Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото
- Для чего необходим газ при выполнении сварки
- Комплектующие для самодельного аппарата аргонной сварки
- Порядок изготовления устройства для сварки в среде аргона
- Тонкости выполнения аргонной сварки
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.

Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
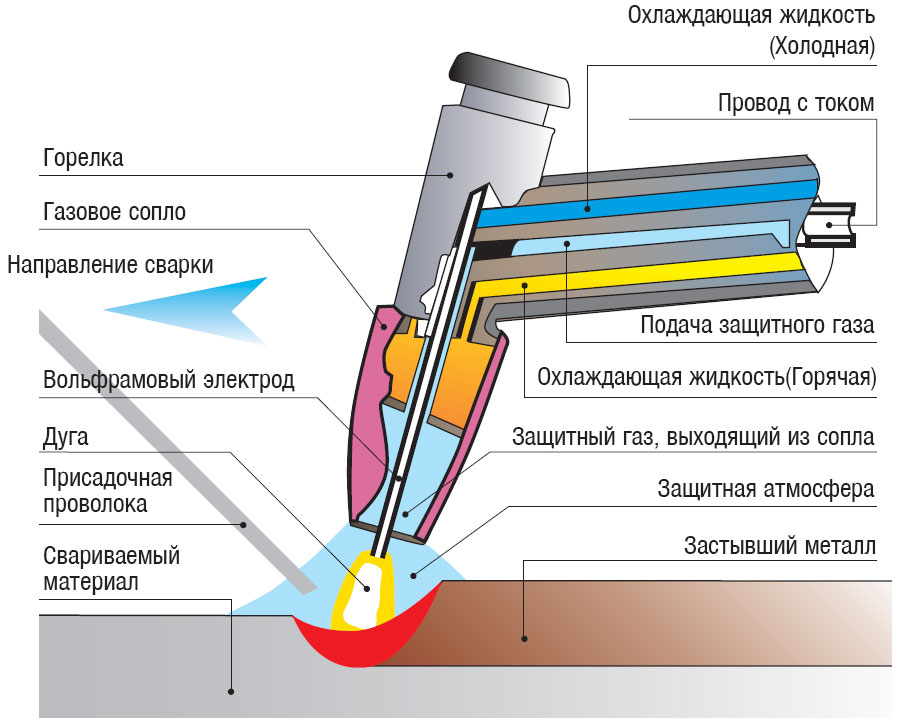
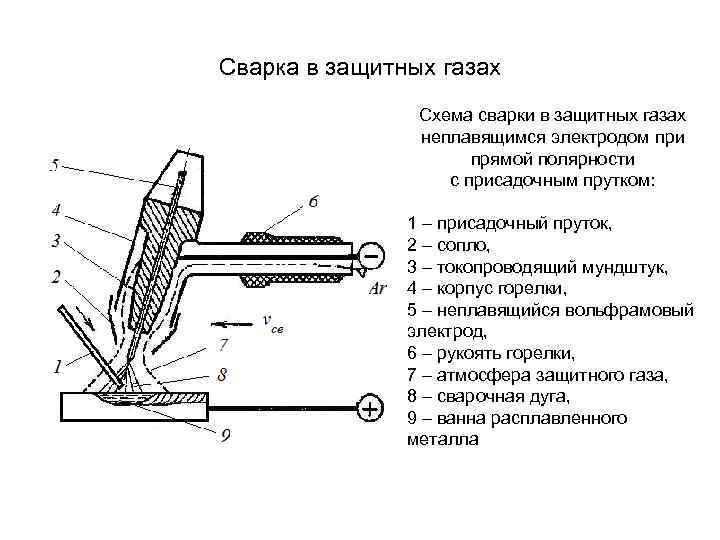
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.

Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
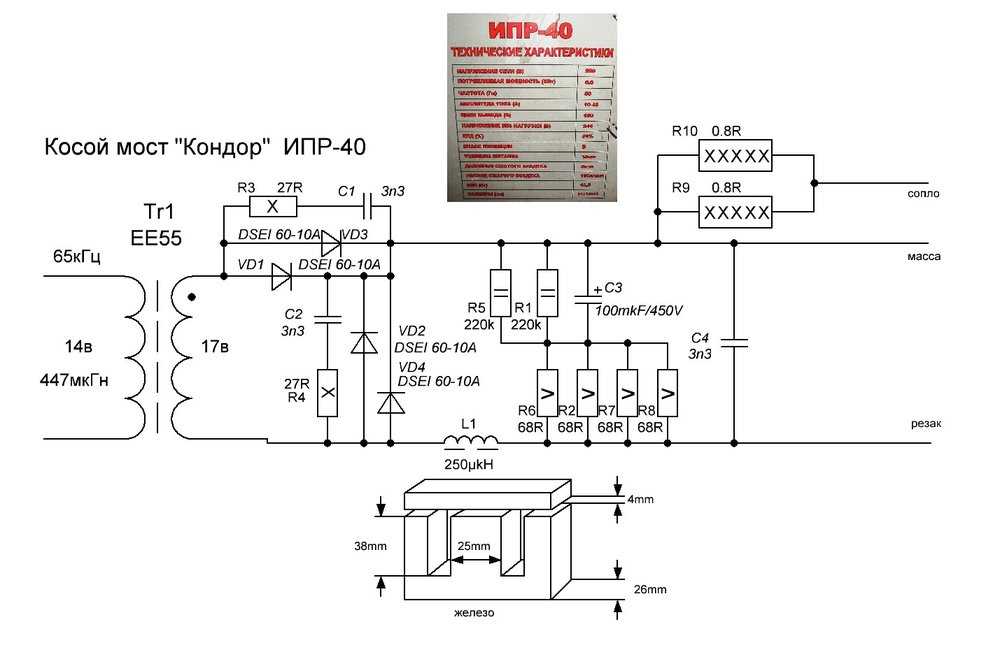
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.
Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
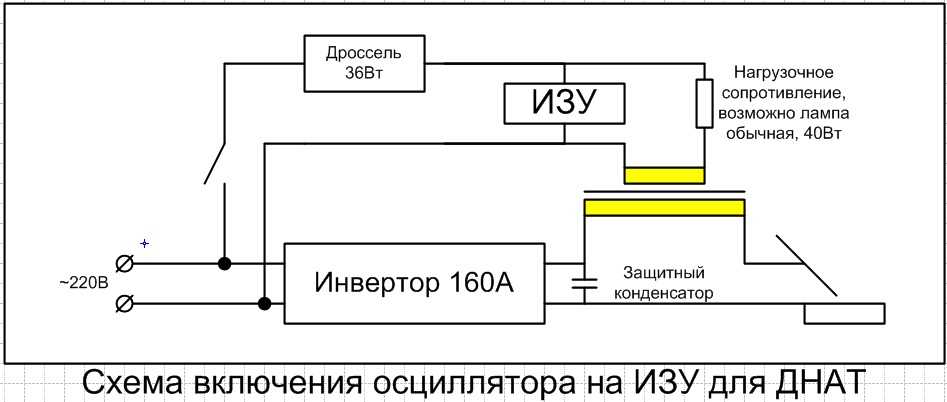
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
 com/embed/ToozvSUtsY8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/ToozvSUtsY8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.
Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
Аргоновая сварка своими руками
0
Опубликовано: 23.05.2017
Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа.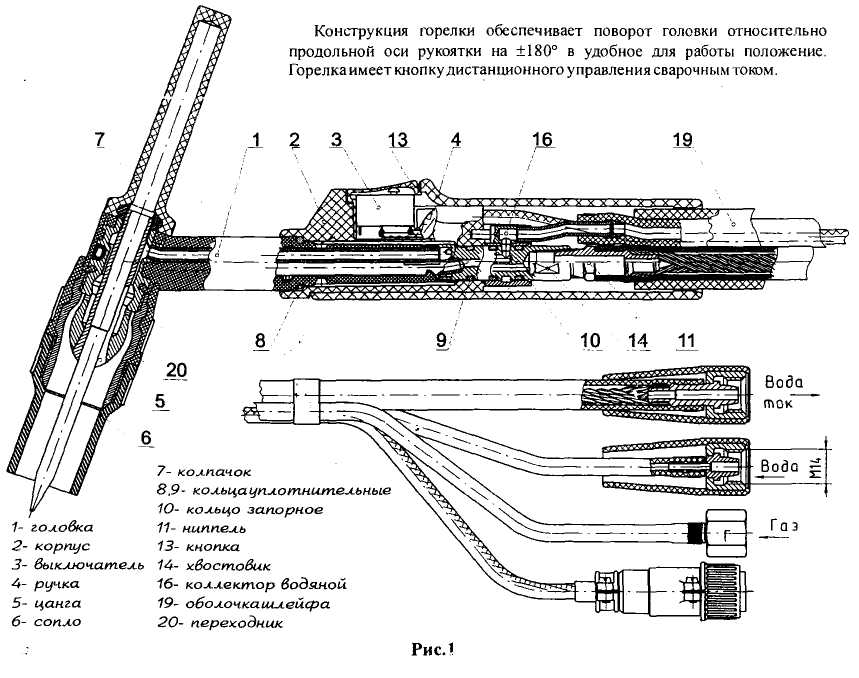 Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Оглавление:
- Из каких узлов состоит оборудование для аргонодуговой сварки?
- Необходимые инструменты и комплектующие детали
- Сборка и настройка аппарата своими руками
- Итоги
Из каких узлов состоит оборудование для аргонодуговой сварки?
Прежде чем собирать собственный комплект для аргоновой сварки своими руками, нужно ознакомиться с принципом действия оборудования заводского изготовления. Необходимо отметить, что сварка в инертной среде зачастую предполагает применение смесей газов из-за высокой стоимости чистого аргона и повышенного расхода при сварке деталей большой толщины.
Эти обстоятельства диктуют применение двух баллонов, в одном из которых находится инертный, а в другом углекислый газ. Соответственно, в этом случае, необходимо использовать двойной комплект редукторов и манометров, которые придётся приобрести наряду с баллонами необходимой ёмкости.
Нужно знать, что подача импульсов от осциллятора, которые способствуют быстрому розжигу дуги практически без касания электрода и свариваемых деталей, должна происходить с задержкой относительно подачи защитного газа. Это необходимо для того, чтобы сварка происходила без окисления будущего шва в агрессивной воздушной среде. Для обеспечения этого процесса используется схема задержки подачи импульса при нажатии кнопки старта.
В основном оборудование для сварки в инертной среде состоит из следующих узлов:
- источник питания, которым может быть сварочный трансформатор или инвертор, позволяющий переключать полярность при работе;
- комплект баллонов и редукторов с манометрами для подачи газовой смеси;
- соединительные шланги, с возможностью подачи управляющих импульсов, сварочного тока и инертного газа в зону плавления, снабжённые евроразъёмом;
- горелка с узлом крепления вольфрамового электрода и соплом подачи защитного газа в сварочную ванночку;
- встроенный в источник питания сварочный осциллятор и схема задержки подачи высоковольтного импульса.
Процентное соотношение компонентов газовой смеси зависит от типа металлов и подбирается по справочным таблицам. В их состав может входить аргон, гелий и углекислый газ, с суммарным расходом от 6 до 12 л/мин. Тугоплавкие вольфрамовые электроды затачивают определённым способом, крепят в керамическом держателе горелки и по возможности оберегают от загрязнений, существенно влияющих на качество сварки. Состав присадочной проволоки, подаваемой вручную в зону плавления, должен быть как можно ближе к свариваемым металлам или их сплавам.
Необходимые инструменты и комплектующие детали
При выборе комплекта для аргонно-дуговой сварки необходимо исходить из величины затрат, которые вы можете себе позволить. Существует несколько вариантов сборки установки с разным количеством затрачиваемых средств. В одном случае можно собрать установку из уже готовых частей с невысокой стоимостью и в этом варианте вам понадобится простой инверторный источник питающего напряжения с возможностью работы в режимах постоянного и переменного тока сварки. Также нужен комплект шлангов с заводской горелкой и осциллятор для упрощённого розжига дуги. Кроме того, следует озаботиться приобретением схемы задержки подачи тока.
Также нужен комплект шлангов с заводской горелкой и осциллятор для упрощённого розжига дуги. Кроме того, следует озаботиться приобретением схемы задержки подачи тока.
В иных вариантах необходимо будет изготавливать все элементы комплекта своими руками, что, безусловно, обойдётся дешевле, но будет менее надёжным и потребует значительных временных затрат на сборку и настройку оборудования. В обоих вариантах приобретать газовые баллоны, редукторы и манометры совершенно необходимо.
Для сборки нового оборудования понадобится корпус, в котором можно будет закрепить элементы конструкции, эффективную систему охлаждения и контактную группу, поэтому для работы понадобятся следующие инструменты и оборудование:
- мощный вентилятор для охлаждения радиаторов силовых полупроводниковых элементов;
- электродрель или шуруповёрт со свёрлами;
- углошлифовальная машина и ножовка по металлу;
- наждачная бумага, напильники;
- пассатижи, отвертки, гаечные ключи;
- линейка, штангенциркуль и микрометр;
- крепёжный материал или устройство для нарезки резьбы;
- текстолит разной толщины, в том числе и фольгированный;
- мощный паяльник, трансформаторные и соединительные провода соответствующей длины и диаметра;
- мультиметр, осциллограф;
- радиодетали и полупроводниковые элементы.
Основой комплекта является блок питания, который можно собрать из подходящего по параметрам трансформатора и диодного выпрямителя с ёмкостным фильтром, обеспечивающим напряжение холостого хода от 45 до 60 В и выходным током не менее 120 А. Также необходимо запитать вентилятор охлаждения, схему задержки и высоковольтный осциллятор. Собирать инверторную схему сварочного аппарата нецелесообразно, поскольку эта работа требует опыта при настройке конечного изделия и подборе номиналов радиодеталей.
Сборка и настройка аппарата своими руками
Для создания блока питания используется силовой трансформатор мощностью более 1 кВт, первичная обмотка наматывается проводом с диаметром 0,72−0,9 мм от 320 до 410 витков. Рекомендованные значения для вторичной обмотки из медной шины 15−25 мм2 с количеством витков от 10 до 12 с индивидуальным подбором под необходимые параметры по току и напряжению.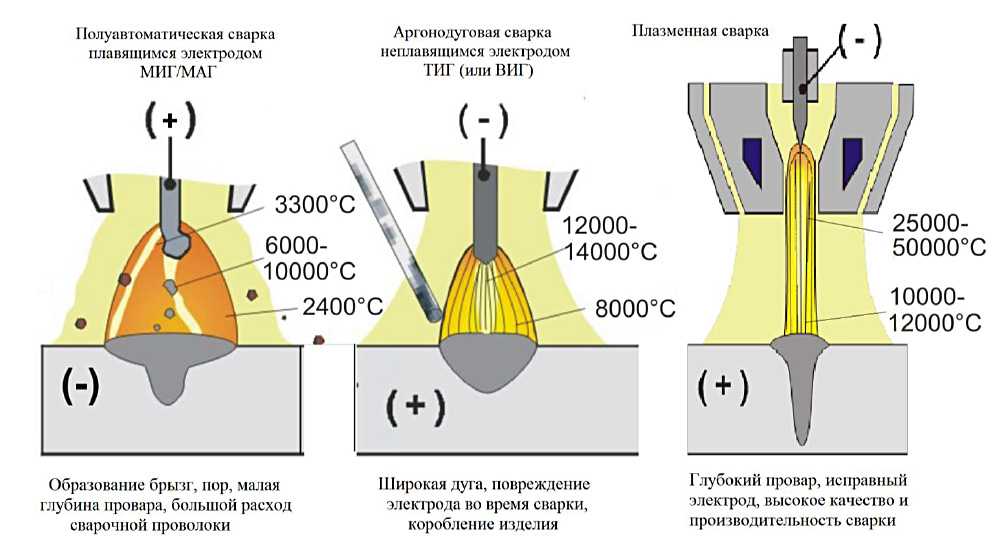
Кроме блока питания, необходимо добиться корректной работы осциллятора, который должен выдавать на выходе напряжение в пределах от 2500 до 6000 В с частотой от 200 до 500 кГц. Именно такие параметры позволяют ионизировать пространство между вольфрамовым электродом и заготовкой, чтобы облегчить розжиг дуги короткого замыкания.
