буровой техники относятся к вопросу предложения буровых штанг столь же пристально, как к выбору установки ГНБ на основании ее технических особенностей, преимуществ.
Устоявшаяся мировая практика доказывает, что буровые штанги лучше приобретать непосредственно на заводе-изготовителе с устоявшейся репутацией, либо у официальных дилеров таких предприятий. Чем же отличаются буровые штанги от бурильных труб?
Как известно, буровые установки ГНБ подразделяются на три группы: малой, средней и большой мощности. Аналогичным образом инструмент подразделяется на группы: для малых, средних и больших нагрузок.
Рассмотрим вариант применения установок малой и средней мощности.
С увеличением длины пилотного бурения увеличиваются нагрузки на подачу и вращение колонны, появляется эффект пружины, т.е. проходит определенное время для передачи вращения от шпинделя на установке до буровой лопатки. Это вносит определенные неудобства для работы с системой локации. Оператору проблематично «поймать» положение на «6…12 часов» из-за скручивания колонны. Чтобы улучшить ситуацию при бурении на большие расстояния можно использовать буровые штанги большего диаметра, что уменьшает скручивание колонны и изгиб в плоскостях. При этом у вас увеличивается минимально допустимый радиус изгиба штанг, но удается легче соблюдать прямолинейность бурения.
Производители штанг для малого и среднего класса машин в основном делают штанги трех типов: «кованые», «сварка трением» и «сварка трением с предварительной ковкой». Рассмотрим все существующие методы.
 Первый метод – FOP (Forged-One-Piece, цельнокованая штанга) – метод ковки при котором оголовки буровой штанги значительно утолщаются за счет многократного индукционного нагрева концов трубы и дальнейшей их высадке на пресс–станке. Далее, после остывания концов нарезается необходимая резьба.
Первый метод – FOP (Forged-One-Piece, цельнокованая штанга) – метод ковки при котором оголовки буровой штанги значительно утолщаются за счет многократного индукционного нагрева концов трубы и дальнейшей их высадке на пресс–станке. Далее, после остывания концов нарезается необходимая резьба.
Второй метод – SFW (Standard Friction Welded) –метод стандартной сварки трением. При этом методе замковая часть буровой штанги изготавливается отдельно и, как правило, из более прочного материала – стали марки 42CrMo4. После нарезки необходимой резьбы в соответствии с калибром на станке с ЧПУ, резьбовая часть подвергается процессу азотирования. При этом происходит поверхностное упрочнение стали, что делает поверхность замка и профиль резьбы более устойчивым к износу. На последнем этапе происходит сварка замковой части с телом буровой штанги методом трения.
Третий метод – FFW (Forged-Friction Welded) –метод сварки трением с предварительной ковкой концов буровой штанги. При этом методе концы буровой штанги нагреваются индукционным способом и производится их дальнейшая высадка на прессе. Далее замковая часть, изготовленная отдельно, приваривается к телу буровой штанги методом сварки трением.
Первый метод позволяет сохранить структуру буровой штанги как единое целое, обладающее весьма прочной конструкцией. При этом слабыми местами остается весьма низкая гибкость штанги и весьма быстрый износ замковой части и резьбы.
Второй метод применяется как основной при изготовлении буровых штанг для вертикального бурения (за исключением штанг для бурения глубоких скважин и скважин, имеющих отклонение от вертикали). Этот метод позволяет справиться с основной проблемой вертикальных скважин – большим количеством циклов свинчивания / развинчивания буровых штанг, так как в этом случае замковая часть дополнительно обработана и срок ее службы увеличивается. Слабое место этих буровых штанг для использования в горизонтальном направленном бурении – малая гибкость.
 Буровые штанги диаметром 42 мм на линии ПСТ-20Т (фото: ООО «КТИАМ»)
Буровые штанги диаметром 42 мм на линии ПСТ-20Т (фото: ООО «КТИАМ»)
Третий метод – это удачный «микс» первого и второго методов. Данная технология требует больших затрат, но при этом получаются достаточно гибкие штанги с усиленной замковой частью. В последние десятилетия этот метод является наиболее удачным при изготовлении буровых штанг для горизонтального направленного бурения, а также для производства бурильных труб применяемых на глубоких вертикальных скважинах, имеющих отклонение от вертикали.
