Азотирование стали в домашних условиях: структура, технология и описание
Технологии азотирования основываются на изменении структуры поверхности металлического изделия. Данный комплекс операций требуется с целью наделения целевого объекта защитными характеристиками. Впрочем, не только физические качества повышает азотирование стали в домашних условиях, где нет возможностей для более радикальных мер наделения заготовки улучшенными характеристиками.
Общие сведения о технологии азотирования
Необходимость применения азотирования обуславливается поддержанием характеристик, позволяющих наделять изделия высококачественными свойствами. Основная доля техник азотирования выполняется в соответствии с требованиями к термическим способам обработки деталей. В частности, распространена технология шлифования, благодаря которой специалисты могут точнее корректировать параметры металла. Кроме этого, допускается защита участков, которые не подлежат азотированию. В данном случае может применяться покрытие тонкими слоями олова посредством гальванической методики. По сравнению с более глубокими методами структурного улучшения характеристик металла, азотирование – это насыщение поверхностного слоя стали, которое в меньшей степени влияет на структуру заготовок. То есть основные качества металлических элементов, связанные с внутренними характеристиками, не учитываются при азотированных улучшениях.
По сравнению с более глубокими методами структурного улучшения характеристик металла, азотирование – это насыщение поверхностного слоя стали, которое в меньшей степени влияет на структуру заготовок. То есть основные качества металлических элементов, связанные с внутренними характеристиками, не учитываются при азотированных улучшениях.
Разновидности методов азотирования
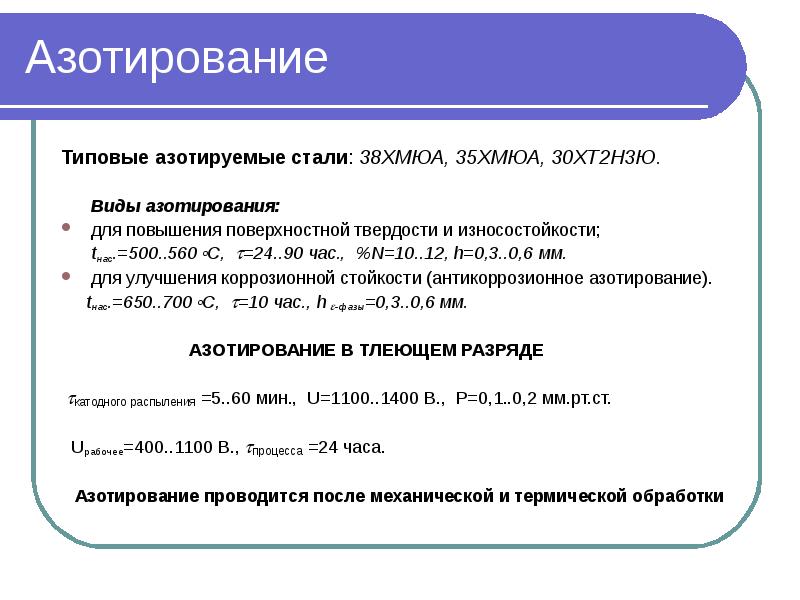
Подходы к азотированию могут различаться. Обычно выделяют два основных метода в зависимости от условий азотирования металла. Это могут быть методы повышения поверхностной износостойкости и твердости, а также улучшение коррозионной стойкости. Первый вариант отличается тем, что изменение структуры производится на фоне температуры, составляющей порядка 500 °C. Сокращение азотирования обычно достигается при ионной обработке, когда посредством анодов и катодов реализуется возбуждение тлеющего разряда. При втором варианте производится легированное азотирование стали. Технология данного типа предусматривает температурную обработку при 600-700 °C с продолжительностью процесса до 10 часов. В таких случаях обработка может сочетаться с механическим воздействием и термической доводкой материалов, в соответствии с точными требованиями, к результату.
В таких случаях обработка может сочетаться с механическим воздействием и термической доводкой материалов, в соответствии с точными требованиями, к результату.
Воздействие с ионами плазмы
Это метод насыщения металлов в азотсодержащем вакууме, в котором возбуждаются электрические тлеющие заряды. В качестве анодов могут служить стенки нагревательной камеры, а катодом выступают непосредственно обрабатываемые заготовки. С целью упрощения контроля слоевой структуры допускается коррекция технологического процесса. Например, могут изменяться характеристики плотности тока, степень разряжения, расход азота, уровни добавления чистого технологического газа и т. д. В некоторых модификациях плазменное азотирование стали предусматривает и подключение аргона, метана и водорода. Отчасти это позволяет оптимизировать внешние характеристики стали, но технические изменения все же отличаются от полноценного легирования. Главная разница заключается в том, что глубинные структурные изменения и коррекции производятся не только по внешним покрытиям и оболочкам изделия. Ионная обработка может затрагивать полную деформацию структуры.
Ионная обработка может затрагивать полную деформацию структуры.
Газовое азотирование
Данная методика насыщения металлических изделий производится при температурном уровне порядка 400 °C. Но есть также исключения. Например, тугоплавкие и аустенитные стали предусматривают более высокий уровень нагрева — до 1200 °C. В качестве основной среды насыщения выступает диссоциированный аммиак. Управлять параметрами структурной деформации можно посредством процедуры газового азотирования, которая предполагает разные форматы обработки. Наиболее популярными режимами считаются двух-, трехступенчатые форматы, а также комбинация диссоциированного аммиака. Реже применяются режимы, которые предусматривают задействование воздуха и водорода. Среди контрольных параметров, которые определяют азотирование стали по качественным характеристикам, можно выделить уровень расхода аммиака, температуру, степень диссоциации, расход вспомогательных технологических газов и т. д.
