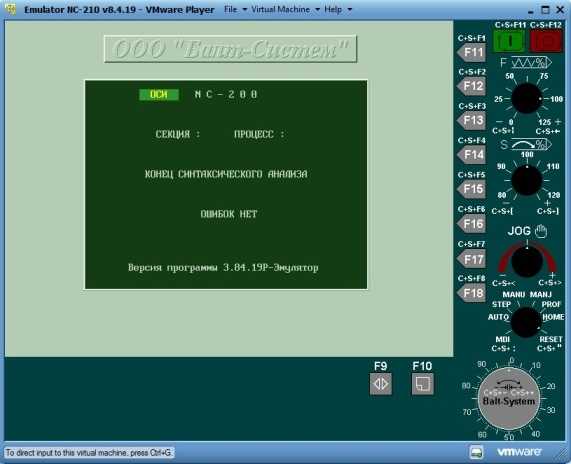
Симулятор ЧПУ NC-210 от Балт-Систем
Данная программа эмулирует работу систем ЧПУ серии NC-210
Для того чтобы симулятор систем ЧПУ NC-210 работал должным образом, настоятельно рекомендуется использовать персональный компьютер с числом ядер более одного. Это вызвано тем, что операционная система MS-DOS, на которой основана данная программа, представляет собой систему РЕАЛЬНОГО ВРЕМЕНИ. Поэтому для того, чтобы эмулировать операционная система MS-DOS, виртуальная машина VMWare вынуждена забирать практически все ресурсы процессора. Таким образом, на операционную систему WINDOWS остается слишком мало ресурсов, поэтому она начинает «тормозить». На компьютере с количеством ядер более одного данная проблема устраняется.
Функциональные возможности симулятора ЧПУ NC-210
В функциональные возможности симулятора ЧПУ NC-210 входит разработка и отладка программы электроавтоматики станка и управляющих программ.
Установка симулятора ЧПУ NC-210
Поскольку у многих пользователей возникают проблемы с установкой симулятора систем ЧПУ NC-210, мы решили создать готовый образ системы с установленным эмулятором. Мы надеемся, что это будет способствовать значительному облегчению задачи по установке симулятора ЧПУ NC-210. Порядок установки следующий:
• Скачайте VMWare Player 3 — бесплатный проигрыватель виртуальных машин
• Установите его на Ваш компьютер
• В завершении установки VMWare Player 3 попросит перегрузить компьютер. Нажмите “да”.
• После перезагрузки запустите VMWare Player 3
• В открывшемся окне согласитесь с лицензионным соглашением
• Далее откроется окно как на рисунке, представленном ниже.
Загрузка образа виртуальной машины MS-DOS с симулятором ЧПУ NC-210
Для запуска конкретной виртуальной машины с требуемым образом диска нажмите «Open a Virtual Mashene». В открывшемся диалоге выберете требуемый образ — файл с расширением «vmx», после чего нажмите кнопку “Открыть”. Слева от окна VMWare Player 3 появится название открытой виртуальной машины. Щелкните левой клавишей мыши и запустите виртуальную машину.
Скачать готовый образ симулятора систем ЧПУ NC-210 можно по расположенной ниже ссылке:
Скачать образ симулятора ЧПУ NC-210
Особенности работы в симуляторе (эмуляторе) NC-110 и NC-210:
1. Работа программы эмулятора аналогична работе программного обеспечения УЧПУ и соответствует документации к УЧПУ.
2. Имитация конкретного станка. Для имитации конкретного станка, в эмулятор необходимо установить файлы характеризации, программу логики, имитирующую работу станка с отключенными блокировками, и меню станочного пульта.
3. Как найти в УЧПУ рабочие файлы характеризации и скопировать их в эмулятор. Чтобы найти в УЧПУ рабочие файлы характеризации и скопировать их в эмулятор, необходимо в режиме КОМАНДА выполните команду VLT. По клавише ENTER. На экран будет выведен список файлов характеризации, например:
AXCONF AXCFIL/MP0
PGCONF PGCFIL/MP0
IOCONF IOCFIL/MP0
……………..
Нас интересуют только эти строки. В этих строках, в правой колонке, записаны имена файлов характеризации, которые необходимо скопировать в эмулятор в каталог MP0: C:\CNC110\MP0 или C:\CNC210\MP0.
4. Подготовка скопированных файлов характеризации для работы в эмуляторе.
В файле характеризации осей AXCFIL необходимо отменить сервоконтроль и контроль датчиков, для этого по каждой оси необходимо привести параметры нижеследующих инструкций к следующему виду:
POS=,
SRV=,,
FBF=99999,99999,U255N31,1
;MFC=,
Если в копируемом файле PGCFIL, в первой его строке, первое слово OLD, то замените его словом NEW.
5. Активизация измененных файлов характеризации выполняется перезапуском эмулятора.
6. Для подготовки в эмуляторе среды визуального программирования необходимо из УЧПУ из каталога C:\CNC32\MP0 скопировать три каталога (CYCLE, CONTUSER, CONTUR), со всем их содержимым, в каталог MP0 (C:\CNC110\MP0 или C:\CNC210\MP0) эмулятора.
7. Подготовка программы логики станка. В каталоге MP0 уже существует некая универсальная программа логики для эмулятора (далее УПЛСЭ). Данная УПЛСЭ должна обеспечить основные функции включения станка. Назначение клавиш станочного пульта, если будет использоваться УПЛСЭ, будет отличаться от того, какое они имеют у станка, но отладке управляющих программ это не должно помешать. Если УПЛСЭ обеспечивает необходимые условия для отладки управляющих программ, то в файле характеризации IOCFIL необходимо удалить, если он присутствует, лидирующий символ’;’ в инструкции ALM=0.