Поэтому, когда вы выбираете буровые штанги, необходимо принимать во внимание, по какой технологии они изготовлены – это определяет характеристики конечного продукта, такие как предел прочности на разрыв, минимальный радиус изгиба, максимально допустимый крутящий момент.
На сегодняшний день существует огромное количество заводов, занимающихся выпуском штанг. В основном они располагаются в США и Китае, причем, многие заводы, гонясь за дешевизной выпускаемых изделий, до сих пор применяют метод дуговой сварки. Это самое дешевое производство, которое привело к общему восприятию сварных штанг, как некачественных по отношению к «кованым» штангам. Хотя, если завод-производитель буровых штанг осуществляет на собственном производстве доведение стали до нужного класса с обязательным контролем качества и применяет технологию предварительной ковки с дальнейшей сваркой трением замковой части, Вы получаете на выходе продукт наивысшего качества. Это дает Вам дополнительную уверенность при производстве работ методом ГНБ.
 Буровые штанги диаметром 42 мм на линии ПСТ-20Т (фото: ООО «КТИАМ»)
Буровые штанги диаметром 42 мм на линии ПСТ-20Т (фото: ООО «КТИАМ»)
 Буровые штанги диаметром 63 мм (фото: ООО «КТИАМ»)
Буровые штанги диаметром 63 мм (фото: ООО «КТИАМ»)
В последнее время с увеличением диаметров трубопроводов возросла потребность определенных компаний в использовании установок ГНБ класса «мега» усилием 500 — 600 тонн, а в этом классе бурильные трубы с замком 6 5/8” уже работают на пределе технических возможностей. Здесь необходимо обратить внимание на бурильные трубы с замком 7 5/8”, которые сравнительно недавно появились на рынке. Приведем их основные параметры: диаметр тела трубы – 7 5/8” (193,7 мм), допустимый крутящий момент – 292 kNm, допустимое усилие на разрыв – 595 т. Замки: наружный диаметр – 8 1/2”(215,9 мм), внутренний диаметр – 4 1/4”(108 мм), допустимый крутящий момент – 230 kNm, допустимое усилие на разрыв – 1033 т.
Теперь о бурильных трубах для мощных установок.
Технология производства бурильных труб отличается более высокими требованиями к исходному материалу труб (green pipes), химическому составу металла, термообработке, высадке трубы, сварке трением, изготовлению замков и постоянным контролем качества после завершения каждой операции.
Продолжительность использования бурильной колонны напрямую зависит от усталости металла бурильных труб, наружного износа замковой части и самой резьбы. Слабое место на бурильной трубе, более подверженное нагрузкам при изгибе и вращении колонны – это переход тела трубы к замковой части. Для того, чтобы уменьшить усталость металла в этой зоне как раз и делается высадка трубы. Высадки существуют трех типов: наружная (EU), внутренняя (IU) и комбинированная (IEU). Обычно, в зависимости от диаметров бурильных труб, тип высадки меняется. Например, в трубах 3 1⁄2” (88,9 мм) используется наружная высадка, чтобы не уменьшать проходной диаметр, а в трубах от 5” (127 мм) используется комбинированная высадка.
 Высаженный конец трубы на линии УВТ-1 (Фото: ООО «КТИАМ»)
Высаженный конец трубы на линии УВТ-1 (Фото: ООО «КТИАМ»)
Длина высадки у заводов-производителей отличается в зависимости от технологических возможностей производства. Величины меняются от 4’’, 5”, 7’’, 9’’ до 11’’. Завод, на котором мы знакомились с производством бурильных труб, на сегодняшний день, единственный, который делает высадку в диапазоне 9” — 11” (228 — 279 мм), что позволяет выполнить наиболее плавный переход от тела трубы до замковой части и увеличить сопротивление к усталости металла в зоне подверженной самым большим нагрузкам. Для такого размера высадки используется пресс с усилием 2500 т.
После высадки трубы отправляются в печь для термообработки, затем проходят контроль на прямолинейность, контроль магнитной дефектоскопии, ультразвуковой контроль.


