Аргонодуговая сварка — что это, преимущества и недостатки
Аргонодуговая сварка применяется в тех случаях, когда необходимо сварить 2 материала, которые не соединяются обычным видом сварки, такие как медь, титан, алюминий, нержавеющей стали, циркония и других неферромагнитных металлов. При использовании данного типа сварки можно получить сварные швы достаточно высокого качества.
Аргонодуговая сварка — сварка происходящая в среде инертного газа, который предотвращает окисление в процессе сварки. Режим сварки может производиться ручным, полуавтоматическим или автоматическим способом. В процессе сварки могут быть использованы 2 вида электродов — плавящийся и неплавящийся (вольфрамовая проволока).
В зависимости от режима сварки существует классификация:
- Ручная сварка с использованием неплавящегося электрода — РАД;
- Автоматическая сварка с использованием неплавящегося электрода — ААД;
- Автоматическая сварка с использованием плавящегося электрода — ААДП.

В процессе сварки неплавящимся электродом дуга возникает между вольфрамовым электродом и свариваемыми материалами или сварочной ванной.
Данный метод сварки является достаточно сложным, так как требует высокой квалификации сварщика. Ручная аргонодуговая сварка выполняется двумя руками: одной рукой держится сварочная горелка, другой подается пруток в зону сварки.
При сварке главное поддерживать короткую дугу, при этом не допускать контакта между электродом и заготовками.
Сварщики часто пользуются технологией быстрого чередования электрода с использованием присадочного материала.
Компания «Свартех» уже более 25 лет является производителем и поставщиком сварочного оборудования. В нашем каталоге вы можете выбрать аппарат для аргоно-дуговой сварки подходящий под ваши требования. Мы всегда рады Вас видеть у нас и готовы проконсультировать по любым вопросам сварочного оборудования.
К преимуществам относятся:
- Малая зона нагрева, благодаря которой свариваемые изделия испытывают минимальную деформацию;
- Аргон относится к инертным газам и его плотность выше плотности воздуха — это обеспечивает максимальную защиту зоны сваривания;
- Высокая тепловая мощность дуги позволяет проводить сварку за короткий промежуток времени;
- Нет трудозатрат на обработку шва после сварки;
- Возможность сварить материалы, которые невозможно сварить другими видами сварки.

Недостатками аргонодуговой сварки являются:
- Сложности при сварке на улице при ветренной погоде. Ветер выдувает аргон из зоны сварки. Для обеспечения защиты необходимо обеспечивать ветрозащиту, либо увеличивать поток аргона;
- Перед сварки материалы должны пройти более качественную подготовку;
- При розжиге вне зоны сварки появляется след, который необходимо зачистить;
- Сварка материалов под остым углом не очень удобна из-за конструкции горелки.
Аргонодуговая сварка от 55 руб./см в Екатеринбурге
Аргонодуговая сварка – технология соединения элементов из алюминия и сплавов этого металла.
С точки зрения затрат данный вид сварки является оптимальным при необходимости соединения заготовок из алюминия, поскольку аргон служит эффективной защитой сварочной ванны и присадочного материала от влияния кислорода.
При работе с «летучим металлом» и его сплавами это имеет особое значение: контактируя с О2, алюминий быстро окисляется, а оксидная пленка плавится только при очень высокой температуре.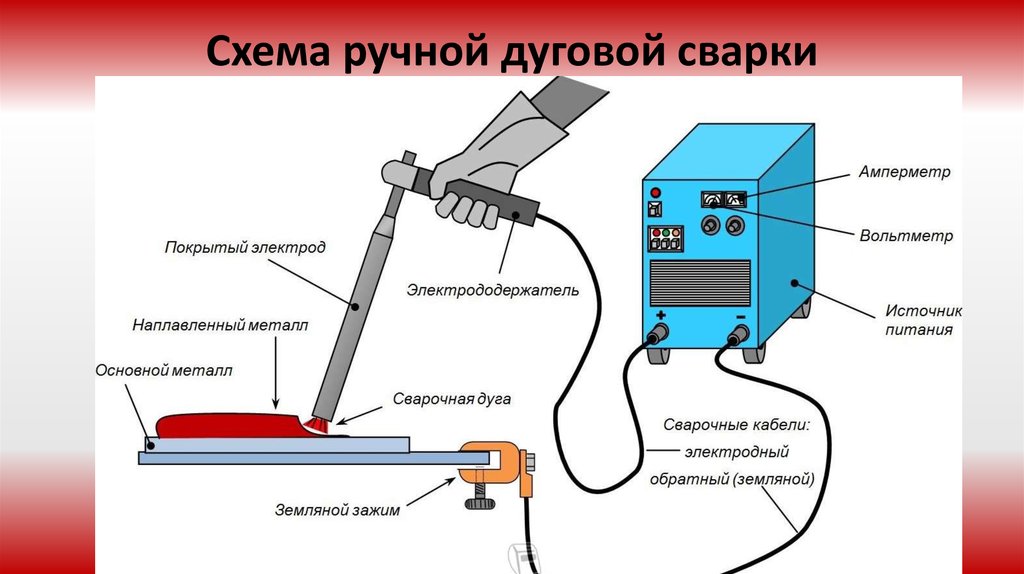 Аргон не дает кислороду проникать в зону плавления, исключая возможность окисления.