Если УПЛСЭ не обеспечивает необходимые условия для отладки управляющих программ, то обращайтесь к разработчикам программы логики конкретного станка для ее адаптации для эмулятора. Ниже будет приведен пример включения станка в эмуляторе NC-110 и NC-210
8. Какие функции не поддерживает эмулятор. Эмулятор в состоянии включенного станка и приводов и UAS=0 не поддерживает те функции, которые требуют наличия датчика обратной связи для оси шпинделя:
— ориентация шпинделя,
— G95 подача мм/об,
— G96 поддержание скорости резания,
— G33, G34, G35, G84 (FIL) — нарезание резьбы.
9. Какие функции поддерживает эмулятор. Эмулятор обеспечивает поддержку всех функций, описанных во всех руководствах к УЧПУ, кроме см. п.8.
В состоянии переменной UAS=1 эмулятор обеспечивает поддержку всех функций, описанных во всех руководствах к УЧПУ без исключения.
10. Как в эмуляторе работать с клавишами станочного пульта и станочной консолью. На экране эмулятора, у каждой такой клавиши присутствует текст:
‘C плюс S плюс символ клавиши’.
Здесь ‘С плюс S’ соответствует клавишам Ctrl Shift, поэтому эти 2-е клавиши должны быть нажаты одновременно с ‘символом клавиши’. Одновременное нажатие клавиш отмечено символом ‘плюс’ (‘плюс’ — это не клавиша, а информация для пользователя о том, что указанные в строке клавиши д.б. нажаты одновременно).
11. Как включить станок.
Общее для эмулятора NC-110 и NC-210 то, что перед включением станка УПЛСЭ д.б. активна. Если в IOCFIL инструкция ALM=0 раскомментирована, то УПЛСЭ загружается автоматически при запуске эмулятора. Если запуск эмулятора был выполнен с закомментированной инструкцией ALM=0, то необходимо сразу выполнить компиляцию УПЛСЭ. Для компиляции необходимо перейти в режим КОМАНДА выбрать в меню «PLC», нажав клавишу ‘F3’ и далее выбрать в меню «Быстрая компиляция», нажав клавишу ‘F2’. Контролируйте сообщение на экране об окончании процесса компиляции (количество скомпилированных строк, количество ошибок и прочее). Отсутствие ошибок при компиляции позволит корректную работу УПЛСЭ.
Для включения станка в эмуляторе NC-110 необходимо одновременно нажать три клавиши:
‘Сtrl’ плюс ‘Shift’ плюс ‘:’
При этом светодиод клавиши ‘:’, на все время пока станок в эмуляторе включен, будет подсвечен постоянно ярко-зеленым цветом. Для включения станка в эмуляторе NC-210 необходимо: — перейти в видеостраницу #7, для чего в режиме УПРАВЛЕНИЕ СТАНКОМ нажать клавишу ‘F10’;
— выбрать опцию «Вкл. Станка», нажав клавишу ‘F5’; — включить станок, для чего одновременно нажать три клавиши: ‘Сtrl’ плюс ‘Shift’ плюс ‘F1’ (это соответствует нажатию на клавишу F11 в УЧПУ)
При этом в поле F11, на все время пока станок в эмуляторе включен, будет выведена иконка, соответствующее состоянию станка.
12. Пользователям, имеющим УЧПУ отличное от NC-110 и NC-210, придется использовать эмуляторы УЧПУ NC-110 и NC-210. Все УЧПУ NC-XXX имеют равноценное программное обеспечение.
ostankah.ru
Балт-Систем ООО > Главная > О компании
ООО «Балт-Систем»– ведущий российский разработчик и производитель устройств числового программного управления (УЧПУ), приводов и двигателей подач.
Компания «Балт-Систем» за свой многолетний опыт работы создала линейку систем ЧПУ серии NC, двигателей и приводов для станков различной степени сложности со следующими способами обработки металла – токарная, фрезерная, круглошлифовальная и плоскошлифовальная, 5-ти осевая обработка, сплайны NURBS, С-сплайн, раскрой — газ, плазма, электроэрозионная.
Устройства ЧПУ серии NC «Балт-Систем» поставляются на станкостроительные предприятия России, в страны участники ЕАЭС, Болгарию, Германию, Грецию, Испанию, Латвию, Литву, Мексику, Польшу, Тайвань, Тунис, Украину, Чехию, Хорватию, Финляндию и другие страны.
Продукцией «Балт-Систем» успешно оснащают новые станки любой степени сложности, а также модернизируют станочное оборудование на предприятиях ОПК, РЖД, авиационной, судостроительной, автомобильной, нефтегазовой, металлургической промышленности. В результате модернизации оборудование не только получает вторую жизнь, но и новые функциональные возможности, позволяющие использовать оборудование для изготовления деталей более высокого класса точности.
Компания «Балт-Систем» имеет широкую дилерскую сеть в регионах России, а также в странах ближнего и дальнего зарубежья, что позволяет оперативно осуществлять техническую поддержку поставляемой продукции и проводить модернизацию станочного оборудования. Квалифицированные специалисты компании «Балт-Систем» оказывают техническую помощь на всех этапах разработки проектов заказчиков. Кроме того, компания проводит систематическое обучение специалистов заказчиков по применению и обслуживанию устройств ЧПУ серии NC.