Обработка растворами из электролитов
Как правило, используется технология применения анодного нагрева. По сути, это разновидность электрохимикотермической скоростной переработки стальных материалов. В основе данного метода лежит принцип использования импульсного электрического заряда, который проходит вдоль поверхности заготовки, размещенной в электролитной среде. За счет комбинированного воздействия зарядов электричества на поверхность металла и химической среды достигается и эффект полировки. При такой обработке целевая деталь может рассматриваться в качестве анода с подводкой положительного потенциала от электрического тока. В то же время объем катода должен составлять не меньше объема анода. Здесь надо отметить и некоторые характеристики, по которым ионное азотирование сталей сходится с электролитами. В частности, специалисты отмечают разнообразие режимов формирования электрических процессов с анодами, которые в том числе зависят от подключаемых смесей электролита. Это дает возможность более точной регуляции технико-эксплуатационных качеств металлических заготовок.
По сути, это разновидность электрохимикотермической скоростной переработки стальных материалов. В основе данного метода лежит принцип использования импульсного электрического заряда, который проходит вдоль поверхности заготовки, размещенной в электролитной среде. За счет комбинированного воздействия зарядов электричества на поверхность металла и химической среды достигается и эффект полировки. При такой обработке целевая деталь может рассматриваться в качестве анода с подводкой положительного потенциала от электрического тока. В то же время объем катода должен составлять не меньше объема анода. Здесь надо отметить и некоторые характеристики, по которым ионное азотирование сталей сходится с электролитами. В частности, специалисты отмечают разнообразие режимов формирования электрических процессов с анодами, которые в том числе зависят от подключаемых смесей электролита. Это дает возможность более точной регуляции технико-эксплуатационных качеств металлических заготовок.
Католическое азотирование
Рабочее пространство в данном случае формируется диссоциированным аммиаком с поддержкой температурного режима порядка 200-400 °С. В зависимости от начальных качеств металлической заготовки подбирается оптимальный режим насыщения, достаточный для коррекции заготовки. Это касается также изменения парциального давления аммиака и водорода. Необходимый уровень диссоциации аммиака достигается за счет контроля давления и объемов газового снабжения. При этом, в отличие от классических методов газового насыщения, католическое азотирование стали предусматривает более щадящие режимы обработки. Обычно данная технология реализуется в условиях азотосодержащей воздушной среды с тлеющим электрическим зарядом. Функция анода выполняется стенками камеры нагрева, а катода – изделием.
В зависимости от начальных качеств металлической заготовки подбирается оптимальный режим насыщения, достаточный для коррекции заготовки. Это касается также изменения парциального давления аммиака и водорода. Необходимый уровень диссоциации аммиака достигается за счет контроля давления и объемов газового снабжения. При этом, в отличие от классических методов газового насыщения, католическое азотирование стали предусматривает более щадящие режимы обработки. Обычно данная технология реализуется в условиях азотосодержащей воздушной среды с тлеющим электрическим зарядом. Функция анода выполняется стенками камеры нагрева, а катода – изделием.
Процесса деформации структуры
Практические все методы насыщения поверхностей металлических заготовок базируются на подключении температурного воздействия. Другое дело, что дополнительно могут задействоваться электрические и газовые методики коррекции характеристик, изменяющие не только наружную, но и внешнюю структуру материала. Главным образом технологи добиваются улучшения прочностных качеств целевого объекта и защиты от внешних воздействий. Например, стойкость к коррозии является одной из основных задач насыщения, в рамках которого выполняется азотирование стали. Структура металла после обработки электролитами и газовыми средами наделяется изоляцией, способной противостоять и механическим естественным разрушениям. Конкретные параметры изменения структуры определяются условиями будущего использования заготовки.
Например, стойкость к коррозии является одной из основных задач насыщения, в рамках которого выполняется азотирование стали. Структура металла после обработки электролитами и газовыми средами наделяется изоляцией, способной противостоять и механическим естественным разрушениям. Конкретные параметры изменения структуры определяются условиями будущего использования заготовки.
Азотирование на фоне альтернативных технологий
Наряду с методикой азотирования внешняя структура металлических заготовок может изменяться технологиями цианирования и цементации. Что касается первой технологии, то она в большей степени напоминает классическое легирование. Отличием этого процесса является добавление в активные смеси углерода. Имеет существенные особенности и цементация. Она также допускает применение углерода, но при повышенных температурах — порядка 950 °С. Главная цель такого насыщения – добиться высокой эксплуатационной твердости. При этом и цементация, и азотирование стали похожи тем, что внутренняя структура может сохранять определенную степень вязкости. На практике такая обработка применяется в отраслях, где заготовки должны противостоять повышенному трению, механической усталости, обладать износостойкостью и другими качествами, обеспечивающими долговечность материала.
На практике такая обработка применяется в отраслях, где заготовки должны противостоять повышенному трению, механической усталости, обладать износостойкостью и другими качествами, обеспечивающими долговечность материала.
Преимущества азотирования
К основным достоинствам технологии относится разнообразие режимов насыщения заготовок и универсальность применения. Поверхностная обработка с глубиной порядка 0,2-0,8 мм дает возможность также сохранять базовую структуру металлической детали. Впрочем, многое зависит от организации процесса, в рамках которого выполняется азотирование стали и других сплавов. Так, по сравнению с легированием, использование азотной обработки требует меньше затрат и допускается даже в домашних условиях.
