Система ЧПУ Балт-Систем NC-310 с поддержкой 5 оси для фрезерных станков
Система ЧПУ Балт-Систем NC-310 с поддержкой 5 оси, представляет собой распределенное устройство ЧПУ, позволяющее приблизить аналоговые и цифровые входы/выходы к органам управления станочного оборудования.
В устройстве применена высокоскоростная шина SSB (Serial Speed Bus) для связи между интеллектуальным пультом и неинтеллектуальным блоком для управления аналоговыми и цифровыми входами/выходами.
Заложенный принцип открытой архитектуры позволяет применять устройство ЧПУ к сложным объектам управления.
Устройство имеет возможность создания виртуального станочного пульта посредством функционально-программируемых кнопок.
Основные характеристики:
- Дискретные Вх/Вых 48/32
- Данные организованы в файлах (таблицы инструментов, коррекций инструментов, начальных точек).
- Подготовка управляющих программ одновременно с выполнением цикла обработки детали.
- Различные сообщения (ошибки при подготовке кадров, ошибки оператора, ошибки диагностики системы и станка)
- Компенсация погрешности ходового винта и компенсация люфтов.
- Программные ограничения.
- Защищенные области и определение рабочего поля из управляющей программы.
- Управление скоростью на профиле.
- Управление разгоном/торможением по линейному или экспоненциальному закону.
- Устанавливаемые при конфигурации начальные точки.
- Электронный штурвал.
- Датчики типа энкодер.
- Диагностика при включении и во время работы.
- Последовательный канал RS232 и параллельный порт.
- Встроенный программируемый интерфейс логики станка.
- Язык высокого уровня для программирования интерфейса логики станка.
- Видеографика
rusnc.ru
КОНЦЕПЦИЯ ТОКЕНА БЕЗОПАСНОСТИ ДЛЯ УСТРОЙСТВ ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ НА ПРИМЕРЕ NC-310
КОНЦЕПЦИЯ ТОКЕНА БЕЗОПАСНОСТИ ДЛЯ УСТРОЙСТВ ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ НА ПРИМЕРЕ NC-310
Кокоулин Андрей Николаевич
канд. техн. наук,
доц. Пермского национального исследовательского политехнического университета,
РФ, г. Пермь
E-mail: liga_asu@mail.ru
Андреев Роман Александрович
студент Пермского национального исследовательского политехнического университета,
РФ, г. Пермь
Бадртдинов Артём Сергеевич
студент Пермского национального исследовательского политехнического университета,
РФ, г. Пермь
E-mail: asbadrtd@gmail.com
Феофилова Полина Андреевна
студент Пермского национального исследовательского политехнического университета,
РФ, г. Пермь
E-mail: feofilovap@gmail.com
THE SECURITY TOKEN CONCEPT FOR DEVICES WITH COMPUTER NUMERICAL CONTROL USING THE NC-310 AS AN EXAMPLE
Andrey Kokoulin
сandidate of technical sciences, docent of Perm National Research Polytechnic University
Russia, Perm
Roman Andreev
student of Perm National Research Polytechnic University,
Russia, Perm
Artem Badrtdinov
student of Perm National Research Polytechnic University,
Russia, Perm
Polina Feofilova
student of Perm National Research Polytechnic University,
Russia, Perm
АННОТАЦИЯ
На заводах существует угроза несанкционированного запуска станков с ЧПУ. Помимо защиты от запуска ключом предлагается аппаратный токен, блокирующий выполнение функций логики.
ABSTRACT
There is a threat of unauthorized launch of CNC machines at the plants. In addition to protection from launch with a key it is offered to use a security token blocking logic functions.
Ключевые слова: токен, ЧПУ, безопасность.
Keywords: token, CNC, security.
Устройство числового программного управления NC-310 применяется в машиностроении, станкостроении, металлообрабатывающей, деревообрабатывающей и в других отраслях промышленности. УЧПУ используют как комплектующее изделие при создании комплексов «устройство – объект управления», например, технологических комплексов, установок, высокоавтоматизированных станков и обрабатывающих центров таких групп, как фрезерно–сверлильно–расточные, токарно–карусельно–револьверные, газоплазменные, лазерные, деревообрабатывающие и т. д. [4].
Устройство ЧПУ NC-310 (рисунок 1) представляет собой распределенное устройство ЧПУ, позволяющее приблизить аналоговые и цифровые входы/выходы к органам управления станочного оборудования. В устройстве применена высокоскоростная шина SSB (Serial Speed Bus) для связи между интеллектуальным пультом и неинтеллектуальным блоком для управления аналоговыми и цифровыми входами/выходами. Заложенный принцип открытой архитектуры позволяет применять устройство ЧПУ к сложным объектам управления. Устройство имеет возможность создания виртуального станочного пульта посредством функционально-программируемых кнопок [2].
Интерфейс PLC – программный интерфейс, предназначенный для реализации логики взаимодействия между УЧПУ и управляемым оборудованием. Интерфейс PLC имеет свой язык, на котором составляется программа логики управляемого оборудования (ПЛ), представляющая собой часть ПрО, используемую для конкретизации управляемого от УЧПУ оборудования.
Язык PLC, используя простые логические выражения, позволяет составлять ПЛ, которая предназначена для управления электроаппаратной частью оборудования, учитывая при этом его специфические требования. Таким образом ПЛ должна адаптировать управляемое оборудование к техническим возможностям УЧПУ. ПЛ составляется по тем же правилам, что и УП, поэтому также, как и УП, она может быть введена с клавиатуры или загружена с имеющегося у пользователя периферийного устройства. Эта программа записывается во FLASH. Проверка функционирования и корректировка ПЛ осуществляется на УЧПУ. Интерфейс PLC обеспечивает взаимодействие базового ПрО УЧПУ с управляемым оборудованием через ПЛ, используя при этом конкретные алгоритмы (протоколы связи) [3].