Компания «Балт-Систем» имеет многолетние связи со многими образовательными учреждениями в машиностроительной отрасли, которые занимаются подготовкой операторов, программистов- технологов и наладчиков станков с устройствами ЧПУ. Компания «Балт-Систем» постоянно занимается разработкой новых устройств ЧПУ, приводов, двигателей, используя мировые достижения в области микроэлектроники, материаловедения, а также ведет разработку новых функций программного обеспечения с использованием математических моделей и теории регулирования, что позволяет значительно улучшить характеристики станков и качество изготовляемых деталей. Программное обеспечение устройств ЧПУ серии NC построено на 32- разрядной операционной системе реального времени RTOS-32, которая позволяет значительно увеличить быстродействие программного обеспечения (интерполирование 8 осей за 1 мc).
bsystem.ru
УЧПУ NC-210
Компактное модульное устройство ЧПУ NC-210, в котором объединены в единое целое блок управления, пульт оператора, станочный пульт и программное обеспечение с высокой степенью функциональности. Эти качества устройств ЧПУ в сочетании с низкой ценой позволяют эффективно использовать их для управления токарными, фрезерными, лазерными, газоплазменными и другим типами станков.
Основные характеристики:
— Дисплей: 10,4″
— Корректоры: F%, S%, MODE
— Герметизированная кнопочная клавиатура
— Кнопки: «ПУСК», «СТОП»
— Кнопка аварийного выключения (Грибок)
— Функциональная клавиатура для реализации станочного пульта
— Вх/вых: 64/48
— Канал FDD, RS-232, Ethernet, USВ
— Сетевая поддержка LAN (Ethernet)
— Накопитель USB: 128Мб
— Кабели FDD, USB-FLASH
— Эмулятор УЧПУ для PC
— Габариты: 439х340х140
Дополнительные модули:
|
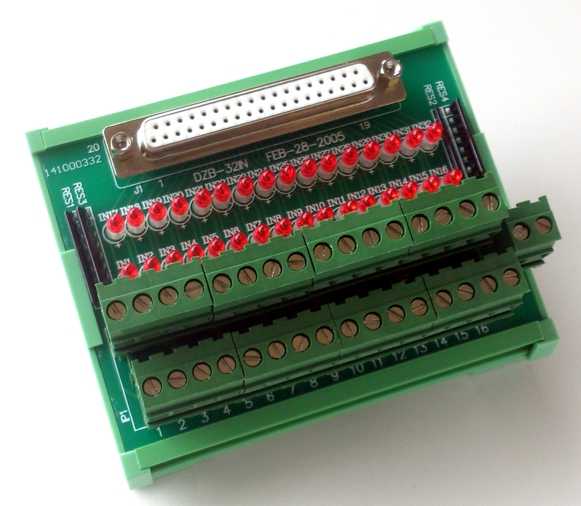
Количество входов -32 канала Светодиоды — 32 Клемники под винт Устанавливается на DIN рейку Габариты 103х83х400 |
|
|
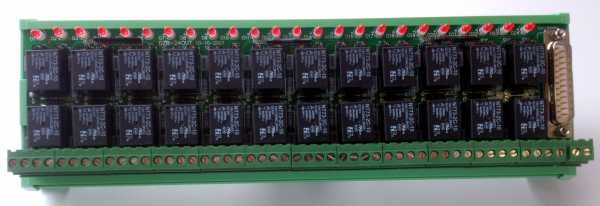
Количество выходов -24 канала (DC 24В/3А, AC 110В/3А)
Светодиоды — 24 Клемники под винт |
|
Файлы
- Руководство программиста токарного стака (обновление 05.03.2008)
- Руководство программиста фрезерного станка (обновление 05.03.2008)
- Руководство по характеризации (обновление 05.05.2009)
- Программирование интерфейса PLC (обновление 11.03.2008)
- Изменение версий (03.2006)
- Создание постоянных циклов (обновление 14.06.2006)
- Программирование в процессах (03.2006)
- Визуальное программирование (обновление 11.03.2008)
- Регулирование привода
- Сертификат соответствия NC-210
- Руководство оператора NC210,220,230 (Обновление 05.03.08)
- Создание постоянных циклов
- Руководство по эксплуатации NC-210 (Обновление 05.06.09)
techstanko.ru
ЧПУ Балт Систем
Система на базе ЧПУ NC-210 предназначена для управления портальными машинами плазменной резки металлов, а также газокислородной резки и является продуктом готовым к применению.В одном блоке сосредоточено все оборудование необходимое для работы с плазменными установками, как отечественных производителей, так и самого последнего поколения установок плазменной резки зарубежного производства. Система обеспечивает работу и с газокислородными резаками.
Предлагаемая нами система управления не требует больших знаний технологии термической резки металлов, мы стараемся сделать все, чтобы потребителю было проще использовать данное устройство в процессе установки и дальнейшей эксплуатации.
В комплект поставки включаются сервоприводы с планетарными редукторами, а также зубчатые шестерни и зубчатые рейки в необходимом количестве.
Такой вариант системы управления подходит при изготовлении новых машин термической резки и для модернизации устаревшего оборудования.
Система управления портальной машиной имеет стандартную конфигурацию, в состав которой входит:
- ЧПУ NC-210
- Система контроля высоты резаков ENERGOCUT ТНС
- Сервоприводы цифровые Mitsubishi (X, XX, Y, Z)
- Комплект кабелей (длина определяется закозчиком)
- Комплект документации для подключения и настройки
- Лифтовое устройство оси Z (поставляется опционально)
ЧПУ NC-210 — это компактное модульное устройство для промышленного применения, в котором объединены в единое целое блок управления, пульт оператора, станочный пульт и программное обеспечение с высокой степенью функциональности.
Русскоязычный и понятный интерфейс обеспечивает простоту эксплуатации. Последние годы, системы ЧПУ серии NC занимают лидирующую позицию в России по применяемости и надежности в работе.