Недостатки азотирования
Метод ориентирован на внешнюю доработку поверхностей металла, что обуславливает ограничение по защитным показателям. В отличие от углеродной обработки, к примеру, азотирование не способно корректировать внутреннюю структуру заготовки с целью снятия напряжения. Другим недостатком является риск негативного воздействия даже на внешние защитные свойства подобного изделия. С одной стороны, процесс азотирования стали может повышать коррозийную стойкость и влагозащищенность, но с другой – он же будет минимизировать плотность структуры и, соответственно, скажется на прочностных свойствах.
Другим недостатком является риск негативного воздействия даже на внешние защитные свойства подобного изделия. С одной стороны, процесс азотирования стали может повышать коррозийную стойкость и влагозащищенность, но с другой – он же будет минимизировать плотность структуры и, соответственно, скажется на прочностных свойствах.
Заключение
Технологии обработки металлов предполагают широкий ассортимент способов механического и химического воздействия. Некоторые из них являются типовыми и рассчитываются на стандартизированное наделение заготовок конкретными технико-физическими способами. Другие же ориентируются на специализированную доработку. Ко второй группе можно отнести азотирование стали, которое допускает возможность практически точечной доработки внешней поверхности детали. Такой способ модификации позволяет одновременно формировать барьер от наружного негативного влияния, но при этом не изменять основу материала. На практике таким операциям подвергаются детали и конструкции, которые используются в строительстве, машино- и приборостроении. Особенно это касается материалов, изначально подвергающихся высоким нагрузкам. Впрочем, существуют и показатели прочности, которых невозможно достигнуть благодаря азотированию. В таких случаях применяется легирование с глубинной полноформатной обработкой структуры материала. Но и она имеет свои недостатки в виде вредных технических примесей.
Особенно это касается материалов, изначально подвергающихся высоким нагрузкам. Впрочем, существуют и показатели прочности, которых невозможно достигнуть благодаря азотированию. В таких случаях применяется легирование с глубинной полноформатной обработкой структуры материала. Но и она имеет свои недостатки в виде вредных технических примесей.
Азотирование стали: назначение и особенности технологии
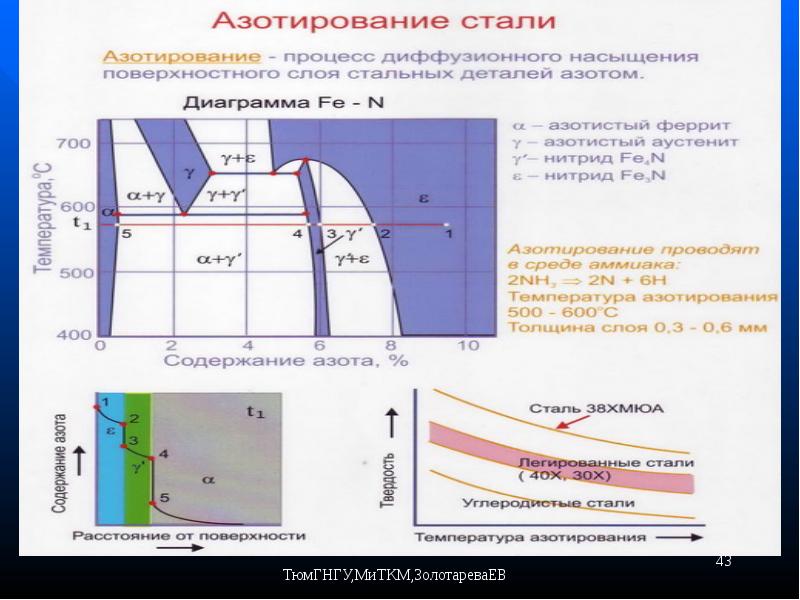
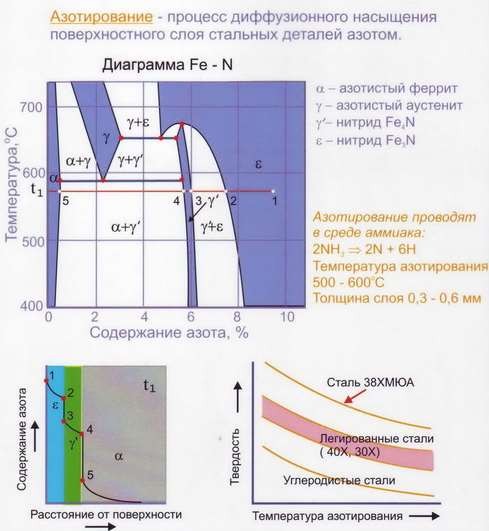
Азотирование, или насыщение азотом поверхности стальных изделий относится к современным разновидностям термохимической обработки металлов. Процесс повышает прочность сплава и антикоррозийные характеристики. Если сравнивать два процесса — азотирование и цементирование, то первый считают более эффективным. Обработанная азотом сталь не боится термического воздействия до +600 ˚С. При цементировании этот показатель не больше +225 ˚С.
Содержание
- Процесс азотирования стали
- Виды стали, подходящие для азотизации
- Классификация процессов азотирования
- Область применения азотации стали
Процесс азотирования стали
Суть процесса азотирования в том, что поверхностный слой стального предмета насыщают азотом, нагревая изделие в насыщенной аммиаком среде.
Азотирование стали, или азотацию, начали применять в промышленности не так давно. Подобный способ обработки наружной поверхности стальных изделий предложил академик Чижевский. В результате стальной сплав значительно улучшается:
- повышается твердость и стойкость к износу;
- увеличивается долговечность и выносливость металла;
- усиливается устойчивость к коррозии.
Антикоррозийные качества сохраняются во влажной среде и при воздействии паром.