Токен (также аппаратный токен, USB-ключ, криптографический токен) – компактное устройство, предназначенное для обеспечения информационной безопасности пользователя, также используется для идентификации его владельца, безопасного удаленного доступа к информационным ресурсам и т. д. Как правило, это физическое устройство, используемое для упрощения аутентификации. Также этот термин может относиться и к программным токенам, которые выдаются пользователю после успешной авторизации и являются ключом для доступа к службам [5].
Концепция заключается в следующем. Создается устройство, которое подает логическую единицу на определенные входа модуля входов/выходов.
В логике ЧПУ данные сигналы (рисунок 1) сверяются с целевым, и в случае выполнения условия выдается сигнал разрешения включения станка или деблокировки какой-либо другой функции.
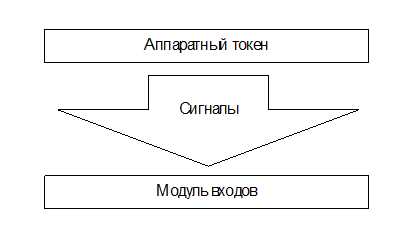
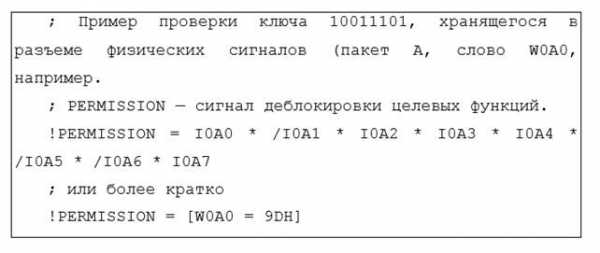
Рисунок 1. Вывод программы
Пусть используется ключ длиной 8 символов (256 комбинаций). Тогда логическое уравнение, возвращающее флаг правильности токена, может выглядеть следующим образом:
У такого способа реализации аппаратной защиты от запуска имеются недостатки, такие как:
1)ключ жестко прописывается в логике и его изменение невозможно без перекомпиляции файлов логики, однако, возможно усовершенствование алгоритма;
2)значения искомых сигналов можно посмотреть в отладочном режиме на работающем станке с установленным токеном, что должно решаться мерами физической защиты и режима;
3)для увеличения стойкости пароля (к полному перебору) необходимо занять достаточное количество входов (можно занять, например, целый модуль входов с 24 входами, тогда количество комбинаций увеличится до 16777216).
Используя такой подход, можно реализовать также примитивное разделение полномочий.
Предложенный вариант аппаратного токена для защиты станка с ЧПУ от несанкционированного запуска (или запуска определенных функций) не претендует на абсолютную безопасность, но имеет право на жизнь. Токен пока что не реализован. В дальнейшем (после усовершенствования алгоритма и разработки устройства) планируется его внедрение.
Список литературы:
1.О компании. Официальный сайт компании «Балт-Систем». URL: http://www.bsystem.ru/Default.aspx?tabid=76 (Дата обращения: 4.12.15).
2.Описание NC-310. Официальный сайт компании «Балт-Систем». URL: http://www.bsystem.ru/Default.aspx?tabid=86 (Дата обращения: 4.12.15).
3.Программирование интерфейса ПЛК. Официальный сайт компании «Балт-Систем». URL: http://www.bsystem.ru/Portals/0/files/TechDocs/Прогр-е%20интерфейса%20PLC%20(В2.4).pdf (Дата обращения: 4.12.15).
4.Руководство по эксплуатации. Официальный сайт компании «Балт-Систем». URL: http://www.bsystem.ru/Portals/0/files/TechDocs/РЭ%20NC-310.pdf (Дата обращения: 4.12.15).
5.Токен. Википедия — свободная энциклопедия. URL: https://ru.wikipedia.org/wiki/Токен_(авторизации) (Дата обращения: 4.12.15).
sibac.info
УЧПУ NC-310
Устройство ЧПУ NC-310 представляет собой распределенное устройство ЧПУ, позволяющее приблизить аналоговые и цифровые входы/выходы к органам управления станочного оборудования.
В устройстве применена высокоскоростная шина SSB (Serial Speed Bus) для связи между интеллектуальным пультом и неинтеллектуальным блоком для управления аналоговыми и цифровыми входами/выходами.
Заложенный принцип открытой архитектуры позволяет применять устройство ЧПУ к сложным объектам управления.
Устройство имеет возможность создания виртуального станочного пульта посредством функционально-программируемых кнопок (как в УЧПУ NC-210).
В комплект поставки УЧПУ NC-310 входит:
— Блок управления (БУ)
— Пульт оператора (ПО)
— Станочный пульт (24 свободно-программируемые кнопки, электронный штурвал)
— Релейные модули постоянный ток 24В/3А, переменный ток 220В/1,5А, 110В/3А
— Кабель связи между БУ и ПО по цифровому каналу SSB – до 100м
— Кабель связи между ПО и станочным пультом -1м
— Кабели связи с релейными модулями -2м
— Кабель для подключения FDD
— Кабель для подключения USB-накопителя
— USB-накопитель 128Мб
— Разъёмы датчиков и ЦАП ов
— Программа связи с персональным компьютером
— Комплект эксплуатационной документации
— Сетевая поддержка
Основные характеристики УЧПУ NC-310:
— Дискретные Вх/Вых 48/32 — 384/256.
— Данные организованы в файлах (таблицы инструментов, коррекций инструментов, начальных чек).
— Подготовка управляющих программ одновременно с выполнением цикла обработки детали.