Продольный разрез высадки в диапазоне 9» — 11» (слева), Разрез замковой части (справа)
Процесс изготовления замковых соединений по технологии и контролю схожий, но к резьбе предъявляются дополнительные требования, т.е. после нарезки резьбы проводят азотирование, далее приработку резьбовых и упорных соединений методом троекратного закручивания и раскручивания замковых соединений с рекомендуемым крутящим моментом. По желанию заказчика возможно нанесение твердого сплава на замковую часть для уменьшения износа, потом контроль магнитной дефектоскопии, и замки готовы для сварки трением с трубой. После сварки трением удаляются бурты снаружи и изнутри, металл зачищается на ширину 300 мм для последующей термообработки сварного соединения, контроля на твердость, магнитной дефектоскопии и ультразвукового контроля всего изделия.
Благодаря этим технологиям, получаются бурильные трубы с уменьшенным радиусом изгиба, что и нужно для производства работ методом ГНБ (ННБ).
Автор статьи: Федько А.В. технический директор ООО «СДС-11», г. Санкт-Петербург.
Профессиональный журнал «РОБТ» №10/12/2013
ktiam.ru
Что такое буровая штанга — Вода скважина
Буровые штанги
Буровая штанга изготовляется из очень прочной высокоуглеродистой стали, и применяется для передачи вращения от бурового станка на буровое долото, шнек. Так же, буровая штанга служит для передачи ударной силы буровой установки на буровое долото, при ударно-вращательном бурении.
При бурении с промывкой или продувкой, по буровым штангам подается, соответственно, буровой раствор или воздух.
Так как буровые штанги подвергаются очень высоким нагрузкам, их выполняют из очень прочной стали. Уровень содержания углерода в стали, определяет ее твердость.
Размеры и прочность буровых штанг.
В зависимости от вида бурения скважин и размеров буровой установки, используют буровые штанги разных размеров и различной прочности. Нет необходимость применять дорогие буровые штанги из легированной стали для бурения, например, неглубоких скважин на воду или при бурении установкой ямобур на небольшую глубину.
В то же время, при бурении глубоких нефтяных или газовых скважин, буровые штанги малой прочности ставят под угрозу процесс бурения, ввиду опасности обрыва бурового снаряда в стволе скважины.
Длинна буровой штанги зависит от высоты мачты или буровой вышки. Чем больше высота, тем больше ход вращателя буровой установки, и соответственно, длинна буровой штанги.
Буровые штанги по способу закалки.
Существуют два основных способа закалки буровых штанг – водяная и масляная.
- Закалка водой – буровая штанга или другое изделие становится более прочным на сжатие, при этом более хрупким. Изделие легче поддается обработке, чем при масляном закаливании. При этом способе закаливания, буровая штанга или другое изделие с трудом поддается сварке.
- Закалка в масле – происходит медленнее, чем в воде, металл более прочный. Буровая штанга закаленная в масле труднее поддается обработке и сварке.
При закалке водой изделие из стали нагревают до вишнево-красного цвета, а затем погружают в емкость с водой и дают остыть. Это способствует созданию жесткого, прочного продукта, все еще, поддающемуся обработке.
Если стержень нагреть до вишнево-красного цвета, а затем погрузить в теплое масло, поверхность становится чрезвычайно трудной в металлообработке и может повредить режущий инструмент. Поэтому, буровые штанги или другие изделия из стали, перед закаливанием в масле должны быть доведены до готовности.
В зависимости от предполагаемого использования, некоторые штанги должны быть менее хрупкими и более пластичными. Для этого производится отпуск металла.
Чтобы произвести отпуск стали, она должна быть снова медленно нагрета после закалки. При нагревании стали до 450 градусов по Цельсию, твердость металла снижается. После этого допускается охлаждение изделия на воздухе. «Отпущенный» металл можно затачивать или полировать.
Разница закалки стали в воде или в масле заключается в том, что вода лучший проводник тепла, чем масло. Следовательно, в воде охлаждение происходит быстрее, но неравномерно. Это приводит к деформации, поскольку охлаждение происходит неравномерно, от поверхности в глубину. Это важно учитывать при изготовлении точных изделий.
voda-skvazhina.ru
Штанги бурильные шнековые | Завод бурового оборудования
Штанги бурильные шнековые (шнеки) предназначены для бурения дегазационных скважин по углю непосредственно из горных выработок как с промывкой, так и без нее. Применяются на любых буровых станках, имеющих ход шпинделя не менее 1500 мм и размер зажимного устройства в соответствии с размером штанги.