Выносной пульт (NC-110-78B).
Галетный переключатель на 5 поз.
Галетный переключатель на 5 поз.
Кнопки — 3 шт.
Дополнительная боковая кнопка — 2 шт.
Кнопка аварийного выключения (Грибок)
Габариты 153×75,6×80
Технические возможности устройства ЧПУ позволяют эффективно использовать его для управления машинами термической резки.
Основные эксплуатационные характеристики:
- Цветной TFT дисплей: 10,4″
- Герметизированная кнопочная алфавитно-цифровая клавиатура
- Коррекция скорости подачи в процессе резки
- Коррекция ширины реза
- Визуализация траектории инструмента
- Реверсирование по контуру в процессе резки
- Возврат на контур детали
- Выполнение программы в тестовом режиме
- Привязка системы координат к обрабатываемой детали
- Специализированные циклы обработки
- Много инструментальная обработка
- Высокая защищенность программного обеспечения от вирусов
- Канал FDD, RS-232, Ethernet, USВ
- Сетевая поддержка LAN (Ethernet)
- Эмулятор УЧПУ для PC
- Программа преобразования файла формата DXF в программу обработки
- Гарантийный срок эксплуатации — 3 года.
Руководство по эксплуатации ЧПУ NC-210
energocut.com
УЧПУ серий NC-2xx, NC-110, и NC-310 «БалтСистем» | www.bk-ua.com
УЧПУ серий NC-2xx, NC-110, и NC-310 «БалтСистем»
Программное обеспечение УЧПУ Балт-Систем
позволяет управлять станками всех основных типов: токарными, фрезерными, обрабатывающими центрами, копировальными, шлифовальными, кузнечно-прессовым оборудованием, термической и лазерной резки и др. Устройство отличается уникальным сочетанием многофункциональности, надежности, простоты изготовления и обслуживания.
NC-201М
NC201M – высокотехнологичное устройство ЧПУ с использованием современных компьютерных технологий для комплексных и высокопроизводительных решений управления станками токарной и фрезерной групп с количеством входов выходов не более 48/32.
Основные характеристики:
- Дисплей: 10,4″
- Корректоры: F%, S%, JOG
- Герметизированная кнопочная клавиатура
- Кнопки: «ПУСК», «СТОП»
- Функциональная клавиатура для реализации станочного пульта
- Стандартное фрезерно-токарное программное обеспечение
- Вх/вых: 48/32
- Канал FDD, RS-232, Ethernet, USВ
- Сетевая поддержка LAN (Ethernet)
- Накопитель USB: 128Мб
- Кабели FDD, USB-FLASH
- Эмулятор УЧПУ для PC
- Габариты: 438х328х142
NC-202
Моноблочное, одноплатное УЧПУ NC-202, в котором объединены в единое целое блок управления, пульт оператора, станочный пульт и программное обеспечение с высокой степенью функциональности. Эти качества устройств ЧПУ в сочетании с низкой ценой позволяют эффективно использовать их для управления токарными станками укомплектованными цифровыми и шаговыми приводами (в т.ч. для управления ШД-5).
Основные характеристики:
- Корректоры: F%, S%, MODE
- Герметизированная кнопочная клавиатура
- Кнопки: «ПУСК», «СТОП»
- Кнопка аварийного выключения (Грибок)
- Функциональная клавиатура для реализации станочного пульта
- Стандартное фрезерно-токарное программное обеспечение
- ЦАП: 1 канал
- ЦИП: 3 канала
- Датчиков (ФИД): 3 канала
- Вх/вых: 40/24
- Канал FDD, RS-232, Ethernet, USВ
- Сетевая поддержка LAN (Ethernet)
- Накопитель USB: 128Мб
- Кабели FDD, USB-FLASH
- Эмулятор УЧПУ для PC
- Габариты: 432х322х105
NC-210
Компактное модульное устройство ЧПУ NC-210, в котором объединены в единое целое блок управления, пульт оператора, станочный пульт и программное обеспечение с высокой степенью функциональности. Эти качества устройств ЧПУ в сочетании с низкой ценой позволяют эффективно использовать их для управления токарными, фрезерными, лазерными, газоплазменными и другим типами станков.
Основные характеристики:
- Дисплей: 10,4″
- Корректоры: F%, S%, MODE
- Герметизированная кнопочная клавиатура
- Кнопки: «ПУСК», «СТОП»
- Кнопка аварийного выключения (Грибок)
- Функциональная клавиатура для реализации станочного пульта
- Стандартное фрезерно-токарное программное обеспечение
- Вх/вых: 64/48
- Канал FDD, RS-232, Ethernet, USВ
- Сетевая поддержка LAN (Ethernet)
- Накопитель USB: 128Мб
- Кабели FDD, USB-FLASH
- Эмулятор УЧПУ для PC
- Габариты: 439х340х140
NC-220
Компактное модульное устройство ЧПУ NC-220, в котором объединены в единое целое блок управления, пульт оператора, станочный пульт и программное обеспечение с высокой степенью функциональности. Эти качества устройств ЧПУ в сочетании с низкой ценой позволяют эффективно использовать их для управления токарными, фрезерными, лазерными, газоплазменными и другим типами станков укомплектованными цифровыми и шаговыми приводами (в т.ч. для управления ШД-5).
