| Барашек | 5.13 |
| Болт анкерный | 18.8 |
| Болт конический | 18.7 |
| Болт костыльковый | 18.5 |
| Болт откидной | 18.1 |
| Болт с восьмигранной головкой | 9 |
| Болт с двенадцатигранной головкой с фланцем | 10 |
| Болт с колпачковой головкой | 18.6 |
| Болт с низкой полукруглой головкой и квадратным подголовком | 12.1 |
| Болт с низкой полукруглой головкой и усом | 12.3 |
| Болт с низкой полукруглой головкой и шипом | 18.2 |
| Болт с плоской головкой и шипом | 18.3 |
| Болт с полукруглой головкой и овальным подголовком | |
| Болт с полукруглой головкой и усом | 12.2 |
| Болт с потайной головкой и квадратным подголовком | 13.1 |
| Болт с потайной головкой и двумя шипами | 18.4 |
| Болт с потайной головкой и усом | 13.2 |
| Болт с Т-образной головкой | 11.1 |
| Болт с Т-образной головкой и выступами под головкой | 11.3 |
| Болт с Т-образной головкой и квадратным подголовком | 11.2 |
| Болт с трехгранной головкой с цилиндрическим буртом | 8 |
| Болт ступенчатый с шестигранной головкой | 6.2 |
| Болт с шестигранной головкой | 6.1 |
| Болт с шестигранной головкой с фланцем | 6.7 |
| Болт с шестигранной головкой с цилиндрическим буртом | 6. 6 6 |
| Болт фундаментный | 18.9 |
| Болт шинный | 13.3 |
| Буравчик шурупа | 4.16 |
| Винт-барашек | 18.10 |
| Винт резьбовыдавливающий | 23 |
| Винт резьбовыдавливающий с полупотайной головкой | 22.4 |
| Винт резьбонарезающий с полупотайной головкой и крестообразным шлицем | 22.7 |
| Винт резьбонарезающий с потайной головкой | 22.3 |
| Винт резьбонарезающий с потайной головкой и крестообразным шлицем | 22.6 |
| Винт резьбонарезающий с цилиндрической головкой | |
| Винт резьбонарезающий с цилиндрической головкой со сферой и крестообразным шлицем | 22.5 |
| Винт резьбонарезающий с шестигранной головкой | 22.1 |
| Винт самонарезающий с полупотайной головкой | 20.4 |
| Винт самонарезающий с полупотайной головкой и крестообразным шлицем | 20.6 |
| Винт самонарезающий с потайной головкой | 20.3 |
| Винт самонарезающий с потайной головкой и крестообразным шлицем | 20.5 |
| Винт самонарезающий с цилиндрической головкой | 20.2 |
| Винт самонарезающий с цилиндрической скругленной головкой и крестообразным шлицем | 20.7 |
| Винт самонарезающий с шестигранной головкой | 20.1 |
| Винт с квадратной головкой | 7.1 |
| Винт с квадратной головкой с цилиндрическим буртом | 7.2 |
| Винт с полукруглой головкой | 15. 13 13 |
| Винт с полукруглой головкой и крестообразным шлицем | 16.4 |
| Винт с полупотайной головкой | 15.10 |
| Винт с полупотайной головкой и крестообразным шлицем | 16.3 |
| Винт с полупотайной головкой и невыпадающей стопорной шайбой | 17.4 |
| Винт с потайной головкой | 15.8 |
| Винт с потайной головкой и крестообразным шлицем | 16.2 |
| Винт с потайной головкой и прямым закрытым шлицем | 15.12 |
| Винт с потайной головкой и шестигранным углублением под ключ | 14.3 |
| Винт с рифленой цилиндрической головкой и засверленным концом | 24.4 |
| Винт с рифленой цилиндрической головкой и коническим концом | 24.2 |
| Винт с рифленой цилиндрической головкой и плоским концом | 24.1 |
| Винт с рифленой цилиндрической головкой и ступенчатым концом и конусом | 24.3 |
| Винт с рифленой цилиндрической головкой и сферическим концом | 24.5 |
| Винт с рифленой цилиндрической головкой и цилиндрическим концом | 24.6 |
| Винт ступенчатый с цилиндрической головкой со сферой | 15.5 |
| Винт ступенчатый с цилиндрической головкой и шестигранным углублением под ключ | 14.2 |
| Винт с уменьшенной цилиндрической головкой со сферой | 15.7 |
| Винт с цилиндрической головкой | 15.1 |
| Винт с цилиндрической головкой со сферой | 15.3 |
| Винт с цилиндрической головкой со сферой и крестообразным шлицем | 16. 1 1 |
| Винт с цилиндрической головкой со сферой и невыпадающей пружинной шайбой | 17.3 |
| Винт с цилиндрической головкой со сферой, с отверстием в головке | 15.6 |
| Винт с цилиндрической головкой и шестигранным углублением под ключ | 14.1 |
| Винт с цилиндрической скругленной головкой | 15.2 |
| Винт с шестигранной головкой с невыпадающей плоской шайбой | 17.1 |
| Винт с шестигранной головкой с невыпадающими пружинной и плоской шайбами | 17.2 |
| Винт с шестигранной головкой и утоненным стержнем | 6.5 |
| Винт установочный с засверленным концом | 19.3 |
| Винт установочный с засверленным концом и шестигранным углублением под ключ | 19.7 |
| Винт установочный с квадратной головкой и засверленным концом | 7.4 |
| Винт установочный с квадратной головкой и цилиндрическим буртом и ступенчатым концом со сферой | 7.5 |
| Винт установочный с квадратной головкой и цилиндрическим концом | 7.3 |
| Винт установочный с коническим концом | 19.4 |
| Винт установочный с коническим концом и шестигранным углублением под ключ | 19.8 |
| Винт установочный с плоским концом | 19.1 |
| Винт установочный с плоским концом и шестигранным углублением под ключ | 19.5 |
| Винт установочный с полупотайной головкой и цилиндрическим концом | 15.11 |
| Винт установочный с потайной головкой и цилиндрическим концом | 15.9 |
| Винт установочный с цилиндрическим концом | 19. 2 2 |
| Винт установочный с цилиндрическим концом и шестигранным углублением под ключ | 19.6 |
| Винт установочный с цилиндрической головкой со сферой и цилиндрическим концом | 15.4 |
| Винт установочный с шестигранной головкой и ступенчатым концом с конусом | 6.4 |
| Винт установочный с шестигранной головкой и цилиндрическим концом | 6.3 |
| Восьмигранник | 5.4 |
| Гайка анкерная | 28.9 |
| Гайка-барашек | 28.26 |
| Гайка восьмигранная | 28.13 |
| Гайка двенадцатигранная с фланцем | 28.14 |
| Гайка квадратная | 28.7 |
| Гайка квадратная низкая | 28.8 |
| Гайка квадратная приварная | 28.11 |
| Гайка квадратная с цилиндрическим буртом | 28.10 |
| Гайка колпачковая | 28.20 |
| Гайка круглая с отверстиями на торце под ключ | 28.25 |
| Гайка круглая с радиально расположенными отверстиями | 28.24 |
| Гайка круглая со шлицем на торце | 28.22 |
| Гайка рифленая | 28.21 |
| Гайка самоконтрящаяся с деформированной резьбой | 28.15 |
| Гайка самоконтрящаяся с кольцевой вставкой из полимера | 28.16 |
| Гайка трехгранная с цилиндрическим буртом | 28.12 |
| Гайка шестигранная | 28.1 |
| Гайка шестигранная корончатая | 28.18 |
| Гайка шестигранная низкая | 28. 2 2 |
| Гайка шестигранная низкая корончатая | 28.19 |
| Гайка шестигранная приварная | 28.6 |
| Гайка шестигранная прорезная | 28.17 |
| Гайка шестигранная с опорной шайбой | 28.5 |
| Гайка шестигранная с фланцем | 28.4 |
| Гайка шестигранная с цилиндрическим буртом | 28.3 |
| Гайка шлицевая | 28.23 |
| Головка восьмигранная | 2.8 |
| Головка двенадцатигранная с фланцем | 2.9 |
| Головка квадратная | 2.5 |
| Головка квадратная с цилиндрическим буртом | 2.6 |
| Головка низкая полукруглая | 2.13 |
| Головка низкая полукруглая с квадратным подголовком | 2.15 |
| Головка низкая цилиндрическая со сферой | 2.19 |
| Головка полукруглая | 2.12 |
| Головка полукруглая с овальным подголовком | 2.16 |
| Головка полукруглая с усом | 2.14 |
| Головка полупотайная | 2.25 |
| Головка полупотайная с заплечиком | 2.26 |
| Головка потайная | 2.21 |
| Головка потайная с заплечиком | 2.22 |
| Головка потайная с квадратным подголовком | 2.24 |
| Головка потайная с усом | 2.23 |
| Головка рифленая цилиндрическая с прямым рифлением | 2.27 |
| Головка рифленая цилиндрическая с сетчатым рифлением | 2.28 |
| Головка цилиндрическая со сферой | 2. 18 18 |
| Головка Т-образная | 2.10 |
| Головка Т-образная с квадратным подголовком | 2.11 |
| Головка трехгранная с цилиндрическим буртом | 2.7 |
| Головка цилиндрическая | 2.17 |
| Головка цилиндрическая скругленная | 2.20 |
| Головка шестигранная | 2.1 |
| Головка шестигранная с фланцем | 2.4 |
| Головка шестигранная с опорной шайбой | 2.2 |
| Головка шестигранная с цилиндрическим буртом | 2.3 |
| Двенадцатигранник | 5.5 |
| Заклепка полупустотелая с плоской головкой | 27.10 |
| Заклепка полупустотелая с полукруглой головкой | 27.12 |
| Заклепка полупустотелая с потайной головкой | 27.11 |
| Заклепка с плоской головкой | 27.6 |
| Заклепка с полукруглой головкой | 27.1 |
| Заклепка с полукруглой низкой головкой | 27.2 |
| Заклепка с полупотайной головкой | 27.4 |
| Заклепка с полупотайной низкой головкой | 27.5 |
| Заклепка с потайной головкой | 27.3 |
| Заклепка пустотелая с плоской головкой | 27.8 |
| Заклепка пустотелая с потайной головкой | 27.9 |
| Заклепка пустотелая со скругленной головкой | 27.7 |
| Квадрат | 5.2 |
| Конец без фаски | 4.1 |
| Конец засверленный | 4.6 |
| Конец конический | 4. 4 4 |
| Конец конический притупленный | 4.5 |
| Конец плоский | 4.7 |
| Конец резьбовыдавливающего винта | 4.15 |
| Конец самонарезающего винта конический | 4.13 |
| Конец самонарезающего винта конический с притуплением с режущей кромкой | 4.12 |
| Конец самонарезающего винта плоский | 4.14 |
| Конец ступенчатый с конусом | 4.11 |
| Конец ступенчатый со сферой | 4.10 |
| Конец с фаской | 4.3 |
| Конец сферический | 4.2 |
| Конец цилиндрический | 4.8 |
| Конец цилиндрический укороченный | 4.9 |
| Отверстия, накрест расположенные | 5.16 |
| Резьба | 1.1 |
| Резьба коническая | 1.2 |
| Резьба метрическая | 1.5 |
| Резьба метрическая с мелким шагом | 1.6 |
| Резьба самонарезающая | 1.3 |
| Резьба шурупная | 1.4 |
| Рифление прямое | 5.14 |
| Рифление сетчатое | 5.15 |
| Рым-болт | 18.11 |
| Стержень нормальный | 3.1 |
| Стержень полупустотелый | 3.7 |
| Стержень пустотелый | 3.6 |
| Стержень ступенчатый | 3.5 |
| Стержень увеличенный | 3.3 |
| Стержень уменьшенный | 3.2 |
| Стержень утоненный | 3. 4 4 |
| Трехгранник | 5.3 |
| Углубление квадратное | 5.7 |
| Углубление трехгранное | 5.6 |
| Углубление шестигранное | 5.8 |
| Шайба квадратная | 29.2 |
| Шайба косая | 29.4 |
| Шайба круглая с квадратным отверстием | 29.3 |
| Шайба круглая плоская | 29.1 |
| Шайба пружинная | 29.5 |
| Шайба пружинная волнистая | 29.12 |
| Шайба пружинная двухвитковая | 29.7 |
| Шайба пружинная изогнутая | 29.8 |
| Шайба пружинная с отогнутыми концами | 29.6 |
| Шайба пружинная с внутренними зубьями | 29.14 |
| Шайба пружинная с зубьями под винты с потайной и полупотайной головкой | 29.15 |
| Шайба пружинная с наружными зубьями | 29.13 |
| Шайба стопорная с внутренними зубьями | 29.10 |
| Шайба стопорная с внутренним носком | 29.19 |
| Шайба стопорная с двумя лапками | 29.16 |
| Шайба стопорная с зубьями под винты с потайной и полупотайной головками | 29.11 |
| Шайба стопорная с лапкой | 29.18 |
| Шайба стопорная с наружными зубьями | 29.9 |
| Шайба стопорная с наружным носком | 29.17 |
| Шестигранник | 5.1 |
| Шлиц крестообразный | 5.12 |
| Шлиц прямой | 5.11 |
| Шпилька | 26. 1 1 |
| Шпилька приварная | 26.4 |
| Шпилька с резьбой по всей длине | 26.3 |
| Шпилька стяжная с проточками и шестигранным хвостовиком | 26.5 |
| Шпилька с утоненным стержнем | 26.2 |
| Шплинт | 30 |
| Штифт конический | 25.7 |
| Штифт конический разводной | 25.6 |
| Штифт конический с внутренней резьбой | 25.8 |
| Штифт конический с резьбовой цапфой | 25.9 |
| Штифт пружинный | 25.10 |
| Штифт резьбовой с засверленным концом и шестигранным углублением под ключ | 25.15 |
| Штифт резьбовой с коническим притупленным концом и шестигранным углублением под ключ | 25.13 |
| Штифт резьбовой с плоским концом и шестигранным углублением под ключ | 25.12 |
| Штифт резьбовой с плоским концом и шлицем | 25.11 |
| Штифт резьбовой с цилиндрическим концом и шестигранным углублением под ключ | 25.14 |
| Штифт цилиндрический | 25.1 |
| Штифт цилиндрический насеченный | 25.4 |
| Штифт цилиндрический насеченный с коническими насечками | 25.5 |
| Штифт цилиндрический с внутренней резьбой | 25.2 |
| Штифт цилиндрический с засверленными концами | 25.3 |
| Шуруп с квадратной головкой | 21.2 |
| Шуруп с полукруглой головкой | 21.3 |
| Шуруп с полукруглой головкой и крестообразным шлицем | 21. 6 6 |
| Шуруп с полупотайной головкой | 21.4 |
| Шуруп с полупотайной головкой и крестообразным шлицем | 21.7 |
| Шуруп с потайной головкой | 21.5 |
| Шуруп с потайной головкой и крестообразным шлицем | 21.8 |
| Шуруп с шестигранной головкой | 21.1 |
ГОСТ Р 50793-95 Болты с шестигранной головкой с резьбой до головки классов точности А и В. Технические условия
ГОСТ Р 50793-95
(ИСО 4017-88)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
БОЛТЫ С ШЕСТИГРАННОЙ ГОЛОВКОЙ С РЕЗЬБОЙ ДО ГОЛОВКИ КЛАССОВ ТОЧНОСТИ А и В
Технические условия
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 29 июня 1995 г. № 333
3 Стандарт содержит полный аутентичный текст ИСО 4017-88 «Винты с шестигранной головкой. Классы точности А и В» в части болтов из углеродистых сталей с дополнительными требованиями, отражающими потребности народного хозяйства
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Ноябрь 2005 г.
