Оборудование необходимое для аргонно дуговой сварки
Аргонно-дуговая сварка – это процесс образования неразъемного соединения методом дуговой сварки в среде аргона, представляющего собой инертный газ. По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
Виды оборудования, применяемого для аргонодуговой сварки
В зависимости от уровня механизации аргоно дуговая сварка разделяется на несколько видов:
- Ручная. Перемещение горелки и подача сварочной проволоки осуществляются самим сварщиком в ручном режиме. Сварные работы могут осуществляться с применением неплавящегося – вольфрамового электрода.
- Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
- Автоматизированная. При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.
- Роботизированное оборудование не нуждается в непосредственном управлении оператором.
 Оборудование используемое для выполнения работ в инертных газах
Оборудование используемое для выполнения работ в инертных газахСварочное оборудование подразделяется на универсальное, специальное и специализированное. Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется “сварочный пост”. Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
- источником сварочного тока – постоянного и/или переменного;
- горелкой или их комплектом, предназначенным для работы на разных токах;
- устройством, обеспечивающим первоначальное возбуждение дуги или стабилизирующим дугу переменного тока;
- аппаратурой, которая управляет сварочным циклом и его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.
Для расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений работая вольфрамовым электродом, и улучшения провара в последнее время были разработаны новые методы аргонной сварки:
- Работы пульсирующим током. Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
- Используя подогрев присадочной проволоки. Этот метод существенно увеличивает производительность.
- Использование нескольких вольфрамовых электродов – эффективный способ получить швы без подреза на высоких скоростях сваривания металла.
Для осуществления этих разновидностей процесса может использоваться стандартное оборудование для аргонно дуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Наиболее популярным сварочным устройством для аргонной сварки, которое с успехом может применяться не только на производстве, но и в быту, является инверторный аппарат. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения “Аргонно дуговая сварка, инструкция”.
Инверторный аппарат аргонно дуговой сварки обладает рядом существенных преимуществ:
- Высокие качественные характеристики сварного шва, что позволяет использовать это оборудование для ремонта автомобилей: сварки узлов и деталей кузова, коробки передач, двигателя.
- Малые габариты и небольшой вес по сравнению с трансформаторными аппаратами.
- Простая эксплуатация. Для начала работы необходимо уложить присадочную проволоку и включить аппарат. Подача проволоки и инертного газа включаются автоматически.
Как правило, такие современные аппараты оснащены целым рядом дополнительных опций и защитных устройств, это – ускоренный поджиг, стабилизация дуги, модуляция сварочного тока.
Горелка для аргонно дуговой сварки с неплавящимся электродом
Метод аргонной сварки с использованием неплавящегося электрода, как правило, вольфрамового, используется для соединения изделий и конструкций, в изготовлении которых используются химически активные металлы и сплавы из них: алюминий, титан, магний, нержавеющая сталь. Этим материалам характерно сильное окисление при нагреве на воздухе. В данном случае могут применяться как постоянный, так и переменный ток. Процесс может быть ручным и автоматическим. При малых толщинах работа может осуществляться без использования присадки.
Постоянный ток и прямая полярность способствуют эффективному распределению тепла дуги, что обеспечивает длительный срок службы вольфрамового электрода и высокое качество шва. Такой режим применяют для большинства нержавеющих сталей. При сварке конструкций из алюминия и его сплавов используют источники переменного тока. В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной – катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
Работа с неплавящимся катодом требует наличия источников тока, удовлетворяющих повышенным требованиям по стабильности сварочного тока при внешних воздействиях. Также источники тока должны иметь широкий диапазон регулирования. Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Способ сварочных работ неплавящимся электродом обеспечивает формирование качественных сварных швов, поддерживает точную глубину проплава материала. Этот фактор очень важен при сварке тонких металлов с возможностью одностороннего доступа к поверхности конструкции. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.  Горелка для работы неплавящимся электродом
Горелка для работы неплавящимся электродом
Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
- узкая зона термического воздействия;
- возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
- широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.
Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску.
Основные правила, которые нужно соблюдать в процессе работы используя инертный газ – аргон.
- Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
- При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
- Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.
- Проволоку нужно подавать плавно для избежания разбрызгивания металла.
- При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.
- Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
- Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.
Сварка конструкций в защитной среде аргона – процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков – аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
elsvarkin.ru
Аргонно дуговая сварка TIG

Здравствуйте дорогие читатели!
В этой статье понятным языком рассмотрим устройство и процесс сварки TIG.
Когда речь идёт о кузовном ремонте, сварка TIG в основном ассоциируется с ремонтом алюминиевых кузовов транспортных средств. Кроме алюминия такой сваркой можно сваривать любой другой металл, в том числе разные виды металлов можно сварить в одну деталь. Рассмотрим устройство, принцип действия и некоторые подробности применения этого вида сварки.