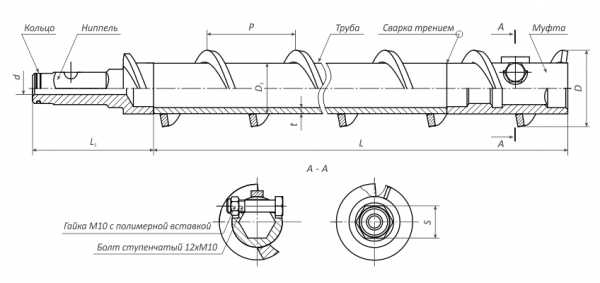
Техническая характеристика штанг бурильных шнековых
| Обозначение | Наружный диаметр штанги D, мм | Длина штанги L, мм | Диаметр тела штанги D1, мм | Внутренний диаметр d, мм | Шестигранник S, мм | Длина L1, мм | Шаг P, мм | Вес, кг |
|---|---|---|---|---|---|---|---|---|
| 76х1500 | 76 | 1500 | 50 | 12 | 32 | 90 | 88 | 12,7 |
| 78х1500 | 78 | 1500 | 54 | 12 | 32 | 90 | 88 | 12,9 |
| 90х1500 | 90 | 1500 | 54 | 12 | 32 | 90 | 88 | 14,6 |
| 93х1500 | 93 | 1500 | 54 | 12 | 32 | 90 | 88 | 15,0 |
| 97х1500 | 97 | 1500 | 54 | 12 | 32 | 90 | 88 | 16,8 |
| 100х970 | 100 | 970 | 60 (63,5) | 16 | 41 | 100 | 88 | 11,8 |
| 105х500* | 105 | 500 | 60 (63,5) | 16 | 41 | 100 | 44 | 8,8 |
| 150х600 | 150 | 600 | 89 | — | 60 | 100 | 120 | 18,4 |
* – штанга шнековая направляющая (спираль-полоса двухзаходная)
Штанги соединяются между собой путем осевого перемещения ниппеля одной штанги в муфту другой, до полного смыкания упорных торцов штанг. Герметичность соединения достигается путем установки уплотнительного кольца на ниппель штанги. Для передачи вращающего момента от станка через набор штанг к породоразрушающему инструменту, в замках предусмотрено шестигранное сопряжение, а для неразъемности штанг в колонне – болтовое соединение замков.
Преимущества наших бурильных шнековых штанг в сравнении с импортными аналогами:
- Качество болтового соединения – мы улучшили болтовое соединение, чтобы исключить произвольное разъединение колонны штанг в процессе бурения.
- Комплект запасных частей – в комплекте мы предлагаем уплотнительное кольцо, болт, гайку. Количество предоставляемых комплектов согласуется с заказчиком.
- Стоимость предлагаемой штанги в 1,5 раза ниже импортного аналога.
zbo.ru
Бурильные трубы и замки, буровые штанги
К бурильному оборудованию относятся различного вида бурильные трубы, а также буровые штанги, буровые замки и замки для бурильных труб, соединенные в разной конфигурации Бурильная колонна представляет собой спущенную в скважину сборку из бурильных труб, скрепленных между собой бурильными замками. Бурильная колонна предназначена для подачи гидравлической и механической энергии к долоту, а также для управления траекторией бурящейся скважины.
Являясь буровым инструментом, бурильная колонна выполняет следующие функции:
- Передает вращение от ротора к долоту;
- Воспринимает от забойных двигателей реактивные моменты;
- Подводит гидравлическую мощность к долоту и погружному гидравлическому двигателю;
- Вдавливает долото в горные породы на забое, действуя своей силой тяжести;
- Ообеспечивает замену долота и погружного двигателя посредством транспортировки их к месту забоя;
- Позволяет вести аварийные и другие специальные работы в стволе скважины.
Буровая вышка — сооружение, являющееся частью буровой установки, используется для:
- Спуско-подъемных операций;
- Поддержания бурильной колонны при бурении с разгрузкой;
- Размещения комплекта бурильных труб и утяжеленных бурильных труб, извлеченных из скважины и т.д. Буровые вышки бывают башенные и мачтовые.