Содержание
|
1 Область применения 2 Нормативные ссылки 3 Размеры 4 Технические требования 5 Обозначение ПРИЛОЖЕНИЕ А (рекомендуемое) ПРИЛОЖЕНИЕ Б (справочное) |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
БОЛТЫ С ШЕСТИГРАННОЙ ГОЛОВКОЙ С РЕЗЬБОЙ ДО ГОЛОВКИ КЛАССОВ ТОЧНОСТИ А и В Технические условия Hexagon head
bolts with thread to head, product grades A and B. |
 Specifications
SpecificationsДата введения 1996-07-01
Настоящий стандарт распространяется на болты с шестигранной головкой с резьбой до головки с диаметрами резьбы от Ml ,6 до М64 с крупным шагом резьбы класса точности А (для резьбы до М24 и номинальных длин до 10 d , но не более 150 мм) и класса точности В (для резьбы более М24 или для номинальных длин более 10 d или более 150 мм).
Стандарт соответствует ИСО 4017 в части болтов из углеродистых сталей.
Требования стандарта являются обязательными.
Дополнительные требования, отражающие потребности народного хозяйства, приведены в приложении А.
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 1759.0-87 Болты, винты, шпильки и гайки. Технические условия
ГОСТ 1759.1-82 Болты, винты, шпильки, гайки и шурупы. Допуски. Методы контроля размеров и отклонений формы и расположения поверхностей
ГОСТ 1759.2-82 Болты, винты и шпильки. Дефекты поверхности и методы контроля
ГОСТ 1759.4-87 (ИСО 898-1-78) Болты, винты и шпильки. Механические свойства и методы испытаний
ГОСТ 12414-94 (ИСО 4753-83) Концы болтов, винтов и шпилек. Размеры
ГОСТ 16093-81* Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 17769-83 (ИСО 3269-88) Изделия крепежные. Правила приемки
ГОСТ 24705 -81* Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 27148-86 Изделия крепежные. Выход резьбы. Сбеги, недорезы и проточки. Размеры
* С 1 июля 2005 г. действуют ГОСТ 16093 -2004 и ГОСТ 24705 -2004 соответственно.
* Неполная резьба u £ 2Р.
**
d 3 » среднему
диаметру резьбы.
Примечание — Конец должен быть с фаской или для резьб не более М4 может быть без фаски по ГОСТ 12414 .
Таблица 1 — Размеры болтов с предпочтительными размерами резьбы
|
Резьба d |
М1,6 |
М2 |
М2,5 |
М3 |
М4 |
М5 |
М6 |
М8 |
М10 |
М12 |
М16 |
М20 |
М24 |
М30 |
М36 |
М42 |
М48 |
М56 |
М64 |
|||
|
P 1) |
0,35 |
0,4 |
0,45 |
0,5 |
0,7 |
0.8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
5,5 |
6 |
|||
|
а |
макс. |
1,05 |
1,2 |
1,35 |
1,5 |
2,1 |
2,4 |
3 |
4 |
4,5 |
5,3 |
6 |
7,5 |
9 |
10,5 |
12 |
13,5 |
15 |
16,5 |
18 |
||
|
мин. |
0,35 |
0,4 |
0,45 |
0,5 |
0,7 |
0,8 |
1 |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
5,5 |
6 |
|||
|
с |
мин. |
0,1 |
0,1 |
0,1 |
0,15 |
0,15 |
0,15 |
0,15 |
0,15 |
0,15 |
0,15 |
0,2 |
0,2 |
0,2 |
0,2 |
0,2 |
0,3 |
0,3 |
0,3 |
0,3 |
||
|
макс. |
0,25 |
0,25 |
0,25 |
0,4 |
0,4 |
0,5 |
0,5 |
0,6 |
0,6 |
0,6 |
0,8 |
0,8 |
0,8 |
0,8 |
0,8 |
1 |
1 |
1 |
1 |
|||
|
da |
макс. |
? |
?6 |
3,1 |
36 |
4,7 |
5,7 |
6,8 |
9,2 |
11,2 |
13,7 |
17,7 |
22,4 |
26,4 |
33,4 |
39,4 |
45,6 |
52,6 |
63 |
71 |
||
|
dw |
Класс точности |
А |
мин. |
2,27 |
3,07 |
4,07 |
4,57 |
6,03 |
6,88 |
8,88 |
11,63 |
14,63 |
16,63 |
22,49 |
28,19 |
33,61 |
— |
— |
— |
— |
— |
— |
|
В |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
22 |
27,7 |
33,25 |
42,75 |
51,11 |
59,95 |
69,45 |
78,66 |
88,16 |
|||
|
e |
Класс точности |
А |
мин. |
3,41 |
4,32 |
5,45 |
6,01 |
7,66 |
8,79 |
11,05 |
14,38 |
17,77 |
20,03 |
26,75 |
33,53 |
39,98 |
— |
— |
— |
— |
— |
— |
|
В |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
26,17 |
32,95 |
39,55 |
50,85 |
60,79 |
71,3 |
82,6 |
93,56 |
104,86 |
|||
|
k |
ном. |
1,1 |
1,4 |
1,7 |
2 |
2,8 |
3,5 |
4 |
5,3 |
6,4 |
7,5 |
10 |
12,5 |
15 |
18,7 |
22,5 |
26 |
30 |
35 |
40 |
||
|
Класс точности |
А |
мин. |
0,975 |
1,275 |
1,575 |
1,875 |
2,675 |
3,35 |
3,85 |
5,15 |
6,22 |
7,32 |
9,82 |
12,285 |
14,785 |
— |
— |
— |
— |
— |
— |
|
|
макс. |
1,225 |
1,525 |
1,825 |
2,125 |
2,925 |
3,65 |
4,15 |
5,45 |
6,58 |
7,68 |
10,18 |
12,715 |
15,215 |
— |
— |
— |
— |
— |
— |
|||
|
Класс точности |
B |
мин. |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
9,71 |
12,15 |
14,65 |
18,28 |
22,08 |
25,58 |
29,58 |
34,5 |
39,5 |
|
|
макс. |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
10,29 |
12,85 |
15,35 |
19,12 |
22,92 |
26,42 |
30,42 |
35,5 |
40,5 |
|||
|
k ¢3) |
Класс точности |
А |
мин. |
0,68 |
0,89 |
1,1 |
1,31 |
1,87 |
2,35 |
2,7 |
3,61 |
4,35 |
5,12 |
6,87 |
8,6 |
10,35 |
— |
— |
— |
— |
— |
— |
|
В |
— |
— |
— |
— |
— |
— |
— |
— |
— |
— |
6,8 |
8,51 |
10,26 |
12,8 |
15,46 |
17,91 |
20,71 |
24,15 |
27,65 |
|||
|
r |
мин. |
0,1 |
0,1 |
0,1 |
0,1 |
0,2 |
0,2 |
0,25 |
0,4 |
0,4 |
0,6 |
0,6 |
0,8 |
0,8 |
1 |
1 |
1,2 |
1,6 |
2 |
2 |
||
|
ном. = макс. |
3,2 |
4 |
5 |
5,5 |
7 |
8 |
10 |
13 |
16 |
18 |
24 |
30 |
36 |
46 |
55 |
65 |
75 |
85 |
95 |
|||
|
S |
Класс точности |
А |
мин. |
3,02 |
3,82 |
4,82 |
5,32 |
6,78 |
7,78 |
9,78 |
12,73 |
15,73 |
17,73 |
23,67 |
29,67 |
35,38 |
— |
— |
— |
— |
— |
— |
|
В |
— |
— |
— |
— |
— |
— |
— |
— |
— |
23,16 |
29,16 |
35 |
45 |
53,8 |
63,1 |
73,1 |
82,8 |
92,8 |
||||
 2)
2)






Окончание таблицы 1
1) Р — шаг резьбы.
2) Значения соответствуют нормальному недорезу по ГОСТ 27148.
3) k‘мин = 0, 7 k мин где k ‘ — минимальная высота захвата гаечным ключом.
4) Диапазон применяемых длин между ступенчатыми сплошными линиями:
— для класса точности А выше ступенчатой пунктирной линии;
— для класса точности В ниже ступенчатой пунктирной линии.
Таблица 2 — Размеры болтов с непредпочтительными размерами резьбы
|
Резьба d |
М3,5 |
М14 |
М18 |
М22 |
М27 |
М33 |
М39 |
М45 |
М52 |
М60 |
|||
|
Р1) |
0,6 |
2 |
2,5 |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
5,5 |
|||
|
a |
макс. |
1,8 |
6 |
7,5 |
7,5 |
9 |
10,5 |
12 |
13,5 |
15 |
16,6 |
||
|
мин. |
0,6 |
2 |
2,5 |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
5,5 |
|||
|
c |
мин. |
0,15 |
0,15 |
0,2 |
0,2 |
0,2 |
0,2 |
0,3 |
0,3 |
0,3 |
0,3 |
||
|
макс. |
0,4 |
0,6 |
0,8 |
0,8 |
0,8 |
0,8 |
1 |
1 |
1 |
1 |
|||
|
da |
макс. |
4,1 |
15,7 |
20,2 |
24,4 |
30,4 |
36,4 |
42,4 |
48,6 |
56,6 |
67 |
||
|
dw |
Класс |
А |
мин. |
5,07 |
19,37 |
25,34 |
31,71 |
||||||
|
точности |
В |
— |
— |
24,85 |
31,35 |
38 |
46,55 |
55,86 |
64,7 |
74,2 |
83,41 |
||
|
e |
Класс |
А |
мин. |
6,58 |
23,36 |
30,14 |
37,72 |
||||||
|
точности |
В |
— |
— |
29,56 |
37,29 |
45,2 |
55,37 |
66,44 |
76,95 |
88,25 |
99,21 |
||
|
k |
ном. |
2,4 |
8,8 |
11,5 |
14 |
17 |
21 |
25 |
28 |
33 |
38 |
||
|
Класс |
А |
мин. |
2,275 |
8,62 |
11,285 |
13,785 |
|||||||
|
точности |
макс. |
2,525 |
8,98 |
11,715 |
14,215 |
||||||||
|
Класс |
B |
мин. |
— |
— |
11,15 |
13,65 |
16,65 |
20,58 |
14,58 |
27,58 |
32,5 |
37,5 |
|
|
точности |
макс. |
— |
— |
11,85 |
14,35 |
17,35 |
21,42 |
25,42 |
28,42 |
33,5 |
38,5 |
||
|
k ‘ 3) |
Класс |
А |
мин. |
1,59 |
6,03 |
7,9 |
9,65 |
||||||
|
точности |
В |
— |
— |
7,81 |
9,56 |
11,66 |
14,41 |
17,21 |
19,31 |
22,75 |
26,25 |
||
|
r |
мин. |
0,1 |
0,6 |
0,6 |
0,8 |
1 |
1 |
1 |
1,2 |
1,6 |
2 |
||
|
ном. = макс. |
6 |
21 |
27 |
34 |
41 |
50 |
60 |
70 |
80 |
90 |
|||
|
S |
Класс |
А |
мин. |
5,82 |
20,67 |
26,67 |
33,38 |
||||||
|
точности |
В |
— |
— |
16,16 |
33 |
40 |
49 |
58,8 |
68,1 |
78,1 |
87,8 |
||
 2)
2)



Окончание таблицы 2
1) P — шаг резьбы.