Схема процесса азотирования стали
Виды стали, подходящие для азотизации
Для обогащения азотом подходят разные виды стали – как легированные, так и углеродистые. С первым типом процесс эффективнее. Особенно, если в составе есть легирующие элементы, способные формировать термостойкие нитриды (хром, молибден, алюминий и прочие). При остывании подобные сплавы – нитролои – не будут становиться хрупкими, а после их твердость значительно увеличивается.
Насколько твердыми будут разные виды стальных сплавов в результате обработки азотом:
- нитролои – до 1200 HV;
- легированные – до 800 HV;
- углеродистые – до 250 HV.

Нужно учитывать и марку стали, которая указывает, для чего предназначено изделие.
Как маркируют сталь, наиболее подходящую для азотирования:
| Марка | Использование | Технологические данные | Максимальные параметры слоя | ||
| Твердость сердцевины (HRC) | Максимальная температура (˚С) | Глубина (мм) | Поверхностная твердость (HV) | ||
| Горячая обработка металла | |||||
| 4Х5МФС | Пресс-формы, молотовые штампы, прессовые вставки | 35–55 | 560 | 0,3 | 1100 |
| 3Н3М3Ф | Формы литья под давлением, ударно-штамповой, мерный, режущий инструмент | 35–51 | 560 | 0,3 | 1100 |
| 5ХНМ | Штампы горячего деформирования | 36–44 | 550 | 0,3 | 760 |
| 3Х2В8 | Прессовое тяжело нагруженное оборудование | 35–50 | 560 | 0,25 | 1100 |
| Холодная обработка металла | |||||
| Х12 | Холодные штампы | 50–55 | 520 | 0,2 | 1100 |
| Х12М | Накатные ролики, волочильные доски, глазки калибрования, матрицы, пуансоны | 53–60 | 520 | 0,2 | 1200 |
| Х12МФ | Ножи, клинки | 56–58 | 480 | 0,2 | 1300 |
| Х12Ф1 | Инструмент с тонкой режущей кромкой | 52–60 | 550 | 0,2 | 1250 |
Благодаря термостойким нитридам сталь станет тверже, но толщина азотонасыщенного слоя уменьшится.
Классификация процессов азотирования
Процессы азотирования
Азотация не требует чрезвычайного повышения температуры, а значит, стальной предмет полностью сохраняет заданную форму и параметры. Это важно при обработке деталей, которые уже прошли шлифовку до нужных размеров. По завершении процедуры изделие остается только отполировать.
Есть у этого способа термохимической обработки и свои минусы. Стоимость процедуры немаленькая. Обогащение азотом стальных сплавов – процедура сложная и небыстрая. Воздействие азота на сталь идет очень медленно, для обработки детали требуется до 2,5 суток.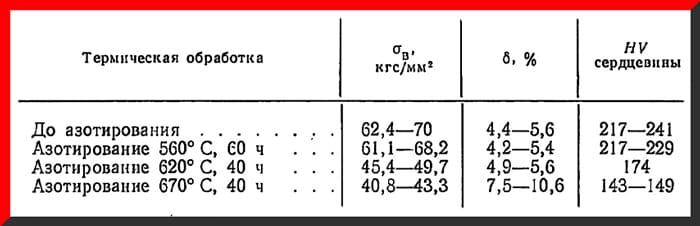 Проводится она в условиях специально оборудованного производственного цеха.
Проводится она в условиях специально оборудованного производственного цеха.
Газовая азотизация
Традиционно азотирование проводится под воздействием газа. Для этого типа рабочей среды смешивают в равных долях аммиак и пропан либо аммиак и эндогаз. Процедура азотации в подобной среде проводится при температурном режиме до 570 °C. На сам процесс диффузии уходит около трех часов. Стальное изделие получает тонкий защитный слой, но отличающийся высокой твердостью.
Газовое азотирование
Разновидностью традиционного вида азотирования является каталитическая газовая азотация. В этом случае проводят предварительную обработку аммиака, чтобы ускорить диффузию и получить большее число ионизированных радикалов.
Несколько убыстрить процесс способно применение жидкой среды для азотирования.
Иногда сама диффузия проходит за полчаса. Рабочей средой здесь является расплав цианистых солей, процесс ведется при температуре до 570 °C.
Но технологии не стоят на месте.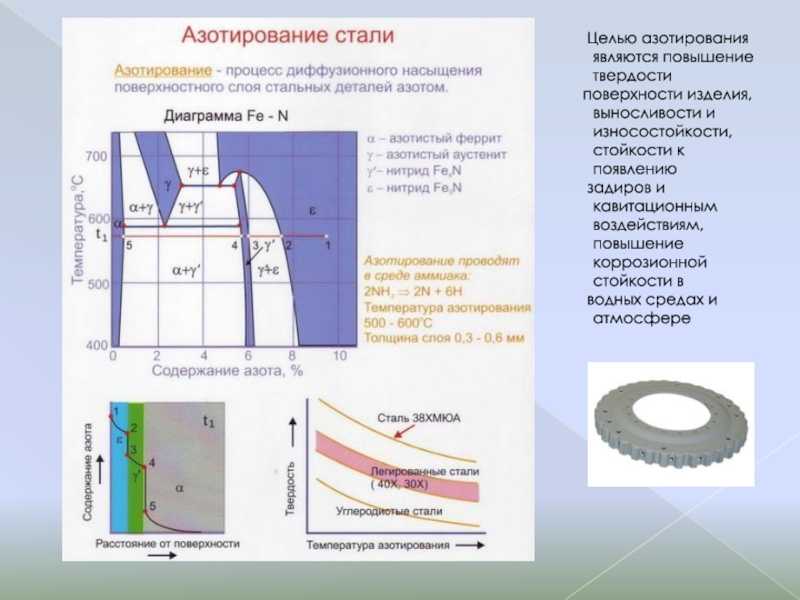 На металлургических предприятиях все большей популярностью пользуется ионно-плазменная азотация. Ее еще именуют обработкой при тлеющем разряде.