Основные характеристики:
- Дисплей: 10,4″
- Корректоры: F%, S%, MODE
- Герметизированная кнопочная клавиатура
- Кнопки: «ПУСК», «СТОП»
- Кнопка аварийного выключения (Грибок)
- Функциональная клавиатура для реализации станочного пульта
- Стандартное фрезерно-токарное программное обеспечение
- Вх/вых: 64/48
- Канал FDD, RS-232, Ethernet, USВ
- Сетевая поддержка LAN (Ethernet)
- Накопитель USB: 128Мб
- Кабели FDD, USB-FLASH
- Эмулятор УЧПУ для PC
- Габариты: 439х340х140
NC-230
Устройство ЧПУ NC-230 предназначено для управления двухсуппортными станками, обрабатывающими фрезерными и токарными центрами. Заложенный принцип компактности сделал возможным получение в устройстве высокой надежности, помехозащищенности, малого потребления мощности.
Основные характеристики:
- Дисплей: 10,4″
- Корректоры: F%, S%, MODE
- Герметизированная кнопочная клавиатура
- Кнопки: «ПУСК», «СТОП»
- Кнопка аварийного выключения (Грибок)
- Функциональная клавиатура для реализации станочного пульта
- Стандартное фрезерно-токарное программное обеспечение
- Оптоизолированные выходы 48-96 каналов
- Оптоизолированные входы 64-128 каналов
- Канал FDD, RS-232, Ethernet, USВ
- Сетевая поддержка LAN (Ethernet)
- Накопитель USB: 128Мб
- Кабели FDD, USB-FLASH
- Эмулятор УЧПУ для PC
- Габариты: 439х340х140
NC-110
Устройство ЧПУ NC-110 широкого применения с легкой адаптацией к управлению сложным станочным оборудованием. Устройство отличается уникальным сочетанием многофункциональности, надежности и возможностью управления пятью процессами одновременно. Устройство имеет открытую архитектуру, что позволяет удовлетворять растущие требования потребителей путем встраивания дополнительных аппаратных и программных модулей. Устройство может работать с датчиками типа энкодер, резольвер и индуктосин. Эти качества позволяют эффективно применять устройство для управления различным оборудованием: обрабатывающими центрами, высокоскоростными станками, многосуппортными станками и гибкими производственными системами.
В комплект поставки УЧПУ NC-110 входит:
- Блок управления (БУ)
- Пульт оператора (ПО)
- Станочный пульт (38 свободно-программируемых кнопок, электронный штурвал)
- Релейные модули постоянный ток 24В/3А, переменный ток 220В/1,5А, 110В/3А
- Кабели связи между БУ и ПО -10м
- Кабель связи между ПО и станочным пультом -1м
- Кабели связи с релейными модулями -2м
- Разъёмы датчиков и ЦАПов
- Программа связи с персональным компьютером
- Комплект эксплуатационной документации
Основные характеристики УЧПУ NC-110:
- Дискретные Вх/Вых 48/32 — 384/256.
- Данные организованы в файлах (таблицы инструментов, коррекций инструментов, начальных чек).
- Подготовка управляющих программ одновременно с выполнением цикла обработки детали.
- Различные сообщения (ошибки при подготовке кадров, ошибки оператора, ошибки диагностики системы и станка)
- Компенсация погрешности ходового винта и компенсация люфтов.
- Программные ограничения.
- Защищенные области и определение рабочего поля из управляющей программы.
- Управление скоростью на профиле.
- Управление разгоном/торможением по линейному или экспоненциальному закону.
- Устанавливаемые при конфигурации начальные точки.
- Электронный штурвал.
- Датчики типа энкодер.
- Диагностика при включении и во время работы.
- Последовательный канал RS232 и параллельный порт.
- Встроенный программируемый интерфейс логики станка.
- Язык высокого уровня для программирования интерфейса логики станка.
- Видеографика
Релейные платы.
Устройство комплектуется внешними модулями (24/16 вх/вых) NC110-41 DC-24V/3A, AC-110V/3А или AC-220V/1,5А
Пульт оператора.
- TFT 10.4″ цветной
- герметизированная мембранная алфавитно-цифровая клавиатура с тактильным эффектом и клавиатура «МЕНЮ»;
Станочный пульт:
- герметизированная мембранная клавиатура с тактильным эффектом и светодиодной индикацией;
- 8 клавиш выбора режима работы и 38 свободно-программируемых клавиш;
- корректора (11 положений): подачи, ручных перемещений, корректор оборотов шпинделя;
- электронный штурвал;
NC-310
Устройство ЧПУ NC-310 представляет собой распределенное устройство ЧПУ, позволяющее приблизить аналоговые и цифровые входы/выходы к органам управления станочного оборудования. В устройстве применена высокоскоростная шина SSB (Serial Speed Bus) для связи между интеллектуальным пультом и неинтеллектуальным блоком для управления аналоговыми и цифровыми входами/выходами. Заложенный принцип открытой архитектуры позволяет применять устройство ЧПУ к сложным объектам управления. Устройство имеет возможность создания виртуального станочного пульта посредством функционально-программируемых кнопок (как в УЧПУ NC-210).
В комплект поставки УЧПУ NC-310 входит:
- Блок управления (БУ)
- Пульт оператора (ПО)
- Станочный пульт (24 свободно-программируемые кнопки, электронный штурвал)
- Релейные модули постоянный ток 24В/3А, переменный ток 220В/1,5А, 110В/3А
- Кабель связи между БУ и ПО по цифровому каналу SSB – до 100м
- Кабель связи между ПО и станочным пультом -1м
- Кабели связи с релейными модулями -2м
- Кабель для подключения FDD
- Кабель для подключения USB-накопителя
- USB-накопитель 128Мб
- Разъёмы датчиков и ЦАП ов
- Программа связи с персональным компьютером
- Комплект эксплуатационной документации
- Сетевая поддержка
Основные характеристики УЧПУ NC-310:
- Дискретные Вх/Вых 48/32 — 384/256.