2) Значения соответствуют нормальному недорезу по ГОСТ 27148.
3) kмин‘ = 0, 7 k мин где k ‘мин — минимальная высота захвата гаечным ключом.
4) Диапазон применяемых длин между ступенчатыми сплошными линиями:
- для класса точности А выше ступенчатой пунктирной линии;
- для класса точности В ниже ступенчатой пунктирной линии.
Теоретическая масса болтов указана в приложении Б.
Таблица 3
|
Материал |
Сталь |
|
|
Общие технические требования |
Стандарт |
ГОСТ 1759.0 |
|
Резьба |
Допуск |
6 g |
|
Стандарт |
ГОСТ 24705, ГОСТ 16093 |
|
|
Механические свойства |
Класс прочности1) |
d £ 48 мм: 5.6, 8.8, 10.9 d > 48 мм: по соглашению |
|
Стандарты |
d £ 48 мм: ГОСТ 1759.4 d > 48 мм: по соглашению |
|
|
Допуски |
Класс точности |
Для d £ 24 мм и l £ 10 или 150 мм2):А Для d > 24 мм или l > 10 d или 150 мм2):В |
|
Стандарт |
ГОСТ 1759.1 |
|
|
Поверхность изделия |
Без покрытия или с покрытием. Требования к покрытию — по ГОСТ 1759.0 . Другие требования к покрытию или чистовой отделке поверхности устанавливаются по соглашению между изготовителем и потребителем. Допустимые дефекты поверхности болтов — по ГОСТ 1759.2 |
|
|
Приемка |
ГОСТ 17769 |
|
|
1) Символы обозначения классов прочности по ГОС T 1759.4 могут быть использованы для размеров резьбы более М48 при условии, что готовое изделие обладает всеми свойствами, необходимыми по ГОСТ 1759.4 . 2) Выбирается наименьшая длина. |
||
Если в специальных случаях необходимы технические требования, отличающиеся от указанных в настоящем стандарте, они должны быть выбраны из действующих стандартов, указанных в разделе 2.
Пример условного обозначения болта с шестигранной головкой с резьбой до головки с резьбой М12, номинальной длиной l = 80 мм, класса прочности 8.8, из стали марки 35Х, без покрытия:
Болт М12× 80.88.35Х ГОСТ Р 50793-95
То же, с цинковым хроматированным покрытием толщиной 6 мкм:
Болт М12× 80.88.35Х.016 ГОСТ Р 50793-95
Дополнительные требования, отражающие потребности народного хозяйства
А. 1 Максимальные значения параметра шероховатости Ra поверхностей болтов должны соответствовать указанным в таблице А. 1
Таблица А.1
|
Поверхность |
Максимальные значения параметра шероховатости Ra , мкм, |
|
|
А |
В |
|
|
Опорная головки |
6,3 |
6,3 |
|
Резьбы |
3,2 |
6,3 |
|
Остальные |
12,5 |
12,5 |
А.2 По соглашению между изготовителем и потребителем допускается изготовление болтов классов прочности 6.6, 6.8, 5.8, 4.8 по ГОСТ 1759.4.
Таблица Б.1
|
Длина болта l , |
Теоретическая масса 1000 шт. болтов, кг » , при номинальном диаметре резьбы d , мм |
||||||||||||||
|
М1,6 |
М2 |
М2,5 |
М3 |
М3,5 |
М4 |
М5 |
М6 |
М8 |
М10 |
М12 |
М14 |
М16 |
М18 |
М20 |
|
|
2 |
0,104 |
||||||||||||||
|
3 |
0,118 |
||||||||||||||
|
4 |
0,132 |
0,238 |
|||||||||||||
|
5 |
0,146 |
0,260 |
0,460 |
||||||||||||
|
6 |
0,160 |
0,282 |
0,495 |
0,711 |
|||||||||||
|
8 |
0,188 |
0,326 |
0,565 |
0,813 |
1,080 |
1,641 |
|||||||||
|
10 |
0,216 |
0,370 |
0,635 |
0,915 |
1,209 |
1,821 |
2,754 |
||||||||
|
12 |
0,250 |
0,414 |
0,705 |
1,017 |
1,337 |
2,001 |
3,036 |
5,118 |
|||||||
|
16 |
0,309 |
0,518 |
0,864 |
1,234 |
1,595 |
2,368 |
3,600 |
5,930 |
11,57 |
||||||
|
20 |
0,616 |
1,019 |
1,456 |
1,852 |
2,763 |
4,371 |
6,742 |
13,02 |
22,37 |
||||||
|
25 |
1,211 |
1,733 |
2,174 |
3,257 |
5,142 |
7,871 |
14,84 |
25,22 |
36,86 |
||||||
|
30 |
2,011 |
2,496 |
3,750 |
5,913 |
8,981 |
17,12 |
28,52 |
40,96 |
59,64 |
83,24 |
|||||
|
35 |
2,818 |
4,244 |
6,685 |
10,090 |
19,09 |
31,28 |
45,34 |
65,24 |
90,62 |
123,6 |
|||||
|
40 |
4,738 |
7,456 |
11,200 |
21,07 |
34,36 |
49,78 |
71,25 |
97,99 |
132,9 |
167,8 |
|||||
|
45 |
8,227 |
12,310 |
23,04 |
37,45 |
54,22 |
77,30 |
105,70 |
142,1 |
179,4 |
||||||
|
50 |
8,999 |
13,420 |
25,02 |
40,53 |
58,67 |
83,35 |
113,60 |
152,4 |
190,9 |
||||||
|
55 |
14,530 |
26,99 |
43,62 |
63,11 |
89,39 |
121,50 |
162,4 |
203,7 |
|||||||
|
60 |
15,640 |
28,97 |
46,70 |
67,55 |
95,44 |
129,40 |
172,4 |
216,0 |
|||||||
|
65 |
30,94 |
49,79 |
71,99 |
101,50 |
137,30 |
182,4 |
228,4 |
||||||||
|
70 |
32,91 |
52,87 |
76,44 |
107,50 |
145,20 |
192,4 |
240,7 |
||||||||
|
80 |
36,86 |
59,04 |
85,33 |
119,60 |
161,00 |
212,4 |
265,0 |
||||||||
|
90 |
65,21 |
94,20 |
131,70 |
176,80 |
232,4 |
290,1 |
|||||||||
|
100 |
71,38 |
103,10 |
143,80 |
192,60 |
252,4 |
314,7 |
|||||||||
|
11О |
112,00 |
155,90 |
208,40 |
272,3 |
339,4 |
||||||||||
|
120 |
120,90 |
168,00 |
224,20 |
292,3 |
364,1 |
||||||||||
|
130 |
180,10 |
240,00 |
312,3 |
388,8 |
|||||||||||
|
140 |
192,20 |
255,80 |
332,3 |
413,5 |
|||||||||||
|
150 |
271,60 |
352,3 |
438,1 |
||||||||||||
|
160 |
287,40 |
372,3 |
462,8 |
||||||||||||
|
180 |
319,00 |
412,3 |
512,2 |
||||||||||||
|
200 |
350,60 |
452,2 |
561,5 |
||||||||||||
Окончание таблицы Б. 1
|
Длина болта l , мм |
Теоретическая масса 1000 шт. болтов, кг » , при номинальном диаметре резьбы d , мм |
|||||||||||||
|
М22 |
М24 |
М27 |
М30 |
М33 |
М36 |
М39 |
М42 |
М45 |
М48 |
М52 |
М56 |
М60 |
М64 |
|
|
45 |
235,0 |
|||||||||||||
|
50 |
249,0 |
296,7 |
||||||||||||
|
55 |
263,1 |
313,3 |
425,3 |
|||||||||||
|
60 |
278,9 |
329,9 |
446,5 |
579,0 |
||||||||||
|
65 |
293,8 |
348,8 |
467,7 |
605,1 |
731,0 |
|||||||||
|
70 |
308,8 |
366,5 |
491,1 |
631,1 |
760,0 |
985,0 |
||||||||
|
80 |
338,6 |
402,1 |
536,1 |
687,5 |
818,0 |
1061,0 |
1264 |
1561 |
||||||
|
90 |
368,5 |
437,6 |
581,0 |
743,0 |
876,0 |
1141,0 |
1345 |
1663 |
1909 |
|||||
|
100 |
398,3 |
473,2 |
626,0 |
798,5 |
935,0 |
1221,0 |
1426 |
1766 |
2018 |
2479 |
2920 |
|||
|
110 |
428,2 |
508,7 |
671,0 |
854,1 |
993,0 |
1301,0 |
1507 |
1880 |
2127 |
2614 |
3090 |
3580 |
||
|
120 |
458,1 |
544,2 |
716,0 |
909,6 |
1052,0 |
1381,0 |
1589 |
1989 |
2236 |
2760 |
3260 |
3770 |
4439 |
5090 |
|
130 |
487,9 |
579,8 |
761,0 |
965,2 |
1110,0 |
1461,0 |
1670 |
2098 |
2345 |
2903 |
3430 |
3960 |
4635 |
5340 |
|
140 |
517,8 |
615,3 |
806,0 |
1021,0 |
1168,0 |
1541,0 |
1751 |
2207 |
2454 |
3045 |
3600 |
4150 |
4832 |
5590 |
|
150 |
547,6 |
650,8 |
850,1 |
1076,0 |
1227,0 |
1621,0 |
1832 |
2315 |
2563 |
3187 |
3770 |
4340 |
5028 |
5840 |
|
160 |
577,5 |
686,4 |
895,9 |
1132,0 |
1285,0 |
1701,0 |
1913 |
2424 |
2672 |
3329 |
3940 |
4530 |
5224 |
6090 |
|
180 |
637,2 |
757,5 |
985,9 |
1243,0 |
1401,0 |
1860,0 |
2076 |
2642 |
2890 |
3614 |
4280 |
4910 |
5617 |
6590 |
|
200 |
697,0 |
828,6 |
1076,0 |
1354,0 |
1517,0 |
2020,0 |
2239 |
2860 |
3108 |
3898 |
4620 |
5290 |
6010 |
7090 |
Ключевые слова: болты с шестигранной головкой, размеры, допуски на размер, обозначение
Класс прочности DIN и ГОСТ
Классом прочности показывается важная механическая характеристика металлических крепёжных изделий. Этим самым обозначается предел металла на разрыв. Для крепежа, что выпускается из стали углеродистой, он имеет обозначение в виде двух чисел, которые разделены между собой точкой. Одновременно указывается стандарт, с требованиями которого изготовлено крепёжное изделие. Болты, гайки, шпильки поделены на 10 классов по прочности. Число первое показывает в сто раз уменьшенное значение критичного предела на разрыв. Оно выражается обозначением Н/мм². То есть воздействие растягивающей силы на площадь сечения метиза. Например, в значении 8.8 первая цифра информирует о том, что прочностной предел равняется 800 Н/мм². Вторая восьмёрка показывает предел текучести, после которого начинаются деформационные процессы. Второе число можно записать в таком варианте как 800(Н/мм²).
Для удобного подбора метизов по механическим и другим свойствам создаются специальные таблицы, в которых отражены класс прочности DIN и ГОСТ. Это даёт заказчикам крепёжного материала более оперативно оформлять заявки с указанием абсолютно точных параметров, а также по сопротивлению на силовые воздействия на разрыв, срез и так далее.
Класс прочности болтов
Прочность болтов маркируется Проверяется на разрыв и на срез. Болты тестируются… если первая цифра больше второй то болты более прочные на разрыв, но менее гибкие.
4.8 5.8 |
|
8.8 |
|
10.9 12.9 |
|
Болты класс прочности 5.8 по ГОСТ
ГОСТ 7798, ГОСТ 7805, ГОСТ 15589,
ГОСТ 7795, ГОСТ 7796, ГОСТ 7808
ГОСТ 7795, ГОСТ 7796, ГОСТ 7808
Болты класс прочности 5.8 по DIN
DIN 931, DIN 933
Болты класс прочности 6.8 по ГОСТ
ГОСТ 7805
Болты класс прочности 6.8 по ГОСТ
DIN 931, DIN 933
Болты класс прочности 8.8 по ГОСТ
ГОСТ 7798, ГОСТ 7805, ГОСТ 7808, ГОСТ 22353-77, ГОСТ 7795, ГОСТ 7796
Болты класс прочности 8.8 по ГОСТ
DIN 931, DIN 933
Болты класс прочности 10.9, 11.0 ХЛ, по ГОСТ
ГОСТ Р52644, ГОСТ 22353
Болты класс прочности 10.9 по DIN
DIN 931, DIN 933
Класс прочности гаек
Внимание! Класс прочности гаек маркируется только начиная с 8 класса прочности!
Гайки класс прочности 5.8 по ГОСТ
Гайка ГОСТ 5915, ГОСТ 5927, ГОСТ 15526 (класс прочности 6.0)
Гайки класс прочности 5.8 по DIN
DIN934
Гайки класс прочности 8.8 по ГОСТ
ГОСТ 5915, ГОСТ 5927
Гайки класс прочности 8.0 по DIN
DIN 934
Гайки класс прочности 10.9, 11.0 ХЛ по ГОСТ
ГОСТ Р52645-2006, ГОСТ 22354-77
Класс прочности шайб
У шайб класса прочности не бывает. Твердость шайб измеряется единицами HV. У обычной шайбы DIN 125 твердость по нормативу составляет 140 HV. У высокопрочной шайбы EN 14399твердость 300 HV.