На металлургических предприятиях все большей популярностью пользуется ионно-плазменная азотация. Ее еще именуют обработкой при тлеющем разряде.
Основное отличие этой технологии в том, что используется разреженная среда и воздействие электротока. К герметичному контейнеру подключают источник напряжения. Реторта выступает в качестве положительно заряженного электрода, а сама деталь – отрицательно заряженного. Между ними появляется поток ионов. Получившаяся плазма нагревает верхний слой стального изделия, благодаря чему поверхность насыщается азотными соединениями и становится более твердой.
Конструктивные особенности газового азотирования
Термохимический процесс
Азотирование стали проводится в муфели – железной реторте, которая герметично закрывается. В этот контейнер погружают стальные детали, а потом его направляют в специальную печь. Под воздействием необходимых температур и аммиака, выпускаемого из подключенного к муфелю баллона, сталь азотируется.
Дело в том, что аммиак содержит в себе азот, и при определенных условиях выпускает его при разложении. Происходит диффузия азота: атомы этого элемента постепенно проникают в верхний слой материала, образуя нитриды в структуре металла. Эти соединения придают поверхности изделия необходимую твердость и стойкость к коррозии. Толщина защитного слоя может достигать 0,6 мм. Чтобы избежать процесса окисления, печь охлаждают медленно.
Происходит диффузия азота: атомы этого элемента постепенно проникают в верхний слой материала, образуя нитриды в структуре металла. Эти соединения придают поверхности изделия необходимую твердость и стойкость к коррозии. Толщина защитного слоя может достигать 0,6 мм. Чтобы избежать процесса окисления, печь охлаждают медленно.
Главными факторами, влияющими на азотирование, считаются:
- выбранный температурный режим;
- давление газа;
- степень разложения аммиака;
- время, которое муфель находится в печи.
При росте температуры уровень твердости вследствие коагуляции нитридов может стать меньше, но действие проходит быстрее.
Общая технология для всех видов азотирования
Металлургическая отрасль не стоит на месте, и у традиционного газового азотирования появились вариации. Но последовательность технологических операций практически одинакова:
- Предварительная обработка.
- Защита частей, не требующих азотации.
- Азотирование деталей.
- Конечная отделка.

На первом этапе обрабатываемую деталь требуется закалить. Для этого изделие охлаждают в масле или воде при температуре в 940 °C. После идет процесс отпуска (температура около 600 °C). Металл становится тверже и удобнее для нарезания. Далее деталь подвергают механической обработке, чтобы уточнить все необходимые параметры, например, шлифуют.
Технология процесса азотирования
Второй этап предполагает нанесение защитного слоя на участки, которым не требуется насыщение азотом. На них путем электролиза наносят тонким слоем олово либо жидкое стекло. Создается защитная пленка, мешающая азотированию – атомы элемента не могут ее преодолеть. Далее проходит само азотирование, изделие постепенно будет становиться все тверже и устойчивее к внешним факторам.
На конечном этапе азотированные детали шлифуют, чтобы придать им точно заданную форму. Этот процесс не бывает длительным, поскольку заметной деформации геометрии изделия не происходит. Время на конечную отделку зависит от температуры и толщины поверхности, которая была обработана азотом.
Время на конечную отделку зависит от температуры и толщины поверхности, которая была обработана азотом.
Гарантию отсутствия изменений в стальном изделии дает современный вариант технологии – ионно-плазменное азотирование. При нем деталь совсем не деформируется, поскольку действие проходит при более низких температурах.
Область применения азотации стали
Азотирование стали – один из часто используемых методов обработки изделий из сплавов для достижения ими максимальных показателей по твердости и долговечности. Стальные детали не подвергаются деформации, поскольку не требуют последующей закалки. Существенно вырастает стойкость к коррозии, что важно при работе механизмов во влажных средах.
Машиностроительные стали
Использование азотированных сталей актуально не только в машиностроительной и станкостроительной области, но и в создании бытовых приборов – ведь потребители становятся требовательнее к качеству приобретаемых продуктов с каждым годом.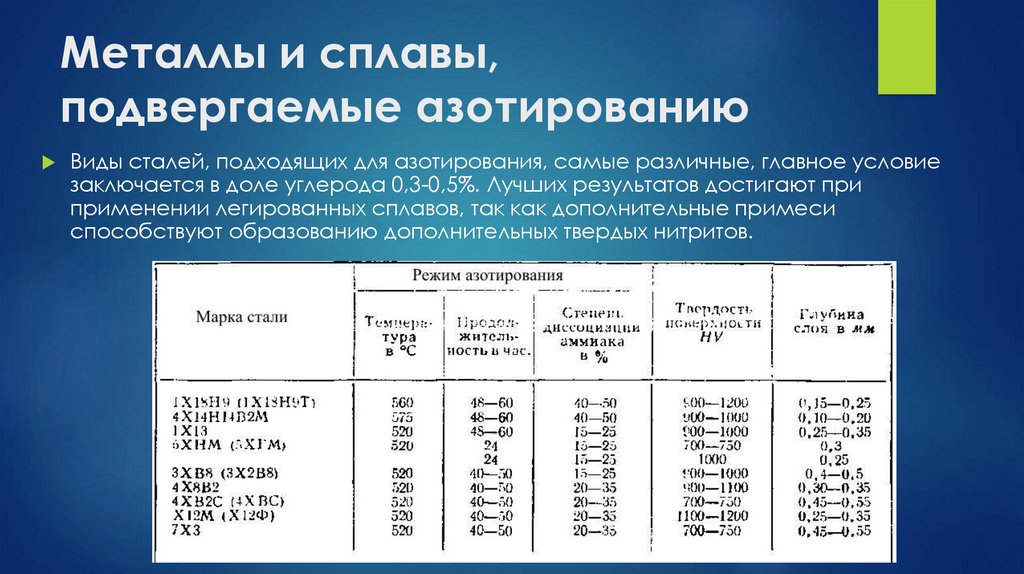
Эта методика позволяет менять характеристики не только стали, но и титановых сплавов. Высокая стоимость оборудования и сложность создания нужной среды окупается точными размерами деталей на выходе, и повышенной износостойкостью. Но есть и показатели прочности, которых нереально достигнуть методом азотации. Тогда сталь легируют, проводя глубокую обработку ее структуры. Минус такого способа – появление вредных примесей.
