Режимы сварки под флюсом
Главная » Статьи » Режимы сварки под флюсом
Автоматическая сварка под флюсом — режимы сварки, параметры и порядок расчета
Все нужные работнику значения обозначаются в ТУ на сварку того или иного изделия. Если такие данные отсутствуют, то оптимальные параметры режима сварки подбираются опытным (экспериментальным) путем на образцах из того же металла (сплава). Существует несколько методик получения неразъемных соединений, но при автоматизации процесса чаще всего выбирается сварка электродуговая под флюсом. Такая технология считается наиболее эффективной. О ее режимах, порядке расчетов основных величин и пойдет речь.
Примечание. Сварка под флюсом в автоматическом режиме целесообразна, если толщина обрабатываемого изделия (мм) в пределах 5 – 50.
Особенности
- Тщательная подготовка кромок образцов (раздела). Наличие инородных фракций делает структуру шва пористой, что провоцирует в дальнейшем образование трещин по всей его длине.

- Автоматическая сварка ведется сразу же по окончании обработки кромок скрепляемых деталей.
- Повышенные требования к металлам (и основы, и стержня электрода).
Параметры режимов сварки под флюсом
Характеристики тока (полярность, величина)
Они напрямую отражаются на форме сварного шва. К чему приводит повышение величины тока?
- За счет более интенсивного расплавления металлов (кромок деталей и стержня электрода) объем сварочной ванны возрастает. Это связано с повышением температуры в рабочей зоне.
- Увеличивается давление дуги на расплав (жидкую субстанцию), который частично выдавливается из-под электрода, и глубина ее проникновения в металл основы становится больше. Следовательно, существует прямая зависимость между глубиной проплава (hi) и силой тока сварки (Iсв).
hi = к Iсв, где к – коэффициент, зависящий от полярности тока, типа флюса и сечения электрода. Некоторые его значения приведены в таблице.
Подразумевается, что сварка ведется при включении с прямой полярностью. Смена ее на обратную, с применением флюсов, увеличивает глубину проплавления в среднем на 45%. Работа переменным током – примерно на ¼.
Смена ее на обратную, с применением флюсов, увеличивает глубину проплавления в среднем на 45%. Работа переменным током – примерно на ¼.
Параметры дуги
Длина (lд). Рекомендуемое ее значение указывается в паспорте на электроды. От его неизменности в ходе сварки зависит, прежде всего, ширина получаемого шва.
Напряжение (Uд). Зависит от длины. Для дуги при сварке под флюсом справедлива формула Uд = а (напряжение источника питания) + b (падение U на единицу длины дуги) х lд.
Скорость сварки
Она влияет на процентное содержание основного металла в получившемся шве и его форму. При изменении скорости меняется и пространственная ориентация дуги (угол наклона относительно поверхности ванны). Здесь наблюдается взаимосвязь между несколькими параметрами – диаметр электрода, напряжение дуги и сила тока.
При автоматизации процесса скорость сварки выбирается в пределах 35 (±5) м, на начальном этапе – 20.
Дополнительные параметры
- Диаметр проволоки электрода.
 При автоматической сварке под флюсом рекомендуемые значения – от 2 до 6 мм.
При автоматической сварке под флюсом рекомендуемые значения – от 2 до 6 мм. - Скорость ее подачи в рабочую зону.
- Компонентный состав флюса.
- Вылет электрода.
- Пространственная ориентация шва.
Порядок расчета режимов автоматической сварки
Далее – лишь общая последовательность действий, независимо от марки стали, вида флюса и используемых электродов.
- Выбираются исходные данные – требуемый тип неразъемного соединения, толщина материала, особенности станочного оборудования (производительность, мощность).
- Составляется чертеж (в разрезе и в масштабе) будущего шва и определяются его параметры.
- Вычисляются оптимальные значения силы тока, диаметра электрода, скорость его подачи.
- Рассчитывается скорость автоматической сварки.
- Определяется площадь провара. Если все проделано правильно, ее значение должно быть идентично шву на чертеже. Допустимые отклонения – не более ± 10%. При несоблюдении этого условия корректировке в первую очередь подлежат параметры дуги (напряжение) и скорость автоматизированной сварки.
В статье всего лишь общая информация, дающая начальное понятие об особенностях и режимах сварки под флюсом автоматом. Многое зависит от сорта стали (марки), используемого флюса и ряда других факторов. Начинающему сварщику не менее важно научится правильно находить соответствующие таблицы, которые помогают сделать необходимые расчеты режима.
ismith.ru
4.2. Расчет режимов для автоматической сварки под слоем флюса
Режимы сварки определяются на основе существующих методик расчета режимов автоматической сварки. Основными параметрами, определяющими режим автоматической сварки для толщины стенки сосуда S=10мм (рис.7) являются:
— сила сварочного тока;
— напряжение дуги;
— диаметр сварочной проволоки;
— скорость сварки;
— плотность тока;
— род тока;
— полярность [11].
Рисунок 7. Схема стыкового сварного
соединения ГОСТ 8713-79-С7-АФш S=5мм
1. Устанавливаем требуемую глубину провара Н = 5 мм, необходимую для проплавления металла за два прохода (Рис. 7) [5].
7) [5].
2. Рассчитываем силу сварного тока, обеспечивающую заданную глубину проплавления.
, (1)
где Н – необходимая глубина провара, мм.
Kh – коэффициент пропорциональности, величина которого зависит от условий проведения сварки.
Коэффициент Kh выбираем из таблицы в зависимости от диаметра проволоки и защитной среды.
Kh = 1,75.
Тогда .
3. Рассчитываем диаметр электродной проволоки.
, (2)
где j – допускаемая плотность тока (j = 160 А/мм2),
(мм),
Принимаем диаметр проволоки 2 мм.
4. Для определения скорости сварки для стыковых соединений можно воспользоваться следующей формулой.
, (3)
где А – выбирается в зависимости от диаметра электродной проволоки,
А = (5÷8)103 А·м/ч,
,
5. Для принятого диаметра электродной проволоки и силы сварочного тока определяем оптимальное напряжение на дуге.
, (4)
.
Род тока и полярность назначаем на основе справочных данных [8]..jpg)
Основные параметры этого режима имеют следующие значения:
сила сварочного тока 280А;
напряжение дуги 25 В;
диаметр сварочной проволоки 2 мм;
скорость сварки 21 м/ч;
род тока – постоянный;
полярность – обратная.
5.1 Сварочное оборудование для сварки продольных и кольцевых швов
Для сварки кольцевых и продольных швов применяем автоматическую сварку под слоем флюса. Для этого выбираем сварочный автомат. А-1406
Автомат А-1406 предназначен для дуговой автоматизированной сварки и наплавки изделий в среде защитных газов или под флюсом электродной проволокой.
Автомат состоит из механизма подачи с мундштуком, который через подвеску и суппорт крепится к механизму вертикального перемещения. Головка крепится на станке, обеспечивающем движение и перемещение головки относительно изделия. Поднимается и опускается головка вместе с катушкой для электродной проволоки электроприводом.
Таблица 8. Технические данные автомата А-1406
Напряжение питающей сети, В | 220 или 380 |
Номинальный сварочный ток при ПВ= 60%, А | 500 |
Диаметр электродной проволоки, мм Порошковой проволоки. | 1.2-2 2,0-3,0 |
Скорость подачи электродной проволоки, м/ч | 7-37 |
Вертикальный ход головки, мм | 250 |
Скорость вертикального перемещения, м/мин | 0,5 |
Расход воды для охлаждения, л/мин | 10 |
Корректировка электрода поперек шва, мм | ±50 |
Габаритные размеры автомата, мм | 280х700х1295 |
Вес, кг | 515 |
В качестве источника питания автомата, в комплекте поставки предлагается выпрямитель ВДУ 506. Выпрямитель данного типа, предназначен для однопостовой ручной дуговой сварки штучными электродами, для сварки в среде защитных газов и под флюсом, сварки открытой дугой и порошковой проволокой на автоматах с зависимой и независимой от напряжения дуги скоростью подачи электродной проволоки. Обеспечивают плавное дистанционное регулирование выходного тока и напряжения, стабилизацию установленного режима сварки и выходных параметров при изменениях напряжения сети как при падающих, так и при жестких внешних характеристиках. Предусмотрено принудительное, воздушное охлаждение. Технические характеристики рассмотрены в
Выпрямитель данного типа, предназначен для однопостовой ручной дуговой сварки штучными электродами, для сварки в среде защитных газов и под флюсом, сварки открытой дугой и порошковой проволокой на автоматах с зависимой и независимой от напряжения дуги скоростью подачи электродной проволоки. Обеспечивают плавное дистанционное регулирование выходного тока и напряжения, стабилизацию установленного режима сварки и выходных параметров при изменениях напряжения сети как при падающих, так и при жестких внешних характеристиках. Предусмотрено принудительное, воздушное охлаждение. Технические характеристики рассмотрены в
таблице 9.
Таблица 9. Технические данные выпрямителя ВДУ-506.
Климатическое исполнение и категория размещения | У3 |
Нижнее значение температуры окружающего воздуха, 0С | -40 |
Номинальный сварочный ток, А | 500 |
Режим работы, ПВ,% | 60 |
Пределы регулирования сварочного тока, А: | |
При работе с жесткими характеристиками | 60-500 |
При работе с падающими характеристиками | 50-500 |
Напряжение холостого хода, В | 85 |
Номинальное напряжение питающей сети, В | 220, 380 |
Первичная мощность, кВ. | 40 |
Степень защиты | IP 22 |
К. п. д., % | 82 |
Габариты, мм. | 620х830х1083 |
Масса, кг, не более | 310 |
 А
АТакже ВДУ-506 применяем качестве источника питания для полуавтоматической сварки в среде СО2,. Выбираем полуавтомат марки ПДО-517, как наиболее подходящий по своим техническим характеристикам к выпрямителю ВДУ-506. Сварочный полуавтомат типа ПДО-517 предназначен для дуговой сварки плавящейся проволокой в среде защитных газов изделий из малоуглеродистых, легированных сталей швами, расположенными в различных пространственных положениях. Показатели обоснования выбора: простота обслуживания, возможность регулирования скорости подачи сварочной проволоки и напряжения сварки с помощью пульта дистанционного управления, 6 м.
Подающий механизм полузакрытого типа. Внутри установлен двух роликовый редукторный привод кассета для сварочной проволоки, тормозное устройство, плата управления и электромагнитный клапан. На лицевой панели механизма имеются резисторы регулировки величины сварочного напряжения и скорости подачи сварочной проволоки. Технические характеристики рассмотрены в таблице 10.
На лицевой панели механизма имеются резисторы регулировки величины сварочного напряжения и скорости подачи сварочной проволоки. Технические характеристики рассмотрены в таблице 10.
Таблица 10. Технические характеристики ПДО-517
Напряжения питающего сети, В | 220/380 |
Номинальный сварочный ток, А. | 500 |
Пределы регулирования тока, А | 60-500 |
Мощность привода, Вт | 60 |
Скорость подачи электродной проволоки, м/ч | 40-950 |
Диаметр электродной проволоки, мм | До 3,0 |
Масса, не более, кг | 17 |
Габаритные размеры, мм. | 192х375х350 |
Полуавтомат имеет следующие технические решения:
— управления газовым клапаном, подающим механизмом и сварочным источником от кнопки на горелке.
— плавную регулировку и стабилизацию скорости подачи сварочной проволоки.
— работа в двух режимах «длинные и короткие швы».
— плавно ступенчатое регулирование напряжения.
— подключение горелки производится через евроразъём.
— зубчатое зацепление подающего и прижимного роликов.
Для сварки кольцевых швов монжуса используем горизонтальный вращатель модели М31050 (рис. 8).
Вращатель предназначен для поворота изделий вокруг горизонтальной оси при автоматической электродуговой сварке под флюсом, в среде защитных газов, при наплавочных работах, а также для поворота и установки изделий в удобное положение. Вращатель состоит из устанавливаемой неподвижно передней стойки с приводом вращения, задней стойки, установленной на рельсовый путь, роликоопоры, и электрошкафа управления расположенного с рабочей стороны вращателя. Вращение крестовины передней стойки осуществляется от электродвигателя постоянного тока через червячный редуктор. Задняя стойка, состоящая из бабки с выдвижной пинолю, устанавливается на тележке, передвигаемой по рельсовому пути вручную. Пиноль задней бабки имеет механизм выдвижения с ручным приводом. Тележка снабжена двумя захватами для крепления к рельсовому пути. На горизонтальном вращателе сваривают цилиндрические, корпусные, рамные и балочные конструкции, изделие присоединяется к крестовинам с Т – образными пазами при помощи крепежных приспособлений; при необходимости используется роликовая опора. Предусмотрена установка изделий в центрах. Электроаппаратура управления размещена в отдельном шкафу. Управление кнопочное с переносного пульта.
Пиноль задней бабки имеет механизм выдвижения с ручным приводом. Тележка снабжена двумя захватами для крепления к рельсовому пути. На горизонтальном вращателе сваривают цилиндрические, корпусные, рамные и балочные конструкции, изделие присоединяется к крестовинам с Т – образными пазами при помощи крепежных приспособлений; при необходимости используется роликовая опора. Предусмотрена установка изделий в центрах. Электроаппаратура управления размещена в отдельном шкафу. Управление кнопочное с переносного пульта.
Рисунок 8. Вращатель горизонтальный модель М31050
Техническая характеристика вращателя М31050
Момент на оси вращения, Н*м, 1000
Грузоподъемность, кг. 1000
Размеры свариваемых изделий при наличии роликоопоры,мм (LхD)
4000 х 1350
Диаметр свариваемых круговых швов, мм. 100 – 1350
Высота центров, мм 1000
Допускаемый момент центра тяжести изделий относительно
Опорной поверхности крестовины при использовании одной стойки, Н*м.
1600
Угол поворота крестовины, град. 360
Частота вращения крестовины, об/мин 0,05-2,5
Регулировка частоты вращения крестовины: плавная бесступенчатая
Ход пиноли задней стойки , мм. 170
Сварочный ток, А. не более. 1500
Ток питающей сети :
Род переменный трехфазный
Частота, Гц 50
Напряжение, В 380/220
Род тока привода крестовины: постоянный от собственного преобразователя
Электродвигатель привода вращения крестовины:
Тип П – 12
Мощность, кВт. 1,0
Частота вращения ,об/мин. 3000
Габарит (без электрошкафа), мм 6062х1250х1625
Масса (без электрошкафа), кг. 1979
Масса электрошкафа, кг. 75
Для сборки-сварки штуцера с донышком для установки в удобное положение при сварке предлагаю применить сварочный манипулятор. Модели М11050 (рис.9).
Предназначен для установки изделий в положение, удобное для сборки и вращения со сварочной скоростью при автоматической электродуговой сварке круговых швов под слоем флюса, в защитной среде инертных газов, а также при наплавочных работах.
Может быть использован для поворота изделий на маршевой скорости и установки их в положение, удобное для полуавтоматической и ручной электродуговой сварки.
Станина манипулятора сварная. В подшипниках скольжения к станине крепятся стол с механизмом вращения планшайбы и зубчатый сектор механизма наклона.
Привод наклона планшайбы установлен на стойке станины. Приводы вращения и наклона планшайбы имеют унифицированные червячно-цилиндрические редукторы.
Изделие крепится на планшайбе с Т-образными пазами при помощи крепежных приспособлений.
Полный шпиндель позволяет устанавливать приспособление с центральным креплением изделия или применять пневматическое зажимное устройство.
Электрооборудование смонтировано в отдельно стоящем шкафу. Управление кнопочное с переносного пульта.
Рисунок 9. Сварочный манипулятор модели М11050.
Техническая характеристика.
Наибольший крутящий момент на оси вращения, Н*м 1000
Наибольшая грузоподъемность, кг 500
Наибольший момент центра тяжести изделия
относительно опорной плоскости планшайбы, Н*м 1600
Наибольшие размеры свариваемых изделий, мм 900 х 1500
Диаметр свариваемых круговых швов, мм 250-1300
Регулировка частоты вращения шпинделя, об/мин: плавная бесступенчатая
Угол наклона планшайбы, град. 135
135
Угол поворота планшайбы, град. 360
Скорость наклона планшайбы, об /мин 1
Сварочный ток, А, не более 1000
Ток питающей сети :
Род переменный трехфазный
Частота, Гц 50
Напряжение, В 380/220
Ток привода планшайбы:: постоянный от собственного преобразователя
Ток привода наклона планшайбы:
Род переменный трехфазный
Напряжение, В 380
Напряжение управление, В. 36
Электродвигатель привода планшайбы:
Тип П – 12
Мощность, кВт. 1,0
Частота вращения ,об/мин. 3000
Электродвигатель привода наклона планшайбы:
Тип 4АХ71В4У3
Мощность, кВт. 1,0
Частота вращения ,об/мин. 1400
Тип тахогенератора привода вращения ТМГ-30
Габарит, мм 1260х1310х950
Масса (без электрошкафа), кг. 735
Масса электрошкафа, кг. 117
studfiles.net
Сварка под слоем флюса: что это такое?
Кислородная среда способствует окислению поверхности свариваемых заготовок, кроме того при работе с некоторыми металлами и их сплавами требуется присадки. Для защиты сварочной ванночки берётся специальная проволока или же процесс проводят в среде инертного газа. Также пользуются способом сварки под слоем флюса, который создаёт изоляцию от агрессивного кислорода, отсутствие пор и трещин в теле соединительного шва.
Для защиты сварочной ванночки берётся специальная проволока или же процесс проводят в среде инертного газа. Также пользуются способом сварки под слоем флюса, который создаёт изоляцию от агрессивного кислорода, отсутствие пор и трещин в теле соединительного шва.
Наша задача состоит в том, чтобы разобраться в сути процесса, составе флюса для сварки, необходимом оборудовании и аппаратуре, которая при этом используется.
Процесс работы с использованием флюса
Производственниками выбирается автоматическая сварка под слоем флюса, что обусловлено соображениями повышения качества работ, и существенной экономией по сравнению с аргонодуговым методом или полуавтоматической подачей специальной проволоки в зону плавления. Область применения весьма широка и включает в себя разнообразное использование сваривания металлов, где существует флюс для кузнечной сварки, а существует для точечной или дуговой. Зона плавления находится под защитой гранулированного состава, который подбирается в зависимости от материала заготовок и выпускается различными предприятиями (например, ESAB).
Размеры гранул колеблются от 0,2 до 4 мм и привносятся в сферу действия дуги короткого замыкания, где расплавляются от высокой температуры и дают сварному шву следующие качества:
- защищают его от воздействия кислорода, создавая шлаковую и газовую среду;
- помогают поддерживать стабильное действие дуги и перенос металла электрода в зону плавления;
- ненужные примеси выводятся из тела сварного шва в зону шлакообразования;
- введение флюса препятствует образованию пор и трещин, что улучшает качество соединения.
Необходимо отметить, что режимы сварки под флюсом полностью зависят от используемой аппаратуры, материала заготовок и состава гранул, в каковые могут входить присадочные добавки. В отдельном ряду стоит флюс для кузнечной сварки, который помогает соединять наилучшим образом и проковывать полосы металла с требуемым качеством.