Сварка TIG представляет собой ручной процесс, который требует от сварщика задействовать обе руки. Что отличает сварку TIG от других видов сварки, так это то, как создаётся дуга и как подаётся присадочный материал. Одной рукой сварщик держит горелку, которая создаёт дугу, а другой подаёт присадочный металл к месту сварочного соединения. Из-за того, что приходится использовать обе руки, эта сварка считается наиболее сложной в усвоении, но также, считается наиболее универсальной, так как может применяться даже при сварке разных металлов. Процесс получается достаточно медленный, но при правильном применении, получается сварочный шов высокого качества. Обычно сварку TIG применяют, если требуется сварить что-то необычное, отличающееся от стали и там, где нужен аккуратный, тонкий шов.
Сварка TIG (Tungsten Inert Gas Welding) переводится как Сварка Вольфрамовым электродом в среде Инертного Газа. Полное и более правильное название сварки TIG – Gas Tungsten Arc Welding (GTAW, Дуговая Сварка Вольфрамовым электродом в среде защитного газа).
Впервые сварка TIG была представлена в 1940‑х годах и применялась с Гелием в качестве защитного газа.
Почему используется Вольфрам для сварки?
Вольфрам очень твёрдый, слабо радиактивный и хрупкий металл. Его применение ограниченно, в сравнении с другими металлами. В сварке TIG Вольфрам применяется в виде неплавящегося электрода, который используется, чтобы создавать дугу. Электрод накаляется до 6000 градусов по Цельсию. Высокая точка плавления и хорошая электрическая проводимость позволяет не сгорать при сварке.
Как работает сварка TIG?
Для сварки TIG требуется три вещи: высокая температура, защитный газ и присадочный металл. Высокая температура достигается за счёт электричества, проходящего через Вольфрамовый электрод и создаёт дугу с металлом. Газ поступает из баллона и течёт к месту сварки, чтобы защитить сварочный шов от воздействия воздуха. Присадочный металл – это проволока, которая подаётся сварщиком в дугу и плавится. Процесс происходит в следующей последовательности: сначала сварщик открывает газ, далее электрод подносится к соединению свариваемых деталей на достаточном расстоянии, чтобы не касаться металла, потом нажимается педаль и образуется сварочная дуга. Начинает происходит плавление металла свариваемых деталей, а сварщик второй рукой начинает просовывать присадочную проволоку в зону сварочной дуги, которая плавится и заполняет сварочное соединение.
Сварка TIG похожа на электродугавую сварку электродами. Рукав с держателем электрода от сварки TIG может быть установлен на сварочный аппарат для электродуговой сварки, и такая конструкция будет работать как сварка TIG.
Сварочная дуга в сварке TIG может образовываться также, как и в электродуговой сварке электродами, но чаще аппараты TIG имеют функцию «высокочастотный старт» (high frequency start). Это позволяет не касаться металла, чтобы создать сварочную дугу. Как только подано электропитание на электрод, сварочная дуга образуется на расстоянии до 2.5 см от металла. Это осуществляется за счёт короткого момента подачи высокого напряжения, которое помогает преодолеть расстояние до металла и создать электрическую дугу. Сразу после образования дуги напряжение падает до значения, которое выставлено на сварочном аппарате. Таким образом, Вольфрамовый электрод не получает физического воздействия и не изнашивается.
Защитный газ для сварки TIG

Защитный газ защищает место сварки от воздуха. Могут применяться Аргон/Ar и Гелий/He. Чаще всего применяется аргон. Так как эти газы являются инертными, они не изменяют характеристики сварочного шва. Реже используются три типа смеси газов. Первая – Аргон и Гидроген, вторая – Аргон и Нитроген, третья – Аргон и Гелий. Аргон, смешанный с Гелием применяется при сварке толстых металлов для лучшего проникновения сварочного шва. Для большинства сварочных работ хорошо подходит чистый Аргон.
Типы Вольфрамовых электродов
Вольфрам является главным ингредиентом, из которого изготовлен электрод для сварки TIG. Иногда добавляют незначительный процент других металлов, для улучшения характеристик сварочной дуги, создаваемой электродом. Добавляются Церий, Лантан, Цирконий.

Электроды бывают разных диаметров и имеют разные формы концов. От формы конца электрода зависят характеристики создаваемой сварочной дуги. Форму концу электрода нужно придавать вручную.
Острый «наконечник» применяется для сварки стали. Такую форму концу электрода можно придать на мелкозернистом точильном круге или специальном заточном приспособлении для Вольфрамовых электродов.