Видео по теме: Химико-термическая обработка стали
Процесс азотирования в соляной ванне и его более безопасная альтернатива
Технический Артикул
02. 07.18
07.18
| 4 мин чтения
Азотирование — популярный метод поверхностного упрочнения, известный своими качествами, которые он обеспечивает при относительно низких температурах процесса.
Азотирование в соляной ванне, также известное как ферритная нитроцементация (FNC), является одним из наиболее популярных способов достижения таких результатов, но не единственным. На самом деле, это не самый безопасный способ.
Как работает азотирование в соляной ванне
Отличительной чертой азотирования в соляной ванне является ванна с расплавленной солью (обычно цианидом или другими солями), в которую погружаются детали. Способ характеризуется переносом посредством диффузии углерода и азота из расплавленной соли на поверхность стальной детали. Этот метод поверхностного упрочнения остается популярным, поскольку он предлагает:
- Повышенную твердость и износостойкость на поверхностях деталей, в то время как сердцевины остаются более мягкими и пластичными.
- Повышенная коррозионная стойкость.
- Значительно снижен риск деформации благодаря сравнительно более низкой температуре обработки.

Преимущество процесса азотирования в соляной ванне заключается в том, что он выполняется при более низких температурах, благодаря чему детали остаются в ферритной фазе, что снижает риск деформации во время обработки.
Популярность азотирования в соляной ванне во многом обусловлена успешным маркетингом процессов термообработки под торговой маркой FNC, основанных на методе соляной ванны. Повсеместное распространение этих процессов азотирования, зарегистрированных под торговой маркой, часто заставляет инженеров не знать или скептически относиться к тому, что такие же металлургические свойства могут быть достигнуты с помощью ферритного азотирования в печи.
Проблемы с азотированием в соляной ванне
Как мы уже упоминали, азотирование в солевой ванне может привести к некоторым проблемам с точки зрения безопасности и стоимости:
- Растворы едкого цианида подвергают операторов риску серьезных травм, если расплавленная соль попадет на их кожу .
- Детали с негерметичными швами или сложной геометрией могут улавливать солевой раствор даже после тщательной промывки. Это подвергает рабочих риску дополнительного воздействия каустика, если соль вытряхивается позже, и может увеличить риск коррозионного повреждения деталей.
- Ванны с расплавленной солью нельзя отключить. Соль должна оставаться расплавленной, поэтому ванны должны оставаться горячими, даже когда ими не пользуются.

Безопасность и экономичность при работе с газом FNC
Одной из констант в металлургии является способность достигать одинаковых результатов с помощью различных процессов. Так обстоит дело при сравнении деталей, закаленных в соляных ваннах, с закаленными в печах FNC.
Gas FNC обеспечивает минимальный риск деформации, коррозионную стойкость и более высокую твердость на поверхности, а также сохраняет пластичность сердцевины точно так же, как процесс азотирования в соляной ванне. Но газовый FNC сопряжен с меньшими опасностями и головными болями. Не используются едкие химикаты, не требуется очистка после обработки, а газовые печи, в отличие от соляных котлов, можно выключать, когда они не используются.
Не используются едкие химикаты, не требуется очистка после обработки, а газовые печи, в отличие от соляных котлов, можно выключать, когда они не используются.
В Paulo мы в основном используем аммиак в сочетании с другими углеродсодержащими газами для снабжения азотом и углеродом стальных деталей. Кроме того, наши газовые печи оснащены цифровыми средствами управления технологическим процессом, которые позволяют нам точно настраивать обработку в соответствии с точной температурой и концентрацией газа. Это позволяет нам соответствовать даже самым точным и уникальным спецификациям.
Пауло лидирует
Мы поднимаем наши возможности FNC на новый уровень. Запланированная модернизация оборудования включает в себя массивную газовую печь FNC в нашем подразделении в Сент-Луисе и новую установку для азотирования низкого давления с улучшенным цифровым управлением технологическим процессом в нашем подразделении в Нэшвилле. Кроме того, дополнительные мощности FNC станут доступными после завершения строительства нашего новейшего подразделения в Монтеррее, Мексика.
Наша цель в Paulo — быть больше похожим на отдел на собственных предприятиях наших клиентов. Это означает, что мы подходим к своей работе с учетом высокой производительности, экономичности и управления рисками. Для достижения этого баланса требуется передовой опыт, накопленный за 75 лет работы в бизнесе.
