УГ9326 Автоматическая восьмипозиционная револьверная головка Схемы, описание, характеристики
Сведения о производителе револьверной головки УГ9326
Разработчиком и изготовителем револьверных головок УГ9326 является Гомельский завод станочных узлов ГЗСУ, основанный в 1961 году.
В настоящее время Гомельский завод станочных узлов производит автоматические многопозиционные головки моделей УГ9321, УГ9326-06, УГ8.
Головки автоматические универсальные являются узлами токарных станков с различными системами числового программного управления и предназначены для крепления, установки и автоматической индексации режущего и вспомогательного инструмента. Головки УГ8 имеют повышенный по сравнению с ранее выпускавшимися головками ресурс надежности по наработке на отказ
Продукция Гомельского завода станочных узлов ГЗСУ
УГ9326 головка револьверная автоматическая восьмипозиционная для токарных станков с ЧПУ. Назначение, область применения
Головка автоматическая восьмипозиционная УГ9326 предназначена для установки, крепления и автоматической индексации режущего и вспомогательного инструмента на токарных станках с ЧПУ.
Типы датчиков, с которыми может поставляться головка мод. УГ9326:
- переключатель герконовый модели ПКГ-8 (выходной сигнал — контакт геркона)
- фотоэлектрический модели УГ9326.06 (выходной сигнал — кодовый 1-2-4-8-строб, 24 В)
- угла поворота мод. ХДП-0,3 (выходной сигнал — аналоговый, 0…6В)
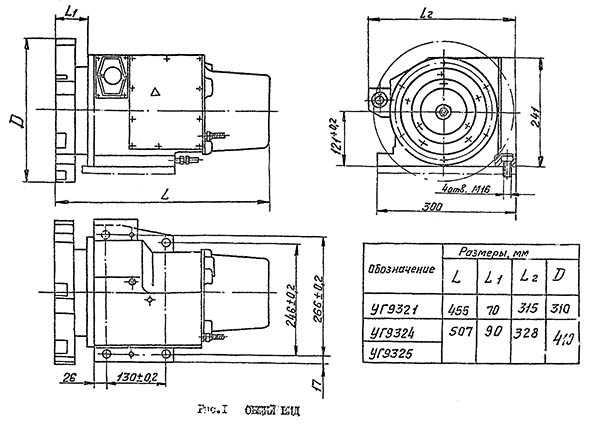
УГ9326 Габаритные размеры автоматической револьверной головки
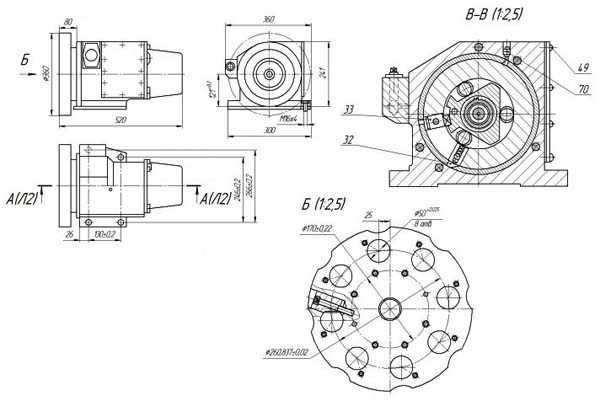
Габаритные размеры револьверной головки уг9326
УГ9326 Общий вид автоматической восьмипозиционной головки

Фото автоматической револьверной головки уг9326
УГ9326 автоматическая головка на станке
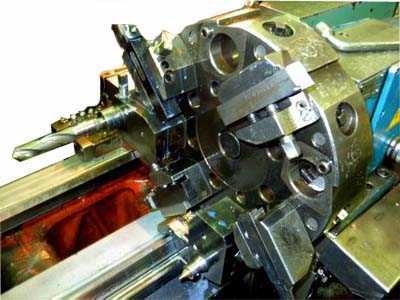
Фото автоматической револьверной головки уг9326
Карта возможностей станка 16А20Ф3 с восьмипозиционной револьверной головкой УГ9326
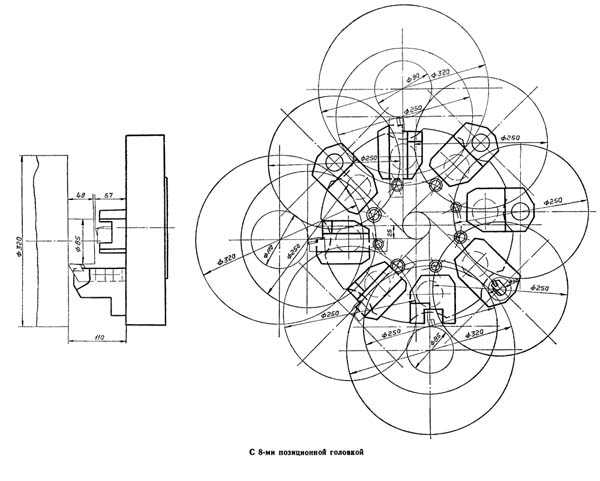
Карта возможностей револьверной головки уг9326
Конструкция универсальной автоматической головки УГ9326
Конструкция револьверной головки уг9326
УГ 9326 Конструкция автоматической револьверной головки
Состав автоматической револьверной головки УГ9326
В состав автоматической головки входит инструментальный диск, корпус, включающий привод головки, механизм фиксации и датчик положения.
Спецификация автоматической восьмипозиционной головки УГ9326
- УГ9326.0300.000 — Диск инструментальный восьмипозиционный
- УГ9321.0000.108 — Крышка
- УГ9321.0000.100 — Полумуфта подвижная
- УГ9321.0000.101 — Кулачок управления индексацией
- Болт — М6-8g-20.66.05 ГОСТ 7805
- Гайка — М6-6Н.6.05 ГОСТ 5927
- Шайба — 7019-0396 Химическое оксидирование прм. ГОСТ 13438
- Шайба — 7019-0416 Химическое оксидирование прм. ГОСТ 13438
- УГ9311.0200.085 — Гайка натяжения тарельчатых пружин
- УГ9321.0000.104 — Гайка
- УГ9321.0000.113 — Шайба сферическая (3 шт)
- УГ9321.0000.103 — Пята (6 шт)
- УГ9326.0000.011 — Плунжер (клапан подачи СОЖ)
- УГ9326.0000.007 — Коллектор (Блок СОЖ)
- УГ9311.0200.081 — Втулка
- УГ9321.0000.102 — Полумуфта неподвижная
- УГ9321.0000.112 — Пружина расцепления муфт
- УГ9311.0200.057 — Колесо зубчатое подвижное (входит в состав планетарного редуктора)
- Подшипник — 2007113 ТУ37.006.162-89
- Подшипник — 1000905 ГОСТ 8338 (3 шт)
- УГ9311.0200.053 — Планетарный редуктор. Блок зубчатых колес — ремкомплект
- УГ9321.0000.111-02 — Корпус
- УГ9321.0000.001 — Планка
- Микровыключатель контроля сцепления муфт — (S2) ВП61-21-А111112-00УХЛ3,2
- УГ9311.0200.046 — Проставок (поворотная поводковая муфта)
- УГ9311.0200.013 — Электродвигатель, вал ротора
- Электродвигатель — (М) АИСХ7IВ4У3
- Подшипник — 80203 ГОСТ 7242
- УГ9324.0200.000-06 — (S1) Датчик углового положения инструментальной головки
- УГ9311.0208.000 — Муфта датчика
- УГ9311.0200.067-01 — Фланец электродвигателя
- УГ9311.0208.000 — Валик поворотный
- УГ9311.0270.000 — Гильза — корпус привода головки
- УГ9326.0000.003-06 — Корпус головки
- УГ9311.0207.000 — Водило, эксцентрик (входит в состав планетарного редуктора)
- Подшипник — 1000911 ГОСТ 8338
- УГ9311.0200.055 — Колесо зубчатое неподвижное внутреннего зацепления (входит в состав планетарного редуктора)
- Подшипник — 1000916 ГОСТ 8338
- Подшипник — 203 ГОСТ 8338 (2 шт)
- УГ9311.0200.012 — Гайка регулировки гильзы
- УГ9326.0400.000 — Полумуфта фиксирующая неподвижная, закрепленная на корпусе
- УГ9326.0400.000 — Полумуфта фиксирующая подвижная, связанная с инструментальным диском
- Пружина тарельчатая — ГОСТ 3057-90, 1-2-3-40х20х2х1 (18 шт)
- УГ9326.0000.002 — Корона
- Пробка — К1/4″ ОСТ 2Г96-1-85 (2 шт)
- УГ9321.0000.063 — Фиксатор с пружиной
- УГ9321.0000.106 — Упор
- УГ9321.0000.0053 — Пружина фиксатора (2 шт)
УГ9321.0000.128 — Втулка
УГ9321.0000.091 — Штифт
УГ9326.0000.009 — компенсатор
УГ9326.0000.010 — компенсатор
УГ9311.0200.000-09 — Привод головки автоматической восьмипозиционной УГ9326 в сборе (головка без корпуса и диска)
- Шайба — 7019-0396 Химическое оксидирование прм. ГОСТ 13438
- Шайба — 7019-0416 Химическое оксидирование прм. ГОСТ 13438
- УГ9311.0200.085 — Гайка натяжения тарельчатых пружин
- УГ9311.0200.081 — Втулка
- УГ9311.0200.057 — Колесо зубчатое подвижное (входит в состав планетарного редуктора)
- Подшипник — 2007113 ТУ37.006.162-89
- Подшипник — 1000905 ГОСТ 8338 (3 шт)
- УГ9311.0200.053 — Блок зубчатых колес (сателлит), (входит в состав планетарного редуктора) — ремкомплект
- УГ9311.0200.046 — Муфта поворотная поводковая (Проставок)
- УГ9311.0200.013 — Вал
- Электродвигатель — (М) АИСХ7IВ4У3
- Подшипник — 80203 ГОСТ 7242
- УГ9324.0200.000-06 — (S1) Датчик
- УГ9311.0208.000 — Муфта вала датчика
- УГ9311.0208.000 — Валик поворотный
- УГ9311.0270.000 — Гильза — корпус привода головки
- УГ9311.0207.000 — Водило планетарного редуктора
- Подшипник — 1000911 ГОСТ 8338
- УГ9311.0200.055 — Колесо зубчатое неподвижное (входит в состав планетарного редуктора)
- Подшипник — 1000916 ГОСТ 8338
- Подшипник — 203 ГОСТ 8338 (2 шт)
- УГ9311.0200.012 — Гайка
- пакет тарельчатых пружин (18шт.)