Аргон не дает кислороду проникать в зону плавления, исключая возможность окисления.
На Уральском заводе листовых конструкций аргоновая сварка в Екатеринбурге выполняется с применением современного оборудования. Высокое качество результата гарантируется.
Преимущества аргонодуговой сварки
Данный вид сварки пользуется повышенным спросом у наших заказчиков.
- Сварные соединения формируются с высоким качеством: поры и сторонние примеси в швах отсутствуют.
- За счет высокой температуры дуги достигается значительная скорость сваривания. Благодаря этому технология отличается высокой экономичностью и эффективностью.
- Деформация соединяемых элементов практически отсутствует. Это становится возможным благодаря незначительному нагреву металла.
- Глубина проплавления шва равномерная.
- Технология может использоваться для соединения заготовок из металлов, которые невозможно сварить другими способами.

Главным преимуществом аргонодуговой сварки является возможность формирования очень аккуратных красивых швов. Это обеспечивает полную герметичность готовых изделий и высокие эстетические характеристики.
Как работает аргонодуговая сварка?
В сварочной установке может использоваться неплавящийся электрод, выполненный из вольфрама. Температура плавления этого металла очень высока — 3410◦С, кипит от при 5900◦С. Даже раскаленный вольфрам остается твердым. Кроме того, вольфрам медленно расходуется при сварке: на один метр шва тратится всего несколько сотых грамма вещества.
Электрод размещается в центральной части сопла аппарата, сделанного из керамики. Аргон, играющий роль защиты от окисления заготовки и сварочной ванны, подается через сопло в процессе работы.
Шов формируется из специального присадочного материала. Выбирается материал, химически состав которого максимально близок металлу соединяемых деталей. Он заполняет зазор между элементами, делая полученную конструкцию герметичной.
Он заполняет зазор между элементами, делая полученную конструкцию герметичной.
Формирование тепловой энергии, за счет которой плавятся кромки элементов, происходит за счет электрической дуги. Она возникает между поверхностью металлических деталей и электродом.
От стандартной электросварки аргоновая отличается тем, что присадочный пруток движется только в продольном направлении. Поперечные движения не выполняются.
По сути, данный вид соединения металлических заготовок является комбинацией сварки дуговой и электрической. Работа может происходить в одном из пяти режимов.
- Ручном: оператор вручную перемещает горелку и подает сварочную проволоку.
- Механизированном: сварщик вручную управляет горелкой, а подачу проволоки осуществляет специальный механизм.
- Полуавтоматическом: применяется подающийся электрод, представляющий собой проволоку для формирования сварочного шва. Такой способ дает возможность сваривать металлические листы разной толщины.
- Автоматизированном: в этом случае горелка и проволока движутся автоматически, оператору нужно лишь следит за процессом.
- Роботизированной: режимы подачи проволоки и работы горелки задаются в специальной программе. Сварка выполняется без участия человека.

Область применения
Аргонодуговая сварка используется во многих областях.
В некоторых ситуациях данный метод не имеет альтернативы. Сюда относится реставрация колесных дисков автомобилей, сделанных из легкого сплава на базе алюминия. Технология позволяет заваривать трещины в металле. Это невозможно выполнить при помощи других способов.