Вы можете заказать и купить крепёж оптом по договорным ценам в Торговом Доме Нева.
⚙ Болты с шестигранной головкой ГОСТ 7817-80 от производителя в Екатеринбурге
Оставить заявку
Цену уточняйте у менеджера
Р 0.1
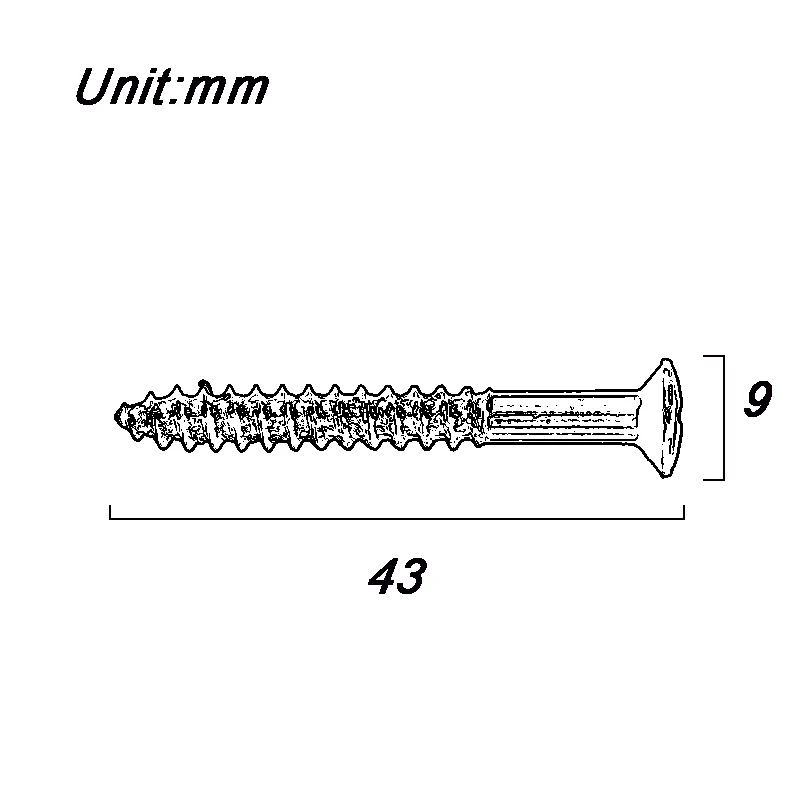
ГОСТ 7817-80 Геометрия головки болта выполнена в виде уменьшенного шестигранника. Тело болта разработано для крепление деталей, одна из которых имеет отверстие с резьбой, а другая имеет гладкое отверстие. Согласно госту имеет два типа исполнения. При производстве болта применяется заготовка шестигранного проката. На токарном станке вытачивается тело болта, производится операция нарезания резьбы и снятия фасок. Применительно к производству ООО ПКФ «Тандем» может производиться из различных марок стали с нестандартным шагом резьбы, нестандартными длинной резьбы и тела болта.
Варианты исполнения
| Исполнение 1а. Без отверстия под шплинт |
| Исполнение 2. Без отверстия под шплинт |
Последние просмотренные:
Болты ГОСТ 7817-80 с шестигранной головкой
X
Заказать звонок
X
Оставить заявку
Сроки поставки напрямую зависят от типа продукции.
Отгрузка метизов, которые есть в наличии на нашем складе,
может осуществляться в день заказа.
Сроки изготовления составляют от 1-го дня и определяются типом крепежа,
объемом заказанной партии, загруженностью нашего производственного цеха.
Минимальный заказ крепежных изделий у нашей компании составляет от 1 шт.
По ряду товарных категорий выпуск таких партий является нерентабельным,
поэтому объем минимального заказа может увеличиваться. Чтобы уточнить
данный момент, обратитесь к менеджерам метизной компании «Тандем».
Мы отправляем метизную продукцию во все регионы России, используя транспортные компании, удобные для клиента (данный вопрос оговаривается на стадии оформления заказа).
Доставка крепежа до транспортной компании осуществляется нами бесплатно.
Наши специалисты выполнят качественную упаковку метизов согласно всем
правилам и требованиям.
Компания «Тандем» также оказывает услугу доставки крепежа по Екатеринбургу.
По договоренности с клиентом мы можем сами привезти метизы на его объект.
Сроки отгрузки зависят от наличия товара на складе и/или времени, необходимого
для его изготовления, доставки – от удаленности до пункта назначения.
Метизная компания «Тандем» имеет полный цикл собственного производства по выпуску крепежных изделий. Он включает в себя следующие операции по металлообработке:
-
• резку металлических заготовок различной толщины;
• токарную обработку, осуществляемую на станках с ЧПУ;
• нанесение резьбы посредством нарезки либо накатки;
• фрезерную обработку;
• термическую обработку;
• сверление отверстий различного диаметра;
• нанесение покрытий посредством цинкования, кадмирования, химического окисления и др.;
• внутренний контроль. -
Это позволяет клиентам компании «Тандем» заказать все необходимые операции по металлообработке в одном месте, с обеспечением оперативности и качества выполнения.
Основные классы прочности болтов, винтов, шпилек и гаек типа 6.8, 8.8, 10.9
Привычные всем классы прочности болтов, винтов и шпилек типа 6.8, 8.8, 10.9, и т.д. заданы ГОСТ Р ИСО 898-1–2011.
Разобраться в данной маркировке не сложно.
Первая цифра, перед точкой, помноженная на 100 обозначает предел прочности в Мпа,
Вторая цифра, после точки, поможет определить предел текучести. Для этого необходимо умножить её на предел прочности и на 10-1.
Так, например, по ГОСТ Р ИСО 898-1 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы:
|
— прочность класса 6.8:
|
— прочность класса 8.8:
|
Высокопрочными болтами следует считать болты класса прочности не ниже 10.9 – так указано в п.5.5 СП 16.13330.2011 Стальные конструкции (актуализированная редакция СНиП II-23-81).
Однако ниже, в п.5.7 приводится оговорка:
«Допускается применение высокопрочных болтов по другим стандартам и ТУ с техническими требованиями не ниже указанных в ГОСТ Р 52643 при наличии сертификата установленной формы.»
Стоит обратить внимание, что ГОСТ Р ИСО 898-1–2011 регламентирует свойства метизов только из углеродистых сталей, так называемых «чёрных металлов». Которые обладают ограниченной коррозионной стойкостью и не применимы во многих агрессивных средах из-за рисков возникновения разрушающей коррозии.
АО Промкомплектрезерв (ПКР) — завод по производству и изготовлению металических изделий
Производим Крепеж России
Подольский
завод
металлоизделий
Каталог продукции
Принимаем заказы на изготовление деталей по ГОСТам и чертежам, осуществляем продажу и поставку металлопродукции и крепежа:
Крепеж, Метизы
Закладные детали
Металлоконструкции
Каталог услуг
Металлообработка
Резка плазмой
Сварочные работы
Слесарно-сборочные работы
Резьбонакатка
Резьбонарезка
Рубка гильотиной
Токарный участок с ЧПУ
Пескоструйная обработка
Термическая обработка
Цинкование
Завод АО Промкомплектрезерв это:
до 1000 тонн
в месяц крепежаи металлоконструкций
15 лет
работы на рынке крепежаи металлоизделий
12 месяцев
гарантии на всювыпущенную продукцию
Более 5000 довольных клиентов
Специалисты высокого класса и высокоточное технологическое оборудование
В производстве мы используем только металл высокого качества от проверенных поставщиков
Собственные цеха по производству крепежа и металлоконструкций
Соблюдение сроков исполнения заказов
Вся продукция проходит проверку отделом контроля качества
Остались вопросы?
Завод металлоизделий АО ПКРНаша компания занимается обработкой металлопроката — это точение, накатка, гибка, штамповка, резка, рубка, сварка и т.д. На универсальном оборудовании мы производим металлические изделия в любых объемах из широкого спектра марок сталей и сплавов. Принципы, которыми руководствуется персонал предприятия — это индивидуальное отношение к каждому деловому партнеру. Такой индивидуальный подход подразумевает максимальное удобство для Заказчика. А именно – это гибкий подход к формированию цен, удобная для Заказчика форма оплаты заказа, своевременное выполнение заказа, а также высокое качество продукции.
Болт оцинкованный с шестигранной головкой ГОСТ 7796
Болты с шестигранной уменьшенной головкой класса точности В по ГОСТ 7796-70 имеют диаметр резьбы от 8 до 24 мм.
В качестве материала для изготовления болтов по ГОСТ 7796-70 методом холодной высадки на автоматах с последующей накаткой резьбы используется стальная углеродистая проволока гост 17305 повышенной точности изготовления. Требования по диаметру проволоки зависят от модели пресс-автомата и конструкции болта.
Марка стали: 10 кп, 20кп, 10, 20, 35, 40Х, ЗОХР.
Класс прочности: 4,8; 10,9.
Поле допуска резьбы: 6g; 8g.
Мы поставляем также болт оцинкованный 7796 с толщиной покрытия — по ГОСТ 9.303-84. Технические требования к покрытиям — по ГОСТ 9.301-86.
Болт оцинкованный обеспечивает защиту от коррозии и имеет тот же ассортимент, что и болт 7796 без покрытия.
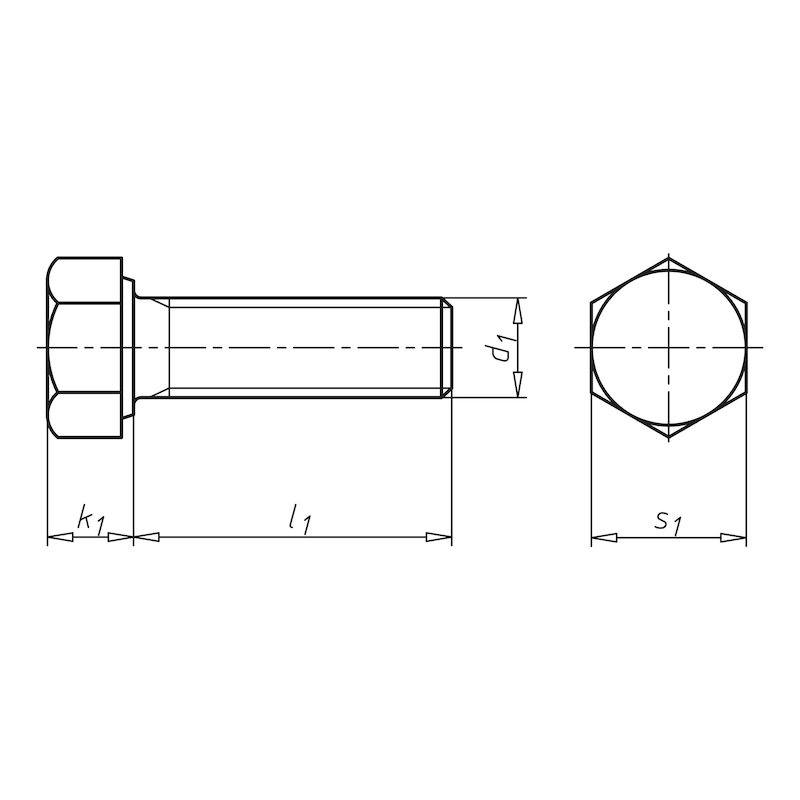
Болт с шестигранной головкой ГОСТ 7796 должен соответствовать конструкции и размерам, указанным на чертеже и в таблице.
Болты с шестигранной уменьшенной головкой ГОСТ 7796 – основные параметры
| d | 8 | 10 | 24 |
|---|---|---|---|
| Шаг резьбы | 1,25 | 1,5 | 3 |
| k | 5 | 6,4 | 15 |
| b* | 22 | 26 | 54/60 |
| S | 12 | 17 | 36 |
| е, не менее | 13,2 | 18,7 | 39,6 |
| L | 20-60 | 25-90 | 60-150 |
Теоретическая масса 1000 шт. болтов 7796
| L, мм | Масса 1000 штук болтов (кг) при номинальном диаметре резьбы d, мм | ||
|---|---|---|---|
| 8 | 10 | 24 | |
| 16 | — | — | — |
| 20 | 13,02 | — | — |
| 25 | 14,84 | 25,22 | — |
| 30 | 17,12 | 28,52 | — |
| 35 | 19,09 | 31,28 | — |
| 40 | 21,07 | 34,36 | — |
| 45 | 23,04 | 37,45 | — |
| 50 | 25,02 | 40,53 | — |
| 55 | 26,99 | 43,62 | — |
| 60 | 28,97 | 46,7 | 329,9 |
| 65 | 30,94 | 49,79 | 348,8 |
| 70 | 32,91 | 52,87 | 366,5 |
| 75 | — | 55,96 | 384,3 |
| 80 | — | 59,04 | 402,1 |
| 90 | — | 65,21 | 437,6 |
| 100 | — | — | 473,2 |
| 110 | — | — | 508,7 |
| 120 | — | — | 544,2 |
| 130 | — | — | 579,8 |
| 140 | — | — | 615,3 |
| 150 | — | — | 650,8 |
| 160 | — | — | — |
| 170 | — | — | — |
| 180 | — | — | — |
| 190 | — | — | — |
| 200 | — | — | — |
Допускается по соглашению между изготовителем и потребителем изготавливать болты с шестигранной головкой исполнений 1 и 2 с высотой головки, равной k1. Вариант исполнения головки устанавливает изготовитель.
Допускается по согласованию изготовителя с потребителем изготавливать болты с диаметром гладкой части стержня d1 приблизительно равным среднему диаметру резьбы.