При таком способе, как сварка аргоном, необходимы шланги для подачи газа в зону сварки соединённые с кабелем подачи сварочного тока и управляющего сигнала от кнопки к схеме задержки и газовому клапану. Но самым сложным является изготовление горелки своими руками, поскольку необходимо в одном корпусе разместить кнопку управления, цанговый зажим вольфрамового электрода с подсоединённым сварочным кабелем диаметром 6 мм. Кроме того, необходимо закрепить узел фиксации керамического газового сопла поэтому если есть возможность, то лучше приобрести горелку заводского изготовления наряду с баллонами, манометрами и редуктором.
 youtube.com/embed/JINPpLTe4p8?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/JINPpLTe4p8?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»> Последовательность настройки оборудования заключается в проверке работы осциллятора, схемы задержки, газового клапана и сварочных параметров блока питания. Последовательность сварочных работ заключается в выполнении следующих операций, а именно:
- вентилями устанавливается необходимая концентрация газовой смеси и выставляется по манометрам расход от 6 до 12 л/мин в зависимости от тока сварки и толщины заготовок;
- в цанговом зажиме крепится вольфрамовый электрод, который выступает не более 4 мм от среза газового сопла, при этом дуга должна быть не более 2,5−4 мм;
- заготовки фиксируются во избежание сдвига относительно друг друга в процессе работы;
- подбирается проволока и включается инвертор, при этом импульс осциллятора должен подаваться с задержкой на 1−2 сек относительно открытия газового клапана;
- после возникновения стабильной дуги и сварочной ванночки вручную подаётся присадочная проволока в зону шва.
Итоги
Мы рассмотрели состав комплекта оборудования для аргоновой сварки и его возможности. Собрать такое оборудование своими руками опытному человеку вполне по силам, но если есть возможность, то лучше покупать готовые блоки и на их основе изготовить работоспособный аппарат. Это, возможно, более дорогостоящий вариант, но он обеспечит лучшее качество и сэкономит много личного времени.
Сергей Одинцов
tweet
Сварка ВИГ 101: как научиться сварке ВИГ
перейти к содержаниюWeldingMetal
Кристин Арцт
Сварка ВИГ — это высокоточный и универсальный метод сварки, который позволяет сваривать материалы различных размеров и типов. Это отличный вариант для сварки цветных металлов. По сравнению с другими видами сварки, TIG требует больше времени для освоения, что делает его более медленным процессом с более высокими производственными затратами. Отдел сварки Crucible предлагает занятия по четырем различным типам сварки, поэтому прежде чем начать, проведите небольшое исследование и ознакомьтесь с различными типами сварки.
Отдел сварки Crucible предлагает занятия по четырем различным типам сварки, поэтому прежде чем начать, проведите небольшое исследование и ознакомьтесь с различными типами сварки.
Что такое сварка ВИГ?
Сварка ВИГ, что означает вольфрам в инертном газе, представляет собой точный процесс сварки, который используется для проектов с более тонкими материалами. Также известный как GTAW (газовая вольфрамовая дуговая сварка), этот тип сварки обычно используется для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока, нерасходуемый вольфрамовый электрод и инертный газ для формирования дуги и создания сварного шва.
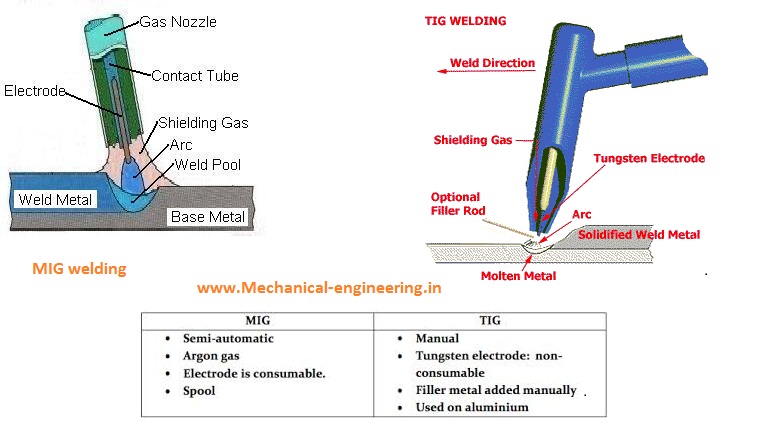
Сварка TIG и сварка MIG
При сварке TIG и MIG используется дуга для создания тепла и сварки металлов вместе, но они различаются способом использования дуги в процессе сварки. При сварке TIG (вольфрам в среде инертного газа) используется вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами.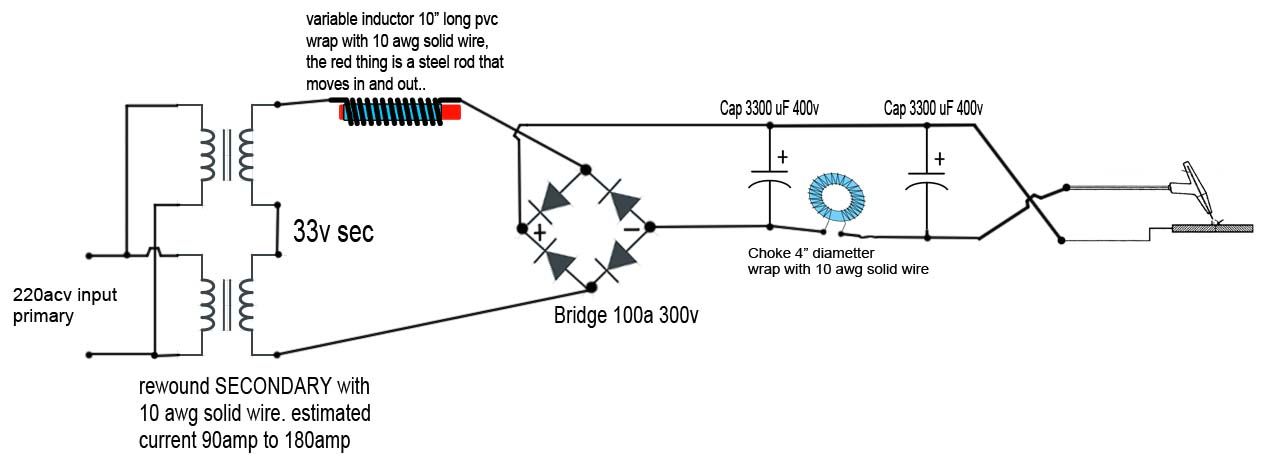 Сварщик TIG использует ножную педаль, контролирующую длину дуги, одна рука подает расходуемый стержень, а другая рука направляет электрод на рабочую поверхность. С другой стороны, MIG (металлический инертный газ) использует проволочный сварочный электрод, который последовательно перемещается через сварочный аппарат на катушке. TIG — это более медленный процесс обучения, чем MIG, потому что он требует больше времени для обучения и не прощает распространенных ошибок. TIG обеспечивает более точные сварные швы на различных металлах, в то время как MIG ограничивается более толстыми металлами.