Состав планетарного редуктора к УГ9326 и УГ9321
- УГ9311.0200.057 — Колесо зубчатое подвижное
- УГ9311.0200.053 — Блок зубчатых колес (сателлит) — ремкомплект
- УГ9311.0207.000 — Водило планетарного редуктора (эксцентрик)
- УГ9311.0200.055 — Колесо зубчатое неподвижное внутреннего зацепления
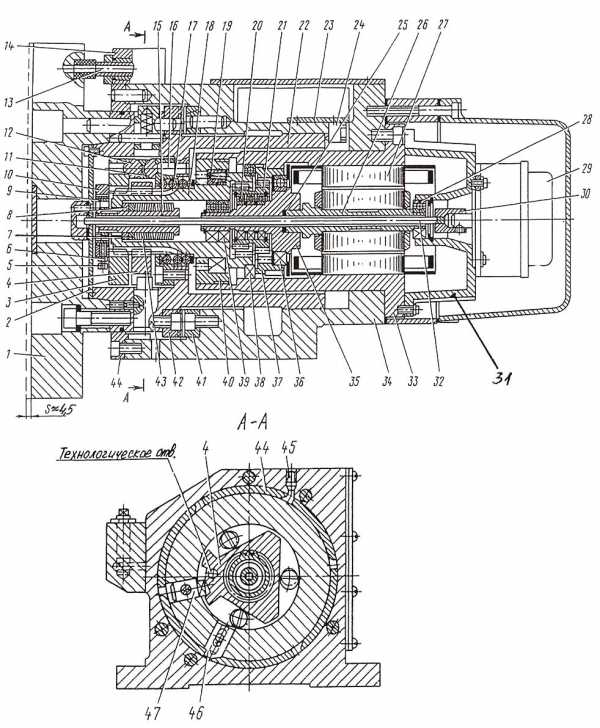
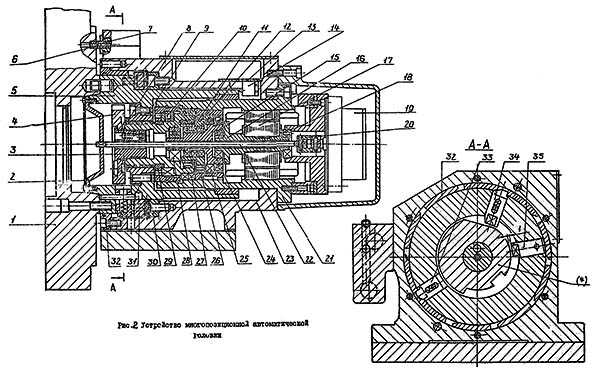
Описание конструкции головки
Конструкция головки показана на рис.2. Движение от электродвигателя 27, встроенного в гильзу 33 корпуса 34, посредством (поворотной) поводковой муфты 25, выполненной на торце вала ротора 26 и водила 35 планетарного редуктора, сообщается блоку сателлитов 21. Один из них сопрягается с неподвижным зубчатым колесом внутреннего зацепления 37, а другой — с подвижным зубчатым колесом 18. На его ступице выполнен зубчатый венец, на который насажены кулачок управления индексацией 4 и полумуфта 3. Радиальной опорой служит гайка 40 подшипники 38 и 19.
Полумуфта 16, закрепленная на корпусе 22, сопрягается с полумуфтой 3 пятами 12 и шайбами сферическими 11. В ступице зубчатого колеса 18 расположен пакет тарельчатых пружин 43, шайбы 7 и 8, насаженные на втулку 15. Натяжение тарельчатых пружин 43 усилием 1600 кг производится гайкой 9, на которую навинчена гайка 10, позволяющая установить выход корпуса 22 требуемой величины. Зачеканка гайки 9 в паз втулки 15, болт 5, установленный в один из пазов гайки 10, позволяют сохранить постоянство произведенной регулировки узла предварительного напряжения. К корпусу 22 прикреплены инструментальный диск 1 и фиксирующая полумуфта 42.
Вторая полумуфта 41 закреплена на корпусе головки. На торце гильзы 33 установлен датчик 29 углового положения инструментального диска, выполненный на герметичных магнитоуправляемых контактах (герконах) и соединенный с фланцем 2 корпуса 22 посредством валика 32 и муфты 30. Датчик защищен кожухом.
В нише корпуса помещаются набор клеммных зажимов. RC — цепочки двигателя и микропереключатель 24 контроля сцепления полумуфт 41 и 42.
Включение подачи СОЖ на инструментальный диск осуществляется при нажатии диска I на толкатель клапана 13, встроенного в коллектор 14, прикрепленный к корпусу головки.
Принцип работы головки
При пуске двигателя начинается вращение подвижного зубчатого колеса 18, кулачка 4, полумуфты 3, которая поворачивает зажатые пяты 12. В результате этого движения происходит расцепление зажатых полумуфт 41 и 42 под действием пружины 17. К окончанию расцепления приурочено соприкосновение уступа кулачка 4 с упором 47 и выход фиксатора 46 из пазов фланца 44. При дальнейшем вращении привода происходит сцепление привода и корпуса.
Когда инструментальный диск достигает необходимого углового положения, по команде датчика 29 осуществляется реверсирование двигатели соответственно, изменение направления вращения деталей головки. При этом фиксатор 46 западает в паз фланца 44, кулачок освобождается, и происходит расцепление привода и корпуса. Одновременно осуществляется сближение пят, расположенных на полумуфте 3 и полумуфте 16, а также осуществляется сцепление фиксирующих полумуфт 41 и 42 и создание на них необходимого натяга.
В конце цикла зажима ротор электродвигателя привода перестает вращаться. Через статор течет максимальный ток, приводящий к срабатыванию токового реле, который вместе с предварительным сигналом от микровыключателя 24 управляет отключением электродвигателя привода. Токовое реле с вставкой по току 3 А должно быть предусмотрено в электросхеме станка.
Основные регулировки головки
Поворот шпинделя должен начинаться после полного выхода полумуфты 42 из зацепления с полумуфтой 41 корпуса 34 с образованием зазора между ними 0,5 ± 0,2 мм. Эта величина устанавливается гайкой 10.
При сборке привода необходимо пакет тарельчатых пружин сжать предварительно до 1600 кг. Сборку головки производить в положении зафиксированных полумуфт 41 и 42. Кулачок 4 довести до упора 47 вращением ротора вручную против часовой стрелки за шлицевой паз ротора. Установка кулачка показана на рис.2. Шарнирную полумуфту 3 установить на выходной вал редуктора, совместив технологические отверстия в полумуфте 3 и кулачке 4. Расфиксировать полумуфты. Расфиксация производится вращением ротора в направлении часовой стрелки, при этом гайка 10 должна быть наживлена. Произвести сжатие гайкой 10 полумуфт 41 и 42 вне позиций до соприкосновения, после чего произвести отжим этой же гайкой на величину одного деления шести лунок на гайке 9, при этом обеспечивается минимальный зазор между полумуфтами. Занятое положение зафиксировать болтом 5 и гайкой 6. Проверить легкость вращения редуктора и шпинделя головки. Установить и зажать в первой позиции диск 1. В случае большого усилия, создаваемого тарельчатыми пружинами (большие усилия двигателя), необходимо отпустить гайку 10 до следующей лунки гайки.
Для правильной фиксации шпинделя необходим его перебег относительно заданной позиции на 3…50. Эта величина устанавливается поворотом фланца 2 или датчиком 29.
Микровыключатель 24 должен срабатывать за 0,5…1,0 мм до конца хода корпуса 22. Это достигается перемещением планки 23 микровыключателя.
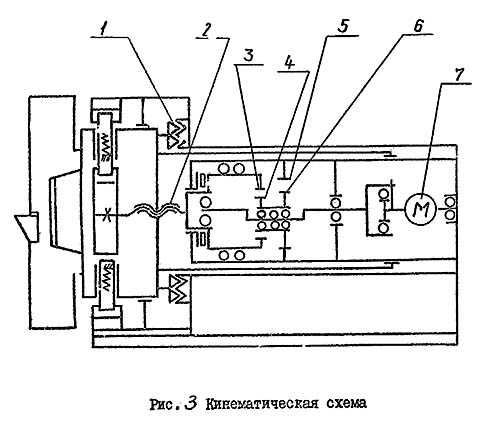
УГ9326 Кинематическая схема универсальной автоматической головки
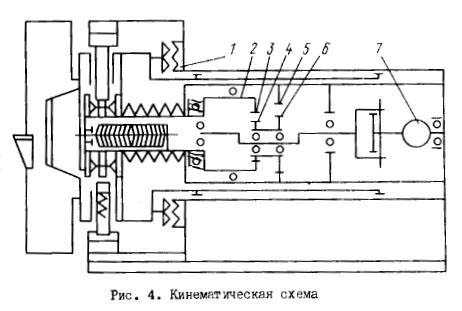
Кинематическая схема револьверной головки уг9326
На головках инструмент для центровых работ устанавливается с помощью вспомогательных втулок в расточки инструментального диска.
Подача СОЖ осуществляется в рабочей позиции через вспомогательные втулки.
Основные параметры элементов кинематики
- Полумуфта верхняя: число зубъев — 8, Модуль — 2,25
- Колесо зубчатое: число зубъев — 24, Модуль — 2,25
- Колесо зубчатое: число зубъев — 30, Модуль — 2,25
- Блок колес зубчатых: число зубъев — 27, Модуль — 2,25
- Колесо зубчатое: число зубъев — 33, Модуль — 2,25
- Блок колес зубчатых: число зубъев — 30, Модуль — 2,25
- Электродвигатель 7
УГ9326 Электрическая схема универсальной автоматической головки
Электрическая схема револьверной головки уг9326
В головке установлено следующее электрооборудование:
- М — Электродвигатель асинхронный модели 0,37 кВт; 1365 об/мин
- S1 — датчик углового положения инструментальной головки
- 1 — ПГК-6 переключатель герконовый для головки УГ9321
- 5 — ПГК-10 переключатель герконовый для головки УГ9324
- 6 — ПГК-12 переключатель герконовый для головки УГ9325
- 7 — ПГК-8 переключатель герконовый или УГ9324.0200.000 для головки УГ9326
- 8 — Фотодатчик для головки УГ9326-6
- S2 — Микровыключатель конечный контроля сцепления муфт — ВП61-21-А111112-00УХЛ3,2
- R-C — R-C цепочка — УГ9321.0200.000
Датчик S1 состоит из литого алюминиевого корпуса, контактного устройства, флажка с постоянным магнитом, вала, установленного в подшипник скольжения и крышек.
В качестве коммутирующих контактов в датчике применены герконы. При вращении вала магнит проходит мимо герконов, расположенных в корпусе, приводя к их поочередному срабатыванию и отпусканию, тем самым осуществляется выдача информации о позиции головки в любой момент времени вращения диска. При этом зона срабатывания очередного контакта находится за зоной отпускания предыдущего контакта, т. е. контакты срабатывают без перекрытия.
К двигателю подключен блок R-C цепочек УГ9321.0200.000
УГ9326.0300.000 Инструментальный диск восьмипозиционный револьверной головки
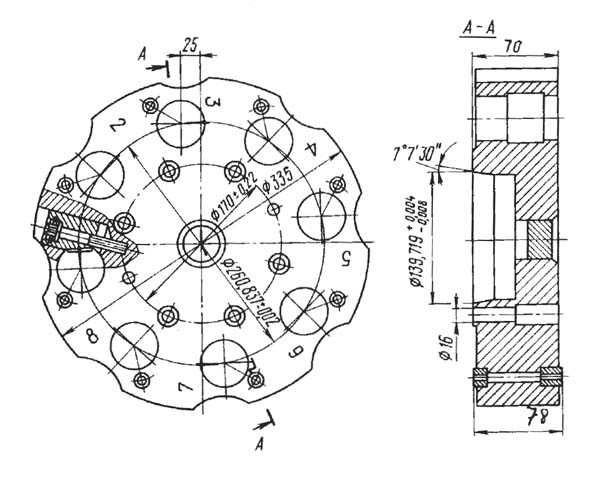
Инструментальный диск револьверной головки уг9326
Диски инструментальные восьмипозиционные предназначены для установки резцедержателей с цилиндрическим хвостовиком ГОСТ 24900 (DIN 69880) диаметром 40 мм.
Диски изготавливаются с припусками в отверстиях под инструмент с диаметрами D4.
Окончательная обработка отверстий D4 в размер 40Н7 производится по месту с установкой на конкретной делительной головке.
Диски инструментальные изготавливаются на ОАО «Барановичский завод станкопринадлежностей» — производителе универсальной зажимной технологической оснастки, для комплектации металлорежущих станков.