Электрод с закруглённым «наконечником» обычно применяют для сварки алюминия и магния. Чтобы получить такую форму, нужно создать сварочную дугу, по возможности над медью (но можно и другой металл). В качестве защитного газа должен быть Аргон. Сварочный аппарат настраивается определённым образом, так чтобы Вольфрамовый электрод начал плавиться и образовалась капля на его конце. Когда капля сформируется в виде небольшого шара, нужно остановить сварочную дугу.
Подготовка металла для сварки TIG
Подготовка металла особенно важна, когда производится сварка TIG. На металле не должно быть ржавчины, окисления, окалины, остатков краски, масла и прочих загрязнений. Должен быть только чистый металл. Металл должен быть очищен физическими способами, либо химическими кислотными очистителями, в случае сварки алюминия.
Настройка сварочного аппарата TIG
Существует две главных настройки аппарата TIG – изменение силы тока и регулировка потока защитного газа. Настройка величины силы тока зависит от типа металла и его толщины. Поток защитного газа регулируют в зависимости от условий окружающей среды, типа металла и раструба держателя электрода.
Сварка алюминия
Для сварки алюминия применяется электрод из чистого Вольфрама или Вольфрама с добавкой Церкония. Требуется, чтобы наконечник электрода был подготовлен в форме небольшого шара (см. выше). Аппарат должен быть настроен на A/C (переменный ток). Требуется, чтобы сварочная дуга создавалась дистанционно (функция «high frequency start»). В качестве защитного газа применяется 100%-ый Аргон. При правильной настройке сварочного аппарата и выборе подходящего электрода можно сваривать листы алюминия любой толщины. Как видно на фото ниже шов получается с высокими декоративными и прочностными характеристиками.
Процесс сварки TIG
Новичкам лучше учиться варить сваркой TIG, начиная с 2 — 3 мм стали. При сварке TIG необходимо контролировать дистанцию между электродом и привариваемым металлом. Для этого нужно занять устойчивое положение. Электрод располагается примерно на 20 градусах от вертикальной позиции. Расстояние между электродом и металлом должно составлять от 1 до 1.5 диаметра электрода. Если , к примеру, используется электрод диаметром 1.6 мм, то расстояние будет примерно 2 мм. Перед началом сварки нужно медленно провести рукой над поверхностью, контролирую угол положения электрода и расстояние, чтобы понять, что ничего не мешает.
Начните с образования сварочной дуги. Длина сварочной дуги влияет на нагрев в области сварки. Чем больше дуга, тем больше нагрев. Прочувствуйте, как она действует на металл, расплавляя его. Пробуйте сначала варить без присадочного металла. После понимания всего процесса, начинайте добавлять присадочную проволоку в область сварки. Присадочный металл должен правильно подаваться, и плавится под воздействием свариваемого металла, а не сварочной дугой. Он должен подаваться рядом со сварочной дугой и попадать в область действия защитного газа.
В заключение можно сказать, что сварка TIG, не смотря на первоначальную сложность освоения, считается одним из самых универсальных видов сварки, дающая сварной шов высокого качества.
Поделиться “Аргонно-дуговая сварка”
Печатать статью
Ещё интересные статьи:
kuzov.info
Сварочный инвертор аргонно дуговой сварки
Если раньше для сваривания цветных металлов или нержавеющей стали нужно было искать мастера с соответствующим оборудованием, то сегодня сварочный инвертор аргонно-дуговой сварки стал доступным более широкому кругу населения.
Давайте рассмотрим, какие существуют виды этих приборов, их ценовую политику и основные правила в использовании.
Зачем нужна аргонно-дуговая сварка
Для сварочного соединения деталей из стали можно использовать любой из доступных аппаратов трансформаторного или инверторного типа. Но для варки цветных металлов и нержавейки применяется другая технология.
Алюминий, медь, бронза или нержавеющая сталь при сварке их плавящимся электродом не образуют качественное соединение вследствие контакта с атмосферным кислородом. Швы окисляются и быстро приходят в негодность.
Для этого используют защитный газ аргон (гелий и пр.), который не допускает попадание кислорода в сварочную ванну. А для этого нужно использовать другое оборудование, например, инвертор аргонно-дуговой сварки.
Виды инверторов
Инверторные сварочные аппараты для сварки аргоном могут быть трех основных видов по принципу работы.
- Ручные. Наиболее распространенный вид. Весь сварочный процесс осуществляется вручную работником, который контролирует дугу и подачу присадочных материалов. Чаще всего для этого вида сварки используют горелку с подачей газа и неплавящийся вольфрамовый электрод.
- Полуавтоматы. Сваривание происходит за счет расплавления деталей и проволоки, которая подается механизмом в аппарате. Однако и здесь обязателен контроль сварщика над всем процессом.
- Автоматы. Сварка также обеспечивается подачей проволоки, но все технологические манипуляции контролируются самим оборудованием.
В домашних мастерских наиболее распространены первые два вида, которые, в свою очередь, имеют разновидности в зависимости от дополнительных функций.
- Ручные ММА аппараты. Это инверторы для электродуговой сварки, которые можно использовать для сварки разных металлов. Для работы с ними нужно использовать специальную горелку с вольфрамом и подачей газа.
- Ручные TIG аппараты. Это именно инвертор с функцией аргонодуговой сварки. С помощью такого оборудования можно осуществлять сварку разных типов материалов: стали, нержавейки и цветных металлов и их сплавов.
- Полуавтоматы MIG/MAG. Это инверторный аргонный сварочный аппарат, который осуществляет сваривание за счет плавления проволоки. Такая сварка чаще всего используется для соединения тонкостенных деталей, при этом можно подключать оборудование подачи аргона, что позволит варить цветные металлы и нержавейку.
- Универсальные инверторы. Аппараты, которые включают в себя все функции ручной и полуавтоматической сварки, в том числе и в аргоновой среде.
TIG аппараты
Это наиболее распространенный инвертор сварочный с аргоном. В расшифровке и переводе аббревиатура обозначает возможность использования неплавящегося вольфрамового электрода с оборудованием по подаче защитного инертного газа.
Для сварки различных металлов такой прибор может переключаться с переменного тока на постоянный.
Чаще всего инверторы с такой функцией используют, чтобы варить алюминий и нержавейку. Но также можно сваривать детали и стали как углеродистой, так и низколегированной. При этом швы получаются качественней даже, чем при обычной электродуговой сварке.
Преимущество такого аппарата в том, что он позволяет работать в любом положении (горизонтальные, вертикальные и даже потолочные швы), а само соединение выходит ровным и без брызг металла и шлака.
Полуавтоматы MIG/MAG
Такие приборы обеспечивают соединение металлов за счет плавящейся проволоки, подающейся в полуавтоматическом режиме (нажатием клавиши на держателе).
Что значит маркировка MIG/MAG? Разница — используется ли защитный газ или нет. Если подключается подача аргона, этот процесс называют MIG пайкой, без защиты (активный режим) — MAG.
Полуавтоматический инверторный аппарат не требует использования дополнительной присадки в виде прутка. Проволока, которая используется для сваривания, уже имеет в своем составе все необходимые добавки.
При использовании полуавтомата с подачей аргона возрастает качество сварного шва за счет защитной среды и отсутствия разбрызгивания расплава из ванны.
Очень удобен такой аппарат при сварке тонкостенных деталей, а в совокупности с газовым оборудованием можно сваривать нержавеющую сталь и различные цветные металлы.
ММА аппараты
Инверторы ручной дуговой сварки также часто используют для соединения различных видов металла. Для того, чтобы использовать такой прибор при сваривании, например, алюминия, потребуется дополнительно оборудование в виде горелки с вольфрамовым электродом и подачей аргона. Также инвертор должен переключатся на постоянный ток.