Сварщик TIG использует ножную педаль, контролирующую длину дуги, одна рука подает расходуемый стержень, а другая рука направляет электрод на рабочую поверхность. С другой стороны, MIG (металлический инертный газ) использует проволочный сварочный электрод, который последовательно перемещается через сварочный аппарат на катушке. TIG — это более медленный процесс обучения, чем MIG, потому что он требует больше времени для обучения и не прощает распространенных ошибок. TIG обеспечивает более точные сварные швы на различных металлах, в то время как MIG ограничивается более толстыми металлами.
Сварка ВИГ
Сварка ВИГ — это практичный и полезный навык с невероятно широким спектром применения. TIG — самый универсальный вид сварки с точки зрения свариваемых металлов. Его можно использовать на стали, бронзе, титане, меди, алюминии, нержавеющей стали, хромомолибдене, никелевых сплавах, магнии, латуни и даже золоте.
TIG — полезный процесс сварки:
- Велосипедные рамы
- Сварка труб
- Вагоны
- Газонокосилки
- Дверные ручки
- Самолеты
- Автомобили
- Космические корабли
- Медицинское и научное оборудование
Как работает сварка ВИГ
Сварка ВИГ работает путем выделения тепла между соединяемыми металлами и неплавким электродом на основе вольфрама, который находится в сварочной горелке. Зона дуги защищена газом для защиты сварочной ванны и вольфрамового электрода от окисления.
Зона дуги защищена газом для защиты сварочной ванны и вольфрамового электрода от окисления.
Источник постоянного тока
При сварке ВИГ используется источник питания, который поддерживает постоянный ток. Напряжение, которое может резко меняться, подается с помощью ножной педали, которая регулирует длину дуги. Постоянный ток компенсирует изменения длины дуги.
Зажигание дуги
Когда вы впервые включаете свадебную машину, зажгите дугу на куске металла, чиркнув по нему, как спичкой. Сначала включите газ на горелке. Затем сделайте небольшое движение горелкой, чтобы установить контакт между вольфрамовым наконечником и металлической пластиной. Дуга загорится автоматически.
Электроды
Электроды, используемые для сварки TIG, изготовлены из вольфрама из-за их теплостойкости и проводимости. Поскольку электрод не является расходным материалом, он может изнашиваться в процессе эксплуатации. В идеале вольфрамовый электрод должен иметь заостренный кончик. Вольфрамовый электрод поддерживается в идеальной форме, чтобы он мог эффективно направлять электрическую дугу на рабочую поверхность. В зависимости от типа обрабатываемого материала и толщины электроды могут варьироваться в комбинациях сплавов.
Вольфрамовый электрод поддерживается в идеальной форме, чтобы он мог эффективно направлять электрическую дугу на рабочую поверхность. В зависимости от типа обрабатываемого материала и толщины электроды могут варьироваться в комбинациях сплавов.
Защитный газ
Защитный газ подается через сварочную горелку, чтобы сварочная ванна не окисляла область сварки. Аргон является благородным газом и наиболее часто используемым защитным газом при сварке TIG, поскольку он легко доступен и прост в управлении. Гелий также может быть смешан для увеличения проникновения и расширения экранированной области, хотя это более дорогой газ, чем аргон.
Как научиться сварке ВИГ
Если вы уверены, что хотите научиться сварке ВИГ, вы можете начать планировать свои проекты и изучать различные способы обучения. Мы рекомендуем сначала записаться на местные курсы, чтобы лично научиться сварке TIG у профессионала. Когда вы освоите основы, вы можете начать сварку самостоятельно или выйти на поле в качестве профессионального сварщика.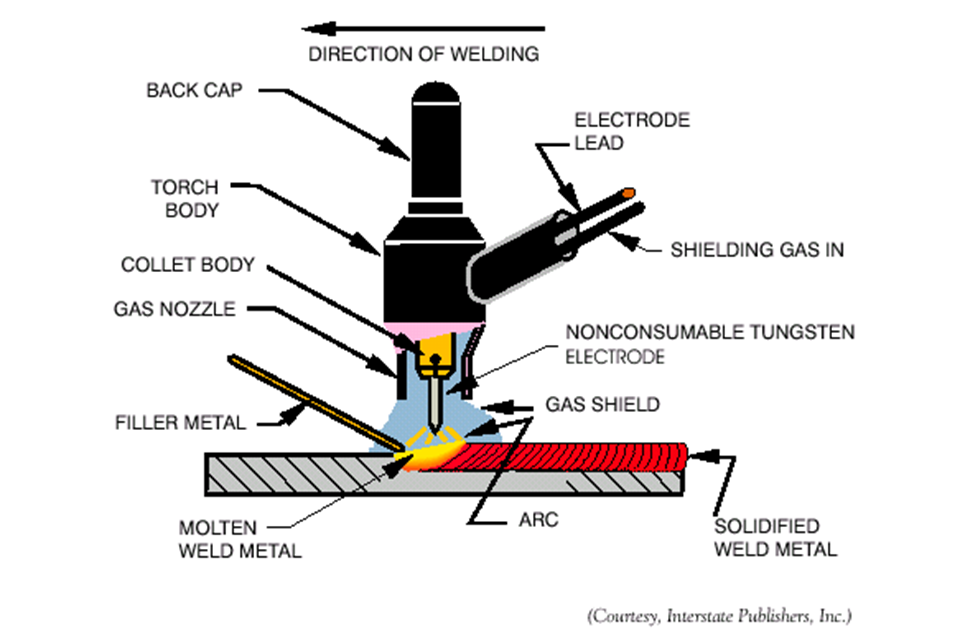 Поскольку сварка TIG является одной из наиболее сложных форм сварки, многие студенты сначала изучают более вводный тип сварки, а затем переходят к изучению методов, необходимых для успешной сварки TIG.
Поскольку сварка TIG является одной из наиболее сложных форм сварки, многие студенты сначала изучают более вводный тип сварки, а затем переходят к изучению методов, необходимых для успешной сварки TIG.
Знайте свои цели
Есть много возможностей, когда вы впервые учитесь сварке TIG. Во-первых, планируйте свои проекты заранее и четко определите свои цели. Если вы садовник, вы можете попробовать создать скульптурные произведения искусства для своего двора. Если вы байкер, вы можете получить большое удовольствие от сварки TIG рамы собственного велосипеда. При достаточной практике и технических навыках сварка TIG также может стать путем к прибыльной карьере.
Посещайте местные курсы
Есть несколько способов научиться сварке ВИГ в классе. Когда вы только начинаете, обучение у профессионала является самым безопасным вариантом и, вероятно, сэкономит вам время в долгосрочной перспективе. Некоторые средние школы и общественные колледжи предлагают профессиональные программы.
Основная сертификация, которую требуют работодатели, — это сдача основного экзамена на сертифицированного сварщика Американского общества сварщиков, который вы можете сдать в любом аккредитованном испытательном центре. Если вы заинтересованы в сварке для личных проектов или просто хотите изучить, какой тип сварки вам подходит, вам не нужно становиться сертифицированным сварщиком. Для тех, кто живет в районе залива, The Crucible предлагает широкий спектр классов по сварке, которые открыты для публики с различными вариантами в зависимости от вашего опыта, графика и интересов.