- Данные организованы в файлах (таблицы инструментов, коррекций инструментов, начальных чек).
- Подготовка управляющих программ одновременно с выполнением цикла обработки детали.
- Различные сообщения (ошибки при подготовке кадров, ошибки оператора, ошибки диагностики системы и станка)
- Компенсация погрешности ходового винта и компенсация люфтов.
- Программные ограничения.
- Защищенные области и определение рабочего поля из управляющей программы.
- Управление скоростью на профиле.
- Управление разгоном/торможением по линейному или экспоненциальному закону.
- Устанавливаемые при конфигурации начальные точки.
- Электронный штурвал.
- Датчики типа энкодер.
- Диагностика при включении и во время работы.
- Последовательный канал RS232 и параллельный порт.
- Встроенный программируемый интерфейс логики станка.
- Язык высокого уровня для программирования интерфейса логики станка.
- Видеографика
Внешние каналы
Станочный пульт
- Корректор подачи (F%) от 0 до 127%
- Корректор шпинделя (S%) от 0 до 127%
- Корректор выбора режимов
- Корректор ручной подачи (JOG)
- Кнопка «Пуск» и «Стоп»
- Кнопка аварийного выключения
- Штурвал
- Свободно-программируемые кнопки 24
- Программируемый многоуровневый станочный пульт, реализуемый через функциональные кнопки (F1-F8) и (F11-F18), позволяет создавать управление любыми механизмами станка.
Выносные модули
- Модуль входов с индикацией 24входа
- Модуль выходов с релейной коммутацией и индикацией 16выходов DC 24В/3А, AC 110В/3А
Клавиатура
- Герметизированная кнопочная алфавитно-цифровая клавиатура с тактильным эффектом
- Герметизированная кнопочная клавиатура станочной консоли с тактильным эффектом
Дисплей
Габаритные размеры
- Блок управления 222х262х163 мм
- Пульт оператора 395х340х125 мм
- Станочный пульт 175х340х73 мм
- Модуль входов 102х85х56 мм
- Модуль выходов 270х85х56 мм
Дополнительно
Можем поставить и установить:
- Штурвал NC-110-75 или NC-310-75
- Питание 5В
- Разрешение 100имп./об.
- Диаметр 80 или 100мм
- Модуль входов с индикацией
- Количество входов — 32 шт.
- Светодиоды — 32 шт.
- Устанавливается на DIN рейку
- Возможны варианты исполнения с общим «+» или с общим «-«
- Габариты 135x83x40мм
- Модуль выходов с реле, RC-цепями и индикацией
- Количество выхдов — 24 шт. DC 24V/3A, AC 110V/3A
- Количество перекидных выходов — 4 шт.
- Светодиоды — 24 шт.
- Обратные диоды — 24 шт.
- RC цепи (отключаемые) — 24 комплекта
- Возможны варианты исполнения с общим «+» или с общим «-«
- Габариты 305x83x30мм
Модуль выходов с реле, помимо функции облегчения диагностики неисправности, позволяет частично или полностью заменить изношенный блок реле станка.
В соответствующих разделах страницы Загрузки Вы можете скачать различные руководства по УЧПУ НЦ31-02, модулю программного управления НЦ31, параметры НЦ31, инициализация НЦ31, ошибки НЦ31 и много другой полезной информации.
www.bk-ua.com
Балт Систем Nc-210 Руководство Оператора

Балт Систем Nc-210 Руководство Оператора 4,2/5 5617reviews
Данная программа эмулирует работу систем ЧПУ серии NC-210 Для того чтобы симулятор систем ЧПУ NC-210 работал должным образом, настоятельно рекомендуется использовать персональный компьютер с числом ядер более одного. Это вызвано тем, что операционная система MS-DOS, на которой основана данная программа, представляет собой систему РЕАЛЬНОГО ВРЕМЕНИ.
Файловый архив сайта specural. Документация на станки, руководства. Также описывается.
Поэтому для того, чтобы эмулировать операционная система MS-DOS, виртуальная машина VMWare вынуждена забирать практически все ресурсы процессора. Таким образом, на операционную систему WINDOWS остается слишком мало ресурсов, поэтому она начинает ‘тормозить’. На компьютере с количеством ядер более одного данная проблема устраняется. Функциональные возможности симулятора ЧПУ NC-210 В функциональные возможности симулятора ЧПУ NC-210 входит разработка и отладка программы электроавтоматики станка и управляющих программ. Установка симулятора ЧПУ NC-210 Поскольку у многих пользователей возникают проблемы с установкой симулятора систем ЧПУ NC-210, мы решили создать готовый образ системы с установленным эмулятором. Мы надеемся, что это будет способствовать значительному облегчению задачи по установке симулятора ЧПУ NC-210.
Порядок установки следующий: • Скачайте VMWare Player 3 — бесплатный проигрыватель виртуальных машин • Установите его на Ваш компьютер • В завершении установки VMWare Player 3 попросит перегрузить компьютер. Нажмите “да”. • После перезагрузки запустите VMWare Player 3 • В открывшемся окне согласитесь с лицензионным соглашением • Далее откроется окно как на рисунке, представленном ниже.