УГ9326 инструментальный диск револьверной головки

Инструментальный диск револьверной головки уг9326
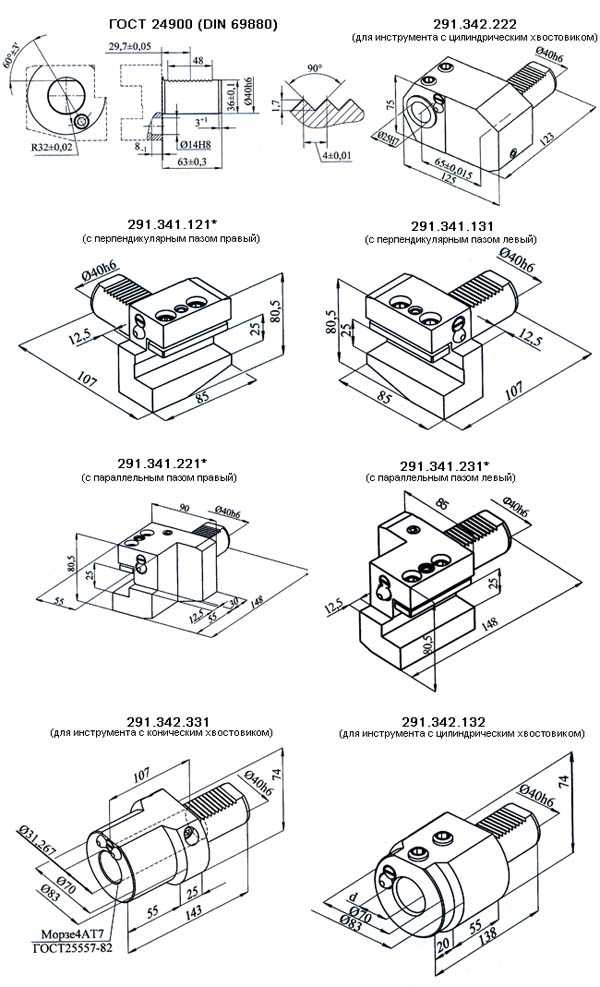
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ

Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели (резцедержка, инструментальный блок) изготавливаются на ОАО «Барановичский завод станкопринадлежностей» по ТУ РБ 00222918.055-2001 и предназначены для закрепления призматических резцов сечением 25х25 мм и 20х20 — для резцедержателей с хвостовиком Ø40 мм, а так же для закрепления инструмента с цилиндрическими и коническими хвостовиками. По заказу потребителей комплектуются переходными втулками с цилиндрическими или коническими отверстиями. Хвостовик резцедержателя соответствует ГОСТ 24900 и DIN 69880.
291.341.121 резцедержатель с перпендикулярным пазом
291.341.221 резцедержатель с параллельным пазом
291.342.132 резцедержатель для осевого инструмента
291.342.222 резцедержатель для осевого инструмента со смещенной осью
Технические характеристики головки УГ9326
| Наименование параметра | УГ9321 | УГ9326 | УГ9326-6 | УГ8 |
|---|---|---|---|---|
| Основные параметры | ||||
| Количество позиций | 6 | 8 | 8 | 8 |
| Расстояние от базовой поверхности до оси головки, мм | 121 | 121 | 121 | 121 |
| Диаметр отверстия в инструментальном диске под резцедержатели по ГОСТ 24900, мм | 50H7 | 40H7 | 40H7 | 40H7 |
| Максимальный допустимый крутящий (опрокидывающий) момент от усилия резания, кНм | 2,6 | 2,8 | 2,8 | 2,8 |
| Стабильность индексации головки в радиальном направлении, мкм, не более: | 5 | 5 | 5 | 3 |
| Стабильность индексации головки в осевом направлении, мкм, не более: | 10 | 10 | 10 | 6 |
| Максимальная масса режущих и вспомогательных инструментов, кг | 45 | 45 | ||
| Направление вращения | Одностор. | Одностор. | Одностор. | Реверс. |
| Время смены инструмента min/ max, сек | ||||
| Посадочная поверхность инструментального диска: диаметр, мм | Конус 7°7`30″ | Конус 7°7`30″ | Конус 7°7`30″ | Ø50h6 |
| Электрооборудование, привод головки | ||||
| Напряжение питающей сети, В | ~380 50Гц | ~380 50Гц | ~380 50Гц | ~380 50Гц |
| Напряжение цепи управления, В | 24 | 24 | 24 | 24 |
| Электродвигатель привода, кВт | 0,37 | 0,37 | 0,37 | 0,37 |
| Тип датчика | ПКГ-6 | ПКГ-8 | Фото | Фото |
| Выходной сигнал | Контакт геркона | Контакт геркона | кодовый 1-2-4-8 24В | кодовый 1-2-4-8 24В |
| Габариты и масса автоматической головки | ||||
| Габаритные размеры основания головки, мм | 690 х 400 х 450 | 520 х 335 х 335 | 610 х 400 х 450 | 540 х 430 х 550 |
| Масса автоматической головки, кг | 142 | 130 | 140 | 185 |
Связанные ссылки. Дополнительная информация
Иллюстрированный каталог справочник запасных частей (запчастей) к металлорежущим станкам
Справочник деревообрабатывающих станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Страница не найдена — Stankov.com.ua
Перейти к содержимому (098) 115 35 01 (050) 690 40 28 (056) 785 05 57 [email protected] Найти Меню- Главная
- Каталог
- Запчасти к металлообрабатывающим станкам
- Запчасти к токарным станкам 1К62, 16К20, 1М63
- Винт-гайки
- Диски фрикционные
- Зубчатые рейки
- Маточные гайки
- Муфты фрикционные
- Резцедержатели четырехпозиционные
- Тормозные ленты
- Шпиндели
- Запчасти к координатно-расточным станкам
- Электромагнитные муфты и запчасти к ним
- Бесконтактные муфты ЭТМ 054-154
- Контактные муфты ЭТМ 052-142
- Многодисковые муфты ЭМ
- Тормозные муфты ЭТМ (056-146)
- Диски фрикционные к электромагнитным муфтам
- Запчасти к токарным станкам 1К62, 16К20, 1М63
- Оснастка и комплектующие
- Токарные патроны
- Токарный патрон 80, 7100-0001
- Токарный патрон 250, 7103-0018
- Кулачки к токарному патрону 250
- Револьверные головки УГ и запчасти к ним
- Автоматическая головка УГ8
- Токарные патроны
- Запчасти к металлообрабатывающим станкам
stankov.com.ua
Автоматическая восьмипозиционная револьверная головка УГ9326
Автоматическая восьмипозиционная револьверная головка УГ9326
Разработчиком и изготовителем револьверных головок УГ9326 является Гомельский завод станочных узлов ГЗСУ, основанный в 1961 году.
В настоящее время Гомельский завод станочных узлов производит автоматические многопозиционные головки моделей УГ9321, УГ9326-06, УГ8.
Головки автоматические универсальные являются узлами токарных станков с различными системами числового программного управления и предназначены для крепления, установки и автоматической индексации режущего и вспомогательного инструмента. Головки УГ8 имеют повышенный по сравнению с ранее выпускавшимися головками ресурс надежности по наработке на отказ
Головка автоматическая восьмипозиционная УГ9326 предназначена для установки, крепления и автоматической индексации режущего и вспомогательного инструмента на токарных станках с ЧПУ.
Типы датчиков, с которыми может поставляться головка мод. УГ9326:
- переключатель герконовый модели ПКГ-8 (выходной сигнал — контакт геркона)
- фотоэлектрический модели УГ9326.06 (выходной сигнал — кодовый 1-2-4-8-строб, 24 В)
- угла поворота мод. ХДП-0,3 (выходной сигнал — аналоговый, 0…6В)
УГ9326 Габаритные размеры автоматической револьверной головки
Габаритные размеры револьверной головки уг9326
УГ9326 Общий вид автоматической восьмипозиционной головки
Фото автоматической револьверной головки уг9326
УГ9326 автоматическая головка на станке
Фото автоматической револьверной головки уг9326
Карта возможностей станка 16А20Ф3 с восьмипозиционной револьверной головкой УГ9326
Карта возможностей револьверной головки уг9326
Конструкция универсальной автоматической головки УГ9326
Конструкция револьверной головки уг9326
УГ 9326 Конструкция автоматической револьверной головки
Состав автоматической револьверной головки УГ9326
В состав автоматической головки входит инструментальный диск, корпус, включающий привод головки, механизм фиксации и датчик положения.
Спецификация автоматической восьмипозиционной головки УГ9326
- УГ9326.0300.000 — Диск инструментальный восьмипозиционный
- УГ9321.0000.108 — Крышка
- УГ9321.0000.100 — Полумуфта подвижная
- УГ9321.0000.101 — Кулачок управления индексацией
- Болт — М6-8g-20.66.05 ГОСТ 7805
- Гайка — М6-6Н.6.05 ГОСТ 5927
- Шайба — 7019-0396 Химическое оксидирование прм. ГОСТ 13438
- Шайба — 7019-0416 Химическое оксидирование прм. ГОСТ 13438
- УГ9311.0200.085 — Гайка натяжения тарельчатых пружин
- УГ9321.0000.104 — Гайка
- УГ9321.0000.113 — Шайба сферическая (3 шт)
- УГ9321.0000.103 — Пята (6 шт)
- УГ9326.0000.011 — Плунжер (клапан подачи СОЖ)
- УГ9326.0000.007 — Коллектор (Блок СОЖ)
- УГ9311.0200.081 — Втулка
- УГ9321.0000.102 — Полумуфта неподвижная
- УГ9321.0000.112 — Пружина расцепления муфт
- УГ9311.0200.057 — Колесо зубчатое подвижное (входит в состав планетарного редуктора)
- Подшипник — 2007113 ТУ37.006.162-89
- Подшипник — 1000905 ГОСТ 8338 (3 шт)
- УГ9311.0200.053 — Планетарный редуктор. Блок зубчатых колес — ремкомплект
- УГ9321.0000.111-02 — Корпус
- УГ9321.0000.001 — Планка
- Микровыключатель контроля сцепления муфт — (S2) ВП61-21-А111112-00УХЛ3,2
- УГ9311.0200.046 — Проставок (поворотная поводковая муфта)
- УГ9311.0200.013 — Электродвигатель, вал ротора
- Электродвигатель — (М) АИСХ7IВ4У3
- Подшипник — 80203 ГОСТ 7242
- УГ9324.0200.000-06 — (S1) Датчик углового положения инструментальной головки
- УГ9311.0208.000 — Муфта датчика
- УГ9311.0200.067-01 — Фланец электродвигателя
- УГ9311.0208.000 — Валик поворотный
- УГ9311.0270.000 — Гильза — корпус привода головки
- УГ9326.0000.003-06 — Корпус головки
- УГ9311.0207.000 — Водило, эксцентрик (входит в состав планетарного редуктора)
- Подшипник — 1000911 ГОСТ 8338
- УГ9311.0200.055 — Колесо зубчатое неподвижное внутреннего зацепления (входит в состав планетарного редуктора)
- Подшипник — 1000916 ГОСТ 8338
- Подшипник — 203 ГОСТ 8338 (2 шт)
- УГ9311.0200.012 — Гайка регулировки гильзы
- УГ9326.0400.000 — Полумуфта фиксирующая неподвижная, закрепленная на корпусе
- УГ9326.0400.000 — Полумуфта фиксирующая подвижная, связанная с инструментальным диском
- Пружина тарельчатая — ГОСТ 3057-90, 1-2-3-40х20х2х1 (18 шт)
- УГ9326.0000.002 — Корона
- Пробка — К1/4″ ОСТ 2Г96-1-85 (2 шт)
- УГ9321.0000.063 — Фиксатор с пружиной
- УГ9321.0000.106 — Упор
- УГ9321.0000.0053 — Пружина фиксатора (2 шт)
УГ9321.0000.128 — Втулка
УГ9321.0000.091 — Штифт
УГ9326.0000.009 — компенсатор
УГ9326.0000.010 — компенсатор
УГ9311.0200.000-09 — Привод головки автоматической восьмипозиционной УГ9326 в сборе (головка без корпуса и диска)
- Шайба — 7019-0396 Химическое оксидирование прм. ГОСТ 13438
- Шайба — 7019-0416 Химическое оксидирование прм. ГОСТ 13438
- УГ9311.0200.085 — Гайка натяжения тарельчатых пружин
- УГ9311.0200.081 — Втулка
- УГ9311.0200.057 — Колесо зубчатое подвижное (входит в состав планетарного редуктора)
- Подшипник — 2007113 ТУ37.006.162-89
- Подшипник — 1000905 ГОСТ 8338 (3 шт)
- УГ9311.0200.053 — Блок зубчатых колес (сателлит), (входит в состав планетарного редуктора) — ремкомплект
- УГ9311.0200.046 — Муфта поворотная поводковая (Проставок)
- УГ9311.0200.013 — Вал
- Электродвигатель — (М) АИСХ7IВ4У3
- Подшипник — 80203 ГОСТ 7242
- УГ9324.0200.000-06 — (S1) Датчик
- УГ9311.0208.000 — Муфта вала датчика
- УГ9311.0208.000 — Валик поворотный
- УГ9311.0270.000 — Гильза — корпус привода головки
- УГ9311.0207.000 — Водило планетарного редуктора
- Подшипник — 1000911 ГОСТ 8338
- УГ9311.0200.055 — Колесо зубчатое неподвижное (входит в состав планетарного редуктора)
- Подшипник — 1000916 ГОСТ 8338
- Подшипник — 203 ГОСТ 8338 (2 шт)
- УГ9311.0200.012 — Гайка
- пакет тарельчатых пружин (18шт.)