Такой метод, как автоматическая сварка под флюсом логично диктует наличие бункеров для гранул, которые дозировано, подают состав в стык будущего шва и при этом перемещаются перед электродом. Такие агрегаты управляются оператором дистанционно и с определённой скоростью подают сварочную проволоку, также являющуюся электродом. Это оборудование называется сварочным трактором для сварки под флюсом и однозначно применяется в промышленном производстве.
Такие агрегаты управляются оператором дистанционно и с определённой скоростью подают сварочную проволоку, также являющуюся электродом. Это оборудование называется сварочным трактором для сварки под флюсом и однозначно применяется в промышленном производстве.
Важно, что применение флюса в домашних условиях требует определённых знаний в этой области, поскольку неверный выбор физико-химического состава, приведёт к ощутимой потере качества.
Виды флюса и его технические характеристики
Многообразные сварочные флюсы используются при сплавлении различных металлов и участвуют в разных технологических процессах. Их физико-химический состав отличается по условиям применения, например, флюс для кузнечной сварки состоит, в основном, из буры, которую расплавляют, чтобы удалить кристаллизационную воду, а затем измельчают до гранулированной консистенции. Любой сварке под флюсом необходим тщательный подбор состава гранул, который делится по способу его производства на неплавленый и плавленый.
Неплавленные сварочные флюсы изготавливаются путём спекания ингредиентов и содержат легирующие и раскисляющие примеси, которые либо спекают, либо смешивают с жидкой стеклянной массой и называют керамическими. Более популярен флюс сварочный плавленый, который значительно дешевле и содержит оксиды марганца и кремния. Гранулированный состав для сварки под флюсом в определённом ассортименте предлагаются компанией ЭСАБ. В плавленый вид оксиды входят в разных пропорциях и их введение обусловлено сваркой цветных металлов, спецсталей разного назначения, легированных сплавов и низкоуглеродистых сталей.
Особенное место при сварке под флюсом присуще бескислородной группе, которая применяется в работе с быстро окисляющимися сплавами и металлами. По строению гранул продукция делится на стекловидные и пемзообразные виды, а по степени легирования на керамические легирующие, и точно также плавленые низколегирующие и пассивные. Согласно ГОСТ 9087-81 составы для сварки под слоем флюса строго регламентируются и подразделяются, для разных групп свариваемых металлов, на такие виды:
- продукция для сваривания низкоуглеродистых сталей, в этих работах используются оксидные сорта Ан-65, ФЦ-6, ОСЦ-45 и ФВТ-4, возможно их употреблять, как флюс для кузнечной сварки;
- для сталей легированных используют продукцию с меньшей активностью ФЦ-16, ФВТ-1, АН-42 и АН-47;
- для соединения ряда сортов сталей применяется керамический флюс с примесями металлов;
- для работы с активными металлами выбирают солевые безоксидные флюсы с высоким содержанием окиси титана.

Очень важно подобрать не только химический состав продукции, но и режим работы, а также оборудование.
Флюс после дозировки, выплавляется в печах, а затем размалывается и гранулируется. После прокаливания продукция фасуется в мешки или жестяные контейнеры.
Оборудование для производства сварки под флюсом
Для проведения сварки под флюсом можно использовать как понижающие трансформаторы, так и полуавтоматы, согласовывая режимы производственного цикла, состав металла и параметры присадочной продукции. В производстве используется автоматическая сварка с широкими функциональными возможностями в различных отраслях, где требуются металлоконструкции серийного изготовления. Управляемые оператором, самоходные сварочные тракторы позволяют выполнить большой объём работы и применяются при сварке под флюсом. Трактор ТС-12М передвигается с помощью электродвигателя, обладает управляемым устройством подачи проволоки и бункерами для флюса.
Агрегат АДС-1000-2 имеет большую свободу движения и регулировок режима работы, которые устанавливаются оператором, по техническим условиям. Так автомат для сварки снабжён саморегулирующимся приспособлением изменения скорости подачи проволоки, и самовосстановлением тока дуги, а также функцию дистанционного управления сварочным током через трансформатор.
Автоматы или полуавтоматы состоят из следующих основных узлов:
- источник тока, как правило, трёхфазный, питающийся от сети 380 В;
- блока управления с настройками режима работы;
- приспособления подачи электродной проволоки с бобиной;
- бункеров подачи флюса сжатым воздухом под давлением;
- шланга с подачей напряжения и проволоки с наконечником;
- механизм передвижения.
В случае шва с разделкой кромок свариваемых поверхностей, есть возможность отрегулировать подачу флюса для создания надёжного сварочного стыка между деталями.
Что в итоге?
Таким образом, мы рассказали о том какой флюс для кузнечной сварки можно использовать, а также необходимость подбора этой продукции, как важного компонента, для автоматического сваривания металлов и их сплавов. Использование флюса существенно поднимает качество работ и удешевляет производственный процесс, а рекомендации стандартов ГОСТа не позволят сделать грубые ошибки.
Сергей Одинцов
electrod.biz
Автоматическая сварка под флюсом.
Сварку под флюсом выполняют на постоянном токе обратной полярнос-ти. Сила сварочного тока не превышает 800А, напряжение дуги до 40 В, ско-рость сварки изменяют в диапазоне 13…30 м/ч. Одностороннюю однопроход-ную сварку применяют длясоединений толщиной до 8 мм и выполняют на ос-тающейся стальной подкладке или флюсовой подушке.
Максимальная толщина соединений без разделки кромок, свариваемых двусторонними швами, не должна превышать 20 мм.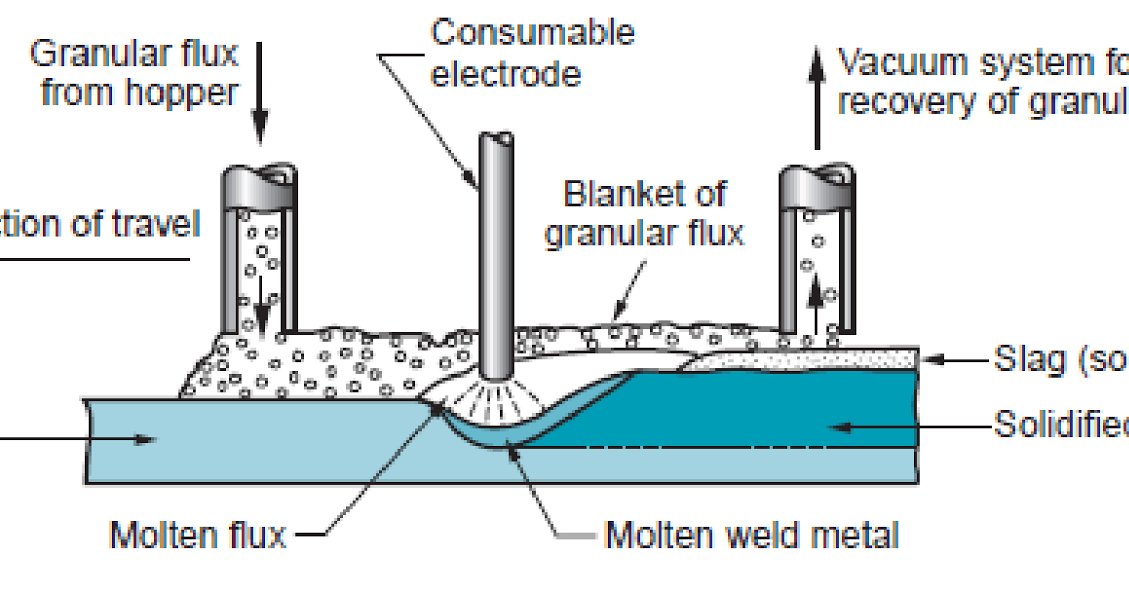 Для стыковых соединений без скоса кромок (односторонних и двусторонних) используют проволоку марки Св-08ХН2М. Применять более легированные проволоки для таких сое-динений нецелесообразно, поскольку в этом случае швы имеют излишне высо-кую прочность.
Для стыковых соединений без скоса кромок (односторонних и двусторонних) используют проволоку марки Св-08ХН2М. Применять более легированные проволоки для таких сое-динений нецелесообразно, поскольку в этом случае швы имеют излишне высо-кую прочность.
Наиболее часто стыковые соединения подготавливают со скосом кромок. Сварку корневых швов стыковых соединений высокопрочных сталей с V- или Х-образной разделкой кромок обычно выполняют проволоками марок Св-08ГА или Св-10Г2. Заполнение разделок кромок осуществляется проволоками марок Св-08ХН2ГМЮ или Св-08ХН2ГСМЮ последовательным наложением слоев.
Основные параметры режима автоматической сварки под флюсом: сваро-чный ток, напряжение дуги и скорость перемещения дуги.
С увеличением сварочного тока дуга больше погружается в основной ме-талл, возрастает погонная энергия и количество расплавленного в единицу вре-мени электродного металла. В результате глубина провара и доля участия ос-новного металла в металле шва увеличиваются. Увеличение диаметра свароч-ной проволоки при неизменном сварочном токе приводит к уменьшению глу-бины провара и выпуклости шва при одновременном увеличении его ширины. В зависимости от толщины свариваемых кромок применяют проволоку диа-метром 2…5 мм.
Увеличение диаметра свароч-ной проволоки при неизменном сварочном токе приводит к уменьшению глу-бины провара и выпуклости шва при одновременном увеличении его ширины. В зависимости от толщины свариваемых кромок применяют проволоку диа-метром 2…5 мм.
Увеличение напряжения дуги приводит к повышению ее подвижности, в результате чего увеличивается ширина шва, а глубина остается практически не-изменной. При сварке под флюсами АН-17М и АН-43 напряжение дуги не дол-жно превышать 40 В. Скорость перемещения дуги при сварке стыковых соеди-нений высокопрочных сталей изменяют от 13 до 30 м/ч. Повышение скорости сварки в этом диапазоне обусловливает увеличение глубины проплавления. Автоматической сваркой под флюсом выполняют стыковые, угловые и нахлес-точные швы, расположенные в нижнем положении.
Стыковые соединения можно выполнять односторонними и двусторонни-ми швами с разделкой и без разделки кромок. Швы с разделкой кромок могут быть однопроходными и многопроходными.
Односторонней однопроходной сваркой соединяют высокопрочную сталь толщиной до 8 мм. Для более толстого металла использовать односторон-нюю сварку нецелесообразно, поскольку это приводит к перегреву металла око-лошовной зоны.
Для более толстого металла использовать односторон-нюю сварку нецелесообразно, поскольку это приводит к перегреву металла око-лошовной зоны.
Односторонние стыковые соединения сваривают с использованием тех-нологических приемов, которые позволяют обеспечивать высокое качество сварных швов: на остающейся стальной подкладке, на медной или флюсомед-ной подкладке, на флюсовой подушке. Подкладные планки изготовляют из низкоуглеродистой стали СтЗсп толщиной 3…6 мм и шириной 40…50 мм. Зазор между подкладкой и кромками не должен превышать 0,5… 1 мм для пре-дотвращения затекания металла в корневом участке шва. В противном случае в корне шва могут образоваться дефекты (прожоги, шлаковые включения, трещи-ны). После окончания кварки подкладную планку, как правило, удаляют, а поверхность шва зачищают шлифовальной машинкой заподлицо с основным ме-таллом.
При использовании медных или флюсомедных подкладок, флюсовых по-душек необходимо обеспечивать плотное под-жатие подкладки к корню свар—ного соединения.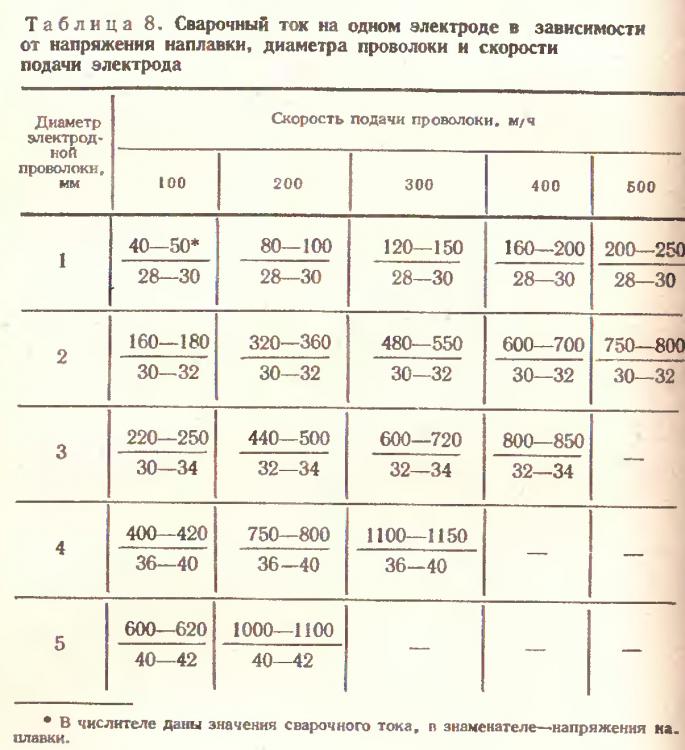 Рекомендуемые режимы односторонней сварки под флюсом стыковых соединений толщиной до 8 мм без скоса кромок на флюсовой по-душке приведены в табл. 23. Металл большей толщины без скоса кромок сва-ривают двусторонними швами.
Рекомендуемые режимы односторонней сварки под флюсом стыковых соединений толщиной до 8 мм без скоса кромок на флюсовой по-душке приведены в табл. 23. Металл большей толщины без скоса кромок сва-ривают двусторонними швами.
Таблица 23. Режимы автоматической сварки под флюсом стыковых соединений без скоса кромок на флюсовой подушке
Двусторонняя автоматическая сварка является основным методом полу-чения высококачественных швов, так как этот тип соединений наиболее тех-нологичен, надежен, позволяет получать сварные соединения с минимальными деформациями и высоким качеством. Двусторонняя автоматическая сварка бо-лее надежна по сравнению с односторонней, так как в этом случае на качество швов в меньшей степени влияет колебание режима сварки, смещение электрода от оси шва, точность подготовки кромок и сборки. Первый проход двусторон-него шва обычно выполняют на флюсовой подушке или «на весу».
Максимальная толщина металла, свариваемого двусторонними швами при бескосной разделке кромок, не должна превышать 20 мм. В противном слу-чае сварку необходимо вести на форсированных режимах, что приводит к сни-жению пластичности и хладостойкости металла околошовной зоны. Техника сварки первого прохода такая же, как и односторонних швов. Глубина проплав-ления должна быть равна (0,6…0,7) металла. После кантования изделия второй проход шва выполняют с таким расчетом, чтобы перекрытие слоев состав-ляло 3…4 мм. Наиболее рационально такие швы сваривать с обязательным за-зором в стыке. Режимы двусторонней автоматической сварки под флюсом сты-ков без скоса кромок обычно выбирают с таким расчетом, чтобы оба слоя шва сваривались без переналадки сварочной аппаратуры (табл. 23).
В противном слу-чае сварку необходимо вести на форсированных режимах, что приводит к сни-жению пластичности и хладостойкости металла околошовной зоны. Техника сварки первого прохода такая же, как и односторонних швов. Глубина проплав-ления должна быть равна (0,6…0,7) металла. После кантования изделия второй проход шва выполняют с таким расчетом, чтобы перекрытие слоев состав-ляло 3…4 мм. Наиболее рационально такие швы сваривать с обязательным за-зором в стыке. Режимы двусторонней автоматической сварки под флюсом сты-ков без скоса кромок обычно выбирают с таким расчетом, чтобы оба слоя шва сваривались без переналадки сварочной аппаратуры (табл. 23).
Для стыковых соединений без скоса кромок (односторонних и двусторон-них) используют сварочную проволоку Св-08ХН2М. Применять более легиро-ванные проволоки для таких соединений нецелесообразно, поскольку в этом случае механические свойства швов имеют излишне высокую прочность.
Наиболее часто при сварке высокопрочных сталей стыковые соединения подготовляют со скосом кромок.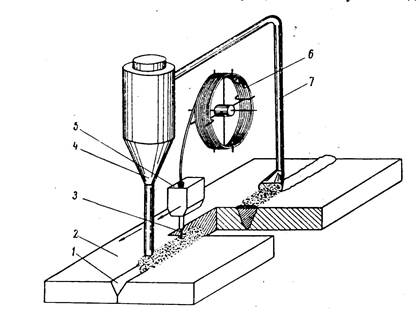 Корневые швы стыковых соединений высоко-прочных сталей с V- или X-образной разделкой кромок обычно выполняют то-ком прямой полярности проволоками Св-08ГА или Св-10Г2 (табл. 24).
Корневые швы стыковых соединений высоко-прочных сталей с V- или X-образной разделкой кромок обычно выполняют то-ком прямой полярности проволоками Св-08ГА или Св-10Г2 (табл. 24).
Заполнение V-образной разделки кромок осуществляется током обратной полярности проволоками Св-08ХН2ГМЮ или Св-08ХН2Г2СМЮ последова-тельным наложением слоев. При выполнении слоев многопроходного шва пер-вые два-три слоя выполняют по оси разделки, а все последующие — со смеще-ниями последовательно то к одной, то к другой стороне разделки.
Порядок многопроходной сварки швов при Х-образной симметричной разделке кромок следующий: выполняют сварку с одной стороны, заполняя разделку на одну треть или наполовину по глубине; кантуют соединение, зачи-щают корень шва и выполняют сварку с этой стороны, заполняя разделку на одну треть или наполовину сечения по глубине; снова кантуют и окончательно сваривают шов с первой стороны, а затем — со второй стороны соединения.
При сварке толстолистовых соединений высокопрочных сталей более предпочтительна разделка с двумя несимметричными скосами двух кромок.
При автоматической сварке под флюсом угловых швов тавровых и нахле-сточных соединений при положении в угол формирование швов затруднено, в результате чего появляются условия для образования подрезов вертикальной стенки и наплывов металла шва на горизонтальную полку. Основным условием получения качественных швов является правильный выбор режима сварки и точное расположение конца электрода относительно кромок свариваемого из-делия. Электрод располагают таким образом, чтобы угол, образуемый электро-дом и вертикальной стенкой, составлял 35…40°.
Сварку тавровых, угловых и нахлесточных соединений выполняют в двух основных положениях — в «лодочку» и в угол (табл. 25, 26).
Дата добавления: 2017-05-02; просмотров: 588; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Похожие статьи:
poznayka.org
Cварка под слоем флюса — режимы, особенности
Тот, кто знаком со сварочными процессами, знает, как негативно влияет воздух на качество сварного шва. Вот почему самым качественным соединением считается процесс, который проводится в среде защитных материалов. Обычно для этого используются инертные газы или флюсы. Сварка под слоем флюса сегодня используется не так часто, особенно в бытовых условиях. Но в промышленности этот вид сваривания металлов применяется гораздо чаще. Тем более, качество шва при этой технологии гарантированно имеет высокие качественные характеристики. Поэтому когда разговор заходит о сварке под флюсом, необходимо понимать, что данный процесс является полуавтоматическим или автоматическим. В некоторых промышленных производствах устанавливается роботизированная сварка с применением флюсов.