— Различные сообщения (ошибки при подготовке кадров, ошибки оператора, ошибки диагностики системы и станка)
— Компенсация погрешности ходового винта и компенсация люфтов.
— Программные ограничения.
— Защищенные области и определение рабочего поля из управляющей программы.
— Управление скоростью на профиле.
— Управление разгоном/торможением по линейному или экспоненциальному закону.
— Устанавливаемые при конфигурации начальные точки.
— Электронный штурвал.
— Датчики типа энкодер.
— Диагностика при включении и во время работы.
— Последовательный канал RS232 и параллельный порт.
— Встроенный программируемый интерфейс логики станка.
— Язык высокого уровня для программирования интерфейса логики станка.
— Видеографика
Внешние каналы
— FDD, RS-232, LAN, USB
Станочный пульт
— Корректор подачи (F%) от 0 до 127%
— Корректор шпинделя (S%) от 0 до 127%
— Корректор выбора режимов
— Корректор ручной подачи (JOG)
— Кнопка «Пуск» и «Стоп»
— Кнопка аварийного выключения
— Штурвал
— Свободно-программируемые кнопки 24
— Программируемый многоуровневый станочный пульт, реализуемый через функциональные кнопки (F1-F8) и (F11-F18), позволяет создавать управление любыми механизмами станка.
Выносные модули
— Модуль входов с индикацией 24 входа
— Модуль выходов с релейной коммутацией и индикацией 16выходов DC 24В/3А, AC 110В/3А
Клавиатура
— Герметизированная кнопочная алфавитно-цифровая клавиатура с тактильным эффектом
— Герметизированная кнопочная клавиатура станочной консоли с тактильным эффектом
Дисплей
— Цветной TFT
Габаритные размеры
— Блок управления 222х262х163 мм
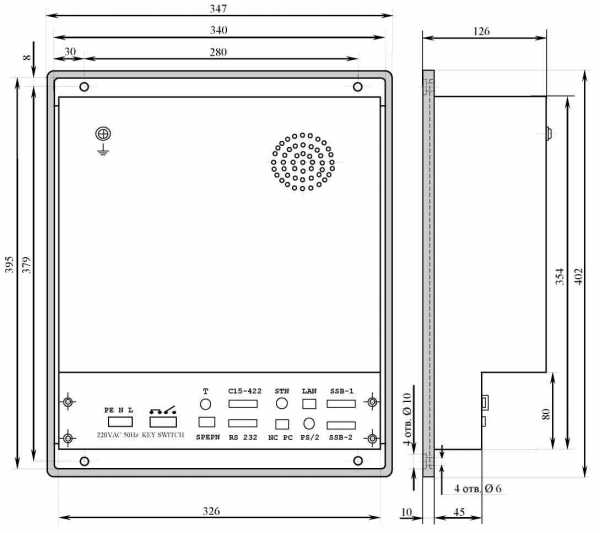
— Пульт оператора 395х340х125 мм
— Станочный пульт 175х340х73 мм
— Модуль входов 102х85х56 мм
— Модуль выходов 270х85х56 мм
Файлы
- Визуальное программирование (обновление 11.03.2008)
- Руководство программиста фрезерного станка (обновление 05.03.2008)
- Руководство программиста токарного стака (обновление 05.03.2008)
- Создание постоянных циклов
- Программирование интерфейса PLC (обновление 03.2012)
- Руководство по характеризации (обновление 03.2012)
- Руководство программиста токарного стака (обновление 05.03.2008)
- Руководство программиста фрезерного станка (обновление 05.03.2008)
- Визуальное программирование (обновление 11.03.2008)
- Руководство программиста MC
- Руководство программиста ТС (обновление 04.2012)
- Руководство оператора NC110,310, 301, 302 (Обновление 20.08.13)
- Руководство по эксплуатации NC-310 (обновление 03.2011)
techstanko.ru
Устройство ЧПУ NC-310 Балт-Систем УЧПУ Balt-System NC310 для станка в Днепре (Комплектующие для металлообрабатывающего оборудования)
Устройство ЧПУ NC-310 Балт-Систем УЧПУ NC310 Balt-System позволяющее приблизить аналоговые и цифровые входы/выходы к органам управления станочного оборудования
Устройство ЧПУ NC-310 Балт-Систем УЧПУ Balt-System NC310 для станкаУстройство ЧПУ NC-310 представляет собой распределенное устройство ЧПУ, позволяющее приблизить аналоговые и цифровые входы/выходы к органам управления станочного оборудования. В устройстве применена высокоскоростная шина SSB (Serial Speed Bus) для связи между интеллектуальным пультом и неинтеллектуальным блоком для управления аналоговыми и цифровыми входами/выходами. Заложенный принцип открытой архитектуры позволяет применять устройство ЧПУ к сложным объектам управления. Устройство имеет возможность создания виртуального станочного пульта посредством функционально-программируемых кнопок (как в УЧПУ NC-210).
В комплект поставки УЧПУ NC-310 входит:
— Блок управления (БУ)
— Пульт оператора (ПО)
— Станочный пульт (24 свободно-программируемые кнопки, электронный штурвал)
— Релейные модули постоянный ток 24В/3А, переменный ток 220В/1,5А, 110В/3А
— Кабель связи между БУ и ПО по цифровому каналу SSB – до 100м
— Кабель связи между ПО и станочным пультом -1м
— Кабели связи с релейными модулями -2м
— Кабель для подключения FDD
— Кабель для подключения USB-накопителя
— USB-накопитель 128Мб
— Разъёмы датчиков и ЦАП ов
— Программа связи с персональным компьютером
— Комплект эксплуатационной документации
— Сетевая поддержка
Основные характеристики УЧПУ NC-310:
— Дискретные Вх/Вых 48/32 — 384/256.