Если вы планируете работать с различными видами металлов (сталей, нержавейки или цветных), то можно приобрести многофункциональный прибор со всеми вышеперечисленными возможностями. Но такие инверторы стоят дороже и насколько целесообразным будет его приобретение зависит от личных предпочтений.
Ведущие производители оборудования
Как выбрать инверторные сварочные аппараты из множества производителей, представленных на выбор?
Конечно, можно приобрести прибор для сварки аргоном китайского производства, но лучше тогда покупать инвертор, выпускаемый под известной маркой.
Многие западноевропейские производители сегодня выносят свои заводы именно в Китай. И по относительно невысокой цене можно купить довольно качественный образец для аргонной сварки.
Распространенные производители сварочного оборудования такие.
- ESAB.
- TESLA.
- KAISER.
- RESANTA.
- Сварог
Оборудование для сварки от шведской компании ESAB,  наверное, одно из самых известных. Можно приобрести различные модели инверторов с функцией аргонно-дугового сваривания. Такие аппараты тиг имеют встроенный осциллятор, что обеспечивает бесконтактный поджог дуги в аргоновой среде. Стоит обратить внимание на следующие модели: ESAB BuddyTig 160 HF, ESAB BuddyArc 200 или полуавтомат ESAB CaddyMig C200i.
наверное, одно из самых известных. Можно приобрести различные модели инверторов с функцией аргонно-дугового сваривания. Такие аппараты тиг имеют встроенный осциллятор, что обеспечивает бесконтактный поджог дуги в аргоновой среде. Стоит обратить внимание на следующие модели: ESAB BuddyTig 160 HF, ESAB BuddyArc 200 или полуавтомат ESAB CaddyMig C200i.
Ценовая политика таких моделей инверторов начинается от 300 долларов.
Широкое разнообразие моделей инверторов с функцией Tig сварки предлагает и чешская компания TESLA. Из конкретных аппаратов можно рассмотреть: TESLA TIG 250 Z MOSFET, TIG 200 Z MOSFET, TESLA TIG/MMA 250 IGBT. Их цена от 200 долларов и более за универсальные приборы.
Также довольно известны на рынке инверторы от компании KAISER. Для домашней мастерской вполне подойдут такие модели аргонодуговой сварки, как Kaiser TIG-200 с функцией 2 в 1 (то есть сварка в аргоновой среде и электродуговая покрытыми электродами). Цена 200-300 долларов.
Компания RESANTA (Рига) производит свое оборудование в Китае. Можно обратить свой выбор на такой вариант как Ресанта САИ 230 АД. Инвертор может работать при перепадах напряжения, а также в режимах электросварки и с использованием аргона.
Не стоит обходить своим вниманием такие аппараты, как Сварог. Модели Сварог TIG 250, Сварог PRO ARC 160, Сварог TECH ARC 205B имеют функцию сваривания в аргоне. Цена за такие аппараты начинается от 150 долларов.
Также можно выбрать различные модели сварочных инверторов таких марок, как Intertool, GYS, ТехАС, Jasic и прочие.
Выбирая инвертор с возможностью варки металлов в аргоновой среде обращайте внимание на переключение переменного тока на постоянный. Такие приборы более универсальны и позволят варит различные виды металла.
Рекомендации по эксплуатации
Перед началом эксплуатации лучше всего прочесть инструкцию по использованию прибора.
Во-первых, нужно соблюдать технику безопасности. Сварочный инвертор с тиг функционалом стоит использовать в помещениях с хорошей вентиляцией. В тесных пространствах аргон может заместить воздух, что приведет к удушью и гибели.
Во-вторых, нужно правильно подключить все оборудование.
- Электропитание должно соответствовать конкретной модели инвертора.
- Разъемы горелки и массы вставляются в соответствующие гнезда (соблюдайте правила полярности при сварке разных типов металла).
- Газовый шланг подключается к штуцеру, находящемуся на панели аппарата.
В третьих, если есть защита от перегрева, то прибор выключится при достижении определенного показателя, а когда температура спадет снова — включиться.
Также возможны случаи, когда при сварке аппарат быстро перегревается, разбрызгивает металл из ванны или выдает недостаточную мощность. Такие проблемы могут возникать при неправильном подключении инвертора, отсутствия подачи аргона или слишком толстого вольфрамового электрода. При слишком коротком цикле работы нужно убедиться в исправности вентилятора охлаждения и нормального доступа воздуха к аппарату.
Обязательно нужно хранить такие инверторы в отапливаемых и не сырых помещениях. Перепады температуры могут образовывать конденсат внутри аппарата, что приведет к быстрой порче деталей.
Перед покупкой аргонно-дугового сварочного инвертора подумайте, насколько целесообразно его приобретение для вашей мастерской. Ведь, кроме самого прибора, понадобиться покупка расходных материалов газа и вольфрам, а это также стоит денег. Возможно, Вам будет достаточно обычного инвертора с ММА функцией.
Если Вы можете посоветовать конкретные модели инверторов с возможностью аргонно-дуговой сварки, то поделитесь опытом в блоке комментариев к этой статье. Какими моделями вы пользуетесь и какой сварочный инвертор с функцией аргонной сварки лучше для домашнего использования.
wikimetall.ru
Аргонно-дуговая сварка (TIG)
Аргонно дуговая сварка является главным способом неподвижного соединения различных деталей, сделанных из высоколегированных сталей и цветных металлов, в первую очередь алюминиевых сплавов и титана. Аргон представляет собой инертный газ, который тяжелее воздуха. В момент сварки он подается в зону сварного соединения и вытесняет из нее воздух, содержащий кислород, что препятствует возгоранию соединяемых материалов под воздействием электрической дуги. При этом сам он ни в какие химические реакции не вступает по определению, поэтому под воздействием высокой температуры материал плавится, но не горит. Таким образом, аргонно дуговая сварка выступает как своего рода сварочный гибрид, в котором применяется одновременно и электричество, и газ.
Принципиальная схема аргонодуговой сварки.
Устройство и принцип работы
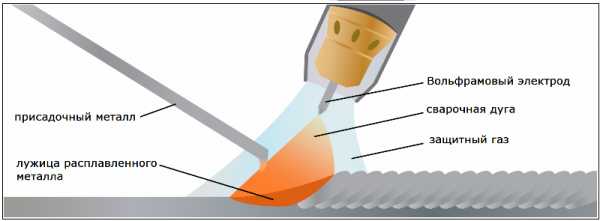
Наиболее распространенным является метод аргонно дуговой сварки с применением неплавящегося электрода. Такой электрод изготавливается из вольфрама, который традиционно считается исключительно тугоплавким металлом. Его вставляют в сопло, сделанное из прочной керамики, через которое в рабочую зону подается струя аргона. На электрод подается электрический ток большой силы, который образует между концом электрода и соединяемым материалом электрическую дугу. Для усиления сварного шва его поверхность дополнительно покрывается слоем расплавленного металла из того же материала. С этой целью в зону сварки подается присадочная проволока, которая при этом не входит в электрическую цепь.
Устройство горелки для аргоновой сварки.
Этот процесс носит техническое обозначение tig, что означает сварку с помощью вольфрама в инертной газовой среде. Он несколько отличается от газовой дуговой сварки вольфрамом, именуемой gtaw. Процесс наплавления материала присадочной проволоки при этом может носить как струйный, так и капельный характер. В последнем случае он менее устойчив и при нем происходит значительное разбрызгивание электродного материала. Поскольку давление в дуге сравнительно невелико, капли приобретают достаточно крупные размеры.
Диапазон силы тока для капельного переноса весьма широк и может варьироваться практически двукратно, от 120 до 240 А. Если же сила начинает превышать отметку в 260 А, то происходит переход к струйному нанесению материала, при этом возрастает устойчивость процесса и резко уменьшается разбрызгивание. Однако такая сила тока допустима далеко не всегда, и для усиления стабильности процесса применяют источник, испускающий электрический ток в виде импульсов. Он может обеспечить переход к струйному процессу нанесения расплавленного металла уже при токах в 100 А. Это значительно увеличивает качество соединения.
Вернуться к оглавлению