Примеры условного обозначения:
Болт с шестигранной головкой исполнения 1 с диаметром резьбы d = 12 мм, длиной l = 60 мм, с крупным шагом резьбы с полем допуска 6g, класса прочности 5.8, без покрытия:
Болт М12-6gх60.58 ГОСТ 7796-70
Болт оцинкованный исполнения 2, с мелким шагом резьбы с полем допуска 6g, класса прочности 10.9, из стали марки 40Х, с цинковым покрытием 01 толщиной 6 мкм:
Болт 2М12х1,25-6gх60.109.40Х.016Ц ГОСТ 7796-70
Мы наработали огромный опыт в организации поставок метизной продукции любой сложности и комплектации. Наша компания поставляет продукцию во все регионы России, включая Москву и Московскую область, Санкт-Петербург и Ленинградскую область, Тулу, Калугу, Брянск, Липецк, Курск, Белгород, Воронеж, Ростов, Рязань и другие.
RussianGost | Официальная нормативная библиотека — ГОСТ 24379.0-2012
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Нормативно-правовые акты » Документы Система нормативных документов в строительстве » 5. Нормативные документы на строительные конструкции и изделия » К.53 Металлоконструкции »
ПромЭксперт » РАЗДЕЛ I.ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.12 Испытания и контроль продукции металлургической промышленности » 4.12.6 Металлические изделия »
Классификатор ISO » 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ » 21.060 Крепежные детали » 21.060.10 Болты, винты, шпильки »
Национальные стандарты » 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ » 21.060 Крепеж » 21.060.10 Болты, винты, шпильки »
Национальные стандарты для сомов » Последнее издание » G Машины, оборудование и инструменты » G3 Крепежные детали для общего машиностроения » Болты G31 »
В качестве замены:
ГОСТ 24379.0-80 — Болты фундаментные. Общие технические условия
Ссылки на документы:
ГОСТ 1.0-92: Государственная система стандартизации Российской Федерации. Основные принципы
ГОСТ 1050-88 — Прокат калиброванный из углеродистой конструкционной качественной стали со специальной обработкой поверхности. Общие технические условия
ГОСТ 10605-94 — Гайки шестигранные с диаметром резьбы более 48 мм. Марка B. Технические характеристики
ГОСТ 10705-80 — Трубы стальные электросварные. Технические характеристики
ГОСТ 10706-76 — Трубы стальные электросварные прямошовные. Технические требования
ГОСТ 1412-85 — Чугун с чешуйчатым графитом
.ГОСТ 15150-69 — Машины, инструменты и другие промышленные изделия.Доработки для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды
ГОСТ 16350-80 — Климат СССР. Районно-статистические параметры климатических факторов для технических целей
ГОСТ 1759.0-87 — Болты, винты, шпильки и гайки. Характеристики.
ГОСТ 1759.1-82 — Болты, винты, шпильки и гайки. Допуски, методы контроля размеров и отклонений формы и ориентации поверхности
ГОСТ 1759.2-82: Болты, винты и шпильки. Дефекты поверхности и методы контроля
ГОСТ 1759.4-87 — Болты, винты и шпильки. Механические свойства и методы испытаний
ГОСТ 17769-83 — Детали крепежные. Правила приема
ГОСТ 18160-72 — Крепежные изделия. Упаковка. Маркировка. Транспортировка и хранение
ГОСТ 19281-89 — Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19537-83 — Смазка оружейная. Технические характеристики
ГОСТ 2.601-2006: Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 24379.0-80 — Болты фундаментные. Общие технические условия
ГОСТ 24379.1-80 — Болты фундаментные. Конструкция и размеры
ГОСТ 24705-2004 — Основные нормы взаимозаменяемости. Метрическая винтовая резьба. Основные размеры
ГОСТ 27772-88 — Прокат стальной конструкционный. Общие технические условия
ГОСТ 515-77 — Бумага упаковочная битумная и гудронированная
.ГОСТ 535-2005 — Прокат и фасонный профиль из углеродистой стали обыкновенного качества.Общие технические условия
ГОСТ 5915-70 — Гайки шестигранные марки Б. Конструкция и размеры
.ГОСТ 8017-74 — Лак БТ-99. Технические характеристики
ГОСТ Р 52628-2006 — Гайки. Механические свойства и методы испытаний
ГОСТ Р ИСО 3269-2009 — Крепежные изделия. Приемочная инспекция
ГОСТ Р ИСО 4759-1-2009 — Допуски на крепеж. Часть 1: болты, винты, шпильки и гайки. Классы продукции A, B и C
ГОСТ Р ИСО 6157-1-2009 — Крепежные изделия.Поверхностные неоднородности. Часть 1. Болты, винты и шпильки общего назначения
ГОСТ Р ИСО 898-1-2011 — Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 1. Болты, винты и шпильки указанных классов прочности с крупной резьбой и мелкой резьбой
ГОСТ 977-88 — Отливки стальные. Общие технические условия
Ссылка на документ:
ГОСТ 32209-2013 — Арматура опор контактных линий ВЛ железных дорог.Технические характеристики
ГОСТ 34233.9-2017 — Сосуды и аппараты. Нормы и методы расчета на прочность. Аппарат колонного типа
СП 294.1325800.2017 — Конструкции стальные. Правила оформления
СП 43.13330.2012 — Конструкции для промышленных установок
СП 70.13330.2012 — Несущие и ограждающие конструкции. Актуализированная живая редакция СНиП 3.03.01-87
.СП 412.1325800.2018 — Устройство фундаментов высотных зданий и сооружений.Правила работы
Клиенты, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
RussianGost.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности — одна из причин, по которым некоторые из крупнейших мировых компаний доверяют нам разработку своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
ГОСТ Р ИСО 6157-1-2009 Крепежные изделия. Поверхностные дефекты. Часть 1. Болты, шурупы и шпильки общего назначения, ГОСТ Р от 10.12.2009 №
09.11.2017ГОСТ Р ИСО 6157-1-2009 Метизы крепежные. Поверхностные дефекты.Часть 1. Болты, винты и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г. №ИС 6157-1-2009
ГОСТ Р ИСО 6157-1-2009 Крепежные изделия. Поверхностные дефекты. Часть 1. Болты, винты и шпильки общего назначения ГОСТ Р ИСО 6157-1-2009 Группа G32
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ Крепежные изделия ДЕФЕКТЫ ПОВЕРХНОСТИ Часть 1 БОЛТЫ, ВИНТЫ И ШТИФТЫ ОБЩЕГО НАЗНАЧЕНИЯ Крепеж. Поверхностные неоднородности. Часть 1. Болты, шурупы и шпильки общих требований ОК 21.060.10 ОКП 16 0000 Дата введения 01.01.2011
Предисловие Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 25.07.2012 г.184-ФЗ от 27 декабря 2002 г. «О техническом регулировании», а также правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.02004 «Стандартизация в Российской Федерации. Http://docs.cntd.ru/document/ 1200077645
1/17
09.11.2017
ГОСТ Р ИСО 6157-1-2009 Крепежные изделия. Поверхностные дефекты. Часть 1. Болты, винты и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г. ИС 6157-1-2009
О стандарте 1 ПОДГОТОВЛЕН ФГУП «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ВНИИНМАШ) на основе собственного аутентичного перевода стандарта на русский язык. Указанный в пункте 4 2 внесен Техническим комитетом по стандартизации ТК 229 «Крепеж» 3 УТВЕРЖДЕНО И ВКЛЮЧЕНО Приказ Федерального агентства по техническому регулированию и метрологии от 10 декабря 2009 г. N 688-ст. 4 Настоящий стандарт идентичен стандарту стажер национальный стандарт ISO 6157-1: 1988 «Крепежные изделия. Дефекты поверхности. Часть 1: Болты, винты и шпильки общего назначения» (ISO 6157-1: 1988 «Крепежные детали. Часть 1: Болты, винты и шпильки для общих требований») .При применении настоящего стандарта рекомендуется использовать соответствующие национальные стандарты Российской Федерации вместо исходных международных стандартов, подробности которых приведены в дополнительном Приложении ДА 5 ВВЕДЕН В ПЕРВЫЙ РАЗ Информация об изменениях в этом стандарте публикуется в ежегодно публикуемом информационном указателе «Национальные стандарты», а текст изменений и дополнений публикуется в ежемесячных информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно публикуемом информационном указателе «Национальные стандарты».Соответствующая информация, уведомления и тексты также размещаются в публичной информационной системе — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 область применения 1.1 Настоящий стандарт устанавливает допустимые предельные значения для различных типов поверхностей. дефекты болтов, винтов и шпилек общего пользования: — с номинальным диаметром резьбы не менее 5 мм; — классы точности А и В; — Классы прочности до 10,9 включительно, если иное не предусмотрено соответствующими стандартами на продукцию или соглашением между производителем и заказчиком.1.2 Допустимые предельные значения дефектов поверхности болтов, винтов и специальных шпилек (например, для автоматической сборки) указаны в ISO 6157-3. При дефектах поверхностей болтов, шурупов и шпилек машиностроительного назначения необходимо иметь при себе http://docs.cntd.ru/document/1200077645
2/17
09.11.2017
ГОСТ Р ИСО 6157-1-2009 Метизы крепежные. Поверхностные дефекты. Часть 1. Болты, винты и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г. №ИС 6157-1-2009
проходят более тщательный осмотр, который определяется соответствующими стандартами на продукцию, или сам заказчик должен определить допустимые пределы приемки в заявке и заказе на поставку.1.3 Для продуктов, в которых обнаружены допустимые дефекты поверхности, указанные в разделе 3, должны соблюдаться минимальные механические и функциональные свойства, указанные в ISO 898-1. Примечания 1 Рисунки в разделе 3 представлены в качестве примеров; соответственно, они также применимы к другим типам болтов, винтов и шпилек. 2 На некоторых рисунках дефекты поверхности преувеличены для наглядности.
2 Нормативные ссылки Следующие нормативные документы содержат положения, которые посредством ссылок в этом тексте составляют положения настоящего стандарта.Для нормативных документов с указанием даты публикации, на которую делаются ссылки, действие последующих изменений или исправлений этих документов не распространяется. ISO 468 Шероховатость поверхности. Параметры, их значения и общие правила для установки технических требований (ISO 468, Шероховатость поверхности. Параметры, их значения и общие правила для определения требований) ISO 898-1 Крепежные детали. Механические свойства. Часть 1. Болты, винты и шпильки (ISO 898-1, Механические свойства крепежных деталей. Часть 1: Болты, винты и шпильки) ISO 2859 Методы отбора проб и таблицы с атрибутами для мониторинга (ISO 2859, Процедуры отбора проб и таблицы для проверки по атрибутам ) ISO 3269 Крепежное оборудование.Приемочный контроль (ISO 3269, Крепежные изделия — Приемочный контроль)
3 Типы, причины образования, появление поверхностных дефектов и допустимые предельные значения 3.1 Трещины Трещина — это чистый (кристаллический) разрыв, который проходит вдоль или поперек границ зерен и может быть следствием включения посторонних элементов. Трещины обычно возникают в результате чрезмерного растяжения металла во время штамповки или других операций формовки или во время термообработки. В том случае, если детали подвергаются значительному нагреву, трещины обычно обесцвечиваются окалиной.
http://docs.cntd.ru/document/1200077645
3/17
09.11.2017
ГОСТ Р ИСО 6157-1-2009 Крепежные изделия. Поверхностные дефекты. Часть 1. Болты, винты и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г. № ИС 6157-1-2009
3.1.1 Трещины напряжения
Причина образования
При термообработке могут возникать трещинные напряжения из-за высокие термические напряжения и напряжения структурного превращения. Трещины под напряжением обычно располагаются произвольно на поверхности крепежа.
Внешний вид
1 — круговая трещина напряжения на радиусе ниже головы; 2 — трещины напряжения на опорной шайбы и всей его толщине; 3 — трещина напряжения по краю головки; 4 — трещина напряжения в поперечном направлении; 5 — трещина напряжения в канавке резьбы; 6 — трещина в верхней части резьбы; 7 — трещина на конце головки, обычно имеющая продолжение на стержне или боковой поверхности головки; 8 http://docs.cntd.ru/document/1200077645
4/17
09.11.2017
ГОСТ Р ИСО 6157-1-2009 Крепежные изделия.Поверхностные дефекты. Часть 1. Болты, винты и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г. №ИС 6157-1-2009
трещины напряжения в продольном направлении; 9 — трещина напряжения с радиальным проникновением внутрь радиуса под головкой; 10 — трещина в дне паза; 11 — напряжение трещины Допустимое предельное значение
Напряжения трещины любой глубины, любой длины и в любом месте не допускаются.
3.1.2. Трещины ковки
Причина образования
Трещины штамповки могут возникать при резке или штамповке; они расположены на концах головок болтов и болтов и на краях выемок в головках болтов и саморезов.
Внешний вид
1 — штамповочная трещина на головке Допустимое предельное значение
Длина штамповочной трещины
не должна превышать
Глубина или ширина
*.
Трещина штамповки не должна превышать 0,04
.
_______________ *
— условный диаметр резьбы.
3.1.3 Дефекты
R f http://docs.cntd.ru/document/1200077645
d
ti
Fl
f
l
di
t
i
ff th h
d
fb lt
d
5/17
9.11.2017
ГОСТ Р ИСО 6157-1-2009 Крепежные детали.Поверхностные дефекты. Часть 1. Болты, шурупы и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г. №ИС 6157-1-2009
Причина образования
Дефекты могут возникнуть, например, при штамповке на гранях или углах детали. головки болтов и винтов, на фланцевых или круглых головках изделий или на краях углублений в головках болтов и винтов.