Вот почему самым качественным соединением считается процесс, который проводится в среде защитных материалов. Обычно для этого используются инертные газы или флюсы. Сварка под слоем флюса сегодня используется не так часто, особенно в бытовых условиях. Но в промышленности этот вид сваривания металлов применяется гораздо чаще. Тем более, качество шва при этой технологии гарантированно имеет высокие качественные характеристики. Поэтому когда разговор заходит о сварке под флюсом, необходимо понимать, что данный процесс является полуавтоматическим или автоматическим. В некоторых промышленных производствах устанавливается роботизированная сварка с применением флюсов.
Содержание страницы
- 1 Что такое сварка под защитными флюсами
- 2 Виды флюсов
- 3 Полезные советы
- 4 Режимы сварки под флюсом
Что такое сварка под защитными флюсами
По сути, это все тот же сварочный процесс с применением неплавящихся электродов и присадочной проволоки. Только вместо газа, который покрывает собою зону сварки, используется флюс – порошкообразный материал, засыпаемый поверх стыка двух металлических заготовок.
Только вместо газа, который покрывает собою зону сварки, используется флюс – порошкообразный материал, засыпаемый поверх стыка двух металлических заготовок.
При высокой температуре сварки флюс расплавляется и выделяет все тот же защитный газ. При этом поверх зоны сваривания образуется прочная пленка, защищающая ее от негативного воздействия окружающего воздуха. Сгоревший порошок превращается в шлак, который легко снимается со сваренного шва. Остатки флюса можно собрать и использовать в другом месте.
Но самое главное, что все позиции, связанные с соединением стыкуемых деталей, точно такие же, как и в случае использования других сварочных технологий. А именно:
- правильный подбор режима сварки, который зависит от структуры соединяемых металлов;
- правильный выбор электрода;
- присадочной проволоки, которая по своим свойствам должна соответствовать свойствам основных металлов;
- грамотное формирование кромок;
- зачистка торцов деталей, их обезжиривание.

Но есть и одна отличительная особенность – правильный выбор флюса.
https://www.youtube.com/watch?v=cuZ_VWZ0UpI
Виды флюсов
Как уже было сказано выше, флюс для сварки – это порошок с размерами гранул 0,2-4 мм. Его классификация зависит от многих показателей. Но есть основные характеристики, которые разделяют его на группы и классы.
По способу производства сварочные флюсы делятся на:
- плавленые: их компоненты сначала плавятся, затем гранулируются, прокаливаются и разделяются на фракции;
- неплавленые или керамические: это сухие ингредиенты, которые смешиваются с жидким стеклом, сушатся, гранулируются, прокаливаются и разделяются на фракции.
Производители и специалисты отмечают плавленый вариант, как лучший из двух представленных.
Разделение по химическому составу.
- Оксидные флюсы. В основе порошка содержатся оксиды металлов до 90% и остальное – это фторидные соединения. В этой группе есть подгруппы, которые определяют процентное содержание того или иного оксида.
 К примеру, оксид кремния. Если его содержится во флюсе до 1%, то такой порошок называется бескремнистый, если его содержание составляет 6-35% – низкокремнистый и больше 35% – высококремнистый. Оксидные флюсы предназначены для сварки низкоуглеродных и фтористых стальных заготовок.
К примеру, оксид кремния. Если его содержится во флюсе до 1%, то такой порошок называется бескремнистый, если его содержание составляет 6-35% – низкокремнистый и больше 35% – высококремнистый. Оксидные флюсы предназначены для сварки низкоуглеродных и фтористых стальных заготовок. - Солевые. В них нет оксидов металлов, основу составляют соли: фториды и хлориды. Такой порошок используется для сваривания активных металлов, к примеру, титан.
- Смешанные флюсы (солеоксидные). В них есть и оксиды и соли. Применяют их для соединения легированных сплавов.
Еще одна характеристика – активность флюсов. По сути, это скорость окисления порошка при его нагреве. Измеряется данный показатель от нуля до единицы и делит флюсы на четыре категории:
- Меньше 0,1 – это пассивные материалы.
- От 0,1 до 0,3 – малоактивные.
- От 0,3 до 0,6 – активные.
- Выше 0,6 – высокоактивные.
И последнее. Это деление по строению гранул. Здесь три позиции: стекловидные, пемзовидные и цементированные. Необходимо отметить, что сварка под стекловидным флюсом дает более широкий сварной шов, чем под пемзовидным. Если используется порошок с мелкими частицами, то шов под ним образуется глубокий и неширокий с высокими прочностными качествами.
Необходимо отметить, что сварка под стекловидным флюсом дает более широкий сварной шов, чем под пемзовидным. Если используется порошок с мелкими частицами, то шов под ним образуется глубокий и неширокий с высокими прочностными качествами.
Полезные советы
- Большое значение в технологии сварки под флюсом играет переход металлов (марганца и кремния) в металл сварочного шва. Марганец переходит быстрее, если концентрация его оксида (MnO) больше, чем оксида кремния (SiO2). Чем меньше активность флюса, тем быстрее происходит переход.
- Поры в швах образуются, если флюс не был хорошо просушен, если он не соответствует свойствам металла свариваемых заготовок и металлу присадочной проволоки, если между деталями оказался слишком большой зазор, если флюсовый слой оказался недостаточным, если его качества низкие.
- Негативно на сварочный шов влияет водород. Поэтому его с помощью флюсов связывают в нерастворимые соединения. Это лучше делает порошок с большим содержанием кремния и с пемзовидной формой гранул.

- Чтобы в сварном шве не образовывались трещины, необходимы флюсы с высоким содержанием и кремния, и марганца.
Сегодня все чаще в промышленности используется сдвоенная или двухэлектродная сварка, в которой электроды располагаются на расстояние меньше 20 мм друг от друга и питаются от одного источника электрической энергии. При этом они варят в одной зоне, формируя единую сварочную ванну. Располагаться электроды могут как в продольном положении, так и в поперечном.
Применяют и двухдуговую сварку, в которой расходники питаются от двух разных источников, при этом ток может быть на двух стержнях переменным или постоянным. А может быть и разным. Расположение же электродов может быть перпендикулярным плоскости сваривания или под наклоном. Варьируя углом наклона, можно увеличить глубину проварки или уменьшить. Соответственно будет изменяться и ширина шва.
Дуговая сварка под флюсом может проводиться и при повышении расстояния между расходниками. В этом случаи сварка будет проводиться параллельно в двух ваннах. Но первый электрод будет выполнять функции нагревателя зоны сварки, второй будет ее проваривать. При такой технологии соединения металлических заготовок электроды устанавливаются перпендикулярно плоскости сваривания. Данный способ отличается тем, что в процессе сварки двумя электродами не образуются закалочные участки как в самом сварочном шве, так и в прилегающих к нему зонах на основных деталях.
Но первый электрод будет выполнять функции нагревателя зоны сварки, второй будет ее проваривать. При такой технологии соединения металлических заготовок электроды устанавливаются перпендикулярно плоскости сваривания. Данный способ отличается тем, что в процессе сварки двумя электродами не образуются закалочные участки как в самом сварочном шве, так и в прилегающих к нему зонах на основных деталях.
Режимы сварки под флюсом
Необходимо отметить тот факт, что механизированная сварка под флюсом отличается от ручной тем, что появляется возможность использовать сварочный ток высокой плотности. Он варьируется в диапазоне 25-100 А/мм². Соответственно и сила тока будет использоваться большая. Это отражается на глубокой проварке шва, возможности сваривать толстостенные заготовки без формирования кромок, увеличивать скорость самого процесса.
К примеру, при сваривании деталей толщиною 20-40 мм при однодуговой ручной сварке скорость процесса составляет не более 70 м/час. Используя двухдуговую сварку, можно увеличить данный показатель до 300 м/час. Конечно, силу тока подбирают в основном от диаметра используемого электрода. В таблице указана их зависимость между собой.
Конечно, силу тока подбирают в основном от диаметра используемого электрода. В таблице указана их зависимость между собой.
| Диаметр электрода, мм | Сила сварочного тока, А |
| 2 | 200-400 |
| 3 | 300-600 |
| 4 | 400-800 |
| 5 | 700-1000 |
| 6 | 700-1200 |
Необходимо добавить, что сварочно-флюсовая технология является еще и экономичной. Все дело в том, что расход материалов уменьшается за счет меньшего разбрызгивания металла, к примеру, в ручной сварке этот показатель составляет 15%, в флюсовой механизированной меньше 3%. Уменьшается объем угара, не образовываются огарки и другие неприятные моменты. Сохранение тепла под флюсом дает возможность сэкономить и электроэнергию. Уже доказано, что уменьшение потребления электрического тока происходит до 40%. Сокращаются и трудозатраты, которые обычно уходят на формирование кромок, на очистку шва после сварки от окалин, брызг и шлака.
Сокращаются и трудозатраты, которые обычно уходят на формирование кромок, на очистку шва после сварки от окалин, брызг и шлака.
Единственный минус – это ограничение по положению сварочной ванны. Варить можно в нижнем положении автоматами или полуавтоматами или с небольшим наклоном в пределах 10-15°.
Обязательно посмотрите видео, в котором показано, как можно варить две металлические детали под флюсом.
Технология автоматической сварки под флюсом Статьи
Сварку под слоем флюса производят электродной проволокой, которую подают в зону горения дуги специальным механизмом, называемым сварочной головкой автомата. Металл сварочной проволоки расплавляется дугой и переносится каплями в сварочную ванну. В сварочной ванне металл сварочной проволоки смешивается с расплавленным основным металлом. Токоподвод к проволоке осуществляется через мундштук, изготовляемый из меди или ее сплавов. Малый вылет электрода, отсутствие покрытия, большая скорость подачи электродной проволоки позволяют значительно увеличить силу сварочного тока по сравнению с ручной сваркой электродами тех же диаметров. Это приводит к ускорению процесса плавления сварочной проволоки, увеличению глубины проплавления основного металла и, как следствие, значительному повышению производительности. Коэффициент наплавки достигает в некоторых случаях ЗОгДА-ч). Достаточно толстый слой флюса (до 60 мм), засыпаемый в зону сварки, расплавляется на 30%. Это делает дугу закрытой (невидимой) и обеспечивает надежную защиту расплавленного металла от окружающего воздуха, стабилизирует сварочный процесс. Существенным достоинством сварки под флюсом являются незначительные потери на угар металла и его разбрызгивание. Вслед ствие увеличения эффективной тепловой мощности дуги может быть расширен диапазон толщин деталей, свариваемых без скоса кромок. Например, при обычных режимах сварки под флюсом деталей встык без скоса кромок, можно сваривать металл толщиной 15-20 мм. В этом случае увеличивается проплавление основного металла, и его доля в металле шва составляет 0,5-0,7. При этом значительно снижается расход электродной проволоки.
Это приводит к ускорению процесса плавления сварочной проволоки, увеличению глубины проплавления основного металла и, как следствие, значительному повышению производительности. Коэффициент наплавки достигает в некоторых случаях ЗОгДА-ч). Достаточно толстый слой флюса (до 60 мм), засыпаемый в зону сварки, расплавляется на 30%. Это делает дугу закрытой (невидимой) и обеспечивает надежную защиту расплавленного металла от окружающего воздуха, стабилизирует сварочный процесс. Существенным достоинством сварки под флюсом являются незначительные потери на угар металла и его разбрызгивание. Вслед ствие увеличения эффективной тепловой мощности дуги может быть расширен диапазон толщин деталей, свариваемых без скоса кромок. Например, при обычных режимах сварки под флюсом деталей встык без скоса кромок, можно сваривать металл толщиной 15-20 мм. В этом случае увеличивается проплавление основного металла, и его доля в металле шва составляет 0,5-0,7. При этом значительно снижается расход электродной проволоки. При сварке угловых швов увеличенная глубина провара обеспечивает большее сечение, чем это достигается при ручной сварке с одинаковым катетом шва. Как отмечалось ранее, флюсы влияют на устойчивость горения дуги, формирование и химический состав металла шва. Флюсы в значительной мере определяют стойкость металла шва против образования пор и кристаллизационных трещин. Требуемые механические свойства, структура металла шва и сварного соединения в целом обеспечиваются применением сочетания флюса и электродной проволоки. Размеры и форма шва при сварке под флюсом характеризуются глубиной провара, шириной шва, высотой выпуклости и т.д. Закономерности изменения формы шва обусловлены главным образом режимом сварки и практически мало зависят от типа сварного соединения. Параметры режима сварки под флюсом условно можно разбить на основные и дополнительные. К основным параметрам относят величину сварочного тока, его род и полярность, напряжение дуги, диаметр электродной проволоки и скорость сварки.
При сварке угловых швов увеличенная глубина провара обеспечивает большее сечение, чем это достигается при ручной сварке с одинаковым катетом шва. Как отмечалось ранее, флюсы влияют на устойчивость горения дуги, формирование и химический состав металла шва. Флюсы в значительной мере определяют стойкость металла шва против образования пор и кристаллизационных трещин. Требуемые механические свойства, структура металла шва и сварного соединения в целом обеспечиваются применением сочетания флюса и электродной проволоки. Размеры и форма шва при сварке под флюсом характеризуются глубиной провара, шириной шва, высотой выпуклости и т.д. Закономерности изменения формы шва обусловлены главным образом режимом сварки и практически мало зависят от типа сварного соединения. Параметры режима сварки под флюсом условно можно разбить на основные и дополнительные. К основным параметрам относят величину сварочного тока, его род и полярность, напряжение дуги, диаметр электродной проволоки и скорость сварки. При сварке под флюсом с постоянной скоростью подачи электродной проволоки часто вместо сварочного тока используют термин «скорость подачи электродной проволоки» . Чем выше скорость подачи электродной проволоки, тем больше должен быть сварочный ток, чтобы расплавить проволоку, подаваемую в сварочную ванну. К дополнительным параметрам режима сварки под флюсом относят величину вылета электродной проволоки, состав и строение флюса, а также положение изделия и электрода при сварке. Глубина провара и ширина шва зависят от всех параметров режима сварки. С увеличением силы тока глубина провара увеличивается. При сварке постоянным током обратной полярности глубина провара примерно на 40 — 50 % больше, чем при сварке постоянным током прямой полярности. При сварке переменным током глубина провара на 15 — 20 % ниже, чем при сварке постоянным током обратной полярности. Уменьшение диаметра электродной проволоки приводит к увеличению глубины провара, так как увеличивается плотность тока. При этом ширина шва уменьшается.
При сварке под флюсом с постоянной скоростью подачи электродной проволоки часто вместо сварочного тока используют термин «скорость подачи электродной проволоки» . Чем выше скорость подачи электродной проволоки, тем больше должен быть сварочный ток, чтобы расплавить проволоку, подаваемую в сварочную ванну. К дополнительным параметрам режима сварки под флюсом относят величину вылета электродной проволоки, состав и строение флюса, а также положение изделия и электрода при сварке. Глубина провара и ширина шва зависят от всех параметров режима сварки. С увеличением силы тока глубина провара увеличивается. При сварке постоянным током обратной полярности глубина провара примерно на 40 — 50 % больше, чем при сварке постоянным током прямой полярности. При сварке переменным током глубина провара на 15 — 20 % ниже, чем при сварке постоянным током обратной полярности. Уменьшение диаметра электродной проволоки приводит к увеличению глубины провара, так как увеличивается плотность тока. При этом ширина шва уменьшается. Из приведенных данных следует, что при автоматической сварке под флюсом для получения глубины провара 5 мм при диаметре электродной проволоки 2 мм требуется сварочный ток 350А, а при диаметре 5 мм — 500А. На практике больше применяют малые диаметры электродной проволоки. Это позволяет применять меньшие значения сварочного тока в сочетании с высокой производительностью процесса сварки. Напряжение дуги при сварке под флюсом не оказывает существенного влияния на глубину провара. Увеличение напряжения дуги приводит к увеличению ширины шва. При этом снижается выпуклость шва, глубина проплавления остается почти постоянной. При необходимости увеличения толщины свариваемого металла для правильного формирования шва необходимо увеличивать силу сварочного тока и напряжение дуги. Влияние скорости сварки на глубину провара неоднозначно. При малых скоростях сварки 10-12 м/час глубина проплав-ления при прочих равных условиях минимальная. При увеличении скорости сварки ширина шва заметно сокращается, выпуклость шва несколько возрастает, глубина проплавления незначительно увеличивается.
Из приведенных данных следует, что при автоматической сварке под флюсом для получения глубины провара 5 мм при диаметре электродной проволоки 2 мм требуется сварочный ток 350А, а при диаметре 5 мм — 500А. На практике больше применяют малые диаметры электродной проволоки. Это позволяет применять меньшие значения сварочного тока в сочетании с высокой производительностью процесса сварки. Напряжение дуги при сварке под флюсом не оказывает существенного влияния на глубину провара. Увеличение напряжения дуги приводит к увеличению ширины шва. При этом снижается выпуклость шва, глубина проплавления остается почти постоянной. При необходимости увеличения толщины свариваемого металла для правильного формирования шва необходимо увеличивать силу сварочного тока и напряжение дуги. Влияние скорости сварки на глубину провара неоднозначно. При малых скоростях сварки 10-12 м/час глубина проплав-ления при прочих равных условиях минимальная. При увеличении скорости сварки ширина шва заметно сокращается, выпуклость шва несколько возрастает, глубина проплавления незначительно увеличивается. При увеличении скорости сварки до 70-80 м/час глубина проплавления и ширина шва уменьшаются, а при дальнейшем увеличении скорости сварки влияние различных факторов приводит к тому, что образуются краевые непровары -зоны не-сплавления. Этот метод чаще применяется при двухдуговой сварке. Наклон изделия по отношению к горизонтальной плоскости также оказывает влияние на формирование шва. При сварке на подъем увеличивается глубина провара и уменьшается ширина шва. Если угол подъема изделия при сварке под флюсом будет более 6 °, то по обе стороны шва могут образоваться подрезы. При сварке на спуск глубина провара уменьшается. Аналогичный процесс формирования шва происходит при сварке с уменьшением насыпной массы флюса. Зазор между деталями, разделка кромок и вид сварного соединения не оказывают значительного влияния на форму шва. Очертание провара и общая высота шва Н остаются практически постоянными. Чем больше зазор или разделка кромок, тем меньше доля основного металла в металле шва . Из рисунка видно, что в зависимости от зазора или разделки кромок шов может быть выпуклым, нормальным или вогнутым.