Технология аргонно дуговой сварки
Таблица характеристик аргона.
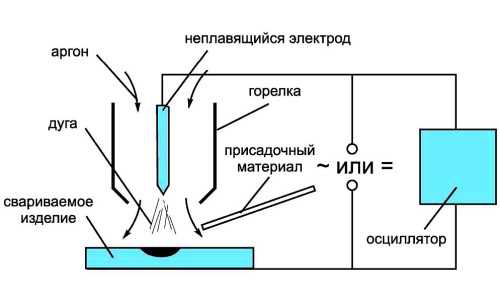
При проведении сварки в соответствии с технологией tig необходимо одной рукой держать горелку, а другой подавать в рабочую зону присадочную проволоку. Существует и автоматическая аргонодуговая сварка, когда и перемещение горелки, и подачу проволоки осуществляет специальное устройство. При ручном способе на горелке нужно нажать кнопку, которая включает ток и одновременно подачу аргона. Между концом вольфрамового электрода и рабочей поверхностью загорается электрическая дуга, которая и плавит соединяемые кромки и присадочную проволоку.
При этом касаться поверхности электродом нельзя ни в коем случае. Ионизационный потенциал аргона очень высок, поэтому искра между изделием и электродом зажигается очень плохо. К тому же при прикосновении к изделию сам электрод начинает оплавляться и сильно загрязняется. Именно поэтому параллельно с источником питания для сварочного аппарата для зажигания дуги подключается устройство, именуемое «осциллятором». С его помощью на электрод можно подавать поток высоковольтных импульсов высокой частоты, которые помогают поднять уровень ионизации промежутка, в котором образуется электрическая дуга, что позволяет ей зажечься в момент включения тока.
Сам процесс сварки в аргоновой среде может происходить как на постоянном, так и на переменном токе. В первом случае количество тепла на аноде и катоде выделяется в пропорции 7 к 3. Поэтому для того чтобы не сильно нагревать электрод и в то же время хорошо проплавить свариваемые грани, применяют прямую полярность. Именно поэтому все виды сталей, как нержавеющих, так и легированных, а также титан и большинство иных материалов свариваются таким способом. Исключение составляет алюминий, его варят на переменном токе, который помогает разрушать тугоплавкий слой оксида.
Чтобы расплавленный металл, покрывающий шов, был менее пористым, к аргону добавляют совсем небольшое количество кислорода. Если его количество будет значительным, металл начнет просто гореть. А при небольшом количестве кислорода только выгорают вредные примеси, попавшие в рабочую зону. Сварку в среде аргона можно производить и плавящимся электродом, наподобие обычной электросварки. Так варят нержавеющую сталь и алюминиевые сплавы.
Вернуться к оглавлению
Практические операции с аргонно дуговой сваркой
В отличие от большей части других видов сварных работ в этом случае горелка движется только по прямой, по линии вдоль шва. Никаких поперечных движений делать не надо, поэтому сам шов получается более узким и аккуратным. Нужно только внимательно следить, чтобы концы вольфрамового электрода и присадочной проволоки находились в облаке аргона. Проволоку нужно подавать при этом как можно более плавно, чтобы брызги металла не разлетались по сторонам.
То, насколько успешно металл в рабочей зоне проплавился, визуально можно определить по форме образующейся ванночки расплавленного металла. Если степень расплавления достаточна, она имеет каплевидную форму, узкая часть которой направлена по ходу ведения сварки. В случае если степень прогрева слишком мала, форма ванночки принимает овальную или даже круглую форму.
Направление проведения сварки обычно имеет ориентацию справа налево, поскольку горелку держат правой рукой, а присадочную проволоку левой. Бывают варианты, когда применение такой проволоки является излишним. Тогда электрод можно держать перпендикулярно к свариваемой поверхности. В противном же случае его держат под углом, подавая проволоку перед ним и не дергая ее вправо-влево. При завершении операции сварки не стоит отводить горелку в сторону, увеличивая длину дуги. При этом уходит газовая струя, и расплавленный металл не успевает застыть под ее защитой, что серьезно может снизить качество сварки. Нужно плавно уменьшать силу тока с помощью реостата, включенного в электрическую цепь.
Следует помнить, что главное при аргонно дуговой сварке в ручном режиме — это квалификация сварщика.
Рука должна двигаться выверенно и точно. Ведь автоматическую сварку не применяют при наложении коротких и швов и швов изогнутой формы. Поэтому обучение такой сварке занимает больше времени и требует большего количества знаний, чем тот же процесс для обычной электро- или газосварки. Это при том, что существует много нюансов, которые можно освоить только на практике.
expertsvarki.ru
Сварка аргоном, оборудование для аргоновой сварки
Инверторное оборудование для аргонной дуговой сварки можно разделить на 3 вида: специальное, специализированное и универсальное. Подобный вид работ могут применять как профессионалы, так и начинающие сварщики. Это объясняется тем, что агрегаты очень просты в использовании и легко поддаются изучению.
Поэтому аргоновая сварка успешно может использоваться на бытовом уровне и на крупном производстве при соединении сложных конструкций. Подбор оборудования всегда будет зависеть от поставленных перед ним задач и уровня сложности будущей сварки.
Особенности оборудования для аргонной сварки
Как говорилось ранее, все устройства делятся на три типа:
- Универсальное. Используется для нескольких видов материала.
- Специализированное. Имеет узкую специализацию и применяется для деталей какого-то определённого типа. Например, для круглого каркаса или двутавровой балки.
- Специальное. Предназначено для решения одной определённой задачи. В основном сварка аргоном с помощью таких устройств используется в крупных предприятиях для серийного производства.
Первые являются более популярными у многих специалистов. Эти аппараты выпускаются серийно и благодаря достаточно приемлемой цене имеют высокий спрос. Но, в большей мере, все виды агрегатов используют только в промышленных целях, на специально оборудованном рабочем месте, которое называется сварочным постом.
Каждое устройство для аргонной сварки имеет практически идентичное строение и состоит из таких компонентов:
- Приспособление для стабилизации дуги переменного тока или для её активации.
- Устройство, защищающее и контролирующее цикл сварки.
- Регуляторы рабочего тока.
- Горелки, необходимые для сварки с определённым напряжением.
- Источник постоянного или переменного тока.
С недавнего времени оборудование для аргонной сварки начало прогрессировать. Разработчики задумались об увеличении диапазона свариваемого материала, улучшении производительности и получении неразъёмных крепежей соединений. Для этого уже были внедрены некоторые инновационные способы аргонодуговой сварки.
Одним из этих внедрений является применение пульсирующего тока.
При попадании импульса на изделие, оно плавится и кристаллизируется в моменты паузы. Сама дуга может двигаться с постоянной скоростью или отрывками.
При этом уменьшенная поставка напряжения не дает изделию нагреваться, это значительно снижает вероятность деформации.
Ещё одним выигрышным способом является применение нагрева присадочной проволоки. Этот вариант используется для увеличения производительности. А чтобы швы получались без подреза, было решено применить несколько электродов из вольфрама. Все эти способы предполагают использование стандартного аппарата в комплексе с дополнительными устройствами.
Агрегаты для аргонодуговой сварки
Сварочный инвертор является одним из самых популярных и востребованных устройств для аргонного соединения. Его используют сварщики-любители при соединении несложных конструкций и профессионалы в условиях промышленного производства. Его популярность среди начинающих сварщиков обусловлена тем, что он очень прост в освоении и в тоже время позволяет решить даже сложные задачи.
Его часто используют для ремонта автомобилей, а именно при сварке коробки передач или элементов кузова. Стоит также отметить его компактные габариты и легкий вес, что всегда позволит удобно переносить аппарат и использовать его в тесном пространстве.