Состав планетарного редуктора к УГ9326 и УГ9321
- УГ9311.0200.057 — Колесо зубчатое подвижное
- УГ9311.0200.053 — Блок зубчатых колес (сателлит) — ремкомплект
- УГ9311.0207.000 — Водило планетарного редуктора (эксцентрик)
- УГ9311.0200.055 — Колесо зубчатое неподвижное внутреннего зацепления
Описание конструкции головки
Конструкция головки показана на рис.2. Движение от электродвигателя 27, встроенного в гильзу 33 корпуса 34, посредством (поворотной) поводковой муфты 25, выполненной на торце вала ротора 26 и водила 35 планетарного редуктора, сообщается блоку сателлитов 21. Один из них сопрягается с неподвижным зубчатым колесом внутреннего зацепления 37, а другой — с подвижным зубчатым колесом 18. На его ступице выполнен зубчатый венец, на который насажены кулачок управления индексацией 4 и полумуфта 3. Радиальной опорой служит гайка 40 подшипники 38 и 19.
Полумуфта 16, закрепленная на корпусе 22, сопрягается с полумуфтой 3 пятами 12 и шайбами сферическими 11. В ступице зубчатого колеса 18 расположен пакет тарельчатых пружин 43, шайбы 7 и 8, насаженные на втулку 15. Натяжение тарельчатых пружин 43 усилием 1600 кг производится гайкой 9, на которую навинчена гайка 10, позволяющая установить выход корпуса 22 требуемой величины. Зачеканка гайки 9 в паз втулки 15, болт 5, установленный в один из пазов гайки 10, позволяют сохранить постоянство произведенной регулировки узла предварительного напряжения. К корпусу 22 прикреплены инструментальный диск 1 и фиксирующая полумуфта 42.
Вторая полумуфта 41 закреплена на корпусе головки. На торце гильзы 33 установлен датчик 29 углового положения инструментального диска, выполненный на герметичных магнитоуправляемых контактах (герконах) и соединенный с фланцем 2 корпуса 22 посредством валика 32 и муфты 30. Датчик защищен кожухом.
В нише корпуса помещаются набор клеммных зажимов. RC — цепочки двигателя и микропереключатель 24 контроля сцепления полумуфт 41 и 42.
Включение подачи СОЖ на инструментальный диск осуществляется при нажатии диска I на толкатель клапана 13, встроенного в коллектор 14, прикрепленный к корпусу головки.
Принцип работы головки
Работа головки осуществляется по циклу. Исходное положение показано на рис.2. Зафиксированное положение: снятие усилия и расцепление плоскозубчатых муфт, поворот инструментального диска до заданной позиции, предварительная фиксация, сцепление муфт и сжатие их с необходимым усилием.
При пуске двигателя начинается вращение подвижного зубчатого колеса 18, кулачка 4, полумуфты 3, которая поворачивает зажатые пяты 12. В результате этого движения происходит расцепление зажатых полумуфт 41 и 42 под действием пружины 17. К окончанию расцепления приурочено соприкосновение уступа кулачка 4 с упором 47 и выход фиксатора 46 из пазов фланца 44. При дальнейшем вращении привода происходит сцепление привода и корпуса.
Когда инструментальный диск достигает необходимого углового положения, по команде датчика 29 осуществляется реверсирование двигатели соответственно, изменение направления вращения деталей головки. При этом фиксатор 46 западает в паз фланца 44, кулачок освобождается, и происходит расцепление привода и корпуса. Одновременно осуществляется сближение пят, расположенных на полумуфте 3 и полумуфте 16, а также осуществляется сцепление фиксирующих полумуфт 41 и 42 и создание на них необходимого натяга.
В конце цикла зажима ротор электродвигателя привода перестает вращаться. Через статор течет максимальный ток, приводящий к срабатыванию токового реле, который вместе с предварительным сигналом от микровыключателя 24 управляет отключением электродвигателя привода. Токовое реле с вставкой по току 3 А должно быть предусмотрено в электросхеме станка.
Основные регулировки головки
Поворот шпинделя должен начинаться после полного выхода полумуфты 42 из зацепления с полумуфтой 41 корпуса 34 с образованием зазора между ними 0,5 ± 0,2 мм. Эта величина устанавливается гайкой 10.
При сборке привода необходимо пакет тарельчатых пружин сжать предварительно до 1600 кг. Сборку головки производить в положении зафиксированных полумуфт 41 и 42. Кулачок 4 довести до упора 47 вращением ротора вручную против часовой стрелки за шлицевой паз ротора. Установка кулачка показана на рис.2. Шарнирную полумуфту 3 установить на выходной вал редуктора, совместив технологические отверстия в полумуфте 3 и кулачке 4. Расфиксировать полумуфты. Расфиксация производится вращением ротора в направлении часовой стрелки, при этом гайка 10 должна быть наживлена. Произвести сжатие гайкой 10 полумуфт 41 и 42 вне позиций до соприкосновения, после чего произвести отжим этой же гайкой на величину одного деления шести лунок на гайке 9, при этом обеспечивается минимальный зазор между полумуфтами. Занятое положение зафиксировать болтом 5 и гайкой 6. Проверить легкость вращения редуктора и шпинделя головки. Установить и зажать в первой позиции диск 1. В случае большого усилия, создаваемого тарельчатыми пружинами (большие усилия двигателя), необходимо отпустить гайку 10 до следующей лунки гайки.
Для правильной фиксации шпинделя необходим его перебег относительно заданной позиции на 3…50. Эта величина устанавливается поворотом фланца 2 или датчиком 29.
Микровыключатель 24 должен срабатывать за 0,5…1,0 мм до конца хода корпуса 22. Это достигается перемещением планки 23 микровыключателя.
УГ9326 Кинематическая схема универсальной автоматической головки
Кинематическая схема револьверной головки уг9326
На головках инструмент для центровых работ устанавливается с помощью вспомогательных втулок в расточки инструментального диска.
Подача СОЖ осуществляется в рабочей позиции через вспомогательные втулки.
Основные параметры элементов кинематики
- Полумуфта верхняя: число зубъев — 8, Модуль — 2,25
- Колесо зубчатое: число зубъев — 24, Модуль — 2,25
- Колесо зубчатое: число зубъев — 30, Модуль — 2,25
- Блок колес зубчатых: число зубъев — 27, Модуль — 2,25
- Колесо зубчатое: число зубъев — 33, Модуль — 2,25
- Блок колес зубчатых: число зубъев — 30, Модуль — 2,25
- Электродвигатель 7
УГ9326 Электрическая схема универсальной автоматической головки
Электрическая схема револьверной головки уг9326
В головке установлено следующее электрооборудование:
- М — Электродвигатель асинхронный модели 0,37 кВт; 1365 об/мин
- S1 — датчик углового положения инструментальной головки
- 1 — ПГК-6 переключатель герконовый для головки УГ9321
- 5 — ПГК-10 переключатель герконовый для головки УГ9324
- 6 — ПГК-12 переключатель герконовый для головки УГ9325
- 7 — ПГК-8 переключатель герконовый или УГ9324.0200.000 для головки УГ9326
- 8 — Фотодатчик для головки УГ9326-6
- S2 — Микровыключатель конечный контроля сцепления муфт — ВП61-21-А111112-00УХЛ3,2
- R-C — R-C цепочка — УГ9321.0200.000
Датчик S1 состоит из литого алюминиевого корпуса, контактного устройства, флажка с постоянным магнитом, вала, установленного в подшипник скольжения и крышек.
В качестве коммутирующих контактов в датчике применены герконы. При вращении вала магнит проходит мимо герконов, расположенных в корпусе, приводя к их поочередному срабатыванию и отпусканию, тем самым осуществляется выдача информации о позиции головки в любой момент времени вращения диска. При этом зона срабатывания очередного контакта находится за зоной отпускания предыдущего контакта, т. е. контакты срабатывают без перекрытия.
К двигателю подключен блок R-C цепочек УГ9321.0200.000
УГ9326.0300.000 Инструментальный диск восьмипозиционный револьверной головки
Инструментальный диск револьверной головки уг9326
Диски инструментальные восьмипозиционные предназначены для установки резцедержателей с цилиндрическим хвостовиком ГОСТ 24900 (DIN 69880) диаметром 40 мм.
Диски изготавливаются с припусками в отверстиях под инструмент с диаметрами D4.
Окончательная обработка отверстий D4 в размер 40Н7 производится по месту с установкой на конкретной делительной головке.
Диски инструментальные изготавливаются на ОАО «Барановичский завод станкопринадлежностей» — производителе универсальной зажимной технологической оснастки, для комплектации металлорежущих станков.
УГ9326 инструментальный диск револьверной головки
Инструментальный диск револьверной головки уг9326
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели (резцедержка, инструментальный блок) изготавливаются на ОАО «Барановичский завод станкопринадлежностей» по ТУ РБ 00222918.055-2001 и предназначены для закрепления призматических резцов сечением 25х25 мм и 20х20 — для резцедержателей с хвостовиком Ø40 мм, а так же для закрепления инструмента с цилиндрическими и коническими хвостовиками. По заказу потребителей комплектуются переходными втулками с цилиндрическими или коническими отверстиями. Хвостовик резцедержателя соответствует ГОСТ 24900 и DIN 69880.
291.341.121 резцедержатель с перпендикулярным пазом
291.341.221 резцедержатель с параллельным пазом
291.342.132 резцедержатель для осевого инструмента
291.342.222 резцедержатель для осевого инструмента со смещенной осью
teplotek-ug.ru
Автоматические головки УГ 9326-06 (8 позицион.)
Автоматическая револьверная головка УГ9326-06 используется на токарных станках с ЧПУ и предназначены для крепления, установки и автоматической индексации режущего и вспомогательного инструмента.
Tехнические характеристи
Модель | УГ9326-06 |
Расстояние от базовой плоскости до оси автоматической головки, мм | 121 |
Количество позиций | 8 |
Размер отверстия под резцедержатель по ГОСТ 24900-81, мм | Ф40Н7 |
Максимально допустимый крутящий момент от усилия резания, kH х м | 2,8 |
Стабильность фиксации инструмента в радиальном / осевом направлениях, мкм | 5 / 10 |
Мощность электродвигателя, кВт | 0,37 |
Габаритные размеры головки без инструментальных блоков (длина x ширина x высота), мм не более | 500 x 335 x 335 |
Масса (нетто/брутто), кг, не более | 115/140 |
Направление вращения | Одностороннее |
Посадочная поверхность для инструментального диска, диаметр / длина, мм | Конусная 7°7’30” Ф139,719 (+0.004-0.008) |
Габаритные размеры упаковки, мм, не более | 610 x 400 x 450 |
В комплект и цену автоматической револьверной головки УГ9326-06 включено:
кольцо резиновое 180-185-36-2-3 ГОСТ 9833 — 2 штуки.