При увеличении скорости сварки до 70-80 м/час глубина проплавления и ширина шва уменьшаются, а при дальнейшем увеличении скорости сварки влияние различных факторов приводит к тому, что образуются краевые непровары -зоны не-сплавления. Этот метод чаще применяется при двухдуговой сварке. Наклон изделия по отношению к горизонтальной плоскости также оказывает влияние на формирование шва. При сварке на подъем увеличивается глубина провара и уменьшается ширина шва. Если угол подъема изделия при сварке под флюсом будет более 6 °, то по обе стороны шва могут образоваться подрезы. При сварке на спуск глубина провара уменьшается. Аналогичный процесс формирования шва происходит при сварке с уменьшением насыпной массы флюса. Зазор между деталями, разделка кромок и вид сварного соединения не оказывают значительного влияния на форму шва. Очертание провара и общая высота шва Н остаются практически постоянными. Чем больше зазор или разделка кромок, тем меньше доля основного металла в металле шва . Из рисунка видно, что в зависимости от зазора или разделки кромок шов может быть выпуклым, нормальным или вогнутым.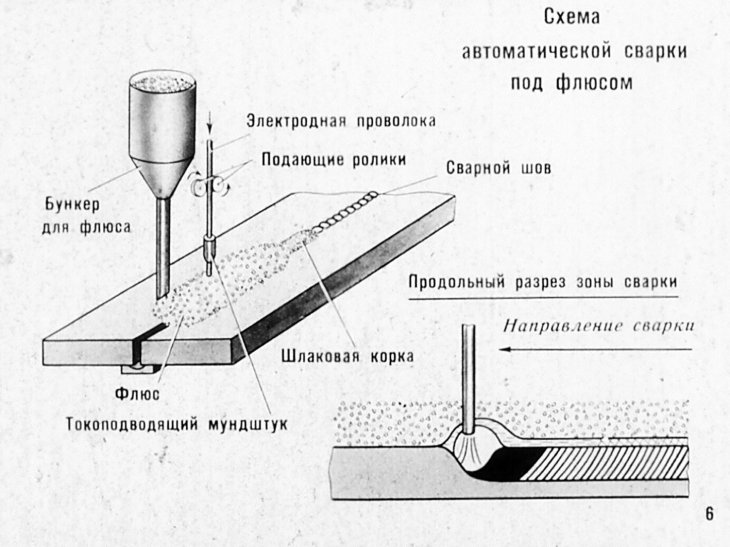 Наиболее существенное влияние на форму и качество шва влияет непосредственно зазор между деталями. При сварке вручную сварщик может сам выправить дефект сборки (заплавить увеличенный зазор) и обеспечить требуемую форму шва. При автоматической сварке это осуществить невозможно. Плохая сборка не обеспечит заданные зазоры и получение качественного шва.
Наиболее существенное влияние на форму и качество шва влияет непосредственно зазор между деталями. При сварке вручную сварщик может сам выправить дефект сборки (заплавить увеличенный зазор) и обеспечить требуемую форму шва. При автоматической сварке это осуществить невозможно. Плохая сборка не обеспечит заданные зазоры и получение качественного шва.
6.3. Расчет режимов сварки (наплавки) под флюсом проволокой сплошного сечения
Расчет сварочного тока, А, производится по формуле
При сварке и наплавке под флюсом, для более глубокого проплавления, рекомендуется использовать высокие значения плотности тока в электродной проволоке (а ≥40 ÷ 50 А/мм2 ), а при наплавке для снижения глубины проплавления принимается а≤ 30 ÷ 40 А/мм2. Диаметр электродной проволоки желательно выбирать таким, чтобы он обеспечил максимальную производительность сварки (наплавки) при требуемой глубине проплавления. Зависимость силы сварочного тока и его плотности на глубину проплавления приведена в табл. 10 приложения. Зависимость напряжения дуги от силы сварочного тока (флюс АН-348А) следующая:
Зависимость силы сварочного тока и его плотности на глубину проплавления приведена в табл. 10 приложения. Зависимость напряжения дуги от силы сварочного тока (флюс АН-348А) следующая:
| Сила сварочного тока, А | 180-300 | 300-400 | 500-600 | 600-700 | 700-850 | 850-1000 |
| Напряжение дуги, В | 32-34 | 34-36 | 36-40 | 38-40 | 40-42 | 41-43 |
Наплавку рекомендуется выполнять при постоянном токе прямой полярности. Вылет электродной проволоки принимается 30 ÷ 60 мм, при этом более высокие его значения соответствуют большему диаметру проволоки и силе тока.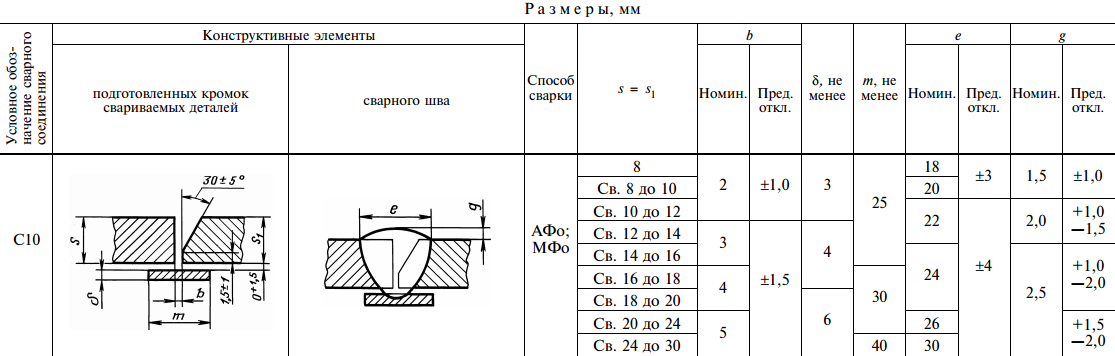 Скорость подачи электродной проволоки, м/ч, рассчитывается по формуле:
Скорость подачи электродной проволоки, м/ч, рассчитывается по формуле:
где dПР – диаметр проволоки, мм; ρ – плотность металла электродной проволоки, г/см3 (для стали ρ =7,8 г/см3).
Коэффициент расплавления проволоки сплошного сечения при сварке под флюсом определяется по формулам:
для переменного тока:
для постоянного тока прямой полярности:
для постоянного тока обратной полярности
αР= 10 ÷ 12 г/Ач
Скорость сварки, м/ч, рассчитывается по формуле:
где αН — коэффициент наплавки, г/А ч; αН = αР(1-Ψ), где Ψ — коэффициент потерь металла на угар и разбрызгивание, принимается равным 0,02 ÷ 0,03.
При наплавке под флюсомFB — площадь поперечного сечения одного валика, см2, укладываемого за один проходможно принять равной 0,3 ÷ 0,6 см2.
Масса наплавленного металла, г, определяется по формуле:
где VН — объем наплавленного металла, см3.
Объем наплавленного металла, см3, определяется из выражения
где Fн – площадь наплавленной поверхности, см2; h – высота наплавленного слоя, см.
Расход сварочной проволоки, г, определяется по формуле
де GH – масса наплавленного металла, г; Ψ – коэффициент потерь.
Расход флюса, г/пог.м, определяется по формуле
Время горения дуги, ч, определяется по формуле
Полное время сварки, ч, определяется по формуле
де kП – коэффициент использования сварочного поста принимается равным 0,6 ÷ 0,7.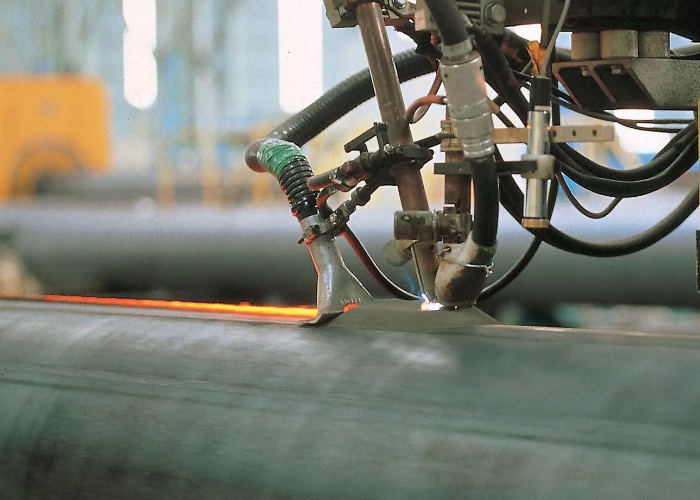
Расход электроэнергии, кВт ч, определяется по формуле
где UД– напряжение дуги, В; η– КПД источника питания: при постоянном токе 0,6÷0,7 , при переменном 0,8÷ 0,9; WO– мощность источника питания, работающего на холостом ходе, кВтч (на постоянном токе 2,0÷ 3,0 кВт, на переменном – 0,2÷ 0,4 кВт).
Марки флюса приведены в табл. 5.3.
| Cварочный ток, А | 200-400 | 400-800 | 800-1200 |
| Толщина слоя флюса, мм | 25-35 | 35-45 | 45-60 |
Технические характеристики аппаратов для автоматической сварки (наплавки) под флюсом приведены табл. 6 приложения.
6 приложения.
Автоматическая сварка под флюсом.
Сварку под флюсом выполняют на постоянном токе обратной полярнос-ти. Сила сварочного тока не превышает 800А, напряжение дуги до 40 В, ско-рость сварки изменяют в диапазоне 13…30 м/ч. Одностороннюю однопроход-ную сварку применяют длясоединений толщиной до 8 мм и выполняют на ос-тающейся стальной подкладке или флюсовой подушке.
Максимальная толщина соединений без разделки кромок, свариваемых двусторонними швами, не должна превышать 20 мм. Для стыковых соединений без скоса кромок (односторонних и двусторонних) используют проволоку марки Св-08ХН2М. Применять более легированные проволоки для таких сое-динений нецелесообразно, поскольку в этом случае швы имеют излишне высо-кую прочность.
Наиболее часто стыковые соединения подготавливают со скосом кромок. Сварку корневых швов стыковых соединений высокопрочных сталей с V- или Х-образной разделкой кромок обычно выполняют проволоками марок Св-08ГА или Св-10Г2. Заполнение разделок кромок осуществляется проволоками марок Св-08ХН2ГМЮ или Св-08ХН2ГСМЮ последовательным наложением слоев.
Заполнение разделок кромок осуществляется проволоками марок Св-08ХН2ГМЮ или Св-08ХН2ГСМЮ последовательным наложением слоев.
Основные параметры режима автоматической сварки под флюсом: сваро-чный ток, напряжение дуги и скорость перемещения дуги.
С увеличением сварочного тока дуга больше погружается в основной ме-талл, возрастает погонная энергия и количество расплавленного в единицу вре-мени электродного металла. В результате глубина провара и доля участия ос-новного металла в металле шва увеличиваются. Увеличение диаметра свароч-ной проволоки при неизменном сварочном токе приводит к уменьшению глу-бины провара и выпуклости шва при одновременном увеличении его ширины. В зависимости от толщины свариваемых кромок применяют проволоку диа-метром 2…5 мм.
Увеличение напряжения дуги приводит к повышению ее подвижности, в результате чего увеличивается ширина шва, а глубина остается практически не-изменной. При сварке под флюсами АН-17М и АН-43 напряжение дуги не дол-жно превышать 40 В. Скорость перемещения дуги при сварке стыковых соеди-нений высокопрочных сталей изменяют от 13 до 30 м/ч. Повышение скорости сварки в этом диапазоне обусловливает увеличение глубины проплавления. Автоматической сваркой под флюсом выполняют стыковые, угловые и нахлес-точные швы, расположенные в нижнем положении.
Скорость перемещения дуги при сварке стыковых соеди-нений высокопрочных сталей изменяют от 13 до 30 м/ч. Повышение скорости сварки в этом диапазоне обусловливает увеличение глубины проплавления. Автоматической сваркой под флюсом выполняют стыковые, угловые и нахлес-точные швы, расположенные в нижнем положении.
Стыковые соединения можно выполнять односторонними и двусторонни-ми швами с разделкой и без разделки кромок. Швы с разделкой кромок могут быть однопроходными и многопроходными.
Односторонней однопроходной сваркой соединяют высокопрочную сталь толщиной до 8 мм. Для более толстого металла использовать односторон-нюю сварку нецелесообразно, поскольку это приводит к перегреву металла око-лошовной зоны.
Односторонние стыковые соединения сваривают с использованием тех-нологических приемов, которые позволяют обеспечивать высокое качество сварных швов: на остающейся стальной подкладке, на медной или флюсомед-ной подкладке, на флюсовой подушке. Подкладные планки изготовляют из низкоуглеродистой стали СтЗсп толщиной 3…6 мм и шириной 40…50 мм. Зазор между подкладкой и кромками не должен превышать 0,5… 1 мм для пре-дотвращения затекания металла в корневом участке шва. В противном случае в корне шва могут образоваться дефекты (прожоги, шлаковые включения, трещи-ны). После окончания кварки подкладную планку, как правило, удаляют, а поверхность шва зачищают шлифовальной машинкой заподлицо с основным ме-таллом.
Подкладные планки изготовляют из низкоуглеродистой стали СтЗсп толщиной 3…6 мм и шириной 40…50 мм. Зазор между подкладкой и кромками не должен превышать 0,5… 1 мм для пре-дотвращения затекания металла в корневом участке шва. В противном случае в корне шва могут образоваться дефекты (прожоги, шлаковые включения, трещи-ны). После окончания кварки подкладную планку, как правило, удаляют, а поверхность шва зачищают шлифовальной машинкой заподлицо с основным ме-таллом.
При использовании медных или флюсомедных подкладок, флюсовых по-душек необходимо обеспечивать плотное под-жатие подкладки к корню свар—ного соединения. Рекомендуемые режимы односторонней сварки под флюсом стыковых соединений толщиной до 8 мм без скоса кромок на флюсовой по-душке приведены в табл. 23. Металл большей толщины без скоса кромок сва-ривают двусторонними швами.
Таблица 23. Режимы автоматической сварки под флюсом стыковых соединений без скоса кромок на флюсовой подушке
Двусторонняя автоматическая сварка является основным методом полу-чения высококачественных швов, так как этот тип соединений наиболее тех-нологичен, надежен, позволяет получать сварные соединения с минимальными деформациями и высоким качеством. Двусторонняя автоматическая сварка бо-лее надежна по сравнению с односторонней, так как в этом случае на качество швов в меньшей степени влияет колебание режима сварки, смещение электрода от оси шва, точность подготовки кромок и сборки. Первый проход двусторон-него шва обычно выполняют на флюсовой подушке или «на весу».
Двусторонняя автоматическая сварка бо-лее надежна по сравнению с односторонней, так как в этом случае на качество швов в меньшей степени влияет колебание режима сварки, смещение электрода от оси шва, точность подготовки кромок и сборки. Первый проход двусторон-него шва обычно выполняют на флюсовой подушке или «на весу».
Максимальная толщина металла, свариваемого двусторонними швами при бескосной разделке кромок, не должна превышать 20 мм. В противном слу-чае сварку необходимо вести на форсированных режимах, что приводит к сни-жению пластичности и хладостойкости металла околошовной зоны. Техника сварки первого прохода такая же, как и односторонних швов. Глубина проплав-ления должна быть равна (0,6…0,7) металла. После кантования изделия второй проход шва выполняют с таким расчетом, чтобы перекрытие слоев состав-ляло 3…4 мм. Наиболее рационально такие швы сваривать с обязательным за-зором в стыке. Режимы двусторонней автоматической сварки под флюсом сты-ков без скоса кромок обычно выбирают с таким расчетом, чтобы оба слоя шва сваривались без переналадки сварочной аппаратуры (табл. 23).
23).
Для стыковых соединений без скоса кромок (односторонних и двусторон-них) используют сварочную проволоку Св-08ХН2М. Применять более легиро-ванные проволоки для таких соединений нецелесообразно, поскольку в этом случае механические свойства швов имеют излишне высокую прочность.
Наиболее часто при сварке высокопрочных сталей стыковые соединения подготовляют со скосом кромок. Корневые швы стыковых соединений высоко-прочных сталей с V- или X-образной разделкой кромок обычно выполняют то-ком прямой полярности проволоками Св-08ГА или Св-10Г2 (табл. 24).
Заполнение V-образной разделки кромок осуществляется током обратной полярности проволоками Св-08ХН2ГМЮ или Св-08ХН2Г2СМЮ последова-тельным наложением слоев. При выполнении слоев многопроходного шва пер-вые два-три слоя выполняют по оси разделки, а все последующие — со смеще-ниями последовательно то к одной, то к другой стороне разделки.
Порядок многопроходной сварки швов при Х-образной симметричной разделке кромок следующий: выполняют сварку с одной стороны, заполняя разделку на одну треть или наполовину по глубине; кантуют соединение, зачи-щают корень шва и выполняют сварку с этой стороны, заполняя разделку на одну треть или наполовину сечения по глубине; снова кантуют и окончательно сваривают шов с первой стороны, а затем — со второй стороны соединения.
При сварке толстолистовых соединений высокопрочных сталей более предпочтительна разделка с двумя несимметричными скосами двух кромок.
При автоматической сварке под флюсом угловых швов тавровых и нахле-сточных соединений при положении в угол формирование швов затруднено, в результате чего появляются условия для образования подрезов вертикальной стенки и наплывов металла шва на горизонтальную полку. Основным условием получения качественных швов является правильный выбор режима сварки и точное расположение конца электрода относительно кромок свариваемого из-делия. Электрод располагают таким образом, чтобы угол, образуемый электро-дом и вертикальной стенкой, составлял 35…40°.
Сварку тавровых, угловых и нахлесточных соединений выполняют в двух основных положениях — в «лодочку» и в угол (табл. 25, 26).
Дата добавления: 2017-05-02; просмотров: 3562; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Автоматическая сварка под флюсом: технология и применение
Екатерина
Любому практикующему сварщику известно, что кислород оказывает негативное влияние на качество и долговечность шва. Попадая в сварочную ванну кислород способствует повышенному окислению и становится причиной трещин. Чтобы избавиться от этой проблемы существует множество способов: начиная от специальной обработки металла, заканчивая применением особых комплектующих, например, флюсов.
Один из наиболее популярных методов качественного соединения металлов — автоматическая сварка под слоем флюса. С ее помощью можно сварить такие непростые металлы, как медь, алюминий и нержавеющую сталь. Автоматическая сварка ускоряет и упрощает работу, а флюс выполняет защитную функцию. В этой статье мы кратко расскажем, что такое автоматическая дуговая сварка под флюсом и какова техника автоматической сварки под флюсом.
Содержание статьи
- Общая информация
- Область применения
- Роль флюса
- Виды применяемых флюсов
- Достоинства и недостатки
- Технология сварки
- Вместо заключения
Общая информация
Автоматическая дуговая сварка под слоем флюса — это технология, суть которой ничем не отличается от классической дуговой сварки. Металл плавится из-за высокой температуры, которая формируется благодаря электрической дуге. Ниже изображена схема автоматической дуговой сварки под флюсом.
Металл плавится из-за высокой температуры, которая формируется благодаря электрической дуге. Ниже изображена схема автоматической дуговой сварки под флюсом.
Отличие автоматической сварки от любой другой заключается лишь в том, что большинство процессов выполняется не вручную, а с помощью специальных станков. Например, подача проволоки и движение дуги. Ну а в нашем конкретном случае все эти операции производятся под слоем флюса, нанесенного на поверхность металла.
Область применения
Автоматическая наплавка под флюсом применяется во многих сферах. С ее помощью можно организовать быстрое крупносерийное производство, в том числе конвейерное. По этой причине данная технология незаменима при сборке кораблей, производстве крупногабаритных труб и емкостей для нефтеперерабатывающей отрасли. Автоматическая сварка обеспечивает высокое качество швов, поэтому завоевала свое уважение в таких ответственных отраслях.