Чтобы начать работу, требуется установить присадочную проволоку, затем включить инвертор. Подача газа должна начаться автоматически.
На сегодняшний день практически все агрегаты оснащаются дополнительными функциями, которые решают проблему розжига дуги, её стабилизации и модуляции сварочного тока.
Советы экспертов по сварке с аргоном
При использовании неплавящегося электрода для сварки желательно приблизить его максимально близко к соединяемой детали. В результате чего образуется небольшая дуга, увеличение которой спровоцирует повышение ширины шва и уменьшение провальной глубины. Такая ситуация способна негативно повлиять на качество стыковки.
В процессе сварки аргоном алюминия или других металлов нужно проделать одно передвижение вдоль соединяемой поверхности, без перпендикулярных отклонений. Это позволит сделать шов качественным с точки зрения внешнего вида.
Важно!
Всегда стоит наблюдать за тем, чтобы электрод или проволока не вышли за пределы защитного газа!
Если используется вольфрамовый электрод, проволоку необходимо выдвигать перед горелкой, что позволит сделать шов более эстетичным и надёжным. Когда работа проделана до конца, заварку кратера производят, используя пониженное напряжение. Стоит также учитывать то, что конечный этап не должен завершаться обрывом дуги. А подача самого аргона прекращается постепенно, примерно в течение 15 секунд после окончания сварки.
electrod.biz
Как выбрать надежный аргонный сварочный аппарат, советы специалиста
Сварочный аппарат всегда необходим в частном доме, починить калитку, или подварить что-то в своём автомобиле. Как ни крути, а сталкиваться со сварочными работами приходилось практически всем, кто проживает в частном доме, да и не только. Разнообразие видов сварочных аппаратов ставит в тупик новичка.
Встаёт вопрос, какая сварка лучше подойдёт для ваших нужд. Точного ответа на вопрос, какой выбрать нету. Новичку необходимо знать общие сведения обо всех видах сварочных аппаратов, чтобы определиться. Вы же поговорим только про аргоновый агрегат.
Сфера использования
С помощью аргона, инертного газа, выполняют такой вид сварки, как аргонодуговой. Электроды в при таких сварочных работах могут плавиться либо оставаться неизменными. Неплавящиеся электроды изготавливают из вольфрамовых материалов. Такой материал способен выдерживать температуру свыше трёх тысяч градусов.
Использование аргона способствует улучшению качества и прочности сварки. Аргон имеет атомный вес почти вполовину превышающий вес воздуха, что помогает ему вытеснять его и большинство газов, который занимают пространство в сварочном жёлобе, который образуется во время аргонодуговой сварки. Также он активно взаимодействует с металлом в зоне расплавления и влияет на его будущие свойства.
В этой статье мы поможем вам разобраться с аргоновыми сварочными аппаратами. Дадим советы, как подобрать устройство для своих потребностей, сравним несколько моделей и выделим среднюю цену, на которую следует опираться. Правильно подобрав сварочный аппарат для себя, вы останетесь полностью довольны, и он гарантировано оправдает свою стоимость.
Как выбрать аппарат для сварки
Для домашнего использования лучшим будет самый стандартный, простенький аргонный аппарат, поэтому заморачиваться и выбирать что-то из профессиональных моделей даже не стоит. На них и цена будет намного выше и вникнуть в его характеристики и понять, зачем он нужен будет долгим занятием, к тому же ненужным для вас, если вы, конечно, не хотите заниматься сварочными работами профессионально.
Устройство аппарата для сварки аргоном
Итак, на что обязательно необходимо обратить своё внимание, для качественного выбора устройства:
- В большинстве случаев, при покупке вы не будете знать, какой металл точно пустите в использование. Это, скорее всего, дело случая и в хозяйстве особо не заморачиваются над выбором такового. Исходя из этого, выбирайте сварочный аппарат с большим спектром допустимых материалов, проще говоря, универсальный. Так, вы точно не прогадаете и сможете работать с любыми подручными средствами.
- Следующим критерием выбора, станет наличие дополнительных модификаций. Во время процесса сварки, профессионал передвигает электрод равномерно и одновременно выполняет вибрирующие движения, что способствует созданию равномерной дуги и предотвращает залипание электродов. Технологии вышли на тот уровень, что аргонный аппарат сам регулирует этот процесс электронными приборами, наличие которых обязательно для начинающего сварщика. К тому же такое дополнение помогает сделать сварочный шов качественней и прочнее.
- Степень защиты должна быть как можно выше. Сварочные аппараты довольно чувствительны к неправильно эксплуатации, а новичок в любом случае будет делать много ошибок. Каждое залипание электрода это лишняя нагрузка на аппарат, поэтому защитные механизмы должны справляться с такими ошибками.
- Аргонный аппарат должен обладать широким диапазоном регулировки, но в свою очередь, простотой в управлении. Это облегчит вашу задачу при настройке устройства под ваши потребности.
Если вы хотите повысить комфортность работы, и вообще, облегчить весь процесс аргоновой сварки, можно выбрать устройство с наличием дополнительных функций. Для правильного подбора необходимых для вас дополнений, следует сначала разобраться, какие они бывают и что из себя представляют.
Итак, преступим к разбору дополнительных модификаций аргонового сварочного аппарата:
- Возможность поджигать дугу, без непосредственного контакта с материалом. Такой процесс происходит с помощью электрического импульса, который пробивает дуговой промежуток.
- Наличие блока осциллятора, он является дополнением к бесконтактному поджогу дуги.
- Автоматический регулятор обдува материала. После разрыва дуги на конце сварного шва, на него может попасть воздух и ухудшить качество работы, такое дополнение предотвращает эту возможность.
- Для увеличения прочности и качества окончания сварного шва, необходим режим плавного отключения дуги, что способствует медленному остыванию крайней точки сварки.
- Для возможности сваривать тонколистовые металлы, необходима функция пульсирующей сварки. В таком режиме сварка происходит импульсами, что помогает улучшить внешний вид сварного шва и предотвращает сквозной прожиг тонких материалов.
- Балансировка полярности тока –помогает регулировать переменный ток, и стабилизирует его отрицательные и положительные полуволны.
Если выбрать аргонный сварочный аппарат, придерживаясь всех перечисленных пунктов и подобрав необходимые вам модификации, вы однозначно будете довольны приобретённой установкой и ничуть не пожалеете потраченных средств. Такой аппарат всегда пригодится в домашних условиях, но для его использования вам придётся потренироваться.
Положительные и отрицательные стороны
Каждый производитель старается выделить свой товар. До общего функционала могут добавлять разные уникальные модификации, некоторые производители играют ценой, другие ставят в приоритете качество, остальные делают упор на высокую работоспособность и функциональность.
Модель Jasic tig 200P
Если сравнивать их в соотношении цена-качество-функционал, то, из большинства можно выделить всего несколько брендов, которые отвечают такому соотношению в полной мере. Мы рассмотрим производителей Jasic иGysmi, они смогли зарекомендовать себя во времени. Для примера возьмём два агрегата Jasic tig 200P и Gysmi tig 207, немного разобрав их основные характеристики.
Первая модель обладает сенсорной панелью, с помощью которой очень удобно и легко регулировать аргонный аппарат для необходимых вам режимов работы. Управление интуитивно понятное, что способствует комфортной работе с данным устройством как новичкам, так и профессионалам.
Сварочный аргонный аппарат способен работать с обычными и тугоплавкими электродами, что повышает его ценность. В комплектацию входят следующие улучшения: пульсирующий режим сварки, стабилизатор и предохранитель перепадов напряжения, плавное отключение дуги.