— Данные организованы в файлах (таблицы инструментов, коррекций инструментов, начальных чек).
— Подготовка управляющих программ одновременно с выполнением цикла обработки детали.
— Различные сообщения (ошибки при подготовке кадров, ошибки оператора, ошибки диагностики системы и станка)
— Компенсация погрешности ходового винта и компенсация люфтов.
— Программные ограничения.
— Защищенные области и определение рабочего поля из управляющей программы.
— Управление скоростью на профиле.
— Управление разгоном/торможением по линейному или экспоненциальному закону.
— Устанавливаемые при конфигурации начальные точки.
— Электронный штурвал.
— Датчики типа энкодер.
— Диагностика при включении и во время работы.
— Последовательный канал RS232 и параллельный порт.
— Встроенный программируемый интерфейс логики станка.
— Язык высокого уровня для программирования интерфейса логики станка.
— Видеографика
Внешние каналы:
— FDD, RS-232, LAN, USB
Станочный пульт:
— Корректор подачи (F%) от 0 до 127%
— Корректор шпинделя (S%) от 0 до 127%
— Корректор выбора режимов
— Корректор ручной подачи (JOG)
— Кнопка «Пуск» и «Стоп»
— Кнопка аварийного выключения
— Штурвал
— Свободно-программируемые кнопки 24
— Программируемый многоуровневый станочный пульт, реализуемый через функциональные кнопки (F1-F8) и (F11-F18), позволяет создавать управление любыми механизмами станка.
Выносные модули:
— Модуль входов с индикацией 24входа
— Модуль выходов с релейной коммутацией и индикацией 16выходов DC 24В/3А, AC 110В/3А
Клавиатура:
— Герметизированная кнопочная алфавитно-цифровая клавиатура с тактильным эффектом
— Герметизированная кнопочная клавиатура станочной консоли с тактильным эффектом
Дисплей:
— Цветной TFT
Габаритные размеры:
— Блок управления 222х262х163 мм
— Пульт оператора 395х340х125 мм
— Станочный пульт 175х340х73 мм
— Модуль входов 102х85х56 мм
— Модуль выходов 270х85х56 мм
Дополнительные модули:
1. NC110-42 модуль индикации входов.
Номинальное напряжение питания модулей — +24В.
Характеристики входов NC110-42:
количество индицируемых входных каналов — 24
номинальный входной ток канала — 20 мА / 24В
Устанавливается на DIN рейку
2. NC110-43 Модуль релейной коммутации выходов:
Номинальное напряжение питания модулей — +24В.
Характеристики выходов NC110-43:
количество коммутируемых выходных каналов — 16
коммутируемое напряжение: постоянное/переменное
коммутируемый ток NC110-43: — 3,0А/+28В; 3,0А/~110В; 1,5А/~220В.
Устанавливается на DIN рейку
3. NC310-87 Кабель входов.
Плоский 50 жил, L=2 м.
Количество 1-8.
1 кабель на 2 модуля NC110-42
4. NC310-88 Кабель выходов
Плоский 40 жил, L=2 м.
Количество 1-8.
1 кабель на 2 модуля NC110-43.
5. Выносной пульт NC-110-78B.
Галетный переключатель на 5 поз.
Галетный переключатель на 5 поз.
Кнопки — 3 шт.
Дополнительная боковая кнопка – 2 шт.
Кнопка аварийного выключения (Грибок)
Габариты 153×75,6×80.
6. Выносной пульт NC-110-78I:
Штурвал
LCD дисплей
магнит
держатель
кабель
6 функциональных клавиш
8 программируемых клавиш,
кнопка аварийного выключения (Грибок)
канал RS232.
7. Штурвал NC-110-75.
Количество имп./об. — 100
Питание — +5В
Диаметр — 80 мм.
8. Штурвал NC-310-75.
Количество имп./об. — 100
Питание — +5В
Диаметр — 60 мм.
Гарантия 3 года.
Поставка по Украине.
nc310.pdf
Характеристики устройства ЧПУ NC-310 Балт-Систем УЧПУ Balt-System NC310 для станка
- — Производитель: Балт-Систем
- — Страна производитель: Россия
ua.bizorg.su
Управляя пятью осями. Журнал «Промышленные регионы России».
УЧПУ Балт-Систем: Управляя пятью осями
05 октября 2017 г.
Автор: Елизавета Войцеховская
Новые пятиосевые станки российского производства
с ЧПУ и приводами «Балт-Систем».

Пятитикоординатный сверлильно-фрезерно-расточный станок особо высокой точности СКР-400 , производства станкозавода «Стан-Самара». Комплектация этого оборудования системой ЧПУ NC-310 фирмы «Балт-Систем» позволяет использовать режим управления интерполяцией пятью осями и режим пятиосевого преобразования с 3D-компенсацией инструмента. (Металлообработка-2016)

Вертикальный Фрезерный пятиосевой станок с ЧПУ «Балт-Систем» колонного типа — Роутер 1210 Серво производства Завода станков с ЧПУ «Роутер» («Металлообработка-2016»)

Пятиосевой специальный фрезерный обрабатывающий центр ФС-300-05 с ЧПУ NC-310 производства ООО ВСЗ «Техника», («Металлообработка-2017»)

Большим сюрпризом для всех была демонстрация на стенде Chiron обрабатывающего центра с ЧПУ «Балт-Систем» («Металлообработка-2017»)

Пятиосевой вертикально-фрезерный обрабатывающий центр 61ВМ-200 с УЧПУ NC-310 производства ООО НПП «МЕАТЭК» («Металлообработка-2017»)
Компания ООО НПП «МЕАТЭК» – ООО «Измерительные технологии» существует на рынке металлообрабатывающего оборудования 10 лет. Изначально фирма занималась только продажей импортного оборудования, являясь эксклюзивным представителем крупнейших мировых производителей станков и систем измерения: KELCH, LINKS, Lilian, YIDA, Aristech, но три года назад следуя программе импортозамещения, стала участником «марафона» локализации. Сейчас компания ООО НПП «МЕАТЭК» производит и сбирает электроэрозионные станки MEATEC, проволочно-вырезные электроэрозионные станки струйного типа ДК-77, электроэрозионный экстрактор сломанного инструмента ЭРП-01 , вертикально фрезерные станки с ЧПУ 61Ф4П3, токарные станки ЧПУ с прямой станиной 16Ф4П285(400, 500) и пятиосевой фрезерный обрабатывающий центр 61ВМ-200 5АХ, оснащённый системой ЧПУ «Балт-Систем» NC-310.