Загрузка образа виртуальной машины MS-DOS с симулятором ЧПУ NC-210 Для запуска конкретной виртуальной машины с требуемым образом диска нажмите ‘Open a Virtual Mashene’. В открывшемся диалоге выберете требуемый образ — файл с расширением ‘vmx’, после чего нажмите кнопку “Открыть”. Слева от окна VMWare Player 3 появится название открытой виртуальной машины. Щелкните левой клавишей мыши и запустите виртуальную машину. Скачать готовый образ симулятора систем ЧПУ NC-210 можно по расположенной ниже ссылке: Особенности работы в симуляторе (эмуляторе) NC-110 и NC-210: 1. Работа программы эмулятора аналогична работе программного обеспечения УЧПУ и соответствует документации к УЧПУ. Имитация конкретного станка.
Для имитации конкретного станка, в эмулятор необходимо установить файлы характеризации, программу логики, имитирующую работу станка с отключенными блокировками, и меню станочного пульта. Как найти в УЧПУ рабочие файлы характеризации и скопировать их в эмулятор.
Чтобы найти в УЧПУ рабочие файлы характеризации и скопировать их в эмулятор, необходимо в режиме КОМАНДА выполните команду VLT. По клавише ENTER. На экран будет выведен список файлов характеризации, например: AXCONF AXCFIL/MP0 PGCONF PGCFIL/MP0 IOCONF IOCFIL/MP0..
Нас интересуют только эти строки. В этих строках, в правой колонке, записаны имена файлов характеризации, которые необходимо скопировать в эмулятор в каталог MP0: C: CNC110 MP0 или C: CNC210 MP0. Подготовка скопированных файлов характеризации для работы в эмуляторе. В файле характеризации осей AXCFIL необходимо отменить сервоконтроль и контроль датчиков, для этого по каждой оси необходимо привести параметры нижеследующих инструкций к следующему виду: POS=, SRV=,, FBF=9,U255N31,1;MFC=, Если в копируемом файле PGCFIL, в первой его строке, первое слово OLD, то замените его словом NEW. Активизация измененных файлов характеризации выполняется перезапуском эмулятора. Для подготовки в эмуляторе среды визуального программирования необходимо из УЧПУ из каталога C: CNC32 MP0 скопировать три каталога (CYCLE, CONTUSER, CONTUR), со всем их содержимым, в каталог MP0 (C: CNC110 MP0 или C: CNC210 MP0) эмулятора. Подготовка программы логики станка. Программ Обучения Автокрановщиков далее.
В каталоге MP0 уже существует некая универсальная программа логики для эмулятора (далее УПЛСЭ). Данная УПЛСЭ должна обеспечить основные функции включения станка. Назначение клавиш станочного пульта, если будет использоваться УПЛСЭ, будет отличаться от того, какое они имеют у станка, но отладке управляющих программ это не должно помешать.
Если УПЛСЭ обеспечивает необходимые условия для отладки управляющих программ, то в файле характеризации IOCFIL необходимо удалить, если он присутствует, лидирующий символ’;’ в инструкции ALM=0. Если УПЛСЭ не обеспечивает необходимые условия для отладки управляющих программ, то обращайтесь к разработчикам программы логики конкретного станка для ее адаптации для эмулятора. Ниже будет приведен пример включения станка в эмуляторе NC-110 и NC-210 8. Какие функции не поддерживает эмулятор.
Эмулятор в состоянии включенного станка и приводов и UAS=0 не поддерживает те функции, которые требуют наличия датчика обратной связи для оси шпинделя: — ориентация шпинделя, — G95 подача мм/об, — G96 поддержание скорости резания, — G33, G34, G35, G84 (FIL) — нарезание резьбы. Какие функции поддерживает эмулятор. Эмулятор обеспечивает поддержку всех функций, описанных во всех руководствах к УЧПУ, кроме см. В состоянии переменной UAS=1 эмулятор обеспечивает поддержку всех функций, описанных во всех руководствах к УЧПУ без исключения. Как в эмуляторе работать с клавишами станочного пульта и станочной консолью. На экране эмулятора, у каждой такой клавиши присутствует текст: ‘C плюс S плюс символ клавиши’.
Здесь ‘С плюс S’ соответствует клавишам Ctrl Shift, поэтому эти 2-е клавиши должны быть нажаты одновременно с ‘символом клавиши’. Одновременное нажатие клавиш отмечено символом ‘плюс’ (‘плюс’ — это не клавиша, а информация для пользователя о том, что указанные в строке клавиши д.б. Нажаты одновременно). Как включить станок.
Общее для эмулятора NC-110 и NC-210 то, что перед включением станка УПЛСЭ д.б. Если в IOCFIL инструкция ALM=0 раскомментирована, то УПЛСЭ загружается автоматически при запуске эмулятора. Если запуск эмулятора был выполнен с закомментированной инструкцией ALM=0, то необходимо сразу выполнить компиляцию УПЛСЭ. Для компиляции необходимо перейти в режим КОМАНДА выбрать в меню ‘PLC’, нажав клавишу ‘F3’ и далее выбрать в меню ‘Быстрая компиляция’, нажав клавишу ‘F2’. Контролируйте сообщение на экране об окончании процесса компиляции (количество скомпилированных строк, количество ошибок и прочее). Отсутствие ошибок при компиляции позволит корректную работу УПЛСЭ.
Для включения станка в эмуляторе NC-110 необходимо одновременно нажать три клавиши: ‘Сtrl’ плюс ‘Shift’ плюс ‘:’ При этом светодиод клавиши ‘:’, на все время пока станок в эмуляторе включен, будет подсвечен постоянно ярко-зеленым цветом. Для включения станка в эмуляторе NC-210 необходимо: — перейти в видеостраницу #7, для чего в режиме УПРАВЛЕНИЕ СТАНКОМ нажать клавишу ‘F10’; — выбрать опцию ‘Вкл. Станка’, нажав клавишу ‘F5’; — включить станок, для чего одновременно нажать три клавиши: ‘Сtrl’ плюс ‘Shift’ плюс ‘F1’ (это соответствует нажатию на клавишу F11 в УЧПУ) При этом в поле F11, на все время пока станок в эмуляторе включен, будет выведена иконка, соответствующее состоянию станка.