Если у вас есть вопросы или вы хотите обсудить методологию азотирования с металлургом, свяжитесь с нами. Наши специалисты рады помочь. Получите дополнительную информацию об управлении рисками при термообработке, загрузив наше руководство.
Инженерные сплавы | Ферритная нитроцементация | Газовое азотирование | Интегральная закалка | Низкоуглеродистые стали | Среднеуглеродистые стали | Соляная печь | Инструментальные стали | Печь для азотирования с вакуумной продувкой
Предыдущая статья
Следующая статья
Подпишитесь, чтобы быть в курсе последних и лучших новостей
Подписка по электронной почте — модуль призыва к действию
Общий | Азотирование в солевых ваннах | Практик-механик
Лесной гном
Нержавеющая сталь
- #1
Кто-нибудь делал соляное азотирование в домашних условиях? Есть ли хороший процесс для этого? Не сильно отличается от воронения.
Рис
Алмаз
- #2
У меня есть приятель, который занимается закалкой ножей в солевых ваннах, и, конечно, это можно сделать дома, но это грязно и немного опасно.
Все должно быть из нержавеющей стали, конечно, вся сборка. Соль, особенно горячая, очень агрессивна, и даже детали из нержавеющей стали сильно изнашиваются. Электрика постоянно нуждается в ремонте и замене. Он разъедает все вокруг, так что вы хотите сделать это снаружи, в сарае или где-то еще. И он чрезвычайно реактивен с водой, даже с крошечными кусочками. Капля пота с носа моего друга приводит к взрыву 9соль 00 градусов. Крошечный взрыв, конечно, но достаточно, чтобы у него часто были забавные ожоги на носу или шее.
Он разъедает все вокруг, так что вы хотите сделать это снаружи, в сарае или где-то еще. И он чрезвычайно реактивен с водой, даже с крошечными кусочками. Капля пота с носа моего друга приводит к взрыву 9соль 00 градусов. Крошечный взрыв, конечно, но достаточно, чтобы у него часто были забавные ожоги на носу или шее.
Он нужен ему для работы, но он говорит мне, что хлопот, денег и содержания достаточно, и если бы это не было необходимо, он закрыл бы его в нью-йоркскую минуту.
А у него обычная соль — без азотирования, что, как я полагаю, требует дополнительного, дорогого, неприятного химиката со своими побочными эффектами.
биллмак
Нержавеющая сталь
- #3
Я предполагаю, что ОП имел в виду соляную ванну с цианидом. И нет — я не знаю никого, кто делал бы это дома — неприятный опасный процесс даже в хорошо контролируемой промышленной среде с использованием специального оборудования.
Лесной гном
Нержавеющая сталь
- #4
Я понял свою ошибку вскоре после публикации. По какой-то причине температура не снизилась. Расплавленные соли, цинайд, гадости! Есть много компаний, которые делают это, не нужно рисковать.
ДжРИова
Алмаз
- #5
На самом деле, я не думаю, что есть много мест, где до сих пор используется расплавленная соль. Большинство из них перешло на ионное азотирование для нержавеющей стали или газовое науглероживание мягкой стали.
Я помню, как делал это в профессиональной школе около 100 лет назад. Каждый квартал кто-нибудь оставлял в яме немного масла и стрелял расплавленной солью из котла.
JR
Джонодер
Алмаз
- #6
Как бы вы это ни делали, это не азотирование, если у вас нет донора азота.
Азотирование — Википедия, свободная энциклопедия
Прочитайте часть о недостатках при азотировании в соляной ванне.
Джон Одер
bcstractor
Титан
- #7
Помню, когда я был студентом, мне приходилось документировать схему цеха соляных ванн в International Twist Drill в Шеффилде. Не красиво, много страшно. Газовое пламя повсюду и вонючие котлы с расплавленной солью.
Это было безопаснее, чем место внизу по дороге. Прокатному стану приходилось пропускать небольшие полоски раскаленного добела металла обратно через другой набор валков, параллельный первому набору. Это было достигнуто парнем, стоящим на каждом конце, хватавшим полосу на лету щипцами и возвращающей ее обратно. Он был ВНУТРИ петли.
Это было достигнуто парнем, стоящим на каждом конце, хватавшим полосу на лету щипцами и возвращающей ее обратно. Он был ВНУТРИ петли.
На это было действительно страшно смотреть.
Крис П
Грэм Шарп
Алюминий
- #8
Компания Rolls Royce использовала ванны с цианидной солью для упрочнения коленчатых валов Merlin и Griffon, а также других деталей двигателя. Вокруг отделения термической обработки много табличек о мытье рук и т. д. Будучи стажерами, мы еженедельно посещали лекции от руководителей разных отделов. Когда начальник отдела термической обработки читал свою лекцию, он начал с того, что вывески следует изменить на «Если вы не вымоете руки, вы умрете». Он также сказал нам, что в отделе достаточно цианида, чтобы уничтожить все население Шотландии! Я держал безопасную дистанцию! Определенно не процесс для домашнего магазина!
Он также сказал нам, что в отделе достаточно цианида, чтобы уничтожить все население Шотландии! Я держал безопасную дистанцию! Определенно не процесс для домашнего магазина!
Филипп М
Чугун
- #9
Грэм Шарп сказал:
Он также сказал нам, что в отделе достаточно цианида, чтобы уничтожить все население Шотландии!
Нажмите, чтобы развернуть…
И вы упустили такую возможность?
by thebookbob
Алюминий
- #10
Несколько лет назад мы окрашивали детали оружия в ваннах с расплавленным цианидом. Мы приобрели соли у Heat Bath Corp в Спрингфилде, Массачусетс. Несколько лет назад был очень страшный момент, когда часть отвалилась от крюка, на котором он был подвешен, и упала на дно резервуара. Я пытался выловить его с помощью своего рода стальной кочерги, и, поскольку кочерга стала слишком горячей, чтобы с ней можно было обращаться, я окунул ее в рассол, чтобы охладить, а затем продолжил поиски потерянной части. При входе в расплавленную ванну с кочергой цианид взорвался и извергся подобно вулкану. У меня сильно обгорело запястье, но я избежал дальнейших травм. Похоже, что на кочерге все еще было достаточно влаги, чтобы превратиться в пар и вызвать взрыв. Мне очень повезло. У меня был набор противоядия от цианида (судя по тому, как он выглядел, лекарство было хуже болезни), но, к счастью, мне не пришлось его использовать. Я также был в защитном снаряжении и перчатках, но это могло иметь катастрофические последствия. Еще одним недостатком солей цианидов, помимо их невероятной токсичности, является их коррозионное действие. Мы использовали их в электрической печи, и нам приходилось заменять элементы каждые несколько месяцев, так как они подвергались коррозии из-за солей. Однако полученные цвета были почти такими же хорошими, как и цвета, полученные старым костяным методом. Я бы порекомендовал найти хорошую термообработку и позволить им это сделать.
Боб
Грэм Шарп
Алюминий
- #11
PhillipM сказал:
И ты упустил такую возможность?
Нажмите, чтобы развернуть.
 ..
..А если бы я это сделал, то не было бы настоящих инженеров!!! ха ха
Макгайвер
Алмаз
- #12
bythebookbob сказал:
Несколько лет назад мы окрашивали детали оружия в ваннах с расплавленным цианидом. Мы приобрели соли у Heat Bath Corp в Спрингфилде, Массачусетс. Несколько лет назад был очень страшный момент, когда часть отвалилась от крюка, на котором он был подвешен, и упала на дно резервуара. Я пытался выловить его с помощью своего рода стальной кочерги, и, поскольку кочерга стала слишком горячей, чтобы с ней можно было обращаться, я окунул ее в рассол, чтобы охладить, а затем продолжил поиски потерянной части.
Боб
Нажмите, чтобы развернуть.
 При входе в расплавленную ванну с кочергой цианид взорвался и извергся подобно вулкану. У меня сильно обгорело запястье, но я избежал дальнейших травм. Похоже, что на кочерге все еще было достаточно влаги, чтобы превратиться в пар и вызвать взрыв. Мне очень повезло. У меня был набор противоядия от цианида (судя по тому, как он выглядел, лекарство было хуже болезни), но, к счастью, мне не пришлось его использовать. Я также был в защитном снаряжении и перчатках, но это могло иметь катастрофические последствия. Еще одним недостатком солей цианидов, помимо их невероятной токсичности, является их коррозионное действие. Мы использовали их в электрической печи, и нам приходилось заменять элементы каждые несколько месяцев, так как они подвергались коррозии из-за солей. Однако полученные цвета были почти такими же хорошими, как и цвета, полученные старым костяным методом. Я бы порекомендовал найти хорошую термообработку и позволить им это сделать.
При входе в расплавленную ванну с кочергой цианид взорвался и извергся подобно вулкану. У меня сильно обгорело запястье, но я избежал дальнейших травм. Похоже, что на кочерге все еще было достаточно влаги, чтобы превратиться в пар и вызвать взрыв. Мне очень повезло. У меня был набор противоядия от цианида (судя по тому, как он выглядел, лекарство было хуже болезни), но, к счастью, мне не пришлось его использовать. Я также был в защитном снаряжении и перчатках, но это могло иметь катастрофические последствия. Еще одним недостатком солей цианидов, помимо их невероятной токсичности, является их коррозионное действие. Мы использовали их в электрической печи, и нам приходилось заменять элементы каждые несколько месяцев, так как они подвергались коррозии из-за солей. Однако полученные цвета были почти такими же хорошими, как и цвета, полученные старым костяным методом. Я бы порекомендовал найти хорошую термообработку и позволить им это сделать. ..
..Я помню то же самое из школьного механического цеха (пресловутый отбойный молоток), без цианистого вулкана! Я даже не помню, чтобы был какой-то специальный набор для вытяжки дыма….но был ли у него красочный корпус! жаль, что не кажется безопасным способом приблизиться к этому
Бак
Чугун
- №13
Лесной гном сказал:
Я понял свою ошибку вскоре после публикации. По какой-то причине температура не снизилась. Расплавленные соли, цинайд, гадости! Есть много компаний, которые делают это, не нужно рисковать.
Нажмите, чтобы развернуть…
Я думаю, вы поняли это, и я не хочу нагромождать здесь, но я все же собираюсь раздать свой совет остальным людям.
БЕГИТЕ, не уходите от тех, кто пытается это дома!!!!!!
Мой работодатель занимается азотированием в соляных ваннах, и я, честно говоря, был в комнате, где это делается, только один раз за 25 лет, что я работаю в компании. Я изучал этот процесс на уроках металлургии, когда учился в компании, и я слышал достаточно историй от парней, которые там работали, чтобы знать, что я хожу туда только в случае крайней необходимости.
Теперь я хотел бы спросить, какой тип продукта заставит вас задуматься о нитриде соли для ванн? В большей части нашего нового продукта мы переходим на детали, азотированные в газообразном состоянии. Этот процесс дает результаты, близкие к соляным ваннам для испытания на износ, и он безопаснее и намного проще в эксплуатации. Я тоже не большой зеленый, но цианид — плохая штука.