Внешний вид
1 — дефект Допустимое предельное значение
Болты и винты с шестигранной головкой Дефекты на торцах болтов и винтов с шестигранной головкой не должны выходить за пределы фаски на торце головки (окружная режущая плоскость) и не должны выступать на опорной поверхности головки.Дефекты на краях шестиугольника не должны уменьшать диаметр описанной окружности ниже указанного минимального значения. Дефекты на краях выемок болтов и шурупов не должны быть более 0,06 и иметь глубину больше глубины выемки.
* шириной или
Болты и винты с полукруглой головкой http://docs.cntd.ru/document/1200077645
6/17
09.11.2017
ГОСТ Р ИСО 6157-1-2009 Крепление аппаратное обеспечение. Поверхностные дефекты. Часть 1. Болты, шурупы и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г.ИС 6157-1-2009
Фланцы болтов и винтов и кромки круглых головок изделий могут иметь дефекты, но их ширина не должна превышать следующих пределов:
— при наличии только одного дефекта его ширина не должна превышать 0,08
**;
— при наличии двух и более изъянов их ширина не должна превышать 0,04 ширины не более 0,08 _______________ * **
, один из них может иметь
.
— условный диаметр резьбы. — диаметр головки или фланца.
3.1.4 Трещины сдвига
Причина образования
Трещины сдвига могут возникать, например, при штамповке, чаще всего на краях круглых или фланцевых головок болтов и винтов, они расположены примерно под углом 45 ° к оси изделия. На поверхностях шестигранных головок болтов и винтов также могут возникать трещины от сдвига.
Внешний вид
http://docs.cntd.ru/document/1200077645
7/17
09.11.2017
ГОСТ Р ИСО 6157-1-2009 Крепежные изделия.Поверхностные дефекты. Часть 1. Болты, шурупы и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г. №ИС 6157-1-2009
1 — трещина сдвига Допустимое предельное значение
Болты и винты с шестигранной головкой Смещение трещин на торцах Болты с шестигранной головкой и винты не должны выходить за пределы фаски на конце головки (плоскость отсечения по окружности) и не должны выходить на опорную поверхность головки. Сдвиговые трещины на краях шестиугольника не должны уменьшать диаметр описанной окружности ниже указанного минимального значения.Сдвиговая трещина на краях выемок под болты и винты не должна быть шириной более 0,06
* или иметь глубину, превышающую глубину выемки.
Болты и винты с круглой головкой Фланцы болтов и винтов и края круглых головок изделий могут иметь трещины сдвига, но их ширина не должна превышать следующих пределов:
— если имеется только одна трещина сдвига, то ее ширина не должна превышать 0,08d
**;
— при наличии двух трещин сдвига и более их ширина не должна превышать 0.04 может иметь ширину не более 0,08 _______________ * **
http://docs.cntd.ru/document/1200077645
, одна из них
.
— условный диаметр резьбы. — диаметр головки или фланца.
17.08.
09.11.2017
ГОСТ Р ИСО 6157-1-2009 Метизы крепежные. Поверхностные дефекты. Часть 1. Болты, винты и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г. №ИС 6157-1-2009
3.2. Раскатанные пузыри Раскатанный пузырек представляет собой узкую обычно прямую или плавно изогнутую линию дефекта, которая проходит в продольном направлении вдоль резьбы, стержня или головки.
Причина образования
Раскатанные пузыри — это дефекты исходного материала, из которого изготовлен крепеж.
Внешний вид
1 — свернутый пузырь, представляющий собой прямую или плавно изогнутую линию дефекта, проходящую в продольном направлении; 2 — свернутый пузырек Допустимое предельное значение
http://docs.cntd.ru/document/1200077645
Глубина свернутого пузыря не должна превышать 0 03
*
9/17
09.11.2017
ГОСТ Р ИСО 6157-1-2009 Метизы крепежные.Поверхностные дефекты. Часть 1. Болты, винты и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г. №ИС 6157-1-2009
Допустимое предельное значение
Глубина раскатанных пузырей не должна превышать 0,03
*.
Если свернутые пузырьки проходят над головкой, они не должны превышать допустимых предельных значений ширины и глубины, установленных для дефектов (см. 3.1.3). _______________ *
— условный диаметр резьбы.
3.3 Шероховатость Гребля — это неглубокая выемка или канавка на поверхности болта или винта, возникающая в результате разрушения металла во время штамповки или высадки.
Причина образования
Шероховатость возникает из-за следов и отпечатков сколов (заусенцев) или в результате образования ржавчины на сырье. Такие дефекты не устраняются при штамповке и высадке.
Внешний вид
http://docs.cntd.ru/document/1200077645
10/17
09.11.2017
ГОСТ Р ИСО 6157-1-2009 Крепежные изделия. Поверхностные дефекты. Часть 1. Болты, шурупы и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г.ИС 6157-1-2009
1 — гребля Допустимое предельное значение
Глубина спелости не должна превышать 0,02
*, но не более 0,25 мм.
площади всех оборки Общая площадь всех спелости на опорной поверхности не должна превышать 10% от площади поверхности опорной головки. _______________ *
— условный диаметр резьбы.
3.4 Складки Складки — это спрессованные металлические выступы, которые образуются на поверхности застежек в процессе штамповки.
Причина образования
Складки образуются за счет смещения материала из-за несоответствия формы и объема за один штамповочный переход.
Внешний вид
http://docs.cntd.ru/document/1200077645
17.11
09.11.2017
ГОСТ Р ИСО 6157-1-2009 Крепежные изделия. Поверхностные дефекты. Часть 1. Болты, шурупы и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г. №ИС 6157-1-2009
1 — допустимая накидная складка в зоне некруглых подголовников креплений; 2 — допустимый на пересечении фланца и приводной части головки; 3 — допустимый на поверхности конец болта; 4 — допустимая складка на внешнем углу; 5 — Недопустимый раза во внутреннем углу Допустимое предельное значение
Folds на внутренних углах или под опорной поверхности не допускается, если это специально не указано в настоящем стандарте или в стандарте продукта.Допускаются загибы на внешних углах.
3.5 Следы инструментов Следы инструментов представляют собой продольные или кольцевые риски небольшой глубины.
Причина образования
Следы от инструмента возникают в результате движения обрабатывающего инструмента по поверхности болта или винта.
Внешний вид
http://docs.cntd.ru/document/1200077645
12/17
09.11.2017
ГОСТ Р ИСО 6157-1-2009 Крепежные изделия. Поверхностные дефекты. Часть 1. Болты, шурупы и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г.ИС 6157-1-2009
1 — отметки от прибора; 2 — допустимые следы инструмента после снятия заусенцев допустимого значения ограничения
Глубины следов от инструмента, полученного в результате обработки стержня, на филе или опорная поверхность не должна превышать шероховатости параметра мкм при испытании в соответствии с ISO 468.
3,2
3,6 Повреждение Повреждение — это бороздка на любой поверхности болта, винта или шпильки.
Причина образования
Повреждения, например заусенцы, вмятины, зазубрины и зазубрины, образуются в результате внешних воздействий при изготовлении и перемещении болтов, винтов и штифтов, например, в процессе нагружения.
Внешний вид
Невозможно установить определенную геометрическую форму, расположение и направление, они идентифицируются как результат внешнего воздействия.
Допустимое предельное значение
Вышеуказанные дефекты не должны использоваться в качестве причины дефекта, за исключением случаев, когда они могут отрицательно повлиять на работу и применимость крепежа. Заусенцы, вмятины, зазубрины и насечки на первых трех резьбах не должны препятствовать завинчиванию проходного калибра с крутящим моментом не более 0,001
, Н · м.
4 Методы мониторинга и оценки Приемочные испытания проводятся в соответствии с ISO 3269. Покрытие поверхности должно быть удалено перед испытанием, если оно мешает обнаружению дефектов поверхности. Планы выборочного контроля приведены в Приложении А. http://docs.cntd.ru/document/1200077645
13/17
09.11.2017
ГОСТ Р ИСО 6157-1-2009 Крепежные изделия. Поверхностные дефекты. Часть 1. Болты, шурупы и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г.ИС 6157-1-2009
4.1. Правила Производитель имеет право использовать любые методы контроля, гарантирующие соответствие продукции требованиям настоящего стандарта. При приемочном контроле заказчик может использовать метод контроля, указанный в этом разделе, чтобы решить, сколько крепежных элементов может быть принято или отклонено. Этот метод также следует использовать в спорных вопросах оценки соответствия техническим условиям, если другой метод приемки не был согласован между производителем и потребителем во время заказа крепежных изделий.4.2 Неразрушающий контроль. Случайный образец должен быть выбран из партии в соответствии с таблицей 1 в Приложении А и подвергнут либо визуальному контролю, либо другому подходящему методу мониторинга, например, с помощью магнитных методов или вихревых токов. Если дефектных изделий не обнаружено, то партия принимается (см. Также 4.4). При обнаружении брака из них формируется партия для последующей проверки в соответствии с порядком, указанным в 4.3. 4.3. Разрушающий контроль Если дефектные продукты обнаруживаются с использованием методов, указанных в 4.2, из партии дефектных изделий отбирается повторная проба в соответствии с таблицей 2 в приложении А. Отобранные изделия, имеющие наиболее серьезные дефекты, разрезаются под углом 90 ° через участок дефекта в месте наибольшей глубины предполагается. 4.4 Оценка Если визуальный осмотр любого продукта показывает наличие трещин напряжения в любом месте или складки на внутренних углах или под опорной поверхностью, для трилистниковыми складок, за исключением, в зоне некруглых подголовников застежек, партия должна быть отклонена .Если при разрушающем испытании какой-либо продукции обнаруживаются трещины штамповки, дефекты, раскатанные пузыри, складки, следы инструмента или повреждения, превышающие допустимые предельные значения, установленные для данного типа дефекта, партия должна быть отклонена.
Приложение А (справочное). План отбора проб на дефекты поверхности Приложение А (справочное) Отбор проб для контроля дефектов поверхности должен выполняться с использованием размеров образцов, указанных в таблице 1, а также методов и правил в разделе 4. Таблица 1 — Размер образца для визуального осмотра и неразрушающего контроля
http: // docs.cntd.ru/document/1200077645
14/17
09.11.2017
ГОСТ Р ИСО 6157-1-2009 Крепежные изделия. Поверхностные дефекты. Часть 1. Болты, винты и шпильки общего назначения, ГОСТ Р от 10.12.2009 №ИС 6157-1-2009
Объем партии *
Объем выборки
, шт.
, шт.
20
1200 1201
10000
32
10001
35000
50
35001
150000
80
* Размер партии — количество изделий одинакового типа и прочности , представленный на контроль впервые.П р и м е ч а н и е — Размер выборки основан на уровне контроля S-4 в соответствии с ISO 2859.
Таблица 2 — Размер вторичного образца для разрушающего контроля
Количество дефектных элементов в выборке
, шт.
Объем вторичной выборки
, шт.
2
8 9
15
3
16
25
5
26
50
8
51
80
13
Размер вторичного образца на основе общего уровня контроля II в соответствии с ISO 2859.Приложение ДА (справочное). Информация о соответствии эталонных международных стандартов эталонным национальным эталонам Российской Федерации и действующим в этом качестве межгосударственным стандартам http://docs.cntd.ru/document/1200077645
15/17
11/9 / 2017
ГОСТ Р ИСО 6157-1-2009 Метизы крепежные. Поверхностные дефекты. Часть 1. Болты, винты и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г. №ИС 6157-1-2009
Приложение ДА (справочное)
Обозначение эталонного международного стандарта
Степень соответствия
обозначение и наименование соответствующего национального стандарта
ISO 468: 1982
NEQ
ГОСТ 2789-73 «Шероховатость поверхности. Параметры и характеристики»
ISO 898-1: 1999
MOD
ГОСТ Р 52627-2006 ( ISO 898-1: 1999) «Болты, винты и шпильки. Механические свойства и методы испытаний»
ISO 2859: 1999
MOD
ГОСТ Р 50779-99 (ISO 2859: 1999) «Статистические методы: процедуры отбора проб для альтернативный признак «
ISO 3269: 2000
IDT
ГОСТ Р ИСО 3269-2009« Крепежные изделия — приемочный контроль »
* Соответствующего национального стандарта нет.Перед утверждением рекомендуется использовать перевод на русский язык этого международного стандарта. Перевод этого международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. ПРИМЕЧАНИЕ. В этой таблице используются следующие условные обозначения степени соответствия стандартов: — IDT — идентичные стандарты; — MOD — модифицированные стандарты; — NEQ — неэквивалентные стандарты.
Электронный текст документа подготовлен ЗАО «Кодекс» и проверен: официальным изданием М.: Стандартинформ, 2010
http://docs.cntd.ru/document/1200077645
16/17
09.11.2017
http://docs.cntd.ru/document/1200077645
ГОСТ Р ISO 6157-1-2009 Крепежные изделия. Поверхностные дефекты. Часть 1. Болты, винты и шпильки общего назначения, ГОСТ Р от 10 декабря 2009 г. №ИС 6157-1-2009
17/17
Болты — Болты DIN — крепежные детали
Мы специализируемся на производстве и экспорте болтов немецкого стандарта DIN.Как ведущий мировой производитель, мы поставляем различные болты, такие как болты DIN 444, болты DIN 479, болты DIN 976, болты DIN 931, болты DIN 6921, болты DIN 610 и т. Д. Наша латунь, сталь, алюминий, нержавеющая сталь и другие металлические болты широко ценятся клиентами в различных отраслях промышленности за их высокую обрабатываемость, твердость, коррозионную стойкость, высокую прочность, долговечность и надежность.