Модель аппарата Gysmi tig 207
Второе представленное устройство имеет более высокую цену, оснащён микропроцессором, который управляет режимами и всеми настройками сварочного устройства. Отлично подходит для работ с легкоплавкими материалами типа алюминия, обладает функцией PFC (автоматическая корректировка коэффициента мощности), с помощью которой потребление электроэнергии максимально оптимизировано и проходит с минимальными излишними затратами.
Цифровая индикация позволяет очень точно установить силу дуги, присутствует функция антизалипания и упрощения поджога. Также аппараты данной серии оснащены стабилизаторами дуги, которые облегчают контроль над сварочным процессом.
Подведём итог
Помните, выбранный сварочный аргонный аппарат, будет влиять на качество работы. Подобрав его следуя представленным правилам, вы гарантировано получите качественный продукт, который прослужит вам долгую и плодотворную службу. Но всё же даже самое дорогое и качественное устройство не обеспечит вам качественную работу, всё зависит от вас, практикуйтесь и выбранный вамиаргонный аппарат сможет показать свои положительные качества на все сто.
generatorvolt.ru
Что нужно для сварки аргоном
Для того чтобы начать варить аргонно дуговой сваркой нужно приготовить все необходимое оборудование, а так же средства защиты. В каждом даже не сложном деле стоит соблюдать технику безопасности. Варим мы дуговой сваркой, а аргон у нас служит защитным газом. В данной статье я постараюсь рассказать о том что нам потребуется для сварки аргонно-дуговой сваркой.
И так я решил составить список оборудования который необходим для аргоновой сварки.
После составления списка разберем каждый пункт поподробней. Как ранее было уже рассказано на странице «Аргонная сварка» существует несколько видов данной сварки. Здесь мы рассмотрим наиболее популярную и доступную «Ручную аргонно-дуговую сварку с неплавящимся электродом»
Вот краткий список того что нам потребуется для сварки.
- Баллон
- Редуктор
- Шланг высокого давления
- Аппарат для сварки неплавящимся электродом
- Электроды вольфрамовые
- Присадочная проволока
- Инструменты для подготовки металла к сварке
- Спецодежда и средства защиты
Баллон
Баллон нужен для того чтобы хранить газ в сжатом виде, в данном случае аргон. Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.