В автомастерских и на предприятиях автомобилестроения данная технология применяется особенно широко. Она помогает качественно соединять детали и ремонтировать запасные части любой модели транспортных средств. С ее помощью можно не только устранять трещины, но и нарезать резьбу, присоединить элементы. Аргонная сварка отлично себя зарекомендовала в ремонте коробок передач автомобилей, автокондиционеров, радиаторов.
Метод также используется в производстве кованых изделий: люстр, ворот, мебели, оград.
Цена сварки аргоном
Цена зависит от типа сварочного аппарата, который применяется в работе. На нашем предприятии используются только самые современные модели.
Цена за 1 см аргонодуговой сварки определяется на основании сочетания нескольких основных факторов.
- На стоимость влияет вид сварки.
- Учитывается толщина свариваемых деталей.
- При расчете цены услуги принимается во внимание общая длина заказа.
- Цена аргонодуговой сварки полностью соответствует качеству получаемого сварного шва.
С прайс листом можно ознакомиться здесь
Заказ аргонодуговой сварки в Екатеринбурге
Большой опыт специалистов УЗЛК в выполнении аргоновой сварки в Екатеринбурге позволяет получать исключительно качественный результат.
Наши постоянные клиенты пользуются выгодными скидками. Скидки также предоставляются оптовым заказчикам.
Скидки также предоставляются оптовым заказчикам.
Чтобы оформить заказ, обращайтесь к менеджеру компании по телефону или пользуйтесь формой обратной связи на сайте завода. Просто внесите свои контактные данные, кликнув по плашке «Заказать звонок» — и мы перезвоним вам в ближайшее время.
Дуговая сварка под флюсом VS аргонодуговая сварка
Область применения
Дуговая сварка под флюсом на сегодняшний день является одним из механизированных методов сварки с высокой производительностью. Его полное название — автоматическая сварка под флюсом, также известная как автоматическая дуговая сварка под слоем флюса. Это метод сварки, при котором дуга горит под слоем флюса. Его неотъемлемые преимущества, такие как стабильное качество сварки, высокая производительность сварки, отсутствие дугового разряда и малое количество дыма, делают его основным методом сварки при производстве важных стальных конструкций, таких как сосуды под давлением, изготовление секций труб, коробчатые балки и колонны.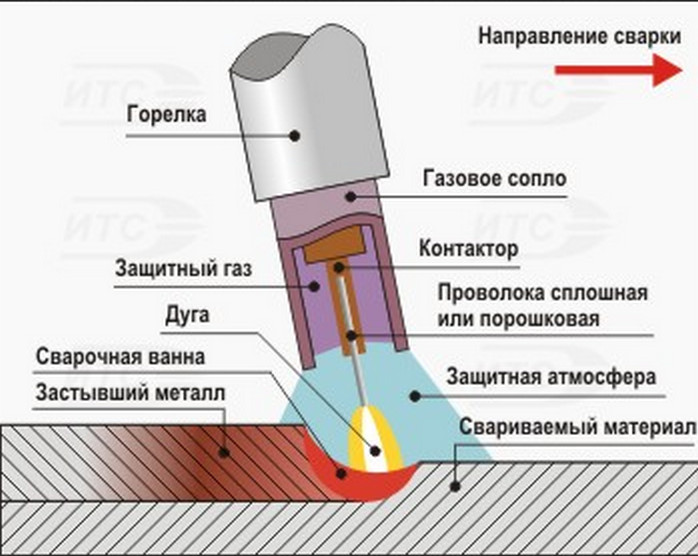
Технология аргонно-дуговой сварки основана на принципе обычной дуговой сварки с использованием аргона для защиты металлического сварочного материала и с помощью сильного тока для плавления сварочного материала в жидкое состояние на свариваемом основном материале с образованием расплавленной ванны. . Метод сварки, при котором достигается металлургическое сочетание свариваемого металла и сварочного материала. Поскольку аргон постоянно подается во время высокотемпературной сварки плавлением, сварочный материал не может контактировать с кислородом воздуха, что предотвращает окисление сварочного материала, поэтому он может сваривать нержавеющую сталь и черные металлы.
Советы : Благодаря своим характеристикам технология дуговой сварки под флюсом часто используется при изготовлении секций труб. Сварные стальные трубы, производимые по технологии дуговой сварки под флюсом, в основном включают трубы LSAW и трубы SSAW.
Характеристики
1. Дуговая сварка под флюсом
Дуговая сварка под флюсом
(1) Высокая эффективность производства
С одной стороны, токопроводящая длина сварочной проволоки сокращается, а ток и плотность тока увеличиваются, поэтому глубина проплавления дуги и эффективность наплавки сварочной проволоки значительно улучшаются. С другой стороны, благодаря теплоизоляционному эффекту флюса и шлака практически отсутствуют потери тепла на дуге и меньше разбрызгивание. Хотя потери тепла при плавлении флюса увеличиваются, общий термический КПД все еще значительно увеличивается.
Шлак имеет хороший защитный эффект при изоляции воздуха, параметры сварки можно поддерживать стабильными за счет автоматической регулировки, технический уровень сварщика не высок, состав сварного шва стабилен, а механические свойства относительно хорошие.
(3) Хорошие условия труда
Помимо снижения трудоемкости операций ручной сварки, он не имеет излучения дуги, что является уникальным преимуществом сварки под флюсом.

2. Аргонно-дуговая сварка
(1) Аргоновая защита позволяет изолировать неблагоприятное воздействие кислорода, азота, водорода и т. д. в воздухе на дугу и сварочную ванну, снизить потери при горении легирующих элементов и получить плотные, без разбрызгивания, высококачественные сварные соединения. ;
(3) Аргонно-дуговая сварка — это открытая дуговая сварка, которая удобна для работы и наблюдения;
(4) Потери электрода малы, длину дуги легко поддерживать, а во время сварки нет флюса или слоя покрытия, поэтому легко реализовать механизацию и автоматизацию;
(5) Аргонодуговая сварка может сваривать почти все металлы, особенно некоторые тугоплавкие металлы и легко окисляемые металлы, такие как магний, титан, молибден, цирконий, алюминий и т.
 д. и их сплавы;
д. и их сплавы; (6) Он не ограничен положением сварки и может быть сварен во всех положениях.
Недостатки аргонодуговой сварки
(1) Аргонодуговая сварка имеет большую околошовную зону. После ремонта трубы часто возникают дефекты, такие как деформация, снижение твердости, трахома, локальный отжиг, растрескивание, проколы, износ, царапины, подрезы или недостаточная сила сцепления и повреждение внутренних напряжений. Особенно в процессе ремонта мелких дефектов прецизионных стальных труб они заметны на поверхности. В области ремонта дефектов прецизионных стальных труб вместо аргонно-дуговой сварки можно использовать аппараты для холодной сварки. За счет малого тепловыделения аппаратов холодной сварки лучше преодолеваются недостатки аргонодуговой сварки и компенсируются проблемы ремонта прецизионных отливок.
(2) Аргонно-дуговая сварка более вредна для человеческого организма. Плотность тока при аргонодуговой сварке высока, а излучаемый свет относительно силен. Ультрафиолетовое излучение, создаваемое его дугой, примерно в 5-30 раз больше, чем при обычной дуговой сварке электродом, а инфракрасное излучение примерно в 1-1,5 раза больше, чем при дуговой сварке электродом. Содержание озона, образующегося при сварке, относительно велико, поэтому старайтесь выбирать для строительства место с лучшей циркуляцией воздуха, иначе оно нанесет большой вред организму.
Ультрафиолетовое излучение, создаваемое его дугой, примерно в 5-30 раз больше, чем при обычной дуговой сварке электродом, а инфракрасное излучение примерно в 1-1,5 раза больше, чем при дуговой сварке электродом. Содержание озона, образующегося при сварке, относительно велико, поэтому старайтесь выбирать для строительства место с лучшей циркуляцией воздуха, иначе оно нанесет большой вред организму.
(3) Для металлов с низкой температурой плавления и легко испаряющихся (таких как свинец, олово, цинк) сварка затруднена. | ОСТИ.GOV
перейти к основному содержанию
- Полная запись
- Другое связанное исследование
Было исследовано влияние различных присадочных стержней на выполнение неограниченных стыковых швов между комбинациями 99,5% Al и пластин NS3, NS4 и HS10. Сварные швы без трещин на листах из сплавов HS4 или HS10 обычно получают при использовании присадок с содержанием 5 % Si или 5 % Mg. Трещины обычно образовывались, когда 99,5% Al, B.A. Использовались наполнители с содержанием меди 25 и 5%. Сварные швы без трещин между комбинациями из 99,5% Al и сплав НС3 были получены с использованием любого из ранее упомянутых наполнителей. В целом было установлено, что сварные швы, выполненные с 5% присадкой Mg, имеют меньшую пористость, чем сварные швы, выполненные с другими присадочными стержнями. Определения предела прочности при растяжении показали, что прочность сварного шва, как правило, выше, чем у материала прилегающей пластины, через которую неизменно происходило разрушение. (авт.)
- Авторов:
- Шоу, Д.; Хипкинс, М. Г.
- Дата публикации:
- Исследовательская организация:
- Гт. Брит. Windscale Works, Селлафилд, Камб., Англия
- Идентификатор ОСТИ:
- 4252478
- Номер(а) отчета:
- РДБ(В)/ТН-104
- Номер АНБ:
- НСА-13-019252
- Тип ресурса:
- Технический отчет
- Отношение ресурсов:
- Прочая информация: ориг. Дата получения: 31-DEC-59
- Страна публикации:
- Страна неизвестна/код недоступен
- Язык:
- Английский
- Тема:
- МЕТАЛЛУРГИЯ И КЕРАМИКА; АЛЮМИНИЙ; АЛЮМИНИЕВЫЕ СПЛАВЫ; АРГОН; МЕДНЫЕ СПЛАВЫ; ТРЕЩИНЫ; ЭЛЕКТРИЧЕСКИЕ ДУГИ; НЕУДАЧИ; МАГНИЕВЫЕ СПЛАВЫ; ПОРИСТОСТЬ; СИЛИЦИДЫ; РАСТЯЖИТЕЛЬНЫЕ СВОЙСТВА; СВАРКА; СВАРНЫЕ СВАРКИ
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Шоу Д. и Хипкинс М. Г. АРГОНО-ДУГОВАЯ СВАРКА ЧИСТОГО АЛЮМИНИЯ И РЯДА АЛЮМИНИЕВЫХ СПЛАВОВ . Страна неизвестна/Код недоступен: N. p., 1953.
Веб.
Копировать в буфер обмена
Шоу Д. и Хипкинс М. Г. АРГОНО-ДУГОВАЯ СВАРКА ЧИСТОГО АЛЮМИНИЯ И РЯДА АЛЮМИНИЕВЫХ СПЛАВОВ . Страна неизвестна/код недоступен.
Копировать в буфер обмена
Шоу Д. и Хипкинс М. Г., 1953 г.
"АРГОНО-ДУГОВАЯ СВАРКА ЧИСТОГО АЛЮМИНИЯ И РЯДА АЛЮМИНИЕВЫХ СПЛАВОВ". Страна неизвестна/код недоступен.
Копировать в буфер обмена
@статья{osti_4252478,
title = {АРГОНО-ДУГОВАЯ СВАРКА ЧИСТОГО АЛЮМИНИЯ И РЯДА АЛЮМИНИЕВЫХ СПЛАВОВ},
автор = {Шоу, Д. и Хипкинс, М. Г.},
abstractNote = {Было исследовано влияние различных присадочных стержней на выполнение неограниченных стыковых сварных швов между комбинациями 99,5% Al и пластин NS3, NS4 и HS10. Сварные швы без трещин на листах из сплавов HS4 или HS10 обычно получают при использовании присадок с содержанием 5 % Si или 5 % Mg. Трещины обычно образуются, когда 99,5% Al, Б.А. Использовались наполнители с содержанием меди 25 и 5%. Сварные швы без трещин между комбинациями 99,5% Al и сплава НС3 были получены с использованием любого из ранее упомянутых наполнителей. В целом было установлено, что сварные швы, выполненные с 5% присадкой Mg, имеют меньшую пористость, чем сварные швы, выполненные с другими присадочными стержнями. Определения предела прочности при растяжении показали, что прочность сварного шва, как правило, выше, чем у соседнего материала пластины, через который неизменно происходило разрушение. (автор)},
дои = {},
URL-адрес = {https://www.osti.gov/biblio/4252478},
журнал = {},
номер =,
объем = ,
place = {Страна неизвестна/Код недоступен},
год = {1953},
месяц = {12}
}
Копировать в буфер обмена
Дополнительную информацию о получении полнотекстового документа см.