Ассортимент болтов соответствует международным нормам и стандартам, чтобы соответствовать ожиданиям клиентов и превосходить их.У нас есть современное производственное предприятие с отделом изготовления и сборки, производственным отделом, отделом тестирования качества и отделом упаковки. Мы можем предложить болты в высококачественной индивидуальной упаковке в виде деревянного ящика, мультфильма, поддонов и согласно спецификации и требованиям заказчика.
Просмотрите самый большой ассортимент болтов:
- Болты DIN 444 также известны как фланцевые болты или поворотные болты.
- В основном используется для приспособлений и приспособлений.
- Эквивалентные нормы: CSN 21167; PN 82425; UNI 6058, ГОСТ 14724-69, ГОСТ 14725-69, ГОСТ 3033-79.
- Болты DIN 479 с длинным или коротким стержнем и стандартной резьбой.
- Соответствует RoHS. Обеспечивают максимальную безопасность при креплении.
- Эквивалентные нормы: CSN 21121; ПН 82307, ГОСТ 1482-84, ГОСТ 1485-84.
- Болты DIN 529 также известны как каменные болты. Общие приложения для крепления.
- Повышение устойчивости к коррозии и истиранию. Соответствующие нормы
- : CSN 21391, DIN EN ISO 4034, ASTM A307, ISO 7412, UNS S 31803, ГОСТ: 24379-80.
- Болты DIN 580 с кольцом и упором для подъемных работ и общего применения.
- Антикоррозионные свойства.
- Эквивалентные нормы: ISO 3266, БН 258, ГОСТ 4751-73, CSN 21369; PN 82472; UNI 2947.
- Болты DIN 610 с короткими шпильками с резьбой и шестигранной головкой.
- Соответствует RoHS. Для общего крепления.
- Эквивалентные нормы: CSN 21112; PN 82341.
- Болты DIN 931 с частичной резьбой и шестигранной головкой.
- В основном используется для крепления в строительстве и машиностроении.
- Эквивалентные нормы: ISO 4014, ГОСТ 7805-70, ГОСТ 7798-70, ГОСТ 15589-70.
- Болты DIN 976 с метрической резьбой. Для крепления металлических и деревянных конструкций и монтажа.
- Устойчив к коррозии и вибрации.
- Эквивалентные нормы: UNI 6610, DIN EN ISO 4753.
- DIN 6914 Болты, высокопрочные болты с шестигранной головкой.
- Для высоконагруженных креплений и соединений. Соответствующие нормы
- : ГОСТ Р 52644-2006, ГОСТ 22353-77, EN 14399-4, ISO 7412.
- Болты DIN 6921 с частичной резьбой, фланцем и шестигранной головкой.
- Используется с другими крепежными элементами для соединения строительных конструкций и деталей. Соответствующие нормы
- : DIN EN 14399-4, EN 1665, EN 1662, ГОСТ ISO 4162-2014, ГОСТ Р 55739-2013.
- Болты DIN 7990 с шестигранной головкой для стали и высокопрочной конструкции.
- Устойчивый к коррозии. Соответствует RoHS.
- Соответствующие нормы: CSN 21308, ГОСТ 7798–70, ГОСТ 15589–70.
Ниже приведены спецификации
для болтов
:Материал:
- Латунь, сталь, нержавеющая сталь, низкоуглеродистая сталь, углеродистая сталь, медь, электролитические медные сплавы, оцинкованная сталь, алюминий, титан или любой другой металл.
Потоки:
- Б.S.W., B.S.F., B.S.B., B.S.P. & amp; B.S.P.T согласно британской стандартной форме Уитворта
- N.C. & U.N.C., N.F. И U.N.F., N.P.T & N.P.S., N.S., N.E.F. и т. д. в соответствии с Американской национальной формой Threads
- Метрическая система ISO (резьба MM)
- BA Резьбы
- Стандарт DIN
- ГБ темы
Отделка и покрытие:
- Натуральное, никелированное, оловянное, натуральная латунь, электро-олово, хром, цинк или любое покрытие в соответствии с требованиями заказчика.
Ключевая особенность:
- Доступен в большом количестве типов.
- Высокая прочность на разрыв.
- Точная конструкция и согласованный дизайн.
- Устойчивость к истиранию и коррозии.
- Высокая прочность и надежность.
- Крутящий момент от простого к сложному.
Заявление:
- Используется для различных целей крепления и соединения.
- Широко используется в автомобильной, автомобильной, строительной, телекоммуникационной, механической, химической, нефтегазовой, электротехнической, электронной и многих других отраслях промышленности.
- Многоразовые.
- Для легкой установки.
Монтаж:
- Просверлите отверстие.
- Вставьте конец болта с резьбой в отверстие.
- Затяните гайку с помощью необходимого инструмента.
любого типа
могут быть изготовлены в точном соответствии со спецификациями клиентов и экспортированы во Францию, Германию, Испанию, Нидерланды, Россию, Великобританию, Италию, Австрию и другие европейские страны.Для получения дополнительной информации, пожалуйста, запросите сейчас.| СПЕЦИАЛЬНЫЙ И СТАНДАРТНЫЙ ТИП КРЕПЕЖНЫХ ЭЛЕМЕНТОВ: Многочисленные специальные и стандартные типы крепежных элементов, такие как; кованые Т-образные болты, шестигранные, цилиндрические, эксцентрические, потайные, ломаные, с квадратной головкой, молотковой головкой, головкой с внутренним шестигранником и т. Д.болты вместе с гайками , плоскими и пружинными шайбами, стопорными гайками, штифтами, винтами, анкерными болтами из качества материала, соответствующего нормам SAE / DIN / BS / JIS / ГОСТ с точными градациями в соответствии со спецификациями, нагревание и формование с использованием машин для ковки методом капельной ковки или прессов трения один за другим и охлаждения в закалочных печах, которые имеют контроль нагрева с целью снижения температуры настолько медленно, насколько это необходимо, при полном контроле надлежащего охлаждения формованного материала с учетом важной фазы охлаждения скорость влияет на различные параметры, затем обрабатывают болты и гайки на токарных автоматах с большой осторожностью, поскольку болты формируются с помощью системы накатывания резьбы, вкратце эта система формирует болты с помощью двух токарных валков, которые находятся под гидравлическим давлением и пропускают болты через них.Использование этого метода позволяет нам получать материал, не содержащий нарушений микроструктуры. (Напротив, если болты обрабатываются путем скалывания, как это делается в примитивных методах, тогда в микроструктуре материала могут быть нарушения сплошности металлических волокон, что приводит к ухудшению физических свойств) После обработки болтов и резьбы процесс окончательной термообработки для устранения возможной влажности, а также нагрев до температуры, которая соответствует характеристикам используемого материала, затем закалка и отпуск на заключительном этапе; окончательный точный контроль качества в отношении всех размеров и физических свойств перед упаковкой для отгрузки. | ||||
| ||||
требования ГОСТ, гнутые варианты анкеровки, тонкости изготовления, расчета и монтажа фундамента
При строительстве или капитальном ремонте фундаментальная прочность и устойчивость возводимой конструкции.За счет использования фундаментных болтов удается надежно закрепить несущую опору в здании, а также надежно закрепить необходимое оборудование. Принцип работы анкерного приспособления основан на «якоре».
Несмотря на то, что каждый тип фундамента представляет собой прочную и надежную систему, соединение его со стенами рекомендуется с помощью специально разработанных крепежных элементов. Это фундаментные болты. Их вставляют в конструкцию до момента заливки бетонного раствора или после нее.В этой статье мы расскажем вам о нюансах выполнения своих установок.
Характеристики
В строительстве для крепления железобетонных или стальных конструкций к одному основанию с помощью специальных крепежных элементов — анкерных болтов. Их использование позволяет существенно повысить устойчивость самой строительной конструкции. Но также позвольте фундаментным болтам надежно закрепить опорную стойку и другие необходимые элементы этого нового агрегата. Принцип их действия основан на том, что блок анкерного типа, встроенный в конструкцию строительного материала, прочно к нему прикреплен.Важно правильно подобрать крепеж анкерных элементов.
Изготовление крепежных изделий осуществляется по специальному документу — он известен всем профессиональным строителям ГОСТ 24379.1-80. Врезаясь в основание здания, анкерные болты создают прочное соединение, способное выдерживать высокие нагрузки (динамические и статические). Но это зависит от технологии строительства. Чтобы обеспечить все это, мы используем в производстве только самые качественные материалы. Кроме того, болты покрыты слоем цинка, защищающим от воздействия окружающей среды.
Виды
Анкеровка применяется для устройства фундаментов различного типа. Поэтому такие изделия могут быть разными: по размеру, марке стали, весу и длине. Сегодня на отечественном рынке в этом сегменте представлены эти изделия от 15 сантиметров до 5 метров.
Что касается типов анкерных болтов, то их подразделяют на несколько типов.
- Изогнутый. Выполняются в виде металлического стержня, один конец которого имеет изогнутую форму.Внешне это похоже на крючок. Предназначен для использования в железобетонном фундаменте и для подключения крупногабаритного оборудования.
- Композитный. Их длина может достигать нескольких метров. Конструкция состоит из таких элементов, как стержень с резьбой, анкерная пластина, втулка, гайка и металлический штифт. Эти застежки используются в том случае, когда необходимо выполнить стяжку двух компонентов. Один конец в бетоне, а второй — ввинчивается в гильзу. Диаметр композитного болта бывает разным (М16, М20, М24, М28, М30, М36 и другие).Выбирать можно из специальной таблицы.
- Прямой. Болт по конструкции похож на обычный металлический штифт. На одном конце продета. Его длина может составлять 140 сантиметров. Отличительной особенностью здесь является то, что в готовый подвал можно установить прямой болт. Для их надежного крепления используется специальный клеевой состав или цемент.
- Со специальной анкерной пластиной. Изготовление таких крепежных изделий производится согласно действующему ГОСТ 24379.1-80. Одна часть болта закрепляется до даты основания исследования. Это достигается сваркой или резьбовым соединением. Особенностью этого крепления является разрешение. Может достигать 5 метров.
- Съемный тип. Здесь присутствует особая система крепления. С его помощью осуществляется надежная фиксация в бетонном, кирпичном или каменном фундаменте. За счет этого возможность установки крепежа из различных инженерных конструкций. Нижний барашковый болт закладывается в фундамент, а верхняя шпилька с резьбовыми креплениями уже по окончании бетонирования.
- С коническим наконечником. Болт цанги крепится непосредственно к фундаменту. целевое назначение — крепление котла к стене, мебели и многому другому. Благодаря специальному расширительному типу цанги, раскручивающемуся при закручивании, обеспечивается прочная и надежная фиксация.
установка
Перед тем, как приступить к установке данного вида крепления, необходимо произвести расчет необходимых болтов согласно проектной документации. Это делается для определения их эксплуатационных характеристик.Следует учитывать расстояние от края фундамента, а также глубину ямы. анкерные болты держатся за счет таких характеристик, как сцепление, трение и прилегание. Что касается упора, то именно нагрузка принимает на себя крепеж и компенсирует его благодаря его конструктивным характеристикам. Нагрузка обеспечивает трение. Но склеивание — это компенсация нагрузок из-за «касательных напряжений».
Но также стоит обратить их внимание на то, что размер анкера с глубиной заделки не должен быть больше высоты фундамента.Это очень важно, иначе в момент затяжки болтов фиксации произойдет нарушение. Вы не добьетесь желаемой надежности крепления. Компаунд с варочной панелью должен быть прочным и прочным.
Перед установкой болтов в фундамент необходимо произвести визуальный осмотр на наличие возможных дефектов конструкции.
Установка анкеров — несложная процедура. Его можно выполнить самостоятельно, без привлечения команд профессионалов.
Однако для этого нужно придерживаться набора основных правил.
- Тщательно изучил план постройки и определил точное место для установки анкерных болтов.
- Контролировать глубину погружения крепления в уже сформированный фундамент. Он не должен быть больше его толщины.
- Обязательно учитывайте расстояние между соседними расположенными элементами крепления. Расчет довольно простой: два значения глубины заделки.
- Фундаментные болты должны быть строго вертикальными.
- Блок, образующий этот тип крепления. После полного высыхания бетона необходимо скрепить все концы болтами, используя железную пластину или доску с предварительно просверленными отверстиями. За счет надежности вся конструкция будет высокой.
- Если вы прикрепляете анкерные крепления перед заливкой фундамента, также стоит предварительно рассчитать их как точное местоположение постройки по проекту.
Совет
Если сомневаетесь в своих силах, то установку анкерных болтов лучше всего доверить настоящим профессионалам своего дела.Это не только сэкономит вам силы, нервы, время и деньги на обновление всей конструкции.
Если вы хотите выбрать для этой цели наилучшее возможное крепление, необходимо учитывать следующие основные характеристики:
- груз, способный выдержать болт;
- необходимая длина; Тип крепления
- , исходя из конструктивных особенностей фундамента;
- внешний вид, прочность и сама базовая структура;
- расстояние между отверстиями;
- громоздкий дизайн и объем, который нужно вешать.
Если у вас съемная конструкция, анкерную арматуру устанавливают перед бетонированием. Шпильки устанавливаются по окончании заливки фундамента. Что касается габаритов крепежного элемента, то он подбирается исходя из габаритов и веса самой конструкции. Чем он длиннее, тем длиннее должен быть анкерный болт. Его размер всегда можно определить по маркировке. На первом рисунке показан внешний диаметр, на втором — внутренний и на третьем — общую длину.
Что касается установки анкерных болтов, то везде одно и то же. Исключение составляет забивной крепеж. Гайку и забивать анкеры молотком здесь не нужно.
Рекомендации по прокладке и установке анкерных болтов в следующем видео.
Запрещается использование любого контента без нашего предварительного письменного согласия.
Запрос на винты, болты, шайбы, гайки, крепления
ЗАПРОС № 14275
АЗЕРБАЙДЖАН 02-11-2020
Крепеж из нержавеющей стали
1 Болт М12х50 с полной резьбой Болт с шестигранной головкой для поставки с 1 шестигранной гайкой и 2 плоскими шайбами Нержавеющая сталь CND17-12 (316L) EA 20 2 Болт М12х85-40 Болт с шестигранной головкой в комплекте с 1 шестигранной гайкой и 2 плоскими гайками…
ЗАПРОС № 14203
АЗЕРБАЙДЖАН 16-10-2020
Болты в A193B7 и UNS N06625
Болты A193B7 A1942H, UNS N06625. Технические характеристики и количество согласно приложенному файлу
ЗАПРОС № 14107
АЗЕРБАЙДЖАН 25-09-2020
Шпильки ASTM A193 и гайки ASTM A194
Шпильки ASTM A193 GR B7 ASME B16.5,2 ДИАМЕТР 1-1 / 8IN, 8 UN, 310 мм LG СТАЛЬ ФТОРОКАРБОНОВЫЙ СПЛАВ С ТЯЖЕЛЫМИ ШЕСТИГРАННЫМИ ГАЙКАМИ ASTM A194 GR 2H 40 шт. Срочный запрос Просьба указать сроки и стоимость доставки до …
ЗАПРОС № 12868
АЗЕРБАЙДЖАН 14-10-2019
Гайки, шайбы и винты ASTM
1 ГАЙКА M10_ASTM A194 гр. 2H_UNI EN 24032 шт. 5346 2 ГАЙКА M10_ASTM A194 гр. B8_UNI EN 24032 шт.10 3 ГАЙКА M12_ASTM A194 гр. 2H_UNI EN 24032 шт. 6854 4 ГАЙКА M12_ASTM A194 гр.B8_UNI EN 24032 шт 10 …
ЗАПРОС № 12614
АЗЕРБАЙДЖАН 30-07-2019
Шпильки ASTM A193 B7
Шпильки ASTM A193 B7 с гайками A194 2H Запрос в прилагаемом файле
ЗАПРОС № 11784
АЗЕРБАЙДЖАН 27-12-2018
Шпильки, гайки и шайбы из стали 8,8
1.Шпилька M27x120 мм (оцинкованная) DIN 976 ISO 898-2 Gr. 8.8 — 31240 шт. 2. Гайка M27 (оцинкованная) DIN 934 ISO 898-2 Gr. 8.8 — 124960 шт. 3. Шайба ростовая M27 (оцинкованная) DIN 127 ISO 898-2 Gr ….
ЗАПРОС № 11745
АЗЕРБАЙДЖАН 14-12-2018
Шпильки и гайки ASTM A29
Шпильки с гайками согласно файлу в приложении ASTM A29 / A29M
ЗАПРОС № 11464
АЗЕРБАЙДЖАН 18-10-2018
Болты и гайки с шестигранной головкой
Болт — гайка М16х70мм (1200кг) Болт — гайка М16х90мм (1200кг) Болт — гайка М20х90мм (1500кг) Болт — гайка М24х100мм (230кг) черный цвет Болт — ГОСТ 7798-70, исполнитель.один; гайка ГОСТ 5915-70, …
ЗАПРОС № 11173
АЗЕРБАЙДЖАН 24-08-2018
Заклепка глухая DIN 7337A из нержавеющей стали
Заклепка глухая DIN 7337A согласно рисунку в приложении Нержавеющая сталь 4,8×35 5,0×35 1000 шт. каждый или минимальное количество заказа
ЗАПРОС № 11123
АЗЕРБАЙДЖАН 06-08-2018
Шпильки с 2 гайками — DIN 976 / B / DIN 934, ASTM A193 B16, A194 G3.
Шпильки с 2 гайками DIN 976 / B / DIN 934, ASTM A193 B16, A194 G3. Подробности указаны в прикрепленном файле. Срок сдачи — 08.08.2018. Товар будет отправлен в Баку, Азербайджан.
ЗАПРОС № 10755
АЗЕРБАЙДЖАН 30-05-2018
Крепеж для нефтяной промышленности
No Наименование товара Единица Кол-во Прокладка кулачкового профиля, материал: AISI321 / графит 98%, (нержавеющая сталь толщиной 2 мм + графит 2×0,5 мм, всего 3 мм) 1585×515 мм (Люк (DN500 PN16) шт.30 2 575×496…
ЗАПРОС № 10378
АЗЕРБАЙДЖАН 27-03-2018
Шпильки ASTM A193 и гайки ASTM A194
ASTM A193 GR. ШПИЛЬКА B7 С ДВУМЯ БОЛТОМ A194 GR. 2Ч ОРЕХИ ЗАПРОС В ПРИЛОЖЕНИИ
ЗАПРОС № 10189
АЗЕРБАЙДЖАН 24-02-2018
Крепеж повышенной прочности EN 14399
Высокопрочные конструкционные болты с 1 гайкой и 2 шайбами EN 14399-5 / 6 M20x50 ЧСС 10.9 HDG 400 шт. Высокопрочные конструкционные болты с 1 гайкой и 2 шайбами EN 14399-5 / 6 M20x55 ЧСС 10,9 HDG 1200 …
ЗАПРОС № 8318
АЗЕРБАЙДЖАН 15-03-2017
Комплект болта, гайки, шайбы
1) HRK-Bolt (полукруглая головка) M16x27 4.6 комплект (болт, гайка, шайба) 3.1 сертификат 1800 — шт. 2) Головка HEXAGON -Bolt M10x45 4.6 комплект (болт, гайка, шайба) 3.1 сертификат …
ЗАПРОС № 7727
АЗЕРБАЙДЖАН 10-11-2016
Болты и гайки ASTM A320, ASTM A194
Болт M16x55 (ASTM A320 M GR L7 ИЛИ BSS4882 GR B7 Оцинкованный Шт.800.00 Гайка M16 (ASTM A194 M GR 4 OR BS4882 GR 4 Оцинкованная Шт. 800.00 M16 Тонкая шестигранная гайка (ASTM A194M GR 4 или BS4882 GR 4) DIN …
Что делать, если в вашем туалете промывается призраком
Что? Это смыв в туалете? Этого не может быть, когда никого нет дома. Это призрак, спускающий воду в унитазе?
Когда каждые несколько минут вы слышите звук смыва из унитаза (или даже каждые несколько часов), это признак медленной утечки из унитаз или бак.Причины утечки уровень воды опускается ниже определенной точки, в результате чего поплавок сигнал для наполнения бака, который затем вызывает звук промывки, который вы слух. Нет, вам не нужны охотники за привидениями; у вас проблемы с водопроводом и нужно исправить.
Is Your Туалет Внутренняя утечка?
Если на пол нет утечки воды, значит, в унитазе с призрачным смывом протекает внутренняя утечка. Возможно, что-то не так с вашей резиновой заслонкой, которая позволяет воде вытекать из канализации, что приводит к постоянному наполнению унитаза.
Проверить целостность заслонки вашего туалета
Вы можете выполнить простой тест на пищевой краситель, чтобы определить, не вызвана ли утечка унитаза из-за заслонки. Просто добавьте несколько капель пищевого красителя в задний бачок унитаза. Дайте настояться примерно 30 минут. Если вы видите тот же цвет в унитазе, значит, внутренняя утечка происходит из-за вашей заслонки.
Есть ли на вашем унитазе с призрачным смывом следы повреждений или мусора? хлопушка? Очистите заслонку и поверхность промывочного клапана, чтобы потенциально остановить свой туалет утечка.Убедитесь, что цепь к заслонке отрегулирован должным образом, позволяя заслонке хорошо прилегать к сливное отверстие.
Потенциально Замените заслонку в туалете
Если это не решает проблему «призрачного смыва», замените резиновую заслонку унитаза. Изношенный огнемет — очень распространенная проблема с внутренними утечками унитазов.
Проверьте заправочную трубку
Если замена резиновой заслонки унитаза не устранила внутреннюю утечку унитаза, вам следует проверить заправочную трубку.Если заправочная трубка вставлена слишком глубоко в переливную трубку, вы должны вытащить ее и прикрепить к внешней переливной трубке. Это сделано для того, чтобы трубка не попала в переливную трубу, и обычно предотвращает внутреннюю утечку из бака в чашу, вызвавшую призрачную промывку.
Замена всего промывочного клапана
Если вы выполнили оба вышеперечисленных действия, но унитаз с «призрачным смывом» по-прежнему остается, возможно, вам придется заменить весь сливной клапан.
Вы замечаете внешние утечки в туалете?
Вы заметили внешнюю утечку в туалете? Из-за внешней протечки унитаза на полу останется вода.
Проверить водоснабжение на предмет видимых утечек
Когда вы обнаружите воду на полу из протекающего туалета, сначала вымойте воду с пола и вытрите унитаз. Вы будете искать источник утечки, когда образуется новая лужа. Вы будете следить за тем, идет ли вода из-под унитаза или вокруг его основания. Проверьте следующее, чтобы убедиться, что утечка идет из-под унитаза, а не из:
- Неплотная подающая трубка
- Треснувший резервуар или потная чаша
- Неисправен запорный клапан.
Шаги для замены воска прокладки под ваш негерметичных туалет:
- Выключите подачу воды в вашем вытекающей туалет, стекать чашу и снимите трубку подачи с запорным клапаном.
- Снимите колпачки, закрывающие болты, и снимите шестигранные гайки гаечным ключом.
- Осторожно потяните унитаз за унитаз (не за бачок) и положите его на картон или старое одеяло.
- Вы заметите, что часть фланца отломана. Соскребите старый воск с фланца туалета.
- Ослабьте винты вокруг фланца и проденьте ремонтную ленту под закрытый фланец.
- Отцентрируйте новую восковую прокладку на фланце шкафа, убедившись, что оба болта на месте.
- В нижней части унитаза подсоедините новую трубку подачи воды к резьбовому стержню наполнительного клапана.
- Надавите на унитаз, чтобы сжать прокладку, затяните болты и снова надавите.
- Болты будут слишком длинными, и их нужно будет обрезать ножовкой с коротким концом, прежде чем вы снова затянете их и установите на место снятые ранее колпачки.
- Наконец, прикрепить трубку подачи к запорным клапаном. Включите воду и сполосните унитаз, чтобы убедиться, что он работает правильно.
Вода Капает со дна резервуара?
Не капает ли вода со дна бачка унитаза? Это может быть еще один внешний источник утечки в туалете, когда вода находится на полу.
Утечки происходят из-под резервуара?
Посмотрев и пощупав под бачком унитаза — над унитазом — вы можете обнаружить влажность. Это хороший признак того, что необходимо заменить губчатую прокладку между баком и дежой. Выполните следующие действия, чтобы решить эту проблему с протекающим унитазом.
- Перекройте подачу воды. Промойте и удерживайте рычаг нажатым, чтобы слить воду из бака.
- Слейте лишнюю воду, поставив ведро под унитаз.
- Выключите линию подачи воды. Затем удалите из унитаза все старую фурнитуру. Эти старые гайки, болты и шайбы, возможно, потребуется почистить или заменить.
- Теперь вы готовы осторожно поднять резервуар из чаши, позволяя снять губчатую прокладку между резервуаром и чашей.
- Теперь новую красную губчатую прокладку можно надеть на резьбу крепежной гайки.
- Теперь пора аккуратно установить бак обратно в таз. При затягивании гаек следует использовать давление вниз, чтобы поддерживать уровень бака.Кроме того, чтобы поддерживать уровень бака, чередуйте гайки при их затяжке.
- Будьте очень осторожны, чтобы не перетянуть гайки. Если вы закрутите их слишком сильно, фарфор треснет.
Как всегда, ваши специалисты из Val Gross придут на помощь вашему протекающему унитазу, если вам понадобится помощь. У нас есть все необходимое, ноу-хау и опыт, чтобы в кратчайшие сроки решить любые ваши проблемы с водопроводом.
Если ваш счет за воду кажется высоким
Вы не будете намеренно смывать деньги в унитаз, но если ваш туалет работает и вызывает высокие счета за воду, вы непреднамеренно смываете деньги в канализацию.Ваш унитаз с призрачным смывом — это не просто проблема с водопроводом; это также могло быть причиной высоких счетов за воду.
Перейдите по нашей ссылке на блог о счетах за воду для получения дополнительной информации.
https://www.valgrossplumbing.com/why-is-my-water-bill-so-high
Обратитесь к местному сантехнику
Если у вас ничего не получится, или если устранение проблем с водопроводом выходит за рамки вашей зоны комфорта, позвоните в Val Gross Plumbing. Наш опыт и знания помогут решить ваши проблемы с водопроводом и избавят вас от головной боли.Как ваш местный сантехник, мы экономим ваши деньги на счетах за воду, когда ваш протекающий унитаз починят.
.