Роль флюса
С автоматической сваркой все ясно. А вот что насчет флюса? Что это такое?
А вот что насчет флюса? Что это такое?
Флюс — это специальное вещество (может выпускаться в виде порошка, гранул, паст и жидкостей), обладающее положительными свойствами. Флюсы толстым слоем подаются прямо в сварочную зону, защищая ее от негативного влияния кислорода. Также флюс защищает сам металл, способствует устойчивому горению дуги, уменьшает вероятность разбрызгивания металла и даже изменяет химический состав шва при необходимости.
Виды применяемых флюсов
Перед тем, как провести сварку под флюсом, неплохо было бы узнать, какие вообще бывать разновидности. Прежде всего, всю флюсы делятся по назначению. Они могут быть для сварки углеродистых и легированных сталей, для высоколегированных сталей и для цветных металлов. Это первое, на что стоит обратить внимание перед покупкой флюса.
Также флюсы могут быть плавлеными или керамическими. Их отличие в составе. В большинстве случаев используется именно плавленый флюс, поскольку он относительно универсальный и стоит недорого.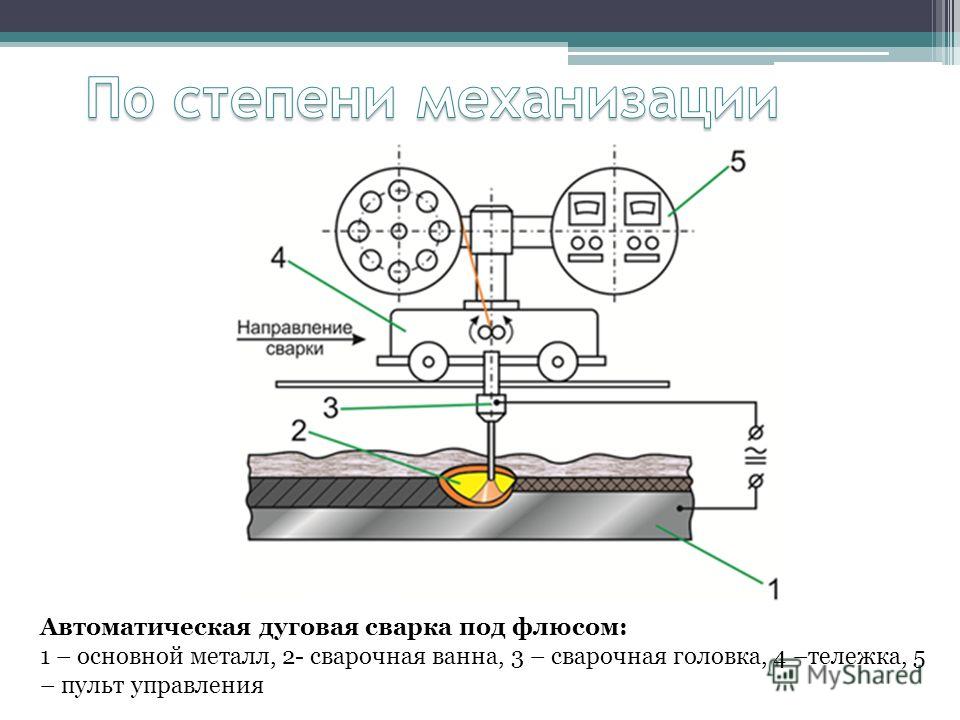 С его помощью можно эффективно защитить сварочную ванну от кислорода. Но не ждите от плавленого флюса каких-то особых качеств. Если вам необходимы действительно отличные свойства шва, то выберите керамический флюс. Он обеспечивает отличное качество.
С его помощью можно эффективно защитить сварочную ванну от кислорода. Но не ждите от плавленого флюса каких-то особых качеств. Если вам необходимы действительно отличные свойства шва, то выберите керамический флюс. Он обеспечивает отличное качество.
Также флюсы могут быть химически активными и химически пассивными. Активный флюс содержит в составе кислоты, способные не только защитить металл при сварке, но и привести к коррозии. Так что тщательно удаляйте флюс после работы. Пассивные флюсы в автоматической сварке не применяются, поскольку не обладают достаточными для этого свойствами. Зачастую вы встретите пассивный вещества при пайке в виде воска или канифоли.
Кстати, о производителях. Это давний спор всех начинающих и опытных сварщиков. Кто-то считает, что отечественные компании производят недорогой и эффективный флюс, а кто-то всеми руками за импортные комплектующие. Мы не будем однозначно говорить, что лучше, скажем лишь то, что на практике и отечественные, и импортные флюсы показывают себя хорошо, если соблюдена технология сварки.
Достоинства и недостатки
У автоматической сварки с применением флюса есть много плюсов. Ее главное достоинство — возможность полной автоматизации процесса сварки. От сварщика не нужно даже уметь варить, достаточно знать, как настроить оборудование. Также такой метод сварки гарантирует отличное качество сварочных соединений, поскольку отсутствует человеческий фактор.
У технологии сварки деталей автоматической наплавкой под слоем флюса есть и недостатки. Во-первых, вы сможете варить только нижний швы. Также детали должны быть очень точно подогнаны, ведь машина формирует шов в четко заданном месте, и любая ошибка при стыковке приведет к браку. Кроме того, нужна очень тщательная подготовка металла перед сваркой.
Учтите, что у вас не получится сварить металл на весу. Деталь нужно будет зафиксировать на горизонтальной поверхности и предварительно проварить корень сварного соединения. Еще один существенный недостаток — большая стоимость как оборудования для автоматической сварки, так и комплектующих.
Теперь, когда вам все известно, пора узнать, какова технология автоматической сварки под флюсом.
Технология сварки
Прежде всего, перед сваркой необходимо подготовить металл. Для каждого металла подготовка своя, но мы дадим общие рекомендации. Нужно очистить деталь от грязи, краски и коррозии. Затем нужна тщательная зачистка поверхности с помощью металлической щетки или шлифовального круга. Только после подготовительных операций можно приступать к сварке.
Технология сварки под флюсом проста за счет того, что многие процессы выполняет не человек, а машина. Мастеру не нужна зажигать дугу, следить за ее стабильностью, выбирать скорость подачи проволоки и так далее. Все, что от вас требуется — правильно настроить режимы сварки под флюсом. По сути, задать машине программу действий. Ниже таблица с перечислением режимов автоматической сварки под флюсом.
Это режимы автоматической сварки под флюсом для стыковых соединений. Естественно, существуют и другие типы соединений, поэтому для них нужно произвести расчет режимов сварки. Здесь мы не будем касаться этой темы, поскольку она очень обширна (сколько типов соединений, столько и формул), поэтому изучите эту информацию самостоятельно. В интернете много способов расчета.
Здесь мы не будем касаться этой темы, поскольку она очень обширна (сколько типов соединений, столько и формул), поэтому изучите эту информацию самостоятельно. В интернете много способов расчета.
При работе также используется специальная присадочная проволока для сварки под флюсом. Ее подача тоже автоматизирована, нужно лишь загрузить бобину в подающий механизм. Рекомендуем приобретать проволоку, изготовленную из того же металла, что и деталь.
Теперь немного о флюсе. Он тоже подается автоматически, только предварительно его нужно насыпать в специальный резервуар. Толщина слоя флюса зависит от толщины свариваемого металла. Чем металл толще, тем больше нужно флюса.
У вас может возникнуть закономерный вопрос: а плавится ли флюс? И влияет ли он на структуру шва? Да, конечно флюс плавится под действием температуры. Но при этом он никак не нарушает структура шва, а лишь улучшает ее. Но при этом застывший флюс превращается в шлак, который после сварки нужно удалить. Остатки неиспользованного флюса можно использовать повторно.
Подобная технология применения флюса при автоматической сварке позволяет существенно увеличить скорость работ, при этом не потеряв в качестве.
Вместо заключения
Похожие публикации
дуговая сварка под флюсом, Консультанты по сварке инверторов, сварка под флюсом, сварочные аппараты и другие сварочные и режущие системы
Процесс плоской дуги — (постоянное) напряжение. Он используется в балочных, стреловых, тракторных и многоголовочных буровых установках.
Тип операции.
Механизированный, автоматический или полуавтоматический.
Режим работы.
Дуга поддерживается между концом оголенного проволочного электрода и изделием. По мере расплавления электрода он подается в дугу набором валков, приводимых в движение регулируемым двигателем.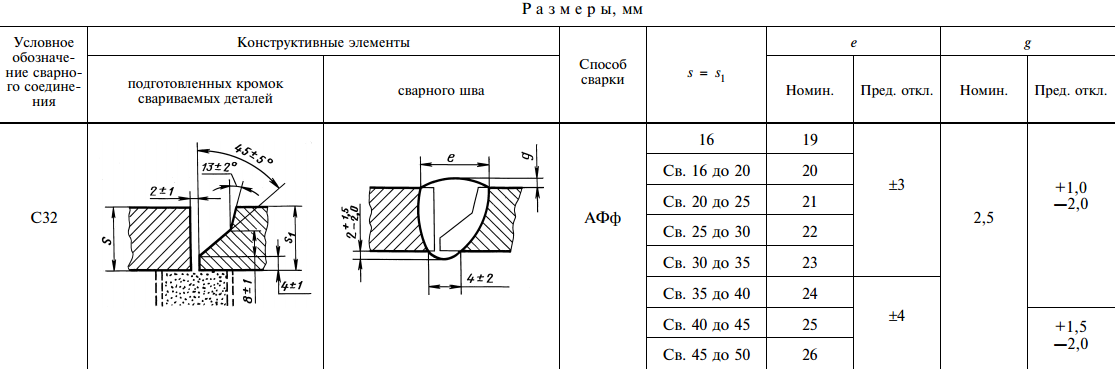 Скорость подачи проволоки регулируется автоматически, чтобы соответствовать скорости расплавления электрода, поэтому длина дуги постоянна (аналогично MIG/MAG — постоянное напряжение). Дуга работает под слоем зернистого флюса, поэтому дуга находится под флюсом. Часть флюса плавится, образуя защитный слой над сварочной ванной. Оставшаяся часть флюса остается неизменной и может быть восстановлена и использована повторно, при условии, что она сухая и не загрязнена.
Скорость подачи проволоки регулируется автоматически, чтобы соответствовать скорости расплавления электрода, поэтому длина дуги постоянна (аналогично MIG/MAG — постоянное напряжение). Дуга работает под слоем зернистого флюса, поэтому дуга находится под флюсом. Часть флюса плавится, образуя защитный слой над сварочной ванной. Оставшаяся часть флюса остается неизменной и может быть восстановлена и использована повторно, при условии, что она сухая и не загрязнена.
Доступна полуавтоматическая версия, в которой оператор управляет сварочным пистолетом, в бункере которого находится небольшое количество флюса.
Основы процесса и оборудования.
Принципы процесса под флюсом схематически показаны ниже. Источник питания P подключен через контактное сопло на сварочной головке и заготовке. Источником питания может быть трансформатор для сварки переменным током или выпрямитель (или двигатель-генератор) для сварки постоянным током. Присадочные материалы представляют собой сплошной электрод без покрытия и гранулированный сварочный флюс, подаваемый в стык по шлангу из бункера для флюса. Для предотвращения перегрева электрода при больших токах сварочный ток передается в точке, очень близкой к электрической дуге. Дуга горит в полости, заполненной газом (СО2, СО и т. д.) и парами металла. Спереди полость огорожена нерасплавленным основным материалом, а за дугой затвердевшим металлом шва. Покрытие полости состоит из расплавленного шлака. На приведенной ниже диаграмме также показаны затвердевший шов и тонкий слой твердого шлака, который необходимо удалять после завершения каждого прохода.
Присадочные материалы представляют собой сплошной электрод без покрытия и гранулированный сварочный флюс, подаваемый в стык по шлангу из бункера для флюса. Для предотвращения перегрева электрода при больших токах сварочный ток передается в точке, очень близкой к электрической дуге. Дуга горит в полости, заполненной газом (СО2, СО и т. д.) и парами металла. Спереди полость огорожена нерасплавленным основным материалом, а за дугой затвердевшим металлом шва. Покрытие полости состоит из расплавленного шлака. На приведенной ниже диаграмме также показаны затвердевший шов и тонкий слой твердого шлака, который необходимо удалять после завершения каждого прохода.
Поскольку дуга полностью погружена в флюс, отсутствует раздражающее излучение дуги, характерное для процесса с открытой дугой, поэтому сварочные экраны не нужны.
Сварочный флюс никогда не расходуется полностью, поэтому оставшееся избыточное количество можно собрать вручную или автоматически и вернуть в бункер для флюса для повторного использования.
Хотя полуавтоматическое оборудование для дуговой сварки под флюсом существует и удобно для определенных применений, в большинстве случаев дуговой сварки под флюсом используется полностью механизированное сварочное оборудование. Одним из основных достоинств процесса под флюсом является простота, с которой его можно включить в полностью механизированные системы сварки, чтобы обеспечить высокую скорость наплавки и постоянное качество сварки. Восстановление металла сварного шва приближается к 100%, так как потери из-за разбрызгивания чрезвычайно малы. Потери тепла от дуги также довольно низки благодаря изолирующему эффекту флюсового слоя, поэтому тепловой КПД процесса может достигать 60 % по сравнению с примерно 25 % при сварке ММА.
Расход флюса примерно равен расходу проволоки, причем фактическое соотношение — масса израсходованной проволоки: масса израсходованного флюса — зависит от типа флюса и применяемых параметров сварки.
Параметры сварки поддерживаются на заданных значениях блоком управления дугой. Система обратной связи обычно используется для поддержания стабильной длины дуги, так что изменение длины дуги (соответствующее изменению напряжения дуги) приводит к увеличению или уменьшению скорости подачи проволоки до тех пор, пока не будет восстановлена первоначальная длина дуги.
Система обратной связи обычно используется для поддержания стабильной длины дуги, так что изменение длины дуги (соответствующее изменению напряжения дуги) приводит к увеличению или уменьшению скорости подачи проволоки до тех пор, пока не будет восстановлена первоначальная длина дуги.
Подготовка суставов.
Подготовка шва зависит от толщины пластины, типа шва, т.е. по окружности или по длине и в некоторой степени от стандартов, по которым изготавливается конструкция.
Листы толщиной до 14 мм можно сваривать встык без подготовки с зазором не более 1 мм или 10 % толщины листа, в зависимости от того, что больше. Более толстые пластины нуждаются в подготовке, если необходимо получить полное проникновение. Переменная подгонка недопустима.
Сварщик, использующий стержневые электроды, может скорректировать свою технику, чтобы справиться с различными зазорами в стыках и поверхностями притупления или различными размерами. Не то что автоматическая сварочная головка. Если заданы условия для корневого зазора 0,5 мм и он увеличивается до 2 или 3 мм, будет происходить прожог, если не используется эффективная подкладочная полоса. В таких случаях рекомендуется ручная сварка корневого шва MIG или MMA. Все кромки листов должны быть абсолютно чистыми и не иметь ржавчины, масла, прокатной окалины, краски и т. д. Если примеси присутствуют и вплавляются в сварной шов, могут легко возникнуть пористость и растрескивание.
Не то что автоматическая сварочная головка. Если заданы условия для корневого зазора 0,5 мм и он увеличивается до 2 или 3 мм, будет происходить прожог, если не используется эффективная подкладочная полоса. В таких случаях рекомендуется ручная сварка корневого шва MIG или MMA. Все кромки листов должны быть абсолютно чистыми и не иметь ржавчины, масла, прокатной окалины, краски и т. д. Если примеси присутствуют и вплавляются в сварной шов, могут легко возникнуть пористость и растрескивание.
Время, потраченное на сведение к минимуму таких дефектов за счет тщательной подготовки соединения и тщательной проверки перед сваркой, потрачено с пользой, поскольку вырезание дефектов сварки и повторная сварка требуют больших затрат времени и средств.
Процедура сварки.
Как правило, чем жестче требования к ударной вязкости при низких температурах, тем ниже максимальный сварочный ток, который можно использовать. Это необходимо для минимизации тепловложения и означает, что может потребоваться многопроходная технология. При сварке нержавеющих сталей тепловложение должно быть низким, так как они имеют плохую теплопроводность и высокий коэффициент расширения по сравнению с мягкой сталью. Эти два эффекта приводят к перегреву и чрезмерным искажениям, если используются провода большого диаметра и большие токи. Поэтому для нержавеющих сталей и сплавов с высоким содержанием никеля, таких как инконель, рекомендуются многопроходные сварные швы с использованием проволоки малого диаметра.
Это необходимо для минимизации тепловложения и означает, что может потребоваться многопроходная технология. При сварке нержавеющих сталей тепловложение должно быть низким, так как они имеют плохую теплопроводность и высокий коэффициент расширения по сравнению с мягкой сталью. Эти два эффекта приводят к перегреву и чрезмерным искажениям, если используются провода большого диаметра и большие токи. Поэтому для нержавеющих сталей и сплавов с высоким содержанием никеля, таких как инконель, рекомендуются многопроходные сварные швы с использованием проволоки малого диаметра.
Параметры сварки.
Выбор правильных условий сварки по толщине листа и подготовка соединения к сварке очень важны, если необходимо получить удовлетворительные соединения без таких дефектов, как трещины, пористость и подрезы. Переменные процесса, которые необходимо учитывать, следующие:
- Полярность электрода.

- Сварочный ток.
- Диаметр электрода.
- Напряжение дуги.
- Скорость сварки.
- Удлинитель электрода.
- Угол электрода.
- Глубина потока.
Это переменные, которые определяют размер валика, форму валика, глубину проплавления и, в некоторых случаях, металлургические эффекты, такие как возникновение трещин, пористость и состав металла сварного шва.
а. Полярность электрода.
Самое глубокое проникновение достигается при обратной полярности постоянного тока (положительный электрод постоянного тока, DCEP)
что также обеспечивает наилучший внешний вид поверхности, форму валика и устойчивость к пористости.
Прямая полярность постоянного тока (отрицательный электрод постоянного тока, DCEN) обеспечивает более быстрое прогорание (около 35%) и более мелкое проникновение, поскольку максимальное тепло выделяется на кончике электрода, а не на поверхности пластины. По этой причине отрицательная полярность электрода постоянного тока часто используется при сварке сталей с ограниченной свариваемостью и при наплавке/наплавке, поскольку в обоих случаях проникновение в основной материал должно быть как можно меньше. Отношение расхода флюса/проволоки меньше при отрицательной полярности электрода, чем при положительной полярности электрода, так что уменьшается легирование флюсом.
По этой причине отрицательная полярность электрода постоянного тока часто используется при сварке сталей с ограниченной свариваемостью и при наплавке/наплавке, поскольку в обоих случаях проникновение в основной материал должно быть как можно меньше. Отношение расхода флюса/проволоки меньше при отрицательной полярности электрода, чем при положительной полярности электрода, так что уменьшается легирование флюсом.
При полярности постоянного тока максимальный используемый ток составляет 1000 ампер из-за проблем с дуговым разрядом. При изменении полярности с положительной на отрицательную может потребоваться некоторое увеличение напряжения дуги для получения сравнимой формы валика.
Переменный ток дает результат примерно посередине между положительным электродом постоянного тока и отрицательным электродом постоянного тока и обычно дает более плоский и широкий валик. Его можно использовать в системах с несколькими головками, и он особенно полезен, когда возникает проблема с дуговым разрядом. Он часто используется в системах с тандемной дугой, где положительный электрод постоянного тока используется в качестве ведущего электрода, а электрод переменного тока — в качестве замыкающего.
Он часто используется в системах с тандемной дугой, где положительный электрод постоянного тока используется в качестве ведущего электрода, а электрод переменного тока — в качестве замыкающего.
б. Сварочный ток.
Увеличение скорости подачи проволоки увеличивает сварочный ток, так что скорость наплавки увеличивается по мере увеличения сварочного тока. Скорость подачи проволоки является наиболее важным фактором контроля плавления и провара. Плотность тока определяет глубину проникновения – чем выше плотность тока, тем больше проникновение. Для данного потока стабильность дуги будет теряться ниже минимальной пороговой плотности тока, так что, если ток для данного диаметра электрода слишком мал, стабильность дуги теряется и получается неровный валик неправильной формы. Слишком высокая плотность тока также приводит к нестабильности, поскольку электрод перегревается и может произойти подрез.
в. Диаметр электрода.
Диаметр электрода.
Для данного тока изменение диаметра электрода изменит плотность тока. Следовательно, электрод большего диаметра уменьшит проплавление и вероятность прожога, но в то же время зажигание дуги затруднено, а стабильность дуги снижается.
д. Напряжение дуги.
Напряжение дуги влияет на разжижение, а не на проплавление. Валик на сварных швах пластин и закрытые стыковые сварные швы с квадратными краями имеют увеличенную ширину и растворение по мере увеличения напряжения дуги, но глубина провара остается неизменной. Если разделка стыка открытая, например, в стыковом соединении с V-образной разделкой под небольшим углом, увеличение напряжения дуги может уменьшить проплавление.
Напряжение дуги определяет длину дуги, расход флюса и свойства металла сварного шва. Увеличение напряжения дуги увеличивает длину дуги, так что ширина сварного шва увеличивается, армирование уменьшается, расход флюса увеличивается, а также увеличивается вероятность возникновения дуги. При использовании легирующих флюсов длина дуги и, следовательно, напряжение дуги очень важны, так как при высоких напряжениях дуги расплавляется больше флюса, так что больше легирующих элементов попадает в металл сварного шва. Таким образом, напряжение дуги может влиять на состав металла шва.
При использовании легирующих флюсов длина дуги и, следовательно, напряжение дуги очень важны, так как при высоких напряжениях дуги расплавляется больше флюса, так что больше легирующих элементов попадает в металл сварного шва. Таким образом, напряжение дуги может влиять на состав металла шва.
эл. Скорость сварки.
Скорость сварки или скорость перемещения определяют глубину провара. Размер шарика обратно пропорционален скорости движения. Более высокие скорости уменьшают проникновение и ширину валика, увеличивают
вероятность пористости и, если довести до крайности, получить подрезы и неравномерные валики. При высоких скоростях сварки напряжение дуги должно поддерживаться достаточно низким, иначе может произойти перегорание дуги.
Если скорость сварки слишком низкая, может произойти прожог. Сочетание высокого напряжения дуги и низкой скорости сварки может привести к образованию грибовидного сварного шва с трещинами затвердевания по бокам шва.
ф. Расширение электрода.
Также известен как вылет электрода и изменяет расстояние между наконечником и рабочим расстоянием. Удлинение электрода определяет степень резистивного нагрева электрода. Если удлинение короткое, эффект нагрева невелик, а проникновение глубокое. Увеличение удлинения увеличивает температуру электрода, что снижает проплавление, но скорость осаждения увеличивается. Таким образом, увеличенное удлинение полезно при наплавке и обработке поверхностей, но необходимо предпринять шаги для направления электрода, иначе он будет блуждать.
Для нормальной сварки вылет электрода должен составлять 25–30 мм для низкоуглеродистой стали и меньше, примерно 20–25 мм, для нержавеющей стали. Это связано с тем, что электрическая чувствительность проволоки из нержавеющей стали значительно выше, чем у проволоки из мягкой стали.
г. Угол электрода.
Поскольку угол между электродом и пластиной определяет точку приложения и направление силы дуги, он оказывает сильное влияние как на провар, так и на подрез. На первом рисунке показано влияние на горизонтальные/вертикальные угловые швы, а на втором рисунке сравнивается эффект, полученный при использовании вертикальной дуги, с результатами, полученными при использовании передней и задней дуг. Влияние на подрезание может быть особенно заметным.
На первом рисунке показано влияние на горизонтальные/вертикальные угловые швы, а на втором рисунке сравнивается эффект, полученный при использовании вертикальной дуги, с результатами, полученными при использовании передней и задней дуг. Влияние на подрезание может быть особенно заметным.
ч. Глубина потока.
Глубина флюса или флюсовая нагрузка часто игнорируются, и порошок накапливается вокруг проволоки до тех пор, пока дуга не будет полностью покрыта. Для достижения оптимальных результатов глубина флюса должна быть достаточной для охвата дуги, хотя точка, в которой электрод входит в свет флюсового слоя, отраженный от дуги, должна быть едва видна. Слишком мелкий слой флюса приводит к протеканию и может вызвать пористость из-за неадекватной металлургической защиты расплавленного металла. Слишком глубокий слой флюса приводит к неудовлетворительному внешнему виду валика и может привести к утечке на кольцевых сварных швах. При глубокой подготовке толстого листа особенно важно избегать чрезмерной глубины флюса, иначе форма сварного шва и удаление шлака могут быть неудовлетворительными.
Флюсы .
Флюсы классифицируются по показателю основности и бывают двух видов — агломерированные и плавленые. Размер частиц важен, поскольку большие токи требуют более тонких потоков.
Плавленые флюсы темно-коричневого или черного цвета со стекловидной поверхностью и чешуйчатой формой. Они дают хороший профиль поверхности и приемлемые свойства. Плавленые флюсы — это флюсы общего назначения, не требующие предварительного нагрева.
Агломерированные флюсы имеют светлый цвет и примерно сферическую форму. Они обеспечивают наилучшие механические свойства и низкий возможный водородный потенциал, требуя предварительного нагрева (обжига) флюса. Агломерированные флюсы впитывают влагу, поэтому по окончании работы их необходимо снять и просушить.
Что такое дуговая сварка под флюсом (SAW)
Дуговая сварка под флюсом (SAW)
Процесс дуговой сварки под флюсом, также известный как сварка под флюсом, представляет собой автоматический и высокопроизводительный процесс сварки плавлением. По сравнению со сваркой стержнем или процессом SMAW, гранулированный флюс в этом процессе наносится на несваренную область шва. Во время сварки проволока непрерывно подается с катушки с проволокой, и дуга горит под флюсом, как показано на рисунке и видео ниже. Таким образом, сварка не видна глазами, поэтому при сварке под флюсом не требуется сварочная маска. В процессе дуговой сварки под флюсом не требуется подача внешнего защитного газа.
По сравнению со сваркой стержнем или процессом SMAW, гранулированный флюс в этом процессе наносится на несваренную область шва. Во время сварки проволока непрерывно подается с катушки с проволокой, и дуга горит под флюсом, как показано на рисунке и видео ниже. Таким образом, сварка не видна глазами, поэтому при сварке под флюсом не требуется сварочная маска. В процессе дуговой сварки под флюсом не требуется подача внешнего защитного газа.
Принципы работы под флюсом
При сварке под флюсом дуга находится внутри флюсовой подушки, помещенной в зону сварки. Сварочное тепло расплавляет флюс и образует шлак. Флюс SAW не проводит электричество при комнатной температуре, но становится электропроводным при высоких температурах во время сварки. По этой причине проволочная проволока размещается для обеспечения токопроводящего пути между сварочной проволокой и заготовкой при сварке под флюсом.
Тепло, выделяемое сварочной дугой, расплавляет сварочную проволоку, флюс и основной металл, образуя сварное соединение. Расплавленный шлак образует шлаковый слой над сваркой, а нерасплавленный шлак используется повторно.
Расплавленный шлак образует шлаковый слой над сваркой, а нерасплавленный шлак используется повторно.
Оборудование и типы тока для сварки под флюсом
Установка оборудования для дуговой сварки под флюсом (SAW) для однопроводной системы показана на рисунке ниже. Основными частями аппарата SAW являются:
- Источник сварочного тока
- Система управления
- Устройство подачи проволоки
- Бункер для флюса
- Рабочие кабели
Приложения. DCEP обеспечивает глубокое проплавление, хорошее начало дуги, лучший профиль валика и меньшую пористость при сварке.
Отрицательная полярность электрода постоянного тока (DCEN) используется для большего диаметра, чтобы увеличить скорость наплавки. Но DCEN склонен к недостатку дефектов слияния. Таким образом, в SAW могут использоваться источники сварочного тока как CV (постоянное напряжение), так и CC (постоянный ток). Сварка под флюсом требует высокого тока и напряжения, поэтому источники питания обычно рассчитаны на ток до 1500 ампер. На практике сила тока ограничивается 1000 ампер, чтобы избежать прожога при сварке. Для сварки под флюсом доступны различные методы сварки, такие как тандемная сварка под флюсом, сварка с узким зазором и последовательная дуговая сварка.
Преимущества и области применения дуговой сварки под флюсом
Дуговая сварка под флюсом или дуговая сварка под флюсом имеет явные преимущества по сравнению с обычными процессами сварки. Основные преимущества SAW:
- Высокая скорость наплавки
- Внешний защитный газ не требуется.
- Быстрая и качественная сварка.
- Сварочный шлем не требуется.
- Полностью автоматизированный процесс сварки.
- Высококачественный однородный внешний вид сварного шва
- Без брызг.
- Простота в освоении для сварщиков/операторов.
Дуговая сварка под флюсом используется в основном для сварки сосудов высокого давления, резервуаров и сварки труб. SAW можно использовать только для сварки продольных швов или кольцевых швов. Сварные трубы под флюсом являются одним из основных применений, когда трубы изготавливаются путем прокатки листа и сварки прямых швов в продольном направлении. Он также используется для сварки винтовых или спиральных труб.
Классификация электродов для дуговой сварки под флюсом (SAW)
согласно SFA 5.17, проволоки под флюсом подразделяются на 3 типа:
1. низкомарганцевая,
2. среднемарганцевая и
3. высокомарганцевая.
Здесь наиболее часто используемая классификация проволоки EM12K является примером проволоки SAW в соответствии с AWS A5.17. Здесь:
- E означает Электрод. Если это EC, это означает композитный электрод.
- Следующая буква «L», «M» или «H» указывает на низкое, среднее и высокое содержание марганца в проволоке.
- Следующие цифры обозначают химический состав проволоки. (например, здесь 12).
- Наконец, последние 2-3 необязательных числа показывают уровень водорода в наплавленном металле.
F6P5-EM12K-H8, следовательно, является полной классификацией SAW с подходящим сварочным флюсом. В соответствии с этой классификацией присадочный материал под флюсом способен создавать сварной шов с пределом прочности 60 тыс.фунтов на кв. дюйм (415 МПа) и ударной вязкостью 27 Дж при температуре минус 50 °F после термообработки.
Сварка под флюсом, сварка под флюсом
Включите JavaScript
Сварка под флюсом, сварка под флюсом
Другой пример F43A2-EM12K — это полная классификация комбинации флюс-электрод. Значение комбинации флюсовой проволоки F43A2-EM12K обеспечивает наплавку в состоянии после сварки, имеющую UTS от 430 до 560 МПа и ударную вязкость по Шарпи с V-образным надрезом (CVN) не менее 27 Дж при -20°. C при изготовлении электродом EM12K в условиях, указанных в данной спецификации. Отсутствие буквы «S» во 2-м разряде означает, что классифицируемый флюс является первичным флюсом.
Варианты сварки под флюсом (SAW)
Основные варианты сварки дуговой сварки погружения:
- Одно проволочная пила
- Двойной проволочный параллельный электрод
- TANDEM
- TANDEM
- TANDEM
- SAW
- . Работа вышеуказанных типов дуговой сварки под флюсом показана на рисунке ниже.
Факторы степени разбавления при сварке под флюсом
При сварке под флюсом конфигурация соединения является основным фактором, влияющим на степень разбавления наряду со сварочным током. В целом, на приведенном ниже рисунке показано влияние типа сварного соединения на разбавление сварного шва.
Типы флюсов для сварки под флюсом
Дуговая сварка под флюсом Флюсы классифицируются на основе метода производства, их активности и влияния на химический состав наплавленного металла. There are four main types of SAW fluxes:
- Fused flux and
- Bonded flux
- Active flux
- Neutral Flux
Other Welding Processes
- Дуговая сварка металлическим электродом в среде защитного газа (сварка MIG/MAG)
- Дуговая сварка порошковой проволокой (FCAW)
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- Что такое дуговая сварка электродом или электродуговая сварка в защитном металле (SMAW)?
Дуговая сварка под флюсом (SAW): применение, работа, детали
Сегодня я буду обсуждать определение, применение, схему, оборудование, работу, преимущества и недостатки дуговой сварки под флюсом (SAW).
Ранее была опубликована статья о дуговой сварке с флюсовой проволокой (FCAW). Проверить!Подробнее: Принципы работы дуговой сварки порошковой проволокой
Содержание
- 1 Что такое дуговая сварка под флюсом (SAW)?
- 1.0.1 Диаграмма погруженной дуги сварки:
- 2 Применение
- 3 Машины SAW
- 3,0.1 Подручная дуговая машина. SAW
- 4.0.1 Посмотрите видео ниже, чтобы узнать, как работает SAW:
- 4.1 Подпишитесь на нашу рассылку новостей
- 5 Преимущества и недостатки дуговой сварки под флюсом
- 5.1 Преимущества:
- 5.2 Недостатки
- 5.3 Пожалуйста, поделитесь!
Что такое дуговая сварка под флюсом (SAW)?
Дуговая сварка под флюсом — это еще один тип процесса дуговой сварки, в котором используется плавящийся трубчатый электрод с непрерывной подачей. Может работать в автоматическом или механизированном режиме.
Он также может эксплуатироваться на полуавтоматических (ручных) пистолетах SAW с подачей под давлением или самотёком. Этот процесс не подходит для плоских или горизонтальных положений приварки, так как горизонтальное положение было выполнено со специальной компоновкой для поддержки флюса.В этом процессе сварки зона дуги и сварочная ванна защищены от атмосферного загрязнения за счет слоя гранулированного флюса, состоящего из извести, кремния, оксида марганца, фторида кальция и некоторых других соединений. Расплавленный флюс становится проводящим и создает ток между электродами и основным металлом. Толстый слой флюса полностью покрывает металл, предотвращая искры и брызги, а также защищая от интенсивного ультрафиолетового излучения и дыма, которые являются частью процесса сварки.
SAW был первым патентом в 1935 году и касался электрической дуги под слоем гранулированного флюса. Первоначально он был разработан Джонсом, Кеннеди и Ротермундом.
Схема дуговой сварки под флюсом:
Подробнее: Дуговая сварка в среде защитного газа (SMAW)
Области применения
Ниже приведены области применения SAW: ).
Он также используется для обработки низколегированных сталей, нержавеющих сталей, сплавов на основе никеля и для наплавки.Дуговая сварка под флюсом может использоваться для сварки сосудов под давлением, таких как котлы.
Много структурных чертежей, труб, землеройных инструментов, судостроения, строительства железных дорог и локомотивов.
Наконец, дуговая сварка под флюсом может использоваться для ремонта деталей машин.
Этот процесс имеет некоторые особенности, отличающие его от других процессов дуговой сварки, в том числе:
- Сварочная головка: подает флюс и присадочный металл к сварному шву.
- Бункер для флюса: помогает хранить флюс и регулирует скорость осаждения флюса на сварной шов. Флюс
- : гранулированный флюс защищает сварной шов от атмосферного загрязнения. Он также очищает металл шва и модифицирует его химическое загрязнение. Хотя некоторые другие процессы дуговой сварки, такие как MIG, SMAW предлагают это.
- Электрод: присадочный материал – стандартная проволока, а также другие специальные формы. Толщина этих проводов обычно составляет от 1,6 мм до 6 мм.
Подробнее: Сварка вольфрамовым электродом в среде инертного газа (TIG)
Детали машин SAW
Дуговая сварка под флюсом состоит из основных частей или оборудования, таких как сварочная головка, бункер для флюса, флюс, блок подачи электродной проволоки, электрод и флюс. блок восстановления. Сварочная головка может быть использована для подачи наполнителя, а также флюса в сварное соединение. Другие общие детали аппарата включают:
- Расходуемый электрод
- Источники питания
- Гранулированный флюс
- Основной металл
- Держатель электрода
Аппарат для дуговой сварки под флюсом:
Подробнее: Понимание электрошлаковой сварки
Принципы работы SAW
Как и другие процессы дуговой сварки, SAW также передает ток на электрод от сварочного аппарата переменного или постоянного тока. Он отдельно наносит флюс в зону сварки перед соединением.
Этот флюс не является проводником электричества в холодном состоянии, но становится хорошим проводником при плавлении под действием тепла дуги. Это также позволяет протекать току между электродом и заготовкой. Поток, видимый в атмосфере, остается гранулированным (неизменным), что позволяет использовать его повторно. Нижний расплавленный флюс превращается в шлак, превращаясь в отходы, и его необходимо удалять после сварки,С заданной скоростью электрод непрерывно подается в соединение. В то время как в полуавтоматических сварочных установках сварка производится вручную вдоль стыка. В автоматическом режиме отдельный привод перемещает либо сварочную головку над неподвижным изделием, либо изделие вращается под неподвижной сварочной головкой.
Подробнее: Знакомство с плазменно-дуговой сваркой (PAW)
Посмотрите видео ниже, чтобы узнать, как работает SAW:
youtube.com/embed/_jdk0q9dccc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Подпишитесь на наш информационный бюллетень
Подробнее: Знакомство с дуговой сваркой шпилек и ее методами
Преимущества и недостатки дуговой сварки под флюсом
Преимущества:
Ниже приведены преимущества сварки под флюсом:
- Высокая скорость наплавки.
- Процесс автоматизирован.
- Получается меньше дыма.
- Обучение Edge не требуется.
- Можно проводить в помещении и/или на улице.
- Отсутствие искр оксида, так как он погружен во флюсовую оболочку.
Недостатки
Несмотря на хорошие преимущества SAW, все же имеют место некоторые ограничения. Ниже приведены недостатки SAW:
- Процесс неполный для некоторых металлов.
- Может быть несовершенен для прямых швов сосудов, и труб.
- Использование Flux может быть утомительным.
- Из-за флюса может возникнуть проблема со здоровьем.
- Удаление шлака желательно после сварки.
Подробнее: Понимание приварки шпилек
Это все, что касается этой статьи, в которой обсуждаются определение, применение, схема, оборудование, работа, преимущества и недостатки. Я надеюсь, что вы получили много от чтения, если это так, пожалуйста, поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
Дуговая сварка под флюсом (SAW) Обзор
Дуговая сварка под флюсом (SAW) — это один из сварочных процессов, используемых в сварочной промышленности. В отраслях промышленности , где используются длинные сварные швы и толстые стальные листы, применяется дуговая сварка под флюсом . Это высокопроизводительный автоматизированный процесс сварки. Процесс SAW обычно работает в полуавтоматическом или автоматическом режиме. Кроме того, он ограничен плоской или горизонтально-угловой сваркой.
В этой статье начинающие люди могут найти различные аспекты SAW, такие как значение, расходные материалы, принципы, машины, приложения, диаграммы, ограничения, советы по безопасности и т. д.Основные моменты сообщения:
- Дуговая сварка под флюсом Значение
- Принцип дуговой сварки под флюсом
- Схема дуговой сварки под флюсом
- Оборудование для дуговой сварки под флюсом
- Расходные материалы для дуговой сварки под флюсом
- Сварка под флюсом
- Преимущества дуговой сварки под флюсом
- Недостатки дуговой сварки под флюсом
- Распространенные ошибки SAW
- Безопасность дуговой сварки под флюсом
- Сфера деятельности по сварке под флюсом
- Работы по дуговой сварке под флюсом
- Динамика заработной платы сварщика SAW
Дуговая сварка под флюсом Значение
Дуговая сварка под флюсом — это распространенный процесс дуговой сварки.
Во время процесса он образует дугу между постоянно подаваемым электродом и заготовкой. Слой порошкообразного флюса создает защитный газовый экран. Шлак защищает зону сварки. Процесс не требует защитного газа. Обычно дуга невидима во время сварки, поскольку она погружена под слой флюса.Принцип дуговой сварки под флюсом
Как следует из названия, «под флюсом» дуга не видна. Принцип SAW включает в себя образование электрической дуги между постоянно подаваемым электродом и заготовкой . Во время сварки слой порошкообразного флюса окружает и покрывает дугу . Он обеспечивает электрическую проводимость между металлом и электродом в расплавленном состоянии. Образование защитного газа и шлак защищают зону сварки. Он также защищает глаза, так как выделяет очень мало дыма.
Схема дуговой сварки под флюсом
Диаграмма для SAW состоит из таких названий, как гранулированный флюс, проволочный электрод, плавленый флюс, источник питания и т.
д. На изображении ниже показаны различные компоненты формирования процесса SAW.В SAW используется следующее оборудование:
1. Электрод
В процессе используется стандартная проволока и специальные формы в качестве наполнителя. Обычно толщина проволоки колеблется от 1,6 мм до 6 мм (от 1/16 до 1/4 дюйма). В некоторых случаях для придания дуге колебательного движения можно использовать витую проволоку. В результате помогает сплавление носка сварного шва с металлической основой.
Выбор электродов зависит от типа свариваемых материалов. Электроды могут состоять из электродов с легирующими элементами. Имеющиеся электроды подходят для сварки высокоуглеродистой стали, низкоуглеродистой и специальной легированной стали, мягкой стали, нержавеющей стали, а также некоторых видов цветной меди и никеля.
Как правило, электроды покрыты медью. Это увеличивает их электропроводность и предотвращает ржавление.
Они доступны в прямых длинах и формах катушки. Диаметры могут быть 1,6, 2,0, 2,4, 3, 4,0, 4,8 и 6,4 мм.2. Флюс
В процессе SAW используется гранулированный флюс для защиты и защиты расплавленного сварного шва от атмосферного загрязнения. Флюс действует как очиститель металла. Он также может изменить свой химический состав. Он гранулируется до определенного размера и может быть связанного, плавленого и механически смешанного типа. Флюс может состоять из оксидов кальция, кремния, алюминия, марганца и магния, а также фторидов кальция.
Легирующие элементы могут быть добавлены по мере необходимости. Рекомендуется использовать флюс с мелкими и крупными частицами для сварки более тяжелых и меньших толщин соответственно.
3. Сварочная головка
Основной функцией оборудования является подача флюса и присадочного металла к сварному шву. Здесь на электрод (присадочный металл) подается напряжение.
4. Бункер для флюса
Бункер для флюса хранит флюс и контролирует скорость осаждения флюса на сварном соединении во время процесса.
Переменные процесса SAW
Ниже приведены некоторые ключевые переменные дуговой сварки под флюсом-
- Напряжение дуги
- Вылет электрода (ESO) или контактный наконечник для работы (CTTW)
- Полярность и тип тока (переменный или постоянный) и регулируемый баланс переменного тока
- Скорость движения
- Скорость подачи проволоки (основной фактор контроля сварочного тока)
Расходные материалы для дуговой сварки под флюсом
Система AWS определяет расходные материалы под флюсом в более простой форме. Эти две спецификации относятся как к составу проволоки, так и к флюсу. Еще две спецификации касаются неизолированных проводов для нержавеющей стали и сплавов на основе никеля. Для дуговой сварки под флюсом есть два, а именно-
- 17 – Электроды и флюсы из углеродистой стали
- 23 Электроды и флюсы из низколегированной стали
Спецификации неизолированной проволоки следующие:
- 9 Проволочные электроды, ленточные электроды, проволока и стержни для дуговой сварки нержавеющих и жаропрочных сталей — классификация
- 11/A5. 11M Сварочные электроды и стержни из никеля и никелевых сплавов без покрытия для дуговой сварки в защитных газах.
Дуговая сварка под флюсом
Сварка под флюсом применяется во многих областях. Они следующие:
- Углеродистая сталь (строительство конструкций/сосудов)
- Низколегированные стали
- Сплавы на основе никеля
- Сосуды под давлением, такие как котлы и цилиндрические
- Ремонт деталей машин
- Нержавеющая сталь
- Конструктивные элементы, землеройные инструменты, трубы, строительство железных дорог, судостроение и локомотивы
- Наплавка (износостойкая, наплавка и коррозионностойкая наплавка стали)
Преимущества дуговой сварки под флюсом
- Флюс рекуперируется , перерабатывается и используется повторно (от 50% до 90%)
- Возможность глубокого провара
- Выделяет минимальное количество сварочного дыма или свет дуги или отсутствие сварочных брызг
- Высокая скорость осаждения (более 45 кг/ч (100 фунтов/ч)
- Высокие эксплуатационные факторы в механизированных применениях
- Придает высокоскоростная сварка тонколистовой стали до 5 м/мин (16 фут/мин)
- Не требуется высший уровень или продвинутая подготовка
- Отсутствие брызг при сварке из-за погружения во флюсовую подушку
- Однопроходные сварные швы могут быть выполнены на относительно толстых листах, если металлургически приемлемо
- Качественные сварные швы легко выполняются с хорошей конструкцией и контролем
- Подходит для внутренних и наружных сварочных работ
- При полной автоматизации высокая скорость наплавки и большое время работы дуги
Недостатки дуговой сварки под флюсом
Все процессы сварки имеют определенные недостатки.
Несмотря на множество преимуществ, дуговая сварка под флюсом имеет следующие ограничения:- Не применяется для прямого шва сосудов и труб
- Системы обращения с флюсами относительно проблематичны
- Использование Flux затруднено
- Для правильного проникновения в корень необходимы подкладочные полоски
- Нецелесообразно использовать в вертикальном или потолочном положении для сварки. В основном используется для стыковых швов (плоское положение-1G) и угловых швов (плоское/горизонтальное положение-1F/2F)
- Только для материалов большой толщины, не применяется для тонких материалов
- Ограничено некоторыми конкретными металлами, например, черными или некоторыми сплавами на основе никеля
- Потенциально опасен для здоровья из-за флюса
- Требуется удаление межпроходного и послесварочного шлака
- После сварки желательно удаление шлака
Распространенные ошибки SAW
- Неправильное хранение флюса
- Несоответствующая плотность тока
- Несоответствие контакта наконечника и заготовки
- Выбор неверного флюса
- Плохое восстановление незакрепленного флюса
- Неправильная установка выпрямителя проволоки
Безопасность при дуговой сварке под флюсом
Все производители сварочного оборудования предоставляют инструкции по применению, прилагаемые к продуктам.
Пользователи должны прочитать эти правила, прежде чем продолжить. Это меры безопасности, чтобы избежать любых возможных несчастных случаев.1. Для защиты от поражения электрическим током
- Всегда надевайте сухие перчатки без дырок и расщепленных швов
- Если участок влажный, используйте полуавтоматический аппарат для сварки постоянным напряжением или аппарат для сварки стержнями с устройством понижения напряжения.
- Изолировать от заготовки/грунта с помощью сухой фанеры, резиновых матов, сухой изоляции
- Держите электрододержатель и изоляцию кабеля в хорошем состоянии
- Не прикасаться к горячим частям или сварочному электроду
2. Для паров/газов
- Выйдите на свежий воздух, если почувствуете дискомфорт, головокружение или тошноту
- Если невозможно контролировать сварочный дым, используйте респиратор .
- Держите голову подальше от шлейфа сварочного дыма, чтобы предотвратить его
- Обеспечьте достаточную вентиляцию или вытяжку, чтобы воздух был чистым и комфортным
- Удалить краску, гальванопокрытие или покрытие со свариваемого металла, если это возможно
3.
Для сварочных искр - Всегда сваривайте контейнеры с горючими материалами в соответствии с предписанными безопасными процедурами
- Во время и после сварки нести пожарную вахту на участке
- Не допускайте попадания легковоспламеняющихся материалов в зону сварки
- В зоне сварки должен быть огнетушитель
- Носить огнеупорную одежду/головной убор без потрепанных краев
4. Для глаз/кожи
- Всегда надевайте каску во время сварки
- Выберите подходящую и удобную линзу с фильтром
- Для защиты окружающих используйте негорючие сварочные экраны
- Используйте беруши, чтобы искры/брызги не причинили вреда
- Носите огнеупорную одежду для защиты кожи
Сварка под флюсом Области применения
Сварка под флюсом используется во многих отраслях промышленности, таких как-
- Строительные компании
- Оборонные/космические производственные компании
- Инжиниринговые/производственные компании
- Компании-производители промышленного оборудования
- Горнодобывающие компании
- Нефтегазовые компании
- Компании по производству автомобилей
Вакансии в области дуговой сварки под флюсом
Начинающие кандидаты могут найти различные рабочие места в различных компаниях.
Вот некоторые из вакансий:- Сварщик труб
- Сварщик (сталь)
- Сварщик-изготовитель
- Сварщик/слесарь-монтажник
- Производственный сварщик
- Сварочный аппарат
- Аппарат для сварки труб
- Сварочный аппарат для сосудов под давлением
- Аппарат для дуговой сварки под флюсом
Чтобы узнать больше о типах вакансий, просмотрите Сварочные работы
Тенденции заработной платы сварщика под флюсом
Почасовая или месячная заработная плата сварщика под флюсом варьируется от места к месту или от компании к компании. Разница в заработной плате вызвана такими факторами, как наличие рабочей силы, уровень образования, опыт работы, личные качества, требования к изготовлению, типы проектов, безудержные тенденции заработной платы.
По некоторым анонимным данным, средняя зарплата сварщика под дугой составляет 21,69 долларов США в час и 42 296 долларов США в год.
В то время как новички могут получать 38 025 долларов США в год. Также человек с достаточным опытом может заработать 97 500 долларов США в год.Заключение
Дуговая сварка под флюсом (SAW) является одним из важных видов сварки в промышленности. Приведенная выше информация о различных аспектах сварки под флюсом полезна начинающим рабочим и профессионалам в их повседневной жизни при взаимодействии со сваркой под флюсом.
Связанный: Другие типы сварки
Что такое дуговая сварка под флюсом? — Полное объяснение
Определение
Дуговая сварка под флюсом (SAW) — это наиболее часто используемый процесс сварки, при котором сварочная дуга проходит под слоем гранулированного флюса. В этом способе сварки плавящийся сплошной или трубчатый электрод непрерывно подается в зону сварки. Одновременно на зону сварки насыпается слой гранулированного легкоплавкого флюса, который погружает сварочную дугу и защищает ее от атмосферных загрязнений.
Гранулированный флюс содержит кремнезем, известь, фторид кальция, оксид марганца и другие соединения. Когда флюс расплавлен, он становится проводящим и обеспечивает путь тока между электродом и заготовкой. Толстый слой флюса полностью покрывает расплавленный металл и препятствует разбрызгиванию (покрытию каплями или пятнами металлов) и искре, а также маскирует образующиеся в процессе интенсивное ультрафиолетовое излучение пары.Этот процесс сварки был открыт в 1935 году. Первоначально он был разработан и запатентован Кеннеди, Джонсом и Ротермундом.
SAW может работать в полуавтоматическом (ручном) или в автоматическом режиме. Но обычно он работает в автоматическом режиме.
Источник питания
Источник питания постоянного или переменного тока может использоваться для ПАВ. А для систем с несколькими электродами обычно используется комбинация постоянного и переменного тока.
Диапазон тока, используемый в процессе, составляет от 300 А до 2000 А. Для нескольких дуг также использовался ток до 5000 А.
Основные детали или оборудование
Основные детали или оборудование, используемые в процессе погруженной дуги (SAW). Электрод
- 3,0.1 Подручная дуговая машина. SAW
- Блок восстановления флюса
Читайте также:
- Как работает ультразвуковая сварка?
- Сварка трением с перемешиванием – принцип работы, преимущества, недостатки применения
- Сварка взрывом – оборудование, типы, работа, преимущества и недостатки с применением
- Сварочная головка : Используется для подачи флюса и присадочного металла в свариваемое соединение.
- Бункер для флюса: Здесь флюс хранится и доставляется к сварному шву. Он контролирует скорость осаждения флюса на сварной шов.
- Флюс: Сварочная дуга защищена гранулированным флюсом. Он состоит из извести, кремнезема, оксида марганца, фторида кальция, оксидов кальция и других соединений. Он подается в зону сварки самотеком через сопло сварочной головки.
Когда он расплавлен, он становится проводящим и проводит ток между электродом и изделием. Толстый слой гранулированного флюса полностью покрывает расплавленный металл и предотвращает образование брызг и искр, а также скрывает ультрафиолетовое излучение и пары, характерные для процесса дуговой сварки в среде защитного газа (SMAW). Нижняя часть флюса расплавляется и образует шлак на сварочной ванне. Он удаляется после завершения процесса сварки. Верхняя часть флюса действует как изолятор и способствует глубокому проникновению тепла к заготовке.
- Подача электродной проволоки Единица измерения: Обеспечивает непрерывную подачу электродной проволоки к сварному шву. Он состоит из катушки, на которую намотана электродная проволока.
- Электрод: При дуговой сварке под флюсом используется плавящийся электрод, представляющий собой моток оголенной круглой проволоки диаметром от 1,5 мм до 10 мм. Он подается автоматически через сварочный пистолет. Состав электрода зависит от свариваемого материала. Электроды доступны для сварки высокоуглеродистой стали, низкоуглеродистой стали, низколегированных и специальных сталей, нержавеющей стали и т. д. Электроды обычно покрыты медью для предотвращения ржавчины и повышения электропроводности. Они доступны в прямой длине и в катушках.
- Устройство для сбора флюса: Собирает неиспользованный флюс, оставшийся после сварки. А после восстановления снова используется для сварки.
Работа при дуговой сварке под флюсом
- При дуговой сварке под флюсом сначала флюс начинает осаждать свариваемое соединение. Когда флюс холодный, он действует как изолятор.
- Дуга инициируется касанием инструмента с заготовкой. Зажженная дуга всегда остается под толстым слоем флюса. Тепло, выделяемое дугой, плавит гранулированный флюс.
- Флюс, расплавленный теплом дуги, становится высокопроводящим. Ток начинает течь между электродом и w/p через расплавленный флюс. Поток, находящийся в контакте с атмосферой, который мы видим, остается гранулированным и может быть использован повторно. Нижний расплавленный флюс превращается в шлак, и это отходы, которые удаляются после завершения процесса сварки.
- С заданной скоростью электрод с барабана непрерывно подается к свариваемому стыку. При полуавтоматической сварке сварочная головка перемещается вдоль стыка вручную. В автоматической сварочной установке отдельный привод используется либо для перемещения сварочной головки над неподвижным изделием, либо для вращения/движения задания под неподвижной сварочной головкой.
- Используя принцип саморегулирующейся дуги, длина дуги поддерживается постоянной. Если длина дуги уменьшается, напряжение дуги увеличивается, что увеличивает ток дуги. Из-за этого скорость выгорания увеличивается, что приводит к увеличению или удлинению длины дуги. Обратные явления происходят в случае, если длина дуги увеличивается больше, чем нормальная длина.
- Для контроля проникновения и поддержки большого количества расплавленного металла можно использовать опорную плиту из стали или меди.
Читайте также:
- Как работает процесс лазерной сварки?
- Что такое подводная сварка и как она работает?
- Процесс дуговой сварки порошковой проволокой (FCAW) – основные части, принцип работы, преимущества и недостатки при применении
Для более подробного объяснения посмотрите видео ниже:
Преимущества
- Имеет высокую скорость наплавки. Заявленная скорость осаждения составляет более 45 кг/ч.
- Обладает глубоким проваром.
- Тонкие стальные листы можно сваривать на высокой скорости до 5 м/мин.
- Минимум света дуги и сварочного дыма.
- Подходит как для внутренних, так и для наружных работ.
- Поскольку дуга всегда покрыта слоем флюса, вероятность образования брызг равна нулю.
- Позволяет формировать сварные швы в толстых листах за один проход на обычном оборудовании.
- Без труда производит высококачественные сварные швы.
- Сварной шов, полученный методом SAW, отличается высоким качеством, пластичностью, однородностью, коррозионной стойкостью и хорошей ударной вязкостью.
- Почти от 50 до 90 % флюса, используемого в процессе, можно восстановить, переработать и использовать повторно.
Недостатки
- Только для толстых материалов.
- Ограничено сваркой только в плоском и горизонтальном положении.
- Может сваривать только железо (сталь или нержавеющую сталь) и некоторые сплавы на основе никеля.
- Флюс и шлак, присутствующие в процессе, представляют опасность для здоровья и безопасности.
- Подкладочные полоски необходимы для правильного проникновения корней.
- SAW ограничивается длинными прямыми швами или повернутыми трубами или сосудами.
Применение
- Процесс дуговой сварки под флюсом используется для сварки нержавеющей стали, углеродистой стали, низколегированных сталей и сплавов на основе никеля.
- Используется для сварки труб, сосудов и котлов.
Оборудование для дуговой сварки под флюсом — MasterWeld
Для чего используется сварка под флюсом?