Дополнительно Вы можете купить для револьверной автоматической головки УГ9326-06 следующие принадлежности:
УГ9326.0000.009 компенсатор – 1 штука. |
УГ9326.0000.010 компенсатор – 1 штука. |
291.341.121 резцедержатель с перпендикулярным пазом – 3 штуки. |
291.341.221 резцедержатель с параллельным пазом – 3 штуки. |
291.342.132 резцедержатель для осевого инструмента – 1 штука. |
291.342.222 резцедержатель для осевого инструмента со смещенной осью– 1 штука. |
скачать Руководство по эксплуатации УГ9326-06
ООО «ТехСнабЭкспедиция» — cрочные поставки:
станки, станочные узлы, запасные части к станкам, корпусное литье, пожарные гидранты
www.stankotorg.com
Автоматическая восьмипозиционная револьверная головка УГ9326
Автоматическая восьмипозиционная револьверная головка УГ9326
Разработчиком и изготовителем револьверных головок УГ9326 является Гомельский завод станочных узлов ГЗСУ, основанный в 1961 году.
В настоящее время Гомельский завод станочных узлов производит автоматические многопозиционные головки моделей УГ9321, УГ9326-06, УГ8.
Головки автоматические универсальные являются узлами токарных станков с различными системами числового программного управления и предназначены для крепления, установки и автоматической индексации режущего и вспомогательного инструмента. Головки УГ8 имеют повышенный по сравнению с ранее выпускавшимися головками ресурс надежности по наработке на отказ
Головка автоматическая восьмипозиционная УГ9326 предназначена для установки, крепления и автоматической индексации режущего и вспомогательного инструмента на токарных станках с ЧПУ.
Типы датчиков, с которыми может поставляться головка мод. УГ9326:
- переключатель герконовый модели ПКГ-8 (выходной сигнал — контакт геркона)
- фотоэлектрический модели УГ9326.06 (выходной сигнал — кодовый 1-2-4-8-строб, 24 В)
- угла поворота мод. ХДП-0,3 (выходной сигнал — аналоговый, 0…6В)
УГ9326 Габаритные размеры автоматической револьверной головки
Габаритные размеры револьверной головки уг9326
УГ9326 Общий вид автоматической восьмипозиционной головки
Фото автоматической револьверной головки уг9326
УГ9326 автоматическая головка на станке
Фото автоматической револьверной головки уг9326
Карта возможностей станка 16А20Ф3 с восьмипозиционной револьверной головкой УГ9326
Карта возможностей револьверной головки уг9326
Конструкция универсальной автоматической головки УГ9326
Конструкция револьверной головки уг9326
УГ 9326 Конструкция автоматической револьверной головки
Состав автоматической револьверной головки УГ9326
В состав автоматической головки входит инструментальный диск, корпус, включающий привод головки, механизм фиксации и датчик положения.
Спецификация автоматической восьмипозиционной головки УГ9326
- УГ9326.0300.000 — Диск инструментальный восьмипозиционный
- УГ9321.0000.108 — Крышка
- УГ9321.0000.100 — Полумуфта подвижная
- УГ9321.0000.101 — Кулачок управления индексацией
- Болт — М6-8g-20.66.05 ГОСТ 7805
- Гайка — М6-6Н.6.05 ГОСТ 5927
- Шайба — 7019-0396 Химическое оксидирование прм. ГОСТ 13438
- Шайба — 7019-0416 Химическое оксидирование прм. ГОСТ 13438
- УГ9311.0200.085 — Гайка натяжения тарельчатых пружин
- УГ9321.0000.104 — Гайка
- УГ9321.0000.113 — Шайба сферическая (3 шт)
- УГ9321.0000.103 — Пята (6 шт)
- УГ9326.0000.011 — Плунжер (клапан подачи СОЖ)
- УГ9326.0000.007 — Коллектор (Блок СОЖ)
- УГ9311.0200.081 — Втулка
- УГ9321.0000.102 — Полумуфта неподвижная
- УГ9321.0000.112 — Пружина расцепления муфт
- УГ9311.0200.057 — Колесо зубчатое подвижное (входит в состав планетарного редуктора)
- Подшипник — 2007113 ТУ37.006.162-89
- Подшипник — 1000905 ГОСТ 8338 (3 шт)
- УГ9311.0200.053 — Планетарный редуктор. Блок зубчатых колес — ремкомплект
- УГ9321.0000.111-02 — Корпус
- УГ9321.0000.001 — Планка
- Микровыключатель контроля сцепления муфт — (S2) ВП61-21-А111112-00УХЛ3,2
- УГ9311.0200.046 — Проставок (поворотная поводковая муфта)
- УГ9311.0200.013 — Электродвигатель, вал ротора
- Электродвигатель — (М) АИСХ7IВ4У3
- Подшипник — 80203 ГОСТ 7242
- УГ9324.0200.000-06 — (S1) Датчик углового положения инструментальной головки
- УГ9311.0208.000 — Муфта датчика
- УГ9311.0200.067-01 — Фланец электродвигателя
- УГ9311.0208.000 — Валик поворотный
- УГ9311.0270.000 — Гильза — корпус привода головки
- УГ9326.0000.003-06 — Корпус головки
- УГ9311.0207.000 — Водило, эксцентрик (входит в состав планетарного редуктора)
- Подшипник — 1000911 ГОСТ 8338
- УГ9311.0200.055 — Колесо зубчатое неподвижное внутреннего зацепления (входит в состав планетарного редуктора)
- Подшипник — 1000916 ГОСТ 8338
- Подшипник — 203 ГОСТ 8338 (2 шт)
- УГ9311.0200.012 — Гайка регулировки гильзы
- УГ9326.0400.000 — Полумуфта фиксирующая неподвижная, закрепленная на корпусе
- УГ9326.0400.000 — Полумуфта фиксирующая подвижная, связанная с инструментальным диском
- Пружина тарельчатая — ГОСТ 3057-90, 1-2-3-40х20х2х1 (18 шт)
- УГ9326.0000.002 — Корона
- Пробка — К1/4″ ОСТ 2Г96-1-85 (2 шт)
- УГ9321.0000.063 — Фиксатор с пружиной
- УГ9321.0000.106 — Упор
- УГ9321.0000.0053 — Пружина фиксатора (2 шт)
УГ9321.0000.128 — Втулка
УГ9321.0000.091 — Штифт
УГ9326.0000.009 — компенсатор
УГ9326.0000.010 — компенсатор
УГ9311.0200.000-09 — Привод головки автоматической восьмипозиционной УГ9326 в сборе (головка без корпуса и диска)
- Шайба — 7019-0396 Химическое оксидирование прм. ГОСТ 13438
- Шайба — 7019-0416 Химическое оксидирование прм. ГОСТ 13438
- УГ9311.0200.085 — Гайка натяжения тарельчатых пружин
- УГ9311.0200.081 — Втулка
- УГ9311.0200.057 — Колесо зубчатое подвижное (входит в состав планетарного редуктора)
- Подшипник — 2007113 ТУ37.006.162-89
- Подшипник — 1000905 ГОСТ 8338 (3 шт)
- УГ9311.0200.053 — Блок зубчатых колес (сателлит), (входит в состав планетарного редуктора) — ремкомплект
- УГ9311.0200.046 — Муфта поворотная поводковая (Проставок)
- УГ9311.0200.013 — Вал
- Электродвигатель — (М) АИСХ7IВ4У3
- Подшипник — 80203 ГОСТ 7242
- УГ9324.0200.000-06 — (S1) Датчик
- УГ9311.0208.000 — Муфта вала датчика
- УГ9311.0208.000 — Валик поворотный
- УГ9311.0270.000 — Гильза — корпус привода головки
- УГ9311.0207.000 — Водило планетарного редуктора
- Подшипник — 1000911 ГОСТ 8338
- УГ9311.0200.055 — Колесо зубчатое неподвижное (входит в состав планетарного редуктора)
- Подшипник — 1000916 ГОСТ 8338
- Подшипник — 203 ГОСТ 8338 (2 шт)
- УГ9311.0200.012 — Гайка
- пакет тарельчатых пружин (18шт.)
Состав планетарного редуктора к УГ9326 и УГ9321
- УГ9311.0200.057 — Колесо зубчатое подвижное
- УГ9311.0200.053 — Блок зубчатых колес (сателлит) — ремкомплект
- УГ9311.0207.000 — Водило планетарного редуктора (эксцентрик)
- УГ9311.0200.055 — Колесо зубчатое неподвижное внутреннего зацепления
Описание конструкции головки
Конструкция головки показана на рис.2. Движение от электродвигателя 27, встроенного в гильзу 33 корпуса 34, посредством (поворотной) поводковой муфты 25, выполненной на торце вала ротора 26 и водила 35 планетарного редуктора, сообщается блоку сателлитов 21. Один из них сопрягается с неподвижным зубчатым колесом внутреннего зацепления 37, а другой — с подвижным зубчатым колесом 18. На его ступице выполнен зубчатый венец, на который насажены кулачок управления индексацией 4 и полумуфта 3. Радиальной опорой служит гайка 40 подшипники 38 и 19.
Полумуфта 16, закрепленная на корпусе 22, сопрягается с полумуфтой 3 пятами 12 и шайбами сферическими 11. В ступице зубчатого колеса 18 расположен пакет тарельчатых пружин 43, шайбы 7 и 8, насаженные на втулку 15. Натяжение тарельчатых пружин 43 усилием 1600 кг производится гайкой 9, на которую навинчена гайка 10, позволяющая установить выход корпуса 22 требуемой величины. Зачеканка гайки 9 в паз втулки 15, болт 5, установленный в один из пазов гайки 10, позволяют сохранить постоянство произведенной регулировки узла предварительного напряжения. К корпусу 22 прикреплены инструментальный диск 1 и фиксирующая полумуфта 42.
Вторая полумуфта 41 закреплена на корпусе головки. На торце гильзы 33 установлен датчик 29 углового положения инструментального диска, выполненный на герметичных магнитоуправляемых контактах (герконах) и соединенный с фланцем 2 корпуса 22 посредством валика 32 и муфты 30. Датчик защищен кожухом.
В нише корпуса помещаются набор клеммных зажимов. RC — цепочки двигателя и микропереключатель 24 контроля сцепления полумуфт 41 и 42.
Включение подачи СОЖ на инструментальный диск осуществляется при нажатии диска I на толкатель клапана 13, встроенного в коллектор 14, прикрепленный к корпусу головки.
Принцип работы головки
Работа головки осуществляется по циклу. Исходное положение показано на рис.2. Зафиксированное положение: снятие усилия и расцепление плоскозубчатых муфт, поворот инструментального диска до заданной позиции, предварительная фиксация, сцепление муфт и сжатие их с необходимым усилием.
При пуске двигателя начинается вращение подвижного зубчатого колеса 18, кулачка 4, полумуфты 3, которая поворачивает зажатые пяты 12. В результате этого движения происходит расцепление зажатых полумуфт 41 и 42 под действием пружины 17. К окончанию расцепления приурочено соприкосновение уступа кулачка 4 с упором 47 и выход фиксатора 46 из пазов фланца 44. При дальнейшем вращении привода происходит сцепление привода и корпуса.
Когда инструментальный диск достигает необходимого углового положения, по команде датчика 29 осуществляется реверсирование двигатели соответственно, изменение направления вращения деталей головки. При этом фиксатор 46 западает в паз фланца 44, кулачок освобождается, и происходит расцепление привода и корпуса. Одновременно осуществляется сближение пят, расположенных на полумуфте 3 и полумуфте 16, а также осуществляется сцепление фиксирующих полумуфт 41 и 42 и создание на них необходимого натяга.