— Скажите пожалуйста, как давно началось ваше сотрудничество с компанией «Балт-Систем» ?
— Три года назад было принято решение начать сборку пятиосевых вертикально-фрезерных обрабатывающих центров 61ВМ-200 на нашем производстве. Данный станок поддерживает такие современные функции, как «пространственная ориентация инструмента в реальном времени», «сплайновая интерполяция» и др. 61ВМ-200 способен обеспечить непрерывную пятиосевую обработку, таких изделий как крыльчатка турбины, импеллер, винты и другие сложно-профильные изделия. Оснащение измерительными системами инструмента, заготовки, а также оптическими линейками и энкодерами позволяет обеспечить высокую точность изделий, производимых на данном оборудовании. Программа локализации оборудования требовала установки на станок российской системы ЧПУ высокого качества, способной реализовать задачи в пятиосях. Мы направили запросы различным российским производителям, но только система ЧПУ «Балт-Систем» смогла удовлетворить нашим требованиям. С тех пор, мы заказываем системы ЧПУ и привода производства «Балт-Систем» и с каждым годом количество заказов растет. Создав успешную модель станка, мы решаем вопрос о дальнейшей локализации этих станков в России.
— Если бы не было задачи установить российскую систему вы бы выбрали систему ЧПУ «Балт-Систем»?
— Нашей задачей была установка системы, способной работать на пяти осях. На тот момент мы даже не были специалистами по установке систем и нам приходилось обращаться в сторонние организации за помощью. Многие скептически относились к идее установить российскую систему на пятиосевой станок, утверждая, что ничего не получится, и «Балт-Систем» не справится с задачей. Однако, у нас все получилось: системы ЧПУ «Балт-Систем» успешно устанавливаются на наши пятиосевые станки, справляются со всеми поставленными задачами и по всем параметрам устраивают нас и наших заказчиков.
— Какому проценту локализации станка соответствует установка российской системы ЧПУ?
— Установка системы ЧПУ и привода соответствует 19 % локализации станка, причем выгоднее устанавливать именно в паре: и привода, и ЧПУ. Установка только системы ЧПУ без приводов соответствует 10 %, а привода, без системы ЧПУ — 5 %. Это и есть еще один плюс при выборе комплектного решения от компании «Балт-Систем».

— Что Вы можете сказать про измерительные системы, которые Вы используете в своей работе?
— Для линейных измерений мы используем лазерный интерферометр Agilent. Для измерения парно движущихся осей используется Ballbar фирмы Heidenhain. Данные замеры мы производим и заносим корректора в систему ЧПУ. Система «Балт – Систем» позволяет учитывать данные компенсации как в линейном направлении, так и относительное положение пары осей.
— Предлагаете ли Вы Вашим заказчикам варианты для выбора системы ЧПУ?
— Конечно, у наших заказчиков есть возможность выбора любой системы как российского, так и импортного производства. Раньше в приоритете были импортные системы, но сейчас большая часть наших заказов перекрывается именно системами «Балт-Систем», и с каждым годом их количество увеличивается. Если специалист знаком с системой ЧПУ иностранного производства, ему не трудно переучиться на систему ЧПУ «Бал-Систем», т.к. все функции систем похожи. В этом году у нас большой контракт на поставку 20 станков с ЧПУ «Балт-Систем», который мы должны выполнить до конца года. Для нашего предприятия это хороший показатель, ведь фирме НПП «МЕАТЭК» всего три года.
— Как вы оцениваете уровень взаимодействия со специалистами компании «Балт-Систем», насколько оперативен сервис?
— За три года работы у нас не было проблем во взаимоотношениях с «Балт-Систем». Сервис оперативен, специалисты «Балт-Систем» всегда доступны, при необходимости могут приехать на предприятие и провести обучение персонала. Но для нас это не актуально, т.к. мы сами пишем логику для станка и сами отвечаем за обучение персонала работе с системами.
— Как выбор системы ЧПУ влияет на стоимость станка?
— Однозначно дешевле стоимость станка с системами ЧПУ и приводами «Балт-Систем» по сравнению с иностранными аналогами. Особенно ощутима разница в стоимости сервосистем, российские сервосистемы стоят на порядок дешевле иностранных.
— Как Вы относитесь к наличию у ЧПУ сенсорного экрана, нужна ли такая опция?
— На мой взгляд, сенсорный экран очень удобен в использовании, но желательно чтобы он дублировался клавиатурой. Такая вариация продлит срок службы монитора.
www.promreg.ru
Вопросы и ответы
Поиск:
Вопрос:
Добрый день. Приобрели новую стойку NC-210 (1703062) для замены старой NC-210 (0501016). После переноса необходимых файлов появляется ошибка: Секция 2, процесс 1 Ошибка в строке: GAS=0,0 , Номер ошибки: 11. Ось X Считаем, что ошибка связана с версией ПрО — у старой стойки 3.70.16РИВ У новой 3.89.9Р-Б/О. Если наши предположения верны, то отправьте пожалуйста нам бесстаночную версию ПрО с окончанием «РИВ». Если дело не в этом, то подскажите куда копать. Спасибо!