Дуговая сварка под флюсом (SAW) — это процесс сварки, при котором трубчатый электрод непрерывно подается, создавая дугу для соединения двух металлов за счет выделения тепла между проволочным электродом и голым металлом. В процессе используются два расходных материала для сварки: электрод и флюс. Он обычно используется в отраслях, где используются толстые стальные листы или где требуются длинные сварные швы. Обычно он работает в автоматическом режиме переменного тока или в полуавтоматическом режиме постоянного тока. Принцип саморегулирующейся дуги используется для поддержания постоянной длины дуги. Если длина дуги уменьшается, напряжение дуги и ток дуги увеличиваются, а скорость прогорания увеличивается, что приводит к расширению дуги. Если длина дуги превышает норму, происходит обратное.
Гранулированный флюс откладывается на рабочей поверхности перед электродом. Дуга образуется внутри флюса, тем самым расплавляя часть слоя флюса, который защищает расплавленную сварочную ванну и прилегающий основной металл. Бункер для флюса — это место, где хранится флюс, и он регулирует скорость осаждения флюса на сварном соединении. Важнейшая роль расплавленного гранулированного флюса заключается в раскислении, легировании, формовании и создании газовой защиты и шлака для защиты от атмосферных загрязнений. Этот метод, как правило, механизирован и используется для достижения очень высоких скоростей осаждения, например, для материалов с толстым сечением. Процесс, как правило, характеризуется высокой погонной энергией, высокой проникающей способностью и, таким образом, разбавлением расплавленной ванны основным металлом.
Как и дуговая сварка в среде защитного газа (SMAW), дуговая сварка под флюсом обычно применяется для нержавеющих сталей и никелевых сплавов. Тем не менее, его можно использовать для соединения низко- и среднеуглеродистой стали, отпущенной стали, закаленной стали, нержавеющей стали, низкоуглеродистой стали, средне- и высокопрочных сплавов, а также низколегированных сталей (LAS), включая высокопрочные LAS. Некоторые медные сплавы, никелевые сплавы и даже уран использовались, но не получили широкого распространения. Реакция металла с одним флюсом обычно является сложной, и условия сварки тщательно контролируются для получения постоянного состава металла сварного шва. Прежде чем выбрать этот процесс, обычно учитывают влияние высокой подводимой теплоты.
История сварки под флюсом
Одно из первых и заметных применений было на танках Т34 во время Второй мировой войны, первое лицензированное право на использование включало наложение гранулированного флюса на электрическую дугу, зарегистрированное в 1935 году.
Преимущества сварки под флюсом
Основные преимуществами являются скорость, эффективность и качество. Когда требуется большое количество присадочного материала, например полярность, длинный вылет, флюсовые добавки, дополнительный электрод, поддуговой процесс обеспечивает высокую скорость наплавки с глубоким проваром. В процессе образуется мало дыма и отсутствуют брызги, искры, дым или УФ-излучение, а это означает, что требуется минимальное оборудование для обеспечения безопасности при сварке, например, сварочные маски и куртки, и на него не влияют внешние факторы, такие как ветер. Благодаря глубокому и широкому проплавлению и скорости наплавки этот процесс часто лучше всего подходит для продольных и кольцевых сварных швов.
Недостатки поддуговой сварки
- Плоская или горизонтальная угловая и стыковая сварка только в плоских положениях
- Можно сваривать только более толстые металлы
- Ограничено сваркой стали, нержавеющей стали и некоторых сплавов на основе никеля
- Требуется удаление шлака после сварки и между проходами
- Требуются отдельные системы обработки флюса
- Дуга не видна оператору в полуавтоматическом режиме
Сварочное оборудование под флюсом
- Источник питания
- Сварочная горелка/пистолет и кабель в сборе
- Блок рекуперации флюса, бункер для флюса и подача
- Механизм перемещения для автоматической сварки
- Сварочная головка
Применения для производства погруженной дуги
- Трубы
- Затворы
- Котлы
- Конструктивные формы
- Сосуды под давлением
- Железные дороги
- Вращающиеся печи
- Землеройные машины
- Краны
- Балки
- Мосты
- Локомотивы
Процессы поддуговой сварки
Машинный метод и автоматический метод являются двумя наиболее распространенными методами. Наиболее популярным подходом является машинный метод, при котором оператор следит за процессом сварки. Автоматический подход использует технологию кнопки для полуавтоматического применения процедуры, однако эта форма не является широко используемой.
Поскольку невозможно управлять невидимой дугой, этот процесс нельзя выполнить вручную. Ограничение наложено из-за того, что образуются большие ванны расплава и шлака, что затрудняет их удержание на месте, предпочтительно плоское и горизонтальное положение галтели. В некоторых случаях возможно горизонтальное положение. Потому что он не может удерживать флюс и расплавленный металл в вертикальном положении или над головой.
Полуавтоматический режим SAW
Порошковый флюс и проволочный электрод подаются в процесс ручной полуавтоматической сварочной головкой. Для питания проволочного электрода используется механизм подачи проволоки и медная контактная трубка. Поскольку сварщик не может видеть сварочную дугу или сварочную ванну, крайне важно установить и обеспечить положение проволочного электрода, ток, напряжение дуги и скорость перемещения для получения качественного сварного шва. Сварочная головка может иметь пусковой переключатель для начала сварки, или система может начать подачу флюса автоматически, когда электрод соприкоснется с заготовкой.
Поддуговой автоматический режим
Сварка выполняется без участия сварщика в управлении или регулировании процесса. Для достижения исключительно высокой производительности используется дорогостоящее саморегулирующееся или саморегулирующееся оборудование. Эта система будет иметь систему подачи флюса, проволочный электрод и систему рекуперации флюса. Бункер для флюса установлен перед сварочной головкой и оснащен клапанами с магнитным управлением, которые система управления может открывать или закрывать. К проволочному электроду прикладывают постоянную скорость. Сварочная головка перемещается над неподвижной заготовкой с помощью отдельной приводной системы, либо заготовка перемещается или вращается под неподвижной сварочной головкой.
Поддуговой режим
Оборудование, используемое в этом процессе, включает в себя бункер для флюса, блок подачи проволоки, блок автоматического создания дуги и блок восстановления флюса. Однако, размещая работу, начиная и останавливая сварку, а также изменяя органы управления и скорость для каждой сварки, сварщик должен следить за процессом. К проволочному электроду прикладывается постоянная заданная скорость. Сварочная головка перемещается над неподвижной заготовкой с помощью отдельной приводной системы, либо заготовка перемещается или вращается под неподвижной сварочной головкой. Как правило, это осуществляется автоматизированным или машинным способом. Поскольку сварщику практически невозможно управлять невидимой сварочной дугой, полуавтоматический подход не получил широкого распространения.
Рабочий цикл сварки под флюсом
Поскольку процесс является непрерывным, а время сварки может превышать 10 минут, источник питания должен быть рассчитан на 100-процентный рабочий цикл. Если используется источник питания с 60-процентным рабочим циклом, его необходимо понизить для 100-процентной работы в соответствии с рабочим циклом.
Источник питания переменного тока
Обычно это трансформаторы с номинальным током в диапазоне от 800 до 1500 ампер при 100% рабочем цикле. Когда необходимы большие амперы, эти устройства могут быть соединены параллельно. Устройство обнаружения напряжения может использоваться в системе подачи проволочных электродов, когда используется источник постоянного тока (постоянного или переменного тока) для поддержания постоянной длины дуги. Базовая система подачи проволоки с фиксированной скоростью может использоваться с источником постоянного напряжения, а система постоянного напряжения используется только с источником постоянного тока (DC). При использовании источника переменного тока необходима специальная схема для работы с многочисленными электродами. Для нескольких проволочных электродов требуются дополнительные фитинги.
Источник питания постоянного тока
В качестве источника постоянного тока можно использовать трансформатор-выпрямитель или двигатель-генератор, вырабатывающий постоянное напряжение (CV) или постоянный ток (CC), или устройство с выбираемым CC или CV. Конфигурация трансформатор-выпрямитель более распространена. Источники постоянного напряжения постоянного тока доступны в конфигурациях трансформатор-выпрямитель и двигатель-генератор мощностью от 400 до 1500 ампер. Они подходят для полуавтоматической сварки с токами от 300 до 600 ампер и размерами проволочных электродов от 1,6 до 2,4 мм. Автоматическая сварка предназначена для проволочных электродов диаметром от 2,4 мм до 6,4 мм и силой тока от 300 до 1000 ампер. Из-за риска возникновения серьезного дугового разряда при высоких токах применение токов более 1000 ампер ограничено.
Поскольку измерение напряжения или тока обычно не требуется, блок проволочного электрода может быть изготовлен из простых материалов с контролем подачи. Имея номинальную мощность до 1500 ампер, источники постоянного тока постоянного тока доступны как в трансформаторно-выпрямительном, так и в мотор-генераторном типах. Процесс может выполняться в обеих полярностях: DCEN (отрицательный электрод постоянного тока) и DCEP (положительный электрод постоянного тока). DCEN обеспечивает высокую скорость наплавки металла шва, а также больший выход и ударную вязкость металла шва. DCEP имеет меньшую производительность и меньшую скорость осаждения металла шва.
Транспортная тележка для субдуговой сварки
Транспортная тележка может представлять собой простой трактор или сложную специализированную систему. Сварочная головка, установленная на тракторе, перемещается по длине шва, а заготовка остается неподвижной. Сварочная головка все еще находится над заготовкой, одновременно заготовка движется или вращается под сварочной головкой.
Блок подачи электродной проволоки для сварки под флюсом
Этот блок обеспечивает непрерывную подачу проволочного электрода к месту сварки, а скорость подачи может быть постоянной или переменной. Блок подачи состоит из пула проволоки, приводного двигателя и правильных и толкающих роликов, которые подают проволоку через сварочную головку. В зависимости от сварки используются проволочные электроды нескольких типов. Размер проволочного электрода определяется типом свариваемого металла и его толщиной. Блок проволочных электродов может быть подключен к основной системе через контур для регулировки скорости для поддержания постоянного напряжения или тока.
Рекуператор флюса и бункер для дуговой сварки под флюсом
Рекуператор флюса может быть встроен в сварочную головку и использоваться для рециркуляции нежелательных зерен флюса. Флюс хранится в бункере для флюса и транспортируется к сварочной головке под действием силы тяжести или силы. Магнитные клапаны могут управлять скоростью, с которой флюс наносится на сварочную линию.
Сварочная головка для субдуговой сварки
Сварочная головка обеспечивает постоянный поток флюса и постоянную подачу проволочного электрода. Сварочная головка может дополнительно иметь устройство возврата флюса.
Наплавка под флюсом
По сравнению с другими методами дуговой сварки этот процесс имеет самую высокую скорость наплавки из-за его полярности, флюсовых добавок, длинного вылета и дополнительного электрода.
Отрицательные электроды постоянного тока имеют самую высокую скорость осаждения (DCEN). Между DCEP и DCEN находится отложение переменного тока, и на отрицательный полюс влияет полярность с наибольшим нагревом. При любой сварке скорость наплавки увеличивалась при увеличении вылета. Вылет – это точка, когда в электрод вводится электричество, образуется дуга. Используя дополнительные электроды и добавляя добавки к флюсу, можно повысить скорость осаждения.
Этот вид сварки обеспечивает получение высококачественного металла шва. Прочность и пластичность металла сварного шва выше, чем у мягкой стали и низколегированных материалов, что достигается при правильном сочетании электрода, флюса и источника питания. Когда сварочный аппарат выполняет сварку, исключается человеческая ошибка, и сварка становится более последовательной и бездефектной.
Возникнет больше искрения и вспышек дуги из-за тонкого слоя флюса, увеличивающего пористость. Тонкий и округлый сварочный валик получается из-за высокого флюса, а на валике появляются следы pec из-за небольших примесей во флюсе.
Сварной шов значительно больше, чем при других видах дуговой сварки. Поскольку подводимое тепло намного горячее, охлаждение занимает больше времени, есть достаточно времени для выхода газов, а шлак в этой области менее плотный и поднимается над валиком.
Круговая сварка под флюсом
Круговая сварка, при которой детали вращаются под неподвижной головкой, является одним из наиболее распространенных применений. Эти сварные швы могут быть выполнены по внутреннему или внешнему диаметру. При этом образуется большая сварочная лужа, а также капает шлак. Это означает, что на внешних диаметрах электрод должен быть расположен впереди вершины или в положении на 12 часов, чтобы металл сварного шва начал затвердевать до того, как он начнет опускаться. Электрод должен быть ориентирован таким образом, чтобы он находился перед нижним центром или в положении на 6 часов при сварке по внутреннему кругу.
Опорный стержень для субдуговой сварки
Если при сварке более толстого металла используется достаточно большая поверхность притупления, опорный стержень можно не использовать. Подкладочные стержни рекомендуются при сварке с одной стороны для обеспечения полного провара. Резервный шов, который плавится в первоначальный шов для обеспечения полного провара, может быть выполнен там, где доступны обе стороны.
Поскольку нет ничего, что удерживало бы расплавленный металл сварного шва, если соединение построено с отверстием в корне и минимальной поверхностью притупления, требуется подкладочный стержень. Расплавленный флюс невероятно жидкий, и он будет течь через небольшие зазоры. Если это произойдет, металл шва будет следовать, и соединение будет прожжено. Когда есть корневое отверстие и минимальная поверхность корня, требуются опорные стержни. При сварке тонкой стали пригодятся медные опорные стержни. Сварной шов проплавился бы, если бы не было поддерживающих стержней, и металл шва отпал бы от соединения. Металл сварного шва удерживается на месте опорным стержнем до тех пор, пока он не затвердеет. Чтобы свести к минимуму плавление и скопление меди в металле сварного шва, медные опорные стержни можно охлаждать водой. Флюс для сварки под флюсом или другой специальный флюс можно использовать в качестве подложки для более толстых металлов.
Трудности при дуговой сварке под флюсом
Проволока может изогнуться на выходе из горелки и может попасть в неправильное место. Укладка нужного количества присадочной проволоки без переполнения или недозаполнения из-за невозможности визуально увидеть сварной шов. Отдельные проходы могут дать трещины, если сварной шов загрязнен.
Параметры сварки под дугой
За некоторыми исключениями, параметры сварки сравнимы с параметрами других методов дуговой сварки. Тип электрода и флюс выбираются в зависимости от свариваемого металла, а электрод зависит от размера сварного шва и соответствующего тока. Количество проходов и размер валика учитываются при выборе соединения, и сварной шов одного размера может быть выполнен за несколько или несколько проходов, в зависимости от металлургии. Многократные проходы обычно приводят к более качественному сварному шву, и сначала необходимо принять решение о полярности, требуется ли максимальное проплавление или максимальная скорость наплавки.
Ток для субдуговой сварки
Сварочный ток имеет решающее значение, поскольку он должен быть достаточным для достаточного провара без подгорания основного металла при однопроходном сварном шве. Чем глубже проникновение, тем выше сила тока. Сила тока при многопроходной сварке должна соответствовать размеру сварного шва в каждом проходе. Размер электрода может быть фактором, определяющим величину тока, используемого при сварке.
Напряжение дуговой сварки под флюсом
Колебания напряжения дуги сведены к минимуму, ширина и форма валика определяются напряжением дуги, что делает валик плоским и широким. Повышенное напряжение дуги может вызвать растрескивание из-за чрезмерного плавления флюса и переноса раскислителей в зону сварки, что снижает пластичность. Когда напряжение дуги высокое, используется больше флюса, а низкое напряжение создает более сильную дугу, что улучшает провар, низкое напряжение дает более тонкий валик с высокой вершиной и затрудняет удаление шлака.
Скорость перемещения под флюсом
На сварной шов и проплавление влияет скорость перемещения. Чем меньше бусина и меньше проникновение в нее, тем выше скорость. Когда в листовом металле требуется крошечный валик с минимальным проникновением, это хорошее обстоятельство. Из-за быстрого замораживания слишком высокая скорость может привести к подрезке и пористости. Плохие валики, сильное разбрызгивание и вспышки возникают из-за низкой скорости.
Типы флюсов
Плавленые флюсы изготавливаются путем плавления соответствующих материалов в электрической печи с последующим охлаждением и измельчением до определенного размера частиц. Этот флюс отличается плавной и устойчивой дугой, способностью работать при больших токах и стабильными характеристиками металла сварного шва. Связанный флюс состоит из сухих компонентов, связанных вместе с помощью вещества с низкой температурой плавления, такого как силикат натрия. Чтобы избежать пористости металла шва, большинство флюсов на связке содержат металлические раскислители. Флюс обычно содержит марганец, кальций, диоксид кремния, алюминий, рутил, карбонат кальция, кремний, магний и фторид.
Многопроволочная система
За счет использования дополнительных электродов многопроволочный метод повышает скорость осаждения, а один и тот же приводной ролик используется для обоих электродов с одним источником питания. Отдельные механизмы подачи проволоки используются для обеспечения изоляции между двумя электродами в сварном шве при использовании двух источников питания. Можно использовать разные полярности, и оба электрода можно расположить рядом. Это называется поперечным положением электрода. В конфигурации тандемных электродов один электрод размещается перед другими.
Двухпроводная тандемная система
Каждый провод с собственным источником питания может использоваться для полного проникновения в двухпроводном тандемном подходе. Передний электрод положительный, а задний отрицательный. Первый электрод проникает, а второй электрод заполняет зазоры, чтобы завершить сварку. Интерференция между двумя дугами может возникать из-за их близости, и в определенных обстоятельствах задний электрод подключается к сети переменного тока, чтобы уменьшить эту интерференцию.
Трехпроводная тандемная система
Все три электрода обычно подключаются к трехфазным цепям переменного тока при использовании трехпроводного тандемного метода (два провода позади другого). Для больших труб и балок этот подход можно использовать для скоростной сварки продольных швов. Возможны большой ток, а также высокая скорость перемещения и скорость наплавки металла сварного шва. Скорость наплавки и скорость перемещения увеличиваются при использовании многопроволочных электродов. Многопроволочные электроды могут использоваться либо с одним общим источником питания для всех проволочных электродов, либо с несколькими источниками питания.
Один и тот же ролик подает в сварной шов более одного проволочного электрода при использовании одного источника питания. Следует использовать отдельные системы подачи проволоки, чтобы изолировать электроды друг от друга при использовании нескольких источников питания. Когда используется более одного источника питания, могут использоваться различные полярности, или один источник питания может быть переменного тока, а другой постоянного тока, что приводит к более высокому наплавлению металла сварного шва и скорости перемещения сварного шва. Проволочные электроды могут располагаться рядом друг с другом или один перед другим (тандем).
Сварка полосой
Эта процедура используется для изделий из легированной и мягкой стали с покрытием из нержавеющей стали. Этот процесс позволяет получить широкий, равномерный сварной шов с малым проплавлением. Эта процедура может быть использована для покрытия сосуда из низко- или среднелегированного сплава нержавеющей сталью. Это может быть выгодно благодаря коррозионной стойкости нержавеющей стали, а также прочности и экономичности низколегированных и среднелегированных сталей. В этой процедуре используется устройство подачи ленточного электрода и специальный флюс. Генератор магнитной дуги используется для обеспечения точного проплавления и пропорционального плавления ленточных электродов шириной более 50 мм.
Железная основа под флюсом
Мы можем увеличить осаждение, добавив материал на основе железа, чтобы соединить под слоем флюса. Здесь железо расплавится и станет частью металлического сварного шва.