В конце цикла зажима ротор электродвигателя привода перестает вращаться. Через статор течет максимальный ток, приводящий к срабатыванию токового реле, который вместе с предварительным сигналом от микровыключателя 24 управляет отключением электродвигателя привода. Токовое реле с вставкой по току 3 А должно быть предусмотрено в электросхеме станка.
Основные регулировки головки
Поворот шпинделя должен начинаться после полного выхода полумуфты 42 из зацепления с полумуфтой 41 корпуса 34 с образованием зазора между ними 0,5 ± 0,2 мм. Эта величина устанавливается гайкой 10.
При сборке привода необходимо пакет тарельчатых пружин сжать предварительно до 1600 кг. Сборку головки производить в положении зафиксированных полумуфт 41 и 42. Кулачок 4 довести до упора 47 вращением ротора вручную против часовой стрелки за шлицевой паз ротора. Установка кулачка показана на рис.2. Шарнирную полумуфту 3 установить на выходной вал редуктора, совместив технологические отверстия в полумуфте 3 и кулачке 4. Расфиксировать полумуфты. Расфиксация производится вращением ротора в направлении часовой стрелки, при этом гайка 10 должна быть наживлена. Произвести сжатие гайкой 10 полумуфт 41 и 42 вне позиций до соприкосновения, после чего произвести отжим этой же гайкой на величину одного деления шести лунок на гайке 9, при этом обеспечивается минимальный зазор между полумуфтами. Занятое положение зафиксировать болтом 5 и гайкой 6. Проверить легкость вращения редуктора и шпинделя головки. Установить и зажать в первой позиции диск 1. В случае большого усилия, создаваемого тарельчатыми пружинами (большие усилия двигателя), необходимо отпустить гайку 10 до следующей лунки гайки.
Для правильной фиксации шпинделя необходим его перебег относительно заданной позиции на 3…50. Эта величина устанавливается поворотом фланца 2 или датчиком 29.
Микровыключатель 24 должен срабатывать за 0,5…1,0 мм до конца хода корпуса 22. Это достигается перемещением планки 23 микровыключателя.
УГ9326 Кинематическая схема универсальной автоматической головки
Кинематическая схема револьверной головки уг9326
На головках инструмент для центровых работ устанавливается с помощью вспомогательных втулок в расточки инструментального диска.
Подача СОЖ осуществляется в рабочей позиции через вспомогательные втулки.
Основные параметры элементов кинематики
- Полумуфта верхняя: число зубъев — 8, Модуль — 2,25
- Колесо зубчатое: число зубъев — 24, Модуль — 2,25
- Колесо зубчатое: число зубъев — 30, Модуль — 2,25
- Блок колес зубчатых: число зубъев — 27, Модуль — 2,25
- Колесо зубчатое: число зубъев — 33, Модуль — 2,25
- Блок колес зубчатых: число зубъев — 30, Модуль — 2,25
- Электродвигатель 7
УГ9326 Электрическая схема универсальной автоматической головки
Электрическая схема револьверной головки уг9326
В головке установлено следующее электрооборудование:
- М — Электродвигатель асинхронный модели 0,37 кВт; 1365 об/мин
- S1 — датчик углового положения инструментальной головки
- 1 — ПГК-6 переключатель герконовый для головки УГ9321
- 5 — ПГК-10 переключатель герконовый для головки УГ9324
- 6 — ПГК-12 переключатель герконовый для головки УГ9325
- 7 — ПГК-8 переключатель герконовый или УГ9324.0200.000 для головки УГ9326
- 8 — Фотодатчик для головки УГ9326-6
- S2 — Микровыключатель конечный контроля сцепления муфт — ВП61-21-А111112-00УХЛ3,2
- R-C — R-C цепочка — УГ9321.0200.000
Датчик S1 состоит из литого алюминиевого корпуса, контактного устройства, флажка с постоянным магнитом, вала, установленного в подшипник скольжения и крышек.
В качестве коммутирующих контактов в датчике применены герконы. При вращении вала магнит проходит мимо герконов, расположенных в корпусе, приводя к их поочередному срабатыванию и отпусканию, тем самым осуществляется выдача информации о позиции головки в любой момент времени вращения диска. При этом зона срабатывания очередного контакта находится за зоной отпускания предыдущего контакта, т. е. контакты срабатывают без перекрытия.
К двигателю подключен блок R-C цепочек УГ9321.0200.000
УГ9326.0300.000 Инструментальный диск восьмипозиционный револьверной головки
Инструментальный диск револьверной головки уг9326
Диски инструментальные восьмипозиционные предназначены для установки резцедержателей с цилиндрическим хвостовиком ГОСТ 24900 (DIN 69880) диаметром 40 мм.
Диски изготавливаются с припусками в отверстиях под инструмент с диаметрами D4.
Окончательная обработка отверстий D4 в размер 40Н7 производится по месту с установкой на конкретной делительной головке.
Диски инструментальные изготавливаются на ОАО «Барановичский завод станкопринадлежностей» — производителе универсальной зажимной технологической оснастки, для комплектации металлорежущих станков.
УГ9326 инструментальный диск револьверной головки
Инструментальный диск револьверной головки уг9326
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели (резцедержка, инструментальный блок) изготавливаются на ОАО «Барановичский завод станкопринадлежностей» по ТУ РБ 00222918.055-2001 и предназначены для закрепления призматических резцов сечением 25х25 мм и 20х20 — для резцедержателей с хвостовиком Ø40 мм, а так же для закрепления инструмента с цилиндрическими и коническими хвостовиками. По заказу потребителей комплектуются переходными втулками с цилиндрическими или коническими отверстиями. Хвостовик резцедержателя соответствует ГОСТ 24900 и DIN 69880.
291.341.121 резцедержатель с перпендикулярным пазом
291.341.221 резцедержатель с параллельным пазом
291.342.132 резцедержатель для осевого инструмента
291.342.222 резцедержатель для осевого инструмента со смещенной осью
rostov.tiu.ru
Автоматическая восьмипозиционная револьверная головка УГ9326
Автоматическая восьмипозиционная револьверная головка УГ9326
Разработчиком и изготовителем револьверных головок УГ9326 является Гомельский завод станочных узлов ГЗСУ, основанный в 1961 году.
В настоящее время Гомельский завод станочных узлов производит автоматические многопозиционные головки моделей УГ9321, УГ9326-06, УГ8.
Головки автоматические универсальные являются узлами токарных станков с различными системами числового программного управления и предназначены для крепления, установки и автоматической индексации режущего и вспомогательного инструмента. Головки УГ8 имеют повышенный по сравнению с ранее выпускавшимися головками ресурс надежности по наработке на отказ
Головка автоматическая восьмипозиционная УГ9326 предназначена для установки, крепления и автоматической индексации режущего и вспомогательного инструмента на токарных станках с ЧПУ.
Типы датчиков, с которыми может поставляться головка мод. УГ9326:
- переключатель герконовый модели ПКГ-8 (выходной сигнал — контакт геркона)
- фотоэлектрический модели УГ9326.06 (выходной сигнал — кодовый 1-2-4-8-строб, 24 В)
- угла поворота мод. ХДП-0,3 (выходной сигнал — аналоговый, 0…6В)
УГ9326 Габаритные размеры автоматической револьверной головки
Габаритные размеры револьверной головки уг9326
УГ9326 Общий вид автоматической восьмипозиционной головки
Фото автоматической револьверной головки уг9326
УГ9326 автоматическая головка на станке
Фото автоматической револьверной головки уг9326
Карта возможностей станка 16А20Ф3 с восьмипозиционной револьверной головкой УГ9326
Карта возможностей револьверной головки уг9326
Конструкция универсальной автоматической головки УГ9326
Конструкция револьверной головки уг9326
УГ 9326 Конструкция автоматической револьверной головки
Состав автоматической револьверной головки УГ9326
В состав автоматической головки входит инструментальный диск, корпус, включающий привод головки, механизм фиксации и датчик положения.
Спецификация автоматической восьмипозиционной головки УГ9326
- УГ9326.0300.000 — Диск инструментальный восьмипозиционный
- УГ9321.0000.108 — Крышка
- УГ9321.0000.100 — Полумуфта подвижная
- УГ9321.0000.101 — Кулачок управления индексацией
- Болт — М6-8g-20.66.05 ГОСТ 7805
- Гайка — М6-6Н.6.05 ГОСТ 5927
- Шайба — 7019-0396 Химическое оксидирование прм. ГОСТ 13438
- Шайба — 7019-0416 Химическое оксидирование прм. ГОСТ 13438
- УГ9311.0200.085 — Гайка натяжения тарельчатых пружин
- УГ9321.0000.104 — Гайка
- УГ9321.0000.113 — Шайба сферическая (3 шт)
- УГ9321.0000.103 — Пята (6 шт)
- УГ9326.0000.011 — Плунжер (клапан подачи СОЖ)
- УГ9326.0000.007 — Коллектор (Блок СОЖ)
- УГ9311.0200.081 — Втулка
- УГ9321.0000.102 — Полумуфта неподвижная
- УГ9321.0000.112 — Пружина расцепления муфт
- УГ9311.0200.057 — Колесо зубчатое подвижное (входит в состав планетарного редуктора)
- Подшипник — 2007113 ТУ37.006.162-89
- Подшипник — 1000905 ГОСТ 8338 (3 шт)
- УГ9311.0200.053 — Планетарный редуктор. Блок зубчатых колес — ремкомплект
- УГ9321.0000.111-02 — Корпус
- УГ9321.0000.001 — Планка
- Микровыключатель контроля сцепления муфт — (S2) ВП61-21-А111112-00УХЛ3,2
- УГ9311.0200.046 — Проставок (поворотная поводковая муфта)
- УГ9311.0200.013 — Электродвигатель, вал ротора
- Электродвигатель — (М) АИСХ7IВ4У3
- Подшипник — 80203 ГОСТ 7242
- УГ9324.0200.000-06 — (S1) Датчик углового положения инструментальной головки
- УГ9311.0208.000 — Муфта датчика
- УГ9311.0200.067-01 — Фланец электродвигателя
- УГ9311.0208.000 — Валик поворотный
- УГ9311.0270.000 — Гильза — корпус привода головки
- УГ9326.0000.003-06 — Корпус головки
- УГ9311.0207.000 — Водило, эксцентрик (входит в состав планетарного редуктора)
- Подшипник — 1000911 ГОСТ 8338
- УГ9311.0200.055 — Колесо зубчатое неподвижное внутреннего зацепления (входит в состав планетарного редуктора)
- Подшипник — 1000916 ГОСТ 8338
- Подшипник — 203 ГОСТ 8338 (2 шт)
- УГ9311.0200.012 — Гайка регулировки гильзы
- УГ9326.0400.000 — Полумуфта фиксирующая неподвижная, закрепленная на корпусе
- УГ9326.0400.000 — Полумуфта фиксирующая подвижная, связанная с инструментальным диском
- Пружина тарельчатая — ГОСТ 3057-90, 1-2-3-40х20х2х1 (18 шт)
- УГ9326.0000.002 — Корона
- Пробка — К1/4″ ОСТ 2Г96-1-85 (2 шт)
- УГ9321.0000.063 — Фиксатор с пружиной
- УГ9321.0000.106 — Упор
- УГ9321.0000.0053 — Пружина фиксатора (2 шт)
УГ9321.0000.128 — Втулка
УГ9321.0000.091 — Штифт
УГ9326.0000.009 — компенсатор
УГ9326.0000.010 — компенсатор
УГ9311.0200.000-09 — Привод головки автоматической восьмипозиционной УГ9326 в сборе (головка без корпуса и диска)
- Шайба — 7019-0396 Химическое оксидирование прм. ГОСТ 13438
- Шайба — 7019-0416 Химическое оксидирование прм. ГОСТ 13438
- УГ9311.0200.085 — Гайка натяжения тарельчатых пружин
- УГ9311.0200.081 — Втулка
- УГ9311.0200.057 — Колесо зубчатое подвижное (входит в состав планетарного редуктора)
- Подшипник — 2007113 ТУ37.006.162-89
- Подшипник — 1000905 ГОСТ 8338 (3 шт)
- УГ9311.0200.053 — Блок зубчатых колес (сателлит), (входит в состав планетарного редуктора) — ремкомплект
- УГ9311.0200.046 — Муфта поворотная поводковая (Проставок)
- УГ9311.0200.013 — Вал
- Электродвигатель — (М) АИСХ7IВ4У3
- Подшипник — 80203 ГОСТ 7242
- УГ9324.0200.000-06 — (S1) Датчик
- УГ9311.0208.000 — Муфта вала датчика
- УГ9311.0208.000 — Валик поворотный
- УГ9311.0270.000 — Гильза — корпус привода головки
- УГ9311.0207.000 — Водило планетарного редуктора
- Подшипник — 1000911 ГОСТ 8338
- УГ9311.0200.055 — Колесо зубчатое неподвижное (входит в состав планетарного редуктора)
- Подшипник — 1000916 ГОСТ 8338
- Подшипник — 203 ГОСТ 8338 (2 шт)
- УГ9311.0200.012 — Гайка
- пакет тарельчатых пружин (18шт.)