А теперь давайте рассмотрим как эти баллоны маркируются.

И так же нужно знать какие данные наносят на баллоны и что там набито.

Данные на каждом баллоне могут отличатся.
Редуктор
Для каждого газа как правило предусмотрен свой редуктор. Как правило цвет редуктора совпадает с цветом баллона для того чтобы было понятно что он именно для этого газа.

Сейчас большой выбор различных редукторов. Для аргона можно использовать редуктор с черной окраской который предназначен для углекислоты дешевый вариант. Или взять дороже редуктор с ротаметром

его чаще используют под аргон, но и под углекислоту он тоже предназначен. Теперь мы знаем какой редуктор использовать.
Шланг высокого давления
Все обычно используют шланги одного типа предназначены для кислородных баллонов так как они более надежны. Так как мы рассматриваем аргоновую сварку то и шланги будем брать кислородные. Внутренний диаметр кислородного шланга может быть 9, 12, 16, или 18 миллиметров, но чаще всего используют либо девять либо двенадцать. Если внутренний диаметр 9 то наружный будет 20 миллиметров.
Аппарат для сварки неплавящимся электродом
Сейчас большой выбор аппаратом для сварки вольфрамовыми электродами. Например аппарат может выглядеть вот так.

Огромный выбор сварочного оборудование сейчас предлагается на нашем рынке, по этой причине я не буду описывать конкретный сварочный аппарат. Для правильного выбора сварочного аппарата рекомендую почитать отзывы людей которых можно найти на сварочных форумах.
Электроды вольфрамовые
Вольфрамовые электроды маркируются вот так ЭВЧ, ЭВЛ,ЭВИ, ЭВТ-15 и имеют гост ГОСТ 23949-80. Вбив гост в поиск вы сможете найти подробную информацию о этих электродах.

Так же электроды бывают с примесями для того что бы приобрести особые свойства. Вот какие бывают примеcи в вольфрамовых электродах которые предназначены для аргонной сварки.


Присадочная проволока.
Присадочная проволока это материал который нужен будет в процессе сварки. Материал присадочный называют по разному. В данном случае это пруток присадочный или присадочная проволока.

Инструменты для подготовки металла.
Сюда можно включить такие инструменты как болгарка и щетка по металлу. Сейчас большой выбор всяческих зачистных инструментов и приспособлений так что выбор за вами.
Спецодежда для сварки.
Здесь все зависит от ваших желаний. Выбор огромен. Что хочется сказать о спец одежде. Одежда сварщика бывает разной плотности и степени огнестойкости. О масках для сварщика можно говорить долго. Обувь тоже играет немаловажную роль как и перчатки. Перчатки сварщика еще называют крагами.

Внимательно относитесь к выбору средств защиты для сварочных работ так как от этого зависит ваше здоровье. Одежда для сварщика продается в специализированных магазинах которые занимаются продажей сварочного оборудования. Посетив данные магазины вы без труда подберете именно то что вам нужно.
А теперь я хочу вам показать как происходит процесс аргоновой сварки.
Думаю данный материал поможет как начинающим сварщикам так и тем кто хочет начать варить аргоновой сваркой.
3g-svarka.ru