Бурильные трубы используются в промышленности достаточно широко. Например, для подъема инструмента, разрушающего породы, передачи вращения, создания осевой нагрузки на инструмент (так называемые утяжеленные трубы) и др. Данный инструмент имеет ряд особенностей в своей конструкции. Они могут быть как ведущими (обычными), так и утяжеленными. Как правило, все бурильные трубы делают из стали углеродистой или легированной. Тип штанги — бесшовный, с высадкой концов. Резьба по обеим сторонам может быт внутренняя, наружная или же комбинированная (с одного конца — внутренняя, с другого — наружная). Направление нарезки — по желанию заказчика. Диаметр, толщина стен и длина таких изделий варьируется в широком диапазоне. Подробные технические характеристики, габариты и стандарты вы может найти в разделах Штанги для отечественных станков, Штанги для станков зарубежного производства.
Соединение труб осуществляется при помощи бурильных замков со специальной замковой резьбой. Для усиления прочности бурильных труб их концы утолщают при помощи приваривания ниппеля и муфты бурильного замка к концам тела бурильной трубы. Бурильные трубы требуют особенной точности при производстве. Некачественная продукция может привести к некачественным производственным процессам и даже аварийным ситуациям. Поэтому компания «Горные технологии» придерживается четких правил и стандартов ГОСТ и ТУ, создавая исключительно надежные и качественные изделия для горнодобывающей отрасли. Каждая выпущенная нами единица продукции проходит жесткий технический контроль на соответствие различным параметрам. Мы с гордостью можем заявить, что все выпущенные нами изделия всегда соответствовали и будут соответствовать высоким стандартам.
Поскольку бурильные штанги используются, в том числе, в тяжелых погодных условиях они должны быть хорошо защищены от коррозии. Для этого тело штанги обрабатывается разными составами, в том числе и лаком. Кроме того, особое внимание при нанесении защитного слоя уделяется собственно резьбе. Ведь от ее качества в конечно итоге зависит, насколько надежно и качественно будет исполнять свои задачи вся конструкция, не случится ли поломки именно этом месте, выдержит ли оно испытание временем и погодными условиями. Поэтому на резьбу укладывают покрытия с содержанием фосфатов, а также проводят меднение. Таким образом уменьшается вероятность истирания и повышается стойкость к воздействию внешней среды. Технология производства буровых штанг разработана на нашем предприятии так, чтобы создать максимально надежную резьбу, которая сможет выдержать не одну сотню циклов навинчивания и развинчивания, а также устранить ее заедание.
Кроме того, замки конструкции также нуждаются в дополнительной защите. Независимо от того, выполнены они из углеродистой или легированной стали, они дополнительно защищаются от образования ржавчины специальными составами. Качество применяемых антикоррозионных покрытий и процесс их нанесения на продукцию находится под постоянным контролем ОТК нашей компании.

Преимущества нашей продукции
Каждая ведущая буровая штанга, выпускаемая ЗАО «Горные технологии», отличается исключительной прямолинейностью и гладкостью за счет особой технологии изготовления и обработки. Это дает пользователю сразу два положительных эффекта: износ происходит равномерно, а не частями, что значительно продлевает срок службы штанги. Также ее гладкий ствол создает минимальные разрушения внутри скважины, а это обеспечивает процессу бурения большую точность и высокое качество. Высокая степень соосности замка и оси штанги дает всей колонне отличные балансировочные характеристики. Поэтому буровые колонны нашего производства хорошо показывают себя при бурении даже на очень высокой скорости, при этом сберегая энергию, а значит — экономят вам средства.
Предприятие «Горные технологии» готово предложить вам как стандартные размеры буровых штанг, замков и инструментов, изготовленных в соответствии с ГОСТами и ТУ, так и производство продукции по чертежам заказчика. Наши специалисты помогут вам в выборе наиболее соответствующих вашему производству изделий, сориентируют по срокам их изготовления. Обращаясь в ЗАО «Горные технологии», вы можете быть уверены, что получите исключительно качественную продукцию по доступной стоимости!
www.gt.uralprom.ru