Пользователям, имеющим УЧПУ отличное от NC-110 и NC-210, придется использовать эмуляторы УЧПУ NC-110 и NC-210. Все УЧПУ NC-XXX имеют равноценное программное обеспечение.
Модели, описания, характеристики и виды станков Существует большое многообразие моделей и видов станков, в данном каталоге мы постараемся собрать самые популярные из них, как на отечественном рынке, так и за его пределами и написать наиболее полные, развернутые характеристики и описания станков. Добавить как можно больше технической информации, а так же технической документации на эти станки. Если у вас есть интересные описания станков или паспортов к ним и вы хотите эти поделится со всеми, отправляйте материал на почту [email protected], он обязательно появятся на страницах портала. Мы не размещаем материалы со значком копирайта или с запретом копирования, это запрещено законом!
forkoba.netlify.com
ИПФ «ОСКОМ» — Балт-Систем
NC-210
Устройство ЧПУ NC-210 сочетает в одном корпусе блок управления, станочный пульт, пульт оператора и программное обеспечение, позволяющее работать с различными группами металлообрабатывающих станков: токарные, фрезерные, расточные, газопламенные и плазменные резки и др. УЧПУ имеет до 4 управляющих координат + шпиндель без датчика, либо до 3 управляющих координат + шпиндель с датчиком.
Основные характеристики УЧПУ NC-210:
- Данные организованы в файлах (таблицы инструментов, коррекций инструментов, начальных чек).
- Подготовка управляющих программ одновременно с выполнением цикла обработки детали.
- Различные сообщения (ошибки при подготовке кадров, ошибки оператора, ошибки диагностики системы и станка)
- Компенсация погрешности ходового винта и компенсация люфтов.
- Программные ограничения.
- Защищенные области и определение рабочего поля из управляющей программы.
- Управление скоростью на профиле.
- Управление разгоном/торможением по линейному или экспоненциальному закону.
- Устанавливаемые при конфигурации начальные точки.
- Электронный штурвал.
- Датчики типа энкодер.
- Диагностика при включении и во время работы.
- Видеографика.
Пульт оператора:
- Дисплей TFT 10.4″ цветной
- Герметизированная мембранная алфавитно-цифровая клавиатура с тактильным эффектом и клавиатура «МЕНЮ»;
- Корректоры: F%, S%, MODE
- Кнопки: «ПУСК», «СТОП»
- Кнопка аварийного выключения (Грибок)
- Функциональная клавиатура станочного пульта
Релейные платы:
Устройство комплектуется внешними модулями индикации входов и выходов, что позволяет облегчить поиск и устранение неисправностей станка, т.к. всегда видно какие входные и выходные сигналы активны.
NC-310
Устройство ЧПУ NC-310 представляет собой распределенное устройство ЧПУ, позволяющее приблизить аналоговые и цифровые входы/выходы к органам управления станочного оборудования. В устройстве применена высокоскоростная шина SSB (Serial Speed Bus) для связи между интеллектуальным пультом и неинтеллектуальным блоком для управления аналоговыми и цифровыми входами/выходами. УЧПУ имеет до 8 управляющих координат, что позволяет использовать ее в сложных обрабатывающих центрах.
Основные характеристики УЧПУ NC-310:
- Данные организованы в файлах (таблицы инструментов, коррекций инструментов, начальных чек).
- Подготовка управляющих программ одновременно с выполнением цикла обработки детали.
- Различные сообщения (ошибки при подготовке кадров, ошибки оператора, ошибки диагностики системы и станка)
- Компенсация погрешности ходового винта и компенсация люфтов.
- Программные ограничения.
- Защищенные области и определение рабочего поля из управляющей программы.
- Управление скоростью на профиле.
- Управление разгоном/торможением по линейному или экспоненциальному закону.
- Устанавливаемые при конфигурации начальные точки.
- Электронный штурвал.
- Датчики типа энкодер.
- Диагностика при включении и во время работы.
- Видеографика.
Станочный пульт:
- Корректор подачи (F%) от 0 до 127%
- Корректор шпинделя (S%) от 0 до 127%
- Корректор выбора режимов
- Корректор ручной подачи (JOG)
- Кнопка «Пуск» и «Стоп»
- Кнопка аварийного выключения
- Штурвал
Клавиатура:
- Герметизированная кнопочная алфавитно-цифровая клавиатура с тактильным эффектом
- Герметизированная кнопочная клавиатура станочной консоли с тактильным эффектом
Дополнительные модули:
|
Модуль выходов с релейной коммутацией и индикацией (NC-210-401): Количество выходов — 24 DC 24В/3A, AC 110В/3A Светодиоды — 24 Устанавливается на DIN рейку Габариты 270x83x30 |
|
Модуль входов с индикацией (NC-210-402): Количество входов — 32 Светодиоды — 32 Устанавливается на DIN рейку Габариты 102x83x40 |
|
Выносной пульт (NC-310-78): Галетный переключатель на 5 поз. Кнопки — 3 шт. Дополнительная боковая кнопка – 2 шт. Кнопка аварийного выключения (Грибок) Габариты 153×75,6×80 |
|
Штурвал (NC-110-75): Количество имп./об. — 100 Питание — +5В Диаметр — 80 мм |
|
Штурвал (NC-310-75): Количество имп./об. — 100 Питание — +5В Диаметр — 60 мм |
©Балт-Систем
oskom-perm.ru