Ответ:
Добрый день.Высылаю адрес ссылки на местоположение бес станочного архива для учпу NC210.
Вопрос:
Здравствуйте. На станке 2А622Ф4 c УЧПУ NC-310 нет рабочей подачи по оси Z . В ручном режиме всё работает.
Ответ:
Здравствуйте. Проверьте обеспечивает ли логика разжим оси в автоматическом режиме высылаю более подробно.
Вопрос:
Здравствуйте. Модернизируем станок 24к40сф4 с заменой стойки на nc-210. Вышлите пожалуйста учебный пример схем и программы логики.
Ответ:
Здравствуйте. Высылаю учебный проект станка 24к40сф4.
Вопрос:
Здравствуйте, Не работает (DPI,Z,U) из примеров в инструкции для фрезерного станка. Пишет ошибка синтаксиса. Выделяет красным до U. Какие файлы именно файлы характеризации вам нужно выслать и где они лежат?
Ответ:
Здравствуйте, в МР0 в FCRSYS в инструкциях <br />AXCONF,AXCFIL/MP0<br />PGCONF,PGCFIL/MP0<br />IOCONF,IOCFIL/MP0<br /> указаны их имена и номер МРi <br />Ещё можете выслать УП с корректорами.
Вопрос:
Здравствуйте. Имеется nc230 с координатно расточным станком . Вышлите пожалуйста пошаговую инструкцию по созданию собственных визуальных циклов. И вопрос не могу вызвать альтернативный или визуальный редактор через ALT,, к которому привык.Жму алт и доп кнопку ни чего не происходит. После включения станка все норм. Сейчас поднялась температура окр. среды. Все остальное работает норм. Неужели из за повышения температуры такой глюк? Заранее благодарен за ответы!
Ответ:
Здравствуйте. Рекомендации и инструкция высланы.
Вопрос:
Здравствуйте. Как реализовать на NC310 работу двух независимых шпинделей с датчиками. Станок двухшпиндельный токарный типа МР315
Ответ:
Здравствуйте. Рекомендации с примером высланы.
Вопрос:
Здравствуйте! На токарном станке установлена УЧПУ NC-201M. Периодичеки стала возникать ошибка : » NMI ошибка ожидания» . Прошу Вас подсказать причины возникновения данной ошибки и способ ее устранения.
Ответ:
<br />Здравствуйте. Попробуйте позвонить электронщику Ковалёву Виталию Сергеевичу по т. ( 812)744-34-61 или 744-70-59. <br />
Вопрос:
Здравствуйте. Необходим пример программы плк для станка ИС500 или ИР500 на системе чпу NC400.
Ответ:
Здравствуйте. Высылаю учебную программу логики фрезерного<br />станка.
Вопрос:
не могу прописать команду нарезания внутренней нестандартной резьбы . внутренний диаметр 88 мм, канавка глубина 2.5 на сторону , шаг 50 не считывает значения А и В<br />
Ответ:
Высылаю примеры.
Вопрос:
Станок 16к20 стойка wl4t. Не запускается главный привод пишет предупреждение «нет ответа о блокировке шпинделя» при этом он крутится со скоростью 16 об. мин.
Ответ:
Попробуйте обратиться к изготовителям учпу wl4t.
Вопрос:
Добрый день! Подскажите пожалуйста, есть ли определённая команда для программирования скосов, например, как на sinumerik — «ANG=45» ?
Ответ:
Добрый день! Высылаю примеры программирования скосов в том числе в ВП.
Вопрос:
Здравствуйте. Вышлите мне на почту как мне перейти в автоматическом режиме с одной программы на другую Например: У меня основная программа находится в файле DDD,а вспомогательная в RRR,и как мне соединить эти две программы в автоматическом режиме без М30 не прерывая обработку.. Какие кода нужно ввести в программу?
Ответ:
Здравствуйте. Рекомендации высланы.
Вопрос:
Добрый день. Можно попросить Вас прислать симулятор NC 301. Windows 10pro 64рязрядная оп., процессор х64 С уважением Александра П.
Ответ:
Добрый день. Высылаю симулятор NC Windows 10 pro<br />64рязрядная оп., процессор х64 С уважением Павел С.
Вопрос:
Здравствуйте! Подскажите, чем принципиально отличаются сигналы PLC U10K3 и U10K5. Т.е. в каком случае используется каждый из них.
Ответ:
Здравствуйте! Высылаю учебный пример логики станка с применением этих сигналов.
Вопрос:
Здравствуйте. При загрузке ПРО NC-110 на станке МА-655 инициализация останавливается на логике. Ошибок на экране монитора нет, на экране не появляется рабочее окно. При этом на чпу горит красный индикатор WATCH DOG. С уважением Юрий.
Ответ:
Здравствуйте. Рекомендации высланы.
Вопрос:
Доброго всем здоровья. Проблема такая. При загрузке системы NC-110 на станок МА-655 инициализация доходит до логики и далее ничего не происходит. Ошибок на экране пульта нет не выходит в рабочее окно но при этом на самой чпу горит красный индикатор WATCH DOG.
Ответ:
Доброго всем здоровья. Рекомендации высланы.
Вопрос:
Здравствуйте! Станок карусельный 1512 с ЧПУ NC202 при попытке запустить цикл сообщает об ошибке «незапрограммированна скорость». F и S указаны. % (DIS,»POLUK.300.2OPER.CIKL») T5.1M66 (DFP,1) G00X552Z0 G1X488F0.2 G0Z12 (EPF) G0X600Z100 (UCG,2,X-10X560,Z-300Z100) M41S80M3 G0X600 Z50 G0X560Z15 (SPA,X,1,L9,X1,Z1) (CLP,1) G0X600Z100 M5 M2 (CLG) % Подскажите пожалуйста, что не так? С уважением, Дмитрий.