Состав планетарного редуктора к УГ9326 и УГ9321
- УГ9311.0200.057 — Колесо зубчатое подвижное
- УГ9311.0200.053 — Блок зубчатых колес (сателлит) — ремкомплект
- УГ9311.0207.000 — Водило планетарного редуктора (эксцентрик)
- УГ9311.0200.055 — Колесо зубчатое неподвижное внутреннего зацепления
Описание конструкции головки
Конструкция головки показана на рис.2. Движение от электродвигателя 27, встроенного в гильзу 33 корпуса 34, посредством (поворотной) поводковой муфты 25, выполненной на торце вала ротора 26 и водила 35 планетарного редуктора, сообщается блоку сателлитов 21. Один из них сопрягается с неподвижным зубчатым колесом внутреннего зацепления 37, а другой — с подвижным зубчатым колесом 18. На его ступице выполнен зубчатый венец, на который насажены кулачок управления индексацией 4 и полумуфта 3. Радиальной опорой служит гайка 40 подшипники 38 и 19.
Полумуфта 16, закрепленная на корпусе 22, сопрягается с полумуфтой 3 пятами 12 и шайбами сферическими 11. В ступице зубчатого колеса 18 расположен пакет тарельчатых пружин 43, шайбы 7 и 8, насаженные на втулку 15. Натяжение тарельчатых пружин 43 усилием 1600 кг производится гайкой 9, на которую навинчена гайка 10, позволяющая установить выход корпуса 22 требуемой величины. Зачеканка гайки 9 в паз втулки 15, болт 5, установленный в один из пазов гайки 10, позволяют сохранить постоянство произведенной регулировки узла предварительного напряжения. К корпусу 22 прикреплены инструментальный диск 1 и фиксирующая полумуфта 42.
Вторая полумуфта 41 закреплена на корпусе головки. На торце гильзы 33 установлен датчик 29 углового положения инструментального диска, выполненный на герметичных магнитоуправляемых контактах (герконах) и соединенный с фланцем 2 корпуса 22 посредством валика 32 и муфты 30. Датчик защищен кожухом.
В нише корпуса помещаются набор клеммных зажимов. RC — цепочки двигателя и микропереключатель 24 контроля сцепления полумуфт 41 и 42.
Включение подачи СОЖ на инструментальный диск осуществляется при нажатии диска I на толкатель клапана 13, встроенного в коллектор 14, прикрепленный к корпусу головки.
Принцип работы головки
Работа головки осуществляется по циклу. Исходное положение показано на рис.2. Зафиксированное положение: снятие усилия и расцепление плоскозубчатых муфт, поворот инструментального диска до заданной позиции, предварительная фиксация, сцепление муфт и сжатие их с необходимым усилием.
При пуске двигателя начинается вращение подвижного зубчатого колеса 18, кулачка 4, полумуфты 3, которая поворачивает зажатые пяты 12. В результате этого движения происходит расцепление зажатых полумуфт 41 и 42 под действием пружины 17. К окончанию расцепления приурочено соприкосновение уступа кулачка 4 с упором 47 и выход фиксатора 46 из пазов фланца 44. При дальнейшем вращении привода происходит сцепление привода и корпуса.
Когда инструментальный диск достигает необходимого углового положения, по команде датчика 29 осуществляется реверсирование двигатели соответственно, изменение направления вращения деталей головки. При этом фиксатор 46 западает в паз фланца 44, кулачок освобождается, и происходит расцепление привода и корпуса. Одновременно осуществляется сближение пят, расположенных на полумуфте 3 и полумуфте 16, а также осуществляется сцепление фиксирующих полумуфт 41 и 42 и создание на них необходимого натяга.
В конце цикла зажима ротор электродвигателя привода перестает вращаться. Через статор течет максимальный ток, приводящий к срабатыванию токового реле, который вместе с предварительным сигналом от микровыключателя 24 управляет отключением электродвигателя привода. Токовое реле с вставкой по току 3 А должно быть предусмотрено в электросхеме станка.
Основные регулировки головки
Поворот шпинделя должен начинаться после полного выхода полумуфты 42 из зацепления с полумуфтой 41 корпуса 34 с образованием зазора между ними 0,5 ± 0,2 мм. Эта величина устанавливается гайкой 10.
При сборке привода необходимо пакет тарельчатых пружин сжать предварительно до 1600 кг. Сборку головки производить в положении зафиксированных полумуфт 41 и 42. Кулачок 4 довести до упора 47 вращением ротора вручную против часовой стрелки за шлицевой паз ротора. Установка кулачка показана на рис.2. Шарнирную полумуфту 3 установить на выходной вал редуктора, совместив технологические отверстия в полумуфте 3 и кулачке 4. Расфиксировать полумуфты. Расфиксация производится вращением ротора в направлении часовой стрелки, при этом гайка 10 должна быть наживлена. Произвести сжатие гайкой 10 полумуфт 41 и 42 вне позиций до соприкосновения, после чего произвести отжим этой же гайкой на величину одного деления шести лунок на гайке 9, при этом обеспечивается минимальный зазор между полумуфтами. Занятое положение зафиксировать болтом 5 и гайкой 6. Проверить легкость вращения редуктора и шпинделя головки. Установить и зажать в первой позиции диск 1. В случае большого усилия, создаваемого тарельчатыми пружинами (большие усилия двигателя), необходимо отпустить гайку 10 до следующей лунки гайки.
Для правильной фиксации шпинделя необходим его перебег относительно заданной позиции на 3…50. Эта величина устанавливается поворотом фланца 2 или датчиком 29.
Микровыключатель 24 должен срабатывать за 0,5…1,0 мм до конца хода корпуса 22. Это достигается перемещением планки 23 микровыключателя.
УГ9326 Кинематическая схема универсальной автоматической головки
Кинематическая схема револьверной головки уг9326
На головках инструмент для центровых работ устанавливается с помощью вспомогательных втулок в расточки инструментального диска.
Подача СОЖ осуществляется в рабочей позиции через вспомогательные втулки.
Основные параметры элементов кинематики
- Полумуфта верхняя: число зубъев — 8, Модуль — 2,25
- Колесо зубчатое: число зубъев — 24, Модуль — 2,25
- Колесо зубчатое: число зубъев — 30, Модуль — 2,25
- Блок колес зубчатых: число зубъев — 27, Модуль — 2,25
- Колесо зубчатое: число зубъев — 33, Модуль — 2,25
- Блок колес зубчатых: число зубъев — 30, Модуль — 2,25
- Электродвигатель 7
УГ9326 Электрическая схема универсальной автоматической головки
Электрическая схема револьверной головки уг9326
В головке установлено следующее электрооборудование:
- М — Электродвигатель асинхронный модели 0,37 кВт; 1365 об/мин
- S1 — датчик углового положения инструментальной головки
- 1 — ПГК-6 переключатель герконовый для головки УГ9321
- 5 — ПГК-10 переключатель герконовый для головки УГ9324
- 6 — ПГК-12 переключатель герконовый для головки УГ9325
- 7 — ПГК-8 переключатель герконовый или УГ9324.0200.000 для головки УГ9326
- 8 — Фотодатчик для головки УГ9326-6
- S2 — Микровыключатель конечный контроля сцепления муфт — ВП61-21-А111112-00УХЛ3,2
- R-C — R-C цепочка — УГ9321.0200.000
Датчик S1 состоит из литого алюминиевого корпуса, контактного устройства, флажка с постоянным магнитом, вала, установленного в подшипник скольжения и крышек.
В качестве коммутирующих контактов в датчике применены герконы. При вращении вала магнит проходит мимо герконов, расположенных в корпусе, приводя к их поочередному срабатыванию и отпусканию, тем самым осуществляется выдача информации о позиции головки в любой момент времени вращения диска. При этом зона срабатывания очередного контакта находится за зоной отпускания предыдущего контакта, т. е. контакты срабатывают без перекрытия.
К двигателю подключен блок R-C цепочек УГ9321.0200.000
УГ9326.0300.000 Инструментальный диск восьмипозиционный револьверной головки
Инструментальный диск револьверной головки уг9326
Диски инструментальные восьмипозиционные предназначены для установки резцедержателей с цилиндрическим хвостовиком ГОСТ 24900 (DIN 69880) диаметром 40 мм.
Диски изготавливаются с припусками в отверстиях под инструмент с диаметрами D4.
Окончательная обработка отверстий D4 в размер 40Н7 производится по месту с установкой на конкретной делительной головке.
Диски инструментальные изготавливаются на ОАО «Барановичский завод станкопринадлежностей» — производителе универсальной зажимной технологической оснастки, для комплектации металлорежущих станков.
УГ9326 инструментальный диск револьверной головки
Инструментальный диск револьверной головки уг9326
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели (резцедержка, инструментальный блок) изготавливаются на ОАО «Барановичский завод станкопринадлежностей» по ТУ РБ 00222918.055-2001 и предназначены для закрепления призматических резцов сечением 25х25 мм и 20х20 — для резцедержателей с хвостовиком Ø40 мм, а так же для закрепления инструмента с цилиндрическими и коническими хвостовиками. По заказу потребителей комплектуются переходными втулками с цилиндрическими или коническими отверстиями. Хвостовик резцедержателя соответствует ГОСТ 24900 и DIN 69880.
291.341.121 резцедержатель с перпендикулярным пазом
291.341.221 резцедержатель с параллельным пазом
291.342.132 резцедержатель для осевого инструмента
291.342.222 резцедержатель для осевого инструмента со смещенной осью
perm.tiu.ru
УГ9321 Автоматическая шестипозиционная револьверная головка Схемы, описание, характеристики
Сведения о производителе револьверной головки УГ9321
Разработчиком и изготовителем револьверных головок УГ9321 является Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова и Гомельский завод станочных узлов ГЗСУ, основанный в 1961 году.
Продукция Гомельского завода станочных узлов ГЗСУ
УГ9321 головка револьверная автоматическая шестипозиционная для токарных станков с ЧПУ. Назначение, область применения
Головка автоматическая шестипозиционная УГ9321 предназначена для установки, крепления и автоматической индексации режущего и вспомогательного инструмента на токарных станках с ЧПУ.