Сварка ВИГ в The Crucible
Если вы хотите сваривать цветные металлы, курсы сварки ВИГ в The Crucible будут вашим лучшим выбором. Сварку TIG часто описывают как использование швейной машины для сварки, в которой задействованы обе руки и педаль. С использованием холоднокатаной стали класс сварки TIG в The Crucible начинается с серии небольших упражнений и переходит в сложный технический проект, который дает вам основы в области металлургии, подготовки, соединений, техники и безопасности.
В Крусибле начальные и продвинутые классы обучаются четырем различным видам сварки: кислородно-ацетиленовой газовой сварке, дуговой или электродуговой сварке, сварке МИГ и сварке ВИГ. Начните с начального курса по сварке MIG или попробуйте все четыре типа на нашем курсе «Изучение сварки». Crucible также предлагает курсы сварки TIG для начинающих и продвинутых, которые познакомят вас с работой с различными материалами. В классе дуговой сварки вы узнаете, как использовать электрическую дугу для создания тепла для плавления и соединения металлов. Дуговая сварка — отличный метод для сложных соединений и положений сварки. Курс кислородно-ацетиленовой сварки Crucible научит вас сваривать с использованием тепла, выделяемого горящими газами. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.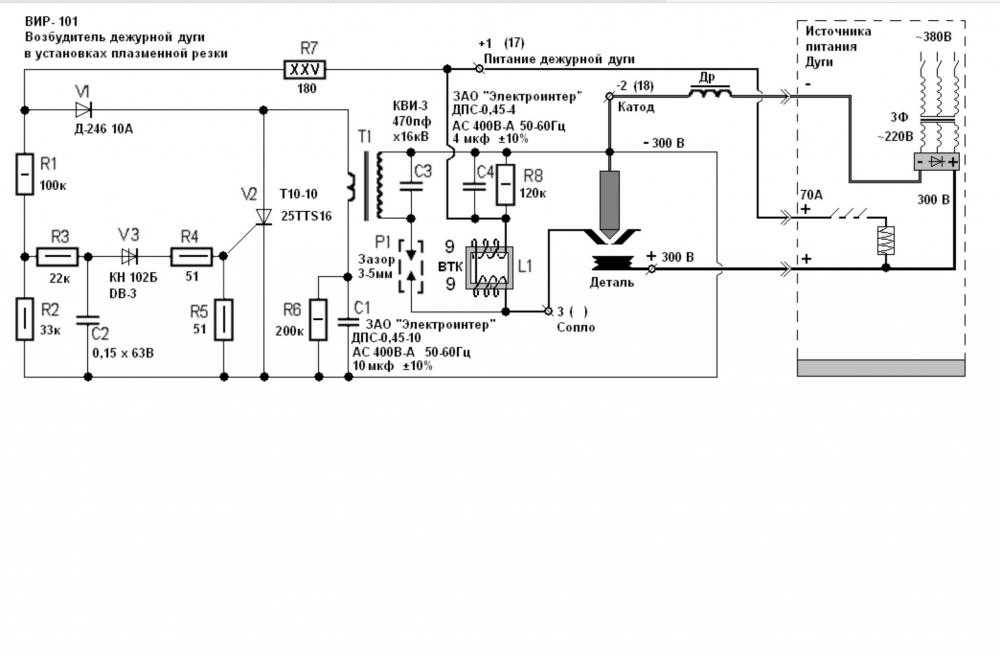
Часто задаваемые вопросы по сварке ВИГ
Трудно ли научиться сварке ВИГ?
Сварка ВИГ известна как один из самых сложных видов сварки, поскольку она требует большей координации и практики, чем другие виды сварки. Процесс включает в себя ножную педаль, контролирующую длину дуги, одну руку, подающую расходуемый стержень, и другую руку сварщика, направляющую электрод на рабочую поверхность. Изучение основ занимает больше времени, что делает этот процесс более медленным, чем другие виды сварки.
Могу ли я научиться сварке TIG в домашних условиях?
Из-за технических навыков, необходимых для сварки TIG, лучше всего изучать процесс в контролируемой среде в присутствии профессионального инструктора по сварке. Сэкономьте время и деньги в долгосрочной перспективе, обучаясь в классе с учителем сварки, а не обучаясь самостоятельно. Создание собственной сварочной студии дома может быть дорогостоящим, поэтому рекомендуется начинать с профессионального пространства. Безопаснее заниматься в хорошо проветриваемой студии, где есть необходимое оборудование.
Безопаснее заниматься в хорошо проветриваемой студии, где есть необходимое оборудование.
Нужен ли мне сертификат сварщика из программы или школы?
Для начала сварки не требуется сертификат или лицензия сварщика. Вы можете научиться сварке на общедоступных занятиях, подобных тем, которые предлагаются в The Crucible. Многие студенты, которые заинтересованы в том, чтобы заниматься сваркой как карьерой, начинают с занятий в The Crucible, чтобы определить, хотят ли они посвятить время полной программе. Crucible не является аккредитованной программой сварки и не предоставляет лицензий или степеней по окончании курсов сварки в The Crucible.
Если вы заинтересованы в профессии сварщика, существует ряд сертификатов и лицензий, которые могут потребоваться работодателям. Американское общество сварщиков — отличный источник информации о том, как пройти сертификацию. Вы также можете записаться и пройти программу обучения сварщика в профессиональной школе или местном колледже.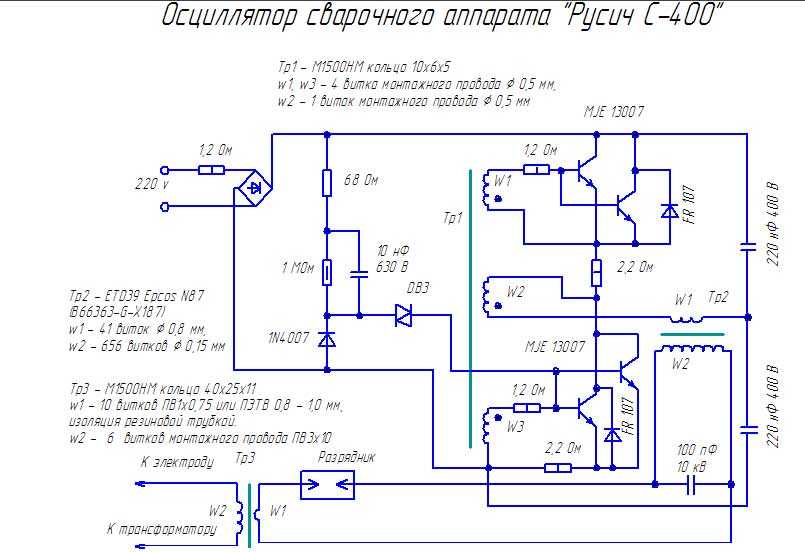 Если вы живете в районе залива, Laney College предлагает отличную программу сертификации.
Если вы живете в районе залива, Laney College предлагает отличную программу сертификации.
Какой вид сварки самый прочный?
Самый прочный тип сварки зависит от типа металла, толщины материала и предполагаемой весовой нагрузки. Сварка TIG обеспечивает самые чистые сварные швы с наименьшим количеством брызг. Это связано с тем, что большее количество присадочного металла попадает непосредственно в сварной шов. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым видом сварки для новичков. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах, однако присадочный материал дороже, чем другие типы сварки. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Сколько зарабатывают сварщики?
Средняя почасовая оплата сварщика в Соединенных Штатах составляет 17,60 долларов США, что в сумме составляет около 45 000 долларов США в год.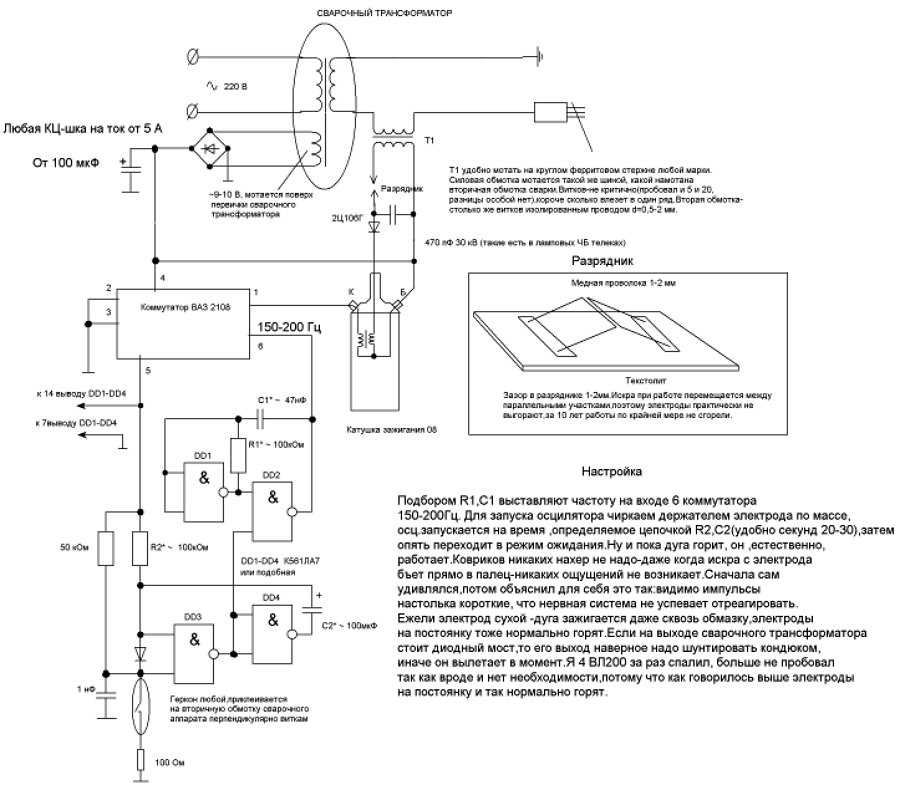 Более опытные сварщики могут зарабатывать до 35 долларов в час. Сварщики-специалисты могут зарабатывать от 50 000 до 200 000 долларов в год. Командирующие промышленные сварщики труб зарабатывают до 185 000 долларов в год, а подводные сварщики могут зарабатывать более 200 000 долларов в год.
Более опытные сварщики могут зарабатывать до 35 долларов в час. Сварщики-специалисты могут зарабатывать от 50 000 до 200 000 долларов в год. Командирующие промышленные сварщики труб зарабатывают до 185 000 долларов в год, а подводные сварщики могут зарабатывать более 200 000 долларов в год.
MIG, TIG или Stick, что лучше?
Лучшего вида сварки не существует. Тип сварки, который подойдет вам лучше всего, зависит от вашего опыта, материалов и проекта. Начинающим сварщикам, как правило, легче всего научиться сварке MIG. Сварка TIG — это более медленный и точный процесс, который работает со многими различными типами материалов. Сварка стержнем обеспечивает прочные сварные швы на толстых материалах и может работать на открытом воздухе и под водой, что делает этот процесс очень универсальным.
Продолжить знакомство с руководствами по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота. …
…
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить свой Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Читать Подробнее →
Вы можете научиться сваривать металл
В Горниле еженедельно проводятся новые занятия по сварке.
Производство металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Помимо базовой сварки MIG, этот курс фокусируется на проектировании и изготовлении функциональных и эстетически привлекательных. ..
..
Узнать больше и зарегистрироваться →
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новая форма искусства без более глубокой приверженности полному курсу. После базового ознакомления со сваркой электродом попробуйте свои силы в создании…
Узнать больше и зарегистрироваться →
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — это отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового введения в сварку металлов в среде инертного газа (MIG) плазменная…
Узнать больше и зарегистрироваться →
Молодежная сварка MIG
MIG (металл в среде инертного газа) является наиболее распространенным типом современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Сварка ВИГ I
ВИГ (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом в газе) — это тип сварки, обычно используемый для деликатных работ и цветных металлов. Он использует источник питания переменного/постоянного тока,…
Он использует источник питания переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Сварка MIG
MIG (металлический инертный газ) — наиболее распространенный тип современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Молодежная дуговая сварка I
Научитесь сплавлять, резать, гнуть и придавать форму металлу. Это интенсивное введение в дуговую сварку, также известную как дуговая сварка, и резка кислородно-ацетиленовой горелкой преподается техническим специалистом….
Узнать больше и зарегистрироваться →
Изучение сварки сварку брать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для ветряных колокольчиков, плазменной резкой их уникальный дизайн по бокам, а также подвесить стальную цепь, крюки и вырезать металл. .. сварка вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, при котором получаются чистые и целенаправленные сварные швы на любых материалах — от сверхтонких до очень толстых. Вы узнаете…
.. сварка вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, при котором получаются чистые и целенаправленные сварные швы на любых материалах — от сверхтонких до очень толстых. Вы узнаете…
Узнать больше и зарегистрироваться →
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, на этом занятии по развитию творческих навыков и разработке проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Узнать больше и зарегистрироваться →
TIG Welding II
Этот курс расширяет базовые навыки, которым обучают на TIG Welding I. Студенты будет дан ряд технических упражнений, предназначенных для улучшения их внимания и контроля, обзора совместных…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для ветряных колокольчиков, плазменной резкой по бокам их уникального дизайна, а также подвешивать стальную цепь, крюки и резать металл. ..
..
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Лаборатория сеансы — большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкция не предоставляется…
Узнать больше и зарегистрироваться →
Молодежь изучает сварку
Молодежь может изучить три различных типа сварки: сварка в среде инертного газа (MIG), электродуговая/стержневая (ARC) и кислородно-ацетиленовая. Во время этого введения студенты получат представление о…
Узнать больше и зарегистрироваться →
МАГАЗИН СВАРКИ
2022-03-28T12:07:29-07:00 Ссылка для загрузки страницыПерейти к началу
Сварка MIG и TIG – слияние металлов
| Практические советы
Выбор подходящего сварочного аппарата
Времена меняются. Не так давно, если у вас был набор кислородно-ацетиленовых газовых баллонов для сварки и резки, то считалось, что у вас довольно хорошо оборудованная домашняя мастерская. Возможно, вы перешли к аппарату для ручной сварки и, скорее всего, перешли от него к основному аппарату для сварки MIG. Я знаю, что я следовал этому пути, имея дома сварочный аппарат MIG вот уже 20 лет.
Возможно, вы перешли к аппарату для ручной сварки и, скорее всего, перешли от него к основному аппарату для сварки MIG. Я знаю, что я следовал этому пути, имея дома сварочный аппарат MIG вот уже 20 лет.
Однако в последние годы стоимость аппаратов для сварки TIG значительно снизилась до такой степени, что мы ожидаем увидеть TIG-сварщики в любом магазине электродов, который мы посещаем. Но если вы ищете новый сварочный аппарат, что лучше для вас? Это зависит от ряда переменных, наиболее важным из которых, вероятно, является то, для чего он будет использоваться. Тем не менее, давайте сначала кратко рассмотрим различия между MIG и TIG. Мы не будем упоминать здесь газовую сварку или электродуговую сварку, так как они сейчас в значительной степени относятся к «старой школе», хотя вы должны знать, что большинство сварщиков TIG также могут работать как электродуговые сварщики, если это необходимо.
Сварка MIG (металл в инертном газе) или сварка с подачей проволоки использует расходуемый электрод в виде присадочной проволоки, которая подается из аппарата через горелку. При нажатии на спусковой крючок проволока подается, и когда она касается заготовки, возникает электрическая дуга, выделяющая тепло. К сожалению, из-за этого при сварке MIG образуются брызги, которые могут повредить близлежащие объекты и создать риск возгорания. Еще одна проблема с MIG, особенно для новичков, заключается в том, что, несмотря на то, что на верхней части заготовки может быть получен идеально выглядящий сварной шов, существует опасность, что он вообще не проникнет в металл, тогда как в процессе TIG металл плавится. перед добавлением присадочного стержня, обеспечивая проникновение.
При нажатии на спусковой крючок проволока подается, и когда она касается заготовки, возникает электрическая дуга, выделяющая тепло. К сожалению, из-за этого при сварке MIG образуются брызги, которые могут повредить близлежащие объекты и создать риск возгорания. Еще одна проблема с MIG, особенно для новичков, заключается в том, что, несмотря на то, что на верхней части заготовки может быть получен идеально выглядящий сварной шов, существует опасность, что он вообще не проникнет в металл, тогда как в процессе TIG металл плавится. перед добавлением присадочного стержня, обеспечивая проникновение.
Хотя сварка МИГ удобна при обработке панелей кузова и не требует таких строгих допусков между панелями, сварной шов более твердый, чем при сварке ВИГ, и оставляет более высокий шов, что означает выделение тепла при шлифовке сварного шва МИГ (что часто вообще не требуется при TIG), а прочный сварной шов затрудняет работу с молотком и тележкой для устранения коробления.
Первоначально разработанный для авиационной промышленности около 60 лет назад, метод TIG (вольфрамовый инертный газ) или GTAW (дуговая сварка вольфрамовым электродом), как его также называют, использует неплавящийся электрод для зажигания электрической дуги, которая выделяет тепло. Подобно кислородно-ацетиленовой сварке, можно использовать присадочную проволоку, хотя это не всегда требуется. Вольфрамовый электрод и присадочный стержень защищены от атмосферы защитным экраном из инертного газа, обычно аргона, для предотвращения окисления сварного шва и металлической заготовки. Относительно низкая скорость сварки TIG означает, что пористость, которая может возникнуть при сварке MIG, устранена, а также образуется меньшая зона термического влияния, чем при сварке MIG, что снижает степень деформации обрабатываемого металла, а также снижает напряжение и вероятность растрескивания.
Подобно кислородно-ацетиленовой сварке, можно использовать присадочную проволоку, хотя это не всегда требуется. Вольфрамовый электрод и присадочный стержень защищены от атмосферы защитным экраном из инертного газа, обычно аргона, для предотвращения окисления сварного шва и металлической заготовки. Относительно низкая скорость сварки TIG означает, что пористость, которая может возникнуть при сварке MIG, устранена, а также образуется меньшая зона термического влияния, чем при сварке MIG, что снижает степень деформации обрабатываемого металла, а также снижает напряжение и вероятность растрескивания.
При сварке ВИГ также не образуются брызги, в отличие от сварки МИГ, которая иногда может образовываться, а горелка меньше по размеру, поэтому ее легче держать и с ней легче работать. В отличие от MIG, оператор может регулировать подачу тепла во время сварки с помощью ножной педали управления силой тока. Однако для сварки TIG рабочая поверхность должна быть очень чистой, особенно при сварке алюминия, и это относительно медленный процесс. Если электрод соприкасается с изделием, он загрязняется и должен быть немедленно очищен, что может вызвать разочарование, пока вы учитесь сварке TIG, так как вы потратите больше времени на снятие и очистку электрода, чем на сварку, пока не освоитесь! Источником питания является постоянный ток, переменный, постоянный или их комбинация (переменный/постоянный ток), при этом тип свариваемого металла определяет, какой тип используется. Постоянный ток (постоянный ток) обычно используется для сварки нержавеющей стали, а также мягких и низколегированных сталей, а переменный ток (переменный ток) используется для сварки алюминия. Сварные швы TIG меньше, аккуратнее и качественнее, чем сварные швы MIG, и это то, что мы привыкли ожидать, когда видим высокое качество, точность изготовления и работу шасси.
Если электрод соприкасается с изделием, он загрязняется и должен быть немедленно очищен, что может вызвать разочарование, пока вы учитесь сварке TIG, так как вы потратите больше времени на снятие и очистку электрода, чем на сварку, пока не освоитесь! Источником питания является постоянный ток, переменный, постоянный или их комбинация (переменный/постоянный ток), при этом тип свариваемого металла определяет, какой тип используется. Постоянный ток (постоянный ток) обычно используется для сварки нержавеющей стали, а также мягких и низколегированных сталей, а переменный ток (переменный ток) используется для сварки алюминия. Сварные швы TIG меньше, аккуратнее и качественнее, чем сварные швы MIG, и это то, что мы привыкли ожидать, когда видим высокое качество, точность изготовления и работу шасси.

И для MIG, и для TIG требуются защитные газы, если вы не используете безгазовую проволоку для MIG с флюсовым сердечником, которая создает собственный экран для процесса сварки, но мы не рекомендуем покупать этот тип сварочного аппарата для MIG, если вы планируете выполнять какие-либо серьезные работы с Это. При сварке MIG используется аргон, а также смеси аргона, такие как 1-5% кислорода, 3-25% CO2 или смесь аргона/гелия, в то время как TIG используется аргон, аргон и водород или смесь аргона/гелия. Все зависит от того, какой металл вы свариваете, какой защитный газ требуется. Гелий чаще всего добавляют для увеличения скорости сварки или проплавления.
Хотя существует распространенное заблуждение, что сварку MIG может выполнять любой (мы все видели сварку жевательной резинкой или сварку в виде пуговиц и, вероятно, были ответственны за некоторые из них, когда учились сварке MIG!), это определенно проще, чем сварка TIG, которая требует практики. и это приобретенный навык, хотя и очень приятный, когда вы делаете это правильно. Превосходное качество сварки TIG, точный контроль, обеспечиваемый процессом, и даже внешний вид готового изделия, поскольку наше хобби касается не только внешнего вида, но и функциональности, означает, что сварщик TIG выигрывает у MIG при изготовлении шасси.
и это приобретенный навык, хотя и очень приятный, когда вы делаете это правильно. Превосходное качество сварки TIG, точный контроль, обеспечиваемый процессом, и даже внешний вид готового изделия, поскольку наше хобби касается не только внешнего вида, но и функциональности, означает, что сварщик TIG выигрывает у MIG при изготовлении шасси.
Преимущества сварки MIG заключаются в том, что сварку MIG в вертикальном или даже перевернутом положении намного проще выполнять, оператору требуется меньше навыков, можно выполнять длинные сварные швы, если деформация не является фактором, и этому легче научиться. Преимущества сварки TIG заключаются в превосходном качестве сварных швов, точном контроле подводимого тепла, отсутствии брызг, малом искажении и минимальной очистке. Это также выглядит великолепно!
Независимо от того, изучаете ли вы сварку MIG или TIG, вам придется освоить оборудование, хотя большинство сварщиков MIG в наши дни носят диаграмму внутри кожуха, где крепится катушка с проволокой, помогая вам выбрать правильную скорость подачи проволоки и температуру настройки толщины металла, который вы планируете сваривать. Сварка TIG более сложна, и до недавнего времени изумительное множество ручек и переключателей на сварочном аппарате TIG означало, что вам нужно было действительно знать, что вы делаете, чтобы настроить машину. Компания Miller упростила задачу, представив не только сварочный аппарат 212 Auto-Set MIG, на котором перед сваркой просто задается размер проволоки и толщина металла, но и революционный сварочный аппарат Diversion 165 AC/DC TIG, на котором достаточно просто установить тип и толщина материала. Мы использовали последний на объекте Миллера в Южной Калифорнии во время одного из их тренировочных дней и фактически предпочли его значительно более сложной и дорогой Dynasty 200, так как он был проще в использовании (для новичка — я, возможно, сварил MIG в течение 25 минут). лет, но могу сосчитать, сколько раз я сварил TIG обеими руками), хотя последний, по общему признанию, больше предназначен для промышленного использования. Diversion 165 также предлагает сенсорное управление подачей тепла благодаря контролю силы тока на горелке Weldcraft LS17, хотя также можно использовать более обычную (для TIG) ножную педаль.
Сварка TIG более сложна, и до недавнего времени изумительное множество ручек и переключателей на сварочном аппарате TIG означало, что вам нужно было действительно знать, что вы делаете, чтобы настроить машину. Компания Miller упростила задачу, представив не только сварочный аппарат 212 Auto-Set MIG, на котором перед сваркой просто задается размер проволоки и толщина металла, но и революционный сварочный аппарат Diversion 165 AC/DC TIG, на котором достаточно просто установить тип и толщина материала. Мы использовали последний на объекте Миллера в Южной Калифорнии во время одного из их тренировочных дней и фактически предпочли его значительно более сложной и дорогой Dynasty 200, так как он был проще в использовании (для новичка — я, возможно, сварил MIG в течение 25 минут). лет, но могу сосчитать, сколько раз я сварил TIG обеими руками), хотя последний, по общему признанию, больше предназначен для промышленного использования. Diversion 165 также предлагает сенсорное управление подачей тепла благодаря контролю силы тока на горелке Weldcraft LS17, хотя также можно использовать более обычную (для TIG) ножную педаль.
Я посетил тренировку с намерением научиться сваривать алюминий методом TIG, так как собирался приступить к изготовлению полностью алюминиевой крыши для своего родстера-пикапа, и модель Diversion 165 оказалась идеальной. их новые сварочные аппараты MIG также легко переоборудовали для сварки алюминия, которые я использовал ранее и нашел отличным инструментом. Он совместим и легко подключается к 212 Auto-Set и Millermatic 252, а также к Miller’s Passport Plus, и, просто переключившись на защитный газ аргон, вы готовы приступить к сварке алюминия. На самом деле автомат 252 автоматически определяет, какое оружие вы используете, когда вы нажимаете на курок. Говоря о Miller’s Passport Plus, это компактный сварочный аппарат MIG, который не только содержит газовый баллон и 8-дюймовую катушку с проволокой внутри упаковки весом 45 фунтов, но и может быть подключен к источнику питания 115 или 230 В с помощью многовольтной вилки Миллера для действительно портативный сварочный аппарат. Вероятно, это не то, что вам нужно в вашем магазине, но идеально подходит для работы на лестницах или в ямах!
Вероятно, это не то, что вам нужно в вашем магазине, но идеально подходит для работы на лестницах или в ямах!
Конечно, Miller не единственная компания, производящая сварочные аппараты, и такие компании, как Lincoln Electric и HTP America, предлагают сварочные аппараты MIG и TIG. Я предлагаю провести небольшое исследование и принять решение о том, что подходит именно вам и над чем вы будете работать или над чем, возможно, захотите поработать в будущем. У всех поставщиков сварочных аппаратов есть веб-сайты, которые являются информативными и могут помочь вам с любыми вопросами, особенно Миллер. На самом деле, если вы посетите вкладку «Заказ литературы» на сайте www.millerwelds.com, вы сможете загрузить Руководство покупателя по сварке TIG.
Одна вещь, которую мы пока не затронули, это то, какой размер сварочного аппарата вам может понадобиться. Небольшие портативные сварочные аппараты MIG очень удобны и просты в перемещении, но подходят ли они, например, для изготовления шасси? Они классифицируются по силе тока, которую они могут генерировать при заданном рабочем цикле, который определяется как количество минут, в течение которых сварочный аппарат может работать в десятиминутном цикле, прежде чем ему потребуется охлаждение.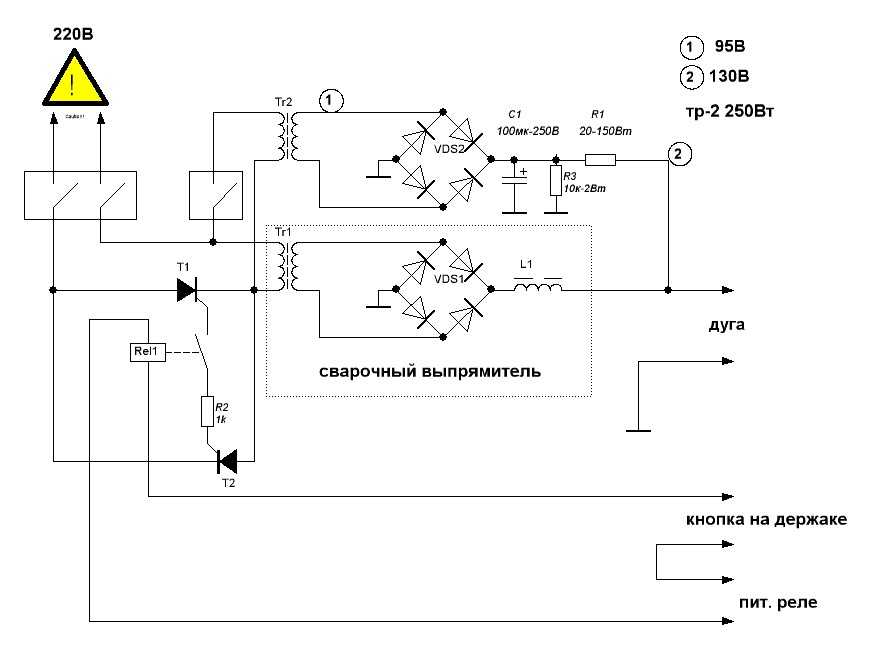 Более толстые металлы требуют большей силы тока, чем более тонкие, поэтому, хотя сварочный аппарат MIG на 130 или 150 ампер с 30-процентным рабочим циклом может быть достаточным для небольших цеховых работ толщиной до 3/16 дюйма, вам может быть лучше выбрать 200 или 250. amp MIG с рабочим циклом от 40 до 60 процентов, если вы планируете заниматься более тяжелым изготовлением. Если вы собираетесь тратить деньги, почему бы просто не потратить их один раз?
Более толстые металлы требуют большей силы тока, чем более тонкие, поэтому, хотя сварочный аппарат MIG на 130 или 150 ампер с 30-процентным рабочим циклом может быть достаточным для небольших цеховых работ толщиной до 3/16 дюйма, вам может быть лучше выбрать 200 или 250. amp MIG с рабочим циклом от 40 до 60 процентов, если вы планируете заниматься более тяжелым изготовлением. Если вы собираетесь тратить деньги, почему бы просто не потратить их один раз?
Так что же выбрать? MIG легче освоить, он способен сваривать легкие или толстые материалы и будет сваривать все распространенные металлы, от низкоуглеродистой стали до нержавеющей стали и даже алюминия, если вы смените газ и используете сварочный пистолет Miller (при условии, что у вас есть новый сварочный аппарат Miller!) , и быстрее. TIG обеспечивает точную сварку тонких материалов с меньшим искажением, чем MIG, производит высококачественные, меньшие по размеру и хорошо выглядящие сварные швы, может сваривать сталь и алюминий с аргоном, не меняя баллоны, и предлагает регулируемый контроль силы тока во время сварки.