Ответ:
Здравствуйте. Высылаю уп с заданием подачи. В Вашей уп её нет перед циклом.
Вопрос:
Здравствуйте! Где можно скачать постпроцессор для создание УП плазменной резки nc 210 версия 3.70.10Р.
Ответ:
Здравствуйте. Попробуйте скачать с нашего сайта программу<br />dxf.exe, которая преобразует файлы с расширением dxf в файлы уп наших учпу.
Вопрос:
Здравствуйте. Вышлите, пожалуйста, примеры для токарного станка с NC-201 как реализовать фаску при заданном угле и начальном размере. Спасибо.
Ответ:
Здравствуйте. Высылаю инструкцию с примерами фасок и<br />скруглений.
Вопрос:
Станок 1а516 nc210 При движении по х останавливается в ручном и автоматическом режиме по у все нормально.
Ответ:
Здравствуйте. Высылаю инструкцию по проверке настройки<br />характеризации координат станка.
Вопрос:
Здравствуйте! Вышлите информацию как задействовать usb флешку. NC210 версия программы 3.70.10Р
Ответ:
<br />Здравствуйте.<br />Если USB-порт модуля CPU с процессорами типа PENTIUM или Tillamook-MMX , то доработка такого модуля CPU для использования интегрированного USB-контроллера<br />заключается в том, чтобы установить специальным кабелем выброс USB-порта на внешнюю панель модуля CPU. Специальный кабель выброса USB-порта можно приобрести в специализированном компьютерном магазине. При его подключении к материнской плате используйте руководство по<br />эксплуатации на соответсвующее УЧПУ и маркировку на разъемах платы и кабеля во избежание неправильного подключения питания. Высылаю более подробно.
Вопрос:
Здравствуйте У меня вопрос по функции RNB необходимо нарезать резьбу НКТ 60 закладываю все параметры система выдает ошибку «не конгруэнтный профиль» подскажите пожалуйста как правильно задать резьбу НКТ 60 по функции RNB Спасибо
Ответ:
Здравствуйте Высылаю пример задания резьбы в ВП.
Вопрос:
Здравствуйте. Подскажите, возможно ли приобрести у Вас материнскую плату для NC-201m. Также интересует цена и сроки доставки в Ростов на Дону. Спасибо.
Ответ:
Добрый день.Попробуйте связаться с менеджером Матвеевой Людмилой Николаевной по <[email protected]>. или по т. ( 812)744-34-61 или 744-70-59.
Вопрос:
Здравствуйте! Подскажите как активировать usb порт стойка nc210 при загрузки nc200 версия 3.70. 10P.чтобы сохранять программы с флешки. И какого объёма можно использовать флешки?
Ответ:
Здравствуйте! Высылаю инструкцию по работе с usb- флешкой.
Вопрос:
Здравствуйте, хотел заказать, если имеется возможность, материнскую плату для нц — 201м.Интересует наличие, цена, и сроки доставки в Ростов-на-Дону.
Ответ:
<br />Добрый день.Попробуйте связаться с менеджером Матвеевой Людмилой Николаевной по <[email protected]>. или по т. ( 812)744-34-61 или 744-70-59.
Вопрос:
Как переписать все файлы из памяти МР1 в МР5? По одному — нет проблем…
Ответ:
Попробуйте копировать с опцией «все».
Вопрос:
Здравствуйте Вышлите симулятор для nc210, виндовс 7, 64 разрад. Токарный станок ИТ42
Ответ:
Здравствуйте. Высылаю симулятор для nc210.
Вопрос:
Ошибка 0251 Перегрузка РГ. Стойка Маяк-662Е
Ответ:
Здравствуйте.Стойка Маяк-662Е у нас не выпускается.
Вопрос:
Здравствуйте. Станок 16к20 стоика nc- 201м Начальная точка не существует
Ответ:
Здравствуйте. Рекомендации высланы.
Вопрос:
Здравствуйте.64-разр Windows 7. Станок Гф2171с5 с NC-310 Прошу выслать совместимую версию файла USERBMP.EXE. И на всякий случай новый образ дискеты «COPYFLASH №0»
Ответ:
Здравствуйте. Рекомендации высланы.
Предыдущая страница Следующая страница
Задайте свой вопрос:
bsystem.ru
Аппаратное обеспечение ЧПУ модели NC-310
Технические характеристики ЧПУ модели NC-310
Применяются в машиностроении, станкостроении, металлообрабатывающей, деревообрабатывающей и других отраслях промышленности. Используются как комплектующие изделия при создании автоматизированных технологических комплексов. У ЧПУ должны эксплуатироваться в закрытых помещений с соблюдениями требований к условию эксплуатации: температура +5…+40, относительная влажность 40…80%, атмосферное давление 84…107 кПа, в помещениях хранения не должно быть агрессивных примесей, кислот, паров, вызывающих коррозию.
В зоне эксплуатации должны быть приняты меры включающие попадания на внешние поверхности и во внутрь пыли, влаги, масла, стружки, охлаждающей жидкости, паров и газов в концентрациях, повреждающих металл изоляцию, в том числе во время технического обслуживания. Вибрация в рабочей зоне производственного помещения, действующий на УЧПУ вдоль его вертикальной оси должна иметь амплитуду перемещения не более 0,1 мм. Питание УЧПУ должно осуществляться однофазным напряжением переменного тока с напряжением 220 с частотой 50 Гц. Подключение УЧПУ к промышленной сети должно производится только через развязывающий трансформатор мощностью не менее 300 ВА (вольт ампер). Подводка питающей сети к УЧПУ должна быть выполнена с соблюдениями требований МЭК 550 по защите ее от электромагнитным помех, прерываний и провалов напряжений.
Основные технические характеристики:
· число управляемых координат (включая шпиндель)
· число каналов датчика угловых(линейных) перемещений фотоэлектрического типа
· число каналов ЦАП (от 2 до 16)
· число каналов ЦИП (от 2 до 16)- цифро-импульсный преобразователь
· число каналов АЦП (8 или 16)
· число каналов дискретных входов/выходов (48-384 / 32-256)
· число датчиков касания (1 датчик)
· электронный штурвал (маховичек, устройство слежения)
· емкость памяти АЗУ (SDRAM 512 Мб, Flash Disk: Dom до 256 Мб)
· дисплей (LCD TFT 10,4 640*480)
· интерфейс устройств ввода-вывода (последовательный порт COM 1, RS 232, Ethernet (LAN 10/100 Mbit/s), CF, USB 1.1, PS/2)
· номинальное напряжение питания 220 В
2.МОДУЛЬНЫЙ СОСТАВ УЧПУ
Включает в себя: блок управления (NC 310-5), станочный пульт(NC310-7), блок периферийных модулей (NC310-9)

УЧПУ разработана на основе промышленной шины Ethernet SSB.БУ БПМ соединены между собой каскадным соединением через стандартный кабель db9 (cat5e). Один Блок управления можно соединены с двумя блоками периферийных модулей, скорость передачи состоит 100 Мб в секунду. Интерфейс SSB удерживает электрический удар +- кВт статического разряда, и помехи мгновенно меняющихся импульсов до 4 КВт. БУ управляет работой УЧПУ и внешнего подключения оборудования. Структура БУ включает модуль управления, пульт оператора и блок питания. Лицевая панель БУ:

Габаритные установочные размеры:
Модуль управления включает в себя плату процессора (CPU), плату контроллера синхронного последовательного канала SSB плату разъема каналов CF& USB. Взаимодействие платы SSB и платы CPU обеспечивает шина ISA BUS/ Контроллер канала SSB позволяет интегрировать схему интерфейсов ISA и SSB. Управление внешними дополнительными устройствами производится через интерфейсы внешних устройств.
Канал датчика касания платы контроллера SSb позволяет обеспечить связь датчикам касания управления оборудования. Многофункциональный канал 422 образованный из сигналов последовательного канала RS-422(COM2), сигналов канала электронного штурвала и питания +12 В обеспечивает связь со станочным пультом. УЧПУ может работать либо с клавиатурой пульта оператора, либо с внешней комп клавиатурой. БП обеспечивает БУ СП необъодимым набором питающих напряжений. Питание от БП на составные части БУ и СП поступает через плату контроллера SSB.Внешний вид станочного пульта представлен на рис 4.

Станочный пульт NC310-7
Станочный пульт совместно с пультом оператора обеспечивает выполнение всех функций управление и контроля в автоматическом ручном режиме. В качестве элементов управления ПО и СП используют клавиши кнопки селектора, в качестве элементов контроля дисплей и светодиоды. БПМ рис 5.
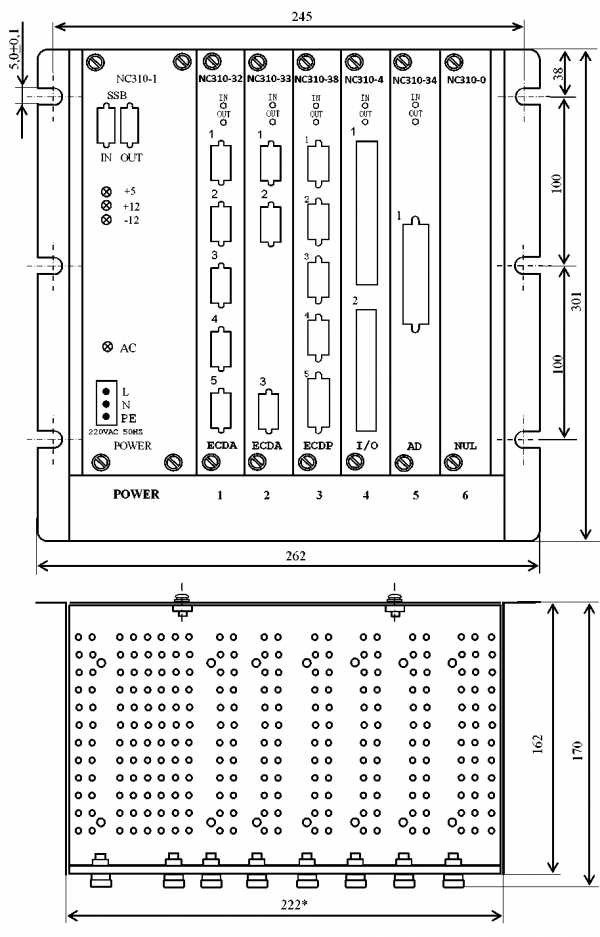
Рис.4.5. Блок периферийных модулей NC310-9
Осуществляет связь БУ со станком, в его состав входят: блок питания (POWER NC 310-1), модуль шины БПМ (NC 310-91), набор интерфейсных модулей (ECDA (ЦАП), ECDP (цип), I/O (модуль дискретных входа выходов), A/D(АЦП). Модуль БПМ обеспечивает необходим набором напряжения через плату блока питания NC 310-13 осущ прием передачи сигналов канала SSb и формирование физических линий модуля шины БПМ, а также транзит сигналов канала SSb на второй БПМ.
Лекция 5
Рекомендуемые страницы:
lektsia.com