УГ9321 Габаритные размеры автоматической револьверной головки
Габаритные размеры револьверной головки УГ9321
УГ9321 Общий вид автоматической шестипозиционной головки
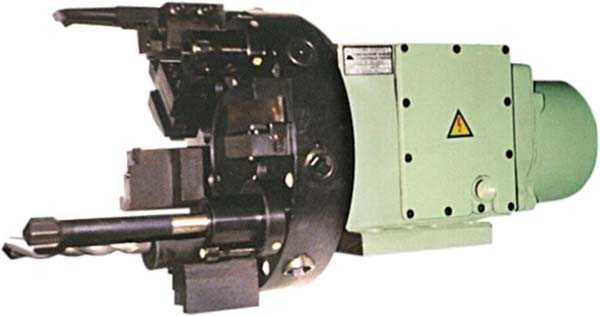
Фото автоматической револьверной головки УГ9321
УГ9321 автоматическая головка на станке
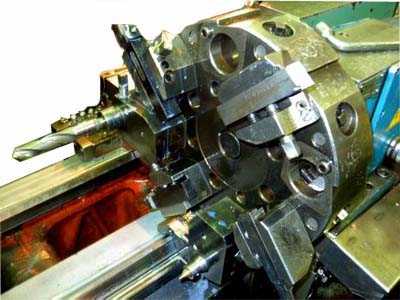
Фото автоматической револьверной головки УГ9321
Конструкция универсальной автоматической головки УГ9321
Конструкция револьверной головки УГ9321
Конструкция револьверной головки УГ9321. Смотреть в увеличенном масштабе
Устройство и работа автоматической револьверной головки УГ 9326
Конструкция головки показана на рис.2.
Движение от электродвигателя (17), встроенного в гильзу (21) корпуса (23) посредством поводковой муфты, выполненной на торце вала ротора (16) и водила (24) планетарного редуктора, сообщается блоку сателлитов (12). Один из них сопрягается с неподвижным зубчатым колесом внутреннего зацепления (26), а другой — с подвижным зубчатым колесом (9), на ступице которого выполнена трапецеидальная резьба, а на торце — зубчатая муфта. Посредством этой муфты и винта (3) осуществляется соединение детали (9) с кулачком управления индексацией (4). Радиальной опорой детали (9) служат бронзовые полукольца (29), торцевые — подшипники (10) и (11).
С резьбой на детали (9) сопрягается фланец-гайка (8), прикрепленный к шпинделю (5) головки, который может совершать вращательное и поступательное движение. К шпинделю прикреплены инструментальный диск (1) и фиксирующая полумуфта (31) с круговым зубом. Вторая полумуфта (30) закреплена на корпусе головки.
На торце гильзы (21) установлен датчик (13) углового положения инструментального диска, выполненный на герметичных магнитоуправляемых контактах (герконах) и соединенный с фланцем шпинделя посредством валика (22) и муфты (20). Датчик защищен кожухом.
В нише корпуса помещаются набор клеммных зажимов электрокоммуникаций головки, PC-цепочки двигателя и микровыключатель (14) контроля сцепления полумуфт (30) и (31).
Включение подачи СОЖ на инструментальный диск осуществляется при нажатии диском на толкатель клапана (6), встроенного в планку (7), пpикpeпляемyю к корпусу головки.
Работа головки
Головка работает по циклу, при котором за исходное положение принято показанное на рис.2, зафиксированное положение: снятие усилия и расцепление плоскозубых муфт, поворот инструментального диска до заданной позиции, предварительная фиксация, сцепление муфт и сжатие их с необходимым усилием.
При пуске двигателя начинается вращение детали (9) и кулачка (4) против часовой стрелки. Поскольку полумуфты (3O) и (31) сцеплены и шпиндель не может вращаться, за счет взаимодействия резьб на деталь(8) и (9) происходит расцепление полумуфты. К окончанию расцепления приурочено соприкосновение уступа кулачка с пальцем (35). При продолжении поворота фиксатор (34) под воздействием скосов на дет.(32) входит в паз на кулачке, обеспечивая сцепление привода и шпинделя. Когда инструментальный диск достигает необходимого углового положения, по команде датчика (19) осуществляется реверсирование двигателя к, соответственно, изменение направления вращения деталей головки. При этом фиксаторы (33) и (34) западают в лазы фланца (32), кулачек освобождается и происходит расцепление привода и шпинделе. При дальнейшем вращении привода осуществляется сцепление фиксирующих полумуфт и создание на них необходимого натяга, величина которого зависит от установки токового реле цепи двигателя в электросхеме станка. Токовое реле управляет отключением электродвигателя.
Основные регулировки
Поворот шпинделя должен начинаться после его выхода из сцепления полумуфт на 0,5 ± 0,2 мм. Эта величина настраивается перестановкой кулачка по торцевым зубцам дет.(9). Перестановка на один зуб дает перемещение шпинделя на 0,45 мм.
Для правильной фиксации шпинделя необходим его перебег, относительно заданной позиции на 5°…3°. Эта величина устанавливается поворотом датчика (19).
Микровыключатель (14) должен срабатывать за 0,5…1,5 мм до конца хода шпинделя, это достигается перемещением планки (13) микровыключателя.
УГ9321 Кинематическая схема универсальной автоматической головки
Кинематическая схема револьверной головки УГ9321
Кинематическая схема головки приведена на рис.3. Планетарный редуктор, выполненный по схеме 2К-Н имеет два исполнения по передаточному числу, а именно:
- i = 81 — для головки модели УГ9321 (6 позиционная)
- i = 117 — для головок моделей УГ9324 (10 позиционная)
- i = 117 — для головок моделей УГ9325 (12 позиционная)
УГ9321 Электрическая схема универсальной автоматической головки
Электрическая схема револьверной головки УГ9321
В головке установлено следующее электрооборудование:
- М — Электродвигатель асинхронный 0,37 кВт; 1365 об/мин
- S1 — Датчик углового положения инструментальной головки
- 1 — Датчик положения — переключатель герконовый для головки УГ9321-02
- S2 — Микровыключатель конечный контроля сцепления муфт
- R-C — R-C цепочка
УГ9321.0300.000 Инструментальный диск шестипозиционный револьверной головки

Инструментальный диск револьверной головки УГ9321
Инструментальный диск револьверной головки УГ9321
Использование головок при центровых работах
На головках УГ9324 и УГ9325 инструмент для центровых работ устанавливается с помощью вспомогательных втулок в расточки инструментального диска.
Подача СОЖ осуществляется в рабочей позиции через вспомогательные втулки.
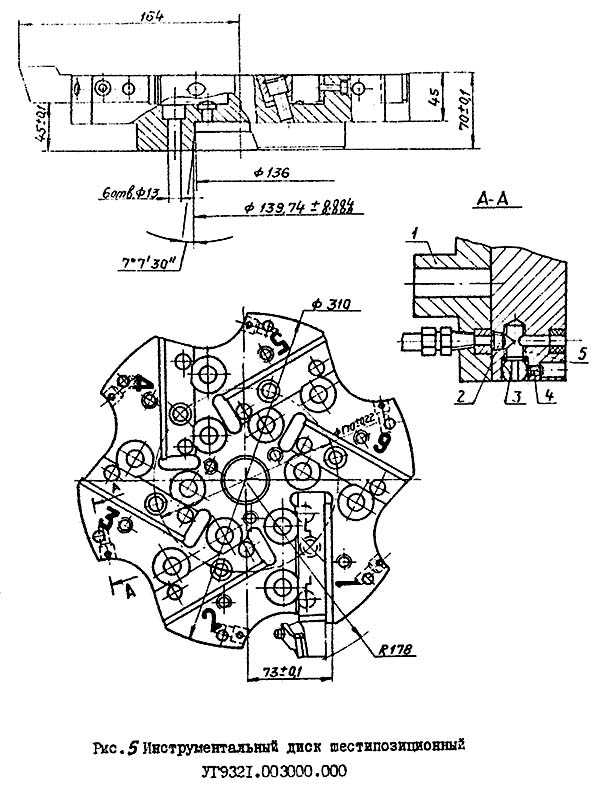
На головках УГ9321 (рис.5) инструмент для центровых работ устанавливается в блоки (I), которые монтируются на торцевой поверхности инструментальной головки в позициях 1,3,5. При установке блока необходимо вывернуть пробку 2 и, в случае работы с СОЖ, ослабить винт 4, вынуть шарик 3 и ввернуть пробку 2 в резьбу 5.
Диски инструментальные восьмипозиционные предназначены для установки резцедержателей с цилиндрическим хвостовиком ГОСТ 24900 (DIN 69880) диаметром 40 мм.
Диски изготавливаются с припусками в отверстиях под инструмент с диаметрами D4.
Окончательная обработка отверстий D4 в размер 40Н7 производится по месту с установкой на конкретной делительной головке.
Диски инструментальные изготавливаются на ОАО «Барановичский завод станкопринадлежностей» — производителе универсальной зажимной технологической оснастки, для комплектации металлорежущих станков.
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели с цилиндрическим хвостовиком Ø40 для токарных станков с ЧПУ
Резцедержатели (резцедержка, инструментальный блок) изготавливаются на ОАО «Барановичский завод станкопринадлежностей» по ТУ РБ 00222918.055-2001 и предназначены для закрепления призматических резцов сечением 25х25 мм и 20х20 — для резцедержателей с хвостовиком Ø40 мм, а так же для закрепления инструмента с цилиндрическими и коническими хвостовиками. По заказу потребителей комплектуются переходными втулками с цилиндрическими или коническими отверстиями. Хвостовик резцедержателя соответствует ГОСТ 24900 и DIN 69880.
291.341.121 резцедержатель с перпендикулярным пазом
291.341.221 резцедержатель с параллельным пазом
291.342.132 резцедержатель для осевого инструмента
291.342.222 резцедержатель для осевого инструмента со смещенной осью
УГ9321 головка револьверная автоматическая шестипозиционная. Видеоролик.
Технические характеристики головки УГ9321
| Наименование параметра | УГ9321 | УГ9326 | УГ9321-6 | УГ8 |
|---|---|---|---|---|
| Основные параметры | ||||
| Количество позиций | 6 | 8 | 8 | 8 |
| Расстояние от базовой поверхности до оси головки, мм | 121 | 121 | 121 | 121 |
| Диаметр отверстия в инструментальном диске под резцедержатели по ГОСТ 24900, мм | 50H7 | 40H7 | 40H7 | 40H7 |
| Максимальный допустимый крутящий (опрокидывающий) момент от усилия резания, кНм | 2,6 | 2,8 | 2,8 | 2,8 |
| Стабильность индексации головки в радиальном направлении, мкм, не более: | 5 | 5 | 5 | 3 |
| Стабильность индексации головки в осевом направлении, мкм, не более: | 10 | 10 | 10 | 6 |
| Максимальная масса режущих и вспомогательных инструментов, кг | 45 | 45 | ||
| Направление вращения | Одностор. | Одностор. | Одностор. | Реверс. |
| Время смены инструмента min/ max, сек | ||||
| Посадочная поверхность инструментального диска: диаметр, мм | Конус 7°7`30″ | Конус 7°7`30″ | Конус 7°7`30″ | Ø50h6 |
| Электрооборудование, привод головки | ||||
| Напряжение питающей сети, В | ~380 50Гц | ~380 50Гц | ~380 50Гц | ~380 50Гц |
| Напряжение цепи управления, В | 24 | 24 | 24 | 24 |
| Электродвигатель привода, кВт | 0,37 | 0,37 | 0,37 | 0,37 |
| Тип датчика | ПКГ-6 | ПКГ-8 | Фото | Фото |
| Выходной сигнал | Контакт геркона | Контакт геркона | кодовый 1-2-4-8 24В | кодовый 1-2-4-8 24В |
| Габариты и масса автоматической головки | ||||
| Габаритные размеры основания головки, мм | 690 х 400 х 450 | 520 х 335 х 335 | 610 х 400 х 450 | 540 х 430 х 550 |
| Масса автоматической головки, кг | 142 | 130 | 140 | 185 |
Связанные ссылки. Дополнительная информация
Иллюстрированный каталог справочник запасных частей (запчастей) к металлорежущим станкам
Справочник деревообрабатывающих станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru